

Hobart Welding Products H-9A Gun User Manual
OM-952 220 361A
June 2004
Processes
Description
Semi-Automatic, Air-Cooled
Flux Cored (FCAW) And MIG
(GMAW) Welding Gun
H-9A Gun
Flux Cored (FCAW) Welding
MIG (GMAW) Welding (Optional)
Visit our website at
www.HobartWelders.com
From Hobart to You
Thank you and congratulations on choosing Hobart. Now you can get the
job done and get it done right. We know you don’t have time to do it any
other way.
This Owner’s Manual is designed to help you get the most out of your
Hobart products. Please take time to read the Safety precautions. They
will help you protect yourself against potential hazards on the worksite.
We’ve made installation and operation quick
and easy. With Hobart you can count on years
of reliable service with proper maintenance.
And if for some reason the unit needs repair,
there’s a Troubleshooting section that will help
you figure out what the problem is. The parts
list will then help you to decide the exact part
Hobart is registered to the
ISO 9001:2000 Quality
System Standard.
you may need to fix the problem. Warranty and
service information for your particular model
are also provided.
Working as hard as you
do − every power source
from Hobart is backed by
the best warranty in the
business.
Hobart Welders manufactures a full line
of welders and welding related equipment.
For information on other quality Hobart products, contact your local Hobart
distributor to receive the latest full line catalog or individual catalog sheets.
To locate your nearest distributor or service agency call 1-877-Hobart1.
Hob_Thank 7/03
TABLE OF CONTENTS
SECTION 1 −SAFETY PRECAUTIONS FOR FCAW AND
GMAW WELDING GUNS − READ BEFORE USING 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-1. Symbol Usage 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. FCAW And GMAW Gun Hazards 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
EMF INFORMATION 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 2 − SAFETY INFORMATION 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 3 − INSTALLATION 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-1. Specifications 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-2. Duty Cycle And Overheating 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-3. Installing Gun Into Welding Power Source 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-4. Threading Welding Wire 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 4 − OPERATION 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1. Operating The Gun 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 5 − MAINTENANCE & TROUBLESHOOTING 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-1. Replacing Gun Contact Tip 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-2. Cleaning Gun Liner 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-3. Replacing