

Page 1
OWNER'S MANUAL
®
LOCK-N-LOAD
AP™
RELOADING
PRESS
Page 2

Table of Contents
ASSEMBLY
ASSEMBLY
AP Press ......................................................................... Page 3
Powder Measure .............................................................. Page 10
OPERATIONS .......................................................... Page 15
CHANGE-OVERS
Refer to this section when changing calibers on the Lock-N-Load® AP™ Press
AP Press ......................................................................... Page 19
Shell Plate
Die Set
Primer Components
Primer Slide
Primer Tube
Primer Punch
Powder Measure ............................................................. Page 21
Changing Powder
Metering Insert/Rotor
Powder Sleeve/PTX Expande
TROUBLE SHOOTING
Lock-N-Load® AP Press ................................................... Page 26
Shell Plates .................................................................... Page 26
APPENDIX
APPENDIX A
Dies & Reloading Essentials Sizing Chart ............................... Page 27
APPENDIX B
Lock-N-Load® AP Press Mounting Template ............................ Page 31
- 2 -
ASSEMBLY: AP PRESS
Page 3

Lock-N-Load® AP Reloading Press
OVERVIEW
Your new Lock-N-Load® Auto Progressive (AP) Reloading Press has been packaged to insure minimal vibration and damage during transportation.
Remove all the parts from the packing box (see page 2) and spread them out over a large flat surface. Refer to the Lock-N-Load® AP™ Reloading
Press parts list and exploded view on the next two pages and check to make sure all necessary parts are identified.
The manual provides step-by-step instructions and suggestions that make set-up and operation easy and understandable.
If at any time during operation you feel like you are forcing the press, stop and identify the problem. Do not force anything, or damage could occur.
Powders and primers are explosive if handled carelessly! Always work slowly and carefully without distractions and wear eye protection. Try to
avoid touching primers with oily fingers. The oil on your fingers may contaminate the primers and cause them to misfire.
Tools needed for assembly and set-up:
• 7⁄16" End Wrench
• (2) 1⁄2" End Wrenches
• 15⁄16" End Wrench
• 3⁄32" Hex Wrench (included)
• 1/8" Hex Wrench (included)
• 5⁄32" Hex Wrench
• Needle Nose Pliers
• Electric Drill
• 5/16" Hex Wrench
ASSEMBLY
Hand loading is very safe, but before reloading any
case please read the following warnings.
• Primers may explode if subjected to impact or heat.
• Keep away from the opening end of the Primer Tube at
all times.
• Variations may occur with different brands and condition of
cartridge cases, which can cause inconsistent primer and bullet
seating. Sort and inspect all of your cases before reloading.
• Verify your powder charges at frequent intervals to
insure consistency.
• Careless or improper hand loading techniques can result in
serious personal injury. Make sure there are no distractions while
you are reloading.
• Before operating this press, be sure you have read and
understand all the instructions contained in this manual, and
that you understand the principals of hand loading.
ASSEMBLY: AP PRESS
- 3 -
Page 4
Lock-N-Load® Auto Progressive (AP) Reloading Press
PARTS LIST
Production
ASSEMBLY
Item No.
1 398 318 1 Support Primer Tube
2 398356 1 Tube Primer Pickup, Large
3 398355 1 Tube Primer Pickup, Small
4 398358 1 Tube Primer, Large
5 398357 1 Tube Primer, Small
6 398322 1 Housing Tube Primer
7 392220 1 Screw, BHCS 1/4-20 X 1/2
8 392202 1 Lock-N-Load® AP Bracket
9 392342 1 SHCS SS 3/8-16 X 3/4
10 398359 1 Primer Follower
11 392338 1 Screw, SHCS 10-24 X 1/2
12 Shell Plate (Sold Separately)
13 392455 1 Bracket Box Cartridge
14 398 319A 1 Housing Body Primer Tube
15
15
16
17
18
19
20
21
22
23
24
26
26
27
Part No. Qty. Description
392218 1 Primer Slide, Large Assembly
392219 1 Primer Slide, Small Assembly
392336 1 Spring Primer Slide
392363 1 Spring Case Retainer
398695 1 AP Breakaway Cam Wire
398698 1 Nut, 8-32
190216 1 Frame
392368 6 Clip C, C-50
480039 1 Box Catcher
392408 2 Lock-N-Load® AP™ Link
398309T 1 Sub Plate
398505 1 Primer Seater Punch, Small
398507 1 Primer Seater Punch, Large
392467 1 Spring Counter Balance
Item No.
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
47
48
49
50
51
52
54
55
Production
Part No. Qty. Description
392345 1 3/8 Flat Washer SS
392355 1 Drive Hub
392356 1 Drive Shaft
392231 2 Screw, BHSCS 8-32 X 3/8
392344A 2 Pawl
392423 2 Spring Pawl
392306 2 Dowel Pin 1/8 X 1/2
392221 2 Screw, FHCS 1/4-28 X 3/8
290029 1 Spent Primer Tube
398163 1 Ram Assembly
398422 3 Grease Zerk™
392343 1 Toggle
392340 1 Pin Yoke
392424 5 Spring Washer
392417 2 Pin Link Toggle
390027 1 Nut Jam, 5/8-18
390657 1 Handle
480003 1 Knob
392358A 1 Index Wheel
390081 2 Clip E 1/2
392302 5 Lock-N-Load® Bushing, Male
392303 5 Lock-N-Load® Bushing O-Ring
392365 1 Spent Primer Tube, Plastic
392301 5 Lock-N-Load® Bushing, Female
398697 1 Breakaway Cam Plunger
398696 1 Breakaway Cam Wire Spring
9987 1 DVD
We guarantee every one of our reloading tools and accessories for life
Hornady reloading tools and accessories are warranted against material defects and workmanship
for the life of the products. Parts which by nature of their function are subject to normal wear such as
springs, pins, bearings, etc… and parts which have been altered, abused, or neglected are excluded
from the warranty. Hornady electronic components are covered by a one-year warranty from the date
of purchase.
If the product is deemed defective by either workmanship or material, the reloading tool or accessory will either be repaired,
reconditioned or replaced at Hornady Manufacturing Company’s option. If it breaks, we’ll repair it or replace it at no charge.
To return a product, call toll free (800) 338-3220 and ask for Customer Service. They will provide instructions for return if the
problem can’t be solved over the phone. Prices and or specifications are subject to change without notice. For the best prices on
any of our products, contact your nearest Hornady dealer.
