

Page 1
7” X 10” PRECISION
MINI LATHE
Model
93212
SET UP AND OPERATING INSTRUCTIONS
Visit our website at: http://www.harborfreight.com
Read this material before using this product.
Failure to do so can result in serious injury.
SAVE THIS MANUAL.
Copyright© 2006 by Harbor Freight Tools®. All rights reserved. No portion of this manual or any artwork
contained herein may be reproduced in any shape or form without the express written consent of
Harbor Freight Tools. Diagrams within this manual may not be drawn proportionally. Due to continuing
improvements, actual product may differ slightly from the product described herein. Tools required for
assembly and service may not be included.
For technical questions or replacement parts, please call 1-800-444-3353.
Manual Revised 10e
Page 2

CONTENTS
IMPORTANT SAFETY
INFORMATION .................................3
GENERAL TOOL SAFETY WARNINGS . 3
GROUNDING INSTRUCTIONS ..........5
110-120 V~ GROUNDED TOOLS:
TOOLS WITH THREE PRONG PLUGS 5
MINI LATHE SAFETY WARNINGS ......... 5
SPECIFICATIONS ...............................8
UNPACKING .......................................8
PACKING LIST ........................................ 8
GENERAL MINI LATHE
COMPONENTS ................................9
POWER CONTROLS OVERVIEW ...10
CONTROLS ON THE FRONT OF THE
LATHE ................................................. 10
OPERATION .....................................20
START UP ............................................. 20
TO STOP THE LATHE ........................... 21
BASIC OPERATIONS ........................... 22
THREADING GEARS ............................ 23
THREAD SIZE GEAR SETTINGS ......... 23
AUTOMATIC FEED AND THREADING
DIAL .................................................... 24
MAINTENANCE AND SERVICING ...25
CLEANING, MAINTENANCE, AND
LUBRICATION .................................... 25
BELT INSPECTION AND TENSIONING 25
GIB ADJUSTMENTS ............................. 26
TAILSTOCK ALIGNMENT ..................... 26
REPLACEMENT OF CARBON
BRUSHES ........................................... 27
REPLACING THE FUSE ....................... 28
TROUBLESHOOTING ........................... 29
CONTROLS ON THE BACK OF THE
LATHE ................................................. 10
LATHE COMPONENTS OVERVIEW 11
ASSEMBLY INSTRUCTIONS ...........12
ATTACHING RUBBER FEET OR
INSTALLING TO WORKBENCH ........ 12
INSTALLING HANDWHEEL HANDLES 12
INSTALLING GUARDS ......................... 13
SET UP ..............................................14
INITIAL TEST RUN ................................ 14
REPLACEMENT OF CHUCK ................ 15
REPLACEMENT OF JAWS ................... 15
COMPOUND REST ADJUSTMENT ...... 17
TAILSTOCK ADJUSTMENTS ............... 17
TOOL POST ADJUSTMENT ................. 18
ASSEMBLY DIAGRAM .....................34
ASSEMBLY DIAGRAM
(CONTINUED) ................................35
WIRING DIAGRAM ...........................36
LIMITED 1 YEAR / 90 DAY
WARRANTY ...................................37
AUTOMATIC FEEDING ......................... 18
THREADING DIAL ................................ 19
REV 10b
Page 2 For technical questions, please call 1-800-444-3353. SKU 93212
Page 3
SAVE THIS MANUAL
Keep this manual for the safety warnings
and precautions, assembly, operating,
inspection, maintenance and cleaning
procedures. Write the product’s serial number
in the back of the manual near the assembly
diagram (or month and year of purchase if
product has no number). Keep this manual
and the receipt in a safe and dry place for
future reference.
IMPORTANT SAFETY
INFORMATION
In this manual, on the labeling, and
all other information provided with
this product:
This is the safety alert
symbol. It is used to alert
you to potential personal
injury hazards. Obey all
safety messages that follow
this symbol to avoid possible
injury or death.
DANGER indicates a
hazardous situation
which, if not avoided, will result
in death or serious injury.
WARNING indicates a
hazardous situation
which, if not avoided, could
result in death or serious injury.
NOTICE is used to
address practices not
related to personal injury.
CAUTION, without the
safety alert symbol, is
used to address practices not
related to personal injury.
General Tool Safety Warnings
WARNING Read all safety warnings
and instructions. Failure to follow the
warnings and instructions may result
in electric shock, re and/or serious
injury.
Save all warnings and instructions
for future reference.
KEEP GUARDS IN PLACE and in 1.
working order.
REMOVE ADJUSTING KEYS AND 2.
WRENCHES. Form habit of checking to
see that keys and adjusting wrenches
are removed from tool before turning it
on.
KEEP WORK AREA CLEAN. Cluttered 3.
areas and benches invite accidents.
DON’T USE IN DANGEROUS 4.
ENVIRONMENT. Don’t use power tools
in damp or wet locations, or expose them
to rain. Keep work area well lighted.
KEEP CHILDREN AWAY. All visitors 5.
should be kept safe distance from work
area.
CAUTION, used with
the safety alert
symbol, indicates a hazardous
situation which, if not avoided,
could result in minor or moderate
injury.
MAKE WORKSHOP KID PROOF 6.
with padlocks, master switches, or by
removing starter keys.
DON’T FORCE TOOL. It will do the job 7.
better and safer at the rate for which it
was designed.
Page 3For technical questions, please call 1-800-444-3353.SKU 93212
Page 4
USE RIGHT TOOL. Don’t force tool or 8.
attachment to do a job for which it was
not designed.
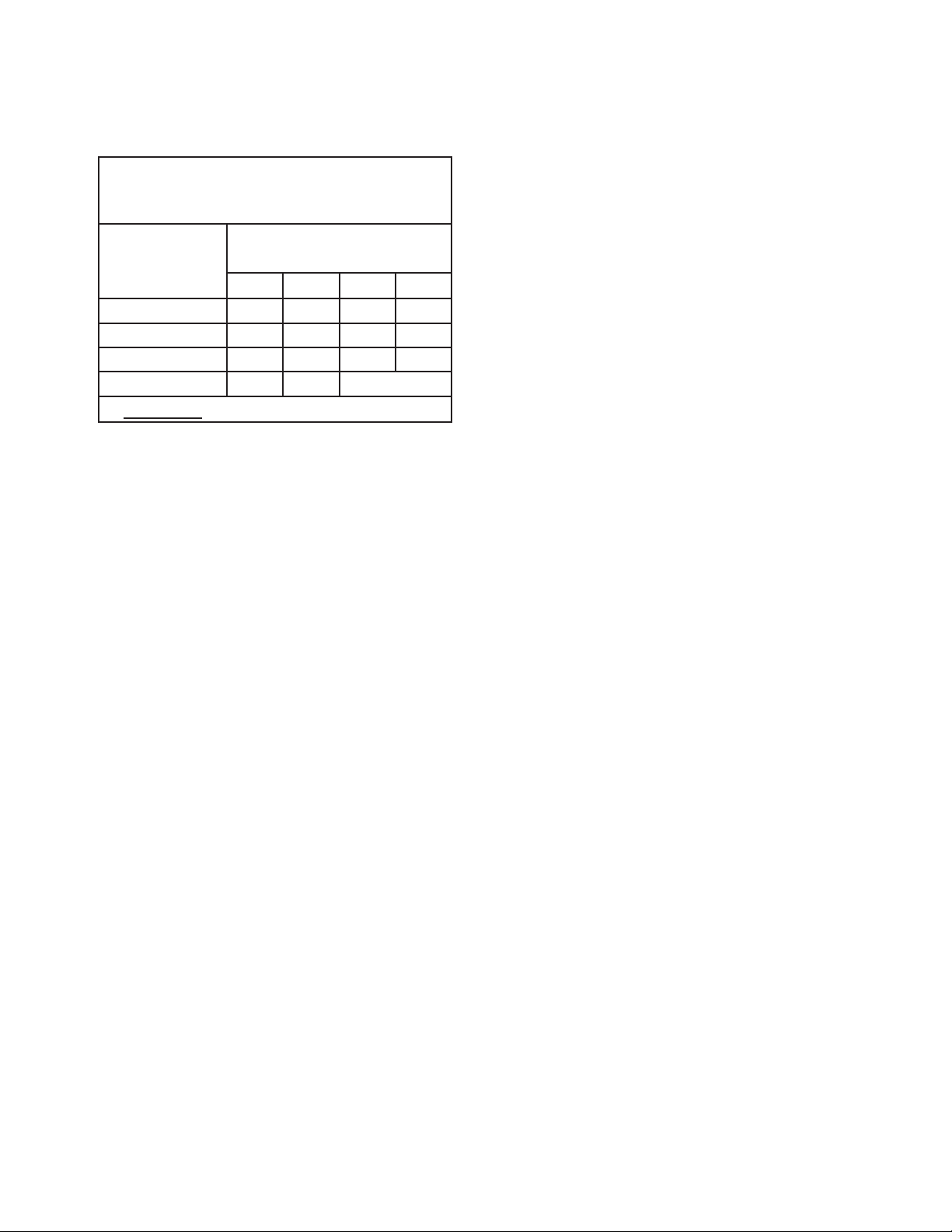
RECOMMENDED MINIMUM WIRE
GAUGE FOR EXTENSION CORDS
(120 VOLT)
NAMEPLATE
AMPERES
(at full load)
0 – 6 18 16 16 14
6.1 – 10 18 16 14 12
10.1 – 12 16 16 14 12
12.1 – 16 14 12 Do not use.
EXTENSION CORD
LENGTH
25’ 50’ 100’ 150’
TABLE A
DON’T OVERREACH. Keep proper 13.
footing and balance at all times.
MAINTAIN TOOLS WITH CARE. Keep 14.
tools sharp and clean for best and safest
performance. Follow instructions for
lubricating and changing accessories.
DISCONNECT TOOLS before servicing; 15.
when changing accessories, such as
blades, bits, cutters, and the like.
REDUCE THE RISK OF 16.
UNINTENTIONAL STARTING. Make
sure switch is in off position before
plugging in.
USE PROPER EXTENSION CORD. 9.
Make sure your extension cord is in good
condition. When using an extension
cord, be sure to use one heavy enough
to carry the current your product will
draw. An undersized cord will cause a
drop in line voltage resulting in loss of
power and overheating. Table A shows
the correct size to use depending on
cord length and nameplate ampere
rating. If in doubt, use the next heavier
gauge. The smaller the gauge number,
the heavier the cord.
WEAR PROPER APPAREL. Do not wear 10.
loose clothing, gloves, neckties, rings,
bracelets, or other jewelry which may get
caught in moving parts. Nonslip footwear
is recommended. Wear protective hair
covering to contain long hair.
ALWAYS USE SAFETY GLASSES. Also 11.
use face or dust mask if cutting operation
is dusty. Everyday eyeglasses only have
impact resistant lenses, they are NOT
safety glasses.
USE RECOMMENDED ACCESSORIES. 17.
Consult the owner’s manual for
recommended accessories. The use of
improper accessories may cause risk of
injury to persons.
NEVER STAND ON TOOL. Serious 18.
injury could occur if the tool is tipped
or if the cutting tool is unintentionally
contacted.
CHECK DAMAGED PARTS. Before 19.
further use of the tool, a guard or other
part that is damaged should be carefully
checked to determine that it will operate
properly and perform its intended
function – check for alignment of moving
parts, binding of moving parts, breakage
of parts, mounting, and any other
conditions that may affect its operation.
A guard or other part that is damaged
should be properly repaired or replaced.
NEVER LEAVE TOOL RUNNING 20.
UNATTENDED. TURN POWER OFF.
Don’t leave tool until it comes to a
complete stop.
SECURE WORK. Use clamps or a vise 12.
to hold work when practical. It’s safer
than using your hand and it frees both
hands to operate tool.
Page 4 For technical questions, please call 1-800-444-3353. SKU 93212
Page 5
GROUNDING INSTRUCTIONS
TO PREVENT
ELECTRIC SHOCK
AND DEATH FROM INCORRECT
GROUNDING WIRE
CONNECTION
READ AND FOLLOW THESE
INSTRUCTIONS:
3-pole receptacles that accept the tool’s
plug.
Repair or replace damaged or worn cord 6.
immediately.
110-120 V~ Grounded Tools: Tools
with Three Prong Plugs
In the event of a malfunction or 1.
breakdown, grounding provides a path
of least resistance for electric current
to reduce the risk of electric shock.
This tool is equipped with an electric
cord having an equipment-grounding
conductor and a grounding plug. The
plug must be plugged into a matching
outlet that is properly installed and
grounded in accordance with all local
codes and ordinances.
Do not modify the plug provided – if it will 2.
not t the outlet, have the proper outlet
installed by a qualied electrician.
Improper connection of the equipment-3.
grounding conductor can result in a risk
of electric shock. The conductor with
insulation having an outer surface that
is green with or without yellow stripes is
the equipment-grounding conductor. If
repair or replacement of the electric cord
or plug is necessary, do not connect the
equipment-grounding conductor to a live
terminal.
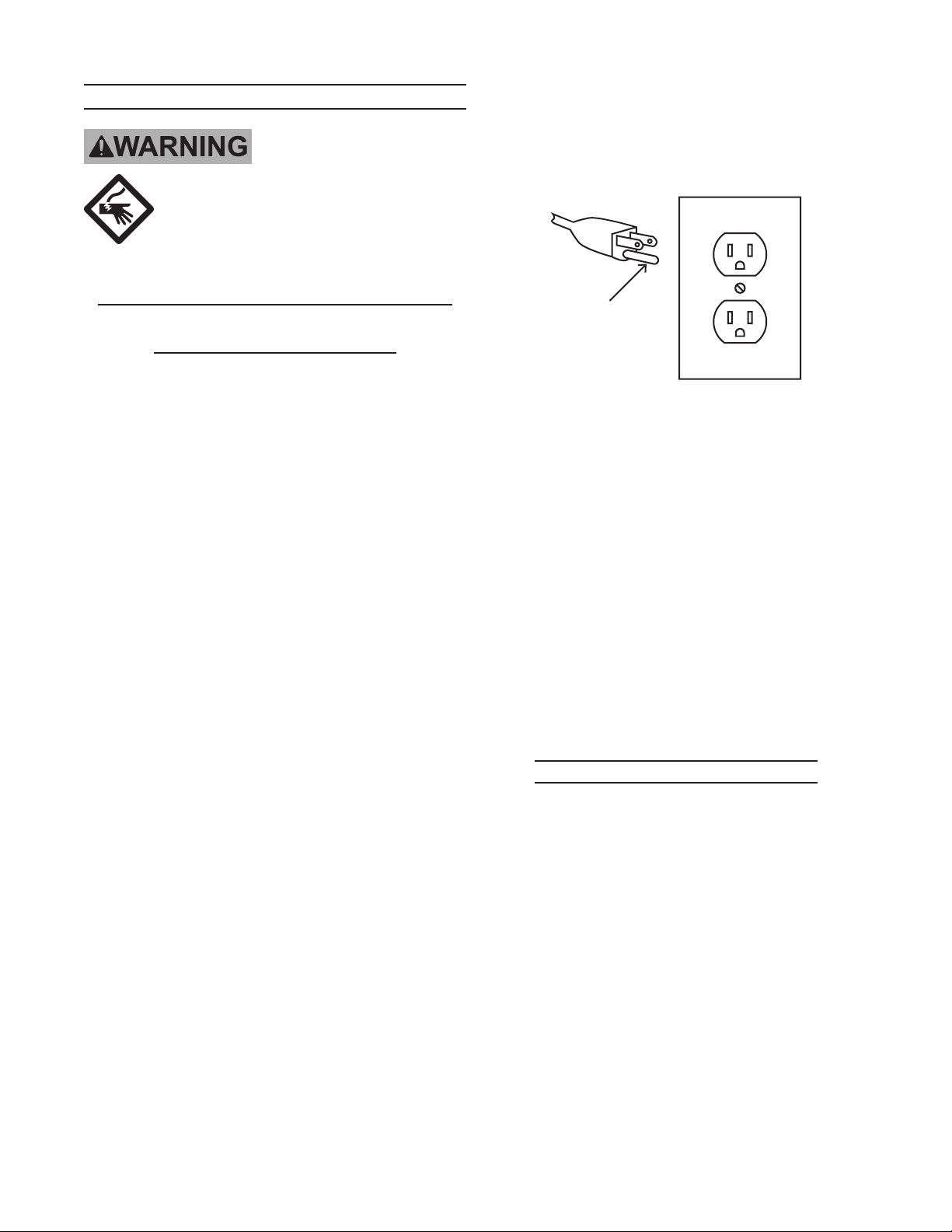
Grounding
Pin
125 V~ 3-Prong Plug and Outlet
(for up to 125 V~ and up to 15 A)
This tool is intended for use on a circuit 7.
that has an outlet that looks like the one
illustrated above in 125 V~ 3-Prong
Plug and Outlet. The tool has a
grounding plug that looks like the plug
illustrated above in 125 V~ 3-Prong
Plug and Outlet.
The outlet must be properly installed and 8.
grounded in accordance with all codes
and ordinances.
Do not use an adapter to connect this 9.
tool to a different outlet.
Mini Lathe Safety Warnings
FOR YOUR OWN SAFETY, READ AND 1.
UNDERSTAND THIS INSTRUCTION
MANUAL BEFORE OPERATING
LATHE.
Wear ANSI-approved eye protection.2.
Check with a qualied electrician or 4.
service personnel if the grounding
instructions are not completely
understood, or if in doubt as to whether
the tool is properly grounded.
Use only 3-wire extension cords that 5.
have 3-prong grounding plugs and
Do not wear gloves, necktie, or loose 3.
clothing while operating the Lathe.
Tie back long hair. Long hair in a ponytail 4.
needs to be secured so there is no risk
of entanglement.
Tighten all locks before operating.5.
Page 5For technical questions, please call 1-800-444-3353.SKU 93212
Page 6

