

Henkel 97211 User Manual
Operating Manual
Bedienungsanleitung
Online Preamplifier
Online-Vorverstärker
97211
2
Contents
English...................................................................................................................... 5-31
Deutsch .................................................................................................................. 32-59
3
Contents
1 Please observe the following ..................................................................................... 6
1.1 Emphasized Sections....................................................................................................6
1.2 Items Supplied...............................................................................................................7
1.3 For Your Safety.............................................................................................................. 7
1.4 Field of Application (Intended Usage)............................................................................ 8
2 Description................................................................................................................... 9
2.1 Theory of Operation.......................................................................................................9
2.2 Displays, Operating Elements and Connections ......................................................... 12
3 Technical Data ........................................................................................................... 13
4 Installation.................................................................................................................. 14
4.1 Enviromental and Operating Conditions...................................................................... 14
4.2 Space Requirements...................................................................................................14
4.3 Connecting the Unit..................................................................................................... 15
4.3.1 Automatic Controller 97123......................................................................................... 15
4.3.2 Dual Channel Automatic Controller 97103 .................................................................. 15
4.3.3 Pressure Sensor..........................................................................................................16
4.4 Disconnect the Pressure Sensor................................................................................. 17
4
5 Measuring ...................................................................................................................18
5.1 Adjusting of the Dispense Quantity..............................................................................18
5.2 Adjusting the Preamplifier 97211 .................................................................................19
5.3 Setup at the Controller .................................................................................................20
5.4 Storing a Reference .....................................................................................................21
5.5 Monitoring.....................................................................................................................22
5.5.1 Normal Monitoring Mode.............................................................................................. 22
5.5.2 Extended Monitoring Mode ..........................................................................................22
5.6 Software Interface for Statistic Process Control (SPC)................................................ 24
6 Care, Cleaning and Maintenance..............................................................................26
7 Troubleshooting.........................................................................................................26
8 Annex ..........................................................................................................................27
8.1 Spare Parts ..................................................................................................................27
8.2 Pin Assignment ............................................................................................................28
8.2.1 4 pin Plug for Connection to Controller ........................................................................28
8.2.2 4 pin Socket for Connection to the Pressure Sensor ...................................................28
8.2.3 PLC Interfaces XS 5 Controller 97123 and XS 9 Controller 97103 (internal voltage)..29
8.2.4 PLC Interfaces XS 5 Controller 97123 and XS 9 Controller 97103 (external voltage).30
8.3 Declaration of Conformity.............................................................................................31
5
1 Please observe the following
For safe and successful operation of the unit, read these instructions completely.
If the instructions are not observed, the manufacturer can assume no responsibility.
Be sure to retain this manual for future reference.
Refer to the technical data sheet for the LOCTITE-product used at www.loctite.com or
contact your local technical department.
1.1 Emphasized Sections
Warning!
Refers to safety regulations and requires safety measures that protect the operator or
other persons from injury or danger to life.
Caution!
Emphasizes what must be done or avoided so that the unit or other property is not
damaged.
Notice
☞
6
Gives recommendations for better handling of the unit during operation or adjustment as
well as for service activities.
The numbers printed in bold in the text refer to the corresponding position numbers in
the illustration on page 12.
• The point emphasizes an instruction
step.
Instruction steps in the illustrations are
indicated with arrows.
When several instruction steps are
indicated in an illustration, the shading of
the arrow has the following meaning:
Black arrow = 1
Grey arrow = 2
White arrow = 3
st
step
nd
step
rd
step
1 Please observe the following
1.2 Items Supplied
1 Preamplifier 97211
1 Connection Cord Preamplifier to Controller
1 Operating Manual 97211
Purchasing the Preampifier 97211 includes the permission to use the monitor software
of the controller 97103 and 97123.
As a result of technical development, the illustrations and descriptions in this instruction
☞
manual can deviate in detail from the actual unit delivered.
1.3 For Your Safety
Only an authorized Loctite service representative may repair the unit.
Observe manufacturer’s instructions!