Hornady Manufacturing Company cannot assume liability for damage which may result from use of the products or information
given herein, since Hornady had no control over the manner in which its products or components are used during reloading.
- 4 -
ASSEMBLY: AP PRESS
Page 5
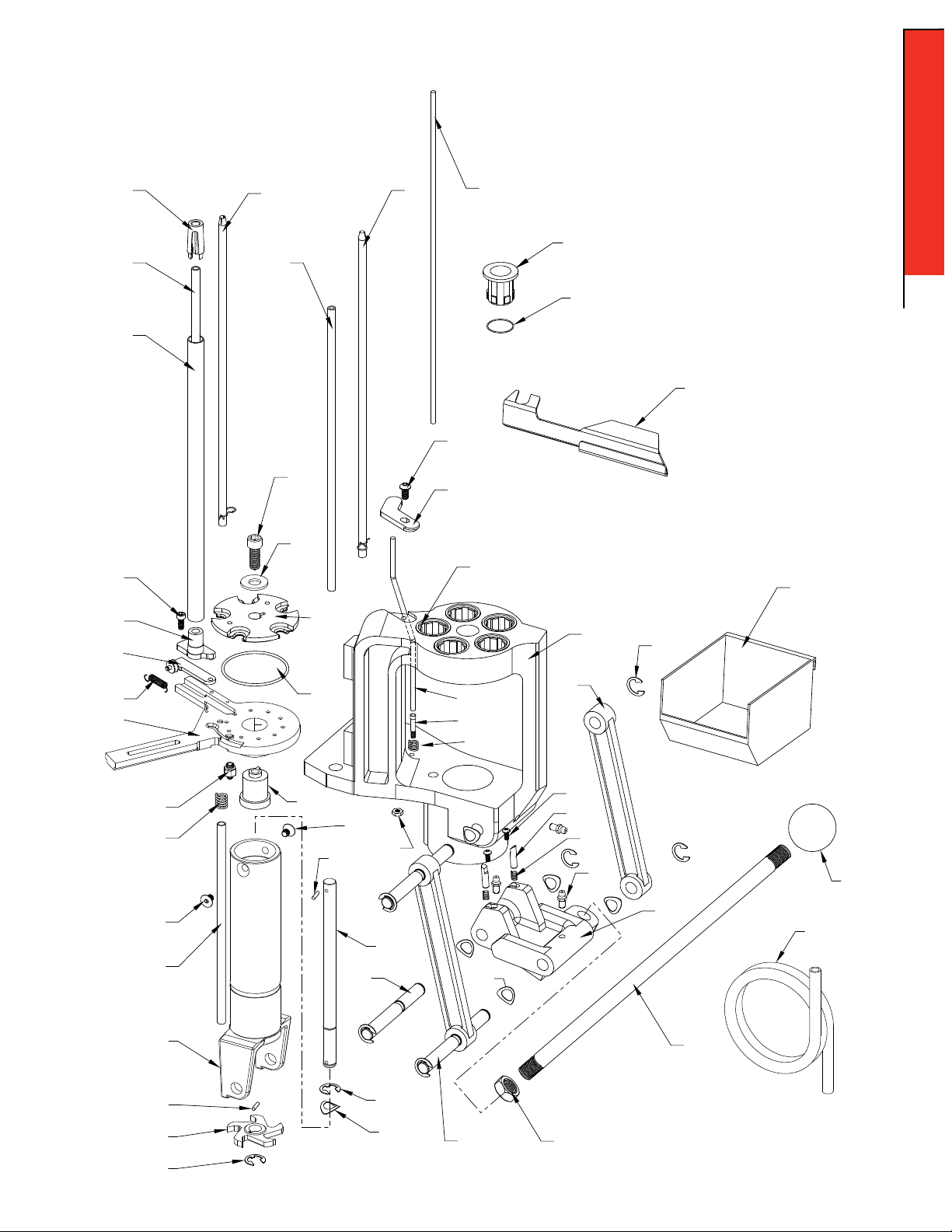
Lock-N-Load® AP Reloading Press
EXPLODED VIEW
1
4
6
11
ASSEMBLY
2
3
10
49
5
50
13
7
9
8
28
52
22
14
15
16
24
26
27
35
36
37
29
12
17
34
35
40
19
30
18
54
55
41
23
31
32
20
33
38
21
45
39
51
44
34
47
48
48
41
42
43
ASSEMBLY: AP PRESS
- 5 -
Page 6
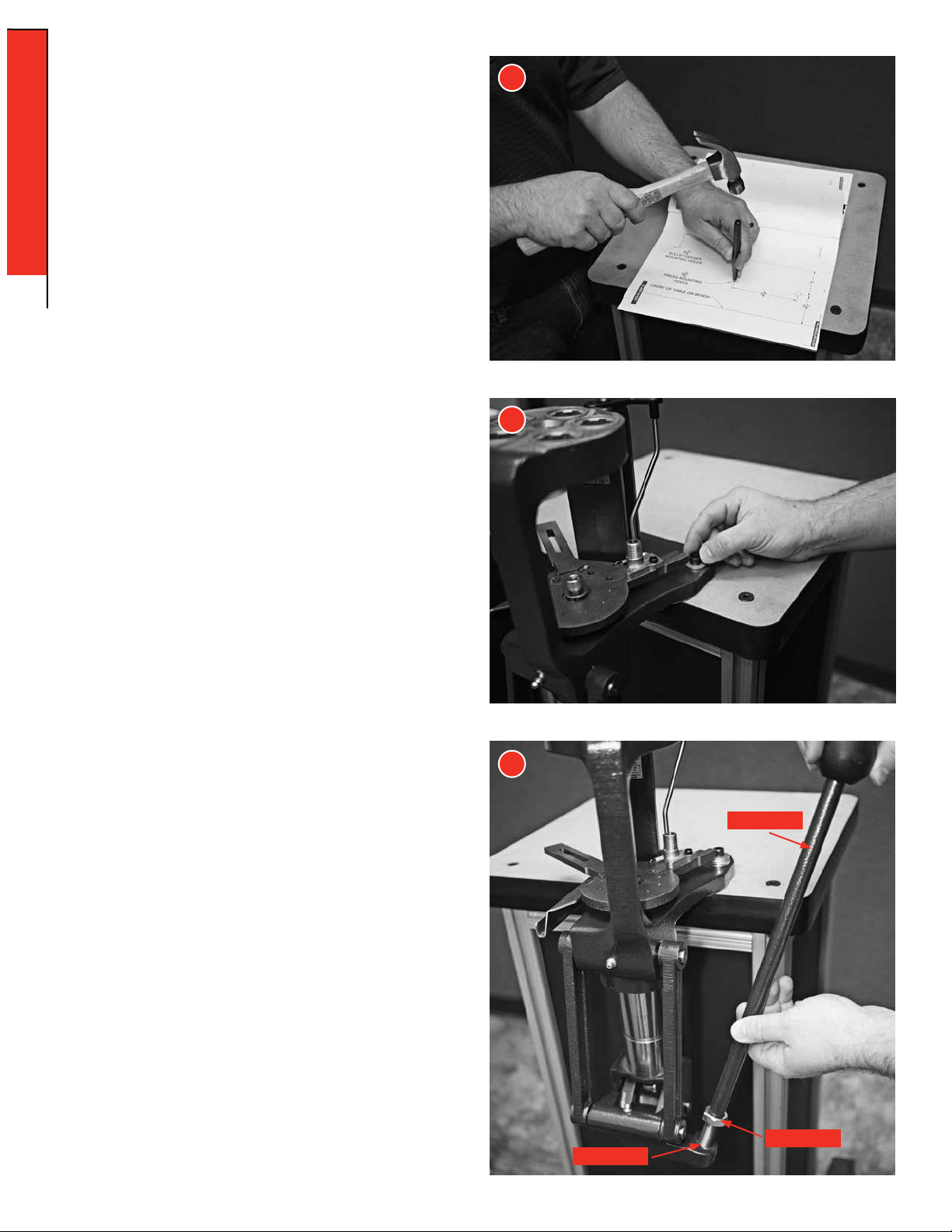
Mounting the Lock-N-Load®
1
Auto Progressive
Your work area should be well lit and have plenty of room for
1
your reloading accessories. Your Hornady Lock-N-Load® AP™
ASSEMBLY
should be mounted securely 2 1/4" from the edge of a solid level
bench and 3.75" apart and at least 16" from the nearest wall.
Use the template found on the last page and a hole punch to
help locate each hole. (Check for obstructions on or below the
bench before you drill any holes.)
Place cartridge catcher bracket under press, line up holes in press
2
with holes in bracket.Insert and firmly tighten both bolts.
Mount the press using two 5/16" bolts that are long enough to
secure the press to the bench with plenty of clearance for the
nuts. (Due to variation of benches, these bolts are not provided.)
We also recommend using 5/16" flat washers top and bottom, in
addition to lock washers on the bottom side.
2
Insert and firmly tighten both bolts.
Thread the press Handle into the Toggle at the bottom of the press
3
and tighten the Jam Nut using a 15/16" wrench.
3
Handle
- 6 -
Jam Nut
Toggle
ASSEMBLY: AP PRESS
Page 7
Determine which shell plate is required
for your application
Refer to Appendix A to determine the correct shellplate.
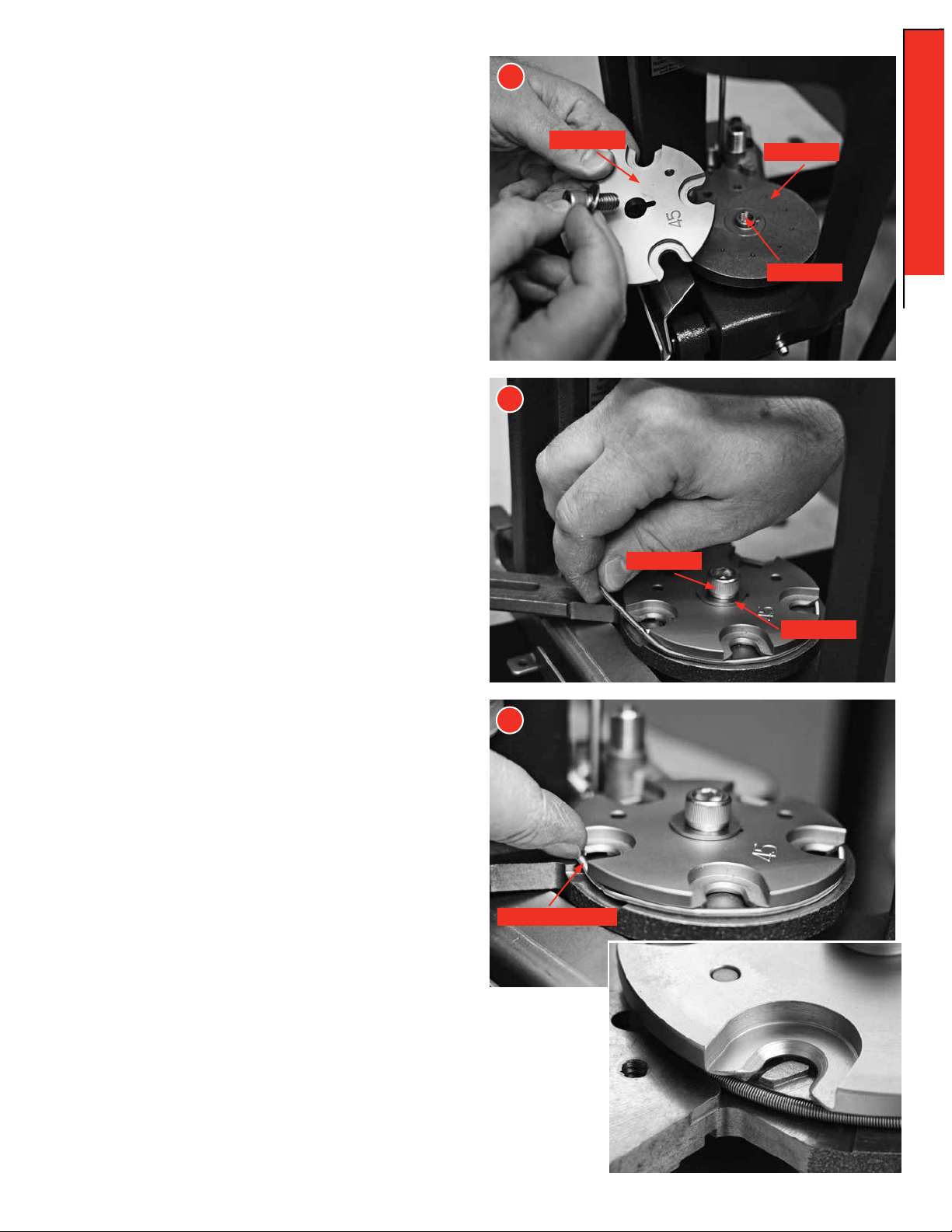
Installing the Shell Plate
4
Put a small amount of general-purpose grease on the Shell Plate Ball
Detents located on bottom side of Shell Plate, and on the top surface
of the Sub-Plate.
4
ASSEMBLY
Shell Plate
Sub-Plate
Align the Shell Plate (12) with the keyed Drive Hub.
Place the 3/8" Shell Plate Retainer Bolt (9) thru the 3/8" Flat Washer
(28), (large end up) and thread the bolt into the Drive Hub (29).
Gently tighten the bolt using a 5/16" Allen wrench.
DO NOT over-tighten bolt, as It may damage Drive Hub or Pawls.
Stretch the Case Retainer Spring (17) around the Shell Plate (12).
5
While cycling the Press, push the Case Retainer Spring into the
relieved area on the Sub-Plate.
6
Drive Hub
5
Retainer Bolt
Flat Washer
6
You will have to cycle the press a couple of stations to achieve
these results.
Removing the Shell Plate
Use a 5/16" Allen wrench to remove the Bolt and shell plate. If the
bolt is over tightened, use the Hornady Lock-N-Load® Deluxe Die
Wrench (Item No. 396495 sold separately) to hold the shell plate
while loosening the Bolt. This will prevent damage to the Drive Hub
and/or Pawls.
Case Retainer Spring
ASSEMBLY: AP PRESS
- 7 -
Page 8
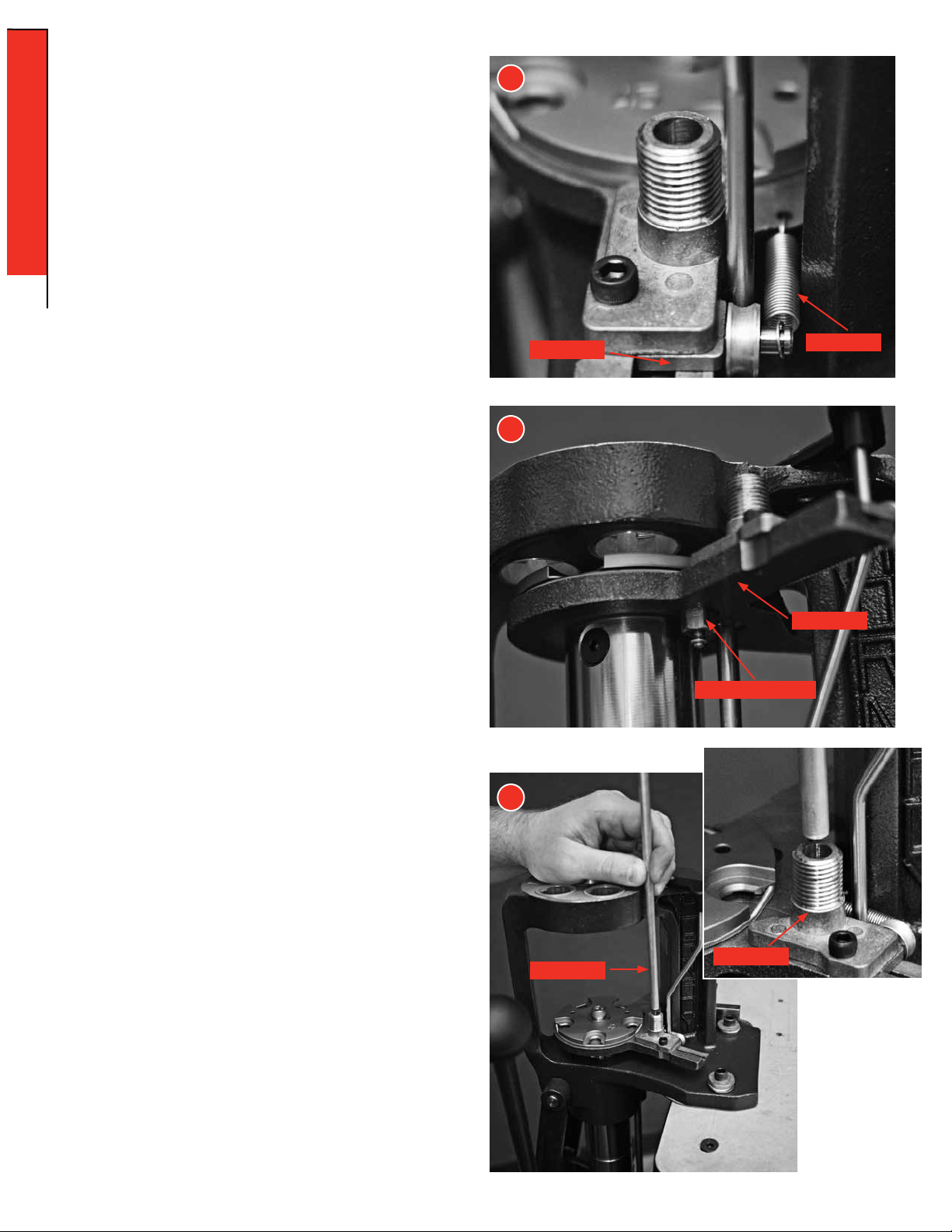
Automatic Primer Feed Assembly
7
Installing the Primer Slide, Large or Small
7
Lower the handle.
Place the Primer Slide (15) flat side up in the groove on the
ASSEMBLY
Sub-Plate (24) and slide forward. The bump on the bottom
side of the slide is the travel stop as well as an alignment
guide while the slide is in the retracted position.
Attach the Spring to the Sub-Plate with the open end up (you
may need to use needle nose pliers). Attach the other end of
the Spring to the pin on the Primer Slide.
Installing the Primer Punch Assembly,
8
Large or Small
Raise the Ram to the top of the stroke.
Screw the Primer Seater Punch (26) into the Sub-Plate from
the bottom side.
Tighten the Primer Seater Punch assembly until it is snug
using a wrench. (Do not over-tighten the Primer Punch).
Installing the Primer Tubes
9
Place the tube of your choice (large or small primers) in the
center hole of the Primer Body with the shoulder section of
the tube facing down. Make sure the tube is fully seated in
the Primer Body (14).
8
9
Primer Slide
Spring
Sub Plate
Primer Seater Punch
- 8 -
Primer Tube
Primer Body
ASSEMBLY: AP PRESS
Page 9
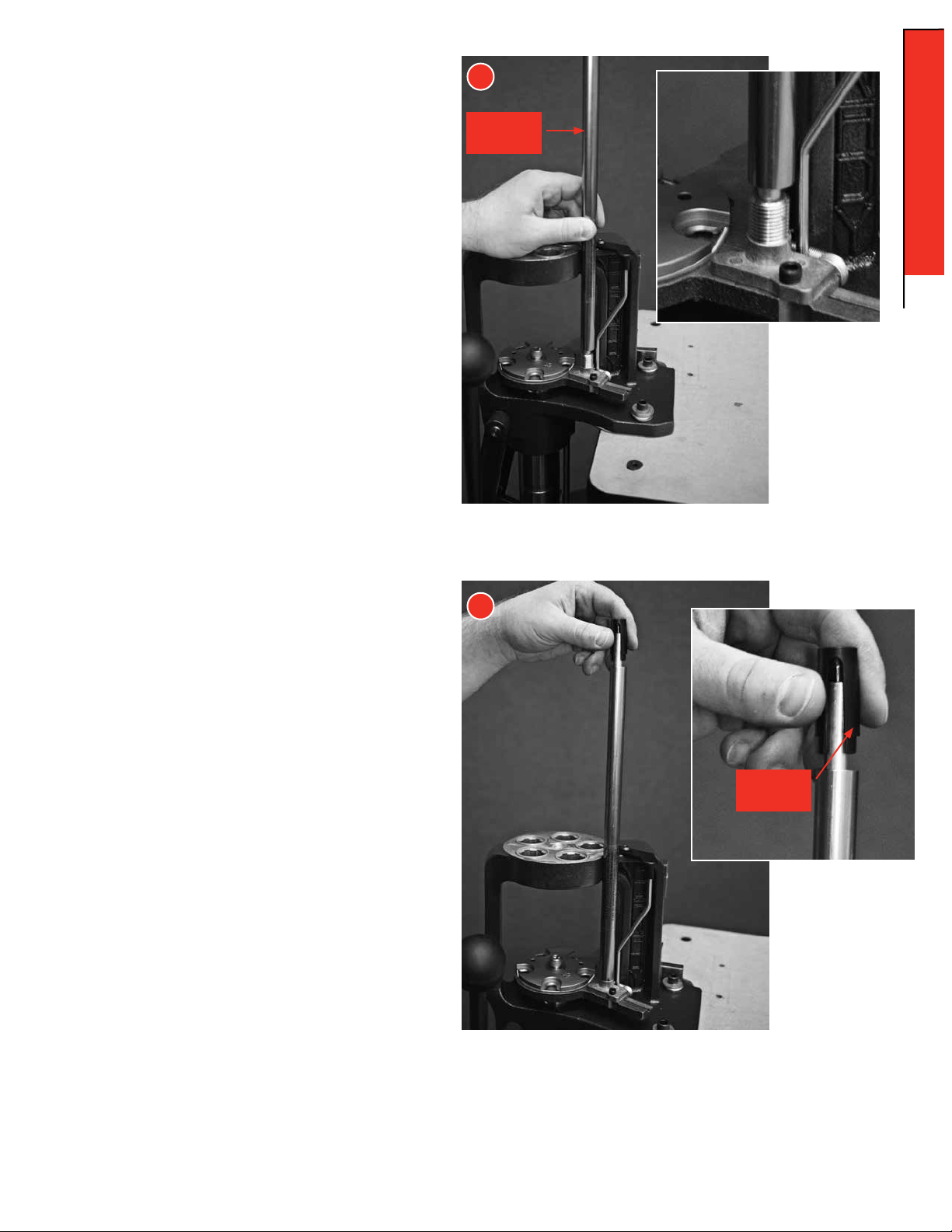
Installing the Primer Tube Housing
10
Slip the threaded end of the Primer Tube Housing (6) over
the Primer tube and onto the Primer Body.
Screw the Primer Tube Housing on to the Primer Body (14)
clockwise: tighten very lightly. Lower the handle.
10
ASSEMBLY
Primer Tube
Housing
Primer Tube Support installation
11
Place the Primer Tube Support (1) over the Primer Feed
Tube and slip the three tapered “fingers” inside the Primer
Tube Housing. This will create a recess that allows the
Primer Filler Tube to properly align with the Primer Feed
tube during refillings.
11
Primer Tube
Support
Assembly of the Lock-N-Load® AP Press is now complete. Please proceed to the Powder Measure
assembly section on the next page.
ASSEMBLY: AP PRESS
- 9 -
Page 10
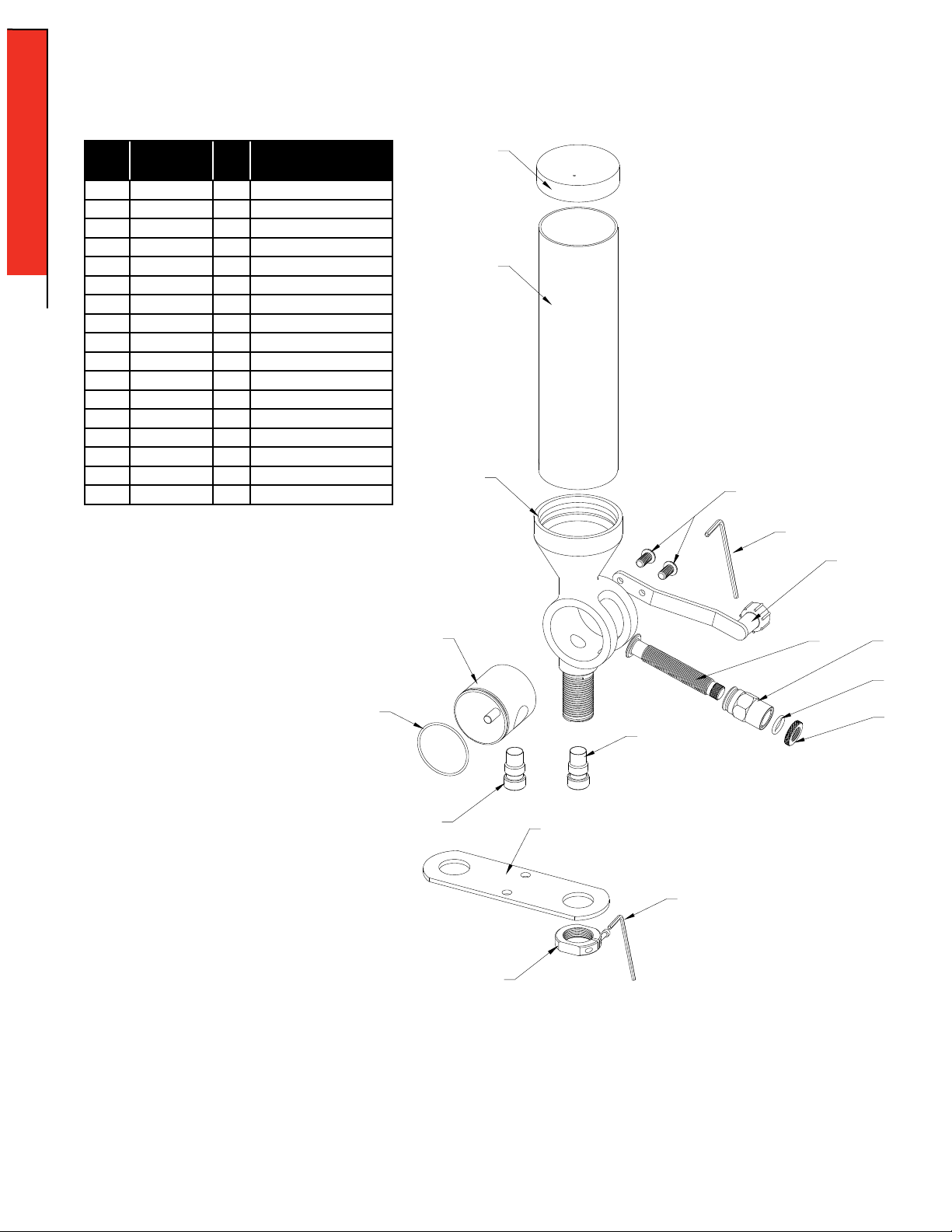
Lock-N-Load® Powder Measure
PARTS LIST
Item
ASSEMBLY
Production
No.
Part Number
1 170405 1 HOPPER CAP
2 398520 1 HOPPER
3 392740 1 BODY
4 392719 2 SCREW BHSCS 10-32 X 3/8
5 392752 1 HANDLE ASSEMBLY
6 392741 1 ROTOR
7 392743 1 METERING PLUNGER
8 392742 1 SLEEVE
9 480083 1 O-RING 1/2 ID X 11/16 OD
10 392764 1 NUT LOCK METERING UNIT
11 392766 1 O-RING 1 1/2 ID X 1 5/8 OD
12 390702 1 SMALL DROP TUBE
13 390701 1 LARGE DROP TUBE
14 392760 1 MOUNTING BRACKET
15 390656 1 3/32” HEX WRENCH
16 O44000 1 LOCK RING
17 390653 1 1/8” HEX WRENCH
Qty. Description
EXPLODED VIEW
1
2
3
4
17
Precautions for the
Powder Measure:
• Always change the metering units with
the handle and the metering unit in the
horizontal position, and after you have
dropped the charge. If you allow the
Handle to fall while changing units, you
will drain the Hopper.
• Be sure that you have the proper
Lock-N-Load® device locked in place,
before operating.
11
13
5
6
7
8
9
10
12
14
15
16
• Always verify your charges with a scale
before loading.
• Any moisture in the unit will cause
powder to stick, and charge weights will
vary dramatically.
- 10 -
ASSEMBLY: POWDER MEASURE
Page 11