DO NOT OPERATE WITH ANY 6.
GUARD DISABLED, DAMAGED, OR
REMOVED. Moving guards must
move freely and close instantly.
Rotate workpiece by hand before 7.
applying power.
Rough out workpiece before installing on 8.
faceplate.
Do not mount split workpiece or one 9.
containing knot.
Use lowest speed when starting new 10.
workpiece.
Do not reverse motor direction while the 11.
lathe is in motion.
Do not clear chips by hand or when 12.
lathe is running. Use a brush to sweep
chips away after the tool has come to a
complete stop.
Select the proper tool for the job. Using 13.
the correct tool for the job produces a
better nish and minimizes strain on the
lathe.
carriage will contact the chuck during
operation.
Use the appropriate feed and speed 19.
rates for the project.
Allow the lathe to reach its full speed 20.
before beginning a cut.
Only use safety equipment that has been 21.
approved by an appropriate standards
agency. Unapproved safety equipment
may not provide adequate protection.
Eye protection must be ANSI-approved
and breathing protection must be
NIOSH-approved for the specic hazards
in the work area.
Industrial applications must follow OSHA 22.
guidelines.
Maintain labels and nameplates on 23.
the tool. These carry important safety
information. If unreadable or missing,
contact Harbor Freight Tools for a
replacement.
Avoid unintentional starting. Prepare to 24.
begin work before turning on the tool.
The use of accessories or attachments 14.
not recommended by the manufacturer
may result in a risk of injury to persons.
When servicing, use only identical
replacement parts.
Support pieces extending beyond the 15.
headstock so they cannot cause injury to
the operator, bystanders or lathe. Turn
supported long stock at slower RPM’s.
Use a chuck cradle or piece of plywood 16.
to protect the precision ground ways and
your hands when servicing chucks.
Check that the workpiece, tool, tool post, 17.
chuck and saddle all have adequate
clearance before starting the lathe.
Check that no part of the tool, tool 18.
holder, compound slide, cross slide, or
People with pacemakers should 25.
consult their physician(s) before use.
Electromagnetic elds in close proximity
to heart pacemaker could cause
pacemaker interference or pacemaker
failure.
WARNING: Some dust created by power 26.
sanding, sawing, grinding, drilling, and
other construction activities, contains
chemicals known [to the State of
California] to cause cancer, birth defects
or other reproductive harm. Some
examples of these chemicals are:
• Lead from lead-based paints
• Crystalline silica from bricks and
cement or other masonry products
• Arsenic and chromium from chemically
treated lumber
Page 6 For technical questions, please call 1-800-444-3353. SKU 93212
Page 7
Your risk from these exposures varies,
depending on how often you do this type
of work. To reduce your exposure to
these chemicals: work in a well ventilated
area, and work with approved safety
equipment, such as those dust masks
that are specially designed to lter out
microscopic particles. (California Health
& Safety Code § 25249.5, et seq.)
or physical symptoms related to vibration
(such as tingling, numbness, and white
or blue ngers), seek medical advice as
soon as possible.
Do not smoke during use. Nicotine 2.
reduces the blood supply to the hands
and ngers, increasing the risk of
vibration-related injury.
WARNING: Handling the cord on this 27.
product will expose you to lead, a
chemical known to the State of California
to cause cancer, and birth defects or
other reproductive harm. Wash hands
after handling. (California Health &
Safety Code § 25249.5, et seq.)
The warnings, precautions, and 28.
instructions discussed in this instruction
manual cannot cover all possible
conditions and situations that may occur.
It must be understood by the operator
that common sense and caution are
factors which cannot be built into this
product, but must be supplied by the
operator.
Vibration Safety
This tool vibrates during use. Repeated
or long-term exposure to vibration may
cause temporary or permanent physical
injury, particularly to the hands, arms
and shoulders. To reduce the risk of
vibration-related injury:
Wear suitable gloves to reduce the 3.
vibration effects on the user.
Use tools with the lowest vibration when 4.
there is a choice between different
processes.
Include vibration-free periods each day 5.
of work.
When cutting do not apply too much 6.
pressure to the workpiece. Let the tool
do the work.
To reduce vibration, maintain the tool 7.
as explained in this manual. If any
abnormal vibration occurs, stop use
immediately.
SAVE THESE
INSTRUCTIONS.
Anyone using vibrating tools regularly 1.
or for an extended period should rst
be examined by a doctor and then have
regular medical check-ups to ensure
medical problems are not being caused
or worsened from use. Pregnant
women or people who have impaired
blood circulation to the hand, past hand
injuries, nervous system disorders,
diabetes, or Raynaud’s Disease should
not use this tool. If you feel any medical
REV 10b
Page 7For technical questions, please call 1-800-444-3353.SKU 93212
Page 8
SPECIFICATIONS
Packing List
Motor 120 V~ / 60 Hz / 3/4 HP
Speed Ranges
Fuse Type
Belt
Drive Gear and Belt
Swing Over Bed 7”
Dist. Between Centers 10”
Swing Over Cross Slide 2-1/8”
Swing Over Saddle 4-1/2”
Swing Over Gap 7”
Max. Tool Bit Size 5/16”
Compound Travel 2-3/4”
Carriage Travel 6-1/2”
Cross Slide Travel 2-3/4”
Work Tolerance 0.005”
Bed Dimensions 15-7/8” L x 3-1/4” W
Tailstock Taper MT#2
Threads
Through Chuck Capacity 5/8”
0 - 1100 RPM (Low)
0 - 2500 RPM (High)
Fast Acting 4 amp mini
glass (F4AL250VP)
Lx136
Pitch: 1.5mm
Teeth: 70
18 threads from 12 - 52
TPI
Description Qty
1 Main unit 1
2 External Chuck Jaw Set 3 jaws 166
3 Chip Tray 1 126
4 Chuck Key 1 167
5 5 A Fuse 1 314
6 Gear: 30, 35, 40, 40, 45,
50, 55, 57, 60, 65 T
7 Spanner Wrench: 8-10,
14-17
8 Hex Key Wrench Set: 3,
4, 5, 6
9 Oil can 1 310
10 MT:2 Live Center 1 143
11 Rubber Foot 4 125
12
Rubber Foot Mounting
Screw
13
Knob 2 85
14
Manual 1 317
10
gears
2
wrenches
4
wrenches
4 67
Part
#(s)
157-
165
312,
313
311
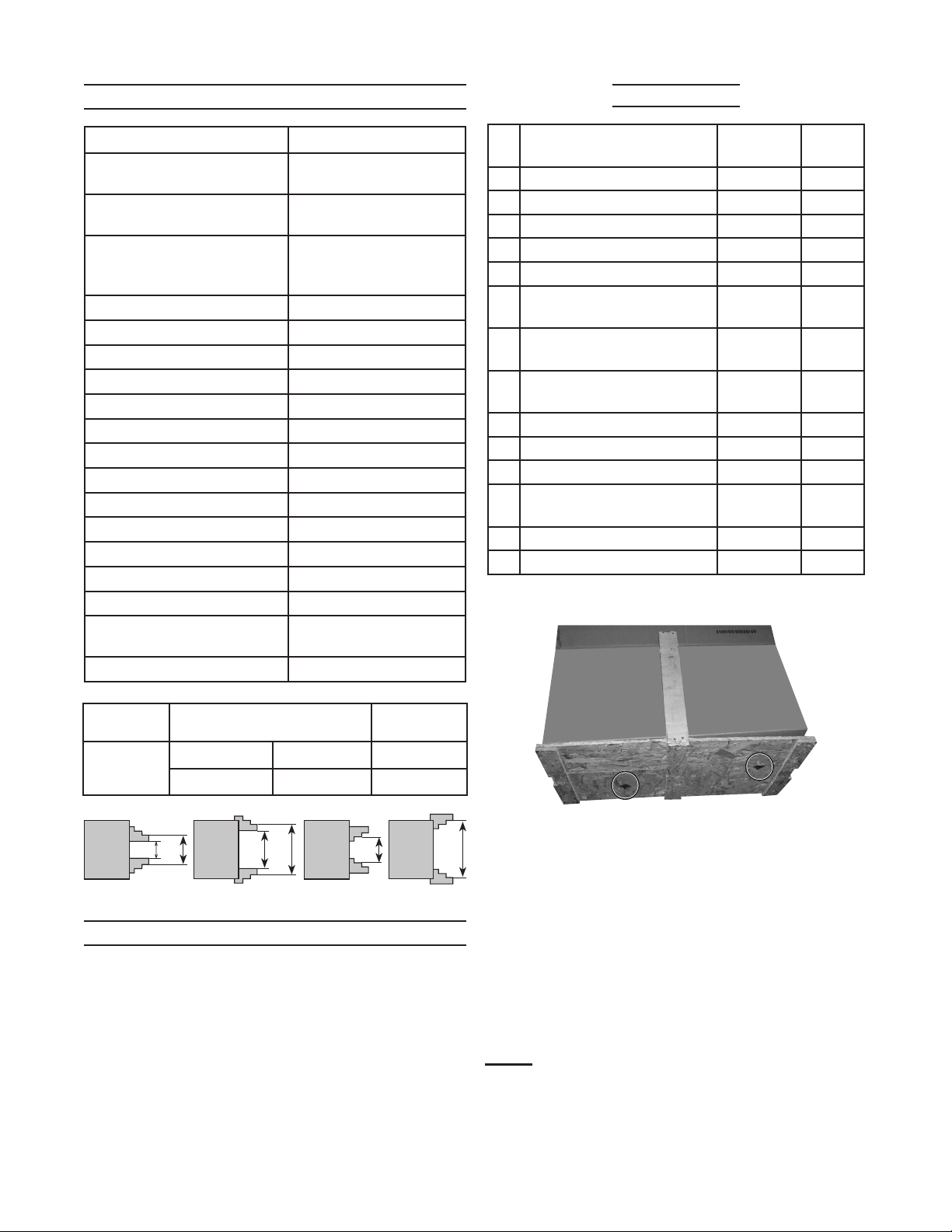
Chuck Dia.
(mm)
80
A
Internal Jaws
A - A1 B - B1 C - C1
5/64” - 1-1/8” 1” - 2-3/4” 7/8” - 2-1/2”
B
A1
B1
External
Jaws
C
C1
Shipping Bolt Locations
To remove the lathe from the packing
crate, remove both bolts on the crate bottom
as shown above.
UNPACKING
Many components need to be installed
before use. It is ESSENTIAL that both
When unpacking, make sure that the
item is intact and undamaged. If any parts
are missing or broken, please call Harbor
guards (found in separate boxes within the
main box) are installed before connecting
power.
Freight Tools at 1-800-444-3353 as soon as
possible.
Note: Wipe off protective grease from the
lathe before using.
Page 8 For technical questions, please call 1-800-444-3353. SKU 93212
REV 10b, 10e
Page 9
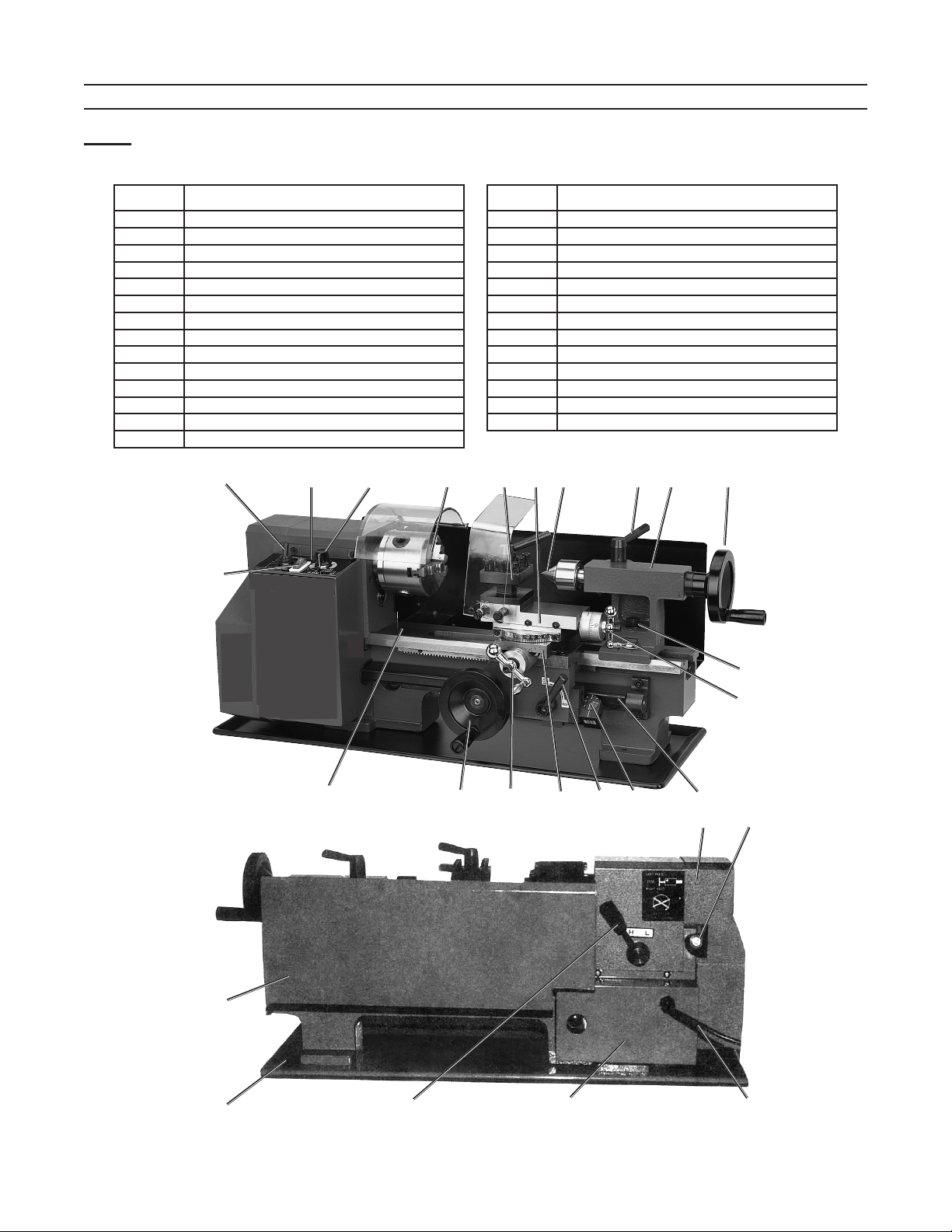