7

1 Please observe the following
1.4 Field of Application (Intended Usage)
The integrated flow monitor of a Loctite controller in connection with the Preamplifier
Online Monitor 97211 is used for monitoring the quality and quantity of adhesive
dispensed on parts, i.e. the flow monitor recognizes and evaluates dispensing defects
with respect to quality and quantity. Such defects include:
– Air bubbles in the dispensing system
– Pressure changes in the dispensing system
– Lost or clogged dispensing nozzle
– Touch down of dispensing nozzle onto substrate.
It has been designed specifically for applications requiring high accuracy in dispensing
Loctite adhesives. It is an ideal tool for quality assurance. The flow monitor is used
mainly in the following types of workstations:
– Manual work stations handling precision manufacturing jobs or safety relevant parts.
– Assembly lines with robot stations.
– Assembly lines with automatic in-feed and out-feed.
– CNC workstations.
Necessary Loctite controllers:
– Automatic Controller 97123 or
– Dual Channel Automatic Controller 97103.
In order to integrate such a monitoring system in the production process a special
dispensing valve with an integrated pressure sensor is required.
8
2 Description
2.1 Theory of Operation
The integrated flow monitor of the Loctite controller in connection with the Preamplifier
97211 measures the dispense pressure characteristic by means of a pressure sensor
and stores this parameter. The pressure sensor is integrated in the dispensing valve.
The measuring time corresponds with the dispense time sequence. The controller
compares the measured pressure characteristic with a previously stored reference
characteristic, based on four different criteria:
– Dispensing time
– Integral of pressure characteristic; corresponds with quantity of product dispensed
– Length of envelope curve for pressure characteristic
– Center of gravity