Lock-N-Load® Case Activated Powder Drop
PARTS LIST
Item
16* 392703 1 17 CAL. SLEEVE
20* 290030 1 .355 POWDER THRU EXPANDER
20* 290031 1 .357 POWDER THRU EXPANDER
20* 290032 1 .400 POWDER THRU EXPANDER
20* 290033 1 .430 POWDER THRU EXPANDER
20* 290034 1 .451 POWDER THRU EXPANDER
20* 290035 1 .452 POWDER THRU EXPANDER
20* 290037 1 .475 POWDER THRU EXPANDER
20* 290038 1 .500 POWDER THRU EXPANDER
* (Sold Separately)
Production
No.
Part Number
1 392721 2 BHSCS 10-32 X 1.00
2 392708 2 MOUNTING CLAMP
3 392710 1 ROTOR ARM
4 392719 5 BHSCS 10-32 X 3/8
5 392715 2 SHOULDER NUT
6 398735 1 PIVOT
7 398737 1 DRIVE LINK
8 398736 1 MEASURE LINK
9 398742 2 BHSCS 10-32 X 1.25
10 392717 1 GROOVE PIN 3/16 X 7/8
11 392718 1 SPRING PIN 1/8 X 3/8
12 392707 1 UPPER BRACKET
13 398739 2 SPRING NUT
14 398738 1 RETURN SPRING
15 392705 1 DROP TUBE
17 392701 1 #1 POWDER SLEEVE
18 392702 1 #2 POWDER SLEEVE
19 392700 1 PISTOL POWDER SLEEVE
21 392704 1 MEASURE ADAPTER
22 392706 1 LOWER BRACKET
23 398741 1 LOCKING BOLT
24 392722 1 RETAINING RING
25 O44000 1 LOCK RING
26 392302 1 LOCK -N-LOAD BUSHING
Qty. Description
EXPLODED VIEW
6
1
2
4
3
5
7
ASSEMBLY
9
8
11
4
16
10
*
12
13
17
18
19
14
15
1
9
20
*
22
23
2
21
25
26
24
13
ASSEMBLY: POWDER MEASURE
- 11 -
Page 12

Assembly of Lock-N-Load®
1
Case Activated Powder Drop
The Case Activated Powder Drop helps make reloading faster
and easier than ever before. It automatically activates and
ASSEMBLY
dispenses a charge with every pull of the handle, but only
when a case is present in the station. Plus, it works with
Lock-N-Load® bushings. (You can remove and change
Hornady powder measures with a quick turn, without
changing adjustments.) The Case Activated Powder Drop
unit can be used ONLY on the Hornady Lock-N-Load® Powder
Measure.
The Lock-N-Load® Powder Measure comes with the Standard
Rotor & Standard Metering Insert installed, with the Pistol
Rotor & Pistol Metering Insert packaged separately.
Your Lock-N-Load® Powder Measure has been treated with
a rust preventative that must be removed prior to use. We
recommend that you clean and degrease all metal parts with
Hornady One Shot Cleaner and Dry Lube.
Removing
Metering Unit
2
To Disassemble for Cleaning:
Set the Rotor with the Metering Unit perpendicular to the axis
1
of the Body, press the Push Button and hold it down while
removing the Metering Unit.
NOTE: Do NOT remove push button. It is permanently installed
and does not need cleaning.
Unscrew the Drop Tube (15) from the bottom of the
2
Powder Measure.
Remove the Handle, or Rotating Arm from the Powder
Measure, by removing the two attaching screws with a 1/8"
hex wrench.
Slide the Rotor out of the Body by pressing gently on the
3
handle side of the Rotor.
NOTE: Be careful not to drop or otherwise damage the Rotor
while it is out of the Body.
Drop Tube
3
- 12 -
Rotor Body
ASSEMBLY: POWDER MEASURE
Page 13

Remove the Lock Nut, O-Ring and Sleeve from the Metering
4
Plunger.
Spray all metal parts liberally with Hornady One Shot® Gun
Cleaner and Dry Lube. Be sure all rust preventative has been
removed.
Allow it to dry thoroughly before reassembling.
4
Lock Nut
O-Ring
ASSEMBLY
To Re-Assemble After Cleaning:
Reverse the procedure in the first five steps above.
5
Due to the tight machining tolerances of the Rotor and Body,
they must be properly aligned to reassemble.
DO NOT FORCE IT OR PERMANENT DAMAGE WILL OCCUR.
5
6
Lower
Assembly
Installing the Case Activated Powder
Drop (Lower Assembly)
Screw the Measure Adapter (21) (Lower Assembly) onto the
6
Lock-N-Load® Bushing several turns. Place lower Assembly
into top of press and rotate to lock into the Lock-N-Load®
Bushing.
7
Select the appropriate powder bushing sleeve for your
application (Refer to Chart on page 22). Insert the bushing,
with the deep counter sink facing up, into the top of the
measure adapter.
If using a Powder Through Expander Sleeve (PTX Sleeve), insert
the PTX Sleeve with the deep countersink facing up, into the
top of the Measure Adapter.
Lock-N-Load
7
Bushing
Bushing Sleeve
PTX Sleeve
ASSEMBLY: POWDER MEASURE
Powder
or
- 13 -
Page 14

Final Powder Measure Assembly
Insert the Powder Drop Tube into the lower assembly
8
Connect the Link (8) to Lower Assembly by sliding the Link over
the Thumb Screw (23).
8
ASSEMBLY
Tighten the Thumb Screw.
Attach PTX Powder Measure Stop.
Attach Spring (14).
9
(For adjustment, refer to Chart on page 24).
Link Arm
Thumb Screw
9
PTX Stop
Drop Baffle into Powder Hopper to prevent powder bridging
10
and help produce consistent charges.
10
Spring
Baffle
- 14 -
ASSEMBLY: POWDER MEASURE
Page 15

Operation of your Lock-N-Load® Auto Progressive Press
The Hornady Lock-N-Load® AP™ utilizes a high strength aluminum alloy frame with a compound linkage system
which operates the 2" diameter cylindrical ram. The Ram houses a drive shaft that is attached to the shell plate
at the upper end and the index wheel at the lower end. The toggle contains two spring actuated pawls which
alternately engage the index wheel to advance the shell plate through the different reloading stations.
As the handle is lowered, the right Pawl contacts the Index Wheel, advancing the Shell Plate during the first
1 1/2" of upward travel of the Ram. With this upward travel, the cases become aligned with the dies at the
top of the Press. As the Shell Plate comes to the top of the press, it guides the cartridge cases into the five die
stations to perform the reloading operations except priming.
The handle is then raised to complete the stroke, lowering the Shell Plate. When the Shell Plate comes to within
1 3/4" of the bottom, the left Pawl engages the Index Wheel which advances the Shell Plate into position over the
primer to seat it into the case that was just sized and de-primed. Pushing back on the handle with
moderate force will seat the new primer into the case.
Once the dies are in place, and all stations are filled, the proper sequence for reloading is listed below.
®
• Place an empty case into station one. (Using the optional Lock-N-Load
AP™ Case Feeder, this step is
automatically done for you.)
®
• Insert bullet into the powder charged case in station four (or use the optional Lock-N-Load
Bullet Feeder)
• Lower the handle.
• Powder drops into the newly primed case at station three.
• Raise the handle and seat a new primer in the de-primed case that has now moved to station two.
• Loaded cartridge is automatically ejected at station five when handle is raised.
OPERATION
OPERATION: AP PRESS
- 15 -
Page 16

Primer Filler Tube
(Large or Small)
OPERATION
Installing the Shell Plate
• Put a small amount of general-purpose grease on the
Shell Plate Ball Detents located on bottom side of Shell
Plate (3), and on the top surface of the Sub-Plate (6).
• Align the Shell Plate (3) with the keyed Drive Hub (5).
• Place the 3/8" Shell Plate Retainer Bolt (1) through
the 3/8" Flat Washer (2), (large end up) and thread the
bolt into the Drive Hub (5).
• Tighten the bolt (1) using a 5/16" Allen wrench, only
tight enough to prevent it from coming loose.
• Stretch the Case Retainer Spring over the top of the
Shell Plate (3).
• While cycling the Press, push the Case Retainer Spring
into the relieved area on the Sub-Plate (6). You will
have to cycle the press a couple of stations to receive
these results.
1 – Shell Plate
Retainer Bolt
2 – Flat Washer
3 – Shell Plate
4 – Retainer Spring Groove
5 – Drive Hub
6 – Sub Plate
EZject
Loading the Primer Tube
Carefully transfer the primers out of their factory package
into a Hornady Primer Turning Plate and orientate them
“shiny side up.” Then holding the Primer Filler Tube (large
of small) like a pencil bring the plastic primer pick up tip
over each primer and gently press it over the primers. The
primers will be pushed into the filler tube one on top of
another. Continue loading the primer filler tube until you
have picked up approximately 100 primers.
Make sure the cotter pin is in place; turn the Primer
Filler Tube upside down. At the top of the exposed Primer
Filler Tube, there may be several primers still held and
visible. Gently shake the tube to release the primers.
Align the Primer Filler Tube (large of small) to the Primer
Feed Tube (large of small) using the Primer Tube Support.
Remove the cotter pin from the Primer Filler Tube (large of
small) and fill the Primer Feed Tube (large of small). The
capacity of the primer tube is 100 primers.
Do not over fill the primer tube.
Insert the Primer Follower into the Primer Tube (large of
small). This will help the primers feed more reliably.
Primer Filler Tube
(Large or Small)
Primer Filler Tube
(Large or Small)
Primer Feed Tube
(Large or Small)
Primer Tube Support
Primer Tube Housing
- 16 -
OPERATION: AP PRESS
Page 17