Gun Liner 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-4. Replacing Liner O-Ring 10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-5. Replacing Switch And/Or Head Tube 12 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-6. Removing Gun From Welding Power Source 13 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-7. Routine Maintenance 14 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-8. Troubleshooting 14 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 6 − PARTS LIST 15 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
WARRANTY

SECTION 1 −SAFETY PRECAUTIONS FOR FCAW AND
GMAW WELDING GUNS − READ BEFORE USING
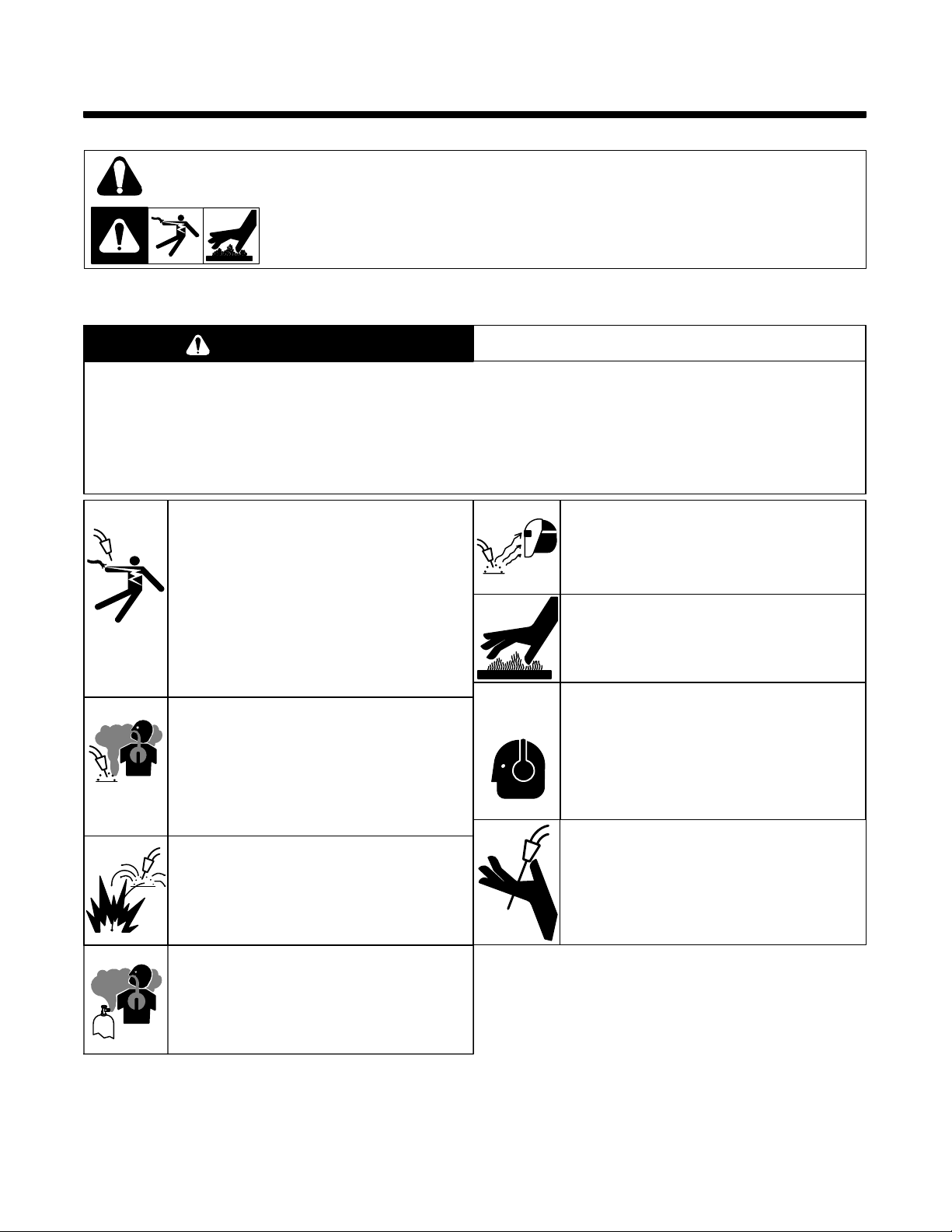
1-1. Symbol Usage
SR7_8/03
Means Warning! Watch Out! There are possible hazards with this
procedure! The possible hazards are shown in the adjoining symbols.
This group of symbols means Warning! Watch Out! Possible ELECTRIC SHOCK and HOT PARTS hazards.
Consult symbols and related instructions below for necessary actions to avoid the hazards.
Y Marks a special safety message.
. Means NOTE; not safety related.
1-2. FCAW And GMAW Gun Hazards
WARNING
PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN
AWAY. PACEMAKER WEARERS KEEP AWAY UNTIL CONSULTING YOUR DOCTOR.
In welding, as in most jobs, exposure to certain hazards occurs. Welding is safe when precautions are taken. The
safety information given below is only a summary of the more complete safety information found in the wire feeder
and welding power source Owner’s Manuals. Read and follow all safety precautions.
HAVE ALL INSTALLATION, OPERATION, MAINTENANCE, AND REPAIR WORK PERFORMED ONLY BY
QUALIFIED PEOPLE.
ELECTRIC SHOCK can kill.
1. Always wear dry insulating gloves.
2. Insulate yourself from work and ground.
3. Do not touch live electrode or electrical parts.
4. Repair or replace worn, damaged, or cracked
gun or cable insulation.
5. Turn off welding power source before changing
contact tip or gun parts.
6. Keep all covers and handle securely in place.
GMAW WELDING can be hazardous.
ARC RAYS can burn eyes and skin.
1. Wear welding helmet with correct shade of filter.
2. Wear correct eye and body protection.
3. Cover exposed skin with spatter-resistant
clothing.
HOT SURFACES can burn skin.
1. Allow gun to cool before touching.
2. Do not touch hot metal.
3. Protect hot metal from contact by others.
FUMES AND GASES can be hazardous
to your health.
1. Keep your head out of the fumes.
2. Ventilate area, or use breathing device.
3. Read Material Safety Data Sheets (MSDSs) and
manufacturer’s instructions for material used.
WELDING can cause fire or explosion.
1. Do not weld near flammable material.
2. Do not weld on closed containers.
3. Watch for fire; keep extinguisher nearby.
BUILD UP OF GAS can injure or
kill
1. Shut off shielding gas supply when not in
use.