If the measured values are within the pre-set tolerance zone, this dispensing cycle is
recognized as o. k. and the ready signal will be available. If the deviation is outside the
tolerance zone, this dispensing cycle is detected as an error, and a fault is signaled.
This message is indicated on the display at the controller. It is also provided as a signal
at the socket XS 5 of the Automatic Controller 97123 or at the socket XS 9 of the Dual
Channel Automatic Controller 97103. This signal has to be acknowledged.
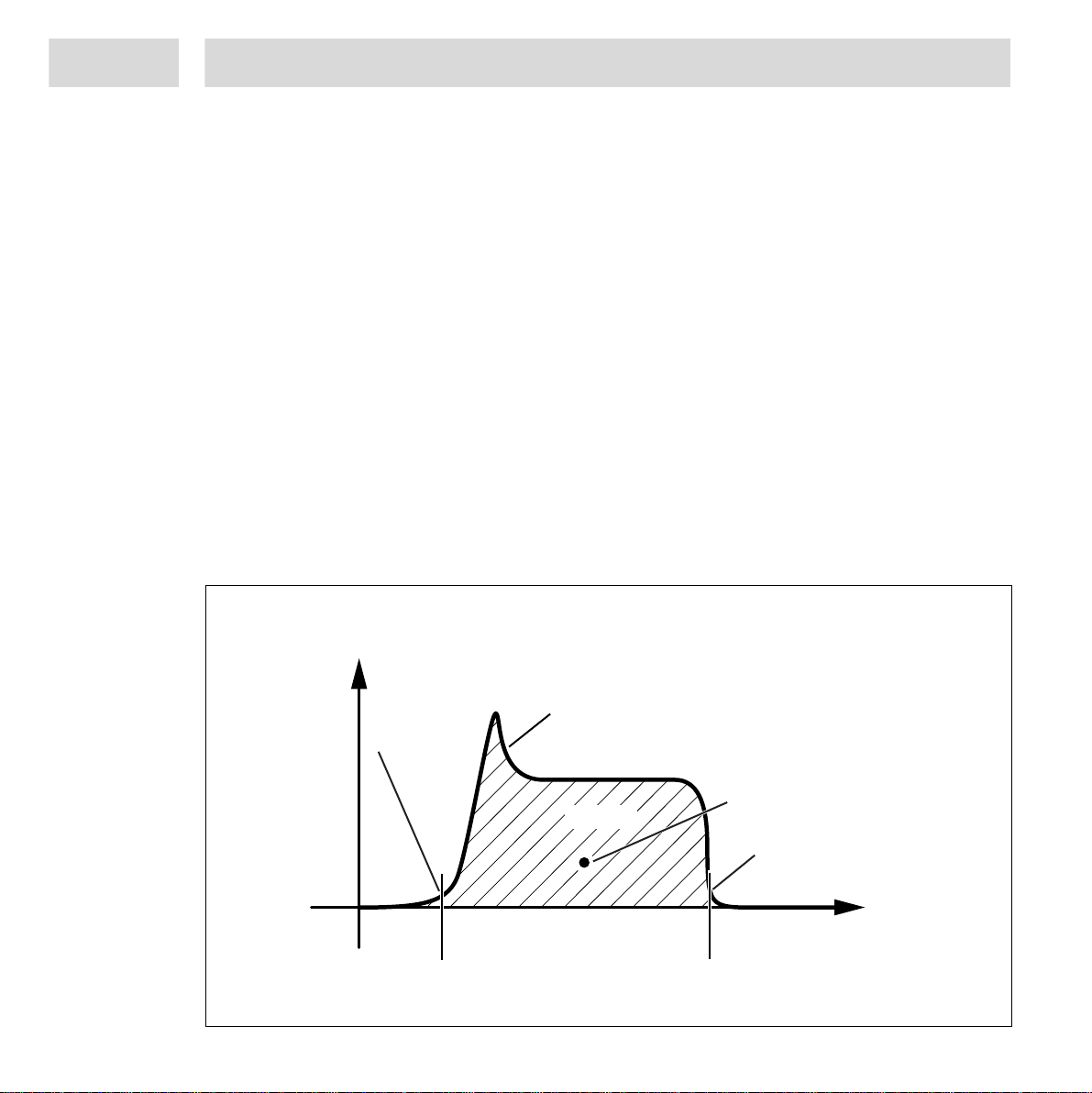
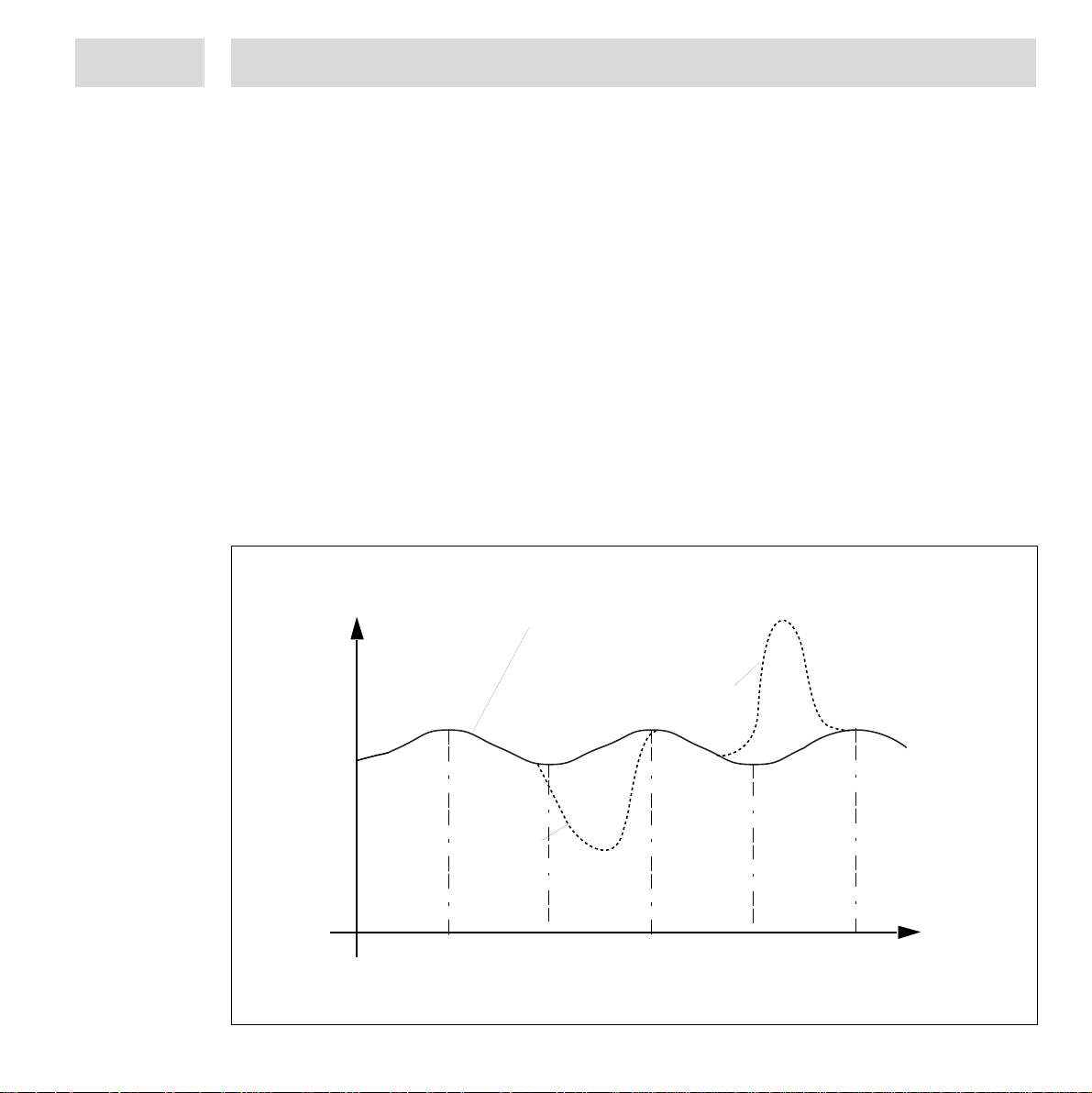
Normaler Druckverlauf mit einem Dosierventil
Typical Pressure Characteristic with a Dispensing Valve
p
1. Triggerpunkt
st
1
Triggerpoint
Hüllkurve
Envelope Curve
Integral
Gesamtdosierzeit
Total Dispensing Time
Flächenschwerpunkt
Center of Gravity
2. Triggerpunkt
nd
Triggerpoint
2
t
9
2 Description
It measures the last preceding dispensing cycle relative to a reference measurement
previously recorded and found to be o. k. All adjustments have to be done in the setup
menu of the controller, to make sure that authorized personnel can store this reference
value only. Tolerance can be adjusted in 3 preadjusted ranges (low = 15%, middle =
35% or high = 55%) or from 1 to 99% to define the optimum between frequent false
alarms and reliable fault detection, see operating manual of the used controller. This
value affects the tolerance of the monitored parameters of integral and length of
envelope curve.
Referred to the length of the envelope curve the tolerance value actually indicates
accuracy in %. An air bubble, a clogged needle or a needle touchdown each has a very
strong effect on the envelope curve length of the pressure characteristic. Therefore this
is generally the governing parameter for dispense monitoring.
Ten different dispense quantities can be monitored by the controller. The order of storing