Preparing to Load
To begin reloading, start with a single empty cartridge case and run it through all of the loading stations. This will allow you to check your
adjustments. Refer to instructions provided with the die set for set up and proper adjustment.
Sizing a case
• Make sure the sizing die is adjusted properly, and the de-priming pin knocks out the old primer.
Seating a primer
• Check and make sure the Primer Slide picked up a primer from the Primer Tube (large or small).
• When you cycle the press and the handle comes to a stop, you will have to push the handle away from you past the stop to seat the primer.
Push until it stops but don’t force it. Seating the primer requires a firm push.
• Lower the handle of the press slowly to rotate the shell plate to start the next operation. If there is
resistance on the shell plate, the primer is improperly seated and not allowing the Shell Plate to rotate.
Drop powder in the case using the case activated powder drop
• Verify the weight on a properly calibrated scale.
Seat a bullet in the powder charged case
• Begin lowering the handle to rotate the shell plate to this station.
• Place a bullet on top of the case and lower the handle the rest of the way. (You may need to position the bullet over the case neck between
your thumb and forefinger until the bullet enters the alignment sleeve).
OPERATION
Station 5
• This station can be used for a Taper Crimp Die when reloading pistol cartridges that headspace off the case mouth.
* Any manufacturer’s Taper Crimp Die will work in Station 5 with the AP’s EZject™ System.
• Properly adjusted, a taper crimp die removes all case-flare from the expander die without damaging or squeezing into the bullet.
Next, lower the handle, advance the shell plate to the next station. The loaded round will rotate and contact the EZject™ System underneath the
shell plate. This EZject™ System will automatically eject the loaded round from the press. Never force the handle. Measure the case for proper
length and check it against the data in your reloading book.
Once you are satisfied with the first completed cartridge, repeat the process with another single case, advancing slowly from station to station
until you eject the finished cartridge from the press with the case ejector.
After you are comfortable, load the press with consecutive cases for reloading. Do not rush! After you advance the cases through each station,
inspect everything to insure proper function at each station. If anything looks out of place, or if you lose track of what you are doing, STOP!
Remember, it’s safer to begin slowly than it is to assume you need to reload a large number of cartridges during each session. Don’t force the
handle at any time, and be sure that all mechanical parts are properly lubed.
SAFETY NOTE: Be safe! Double check your powder loads at frequent intervals to insure the powder charge is working properly.
OPERATION: AP PRESS
- 17 -
Page 18

OPERATION
Adjusting the Auto Advance Mechanism
The Auto Advance Mechanism is fully adjusted at the Hornady factory and should not require further adjustment. In the event that you feel your shell
plate is not advancing properly, check all other options listed in this manual before attempting to adjust the mechanism’s pawls.
All adjustments should be made in extremely small increments.
Through everyday use, the pawls on your press may gradually wear and may need to be adjusted to compensate for this wear. Before making
adjustments, you should understand what each pawl does.
As the operating handle is lowered and raised through a complete
cycle, each pawl in turn engages the index wheel at the bottom
of the press. The index wheel is connected through the
driveshaft to the shell plate. As each pawl engages the
index wheel it advances the shell plate either at the top or
bottom of the cycle.
The right pawl (as you face the press) advances the
shell plate as the ram travels up when the handle is
pulled down. The left pawl advances the wheel on
the down stroke of the handle and should advance
the shell plate to the detent holes in the sub-plate.
If the shell plate doesn’t advance enough on the
down stroke of the ram, only the left pawl needs
adjustment.
The right pawl is too low if the shell plate stops
short of the detent, which can be felt as you rotate
the shell plate into place by hand in a clockwise
direction. If the pawl is too high, you will feel a slight
double click on the handle as the pawl disengages and
the shell plate is locked into place by the detents.
Pawl Adjustment Screw
Left Pawl
Right Pawl
The same is true for the left pawl which indexes on the
up stroke of the handle (down stroke of the ram.) Likewise,
if the plate doesn’t advance far enough on the up stroke
of the ram, only the right pawl needs to be adjusted. Don’t
assume that both pawls need adjusting.
Do only one pawl at a time to keep from becoming confused.
The height of each pawl determines how far the shell plate will advance when that pawl comes in contact with the indexing wheel. To adjust the pawls,
increase the height of the chosen pawl to increase the advancement of the shell plate in that direction. Or decrease the height of the pawl to decrease
the shell plate advancement in that direction.
There is a set screw on each pawl.
• Turn the set screw clockwise to lower the pawl.
• Turn the set screw counterclockwise to raise the pawl.
Become familiar with these pawls from the onset and see how they operate. You will then find it much easier to adjust the pawls, should you need to do
so in the future.
For additional assistance, please contact our technical service staff at 800-338-3220 or email webmaster@hornady.com.
- 18 -
OPERATION: AP PRESS
Page 19

Setup / Changeover of Auto Progressive Reloading Press
®
When changing calibers on the Lock-N-Load
may need to be changed or verified.
• Shell plate
• Dies
• Primer Components
Primer Slide
Primer Tube
Primer Punch
Determine which shell plate is required for your application
Refer to Appendix A for proper Shell Plate selection.
NOTE: Hornady shell plates that are sold in the plastic boxes are the only ones
that will fit the AP Press with EZject™ System. These shell plates (which are
sold separately) are manufactured with a groove on the bottom side.
AP™ Press, three components
Shell Plate
Refer to ASSEMBLY: AP PRESS Page 8 for instructions
on removing and installing the Shell Plate
Determine the dies needed.
The Hornady Lock-N-Load® AP™ Press is designed to use
Hornady dies as well as most other dies with a 7/8"-14 threaded
body. However, the characteristics of each die is different and
will determine the setup and capabilities of the press. For
example, using the Hornady Pistol Taper Crimp/Seating Die will
free up a station on the press so that a Powder Cop Die may be
used. Please see the various layout options below to help locate
your dies on the press.
Die Mounting Instructions
For initial die cleaning and individual die adjustment
instructions, please refer to the instruction sheet that came
with your die set.
Lock-N-Load® quick change bushing system
The Lock-N-Load® system is based on the positive locking
action of the bolt action rifle. Just like the bolt action rifle, the
locking action is incredibly strong and simple.
Once the dies and the powder measure are adjusted for loading,
these settings are locked in place by tightening the Lock Ring
that is provided with all Hornady dies and powder measures.
How the Lock-N-Load® works:
• Insert the Lock-N-Load® bushing into the press and turn it
clockwise to lock it in place.
• Adjust the die to the desired position and lock the setting in
place with the die’s lock ring.
Once Lock-N-Load® bushings are installed, Dies and Powder Drop
can be removed from the press with a quick counterclockwise
turn. Since the Lock-N-Load® bushing is locked in place, the dies
and the Powder Drop remain set exactly as you left them.
For added speed and convenience, Hornady offers inexpensive
Quick Change Powder Dies for use with the Case Activated
Powder Drop.
CHANGE-OVER
Feed
Case
Eject
Ammo
Taper Crimp/
Seating Die
Pistol
Bullet Feeder
Size and
De-Prime Die
Typical
Pistol Die Setup
on the Hornady
Lock-N-Load
Ammo Plant
Die
Prime
Case
LNL Powder
Drop with
Powder Cop
(optional)
PTX
Die Setup Configurations
Feed
Case
Eject
Ammo
Taper
Crimp
Die
Size and
De-Prime Die
Alternate
Pistol Die Setup
on the Hornady
Lock-N-Load
Ammo Plant
Seating
Die
Prime
Case
LNL Powder
Drop with
Pistol
Bullet Feeder
Die
PTX
Feed
Case
Eject
Ammo
Feed
Bullet
Open
Size and
De-Prime Die
Rifle Die Setup
on the Hornady
Lock-N-Load
Ammo Plant
Seating
Die
CHANGE-OVER: AP PRESS
Typical
Prime
Case
Lock-N-Load
Powder Drop
Powder
Cop
(optional)
- 19 -
Page 20

Changing Primer Components
When changing from a large primer to a small primer (or vice
1
versa), you need to change the Primer Feed Tube Primer Slide
and Punch Assembly.
1
Primer Feed
Tube
Primer Slide
Punch Assembly
If there are primers in the Primer Feed Tube, you will need to
2
empty it before changing the tubes. If the Primer Feed Tube is
already empty, skip to next step.
Remove the Cap Screw, cup your hand under the Primer Tube
and rotate the Primer Feed Body Assembly clockwise to catch
the primers. After the tube is empty, rotate the body back in
place and re-install the mounting screw.
Disconnect the Spring from the roller pin and remove the
3
Primer Slide. Remove the Primer Tube Support and the Primer
Feed Tube.
Fill the primer tube as described in the Operations Section.
CHANGE-OVER
2
3
Spring
The Primer Seater Punches are installed from the bottom side
4
of the Sub-Plate. Raise the Ram to the top of the stroke. Use
a wrench to loosen the Primer Seater Punch and unscrew
it from the Sub-Plate. When installing a new Primer Seater
Punch, tighten it snug with a wrench. Do not over tighten the
Primer Punch.
- 20 -
CHANGE-OVER: AP PRESS
Primer Slide
4
Primer Seater
Punch
Page 21

Setup / Changeover of Powder Measure
When changing cartridges, three components on the Powder
Measure may need to be changed or verified.
• Powder type in the hopper.
• Metering Insert and/or Metering Rotor
• Powder Sleeve or PTX Expander
Emptying Powder in Hopper
NOTE: The Lock-N-Load® Powder Measure should be emptied of
all powder prior to storage. Prolonged exposure to powder may
cause the plastic tube to become cloudy, discolored, or even
brittle.
To remove powder from the Lock-N-Load® Powder Measure
hopper, either use the Hornady Powder Measure Drain Insert
(sold separately 050125) or remove the entire Powder Measure
assembly from the press, remove the cap, and pour back into the
original powder measure container. Cycle the rotor a few times
while holding the powder measure over a container to remove
the powder from the rotor. Finally remove the Metering Insert to
inspect for any residual powder.
Changing Meter Insert and Rotor
The Lock-N-Load® Powder Measure ships with two sets of Rotors
and Standard Inserts. The Pistol Rotor and Standard Insert are
for powder charges from approximately 0.5 grains to 17 grains.
The Rifle Rotor and Standard Insert are for powder charges from
approximately 15 grains to 100 grains.
Additional inserts are available and sold separately to make
change overs and reloading quicker and easier by storing the
Metering Insert with the die set so minimal adjustments are
needed when changing cartridges.
1
To change the insert, press the button on the side of the rotor.
While pressing the button, pull and wiggle the Metering Insert
out of the Rotor body. To install the new Metering Insert, press
and hold the button on the side of the rotor, align the flats on the
Metering Insert with the body of the Powder Measure, and press
the insert into the Rotor. Verify the insert is fully inserted
by firmly pulling on the Metering Insert.
NOTE: If there is powder in the hopper and the Metering Insert
is on the bottom of the stroke, removing the Metering Insert will
cause powder to empty out of the Powder Measure hopper and
onto your work area.
If you are changing from a pistol cartridge to a rifle cartridge
(or vice versa), you will need to change the Rotor in the Powder
Measure.
2
To remove the Rotor, first remove the Metering Insert following the
Instructions above. Next, remove the two screws from the side of
the Rotor. Slide the Rotor out of the Powder Measure body.
Insert the correct Rotor by gently sliding it into the Powder
3
Measure body. The manufacturing tolerances are very tight on
the both the rotor and Powder Measure body, so caution should
be used to prevent causing damage to the either component.
Insert the correct Metering Insert and reattach the linkage with
the two screws.
1
Metering Insert
2
CHANGE-OVER
3
Rotor
CHANGE-OVER: POWDER MEASURE
- 21 -
Page 22

Changing Powder Sleeve or
PTX Expander
As a general rule, rifle cartridge cases will use either the
#1 or #2 Powder Sleeve. Pistol cases will need to use the
PTX sleeves when the Hornady Lock-N-Load® Bullet Feeder
is being used. Otherwise the Universal Pistol Powder Sleeve
will be used.
Refer to the chart below to select the proper Sleeve
or Expander.
Remove spring, PTX Stop and loosen thumb screw.
Remove Powder Measure body from lower assembly.
Turn lower assembly over so powder sleeve drops out.
Replace with proper Powder Sleeve or PTX Expander.
Reverse steps above to reassemble.
CHANGE-OVER
392700 392701 392702 392703
Universa l Pistol
Powder Sleeve
Most Pistol Cases* 7mm to 45 Cal . Rifle
*Doe s not flare case
290030 290031 290032 290033 290034 290035 290037 290038
.355 PTX .357 PT X
9mm Pi stol Cases 38 Cal. Pistol Cas es 10mm P istol Cases 44 Cal. Pistol Cases 45 Cal. Pis tol Cases 45 Cal. Pistol Cases 475 Cal . Pistol
(PTX = Powder Thru Ex pander)
- 22 -
#1 Pow der Sleeve #2 Po wder Sleeve 17 Cal. Po wder
Cases
20 to 270 Cal. R ifle
.40 0 PT X .430 PTX .451 P TX .45 2 PT X .475 PTX 50 0 PT X
CHANGE-OVER: POWDER MEASURE
Cases
Sleeve
17 Cal. Ri fle Cases
Cases
50 Cal . Pistol Cas es
Page 23