GENERAL MINI LATHE COMPONENTS
Note: Refer to the parts list and diagram at the end of this manual for complete part number
listings and locations. See the following page for a description of the major components.
Part Description
1 Bed Way
2 Chuck
33 H/L Speed Gear Shift Lever
35 Feed Direction Selector
53 Gear Drive Cover
79 Automatic Feed Handle
84a Tailstock Quill Control Wheel
84b Feed Control Wheel
86a Cross Slide Crank
86b Compound Rest Crank
100 Cross Slide
105/108 Compound Rest (A and B)
112 Tool Post
124 Power Cord
181 179 180 2 112 105 143 146 138 84(a)
178
Part Description
126 Chip Tray
129 Lead Screw
138 Tailstock
143 Live Center
146 Tailstock Quill Fix Holder
151 Motor Cover
153 Rear Splash Guard
178 Power Switch
179 Fuse Holder
180 Speed Control Knob
181 Forward-Off-Reverse Switch
268 Tailstock Set Screw
302 Thread Dial Indicator
REV 10b
268
86(b)
129302100 7984(b) 86(a)1
153
126 33 151 124
Figure 1
3553
Page 9For technical questions, please call 1-800-444-3353.SKU 93212
Page 10
POWER CONTROLS OVERVIEW
Controls on the Front of the Lathe
Forward-OFF-Reverse Switch (181)
Power Switch (178)
Figure 2
Power Switch (178)
Turns on and off power to the motor.
When the Power Switch is lit, the motor
is on.
Forward-OFF-Reverse Switch (181)
Changes the Spindle (3) (Chuck (2))
rotation from Forward (clockwise),
to OFF (no rotation), to Reverse
(counterclockwise).
Speed Control Knob (180)
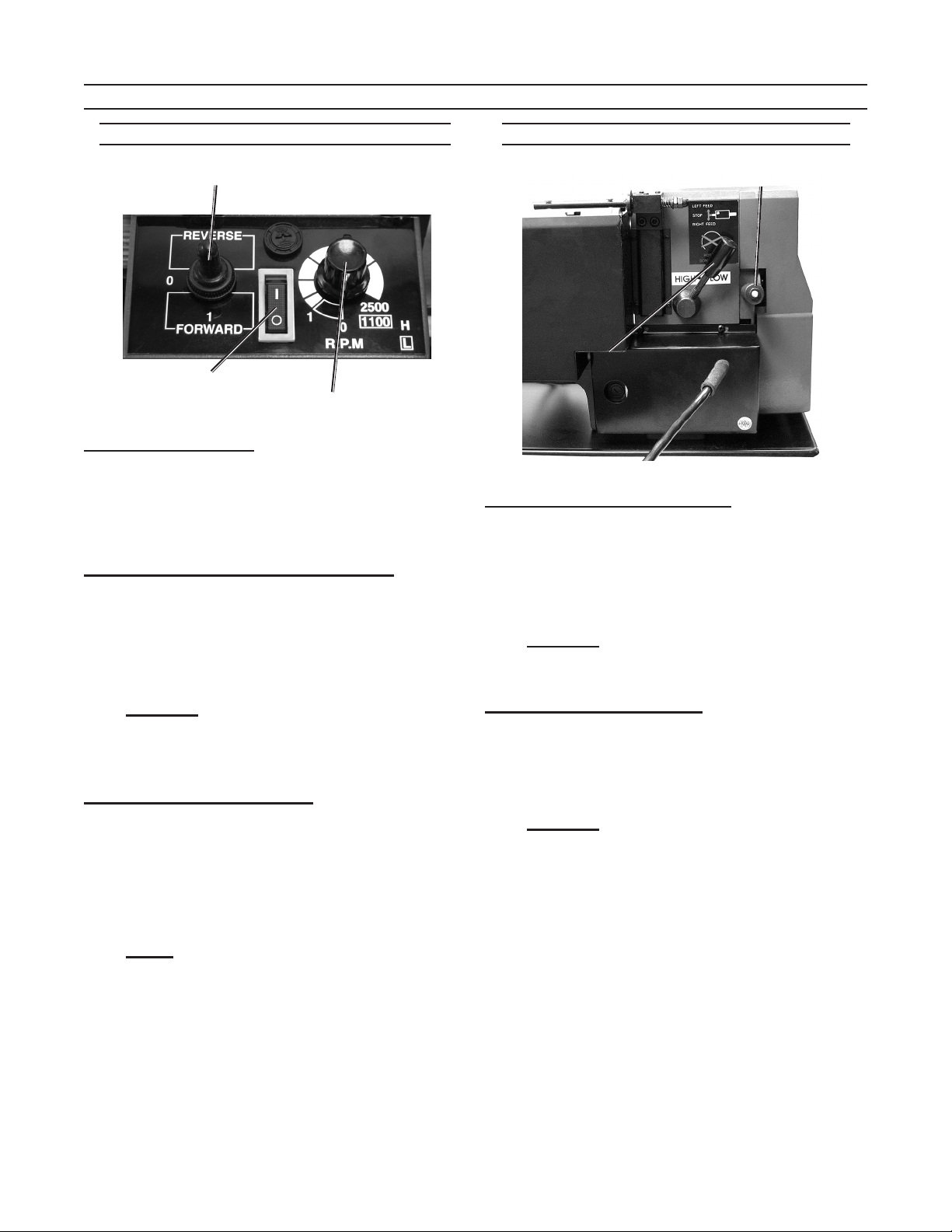
Controls on the Back of the Lathe
Feed Direction Selector (35)
H/L Gear Shift Lever (33)
Figure 3
Feed Direction Selector (35)
Changes the Lead Screw (129) rotation
from Forward (toward the Chuck) to
Neutral (no rotation), to Reverse (away
from the Chuck).
DO NOT Change the Feed Direction
Selector while the Lathe is running.
DO NOT change the Forward-OFFReverse Switch direction while the
lathe is running.
Speed Control Knob (180)
Adjusts the Spindle (3) speed from 0 to
2500 RPMs.
H/L Gear Shift Lever (33)
Changes the spindle speed range from
High (0 - 2500 RPM) to Low (0-1100
RPM).
DO NOT adjust the H/L Gear Shift
Lever while the Lathe is running.
Check that this knob is at 0 before
turning on the Lathe.
Note: The Speed Control Knob (180) is
dependant on the H/L Gear Shift Lever
(33). When the H/L Gear Shift Lever is in
the Low setting, the Speed Control Knob
runs from 0 to 1100 RPM. When the H/L
Gear Shift Lever is in the High setting,
the Speed Control Knob runs from 0 to
2500 RPM.
Page 10 For technical questions, please call 1-800-444-3353. SKU 93212
REV 10b
Page 11
LATHE COMPONENTS OVERVIEW
Following are brief descriptions of major components of the Mini Lathe.
Bed Way (1) - The Bed Way is the base of
the work area under the Chuck and
Tailstock. It is where the Tailstock and
Compound Rest are attached and what
they slide along.
Chuck (2) - The Chuck holds the three Jaws
(two sets included) which clamp the work
piece in place.
Compound Rest (105/108) - The Compound
Rest and Compound Slide (100) work
together to adjust the position of the
Cutting Tool to the desired location.
Jaws (166 & 168) - The Jaws t into the
Chuck (2) and hold the workpiece in
place. There are a set of internal Jaws
(168), which t inside the workpiece
and External Jaws (166) which t on the
outside of the workpiece.
Tailstock (138) - The Tailstock holds the
Tailstock Quill (142) which is used to
hold various tools (sold separately) or a
Live Center (143).
Thread Indicator Dial (302) - The Threading
Dial is used to measure the number of
rotations of the Lead Screw when thread
cutting. It eliminates the need to reverse
the lathe and return the carriage to the
starting point each time a successive
threading cut is taken. You must adjust
the Threading Dial so that it engages
the Lead Screw (129) in order for it to
function.
Threading Gears (45,50, 59, 157-165) - The
Threading Gears are positioned under
the Gear Drive Cover (53) on the far
left side of the Lathe. They are used in
various congurations for thread cutting.
Lead Screw (129) - The Lead Screw controls
automatic feeding. In thread cutting or
when you want to cut into the workpiece
automatically, you engage the Lead
Screw with the Feeding Direction
Selector (35) and use the Automatic
Feed Handle (79). Keep track of the cut
with the Thread Dial Indicator (302).
Live Center (143) - The Live Center ts into
the Tailstock Quill (142) on the Tailstock
(138) and helps to hold the end of the
workpiece that is opposite from the
Chuck (2). A live center spins with the
workpiece and chuck, while a dead
center (sold separately) does not spin.
Tool Post (112) - The Tool Post sits on the
top of the Compound Rest (105/108) and
is used to hold various cutting tools by
clamping them in place with Tool Post
Bolts (110).
REV 10b
Page 11For technical questions, please call 1-800-444-3353.SKU 93212
Page 12
ASSEMBLY INSTRUCTIONS
Note: For additional information regarding the
parts listed in the following pages, refer
to the Assembly Diagram near the end of
this manual.
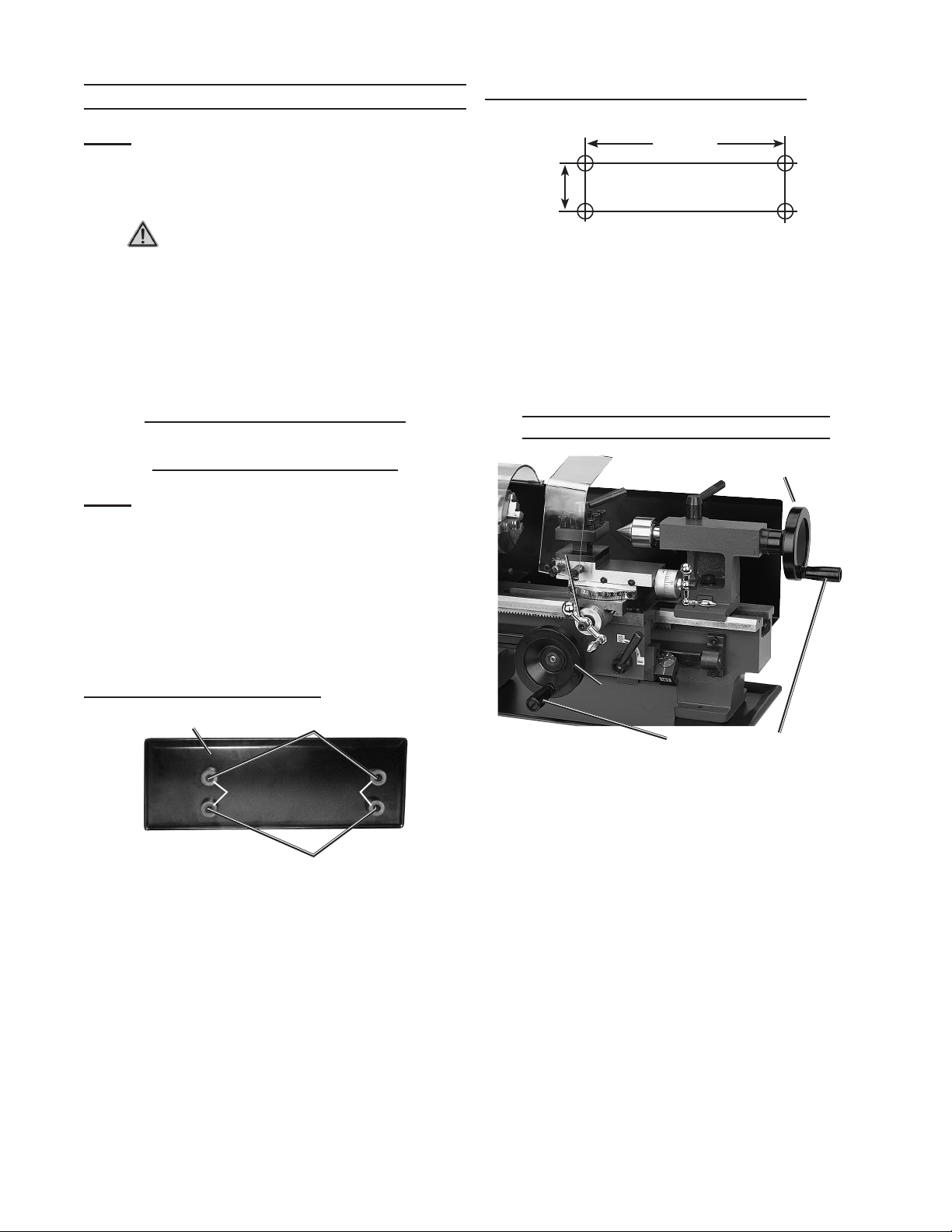
To Mount the Lathe to a Workbench:
Drill holes for permanent mounting:
14-7/8”
2-7/8”
1. WARNING! Make sure the Power
Switch of the tool is in its “OFF” position
and that the tool is unplugged from
its electrical outlet before making any
adjustments to the tool.
Clean off the protective grease on the 2.
Mini Lathe.
Attaching Rubber Feet or
Installing to Workbench
Note: Mount or place the Lathe on a sturdy
workbench or table, with good lighting,
at a height that allows you to comfortably
work without back strain.
The Lathe can be mounted permanently
to a workbench or used with it’s included
Rubber Feet (125) on a tabletop.
To Attach the Rubber Feet:
Figure 5
Unthread the Bolts (67) from the bottom
of the unit. Measure and drill holes in the
workbench. Use appropriate length M6-1
bolts and washers (sold separately) to
secure the Lathe and Chip Tray to the
workbench.
Installing Handwheel Handles
Tailstock Quill Control Wheel (84a)
Cross Slide
Crank (86a)
Feed Control Wheel (84b)
Chip Tray (126) Bolts (67)
Figure 6
Handwheel Handles
1. To install the Handwheel Handles on the
Rubber Feet (125)
Tailstock Quill Control Wheel (84a) and
the Feed Control Wheel (84b), use a
athead screwdriver and a 14mm open
Figure 4
Bolts (67)
To attach the Rubber Feet to the bottom
of the Lathe, unthread the Bolts (67)
from the bottom of the Chip Tray (126).
Slide the Rubber Feet onto the Bolts
and re-thread them into the bottom of
the Lathe through the Chip Tray holes.
Tighten securely.
end wrench to thread the handles onto
the wheels.
For packaging purposes, the Cross Slide 2.
Crank (86a) is shipped from the factory
facing backwards. Adjust the Cross Slide
Crank (86a) to face forward using a 5mm
Hex Wrench (part of 311) to unthread the
Cap Screw (52) and turn the Cross Slide
Crank around. Tighten the Cap Screw
securely.
REV 10b
Page 12 For technical questions, please call 1-800-444-3353. SKU 93212
Page 13