is fixed, but the reference can be selected per user’s own choice. The advantage is, that
different quantities on various work pieces can be preselected according to the user’s
requirement via the serial interface.
10
Normaler Druckverlauf mit Schneckenpumpe
Normal Pressure characteristic with Rotor Pump
3
Aufsetzer
Needle touch-down
Luftblase
Air bubble
250 ms
500 ms
750 ms
1000 ms
1250 ms
W
2 Description
At the Preamplifier Online Monitor 97211 the amplification factor has to be adjusted to
get an optimum signal for correct interpretation at the Loctite controller. Before each new
start of a dispensing cycle, the controller generates a ready signal or fault signal. This
happens at the end of each dispensing cycle.
In case of failure of the sensor, no measuring signal corresponding to the reference
measurement can be generated. For this reason, whenever a failure occurs, the system
will always generate a fault signal at the end of the dispensing cycle. Therefore the
complete system is fail-safe if linked to a Loctite controller, i.e. even in case of partial or
complete failure no dispensing cycle will pass unchecked.
The type sensors used in the system are absolute pressure sensors. Variations in
atmospheric pressure such as they may result from weather conditions will affect
measurements in a slight but negligible degree. Temperature fluctuations have an effect
on viscosity and consequently on product dispensing where pressure reservoir/valve
systems are used.
The integrated flow monitor of the Loctite controller recognizes the consequences of
these influencing factors, such as changes in the quantity of material dispensed.
To achieve absolutely constant dispensing results would actually require adapting the
dispense pressure to the temperature and thus to the viscosity. In the field, these
variations in quantity due to temperature fluctuations can mostly be tolerated.