2. Always ventilate confined spaces or use
approved air-supplied respirator.
NOISE can damage hearing; SOME
APPLICATIONS, SUCH AS PULSING,
are noisy.
1. Check for noise level limits exceeding those
specified by OSHA.
2. Use approved ear plugs or ear muffs if noise level
is high.
3. Warn others nearby about noise hazard.
WELDING WIRE can cause puncture
wounds.
1. Keep hands and body away from gun tip when
trigger is pressed.
OM-952 Page 1
EMF INFORMATION
NOTE
The following is a quotation from the General Conclusions Section of
the U.S. Congress, Office of Technology Assessment, Biological
Effects of Power Frequency Electric & Magnetic Fields −
Background Paper, OTA-BP-E-53 (Washington, DC: U.S.
Government Printing Office, May 1989): “. . . there is now a very large
volume of scientific findings based on experiments at the cellular
level and from studies with animals and people which clearly
establish that low frequency magnetic fields can interact with, and
produce changes in, biological systems. While most of this work is
of very high quality, the results are complex. Current scientific
understanding does not yet allow us to interpret the evidence in a
single coherent framework. Even more frustrating, it does not yet
allow us to draw definite conclusions about questions of possible risk
or to offer clear science-based advice on strategies to minimize or
avoid potential risks.”
Considerations About Welding And The Effects Of Low Frequency Electric And
Magnetic Fields
To reduce magnetic fields in the workplace, use the following
procedures:
1. Keep cables close together by twisting or taping them.
2. Arrange cables to one side and away from the operator.
3. Do not coil or drape cables around the body.
4. Keep welding power source and cables as far away as practical.
5. Connect work clamp to workpiece as close to the weld as
possible.
About Pacemakers:
The above procedures are among those also normally
recommended for pacemaker wearers. Consult your doctor for
complete information.
mod10.1 4/93
OM-952 Page 2
SECTION 2 − SAFETY INFORMATION
Read all safety messages throughout this manual.
Obey all safety messages to avoid injury.
Learn the meaning of WARNING and CAUTION.
1 2
2
WARNING
ELECTRIC SHOCK can kill.
3
• Do not touch live electrical parts.
• Disconnect input power before
installing or servicing.
5
6
7
WARNING
NOTE
Turn Off switch when using high frequency.
4
SECTION 3 − INSTALLATION
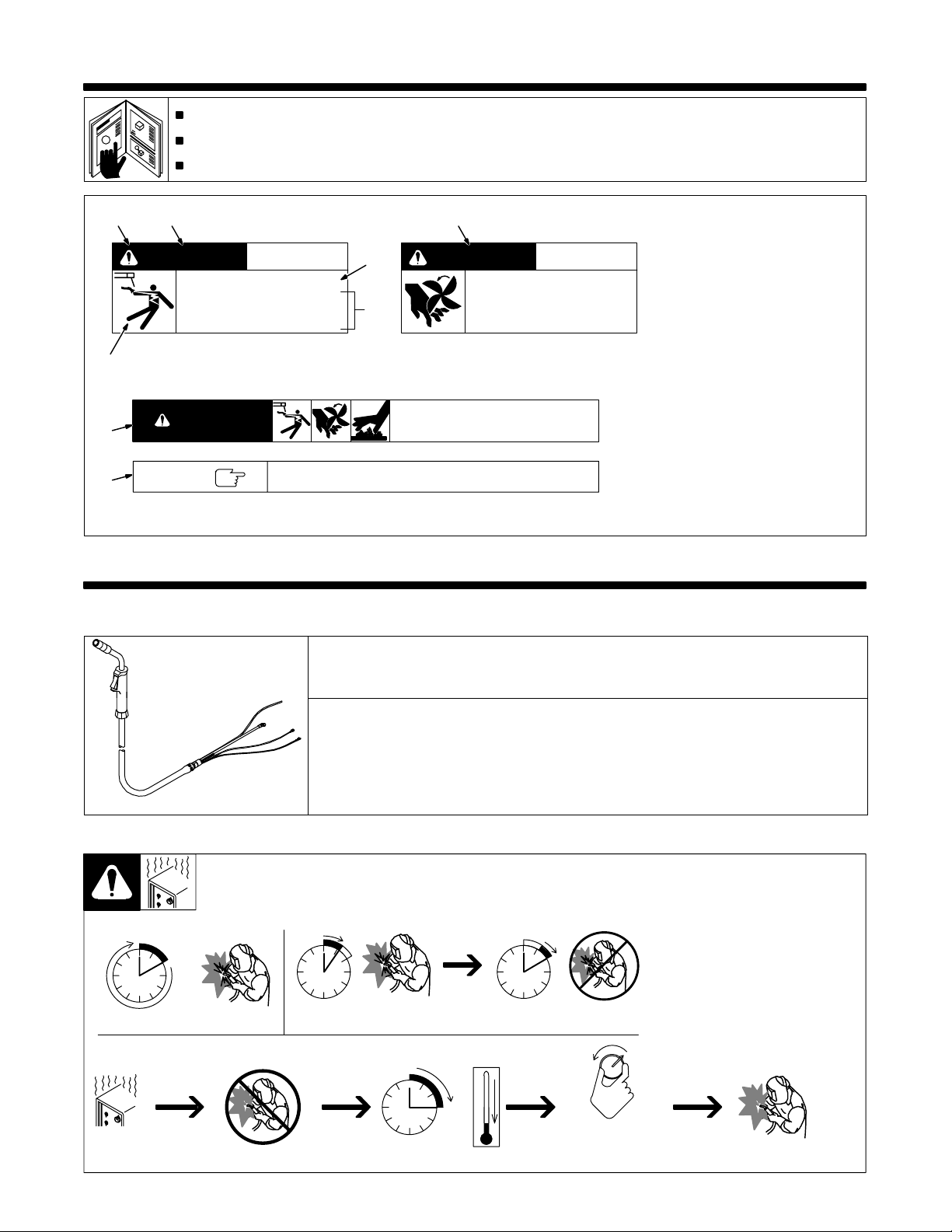
3-1. Specifications
Air-Cooled Welding Gun For FCAW And GMAW Welding
Note: Using gasless flux cored wire reduces gun duty cycle.
CAUTION
MOVING PARTS can injure.
• Keep away from moving parts.
• Keep all panels and covers closed
when operating.
READ SAFETY BLOCKS at start of
Section 3-1 before proceeding.
1 Safety Alert Symbol
2 Signal Word
WARNING means possible death
or serious injury can happen.
CAUTION means possible minor
injury or equipment damage can
happen.
3 Statement Of Hazard And
Result
4 Safety Instructions To Avoid
Hazard
5 Hazard Symbol (If Available)
6 Safety Banner
Read safety blocks for each
symbol shown.
7 NOTE
Special instructions for best
operation − not related to safety.
H-9 Feeds .030 − .035 in (0.8 − 0.9 mm) Flux Cored Wire Or .023 − .030 in (0.6 − 0.8 mm) Hard Wire
Duty Cycle Rating:
100%: 40 A With Flux Cored Wire
100%: 100 A With CO
60%: 100 A With Mixed Gases
Weight With 8 ft (2.4 m) Power Cable: 2.2 lb (1.0 kg)
803 836-A
3-2. Duty Cycle And Overheating
See Section 3-1. Specifications for amperage
rating and duty cycle.
100%dutycycle
Continuous Welding
Overheating
6 Minutes Welding 4 Minutes Resting
0
Minutes
Shielding Gas
2
60%dutycycle
15
Duty Cycle is percentage of 10
minutes that unit can weld at rated
load without overheating.
Y Exceeding duty cycle can
damage unit and void
warranty.