Adjusting the PTX Stop
Place Powder Measure Assembly onto the Lock-N-Load® AP™
Press in the proper station.
Remove PTX Spring and Stop from Powder Measure.
Insert a case into the shell plate under the powder measure and
operate the handle to raise the ram to its highest position.
Lower the Powder Measure by rotating it clockwise into the
press until the Powder Measure Rotor is fully rotated, but not
contacting the end of the slot in the Powder Measure Body.
Metering Inserts
should not
contact Powder
Measure Body
INCORRECT
(screw together)
Lower the Ram and attach the PTX Stop and Return Spring
between the two Spring Pins .
Check the Lock-N-Load® Powder Measure for correct
positioning to avoid interference from other dies. Secure the
Lock-N-Load® Powder measure to the Lock-N-Load® Bushing
by tightening the lock ring.
NOTE: Clean the Case Activated Powder Drop at the end of
each reloading session with a clean dry cloth to prevent a
buildup of excess powder. This helps prevent the internal
sleeve from sticking and spilling powder around the cartridge
cases as they are loaded.
CORRECT
INCORRECT
(screw apart)
Metering Inserts should
be 1/16" - 1/8" from
Powder Measure to
maximize stroke.
WARNING: If the Metering
Insert does not rotate fully
a complete charge will not
drop into case.
CHANGE-OVER
Install the PTX Powder Measure Stop
The PTX Powder Measure Stop (item no. 290049) is designed
to be used in conjunction with our PTX Expanders and the
Case Activated Powder Drop. The PTX Powder Measure Stop
serves as a way to precisely and positively stop the upward
travel of the Lock-N-Load
PTX Expanders to deliver consistently flared case mouths.
Make sure that the powder measure, using the Hornady
4
Case Activated Powder Drop, is set properly as per the
instructions included with that unit – the powder
measure should be cycling completely through its range
of motion. Remove the vertical spring from Case Activated
Powder Drop.
®
Powder Measure which allows the
4
CHANGE-OVER: POWDER MEASURE
- 23 -
Page 24

Holding the PTX Powder Measure Stop, unscrew one of the
5
cap screws until the threaded end of the screw is flush
with the inside of the slot.
5
Unscrew the other cap screw until approximately two
6
threads are showing.
Install the PTX Powder Measure Stop over the hex spring
7
mount with the cap screw that is protruding on the top.
CHANGE-OVER
6
7
- 24 -
CHANGE-OVER: POWDER MEASURE
Page 25

Place an empty, primed case into the station of the shell
8
plate that will rotate to the powder measure. Raise the ram
which will cycle the powder measure to the top of its stroke.
Thread the bottom cap screw in until the threaded end
bottoms out on the lower hex spring mount.
Lower the ram and replace the vertical spring on the
9
hex spring mount.
8
9
To adjust for more case mouth flare, continue to screw in
10
the bottom cap screw, for less case mouth flare, back it out.
Make small adjustments.
When adjusted as desired, tighten jam nuts to lock in
adjustment.
CHANGE-OVER
10
CHANGE-OVER: POWDER MEASURE
- 25 -
Page 26

Troubleshooting the Lock-N-Load® Ammo Plant
Tips for Trouble-Free Operation of the Lock-N-Load
Problems Solutions
Powder dropping around case
No primer in case
Shell Plate will not advance or does not index on station
Cases do not feed into Dies
Gun powder is sticking in the powder measure, or
inconsistent charge weights
Case retainer spring won’t fall off the shell plate
or it is getting kinked
• Correct bushing in place?
• Powder drop tube and measure adapter clean?
• Bushing installed deep counter sink side up?
• Primer slide properly adjusted?
• Correct primer punch installed?
• Primer slide spring in place?
• Correct primer slide installed?
• Primer body rotated counterclockwise when installed?
• Primer housing tube too tight?
• Primer not fully seated?
• Pawls correctly adjusted?
• Make sure you have the latest shell plate version with the groove on the bottom side.
• Die mouths beveled? (If not, return to manufacturer for repair.)
• Pawls timed correctly?
• Is the inside surface dry and clean?
• Try pouring a little powdered graphite thru the powder measure for lubricant.
Rub the outside of the powder hopper with a dryer sheet to eliminate static.
• Is there a burr on the shell plate where the spring groove and the case location meet?
• Is there a burr on the sides of the slot on the sub-plate? (With a
casefeeder, when you are setting up the timing, do not run the
case into the spring if the spring is up on the shell plate.)
®
AP™ Press
Cases are hitting the back corner of the shell plate when
feeding into the shell plate
Cases are not feeding into the shell plate far enough
Cases are tipping when going into the shell plate
Cases are falling on top of the V-Block
Drop tube is tight against the AP frame; will not allow
changing of tubes
Cases are falling mouth first out of the bowl
Cases are getting caught in the open hole on the bowl
The shell plate is hitting the V-Block when it’s rotating
Shell Plate Troubleshooting
Timing is severely out of adjustment
The Shell Plate does not rotate freely after mounting
TROUBLESHOOTING
*If you reach a point where you cannot get the press to work, please call our technical service staff at 800-338-3220 or write us by visiting: Hornady.com/contact_us.
Slow timing down or readjust V-Block location
Speed timing up or using the wrong V-Block
Readjust V-Block location
Readjust the bracket, square tubing
Readjust the bracket, square tubing
Close the door adjustment
Open the door adjustment
Lower the cam wire
Problems Solutions
The Index Pawls may have been damaged
• You may be trying to use the wrong version of shell plate. Your shell plate must have a groove
cut on the bottom side.
• Dirt or debris between the shell plate and the drive hub
• The Ball Detent bodies are not below flush on the underside of the Shell Plate.
• The Shell Plate is warped or damaged
- 26 -
TROUBLESHOOTING
Page 27

APPENDIX A
Rifle Dies & Reloading Essentials (Reference Chart)
Rifle
Cartridge
17 HORN ET .172 5 46118 I 046202 0 44101 — — — #3 / 3 905 43 #3 / 3 926 03 Sm R fl / 095 314 — * / 39 094 2 Small #1 / 3 92154
17 REM FIREBALL .172 5 46117 I 046200 04 4101 — — — #16 / 3 905 56 #16 / 3 92616 Sm R fl / 095 314 — * / 39 094 2 Small #1 / 392154
17 REM .172 546200 III 0 46201 044101 — — — # 16 / 390 556 #16 / 39 2616 Sm R fl / 09 5314 — * / 3 909 42 Small #1 / 39 2154
17/222 .172 546202 IV — — — — — #16 / 3 905 56 #16 / 3 92616 S m Rfl / 09 5314 — * / 3 909 42 Small #1 / 39 2154
17/2 23 .172 546204 IV — — — — — #16 / 3 905 56 #16 / 3 92616 Sm R fl / 095 314 — * / 39 094 2 Small #1 / 39 2154
20 V T .204 546205 III 046206 0 44139 — — 046038 #16 / 3 905 56 #16 / 392 616 Sm R fl / 09 5314 — #2 2 / 390 940 Small #14 / 392167
20 TACTICAL .204 546209 III 046208 0 44139 — — 046038 #16 / 3 905 56 #16 / 392 616 Sm R fl / 09 5314 — #2 2 / 390 940 Small #14 / 392167
20 4 RUGER .204 546201 I 046590 04 4139 — — 046038 #16 / 3 905 56 #16 / 3 92616 S m Rfl / 09 5314 — # 22 / 39 094 0 Small #1 4 / 39216 7
22 HO RNET .224 54 6212 I 04 6213 0 44102 — — 046066 #3 / 3 905 43 #3 / 3 926 03 Sm R fl / 095 314 — # 1 / 39094 3 Small #2 / 3 92155
22 K-HORNE T .224 546214 IV — — — — 046066 #3 / 39 054 3 #3 / 3 926 03 Sm R fl / 095 314 — # 1 / 390 943 Small # 2 / 39215 5
5.7x28 FN .224 546203 III 04 6212 04 4136 — — — # 37 / 39 0577 — / — Sm R fl / 095 314 — #1 / 39 094 3 Small #2 / 39 2155
218 BEE .224 546206 IV — — — — 046066 #7 / 3 905 47 #7 / 3 926 07 Sm R fl / 095 314 — # 1 / 390 943 Small #2 / 3 92155
221 REM FIREBALL .224 5 46210 III 046 211 044102 — — 046040 #16 / 3 905 56 #16 / 3 92616 Sm R fl / 095 314 — # 1 / 390 943 Small #2 / 3 92155
222 REM .224 546224 I 046225 04 4102 — — 046040 #16 / 3 90556 # 16 / 392616 S m Rfl / 09 5314 — #1 / 3 909 43 Small # 2 / 392155
223 REM .224 546228 I 046229 04 4102 — — 046040 #16 / 3 905 56 #16 / 3 92616 Sm R fl / 095 314 095340 #1 / 3 909 43 Small #2 / 39 2155
22 3 REM MATCH .224 — — 544229 04410 2 — — 544227 # 16 / 390 556 # 16 / 392616 S m Rfl / 09 5314 095340 #1 / 39 094 3 Small #2 / 3 92155
22 PPC .224 5 46216 IV — — — — 046053 #6 / 3 905 46 #6 / 3 926 06 Sm R fl / 095 314 — # 1 / 390 943 Small #2 / 39 2155
5.6 x50 MAG .224 546234 IV — — — — 046040 #16 / 3 90556 #16 / 39 2616 Sm R fl / 09 5314 — #1 / 39 094 3 Small #2 / 39 2155
219 ZIPPER .224 546208 IV — — — — 046040 #2 / 3 905 42 #2 / 3 926 02 Lg R fl / 09 5316 — #1 / 39 094 3 Large #2 / 39215 5
22 5 WIN .224 546232 III 046233 04412 7 — — 046040 # 4 / 390 544 # 4 / 392 604 L g Rfl / 0 9531 6 — #1 / 39 094 3 Large # 2 / 392155
224 WBY .224 546230 IV — — — — 046040 # 17 / 390 557 — / — L g Rfl / 0 9531 6 — #1 / 39 094 3 Large #2 / 39 2155
22/250 REM .224 546220 I 04 6221 04 4102 — — 046040 #1 / 39 0541 #1 / 39 2601 L g Rfl / 09 5316 — #1 / 3 909 43 L arge #2 / 3 92155
22 /250 ACKL EY IMP .224 5 46219 IV — — — — 046040 #1 / 39 0541 #1 / 39 2601 L g Rfl / 09 5316 — #1 / 3 909 43 Large #2 / 392155
22 0 SWIFT .224 546222 I 046223 04412 7 — — 046054 # 4 / 39054 4 #4 / 39 260 4 L g Rfl / 09 5316 — #1 / 3 909 43 Large #2 / 39 2155
5.6x57 .224 546236 IV — — — — — # 1 / 390541 #1 / 39 260 1 Lg Rfl / 0 953 16 — #1 / 3 909 43 Large #2 / 39 2155
22 3 WIN SS MAG .224 546223 I 046558 044707 — — — # 35 / 39 0575 #35 / 392635 Lg Rfl / 0 953 16 — #1 / 3 909 43 Large #2 / 39 2155
22/6MM .224 54 6249 III 046238 04 4127 — — 046054 #1 / 3 905 41 #1 / 3 926 01 Lg R fl / 09 5316 — #1 / 39 094 3 Large #2 / 3 92155
22 SAV HP .227 546240 IV — — — — — # 2 / 390 542 #2 / 390602 Lg R fl / 095 316 — # 2 / 390 944 Large #2 / 3 92155
5.6x52R .227 546238 IV — — — — — #2 / 39 0542 #2 / 390602 Lg Rfl / 0 95 316 — #2 / 3 909 44 Large #2 / 39 2155
6MM/223 .243 546248 IV — — — — 046047 #16 / 3 905 56 #16 / 3 92616 S m Rfl / 09 5314 — #3 / 3 909 45 Small # 3 / 392 156
6MM T CU .243 546256 IV — — — — 046047 #16 / 3 90556 #16 / 39 2616 S m Rfl / 09 5314 — #3 / 3 909 45 Small # 3 / 392156
6x47 REM .243 546258 IV — — — — 046047 # 16 / 390 556 #16 / 39 2616 Sm R fl / 09 5314 — # 3 / 390 945 Small # 3 / 392156
6x47 L APUA MAT CH .243 — — — — — — — # 1 / 390 541 #16 / 39 2616 Sm R fl / 09 5314 — # 3 / 390 945 Small # 3 / 392156
6MM PPC .243 546254 IV — — — — 046052 #6 / 3 905 46 #6 / 3 92606 S m Rfl / 09 5314 — #3 / 3 909 45 Small # 3 / 392156
6MM PPC MATCH .243 — — 54 4255 — — — 544253 #6 / 3 905 46 #6 / 3 926 06 Sm R fl / 095 314 — # 3 / 390 945 Small #3 / 39 2156
6MM INT .243 546252 IV — — — — 046041 #1 / 3 905 41 #1 / 3 926 01 Lg R fl / 095 316 — # 3 / 390 945 Large #3 / 3 92156
6MM REM BR .243 546432 IV — — — — 046047 #1 / 3 905 41 #1 / 3 926 01 Sm R fl / 095 314 — # 3 / 390 945 Small #3 / 3 9215 6
6MM REM BR MAT CH .243 — — 5 44251 — — — 544259 #1 / 39 0541 #1 / 39 2601 Sm R fl / 095 314 — # 3 / 390 945 Small #3 / 39 2156
6MM HAGAR .243 546303 IV — — — — — # 12 / 390 552 # 12 / 392612 S m Rfl / 09 5314 — #3 / 3 909 45 L arge #3 / 3 92156
6MM CREEDMOOR .243 546295 IV — — — — 046041 #1 / 39 0541 #1 / 39 2601 L g Rfl / 09 5316 — #3 / 3 909 45 Large #3 / 392156
243 WIN .243 546244 I 046245 04 4103 — — 046041 #1 / 3 905 41 #1 / 3 926 01 Lg R fl / 09 5316 — # 3 / 390 945 L arge #3 / 3 92156
244/6MM REM .243 546246 I 046247 04410 3 — — 046041 # 1 / 390541 #1 / 39 2601 L g Rfl / 09 5316 — #3 / 3 909 45 Large #3 / 39 2156
6MM/284 .243 546250 IV — — — — 046041 #1 / 39 0541 #1 / 39 2601 Lg R fl / 095 316 — #3 / 39 094 5 Large # 3 / 39215 6
240 WBY .243 546242 IV — — — — 046041 #1 / 39 0541 #1 / 39 2601 L g Rfl / 09 5316 — #3 / 3 909 45 Large #3 / 39 2156
243 WIN SS M AG .243 546225 I 046557 — — — — # 35 / 39 057 5 #35 / 392635 L g Rfl / 09 531 6 — # 3 / 390 945 Large #3 / 3 92156
25/20 WIN .257 546264 IV — — — — — # 7 / 390 547 # 7 / 392 607 S m Rfl / 09 5314 — #4 / 3 909 46 Small #4 / 39 2157
25 6 WIN .257 546272 IV — — — — — # 6 / 390 546 # 6 / 392 606 Sm R fl / 09 5314 — #4 / 39 094 6 Large #4 / 39215 7
25/35 WIN .257 546266 IV — — — — — #2 / 3 905 42 #2 / 3 92602 Lg Rfl / 0 95 316 — #4 / 3 909 46 Large #4 / 39 2157
25 REM .257 546260 III 046276 044104 — — — #12 / 3 905 52 #12 / 3 92612 L g Rfl / 09 5316 — #4 / 3 909 46 L arge #4 / 3 92157
25 0 SAV .257 546270 IV — — — — 046042 #1 / 39 0541 #1 / 39 2601 L g Rfl / 09 5316 — #4 / 3 909 46 Large #4 / 39 2157
257 ROBERTS .257 5 46274 III 046275 044104 — — 046042 #1 / 39 0541 #1 / 39 260 1 Lg Rfl / 0 95 316 — #4 / 3 909 46 Large #4 / 39 2157
25 WIN SS MA G .257 546263 IV — — — — — # 35 / 39 057 5 #35 / 392635 L g Rfl / 0 9531 6 — # 4 / 390 946 Large #4 / 3 92157
25/06 REM .257 546262 I 046263 044104 — — 046042 #1 / 3 905 41 #1 / 3 926 01 Lg R fl / 095 316 — # 4 / 390 946 Large #4 / 3 92157
25/284 .257 546268 IV — — — — 046042 #1 / 39 0541 #1 / 39 2601 Lg R fl / 095 316 — #4 / 39 094 6 Large # 4 / 39215 7
257 WBY .257 546276 III 046277 044104 — — 046042 #5 / 3 905 45 # 5 / 392 605 Lg R fl / 095 316 — #4 / 39 094 6 Large # 4 / 39215 7
6.5MMx47 MATCH .264 544650 — — — — — — #1 / 39 0541 — / — — / — — # 5 / 390 947 Small #4 / 39 2157
6.5MM TCU .264 546296 IV — — — — 046048 #16 / 3 90556 # 16 / 392616 S m Rfl / 09 5314 — #5 / 3 909 47 Small # 4 / 392157
6.5 GRENDEL .264 5 46291 I 046598 0 44164 — — — #6 / 3 905 46 #6 / 3 926 06 Sm R fl / 095 314 — # 5 / 390 947 Large #4 / 39215 7
6.5 J AP .264 546290 III 046291 04 4106 — — 046043 # 34 / 39 0574 — / — Lg Rfl / 0 953 16 — #5 / 3 909 47 L arge # 4 / 39215 7
6.5 J DJ .264 — — — — — — 046043 #4 / 39 054 4 #4 / 3926 04 Lg R fl / 095 316 — # 5 / 390 947 L arge #4 / 3 92157
6.5 MANN/SCH. .264 546292 IV — — — — 046043 #2 0 / 390 560 — / — L g Rfl / 09 5316 — #5 / 3 909 47 Large # 4 / 39215 7
6.5x55/SCAN. .264 546282 I 046283 044106 — — 046043 #19 / 3 905 59 #19 / 3 92619 Lg Rfl / 0 95 316 — #5 / 3 909 47 Large # 4 / 39215 7
260 REM .264 546269 III 0 46441 0 44106 — — 046043 #1 / 39 0541 #1 / 392601 Lg R fl / 095 316 — #5 / 39 0947 Large # 4 / 39215 7
6.5 CREEDMOOR .264 546289 I 046596 04 4106 — — 046043 #1 / 39 0541 #1 / 39 2601 L g Rfl / 09 5316 — #5 / 3 909 47 L arge # 4 / 39215 7
6.5 C REEDMOOR MATCH .264 544655 — — — — — — # 1 / 390 541 # 1 / 392601 L g Rfl / 09 5316 — #5 / 3 909 47 L arge #4 / 3 92157
6.5x57 .264 546284 III 046285 044106 — — 046043 # 1 / 390541 #1 / 39 2601 L g Rfl / 09 5316 — #5 / 3 909 47 Large #4 / 392157
6.5/284 .264 546 301 III 046443 04410 6 — — 046043 #1 / 39 0541 #1 / 39 260 1 Lg Rfl / 0 95 316 — #5 / 3 909 47 Large #4 / 39 2157
6.5/06 .264 546280 III 046281 044123 — — 046043 #1 / 39 0541 #1 / 39 260 1 Lg Rfl / 0 95 316 — #5 / 3 909 47 Large #4 / 39 2157
Bullet Diameter
(inches)
Die Set
Die Series
Full-Length
Size Die
Seating Die
Expander Die
Taper Crimp
Die Only
Neck Size Die
Shell Holder
# / Item No.
Shell Plate
# / Item No.
Case
Feeder Plate
Size / Item No.
Bullet
FeederDie
Trimmer Pilot
# / Item No.
Primer Punch
Bullet
Puller Collet
# / Item No.
APPENDIX A
- 27 -
Page 28

