

Page 1

The highest
level of
reloading
precision.
Page 2
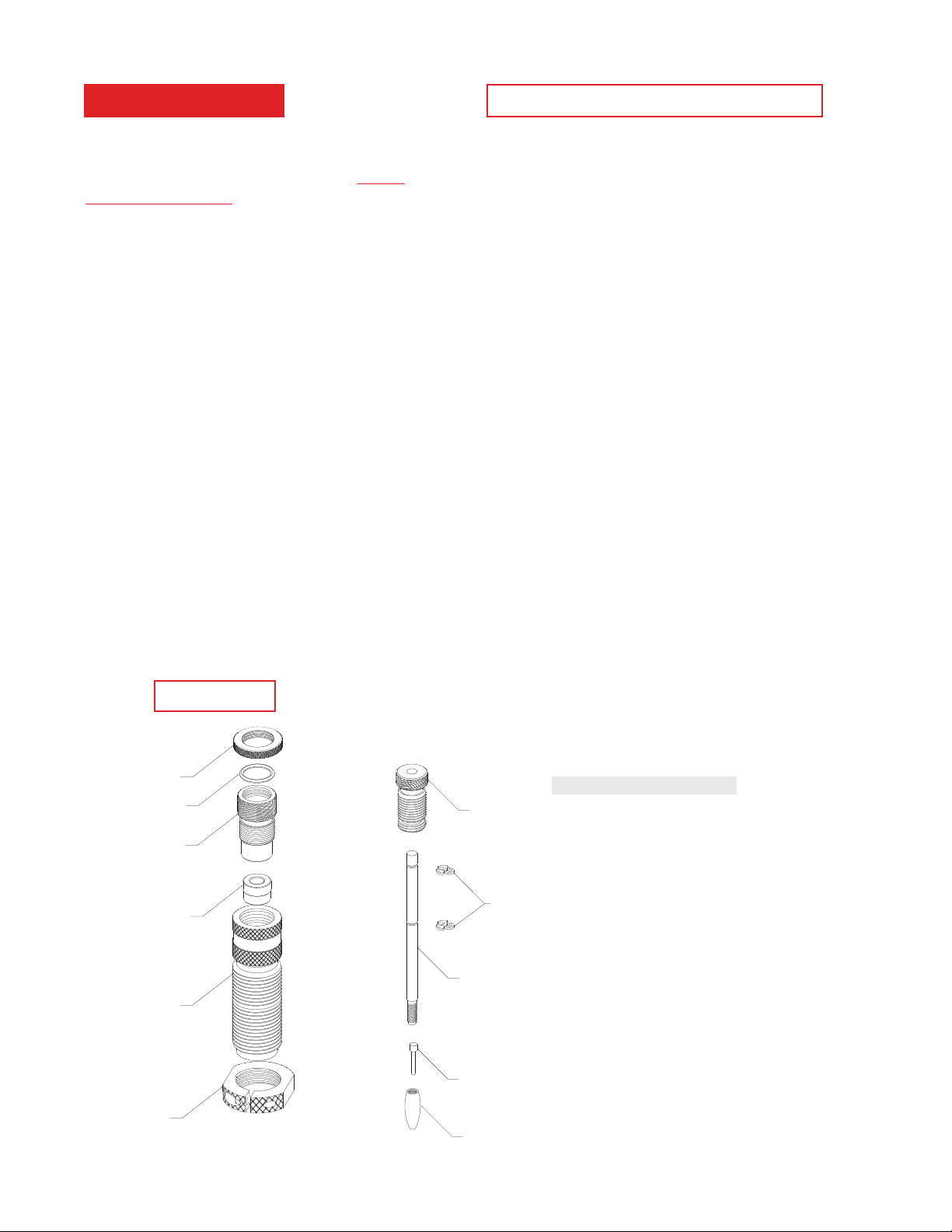
A
B
C
D
E
F
G
H
I
J
K
BEFORE USING DIES
DIE SETTINGS AND ADJUSTMENTS
Before using your new die, disassemble and carefully clean
the inside surfaces. A rust preventative has been applied at
the factory to protect the die during shipping and must be
removed before reloading. We recommend Hornady ONE
SHOT Gun Cleaner and Dry Lube.
Inspect all cartridge cases and discard those with cracks,
splits and other visible defects. Wipe cases clean with a soft
cloth to remove grit and other foreign material which may
scratch the die. Before sizing, lubricate the cases with one
of the case lubes available from Hornady (ONE SHOT Case
Lube or UNIQUE, a hard paste). No matter the method of
lubrication, all necked cases in a full length die require
some lubrication. A small amount of lubrication on the case
neck while using a neck size die will minimize stretching.
Little or no lubrication on necked cases in a full length die
will result in a stuck case. Over-lubrication will cause dents
in the shoulder, damaging the appearance. (If you do get a
case stuck in a die, Hornady will remove
the case without
damaging the die and return it to you. Please enclose $4.00
for postage and handling.)
BUSHING SIZE
Measure the outside diameter of your loaded cartridge. Subtract .002" to
.003" from the neck diameter to determine bushing size. This allows for
brass spring back and a bullet press fit of .001" to .002"
.
FULL LENGTH DIE ADJUSTMENT
1. Insert the bushing (large end down) into the die body.
2. Raise the ram of the press to its highest position.
3. Thread the die into the press until the end of the die touches the shell
holder head.
4. Tighten the Lock Ring against the press and tighten the screw with the hex
wrench.
5. Adjust the expander decap assembly to the proper height.
Note: Firearm action types and chamber dimensions may vary, causing excess headspace. To el
iminate the excess head-space, adjust the die upward.
DECAPPING ADJUSTMENT
The decapping spindle assembly should be adjusted to remove spent
primers, yet not contact the web of the cartridge case. If adjusted too low,
damage can occur to the decapping assembly/ Slight tension of the Lock Nut
and O-Ring will allow the decapping assembly while preventing accidental
movement. Adjust the height until the decapping pin is 1/8" to 3/16" below
the end of the die.
NECK-SIZE DIE ADJUSTMENT
1. Insert the bushing, large end down, into the die body.
2. Raise the ram of the press to its highest position.
3. For maximum setback, thread the die into the press until the end of the die
touches the shell holder head.
4. To ad
just to your chamber, back the die out accordingly.
5. Tighten the Lock Ring against the press and tighten the screw with the hex
wrench.
6. Adjust the expander decap assembly to the proper height.
PARTS LIST
Key Description Part No.
A Bushing Cap *
B Neck Size Bushing *
C Size Die Body *
D Sure-Loc Ring 044000
E Large Spindle Retainer 396615
Small Spindle Retainer 396616
F O-Ring 396470
G Large E-Clip (2) 396622
Small E-Clip (2) 396621
H Large Decap Spindle 396619
Small Decap Spindle 396617
I Decap Pin 390222
J Elliptical Expander *
K Lock Nut 392764
* Caliber specific part numbers are assigned to these items.
Page 3