A or V
OR
Reduce Duty Cycle
sduty1 5/95
OM-952 Page 3
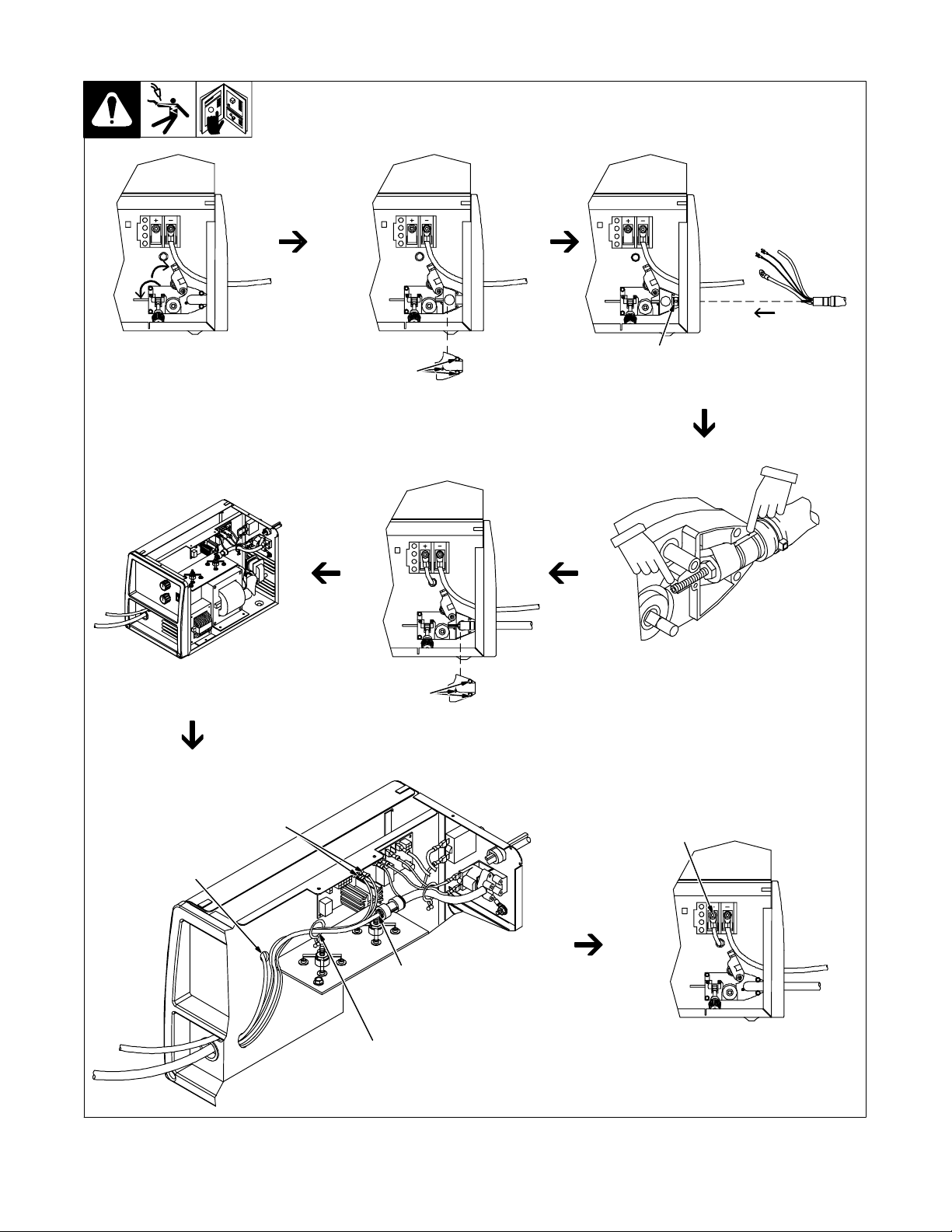
3-3. Installing Gun Into Welding Power Source
Open pressure assembly.
. If existing gun requires removal, see Section 5-6.
Remove screws (3) from
cover, and remove cover
from wire drive assembly.
Y Turn off welding power source.
Insert gun cable through opening in front
panel. Route weld cable, trigger leads, and
gas hose through opening in drive housing.
Remove wrapper from
unit.
Reinstall cover and
secure with screws (3).
. Route wires, cable, and hose to avoid contact
with sharp edges, hot surfaces, or moving parts.
Connect trigger leads to
RC3 and RC4 on PC1.
Route weld cable through
opening in baffle.
Connect gas hose to adapter
(if unit is not equipped with
gas solenoid valve, secure
hose to wiring harness).
Secure leads and hose
with cable tie(s).
Reinstall cable end into drive
housing with retaining grooves
inserted into the two retaining ribs.
Be sure to position gas hose up.
Position liner in groove so that end is
flush with back of groove.
Connect weld cable
to weld terminal.
Reinstall wrapper onto unit.
. Thread wire according to
Section 3-4.
803 497-A / Ref. 803 378-A
OM-952 Page 4
 Loading...
Loading...