

Page 1
Haas Technical Publications
Manual_Archive_Cover_Page Rev A
any other party automatically voids the factory warranty.
June 6, 2013
HAAS SERVICE AND OPERATOR MANUAL ARCHIVE
SL Series Service Manual 96-8710J RevJ English June 2004
• This content is for illustrative purposes.
• Historic machine Service Manuals are posted here to provide information for Haas machine owners.
• Publications are intended for use only with machines built at the time of original publication.
• As machine designs change the content of these publications can become obsolete.
• You should not do mechanical or electrical machine repairs or service procedures unless you are qualied
and knowledgeable about the processes.
• Only authorized personnel with the proper training and certication should do many repair procedures.
WARNING: Some mechanical and electrical service procedures can be
extremely dangerous or life-threatening.
Know your skill level and abilities.
All information herein is provided as a courtesy for Haas machine owners
for reference and illustrative purposes only. Haas Automation cannot be held
responsible for repairs you perform. Only those services and repairs that are
provided by authorized Haas Factory Outlet distributors are guaranteed.
Only an authorized Haas Factory Outlet distributor should service or repair a
Haas machine that is protected by the original factory warranty. Servicing by
Page 2

Back
COMMON ABBREVIATIONS USED IN HAAS MACHINES
AC Alternating Current
AMP Ampere
APC Automatic Pallet Changer
APL Automatic Parts Loader
ASCII American St andard Code for Information Interchange
A T C Automatic T ool Changer
A TC FWD Automatic T ool Changer Forward
A TC REV Automatic T ool Changer Reverse
AWG American Wire Gauge
BHCS Button Head Cap Screw
B T British T ooling (Common usage)
CA D Computer Assisted Design
CAM Computer Assisted Manufacturing (Assisted Machining)
CAT - 5 Category 5 Cable
CB Circuit Breaker
C C Cubic Centimeter
CC W Counter Clock Wise
CF M Cubic Feet per Minute
CN C Computerized Numeric Control
CNCR SPINDLE Concurrent Spindle with axis motion
C R C Cyclic Redundancy Check digit
C R T Cathode Ray Tube
C T Caterpillar T ooling
CT S Clear T o Send
CW Clock Wise
DB Draw Bar
D C Direct Current
DGNOS Diagnostic
DHCP Dynamic Host Configuration Protocol
DIR Directory
DN C Direct Numerical Control
DO S Disk Operating System
DT E Data T erminal Equipment
ENA CNVR Enable Conveyor
EOB End Of Block
EOF End Of File
EPROM Erasable Programmable Read Only Memory
E-STOP Emergency S top
FHCS Flat Head Cap Screw
F T Foot
FU Fuse
FWD Forward
GA Gauge
HH B Hex Head Bolts
HP Horse Power
HS Horizontal Series of Machining Centers
I D Inside Diameter
IGBT Isolated Gate Bipolar Transistor
I N Inch
IOPCB Input Output Printed Circuit Board
LAN Local Area Network
LB Pound
LE D Light Emitting Diode
LO CLNT Low Coolant
SL-Series
96-8710 rev J
June 2004
TROUBLESHOOTING
1
Page 3

SL-Series
LOW AIR PR Low Air Pressure
L VPS Low Voltage Power Supply
MB Megabyte (1 million)
MCD RL Y BRD M -Code Relay Board
MD I Manual Data Input
MEM Memory
M- FI N M -code Finished
MM MilliMeter
MO CON Motor Control
MO TI F Motor Interface
MSG Message
MSHCP Metric Socket Head Cap Screw
N C Numerical Control
N C Normally Closed
NO Normally Open
O D Outside Diameter
OPER Operator
P Pocket
P ARAM Parameter
PCB Printed Circuit Board
PGM Program
PO R Power On Reset
POSIT Positions
PROG Program
PSI Pounds per Square Inch
PS T Pallet Schedule T able
PWM Pulse Width Modulation
RAM Random Access Memory
RET Return
REV CNVR Reverse Conveyor
RJ H Remote Jog Handle
RPDBDN Rotary Pallet Draw Bar Down
RPDBUP Rotary Pallet Draw Bar Up
RPM Revolutions Per Minute
RT S Request To Send
R X D Receive Data
S Spindle S peed
SD IS T Servo Distribution PCB
SFM Surface Feet per Minute
SHCS Socket Head Cap Screw
SI O Serial Input/Output
SKBIF Serial Key Board Inter Face PCB
SMTC Side Mount T ool Changer
SP Spindle
T T ool Number
T C T ool Changer
T I R Total Indicated Runout
T N C T ool Nose Compensation
TR P Tool Release Piston
TS Tail Stock
TS C Thru the Spindle Coolant
T XD Transmit Data
VD I Verein Deutscher Ingenieure
VMC Vertical Machining Center
WAN Wide Area Network
2
TROUBLESHOOTING
96-8710 rev J
June 2004
Page 4
SL-Series
1. TROUBLESHOOTING
This section is intended for use in determining the solution to a known problem. Solutions given are intended to
give the individual servicing the CNC a pattern to follow in, first, determining the problem’s source and second,
solving the problem.