Installing Guards
Protective Cover (235)
Chuck Guard (201)
Figure 7
Washer (239), Spring (237), and Nut
(240). Then, thread the Screw (238) into
the Compound Rest (108). Slide the
notch in the Protective Cover (235) over
the end of the Slotted Screw (236).
Figure 8
1. To install the Chuck Guard (201), remove
the two Screws (73) on the Hinge (202).
Attach the Chuck Guard (201) to the
Hinge using the Screws. The Chuck
Guard should be aligned so that it covers
the Chuck (2) when swung down over it.
Figure 9
2. To install the Protective Cover (235),
remove the Screw (238) from the
Compound Rest (108). Slide the Screw
(238) through the Protective Cover (235),
REV 10b
Page 13For technical questions, please call 1-800-444-3353.SKU 93212
Page 14

SET UP
Feeding Direction Selector (35) to the
middle (Neutral).
Initial Test Run
Before further set-up of the Lathe, check
that the power components are working
properly by performing the following test
run.
Check that all loose parts and tools are 1.
out of the way and nothing will interfere
with the Chuck (2) when it rotates.
Chuck (2)
Spindle (3)
Figure 10
Nuts (6)
Forward/OFF/Reverse Switch (181)
Fuse Holder (179)
Power Switch (178)
Figure 12
On the front of the Lathe, 5.
Speed Control Knob (180)
make sure the
Forward/OFF/Reverse Switch (181) is
set to the OFF position.
Turn the Speed Control Knob (180) to 6.
zero.
WARNING: BEFORE TURNING ON THE
MINI LATHE EACH TIME IT IS TO BE
USED, THE SPEED CONTROL KNOB
(180) MUST BE SET TO ZERO.
2. Turn the Chuck by hand and check that it
rotates freely.
Check that the three Nuts (6) on the 3.
Chuck are tight.
Feeding Direction Selector (35)
Plug in the electrical cord and turn 7.
the Forward/OFF/Reverse Switch to
Forward.
Turn the Power Switch (178) to the ON 8.
position.
Gently rotate the Speed Control Knob 9.
clockwise past the 1 to the rst setting.
The speed will increase the further the
Knob is turned. The Lathe should run
smoothly with little or no vibration or
friction sounds when it starts. If you
notice unusual sounds or vibrations, turn
H/L Gear Shift Lever (33)
off the Power Switch, turn the Speed
Control Knob to 0, unplug the machine
and have the problem corrected before
further use.
Figure 11
4. On the back of the Lathe, set the H/L
Gear Shift Lever (33) to low and the
If the Lathe is running smoothly, continue 10.
running it for several minutes, gradually
increasing the Speed Control Knob
Page 14 For technical questions, please call 1-800-444-3353. SKU 93212
REV 10b
Page 15

