

Page 1
Technical Data Sheet
LOCTITE® 454™
March-2010
PRODUCT DESCRIPTION
LOCTITE® 454™ provides the following product
characteristics:
Technology Cyanoacrylate
Chemical Type Ethyl cyanoacrylate
Appearance (uncured) Clear to slightly cloudy gel
LMS
Components One part - requires no mixing
Viscosity High, thixotropic
Cure Humidity
Application Bonding
Key Substrates Metals, Plastics and Elastomers
LOCTITE® 454™ is designed for the assembly of difficultto-bond materials which require uniform stress distribution and
strong tension and/or shear strength. The product provides
rapid bonding of a wide range of materials, including metals,
plastics and elastomers. The gel consistency prevents
adhesive flow even on vertical surfaces. LOCTITE® 454™ is
also suited for bonding porous materials such as wood, paper,
leather and fabric.
NSF International
Registered to NSF Category P1 for use as a sealant where
there is no possibilty of food contact in and around food
processing areas. Note: This is a regional approval. Please
contact your local Technical Service Center for more
information and clarification.
TYPICAL PROPERTIES OF UNCURED MATERIAL
Specific Gravity @ 25 °C 1.1
Flash Point - See MSDS
Casson Viscosity, 25 °C, mPa·s (cP):
Cone and plate rheometer 150 to 450
LMS
Viscosity, Brookfield - RVT, 25 °C, mPa·s (cP):
Spindle TC, speed 2.5 rpm, Helipath *100,000 to 300,000
LMS
Spindle TC, speed 20 rpm, Helipath *18,000 to 40,000
LMS
* Applies to material made in N. America
TYPICAL CURING PERFORMANCE
Under normal conditions, the atmospheric moisture initiates the
curing process. Although full functional strength is developed
in a relatively short time, curing continues for at least 24 hours
before full chemical/solvent resistance is developed.
Cure Speed vs. Substrate
The rate of cure will depend on the substrate used. The table
below shows the fixture time achieved on different materials
at 22 °C / 50 % relative humidity. This is defined as the time to
develop a shear strength of 0.1 N/mm².
Fixture Time, seconds:
Steel 60 to 210
Aluminum 3 to 10
Zinc dichromate 5 to 20
Neoprene 15 to 20
Rubber, nitrile 5 to 15
ABS 3 to 10
PVC 5 to 10
Polycarbonate 5 to 10
Phenolic 5 to 30
Wood (balsa) <3
Wood (oak) 30 to 45
Wood (pine) 45 to 60
Chipboard 5 to 15
Fabric 15 to 30
Leather 105 to 150
Paper 7 to 15
Cure Speed vs. Bond Gap
The rate of cure will depend on the bondline gap. Thin bond
lines result in high cure speeds, increasing the bond gap will
decrease the rate of cure.