FEATURES
AVAILABLE DIES & BUSHINGS
SELF CENTERING SPINDLE ASSEMBLY
ensures precise, concentric neck
expansion.
SPINDLE ADJUST WITH O-RING
provides tension for easy adjustment
as well as positive locking.
KNURLED SPINDLE HOLDER makes it
quick and easy to change bushings
by hand.
SELF-ALIGNING NECK BUSHING
eliminates neck resizing problems.
SURE-LOC RING securely locks the die
to press adjustment.
ELLIPTICAL EXPANDER is specifically
designed for minimum friction and no
case-neck stretch.
REPLACEABLE HEADED DECAP PIN
is machined from select steel and
heat treated.
Full-
Die
Neck-
Size Die
CARTRIDGE
223 Rem.
22-250 Rem.
6MM PPC
6MM BR
243 Win.
308 Win.
.22 Cal. Bushings 6MM Bushings .30 Cal. Bushings
.242 Bushing No. 594242 .260 Bushing No. 594260 .332 Bushing No. 594332
.244 Bushing No. 594244 .262 Bushing No. 594262 .334 Bushing No. 594334
.246 Bushing No. 594246 .264 Bushing No. 594264 .336 Bushing No. 594336
.248 Bushing No. 594248 .266 Bushing No. 594266 .338 Bushing No. 594338
LEAD WARNING: Discharging firearms in poorly ventilated areas, cleaning firearms or handling ammunition
may result in exposure to lead and other substances known to cause birth defects, reproductive harm and other
serious physical injury. Have adequate ventilation at all times. Wash hands thoroughly after exposure.
AVERTISSEMENT PLOMB:
ou manipuler des munitions peut mener à une exposition au plomb ou à d’autres substances reconnues pour
causer des malformations infantiles, des troubles de reproduction et d’autres blessures physiques sérieuses.
Avoir une ventilation adéquate en tout temps. Laver ses mains minutieusement après l’exposition.
Length
544229 544227 Small #16 #1 #2
544221 544231 Large #1 #1 #2
544255 544253 Small #6 #3 #3
544251 544259 Small #1 #3 #3
544245 544243 Large #1 #3 #3
544359 544357 Large #1 #9 #7
These dies allow you to select the bushing of your choice.
Please select the bushing your cartridge and firearm require.
Décharger des armes dans des endroits peu ou mal ventilés, nettoyer des armes
Primer
Punch
Size
Shell
Holder
Trimmer
Pilot
Bullet
Puller
Collet
P.O. Box 1848 • Grand Island, NE 68802-1848
(308) 382-1390 • www.hornady.com
780144
 Loading...
Loading...