setting, and letting it run for several
minutes at each setting before increasing
to the next level. Continue until you’ve
run the Lathe all the way up to the
highest setting.
Turn the Power Switch OFF and wait for 11.
the Lathe to come to a complete stop.
Repeat the process with the H/L Gear 12.
Shift Lever at the High setting. Then
repeat at both the Low, then High setting
with the Forward/OFF/Reverse Switch in
the Reverse position.
Replacement of Chuck
Chuck (2)
WARNING: THE MINI LATHE MUST BE
COMPLETELY STOPPED BEFORE
CHANGING THE FORWARD/OFF/
REVERSE SWITCH (181), THE FEED
DIRECTION SELECTOR (35), OR THE
GEAR SHIFT LEVER (33).
Turn the Power Switch off, the Speed 13.
Control Knob to 0 and unplug the Lathe.
Check the Compound Rest Crank (86b) 14.
and the Cross Slide Crank (86a) to see
that the Compound Rest (105/108) and
Cross Slide work properly. If they are
too tight or too loose, adjust the Gibs
(94/107) located at both crank sides (See
Gib Adjustments in the Maintenance
Section of this manual).
Figure 13
Nut (6)
Spindle (3)
1. When replacing the Chuck, place a cloth
or a piece of wood on the bedway at the
bottom of the chuck. This step will help
avoid damage to the bedway caused by
accidentally dropping the chuck.
To replace the chuck, loosen the 3 Nuts 2.
(6) as shown in Figure 13, remove the
old Chuck and replace with a new chuck.
Replace and tighten the Nuts.
Replacement of Jaws
Internal Jaw Set (168)External Jaw Set (166)
REV 10b
Insert this
end rst
Figure 14
Number
The Lathe comes with two sets of
Jaws: an External Jaw Set (166) and
an Internal Jaw Set (168). Each piece
is numbered and ts into the Chuck
grooves with the corresponding number
Page 15For technical questions, please call 1-800-444-3353.SKU 93212
Page 16

in the Chuck groove. The Jaws are
designed to work as complete sets. Do
not mix pieces from one set with the
other set when installing in the Chuck.
Chuck
Key
(167)
Jaw
Scroll
Grooves
Figure 15
Chuck (2)
The jaws are held in place by a spiralled
scroll inside the Chuck which rotates
around the center of the chuck with the
Chuck Key. As the scroll rotates, it hooks
into the jaw ridges, then pulls each Jaw
toward the center of the Chuck as the
spiral of the scroll rotates around the
Chuck.
Insert Jaw #1
B
Insert Chuck
Key (167),
Turn Clockwise
Lead thread of Scroll
A
Chuck (2)
C
Figure 16
To replace the Jaws:
Unplug the Lathe.a.
Place a towel under the Chuck to b.
protect the Bed Way (1) from any Jaws
that may be dropped. Carefully remove
any Jaws by inserting the Chuck Key
(167) into the side of the Chuck, turning
it counterclockwise, and sliding each
Jaw out of it’s slot as it becomes free.
Look at the Chuck so you can see c.
into the grooves, and nd the groove
marked #1. Rotate the Chuck Key
clockwise until you see the lead thread
of the Scroll in groove #1 (A in Figure
16).
Slide Jaw #1 into the groove and d.
rotate the Chuck Key counterclockwise
REV 10b
Page 16 For technical questions, please call 1-800-444-3353. SKU 93212
Page 17

slightly, then clockwise, to engage the
lead thread into the Jaw (B and C in
Figure 16).
Slide Jaw #2 into the next groove e.
and continue turning the Chuck Key
clockwise to advance the lead thread
into the next Jaw. Slide Jaw #3 with the
same procedure as Jaw #2.
Note: When mounting a workpiece, it is
recommended that all three jaws are
loosened at the same time. This will
protect the threads inside.
Compound Rest Adjustment
Tailstock Adjustments
The Tailstock (138) holds tools, such as
the Live Center (143), which are used
with the Chuck Jaws (167 or 168) to hold
work pieces in place.
Tailstock
Quill (142)
Live Center
(143)
Underside
of
Tailstock
Nut (6)
Screw (197)
Tailstock Quill Fix
Holder (146)
Tailstock
Nut
(268)
Tailstock
(138)
Tailstock
Quill
Control
Wheel
(84a)
Compound Rest Crank (86b)
Compound Rest B (105)
Bolt Holes
& Bolts (67)
Compound Rest A (108)
Figure 17
To adjust the angle of Compound Rest:
Turn the Compound Rest Crank (86b) a.
counterclockwise to slide the top section
of the Compound Rest (Compound Rest
A (108)) so that the two screw holes
are exposed on the lower section of the
Compound Rest (Compound Rest B
(105)).
Turn the two Bolts (67) b.
counterclockwise to loosen them.
Swivel the Compound Rest to the c.
desired angle.
Tighten the two Screws.d.
REV 10b
Figure 18
1. Use the Tailstock Quill Control Wheel
(84a) to position the Live Center. Turning
the Wheel counterclockwise slides
the Live Center away from the Chuck,
turning it clockwise slides it toward
the Chuck. It can be adjusted up to
approximately 2”.
The Tailstock Quill (142) holds the 2.
Live Center in place. To remove or
replace the Live Center, continue
turning the Tailstock Quill Control Wheel
counterclockwise until the Live Center
begins to slide out of the Quill. Insert
the Live Center or other tool (sold
separately) into the Quill and turn the
Tailstock Quill Control Wheel clockwise
to lock the tool in place.
You may need to slide the Tailstock 3.
closer to, or further away from, the
Chuck before adjusting the Live Center.
To do so, loosen the Tailstock Nut (268),
adjust the Tailstock as needed, then retighten the Nut. Use this method when
replacing the Tailstock as well.
Page 17For technical questions, please call 1-800-444-3353.SKU 93212
Page 18

The Tailstock Quill is locked in place with 4.
the Tailstock Quill Fix Holder (146). Turn
it clockwise to lock the Quill in place and
counterclockwise to loosen it. Tighten the
Nut (6) underneath the Quill to eliminate
any play in the Quill.
5. To adjust the Tailstock slightly to the right
or left of center, loosen the Screw (197)
on the bottom of the Tailstock. Adjust,
then tighten.
until they are securely holding the tool in
place.
Automatic Feeding
Feed Control
Wheel (84b)
OFF
Tool Post Adjustment
Tool Post Lever (111)
Tool Post (112)
Tool Post Bolt (110)
Cutter
(Sold separately)
Figure 19
To adjust the position of the Tool Post
(112):
Turn the Tool Post Lever (111) a.
counterclockwise to loosen the Tool
Post.
ON
Automatic Feel Lever (79)
Figure 20
The Automatic Feed Lever (79) controls
whether the Carriage (93) moves
automatically, or manually.
When the Lever is Up, the Lathe is in
Manual mode. Use the Feed Control
Wheel (84b) to slide the Carriage to the
right or left.
When the Lever is Down, the Lathe is
in automatic mode. The carriage will
automatically move to the right or left
depending on whether it is set to forward
or reverse.
Note: The Feed Control Wheel (84b) is locked
when the automatic feed is ON.
Rotate the Tool Post as needed.b.
Hold the Tool Post in position while c.
turning the Tool Post Lever clockwise,
tightening the Tool Post in place.
To install a cutting tool (Sold separately):
Use the 1/4” Hex Wrench (part of 311) a.
to raise enough Tool Post Bolts (110)
to hold the tool. Use at least two Tool
Post Bolts to hold the tool in place (Turn
counterclockwise to raise).
Slide the tool under the raised screws b.
and hold it while lowering the screws
REV 10b
Page 18 For technical questions, please call 1-800-444-3353. SKU 93212
Page 19