Cure Speed vs. Humidity
The rate of cure will depend on the ambient relative
humidity. The best results are achieved when the relative
humidity in the working environment is 40% to 60% at 22°C.
Lower humidity leads to slower cure. Higher humidity
accelerates it, but may impair the final strength of the bond.
Cure Speed vs. Activator
Where cure speed is unacceptably long due to large gaps,
applying activator to the surface will improve cure speed.
However, this can reduce ultimate strength of the bond and
therefore testing is recommended to confirm effect.
TYPICAL PROPERTIES OF CURED MATERIAL
Cured for 1 week @ 22 °C
Physical Properties:
Coefficient of Thermal Expansion,
ISO 11359-2, K
-1
145×10
-6
Coefficient of Thermal Conductivity, ISO 8302,
W/(m·K)
0.3
Glass Transition Temperature ISO 11359-2, °C 137
Electrical Properties:
Volume Resistivity, IEC 60093, Ω·cm 1.6×10
15
Surface Resistivity, IEC 60093, Ω 57×10
15
Dielectric Breakdown Strength,
IEC 60243-1, kV/mm
25
Dielectric Constant / Dissipation Factor, IEC 60250:
1-kHz 3.6 / 0.04
1-MHz 3.0 / 0.11
10-MHz 2.5 / 0.36
Documentation Provided By HMC Electronics
33 Springdale Ave. Canton, MA 02021
http://www.hmcelectronics.com
(800) 482-4440
Page 2
TDS LOCTITE® 454™, March-2010
TYPICAL PERFORMANCE OF CURED MATERIAL
Adhesive Properties
Cured for 30 seconds @ 22 °C
Tensile Strength, ISO 6922:
Buna-N N/mm² ≥6.0
LMS
(psi) (≥870)
Cured for 72 hours @ 22 °C
Tensile Strength, ISO 6922:
Buna-N N/mm² 7 to 17
(psi) (1,000 to 2,500)
Steel N/mm² 10 to 16
(psi) (1,500 to 2,300)
Lap Shear Strength, ISO 4587:
Steel (grit blasted) N/mm² 19 to 28
(psi) (2,800 to 4,100)
Aluminum (etched) N/mm² 4 to 10
(psi) (580 to 1,500)
Zinc dichromate N/mm² 2 to 6
(psi) (290 to 870)
ABS N/mm² 8 to 9
(psi) (1,200 to 1,300)
PVC N/mm² 5 to 9
(psi) (730 to 1,300)
Phenolic N/mm² 3 to 6
(psi) (440 to 870)
Polycarbonate N/mm² 8 to 11
(psi) (1,200 to 1,600)
Nitrile N/mm² 0.5 to 1.5
(psi) (70 to 220)
Neoprene N/mm² 1.0 to 1.5
(psi) (150 to 220)
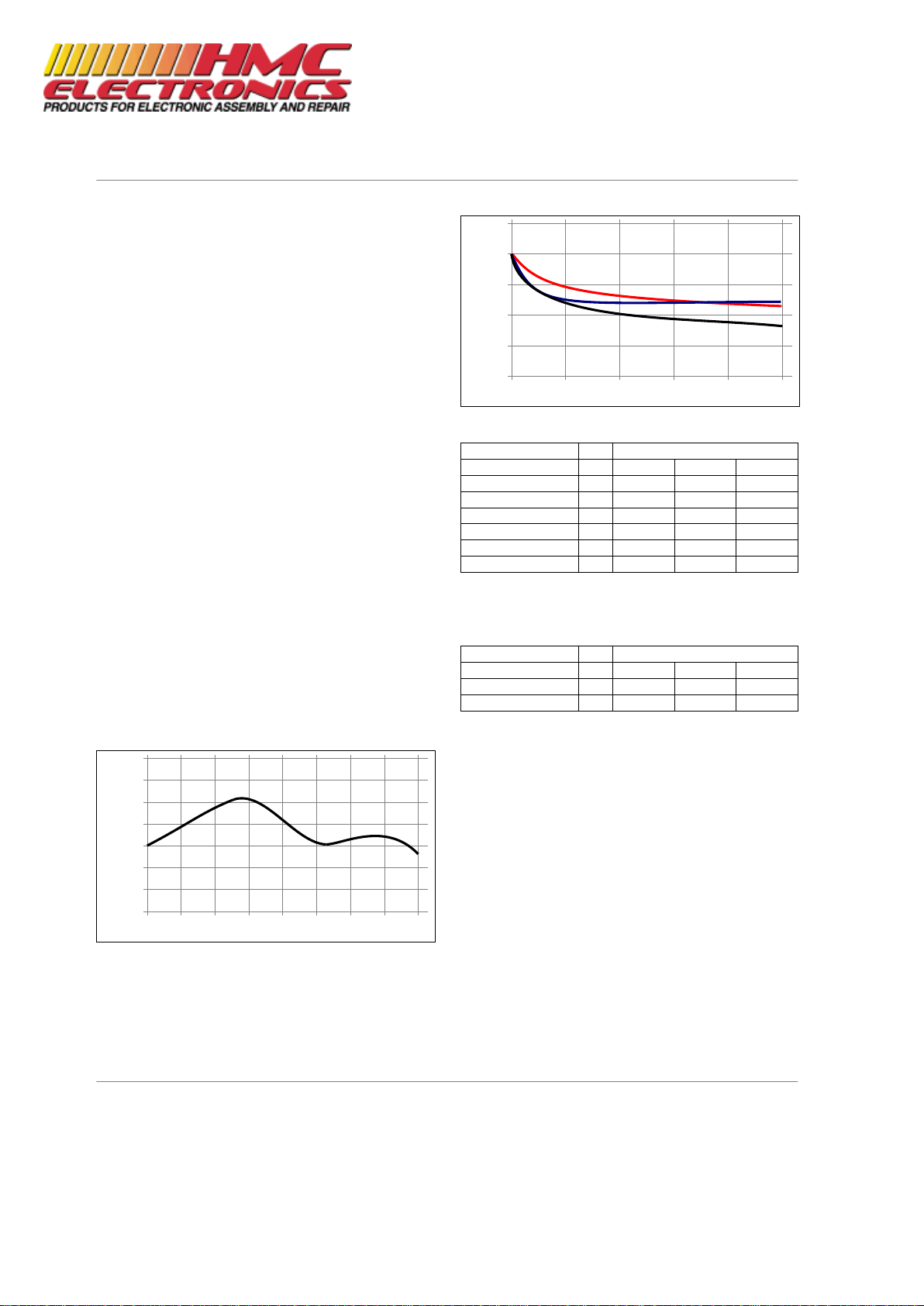
TYPICAL ENVIRONMENTAL RESISTANCE
Cured for 1 week @ 22 °C
Lap Shear Strength, ISO 4587:
Steel (grit blasted)
Hot Strength
Tested at temperature
% Strength @ 22 °C
Temperature, °C
140
120
100
80
60
40
20
0
-40 -20 0 20 40 60 80 100 120
Heat Aging
Aged at temperature indicated and tested @ 22 °C
% Initial Strength @ 22 °C
Exposure Time, hours
125
100
75
50
25
0
0 200 400 600 800 1000
60 °C
80 °C
100 °C
Chemical/Solvent Resistance
Aged under conditions indicated and tested @ 22 °C.