The troubleshooting tips are organized in this section according to the area of the CNC that may be giving sign
of a problem. (Ex.: Out-of round circles in drilling will be found under the heading General Machine Operation Accuracy).
If the problem you are experiencing cannot be found under the heading you expect, please try several other
possible headings. If the problem is still not found, contact Haas Automation for further details.
BEFORE YOU BEGIN:
USE COMMON SENSE
Many problems are easily overcome by correctly evaluating the situation. All machine operations are composed
of a program, tools, and tooling. Y ou must look at all three before blaming one as the fault area. If a bored hole
is chattering because of an overextended boring bar, don’t expect the machine to correct the fault. Don’t
suspect machine accuracy if the vise bends the part. Don’t claim hole mis-positioning if you don’t first centerdrill the hole.
FIND THE PROBLEM FIRST
Many mechanics tear into things before they understand the problem, hoping that it will appear as they go. We
know this from the fact that more than half of all warranty returned parts are in good working order . If the
spindle doesn’t turn, remember that the spindle is connected to the gear box, which is connected to the
spindle motor, which is driven by the spindle drive, which is connected to the I/O BOARD, which is driven by
the MOCON, which is driven by the processor. The moral here is don’t replace the spindle drive if the belt is
broken. Find the problem first; don’t just replace the easiest part to get to.
DON’T TINKER WITH THE MACHINE
There are hundreds of parameters, wires, switches, etc., that you can change in this machine. Don’t start
randomly changing parts and parameters. Remember , there is a good chance that if you change something,
you will incorrectly install it or break something else in the process. Consider for a moment changing the
processor’s board. First, you have to download all parameters, remove a dozen connectors, replace the board,
reconnect and reload, and if you make one mistake or bend one tiny pin it WON’T WORK. You always need to
consider the risk of accidentally damaging the machine anytime you work on it. It is cheap insurance to
double-check a suspect part before physically changing it. The less work you do on the machine the better .
96-8710 rev J
June 2004
TROUBLESHOOTING
3
Page 5
SL-Series
1.1 GENERAL M ACHINE O PERATION
MACHINE N OT R UNNING
Machine cannot be powered on.
• Check input voltage to machine (see "Electrical Service").
• Check main circuit breaker at top right of electrical cabinet; switch must be at the on position.
• Check overvoltage fuses (see "Electrical Service").
• Check wiring to POWER OFF button on front control panel.
• Check wiring to AUT O OFF relay to IOPCB.
• Check connection between 24V transformer and K1 contactor
• Check IOPCB (see "Electrical Service").
• Check POWER PCB (see "Electrical Service").
Machine can be powered on, but turns off by itself.
• Check settings #1 and #2 for Auto Of f T imer or Of f at M30.
• Check alarm history for OVERVOL T AGE or OVERHEA T shut down.
• Check AC power supply lines for intermittent supply.
• Check wiring to POWER OFF button on front control panel.
• Check connection between 24V transformer and K1 contactor.
• Check IOPCB (see "Electrical Service").
• Check Parameter 57 for Power Off at E-STOP.
• Check MOTIF or MOCON PCB (see "Electrical Service").
Machine turns on, keyboard beeps, but no CRT display.
• Check for power connections to CRT from IOPCB. Check for green POWER LED at front of CRT.
• Close doors and Zero Return machine (possible bad monitor).