However, if the dispensing result deviates too much from the desired bead configuration
due to major temperature variations, the displayed error rate will increase, and the
dispensing pressure will have to be adapted by authorized personnel. In this case a new
reference measurement has to be made.
Therefore, a seasonal check and, if required, adaptation of settings may be advisable.
In summary it should be noted that a new system reference measurement is only
required, if error rates are too high to be accepted and after dispensing has been
checked and readjusted by authorized personnel. The fail-safe design ensures that no
inspection of the system at regular intervals has to be done.
Interpretation specifications:
– The sample rate is 1 kHz, (1000 measuring points per second).
– The minimum and maximum time of measurement are 0,03 and 15 seconds.
11
2 Description
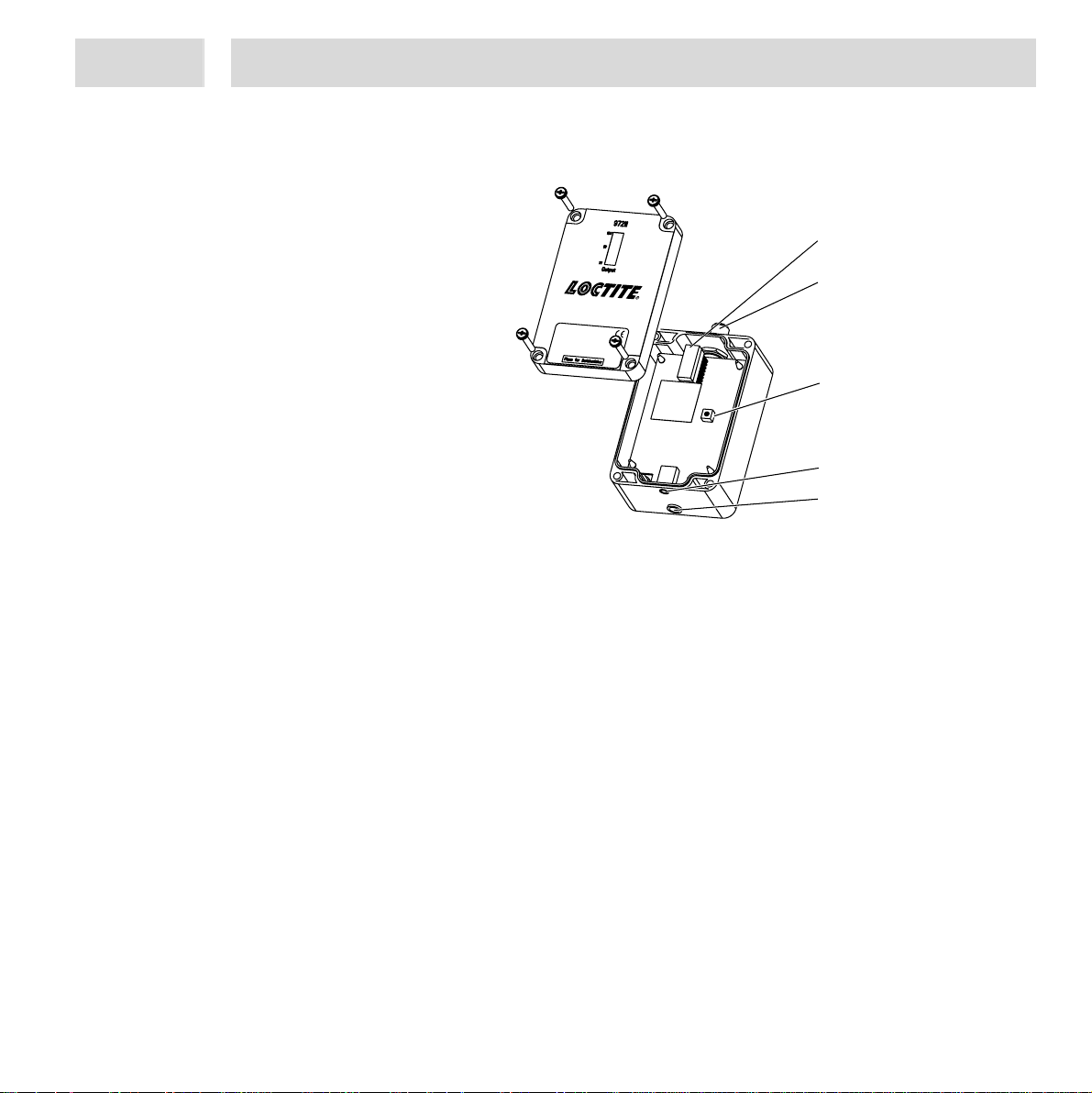
2.2 Displays, Operating Elements and Connections
1
2
Loctite (Ireland) Ltd.