Threading Dial
The Threading Dial (65) is used to align
and track the threads cut in a threading
project. It can only be used when the
Lathe is set to automatic feed (See
previous section on Automatic Feeding).
To set up the Threading Dial:
Use the 5mm Hex Wrench (part of b.
311) to loosen the Plate (303) and the
Threading Dial Body (68).
Rotate both pieces so the Pinion (66) c.
on the back side of the Threading Dial
Body makes contact with the Lead
Screw (129) (“Dial Engaged” in Figure
21, bottom photo).
Tighten both pieces in place and d.
remove the Wrench.
Lead Screw (129)
Threading Dial (65)
Plate (303)
Threading Dial Body (68)
Automatic Feel Lever (79)
Dial Disengaged - Rotate up to engage:
Loosen here
and here
Pinion (66)
Dial Engaged:
Pinion (66)
Lead Screw
(129)
Lead Screw
(129)
To dis-engage the Threading Dial Body e.
when not in use, loosen the Plate and
rotate the Dial away from the Lead
Screw (129), then retighten the Plate.
Hex Wrench (311)
(Remove before using Lathe)
Figure 21
a. Adjust the dial to line up with one of the
numbers or lines as needed (Consult
advanced information about cutting
threads with mini-lathes to determine
where to line up the dial for your
threading project).
REV 10b
Page 19For technical questions, please call 1-800-444-3353.SKU 93212
Page 20

OPERATION
Start up
Note: Not following this start-up procedure
will cause the Lathe to immediately
shutdown. This is an overload protection
feature for the circuit board and motor.
Begin with the Lathe unplugged.1.
Repeat each time before using a Crank
in either direction when you need precise
measurements.
Adjust the Controls:4.
H
L
L
N
R
Install the required Jaws (166 or 168) 2.
into the Chuck (2).
Set up the work area as needed for your 3.
project. You will need to:
Secure the workpiece in place.a.
Install the cutting tool (sold separately) b.
in the Tool Post (112).
Set the Automatic Feed Lever (79) to c.
manual or automatic.
If threading, engage the Threading Dial d.
(65) and set it as needed for the project.
Move the cutting tool in place using the e.
Cross Slide (100) and Compound Rest
(105/108) Cranks (86a and 86b).
Note: Before beginning any machining
process, remove backlash from the
Cross Slide (100) and/or Compound
Rest (105/108) Cranks (86a and 86b)
and reset the Dials (87) to zero.
Compound Rest Crank (86b)
Figure 23
a. On the back of the Lathe, set the
Spindle Speed with the H/L Gear Shift
Lever (33) and the feed direction with
the Feed Direction Selector (35).
Forward-OFF-Reverse Switch (181)
Power Switch (178)
Figure 24
Speed Control Knob (180)
b. On the front of the Lathe, make sure
that the Main Power Switch (178),
Forward/OFF/Reverse Switch (181) and
the variable Speed Control Knob (180)
are in their off positions.The variable
Speed Control Knob has an actual “0/
Off” position and will “click” when placed
in the “Off” position.
Note: The Lathe will not start-up unless
the Variable Speed Control Knob is
Dials (87)
Cross Slide Crank (86a)
Figure 22
To do this, begin rotating the Crank in
the desired direction until all play is
turned to the “0/Off” position before
restarting. Attempting to start the
lathe with the Speed Control Knob
(180) set at any speed other then “0/
Off” or attempting to start the lathe
out of sequence, will cause the fuse
to blow.
gone. Hold the Crank in place with one
hand and rotate the Dial (87) to zero.
REV 10b
Page 20 For technical questions, please call 1-800-444-3353. SKU 93212
Page 21

Chuck Guard
(201)
Properly in place
Safety
Mechanism
Pin (251) properly extended
into the recess, allowing
the lathe to operate.
Rotating
Plate
(252)
Safety
Figure 25
Mechanism
5. The Chuck Guard (201) has a safety
interlock and the Lathe will not
operate unless the guard is properly
in place. Install the guard if not already
done so. Check to ensure that the Guard
(201) is in its operating position over
the Chuck (2). The Pin (251) must be
correctly seated in the recess in the
Rotating Plate (252) for the Lathe to
work.
To Stop the Lathe
Turn the Speed Control Knob (180) to 0.1.
Move the Forward-OFF-Reverse Switch 2.
to OFF.
Turn the Power Switch (178) OFF.3.
Unplug the Lathe when not in use.4.
Plug in the Lathe.6.
Forward-OFF-Reverse Switch (181)
Power Switch (178)
Figure 26
Speed Control Knob (180)
7. Move the Power Switch (178) to the “On”
position (switch will turn Red) and place
the Forward-Off-Reverse Switch (181) in
the direction needed.
Move the Variable Speed Control Knob 8.
(180) to the needed operating speed to
start the Lathe.
REV 10b
Page 21For technical questions, please call 1-800-444-3353.SKU 93212
Page 22

Basic Operations
WARNING: Make sure the Lathe power is
off and the Lathe is unplugged before
setting up a project or working near the
Chuck (2).
Following are some of the basic
operations used with the Lathe. It is
recommended that you become familiar
with mini lathe techniques before using
this tool. Consult books on the subject
and/or web page resources for your
project before using this tool.
Holding a project between the Chuck (2)
and the Live Center (143)
Face Cutting
Figure 28
2. Use the chuck to hold the workpiece
rmly, and the cutter positioned as
shown above for face cutting. The edge
of the cutter must be at the same height
as the center.
Internal Cutting
(As seen from back of Lathe to show detail)
Figure 27
1. Use the chuck to hold the workpiece
rmly. Then, use the Live Center (143)
to x the other end.
Figure 29
3. By changing the tool post angle and
Note: If you change the Live Center to a
drilling chuck (sold separately), you start
adjusting the compound rest, you can
make internal cuts.
your drilling immediately.
Page 22 For technical questions, please call 1-800-444-3353. SKU 93212
REV 09c, 10b
Page 23

Bevel Cutting
Thread Size Gear Settings
Figure 30
4. After adjusting the angle of the
compound rest, you can make bevel
cuts.
Threading Gears
By changing the gear set-up it is possible
to cut any thread size. The factory set-up for
Mini Lathe gears is as follows:
Motor end view of Lathe with
Gear Drive Cover (53) removed:
Threads
Per Inch
12 40 30
13 40 65 60 30
14 40 35
16 40 40
18 40 45
19 40 50 60 57
20 40 50
22 40 55
24 40 60
26 40 65
28 20 35
32 20 40
36 20 45
38 20 50 60 57
40 20 50
44 20 55
48 20 60
52 20 65
A
Gear Box Stud
A B C D
A
A
B
C
D
Positions A and C= 20T
Positions B & D= 80T
To change the thread size, use the gear
box settings shown on the table that
follows.
A
B
C
D
A
B
B
D
B
D
Example 1: To cut 12 threads per inch (see
illustration above), use 40T in position A,
C
30T in position D, and put any other gear
is position B to connect A and D.
D
A
B
C
D
A
B
C
D
Example 2: To cut 38 threads per inch (see
illustration above), use 20T in position A,
57T in position D, 50T in position B, and
60T in position C.
REV 10b
Page 23For technical questions, please call 1-800-444-3353.SKU 93212
Page 24

Automatic Feed and Threading Dial
Once the gears are set up, you will need
to engage the Threading Dial (65) so you
can monitor the number of threads cut.
Set up the Threading Dial as described
in the SET UP section under Threading
Dial.
Set the direction for the lathe with the
Forward/OFF/Reverse Switch.
Turn the Power Switch on (the switch will
light up).
Adjust the speed needed to cut the
threads (consult advanced information
about cutting threads with mini-lathes).
Use the following table, also located on
the front of the Lathe, to determine what
number to start threading:
Indicator Table
16T
T.P.I. SCALE T.P.I. SCALE
12 1, 3, 5, 7 26 1, 5
13 1 28 1, 3, 5, 7
14 1, 5 32 1 ~ 8
16 1 ~ 8 36 1, 3, 5, 7
18 1, 5 38 1, 5
19 1 40 1 ~ 8
20 1, 3, 5, 7 44 1, 3, 5, 7
22 1, 5 48 1 ~ 8
24 1 ~ 8 52 1, 3, 5, 7
Position C= 20T
Position D= 80T
Move the cutting blade to the proper
position. Pull down the Automatic
Feed Lever (79) to start threading
automatically.
To stop the automatic setting, pull up on
the Automatic Feed Lever.
Remember: After thread cutting
operation is complete, change back to
the factory set-up gear setting:
Position A= 20T
Position B= 80T
Page 24 For technical questions, please call 1-800-444-3353. SKU 93212
REV 10b
Page 25

MAINTENANCE AND
Belt Inspection and Tensioning
SERVICING
Proceduresnotspecically
explained in this manual must
beperformedonlybyaqualied
technician.
TO PREVENT
SERIOUS INJURY
FROM ACCIDENTAL
OPERATION:
Turn the Power Switch of the tool
to its “OFF” position and unplug
the tool from its electrical outlet
before performing any
inspection, maintenance, or
cleaning procedures.
TO PREVENT SERIOUS INJURY
FROM TOOL FAILURE:
Do not use damaged equipment.
If abnormal noise or vibration
occurs, have the problem
corrected before further use.
Remove belt cover, if equipped.1.
Examine belt for cracks, tears in the 2.
backing, or other damage. Replace belt
if damaged according to steps below:
Loosen the motor mounting bolts and a.
slide the motor towards the other pulley
as far as possible.
Slide the old belt off of the smallest b.
pulley rst, then remove it.
Put the new belt around the larger c.
pulley rst, then around the smaller
pulley.
Move the motor away from the other d.
pulley until it is properly tensioned
according to the directions below.
Tighten the motor mounting bolts.
Check and adjust belt tension according 3.
to the steps below:
Deection
Distance
Cleaning, Maintenance, and
Lubrication
BEFORE EACH USE,1. inspect the
general condition of the tool. Check for
loose hardware, misalignment or binding
of moving parts, cracked or broken parts,
damaged electrical wiring, and any
other condition that may affect its safe
operation.
AFTER USE,2. wipe external surfaces of
the tool with clean cloth.
3. WARNING! If the supply cord of
this power tool is damaged, it must be
replacedonlybyaqualiedservice
technician.
Press on the center of the longest a.
span on the belt with moderate nger
pressure. Then measure the deection
distance, the distance that the belt
moved. The belt should deect about
1/4”.
Ifthebeltdeectstoomuch,b. tighten
belt by loosening the motor mounting
bolts and moving the motor away from
the other pulley slightly. Secure motor
mounting bolts and retest tension. If the
belt is too long to be properly tensioned,
it must be replaced.
Ifthebeltdeectstoolittle,c. loosen
belt by loosening the motor mounting
REV 10b
Page 25For technical questions, please call 1-800-444-3353.SKU 93212
Page 26