• Check video cable (760) from VIDEO PCB to CRT .
• Check for lights on the processor.
Machine turns on, CRT works, but no keyboard keys work.
• Check keyboard cable (700B) from VIDEO to KBIF PCB.
• Check keypad (see "Electrical Service").
• Check KBIF PCB (see "Electrical Service").
4
TROUBLESHOOTING
96-8710 rev J
June 2004
Page 6
SL-Series
VIBRATION
Vibration is a subjective evaluation with perceptions varying among individuals, making it difficult to determine in
mild cases if there is an actual problem. In obvious cases, it is a matter of determining the source - which is
not easy , since all parts rot ate together and sound can be transferred readily . V ibrations also need to be
distinguished from noise such as a bad bearing. We will assume that vibrations would be something that could
be felt by putting your hand on the spindle ring. One crude method of measurement would be to take an
indicator on a magnetic base extended 10 inches between the turret and spindle housing and observe the
reading of the indicator. A reading of more than .001 would indicate excessive vibration. The two common
sources of noise are the spindle and axis drives. Most complaints about vibration, accuracy , and finish can be
attributed to incorrect machining practices such as poor quality or damaged tooling, incorrect speeds or feeds,
or poor fixturing. Before concluding that the machine is not working properly , ensure that good machining
practices are being observed. These symptoms will not occur individually (Ex. A machine with backlash may
vibrate heavily, yielding a bad finish). Put all of the symptoms together to arrive at an accurate picture of the
problem.
Machine vibrates while spindle is on and is not cutting. Sometimes only at specific RPM.
• If the spindle alone causes vibration of the machine this is usually caused by the belt/pulley drive system
or the chuck jaws are not centered correctly.
Machine vibrates while jogging the axis with the jog handle.
• The HAAS control uses very high gain accelerations curves. This vibration as you jog is simply the
servos quickly trying to follow the handle divisions. If this is a problem, try using a smaller division on
the handle. Y ou will notice the vibration more at individual clicks than when you are turning the handle
faster. This is normal.
The machine vibrates excessively in a cut.
• This is a tough one to call because machining practices come into play . Generally speaking, the least
rigid element of a cut is the tool because it is the smallest part. Any cutter will vibrate if pushed beyond
its tensile strength. In order to eliminate the machine as the source of the problem, you need to check
the spindle and the backlash of the axes as described in the following sections. Once machining
practices have been eliminated as the source of vibration, observe the machine in both operation and
“cutting air.” Move the axes (individually) without the spindle turning and then turn the spindle without
moving the axes. Isolate whether the vibration comes from the spindle head or from an axis.
96-8710 rev J
June 2004
TROUBLESHOOTING
5
Page 7
SL-Series
ACCURACY
Before you complain of an accuracy problem, please make sure you follow these simple do’s and don’ts:
• Ensure that the machine has been sufficiently warmed up before cutting parts. This will eliminate
mispositioning errors caused by thermal growth of the ballscrews (see "Thermal Growth" section).
• Don’t ever use a wiggler test indicator for linear dimensions. They measure in an arc and have sine/cosine
errors over larger distances.
• Don’t use magnetic bases as accurate test stops. The high accel/decel of the axis can cause them to
move.
• Don’t attach test points to the sheet metal of the spindle head.
• Don’t check for accuracy/repeatability using an indicator with a long extension.
• Ensure that test indicators and stops are absolutely rigid and mounted to machined casting surfaces
• Check a suspected error with another indicator or method for verification.
• Ensure that the indicator is parallel to the axis being checked to avoid tangential reading errors.