% of initial strength
Environment °C 100 h 500 h 1000 h
Motor oil 40 95 75 65
Unleaded gasoline 22 85 80 80
Ethanol 22 85 85 90
Isopropanol 22 100 110 105
Water 22 80 80 70
98% RH 40 70 40 40
Lap Shear Strength, ISO 4587:
Polycarbonate
% of initial strength
Environment °C 100 h 500 h 1000 h
Air 22 105 110 120
98% RH 40 105 115 120
GENERAL INFORMATION
This product is not recommended for use in pure oxygen
and/or oxygen rich systems and should not be selected as
a sealant for chlorine or other strong oxidizing materials
For safe handling information on this product, consult the
Material Safety Data Sheet (MSDS).
Directions for use:
1.
Bond areas should be clean and free from grease. Clean
all surfaces with a Loctite®cleaning solvent and allow to
dry.
2.
Loctite®Primer may be applied to the bond area. Avoid
applying excess Primer. Allow the Primer to dry.
3.
LOCTITE®Activator may be used if necessary. Apply the
LOCTITE®Activator to one bond surface (do not apply
activator to the primed surface where Primer is also
used). Allow the Activator to dry.
4. Apply adhesive to one of the bond surfaces (do not apply
the adhesive to the activated surface). Do not use items
like tissue or a brush to spread the adhesive. Assemble
the parts within a few seconds. The parts should be
accurately located, as the short fixture time leaves little
opportunity for adjustment.
Henkel Americas
+860.571.5100
Henkel Europe
+49.89.320800.1800
Henkel Asia Pacific
+86.21.2891.8863
For the most direct access to local sales and technical support visit: www.henkel.com/industrial
Documentation Provided By HMC Electronics
33 Springdale Ave. Canton, MA 02021
http://www.hmcelectronics.com
(800) 482-4440
Page 3

TDS LOCTITE® 454™, March-2010
5.
LOCTITE® Activator can be used to cure fillets of product
outside the bond area. Spray or drop the activator on the
excess product.
6. Bonds should be held fixed or clamped until adhesive has
fixtured.
7. Product should be allowed to develop full strength before
subjecting to any service loads (typically 24 to 72 hours
after assembly, depending on bond gap, materials and
ambient conditions).
Loctite Material Specification
LMS
LMS dated February-22, 2010. Test reports for each batch
are available for the indicated properties. LMS test reports
include selected QC test parameters considered appropriate to
specifications for customer use. Additionally, comprehensive
controls are in place to assure product quality and
consistency. Special customer specification requirements may
be coordinated through Henkel Quality.
Storage
Store product in the unopened container in a dry location.
Storage information may be indicated on the product container
labeling.
Optimal Storage: 2 °C to 8 °C. Storage below 2 °C or
greater than 8 °C can adversely affect product properties.
Material removed from containers may be contaminated during
use. Do not return product to the original container. Henkel
Corporation cannot assume responsibility for product which
has been contaminated or stored under conditions other than
those previously indicated. If additional information is required,
please contact your local Technical Service Center or
Customer Service Representative.
Conversions
(°C x 1.8) + 32 = °F
kV/mm x 25.4 = V/mil
mm / 25.4 = inches
µm / 25.4 = mil
N x 0.225 = lb
N/mm x 5.71 = lb/in
N/mm² x 145 = psi
MPa x 145 = psi
N·m x 8.851 = lb·in
N·m x 0.738 = lb·ft
N·mm x 0.142 = oz·in
mPa·s = cP
Note
The data contained herein are furnished for information only
and are believed to be reliable. We cannot assume
responsibility for the results obtained by others over whose
methods we have no control. It is the user's responsibility to
determine suitability for the user's purpose of any production
methods mentioned herein and to adopt such precautions as
may be advisable for the protection of property and of persons
against any hazards that may be involved in the handling and
use thereof. In light of the foregoing, Henkel Corporation
specifically disclaims all warranties expressed or implied,
including warranties of merchantability or fitness for a
particular purpose, arising from sale or use of Henkel
Corporation’s products. Henkel Corporation specifically
disclaims any liability for consequential or incidental
damages of any kind, including lost profits. The discussion
herein of various processes or compositions is not to be
interpreted as representation that they are free from
domination of patents owned by others or as a license under
any Henkel Corporation patents that may cover such
processes or compositions. We recommend that each
prospective user test his proposed application before repetitive
use, using this data as a guide. This product may be covered
by one or more United States or foreign patents or patent
applications.
Trademark usage
Except as otherwise noted, all trademarks in this document
are trademarks of Henkel Corporation in the U.S. and
elsewhere. ® denotes a trademark registered in the U.S.
Patent and Trademark Office.
Reference 2.5
Henkel Americas
+860.571.5100
Henkel Europe
+49.89.320800.1800
Henkel Asia Pacific
+86.21.2891.8863
For the most direct access to local sales and technical support visit: www.henkel.com/industrial
Documentation Provided By HMC Electronics
33 Springdale Ave. Canton, MA 02021
http://www.hmcelectronics.com
(800) 482-4440
 Loading...
Loading...