Tallaght Business Park
Whitestown
Tallaght, Dublin 24, Ireland
Made in Germany
cat. no. 97211
3
4
5
12
1 LED Row 1-10 V OUTPUT
Displays the measured and amplified signal from the sensor during a measuring. The
best adjustment of the amplification is during a measuring (dispensing) the signal will be
not higher than 5 V. It has to be adjusted at the potentiometer 3.
At the beginning of a measuring cycle the signal increases more than the adjusted 5 V.
It shows you that the pressure sensor works well. If the sensor is damaged, no signal will
be displayed.
2 4 pin Plug for connection to controller
The supplied connection cord is connected here (Pin assignments see Section 8.2).
3 Potentiometer R10 to adjust the amplification factor
It is necessary to adjust the amplification factor for getting an optimum signal for the
interpretation at the Loctite controller.
4
Service Socket, for Loctite service only
5 4 pin Socket for connection the pressure sensor
The cable of the pressure sensor is connected here (Pin assignments see Section 8.2).

3 Technical Data
Power input 24 VDC
Power output 1 – 10 VDC
Protection grade IP 65
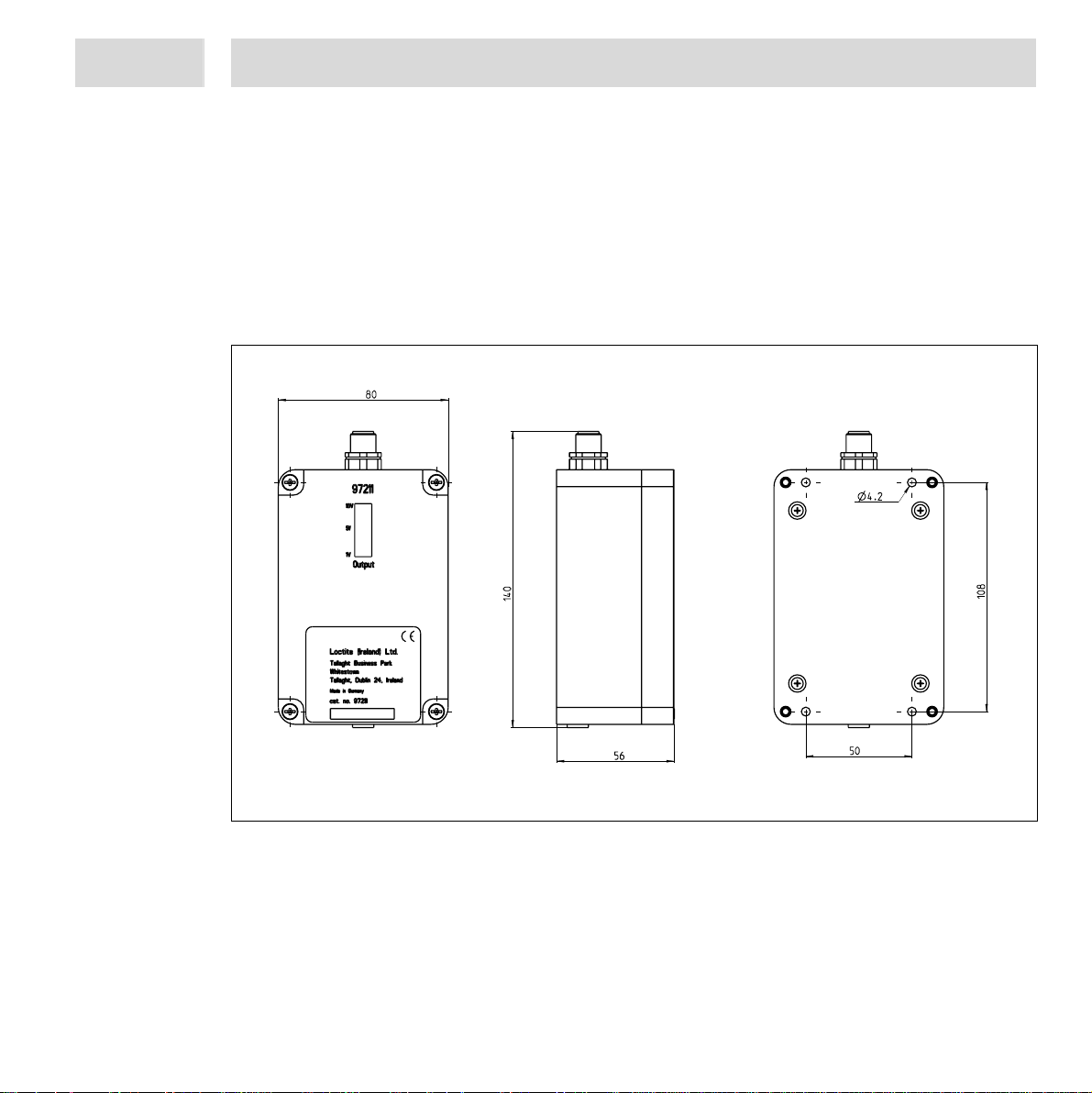
Dimensions W x H x D: 80 mm x 57 mm x 141 mm:
Operating temperature +10 °C to +40 °C (+50 °F to +104 °F)
Storage temperature -10 °C to +60 °C (+14 °F to +140 °F)
Weight 0,24 kg
Continuous noise level < 55 dB(A)
Max Length of the cable between Pressure
Sensor and Preamplifier
Max Length of the cable between
Preamplifier and Controller
5 m
10 m
13
4 Installation
4.1 Enviromental and Operating Conditions
- Non-condensing humidity.
- No splash water.
- Housing may not get in touch with solvent!
4.2 Space Requirements
14

4 Installation
4.3 Connecting the Unit
• Use only the cable supplied
4.3.1 Automatic Controller 97123
P in 6-8 bar
B
XS3 Flow Monitor
XS2 Reservoir
XS1 Start
A
0
1
XS6
XS7
XS8
XS4 RS232
XS5 PLC Interface
90-260 VAC
47-63 Hz
Phase = 1
cat. no. 97123
2 AM
Made in Germany
Loctite (Ireland) Ltd.
Tallaght Business Park
Whitestown
Tallaght, Dublin 24, Ireland
Power consumption max. 60 W
XS3 Flow Monitor
4.3.2 Dual Channel Automatic Controller 97103
XS5/XS6
XS8
XS7
XS6
XS5
XS4
XS1: Start
XS12 XS11 XS10 XS9
XS2:Reservoir
XS3:Turntable
XS3
XS4: DC Motor
XS5: Monitor A
XS6: Monitor B
XS7: RS232 Master
XS8: RS232 Slave
XS9: PLC Interface
XS10:I/O port
XS11: Servo A/B
XS12: Channel A/B
XS1 XS2
Loctite (Ireland) Ltd.