bolts and moving the motor towards the
other pulley very slightly. Secure motor
mounting bolts and retest tension.
Before use, replace belt cover if 4.
equipped.
Gib Adjustments
Compound Rest A (108)
Gib Screws (106)
and Nuts (98)
Cross
Slide
(100)
Compound Rest A (108)
Gib (107)
Cross
Slide
(100)
Gib (94)
Compound Rest
Crank (86B)
Cross Slide
Crank (86A)
Figure 31
Adjusting the metal strips, or Gibs
(94/107) on the underside of the
Compound Rest A (108) and the Cross
Slide (100) helps to snug up those units
so they slide smoothly along the lathe.
The goal is to tighten them enough so
that the Compound Rest and Cross Slide
do not have any unnecessary movement,
but not so tight that they bind. It should
not be difcult to turn the hand Cranks
(86A/86B).
The Gibs become loose with use, so
the Compound Rest A and Cross Slide
should be checked periodically for any
play. Readjust the Gibs as needed.
Gib (94)
Gib Screws (99)
and Nuts (98)
Figure 32
To make the adjustment:
Unplug the Lathe.1.
Working one set of three gib Screws and 2.
Nuts at a time, loosen the three Nuts
(98) with a wrench (sold separately).
Holding the center Nut with the wrench, 3.
loosen or tighten the Center Screw (99
or 106) with a at head screw driver
(sold separately) and check the sliding
movement. It should be even and
smooth while removing any play. Adjust
as needed, then, holding the Screw with
the screw driver, tighten the Nut with the
wrench.
Repeat step 3 for the two side Screw/Nut 4.
sets.
Tailstock Alignment
The Tailstock (138) needs to be adjusted
for offset, then re-aligned before rst use
and any time the tool in the Tailstock is
changed.
To align the Tailstock:
Center drill both ends of a 6” long piece 1.
of round cold rolled stock. Set aside.
Turn a 60° point on a piece of scrap 2.
metal to make a dead center.
REV 10b
Page 26 For technical questions, please call 1-800-444-3353. SKU 93212
Page 27

Place the dead center in the Tailstock.3.
Attach a Lathe Dog (part of SKU 3448 - 4.
sold separately) the to 6” piece from step
1 and mount between centers.
Turn approximately 0.010” off of the 5.
diameter of the mounted workpiece.
Measure the workpiece with a 6.
micrometer at the Tailstock end and the
Chuck end. Divide any difference by
two. If it is thicker at the Chuck (2) end,
move the tailstock away from you by the
resulting amount. If it is thicker at the
Tailstock end, move the Tailstock closer
to you by the resulting amount.
Turn another 0.010” off of the workpiece. 7.
Repeat steps 5 and 6 as needed until 8.
there is no taper and/or the desired
amount of accuracy is achieved.
Replacement of Carbon Brushes
Carbon Brush Cover
Feed
Control
Front - Bed Way (1)
Carbon Brush Cover
Back - Motor Cover (151)
Carbon Brush Cover
Wheel (84b)
Plug
Carbon Brush (318)
Figure 33
1. Unscrew the Brush Covers on the front
and back of the machine using a at
head screwdriver (sold separately).
Pull the Brush out, noting the orientation 2.
of the old Carbon Brushes to prevent
needless wear if they will be reinstalled.
The Carbon Brushes are approximately 3.
5/8” long. If either one is worn down by
more than 1/2, replace both Brushes.
To clean old Carbon Brushes, rub the 4.
contact areas with a pencil eraser.
Carefully, without forcing them, insert 5.
the Carbon Brushes. Make sure the
carbon portions of the brushes contact
the motor armature and that the springs
operate freely. If reinserting a used brush
make sure it is in the same orientation to
reduce wear.
REV 10b
Replace the Brush Covers.6.
Page 27For technical questions, please call 1-800-444-3353.SKU 93212
Page 28

Replacing the Fuse
The Fuse (314) is located in the Fuse
Holder (179) on the Control Panel (122).
The Fuse Holder is spring tted.
Fuse Holder (179)
To remove Fuse Holder (179)
Press down, then turn counterclockwise.
Figure 34
Fuse Holder (179)
Control Panel
Fuse (314)
Fuse Holder Socket
1. To Remove the Fuse Holder:
Insert a athead screwdriver (sold a.
separately) into the slot in the Fuse
Holder.
Press down and turn counterclockwise b.
1/4 turn.
Release pressure. Pull the Fuse Holder c.
and Fuse out of the socket.
(122)
Replace with a new 250V 3 amp mini d.
glass fuse.
To Replace the Fuse Holder, slide it into 2.
the Fuse Holder Socket and press in
with the screw driver, turning clockwise
until the Fuse Holder clicks into place.
Release pressure. The Fuse Holder will
be ush with the rim of the Fuse Holder
Socket.
REV 10b
Page 28 For technical questions, please call 1-800-444-3353. SKU 93212
Page 29

Troubleshooting
Problem Possible Causes Likely Solutions
Motor and Electrical
Lathe will not start
or a breaker trips on
startup.
Lathe stalls. Incorrect workpiece material 1.
Lathe operates
slowly.
Performance
decreases over time.
Excessive noise or
rattling.
Extension cord too long or wire size
too small.
Cord not connected.1.
No power at outlet. 2.
Fuse has blown. 3.
Chuck Guard safety interlock not 4.
in place.
PC Board (182) faulty.5.
Power Switch (178), Forward/6.
OFF/Reverse Switch (181) and/
or Speed Control Knob (180) not
working.
Internal damage or wear. (such 7.
as wiring or motor.)
(metal).
Drive Pulleys slipping on shaft.2.
Removing too much material per 3.
pass.
Accessory dull or damaged. 1.
Carbon Brushes (318) worn or 2.
damaged.
Pulley setscrews missing or 1.
loose.
Motor fan hitting cover.2.
Belt (if equipped) too loose 3.
(slipping) or too tight (bearing
damage).
Internal motor damage or wear. 4.
Check that cord is plugged in.1.
Check power at outlet. If outlet is unpowered, 2.
turn off tool and check circuit breaker. If breaker
is tripped, make sure circuit is right capacity for
tool and circuit has no other loads.
Check for short, replace fuse (see Maintenance 3.
section of this manual).
Rotate Pin (251) so it seats in Plate (252). 4.
Inspect PC Board, have replaced if needed.5.
Check and replace as needed. 6.
Have technician service tool.7.
Use metal suited for Lathe. 1.
Tighten or Replace Pulleys (27,148).2.
Remove less material per pass.3.
Eliminate use of extension cord. If an extension
cord is needed, use shorter/heavier gauge cord.
See Extension Cords in GROUNDING section.
Keep cutting accessories sharp. Replace as 1.
needed.
Replace Carbon Brushes (See Maintenance 2.
section of this manual).
Check Pulley keys and setscrews. Replace or 1.
tighten as needed.
Tighten fan cover or replace as needed.2.
Properly tension belt. 3.
Have technician service tool.4.
REV 10b
Follow all safety precautions whenever diagnosing or servicing the tool.
Disconnect power supply before service.
Page 29For technical questions, please call 1-800-444-3353.SKU 93212
Page 30

Problem Possible Causes Likely Solutions
Overheating. Motor overloaded. 1.
Forcing machine to work too fast.2.
Accessory dull or damaged. 3.
Incorrect RPM or feed rate. 4.
Gear setup is too tight, gears 5.
bind.
Blocked motor housing vents. 6.
Motor being strained by long or 7.
small diameter extension cord.
Reduce load on motor. Loosen drive Belt (see 1.
Maintenance section of this manual).
Allow machine to work at its own rate.2.
Keep cutting accessories sharp. Replace as 3.
needed.
Check that RPM feed rate chart for appropriate 4.
rates for operation.
Adjust gears so there is a small amount of play 5.
and the gears move freely and smoothly when
the Chuck is rotated by hand.
Wear ANSI-approved safety goggles and NIOSH-6.
approved dust mask/respirator while blowing dust
out of motor using compressed air.
Eliminate use of extension cord. If an extension 7.
cord is needed, use one with the proper diameter
for its length and load. See Extension Cords in
GROUNDING section.
Tool Performance
Whole unit vibrates
excessively while in
use.
Uneven surface
nish.
Unable to remove
tapered tool from
Tailstock.
Cross Slide,
Compound Slide
and/or carriage
feed do not move
smoothly.
Workpiece unbalanced.1.
Loose or damaged belt(s).2.
Drive Pulleys not aligned.3.
Worn or broken gear.4.
Chuck loose or unbalanced. 5.
Spindle bearings worn.6.
Incorrect RPM or feed rate for 1.
job.
Dull or incorrect tool for job.2.
Gibs need adjustment. 3.
Tool positioned too high.4.
Quill not fully seated in Tailstock
or taper was inserted without rst
removing debris.
Gibs need adjusting. 1.
Handwheel or crank handles are 2.
too loose.
Leadscrew worn or needs 3.
adjustment.
Re-center workpiece.1.
Tighten or replace the belt. 2.
Align Drive Pulleys (27, 148).3.
Inspect gears and replace if needed.4.
Tighten Nuts (6) or have a qualied technician 5.
rebalance Chuck.
Have a qualied technician replace bearings.6.
Adjust RPM and/or feed rate. 1.
Sharpen and/or change tool.2.
Tighten Gibs (99 and/or 106) (See Gib 3.
Adjustment in Maintenance Section).
Lower position of tool.4.
Turn quill handwheel until taper is forced out of quill.
In the future make sure that the quill is fully seated
in the tailstock and that the tool is wiped free of
debris before installing.
Loosen or tighten the Gib screws (99 and/or 106) 1.
(See Gib Adjustment in Maintenance Section).
Tighten Handwheel and/or crank handle. 2.
Tighten Leadscrew fasteners or have lead screw 3.
replaced by a qualied technician.
Follow all safety precautions whenever diagnosing or servicing the tool.
Disconnect power supply before service.
REV 10b
Page 30 For technical questions, please call 1-800-444-3353. SKU 93212
Page 31

Problem Possible Causes Likely Solutions
Difculty moving
Cranks of Cross
Slide, Compound
Slide and/or
Carriage Handwheel.
Cutting Tool
or machine
components vibrate
excessively during
operation.
Finished piece
uneven from one
end to the other.
Difculty moving
Chuck Jaws.
Carriage will not
feed.
Debris jammed around Gibs. 1.
Gibs adjusted too tight. 2.
Bedways need lubrication.3.
Tool Post (112) too loose. 1.
Cutting tool jutting too far out of 2.
Tool Post or not secure.
Gibs need adjustment.3.
Cutting tool need sharpening.4.
RPM or feed rate incorrect for 5.
job.
Chuck and Tailstock are not aligned. Realign Tailstock following Tailstock Alignment
Debris lodged between Jaws and
Chuck.
Gear or gears not engaged.1.
Damaged gears.2.
Feed Handle screw loose.3.
Remove Gibs, clean Gibs and all adjacent areas. 1.
Re-lubricate, then reinstall Gibs.
Loosen Gib screws (99 and/or 106) and lubricate 2.
bedways.
Lubricate bedways.3.
Clean any debris around Tool Post, then securely 1.
tighten Tool Post.
Remove and reinstall cutting tool so that at least 2.
two screws hold it securely in place and no more
than 1/3 of the tool extends beyond the Tool Post.
Adjust Gib screws (99 and/or 106).3.
Sharpen or replace tool.4.
Check and adjust for recommended RPM and/or 5.
feed rate.
instructions in the maintenance section of this
manual.
Remove Jaws. Clean and lubricate Chuck threads,
then reinstall Jaws.
Check gears and adjust positions.1.
Check and replace damaged gears.2.
Tighten feed handle screw.3.
Follow all safety precautions whenever diagnosing or servicing the tool.
Disconnect power supply before service.
PLEASE READ THE FOLLOWING CAREFULLY
THE MANUFACTURER AND/OR DISTRIBUTOR HAS PROVIDED THE PARTS LIST AND ASSEMBLY
DIAGRAM IN THIS MANUAL AS A REFERENCE TOOL ONLY. NEITHER THE MANUFACTURER OR
DISTRIBUTOR MAKES ANY REPRESENTATION OR WARRANTY OF ANY KIND TO THE BUYER THAT HE
OR SHE IS QUALIFIED TO MAKE ANY REPAIRS TO THE PRODUCT, OR THAT HE OR SHE IS QUALIFIED
TO REPLACE ANY PARTS OF THE PRODUCT. IN FACT, THE MANUFACTURER AND/OR DISTRIBUTOR
EXPRESSLY STATES THAT ALL REPAIRS AND PARTS REPLACEMENTS SHOULD BE UNDERTAKEN BY
CERTIFIED AND LICENSED TECHNICIANS, AND NOT BY THE BUYER. THE BUYER ASSUMES ALL RISK
AND LIABILITY ARISING OUT OF HIS OR HER REPAIRS TO THE ORIGINAL PRODUCT OR REPLACEMENT
PARTS THERETO, OR ARISING OUT OF HIS OR HER INSTALLATION OF REPLACEMENT PARTS THERETO.
REV 10b
Page 31For technical questions, please call 1-800-444-3353.SKU 93212
Page 32