APPENDIX A
Rifle Dies & Reloading Essentials (Reference Chart)
Rifle
Cartridge
6.5 R EM MAG .264 546294 IV — — — — 046043 #5 / 39 054 5 #5 / 3926 05 Lg R fl / 095 316 — # 5 / 390 947 L arge #4 / 3 92157
26 4 WIN MAG .264 546278 III 046279 044123 — — 046043 #5 / 3 905 45 #5 / 3 926 05 Lg R fl / 09 5316 — # 5 / 390 947 L arge #4 / 3 92157
6.5x68 .264 546286 III 046287 044123 — — 046043 # 30 / 39 057 0 # 30 / 39 263 0 Lg Rfl / 0 953 16 — #5 / 3 909 47 Large #4 / 39 2157
6.5 C ARC .268 546288 III 046289 044134 — — 046043 # 21 / 3905 61 — / — Lg Rfl / 0 95 316 — #5 / 3 909 47 Large # 4 / 392157
6.8MM REM SPC .277 546299 III 046 711 04 4713 — — — #12 / 3 905 52 #12 / 3 92612 Lg R fl / 09 5316 — # 6 / 390 948 Small # 5 / 392158
270 R EN .277 — — — — — — — #3 / 3 905 43 #3 / 3 926 03 Sm Rfl / 0 95 314 — #6 / 3 909 48 Small #5 / 3 92158
270 W IN .277 546300 I 046301 04 4107 — — 046051 # 1 / 390 541 # 1 / 392601 Lg R fl / 095 316 — #6 / 39 094 8 Large # 5 / 39215 8
270 W IN SHORT M AG .277 546297 I 046450 04 4161 — — 046055 #3 5 / 390 575 #35 / 392635 L g Rfl / 09 5316 — #6 / 39 094 8 Large # 5 / 39215 8
270 WBY .277 546298 III 046299 0 44107 — — 046051 #5 / 3 905 45 #5 / 3 926 05 L g Rfl / 09 5316 — #6 / 3 909 48 L arge #5 / 3 92158
7MM/2 23 INGRAM .284 546318 IV — — — — 046049 #16 / 3 90556 #16 / 39 2616 S m Rfl / 09 5314 — #7 / 3 909 49 Small # 6 / 392159
7MM TCU .284 546328 IV — — — — 046049 #16 / 3 905 56 #16 / 3 92616 Sm R fl / 095 314 — # 7 / 390 949 Small #6 / 3 92159
7x47 HELM .284 546306 IV — — — — 046049 #16 / 3 905 56 #16 / 3 92616 Sm R fl / 095 314 — # 7 / 390 949 Large #6 / 39215 9
7MM REM BR .284 546324 IV — — — — 046049 # 1 / 390541 #1 / 39 2601 Sm R fl / 095 314 — # 7 / 390 949 Large #6 / 3 92159
7x3 0 WATERS .284 546304 IV — — — — 046049 #2 / 39 0542 #2 / 39 260 2 L g Rfl / 0 9531 6 — # 7 / 390 949 Large #6 / 3 92159
7MM MERRILL .284 546322 IV — — — — 046044 # 4 / 390 544 # 4 / 39260 4 L g Rfl / 09 5316 — #7 / 39 094 9 Large # 6 / 39215 9
7MM/08 REM .284 5 46316 I 046317 04 4108 — — 046044 #1 / 39 0541 #1 / 39 2601 L g Rfl / 09 5316 — #7 / 3 909 49 Large #6 / 392159
7x57-7MM MAUSER .284 546308 I 046309 044108 — — 046044 #1 / 39 0541 #1 / 392601 Lg R fl / 095 316 — #7 / 39 094 9 Large # 6 / 39215 9
7x57R .284 — — — — — — 046044 #13 / 3 905 53 #13 / 3 92613 Lg R fl / 09 5316 — # 7 / 390 949 L arge #6 / 3 92159
28 4 WIN .284 546302 III 046303 04 4108 — — 046044 #1 / 3 905 41 #1 / 3 926 01 Lg R fl / 09 5316 — # 7 / 390 949 L arge #6 / 3 92159
280 REM/7MM EXP .284 546320 I 046321 044108 — — 046044 #1 / 3 905 41 #1 / 3 926 01 Lg R fl / 095 316 — # 7 / 390 949 Large #6 / 3 92159
28 0 ACKLE Y IMP .284 546 321 III 046304 04 4108 — — 046044 #1 / 39 0541 #1 / 39 2601 Lg R fl / 095 316 — #7 / 39 094 9 Large # 6 / 39215 9
7x65R .284 546314 III 046315 04 4133 — — 046044 #13 / 3 905 53 #13 / 3 92613 Lg Rfl / 0 95 316 — #7 / 3 909 49 Large # 6 / 39215 9
7x6 1 S&H .284 5 46310 IV — — — — 046044 # 35 / 39 0575 #35 / 392635 L g Rfl / 09 5316 — #7 / 39 094 9 Large # 6 / 39215 9
7x64 .284 546312 III 046313 04410 8 — — 046044 #1 / 39 0541 #1 / 39 260 1 Lg Rfl / 0 95 316 — #7 / 3 909 49 Large # 6 / 39215 9
7MM RE M SA ULTRA M AG .284 546309 III 046452 04410 8 — — 046056 #5 / 3 905 45 #5 / 3 926 05 L g Rfl / 09 5316 — #7 / 3 909 49 L arge #6 / 3 92159
7MM REM MAG .284 546326 I 046327 0 4410 8 — — 046044 # 5 / 390 545 # 5 / 392 605 Lg Rfl / 0 95 316 — #7 / 3 909 49 Large #6 / 39 2159
7MM W IN SHORT MAG .284 546327 I 046451 04 4108 — — 046056 # 35 / 39 0575 #35 / 392635 Lg Rfl / 0 95 316 — #7 / 3 909 49 Large # 6 / 39215 9
7MM W BY .284 546330 III 046331 044108 — — 046044 #5 / 3 905 45 #5 / 3 926 05 Lg R fl / 095 316 — # 7 / 390 949 Large #6 / 3 92159
7MM S TW .284 546440 IV — — — — 046044 #5 / 39 054 5 #5 / 39 2605 Lg Rfl / 0 95 316 — #7 / 3 909 49 Large # 6 / 39215 9
7MM RE M ULTRA MA G .284 546307 III 046454 04 4133 — — 046056 #5 / 3 905 45 #5 / 3 926 05 L g Rfl / 09 5316 — #7 / 3 909 49 L arge # 6 / 39215 9
7.3 5 CARC .300 546332 IV — — — — — # 21 / 390561 — / — L g Rfl / 09 531 6 — # 8 / 390 950 Large #7 / 3 92160
30 M1 C ARB .308 546503 II 046504 0 44142 044505 — — # 22 / 39 056 2 # 22 / 39 262 2 Sm R fl / 09 5314 — # 9 / 390 951 Small # 7 / 392 160
30 REM .308 — — — — — — 046050 #12 / 39 0552 # 12 / 392 612 L g Rfl / 0 9531 6 — # 9 / 390 951 Large #7 / 3 92160
300 AAC/WHISPER .308 546349 I 046459 04 4165 — — — #16 / 39 0556 #16 / 3 92616 Sm R fl / 095 314 — #9 / 39 0951 Small # 7 / 392 160
30 HERRETT .308 546334 IV — — — — 046050 #2 / 3 905 42 #2 / 39 260 2 Lg Rfl / 0 953 16 — #9 / 3 909 51 Large #7 / 39 2160
30/30 WIN .308 546342 I 046343 0 44111 — — 046050 #2 / 3 905 42 #2 / 3 926 02 Lg R fl / 09 5316 — # 9 / 390 951 L arge #7 / 3 9216 0
30 -30 ACKLEY I MP .308 546345 IV — — — — 046050 #2 / 3 905 42 #2 / 3 926 02 Lg R fl / 09 5316 — # 9 / 390 951 L arge #7 / 3 9216 0
30 3 SAV .308 546354 IV — — — — 046050 # 33 / 39 057 3 — / — L g Rfl / 0 9531 6 — # 9 / 390 951 L arge #7 / 3 92160
30 0 SAV .308 546348 III 046349 0 44111 — — 046050 #1 / 3 905 41 #1 / 3 926 01 Lg R fl / 09 5316 — # 9 / 390 951 Large #7 / 392160
APPENDIX A
30 MERRILL .308 546338 IV — — — — 046050 # 4 / 390 544 # 4 / 392 604 Lg Rfl / 0 95 316 — #9 / 3 909 51 Large # 7 / 39216 0
30 8 MARLIN EXP .308 546357 I 046358 044111 — — 046045 # 27 / 39 056 7 #27 / 392627 L g Rfl / 09 5316 — #9 / 3 909 51 Large #7 / 39 2160
7.5 S WIS S (7.5 X55 ) .308 546360 III 046361 0 44111 — — 046045 # 2 / 390 542 # 2 / 392 602 Lg Rfl / 0 95 316 — #9 / 3 909 51 Large # 7 / 39216 0
7.5 SWISS K31 .308 5 463 61 III 046362 0 44111 — — 046045 #2 / 390604 — / — L g Rfl / 09 5316 — #9 / 3 909 51 Large # 7 / 39216 0
308 WIN .308 546358 I 046359 0 44111 — — 046045 # 1 / 390541 #1 / 39 2601 L g Rfl / 09 5316 095345 # 9 / 390 951 Large #7 / 3 92160
30 8 WIN MATCH .308 — — 544359 — — — 544357 #1 / 3 905 41 #1 / 3 926 01 L g Rfl / 09 5316 095345 # 9 / 390 951 Large #7 / 3 92160
7.62 RUSS .308 546362 III 046363 0 44111 — — 046050 # 23 / 39 056 3 # 23 / 39 262 3 L g Rfl / 09 5316 — #9 / 39 0951 Large # 7 / 392160
30/40 KRAG .308 546344 IV — — — — 046045 #11 / 3 90551 # 11 / 39 2611 L g Rfl / 09 5316 — #9 / 3 909 51 Large #7 / 39 2160
30 TC .308 546335 I 046336 044111 — — 046045 #1 / 3 905 41 #1 / 3 926 01 Lg R fl / 09 5316 — # 9 / 390 951 Large #7 / 39 2160
30/06 .308 546340 I 046341 0 44112 — — 046045 #1 / 3 905 41 #1 / 39 260 1 L g Rfl / 0 9531 6 — # 9 / 390 951 L arge #7 / 3 92160
30/06 ACKL EY IMP .308 546341 IV — — — — 046045 #1 / 39 0541 #1 / 39 2601 L g Rfl / 09 5316 — #9 / 3 90951 Large #7 / 3 92160
30 0 H&H .308 546346 IV — — — — 046045 #5 / 3905 45 #5 / 3 926 05 Lg R fl / 095 316 — # 9 / 390 951 Large #7 / 3 92160
300 OLYMPIC .308 546355 IV — — — — — # 35 / 39 057 5 #35 / 392635 L g Rfl / 09 531 6 — # 9 / 390 951 Large #7 / 3 92160
30 0 REM SA ULTR A MAG .308 546347 I 046455 04 4160 — — 046057 #5 / 3 905 45 #5 / 3 92605 Lg Rfl / 0 953 16 — #9 / 3 909 51 Large #7 / 39 2160
30 8 NORMA MA G .308 546356 IV — — — — 046045 # 5 / 390 545 # 5 / 39260 5 L g Rfl / 09 5316 — #9 / 39 0951 Large # 7 / 392160
30 0 WIN SHOR T MAG .308 546369 I 046453 0 44160 — — 046057 #3 5 / 390575 #35 / 392635 Lg R fl / 095 316 — #9 / 39 0951 Large # 7 / 39216 0
30 0 RCM .308 546353 I 046592 0 44111 — — 046045 # 5 / 390 545 # 5 / 392 605 Lg Rfl / 0 95 316 — #9 / 3 909 51 Large # 7 / 39216 0
30 0 WIN MAG .308 546352 I 046353 0 44112 — — 046045 # 5 / 390 545 # 5 / 392 605 Lg Rfl / 0 95 316 — #9 / 3 909 51 Large # 7 / 39216 0
30 0 WBY .308 546350 I 046351 04 4112 — — 046045 #5 / 3 905 45 #5 / 3 926 05 Lg R fl / 09 5316 — # 9 / 390 951 L arge #7 / 3 9216 0
30 0 REM ULTRA MAG .308 546365 I 046447 0 44159 — — 046057 #5 / 3 905 45 #5 / 3 92605 Lg Rfl / 0 953 16 — #9 / 3 909 51 Large #7 / 39 2160
30/378 .308 546419 IV — — — — 046057 #14 / 3 905 54 #14 / 3 92614 Lg Rfl / 0 95 316 — #9 / 3 909 51 Large # 7 / 39216 0
307 WIN .308 — — — — — — 046045 # 33 / 39 057 3 — / — L g Rfl / 09 5316 — #9 / 3 909 51 Large # 7 / 39216 0
30 9 JDJ .308 — — — — — — 046045 # 27 / 39 056 7 — / — L g Rfl / 09 5316 — #9 / 3 909 51 Large #7 / 392160
7.6 2x3 9 .308 546424 I 046425 04 4126 — — — # 6 / 390 546 # 6 / 392 606 S m Rfl / 09 5314 — #9 / 3 90951 Large #7 / 3 92160
BLA NK CART 22- 45 CAL — 544591 IV — — — — — — / — — / — — / — — — / — — — / —
32 /20 WI N .311 546364 III 046365 0 44113 — — — # 7 / 390 547 # 7 / 392 607 S m Rfl / 09 5314 — #9 / 3 909 51 Small # 7 / 392 160
7.6 5 BEL G .3 12 546368 III 046369 0 44114 — — — #24 / 39 056 4 — / — L g Rfl / 09 531 6 — #10 / 39 0952 Large # 7 / 39216 0
303 BRITISH .312 546366 I 046367 0 44114 — — — #11 / 3 905 51 #11 / 39 2611 L g Rfl / 09 5316 — #10 / 3 909 52 Large # 7 / 392160
7.7 J AP .312 546370 III 046371 04 4114 — — — # 1 / 390541 #1 / 39 260 1 L g Rfl / 0 9531 6 — # 10 / 390 952 Large #7 / 3 92160
Bullet Diameter
(inches)
Die Set
Die Series
Full-Length
Size Die
Seating Die
Expander Die
Taper Crimp
Die Only
Neck Size Die
Shell Holder
# / Item No.
Shell Plate
# / Item No.
Feeder Plate
Size / Item No.
Case
FeederDie
Bullet
Trimmer Pilot
# / Item No.
Primer Punch
Puller Collet
Bullet
# / Item No.
- 28 - - 28 -
Page 29