Made in Germany
cat.no.97103
;6
15

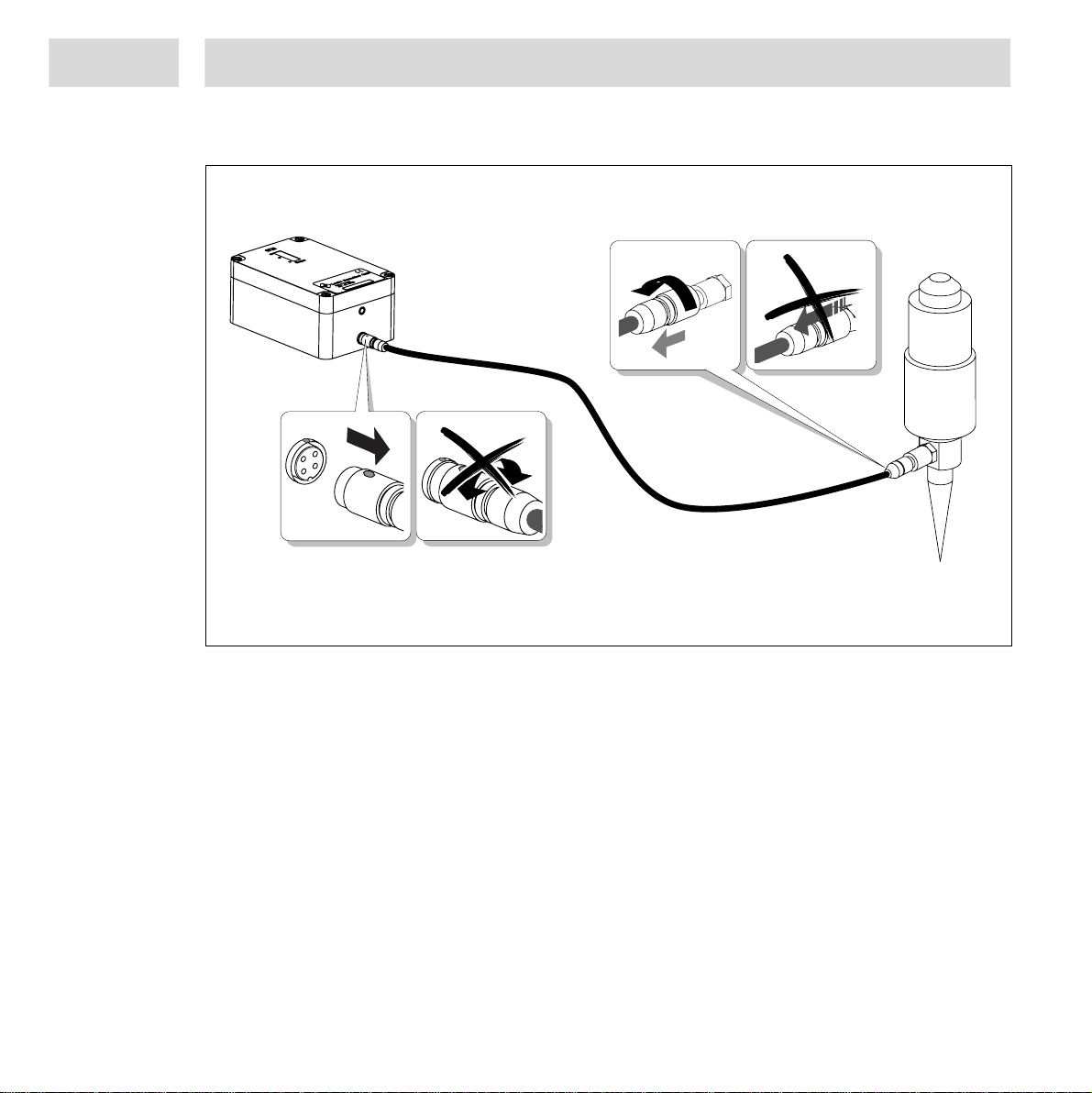
4 Installation
4.3.3 Pressure Sensor
Handle with absolute care!
No scratching or touching of the
membrane! Otherwise the sensor will be
destroyed!
Torque: maximum 2 Nm.
Never exert a pointed pressure load in
the extremely thin and sensitive
sensor diaphragm.
16
4 Installation
4.4 Disconnect the Pressure Sensor
17
5 Measuring
The operating manual of the used equipment is required.
The sequence of the first installation of the complete system is described below.
Be sure to follow the sequence otherwise you get a lot of problems and error messages.
Every step can be made independent of each other.
These are the 4 steps of installation.
Step 1:
Adjusting of the dispense quantity, see Section 5.1
Step 2:
Adjusting of the Preamplifier 97211, see Section 5.2
This has to be done when the pressure sensor is changed.
Step 3:
Setup of the Controller, see Section 5.3
This is for setting the tolerance.
Step 4:
Making a reference, see Section 5.4
This has to be done when a new reference is necessary.
18
5.1 Adjusting of the Dispense Quantity
• Check whether the connection units are correctly installed according to their operating
instructions.
• Adjust your required dispense quantity according to Chapter 5 of the operating manual
of the used controller.
 Loading...
Loading...