PARTS LIST
Part Description Qty
1 Bed way 1
2 Chuck 1
3 Spindle 1
4 Stud M6 x 25 3
6 Nut M6 5
7 Key 5 x 40 1
8 Key 4 x 8 2
9 Set Screw M5 x 12 6
10 Cover 2
11 Ball bearing 80206 2
12 Spacer 2
13 Headstock casting 1
14 H/L gear 21T/29T 1
15 Spacer 1
16 Spur gear 45T 1
17 Nut M27 x 1.5 2
18 Set screw M5 x 8 1
19 Steel ball 5 2
20 Compression spring 3
21 Set screw M6 x 8 3
22 Retaining ring 12 2
23 Ball bearing 6201Z 2
24 H/L gear 12T/20T 1
25 Parallel key 4 x 45 1
26 H/L gear shaft 1
27 Pulley 1
28 Retaining ring 10 2
29 Timing belt L136 1
30 Shifting fork 1
31 Shifting arm 1
32 Shifting knob 1
33 H/L Speed Gear Shift Lever 1
34 Shifting grip 1
35 Feed Direction Selector 1
36 Handle mount 1
37 Spring 1
38 Indicator 1
39 Pinion 25T 1
40 Support screw 2
41 Pinion 20T 1
42 Fixed cover 1
43 Screw M6 x 20 2
45 Gear 45T 1
46 Shaft 1
47 Parallel key 3 x 8 1
48 Mount 1
49 Screw M5 x 18 2
50 Gear 20T 2
51 Washer M6 6
52 Cap Screw M6 x 8 2
53 Gear Drive Cover 1
54 Screw M5 x 45 2
55 Thread cutting chart 1
56 Screw M5 x 8 12
57 Washer M4 2
58 Bushing w/key 1
59 Gear 80T 2
60 Shaft 1
61 Support plate 1
62 Washer 8 3
63 Nut M8 3
64 Shaft 1
Part Description Qty
65 Threading Dial 1
66 Pinion 16T 1
67 Bolt M6 x 16 10
68 Threading Dial Body 1
69 Set screw M4 x 10 3
70 Apron 1
71 Gib strip 1
72 Washer 2
73 Screw M4 x 8 2
74 Shaft 1
75 Half nut base 1
76 Angle block 1
77 Screw M4 x 10 2
78 Groove cam 1
79 Automatic Feed Lever 1
80 Shaft 1
81 Feeding gear 11T/54T 1
82 Feeding gear 24T 1
83 Screw M6 x 10 4
84a Wheel (Tailstock Quill Control) 1
84b Wheel (Feed Control) 1
85 Knob 2
86A Cross Slide Crank 1
86B Compound Rest Crank 1
87 Dial 2
88 Bracket 1
89 Feeding screw 1
90 Nut M5 4
91 Screw M6 x 12 6
92 Slide plate 2
93 Carriage 1
94 Gib strip 1
95 Feeding nut imperial 1
96 Swivel disk 1
97 Screw M8 x 20 6
98 Nut M4 6
99 Screw M4 x 16 3
100 Cross slide 1
101 Screw M5 x 10 2
102 Screw M4 x 8 1
105 Compound rest (B) 1
106 Screw M4 x 14 3
107 Gib strip 1
108 Compound rest (A) 1
109 Position pin 1
110 Tool Post Bolt M6 x 25 8
111 Tool Post lever 1
112 Tool Post 1
113 Stud M10 x 65 1
114 Cross feed screw 1
115 Bracket 1
116 Screw M4 x 12 2
119 Nut M18 2
120 Model label 1
121 Dial indicator label 1
122 Control Panel 1
123 Control box 1
124 Power Cord 1
*Not shown on Assembly Diagrams.
Page 32 For technical questions, please call 1-800-444-3353. SKU 93212
REV 10b
Page 33

PARTS LIST (CONTINUED)
Part Description Qty
125 Rubber foot 4
126 Chip tray 1
127 Bracket 1
128 Key M3 x 16 1
129 Lead screw 1
131 Bracket 1
133 Screw M3 x 10 3
134 Rack 1
135 Clamp plate 1
136 Washer M10 1
137 Screw M5 x 16 1
138 Tailstock 1
139 Tailstock screw 1
140 Bracket 1
141 Screw M4 x 10 2
142 Tailstock quill 1
143 Live Center 1
144 Stud M8 x 40 1
145 Clamp 1
146 Tailstock Quill Fix Holder 1
148 Pulley 1
150 Motor 1
151 Motor Cover 1
152 Cable Roller 1
153 Rear splash guard 1
157* Gear 30T 1
158* Gear 35T 1
159* Gear 40T 2
160* Gear 45T 1
161* Gear 50T 1
162* Gear 55T 1
163* Gear 57T 1
164* Gear 60T 1
165* Gear 65T 1
166* External jaws (set) 1
167* External Jaw (set) 1
168* Internal Jaw (set)
170 Screw M4 x 8 1
171 Clamp block 1
172 Check ring 8 1
173 Screw M5 x 10 4
174 Protector 1
175 Screw M5 x 10 2
176 Nut M6 2
177 Screw M6 x 25 2
178 Power switch 1
179 Fuse Holder 1
180 Speed Control Knob 1
181 Forward/OFF/Reverse Switch 1
182 PC board 1
184 Screw M5 x 10 1
185 Spring washer 5 1
186 Washer 5 1
187 Key 3*16 1
188 Spacer 1
190 Spring 2
191 Washer 8 1
192 Spring washer 2
193 Screw M8 x 55 2
Part Description Qty
194 Screw M4 x 38 1
195 Nut M4 1
196 Tailstock plate 1
197 Screw M5 x 16 1
198 Flange 1
199 Screw M5 x 25 1
200 Key 3 x 12 1
201 Chuck Guard 1
202 Hinge 1
205 Spring washer 6 1
206 Big washer 6 1
207 Spring 1
208 Washer 6 1
209 Screw M3 x 4 4
210 Switch cover 1
211 Screw M5 x 16 2
212 Fixed cover 1
235 Protective cover 1
236 Slotted screw 1
237 Compression spring 1
238 Screw M6 x 30 1
239 Small washer 6 1
240 Hexagon nut M6 1
251 Pin 1
252 Rotate plate 1
253 Screw 2.9 x 4.5 2
254 Cover 1
255 Micro Switch 1
256 Dustproof sleeve 1
257 Protective Cover for Leadscrew 1
258 Screw M5 x 8 3
265 Spring Washer 6 2
266 Big Washer 6 2
267 Screw M6 x 25 2
268 Tailstock Nut M10 1
269 Screw M5 x 14 1
270 Leadscrew Support 1
271 Nut M4 2
272 Protective Cover 1
273 Screw M4 x 6 2
300 Screw 1
301 Label 1
302 Thread Dial Indicator 1
303 Plate 1
304 Screw M6 x 12 1
310* Oil can 1
311* L hex wrench set S: 3,4,5,6 1
312* Double end wrench 8-10 1
313* Double end wrench 14-17 1
314* Fuse 1
318* Carbon brush set 1
*Not shown on Assembly Diagrams.
REV 10b
Page 33For technical questions, please call 1-800-444-3353.SKU 93212
Page 34

ASSEMBLY DIAGRAM
REV 10b
Page 34 For technical questions, please call 1-800-444-3353. SKU 93212
Page 35

ASSEMBLY DIAGRAM (CONTINUED)
b
Record Product’s Serial Number Here:
Note: If product has no serial number, record month and year of purchase instead.
a
Note: Some parts are listed and shown for illustration purposes only, and are not available
individually as replacement parts.
REV 10b
Page 35For technical questions, please call 1-800-444-3353.SKU 93212
Page 36

WIRING DIAGRAM
DC
OutputACInput
FC250BJ/110V
CONTROLLER
SAFETY
SWITCH
Rev
Off
For
MOTOR
WhiteBlack
F/O/R
SWITCH
FUSE
POTENTIOMETER
POWER
CORD
POWER
SWITCH
REV 10b
Page 36 For technical questions, please call 1-800-444-3353. SKU 93212
Page 37

LIMITED 1 YEAR / 90 DAY WARRANTY
Harbor Freight Tools Co. makes every effort to assure that its products meet high quality
and durability standards, and warrants to the original purchaser that for a period of ninety
days from date of purchase that the engine/motor, the belts (if so equipped), and the blades
(if so equipped) are free of defects in materials and workmanship. Harbor Freight Tools also
warrants to the original purchaser, for a period of one year from date of purchase, that all other
parts and components of the product are free from defects in materials and workmanship (90
days if used by a professional contractor or if used as rental equipment). This warranty does
not apply to damage due directly or indirectly, to misuse, abuse, negligence or accidents,
repairs or alterations outside our facilities, normal wear and tear, or to lack of maintenance.
We shall in no event be liable for death, injuries to persons or property, or for incidental,
contingent, special or consequential damages arising from the use of our product. Some states
do not allow the exclusion or limitation of incidental or consequential damages, so the above
limitation of exclusion may not apply to you. THIS WARRANTY IS EXPRESSLY IN LIEU OF
ALL OTHER WARRANTIES, EXPRESS OR IMPLIED, INCLUDING THE WARRANTIES OF
MERCHANTABILITY AND FITNESS.
To take advantage of this warranty, the product or part must be returned to us with
transportation charges prepaid. Proof of purchase date and an explanation of the complaint
must accompany the merchandise. If our inspection veries the defect, we will either repair or
replace the product at our election or we may elect to refund the purchase price if we cannot
readily and quickly provide you with a replacement. We will return repaired products at our
expense, but if we determine there is no defect, or that the defect resulted from causes not
within the scope of our warranty, then you must bear the cost of returning the product.
This warranty gives you specic legal rights and you may also have other rights which
vary from state to state.
3491 Mission Oaks Blvd. • PO Box 6009 • Camarillo, CA 93011 • (800) 444-3353
Page 37For technical questions, please call 1-800-444-3353.SKU 93212
 Loading...
Loading...