APPENDIX A
Rifle Dies & Reloading Essentials (Reference Chart)
Rifle
Cartridge
32 /40 WIN .321 54 6374 IV — — — — — #2 / 3 905 42 #2 / 3 926 02 Lg R fl / 09 5316 — #11 / 39 095 3 Large #8 / 39216 1
32 W IN SPL .321 546372 IV — — — — — #2 / 3 905 42 #2 / 3 926 02 Lg R fl / 09 5316 — #11 / 39 095 3 Large #8 / 392161
32 REM .321 — — — — — — — #12 / 39 055 2 # 12 / 392612 Lg R fl / 095 316 — #12 / 3 909 54 Large # 8 / 392161
7.9 2x3 3 KU RZ .323 546375 III 046376 0 4413 7 — — — #1 / 39 0541 #1 / 392 601 Sm R fl / 09 5314 — #11 / 39 095 3 Large #8 / 392161
8MM M AUS .323 546382 I 046383 0 44116 — — — #1 / 3 905 41 #1 / 3 926 01 L g Rfl / 09 5316 — #11 / 390 953 Large #8 / 39216 1
8x60S .323 546376 III 046377 04 4116 — — — # 1 / 390541 #1 / 39 260 1 Lg Rfl / 0 953 16 — #11 / 390 953 Large #8 / 3 92161
8MM/06 .323 546380 IV — — — — — #1 / 39 0541 #1 / 39 2601 L g Rfl / 09 5316 — #11 / 390 953 Large #8 / 39216 1
8x5 0R LEBE L .323 546383 IV — — — — — #49 / 390605 — / — Lg R fl / 09 5316 — #11 / 39 095 3 Large #8 / 392161
32 5 WSM .323 546387 IV — — — — — # 35 / 39 0575 #35 / 392635 L g Rfl / 09 5316 — #11 / 3 909 53 Large #8 / 392161
8x68S .323 546378 IV — — — — — # 30 / 39 0570 # 30 / 39 263 0 L g Rfl / 0 9531 6 — #11 / 39 095 3 Large #8 / 39 2161
8MM REM MAG .323 546384 IV — — — — — # 5 / 390 545 # 5 / 392 605 Lg Rfl / 0 95 316 — #11 / 3 90953 Large #8 / 3 92161
8.15 X46R .324 546386 IV — — — — — # 2 / 390 542 # 2 / 392 602 Lg Rfl / 0 95 316 — #11 / 3 909 53 L arge # 8 / 39216 1
8x56 HUNGARIAN-MANN .329 546385 IV — — — — — #47 / 390603 — / — Lg R fl / 095 316 — #11 / 39 095 3 Large #8 / 39216 1
33 W IN .338 546388 IV — — — — 046058 #14 / 3 905 54 #14 / 3 92614 Lg R fl / 09 5316 — # 13 / 390 955 Large #9 / 3 92162
33 8 FEDERAL .338 546397 III 046595 04 4131 — — 046058 #1 / 39 0541 #1 / 392601 Lg R fl / 095 316 — #13 / 3 909 55 Large # 9 / 392162
33 8 MARLI N EXPRE SS .338 546359 I 046597 0 44131 — — 046058 #52 / 390607 # 52 / 392652 Lg Rfl / 0 95 316 — #13 / 3 90955 Large #9 / 3 92162
33 8 NORMA MA G .338 — — — — — — 046058 # 43 / 39058 3 — / — L g Rfl / 09 5316 — #13 / 3 90955 Large #9 / 3 92162
338/06 .338 546395 IV — — — — 046058 #1 / 39 0541 #1 / 39 260 1 Lg Rfl / 0 95 316 — #13 / 3 90955 Large #9 / 3 92162
33 8 RCM .338 546399 I 046594 044131 — — 046058 #5 / 3 905 45 #5 / 3 926 05 Lg R fl / 09 5316 — # 13 / 390 955 Large #9 / 3 92162
33 8 WIN MAG .338 546390 I 046391 044117 — — 046058 #5 / 3 905 45 #5 / 3 926 05 Lg R fl / 095 316 — #13 / 39 095 5 Large #9 / 39 2162
34 0 WBY .338 546392 IV — — — — 046058 # 5 / 390 545 # 5 / 392 605 Lg Rfl / 0 95 316 — #13 / 3 90955 Large #9 / 3 92162
33 8 ULTRA MA G .338 546389 III 046446 0 44117 — — 046058 # 5 / 39054 5 #5 / 39 2605 Lg R fl / 09 5316 — # 13 / 390 955 Large #9 / 3 92162
33 8 LAPUA .338 546393 III 046593 0 44117 — — 046058 # 43 / 39 058 3 — / — L g Rfl / 09 5316 — #13 / 3 909 55 Large #9 / 392162
33 8/37 8 WBY .338 546391 IV — — — — 046058 #14 / 39 0554 #14 / 392 614 L g Rfl / 0 9531 6 — #13 / 39 095 5 Large #9 / 39 2162
34 8 WIN .348 546394 IV — — — — — # 25 / 3905 65 — / — Lg Rfl / 0 95 316 — #14 / 3 909 56 Large # 9 / 39216 2
35 REM .358 546398 III 046399 04 4130 — — — # 26 / 39 056 6 — / — L g Rfl / 09 5316 — #15 / 3 90957 Large #9 / 3 92162
35 6 WIN .358 — — — — — — 046046 # 33 / 39 057 3 — / — L g Rfl / 0 9531 6 — # 15 / 390 957 Large #9 / 392162
35 8 WIN .358 546408 IV — — — — 046046 #1 / 39 0541 #1 / 39 260 1 Lg Rfl / 0 953 16 — #15 / 390 957 Large #9 / 3 92162
35 0 REM MAG .358 546402 IV — — — — — # 5 / 390 545 # 5 / 392 605 L g Rfl / 0 9531 6 — # 15 / 390 957 Large #9 / 392162
35 WHELEN .358 546400 III 0 46401 0 44119 — — 046046 #1 / 3 905 41 #1 / 3 926 01 Lg R fl / 095 316 — # 15 / 390 957 Large #9 / 39216 2
35 8 N MAG .358 546406 IV — — — — 046046 # 5 / 390 545 # 5 / 39260 5 L g Rfl / 09 5316 — #15 / 3 909 57 Large # 9 / 39216 2
9.3x57 .366 546410 III 046 411 04 4120 — — — #1 / 39 0541 #1 / 39 2601 L g Rfl / 09 5316 — # 20 / 39 0962 Large #9 / 39 2162
9.3x74R .366 546414 III 046 415 04412 0 — — — # 13 / 390 553 #13 / 39 2613 Lg R fl / 095 316 — # 20 / 39 096 2 Large #9 / 392162
9.3x62 .366 546412 III 046 413 044120 — — — #1 / 39 0541 #1 / 39 260 1 Lg Rfl / 0 95 316 — # 20 / 39 0962 Large # 9 / 39216 2
375 J DJ .375 — — — — — — — # 27 / 390567 — / — L g Rfl / 09 531 6 — #16 / 39 095 8 Large # 10 / 392163
38 /55 WCF .375 546537 IV — — — — — # 2 / 390 542 # 2 / 392 602 L g Rfl / 0 9531 6 — # 16 / 390 958 Large # 10 / 392163
375 W IN .375 546530 IV — — — — — #2 / 39 0542 #2 / 39 260 2 L g Rfl / 09 5316 — #16 / 3 909 58 Large #10 / 39 2163
376 STEYR .375 546417 IV — — — — — #15 / 39 0555 — / — Lg R fl / 09 5316 — # 16 / 390 958 Large # 10 / 392163
375 H&H .375 546416 I 046417 044121 — — — # 5 / 390 545 # 5 / 392 605 Lg Rfl / 0 95 316 — #16 / 3 909 58 Large #10 / 3 9216 3
375 R UGER .375 546415 I 04 6418 04 4121 — — — # 5 / 390 545 # 5 / 392 605 Lg Rfl / 0 953 16 — #16 / 390 958 Large # 10 / 392163
375 R EM ULTRA M AG .375 546450 IV — — — — — # 5 / 390 545 # 5 / 392 605 Lg R fl / 095 316 — #16 / 3 909 58 Large #10 / 392163
378 W BY .375 546418 IV — — — — — #14 / 3 9055 4 # 14 / 392 614 Lg Rfl / 0 953 16 — #16 / 390 958 Large # 10 / 392163
45 0/400 NE .410 546421 IV — — — — — #54 / 390609 — / — Lg R fl / 095 316 — # 17 / 390 959 Large #11 / 39 2164
40 5 WIN .411 546425 II 046456 04 4162 04 4571 — — # 42 / 39 0582 — / — Lg R fl / 095 316 — #17 / 39 095 9 Large # 11 / 39216 4
10.3x60 .415 546420 IV — — — — — # 25 / 390565 — / — L g Rfl / 09 531 6 — #17 / 39 095 9 Large # 11 / 39216 4
416 TAYL OR .416 546427 IV — — — — — # 5 / 390 545 — / — L g Rfl / 09 5316 — #17 / 3 909 59 Large # 11 / 39 2164
416 RIG BY .416 546428 IV — — — — — # 38 / 39 0578 — / — Lg R fl / 09 5316 — # 17 / 390 959 Large #11 / 39216 4
416 RUG ER .416 546429 IV — — — — — # 5 / 390 545 # 5 / 392 605 Lg Rfl / 0 953 16 — #17 / 3 90959 Large #11 / 39 2164
416 REM MAG .416 546426 IV — — — — — # 5 / 390 545 # 5 / 392 605 Lg R fl / 095 316 — #17 / 3 909 59 Large # 11 / 39 2164
416 WBY .416 546430 IV — — — — — #14 / 39 055 4 #14 / 3 926 14 L g Rfl / 09 5316 — # 17 / 390 959 L arge #11 / 3 92164
404 JEFFERY .423 546423 IV — — — — — #53 / 390608 — / — Lg R fl / 095 316 — #17 / 3 909 59 Large #12 / 392165
444 MARLIN .430 546551 II 046552 04 4149 044553 — — # 27 / 39 056 7 #27 / 392627 L g Rfl / 09 5316 — #18 / 3 909 60 L arge #12 / 3 9216 5
450 BUSHMASTER .452 546452 V 046422 044721 044550 04 4176 — #1 / 3 905 41 #1 / 3 926 01 Lg R fl / 09 5316 — # 19 / 390 961 Large # 13 / 392 166
458 SOCOM .458 546464 III 046424 0 44190 — — — #1 / 3 905 41 #1 / 3 926 01 Lg R fl / 09 5316 — # 19 / 390 961 Small #13 / 392166
45 /70 GOV MT .458 546566 II 046567 0 44152 044568 — — #14 / 3 905 54 #14 / 3 92614 Lg R fl / 09 5316 — # 19 / 390 961 Large # 13 / 392166
450 MARLIN .458 546553 II 046587 04 4152 044568 — — # 5 / 390 545 # 5 / 392 605 Lg Rfl / 0 95 316 — #19 / 3 909 61 L arge #13 / 3 92166
45 0 NITRO E XPRESS .458 546433 IV — — — — — #54 / 390609 — / — N /A — #19 / 39 0961 Large #13 / 39 2166
45 8 WIN MAG .458 546569 II 046570 044153 044568 — — # 5 / 390 545 # 5 / 392 605 Lg R fl / 095 316 — #19 / 3 909 61 Large #13 / 392166
45 8 LOTT .458 546465 II 046457 044153 044572 — — #5 / 3 905 45 #5 / 3 92605 Lg Rfl / 0 95 316 — #19 / 3 90961 Large # 13 / 392166
46 0 WBY .458 546422 IV — — — — — # 14 / 390 554 #14 / 39 2614 Lg R fl / 095 316 — #19 / 3 909 61 Large #13 / 39 2166
470 NITRO EXP RESS .474 546434 IV — — — — — # 55 / 39 0610 — / — N/A — # 23 / 39 093 9 Large — / —
50/70 GOVT .510 546462 IV — — — — — — / — — / — L g Rfl / 0 9531 6 — # 50 / 39 0937 Large — / —
50 BEOWULF .500 — — — — — — — # 6 / 390 546 # 6 / 39260 6 L g Rfl / 09 5316 — # 50 / 39 093 7 Large — / —
50 ALASKAN .510 546586 IV — — — — — # 25 / 39 056 5 — / — L g Rfl / 09 5316 — # 50 / 39 093 7 Large — / —
50 0 NITRO E XPRESS .510 546435 IV — — — — — # 55 / 39 0610 — / — N/A — # 50 / 39 093 7 Large — / —
Bullet Diameter
(inches)
Die Set
Die Series
Full-Length
Size Die
Seating Die
Expander Die
Taper Crimp
Die Only
Neck Size Die
Shell Holder
# / Item No.
Shell Plate
# / Item No.
Feeder Plate
Size / Item No.
Case
FeederDie
Bullet
Trimmer Pilot
# / Item No.
Primer Punch
Puller Collet
Bullet
# / Item No.
APPENDIX A
- 29 -
Page 30

APPENDIX A
Pistol Dies & Reloading Essentials (Reference Chart)
Pistol
Cartridge
22 RC FM-JE T .224 5 46218 IV — — — — — #6 / 3 905 46 #6 / 39 2606 S m Pstl / 0 953 10 N/A #1 / 3 909 43 Small
25 AU TO .251 — — — — — — — # 37 / 39 057 7 — / — Sm P stl / 0 953 10 N/A #4 / 390 946 Small
30 LUGER .308 546336 IV — — — — — #8 / 3 905 48 #8 / 3 926 08 Sm Pst l / 095 310 N/A #9 / 39 0951 Small
30 MAUSER .309 — — — — — — — # 8 / 390 548 # 8 / 392 608 Sm Ps tl / 09 5310 N /A # 9 / 390 951 Small
32 AU TO .311 546506 II 046507 0 44113 044508 — — #2 2 / 390 562 # 22 / 392622 Sm Ps tl / 095 310 N /A #10 / 39 095 2 Small
32 S &W LONG/ H&R/
327 FEDE RAL
7.5 SWISS ORDEN .312 546504 IV — — — — — #48 / 390604 — / — Sm P stl / 09 5310 N/A #10 / 39 0952 Small
8MM L EBEL REV .326 546510 IV — — — — — #48 / 390604 — / — Lg P stl / 0 9531 2 N/A #11 / 39 095 3 Large
380 AUTO .355 5 46518 II 046519 044144 04 4517 — 044170 #16 / 39 055 6 #16 / 39 2616 Sm Ps tl / 09 5310 095330 #15 / 39 095 7 Small
TAPER CRIMP 9MM/9x21 .355 5 46 516 II 04 6516 0 44177 044517 04 4177 — #8 / 3 905 48 #8 / 3 926 08 — / — N /A # 15 / 390 957 Small
9MM LUGER/9x21 .355 54 6515 II 04 6516 044144 044 517 — 04 4170 #8 / 3 905 48 #8 / 3 926 08 Sm Pst l / 095 310 095330 #15 / 39 095 7 Small
357 SIG .355 546575 II 046576 044144 044577 — — #10 / 39 055 0 #10 / 3 926 10 Sm Pst l / 095 310 N/A #15 / 39 095 7 Small
9x23 .355 546532 IV — — — — — #8 / 3 905 48 # 8 / 3926 08 Sm Ps tl / 095 310 N /A #15 / 39 095 7 Small
38 S&W .357 546521 IV — — — — — #2 8 / 390 568 # 28 / 392628 Lg Ps tl / 09 5312 N /A #15 / 39 095 7 Large
38 SU PER AUTO .357 546524 II 046525 044144 044526 — — # 8 / 39054 8 #8 / 39 260 8 Sm P stl / 09 5310 N/A #15 / 39 0957 Small
357 HERRETT .357 546396 IV — — — — — #2 / 3 905 42 #2 / 3 926 02 Lg Ps tl / 09 5312 N/A #15 / 3909 57 Large
357 B&D/44 .358 546404 IV — — — — — #30 / 3 9057 0 #3 0 / 392 630 Lg Ps tl / 09 5312 N /A #15 / 39 095 7 Large
38 SP ECIAL .357 546527 II 046528 04 4145 044523 — — # 6 / 390 546 # 6 / 392 606 Lg Ps tl / 09 5312 095331 #15 / 39 0957 Small
357 MAGNUM .357 546527 II 046528 04 4145 044523 — — #6 / 3 90546 # 6 / 392 606 Lg Ps tl / 09 5312 095331 #15 / 39 0957 Small
357 REM MA X .357 546527 II 046528 04 4145 044523 — — # 6 / 390 546 # 6 / 392 606 Lg Ps tl / 09 5312 095331 #15 / 39 0957 Small
COWBOY 38-357-357 MAX .357 546528 III 046528 044591 044591 — — #8 / 3 905 48 # 8 / 39260 8 Lg Ps tl / 09 5312 N/A #15 / 39 0957 Small
9x18 MAKAROV .364 54 6512 II 046513 0 4415 4 044514 — — # 8 / 390 548 # 8 / 392 608 Sm Ps tl / 095 310 N /A #15 / 39 095 7 Small
40 S &W .400 546533 II 046534 04 4146 044535 — 044171 #10 / 3 905 50 #10 / 39 2610 Sm P stl / 0 9531 0 095332 #2 1 / 390 941 Small
TAPER CRIMP 40 S&W .400 546534 II 046534 044178 044535 044178 04 4171 # 10 / 390 550 #10 / 3 92610 Lg Ps tl / 09 5312 N /A #2 1 / 390 941 Small
10MM A UTO .400 546533 II 046534 044146 044535 — 0 44171 #10 / 39 055 0 #10 / 3 926 10 Lg Ps tl / 09 5312 095332 # 21 / 3909 41 Large
TAPER CRIMP 10MM .400 546534 II 046534 0 4417 8 044535 0 4417 8 044171 #10 / 3 905 50 #10 / 39 2610 L g Pstl / 0 953 12 N/A #2 1 / 390 941 Large
38 /40 WIN .400 546536 IV — — — —
40 0 COR-BON .400 546538 IV — — — — — #45 / 390606 #45 / 392645 L g Pstl / 0 953 12 N/A #2 1 / 390 941 Large
41 AE .410 546539 II 046540 0 44147 04 4541 — — #2 9 / 39056 9 # 29 / 39 262 9 Lg P stl / 09 5312 N/A #17 / 39 095 9 Small
41 REM M AG .410 546539 II 046540 04 4147 044 541 — — #2 9 / 390 569 # 29 / 39 2629 Lg P stl / 09 5312 N/A #17 / 39 095 9 L arge
COW BOY 44/4 0 WIN .429 546543 III 046460 04416 6 044593 — — # 9 / 390 549 # 9 / 392 609 Lg Ps tl / 09 5312 N /A #18 / 39 096 0 L arge
44 AU TO MAG .4 30 546545 IV — — — — — #1 / 3 905 41 #1 / 3926 01 L g Pstl / 0 95 312 095333 #18 / 39 096 0 Large
APPENDIX A
44 RE M MAG .430 546548 II 046549 0 4414 8 044544 — — # 30 / 39 0570 # 30 / 3926 30 L g Pstl / 0 95 312 N/A #18 / 3909 60 Large
44 SP ECIAL .430 546548 II 046549 04 4148 044544 — — # 30 / 39 0570 # 30 / 39 263 0 Lg P stl / 0 95312 095333 #18 / 390 960 Large
COW BOY 44 SPCL .430 546549 III 046549 04 4166 0 44166 — — #30 / 3 90570 #30 / 3 92630 Lg Ps tl / 095 312 N /A #18 / 39 096 0 Large
44 5 SUPER MAG .430 — — — — — — — #3 0 / 390 570 #30 / 3 92630 Lg Ps tl / 095 312 N /A #18 / 39 096 0 Large
45 AU TO .451 546554 II 046555 044151 044556 — 0 44172 #45 / 390606 #45 / 392645 Lg Ps tl / 09 5312 095334 #19 / 39 0961 Large
45 AU TO RIMME D .451 546554 II 046555 0 44151 044556 — 044172 # 31 / 39 0571 #3 1 / 392631 Lg P stl / 0 953 12 095334 #19 / 3909 61 Large
45 WIN MAG .451 546554 II 046555 044151 044556 — 0 44172 #1 / 390 541 #1 / 39 2601 Lg Ps tl / 09 5312 095334 #19 / 39 096 1 Large
TAPER CRIMP 45 AU TO .451 546555 II 046555 0 44179 044556 0 44179 — #45 / 390606 #45 / 392645 L g Pstl / 0 953 12 095334 #19 / 39 0961 Large
COW BOY 45 COLT .452 546581 III 046583 0 44168 044594 — — # 32 / 39 0572 #32 / 392632 Lg P stl / 0 9531 2 095334 #19 / 3909 61 Large
45 C OLT .452 546582 II 046583 0 44151 044556 — — #3 2 / 390572 #32 / 392632 Lg Ps tl / 09 5312 095334 #19 / 39 0961 Large
45 SCHOFIELD .452 546546 IV — — — — — #41 / 39 0581 — / — L g Pstl / 0 953 12 095334 #19 / 39 0961 Large
45 4 CASULL .452 546584 V 046584 0 44151 044556 — 044588 #32 / 3 9057 2 #32 / 392632 L g Pstl / 0 95 312 095334 #19 / 39 096 1 Small
46 0 S&W .452 546583 V 046720 044721 0 44719 — 044722 #46 / 390602 #46 / 3 926 46 L g Rfl / 09 5316 095334 #19 / 390 961 Large
45 5 WEBLE Y .455 — — — — — — — #51 / 390601 — / — L g Pstl / 0 953 12 N/A # 19 / 390 961 Large
48 0 RUGER/ 475 LINB .475 546547 V 046585 04 4158 044586 — 0 44174 #14 / 3 905 54 #14 / 39 2614 Lg P stl / 0 953 12 N/A # 23 / 39 093 9 Large
50 AC TION EX P .500 546580 II 04 6581 04 4155 044582 — — # 40 / 39 064 0 — / — L g Rfl / 09 5316 N/A #50 / 3 909 37 Large
50 0 S&W .500 546585 V 046699 044700 044701 — 044702 #4 4 / 390 584 #44 / 3 926 44 L g Rfl / 09 5316 N/A #50 / 3 909 37 Large
500 LINEBAUGH .510 546587 IV — — — — — # 25 / 39 0565 — / — Lg R fl / 09 5316 N /A # 50 / 39 093 7 L arge
Bullet Diameter
(inches)
Die Set
Die Series
Full-Length
Size Die
Seating Die
Expander Die
Taper Crimp
Seater Die
Taper Crimp
Die Only
Shell Holder
# / Item No.
.3 11 546509 II 04 6510 044143 04 4511 — — #3 6 / 390576 #3 6 / 39263 6 Sm Ps tl / 09 5310 N/A #10 / 3909 52 Small
— #9 / 3 905 49 #9 / 3926 09 L g Pstl / 0 95 312 N/A # 21 / 390 941 Large
Shell Plate
# / Item No.
Case
Feeder Plate
Size / Item No.
Bullet
FeederDie
Trimmer Pilot
# / Item No.
Primer Punch
- 30 - - 30 -
Page 31

APPENDIX B - TEMPLATE Lock-N-Load® AP
(optional accessory)
™
APPENDIX B
Page 32

P.O. Box 1848, Grand Island, Nebraska 68802-1848
308-382-1390 • 800-338-3220 • Fax: 308-382-5761
780307A 03/2014
www.hornady.com • webmaster@hornady.com
 Loading...
Loading...