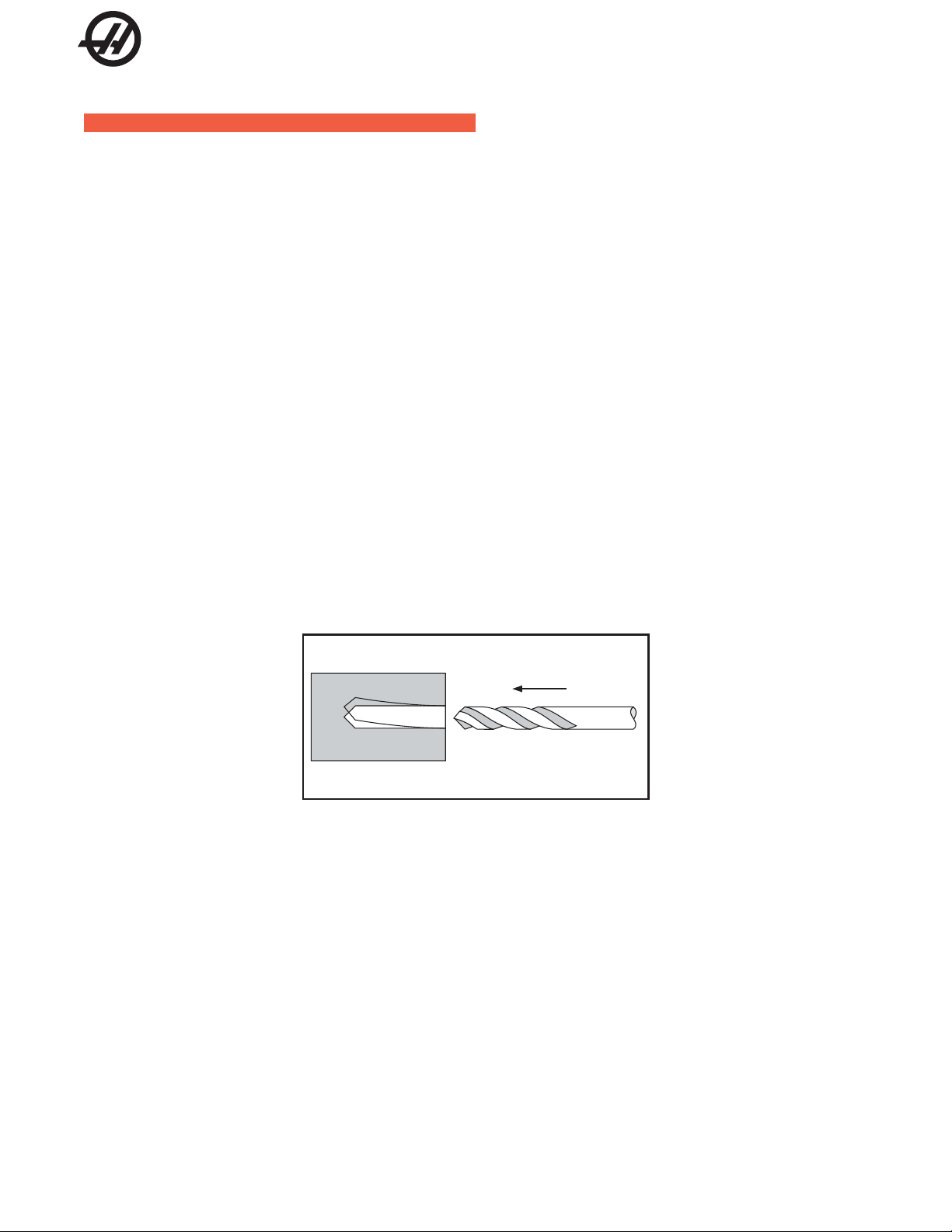
• Center drill holes before using jobber length drills if accuracy is questioned.
• Once machining practices have been eliminated as the source of the problem, determine specifically what
the machine is doing wrong.
Diameters are out of round
• Check that tooling and machining practices are correct. Bores will be out of round due to tool deflection
much more frequently than due to spindle bearing problems.
Drill
Diameters are incorrect in X-axis
• Ensure the tool probe is set up correctly (settings, etc.)
• Ensure tool offsets are coorect. Note that the coordinate system (F ANUC, YASNAC, HAAS) must be
selected before setting tools.
• Ensure Parameter 254, Spindle Center , is set correctly.
• Check for thermal growth of the X-axis ballscrew (see “Thermal Growth” section).
Center holes are malformed
• Ensure tooling is tight.
• Ensure Parameter 254, Spindle Center , is set correctly.
• Check spindle to turret pocket alignment. It may be out of alignment due to a crash or misadjustment.
• Check for thermal growth of the X-axis ballscrew (see “Thermal Growth” section).
6
TROUBLESHOOTING
96-8710 rev J
June 2004
Page 8
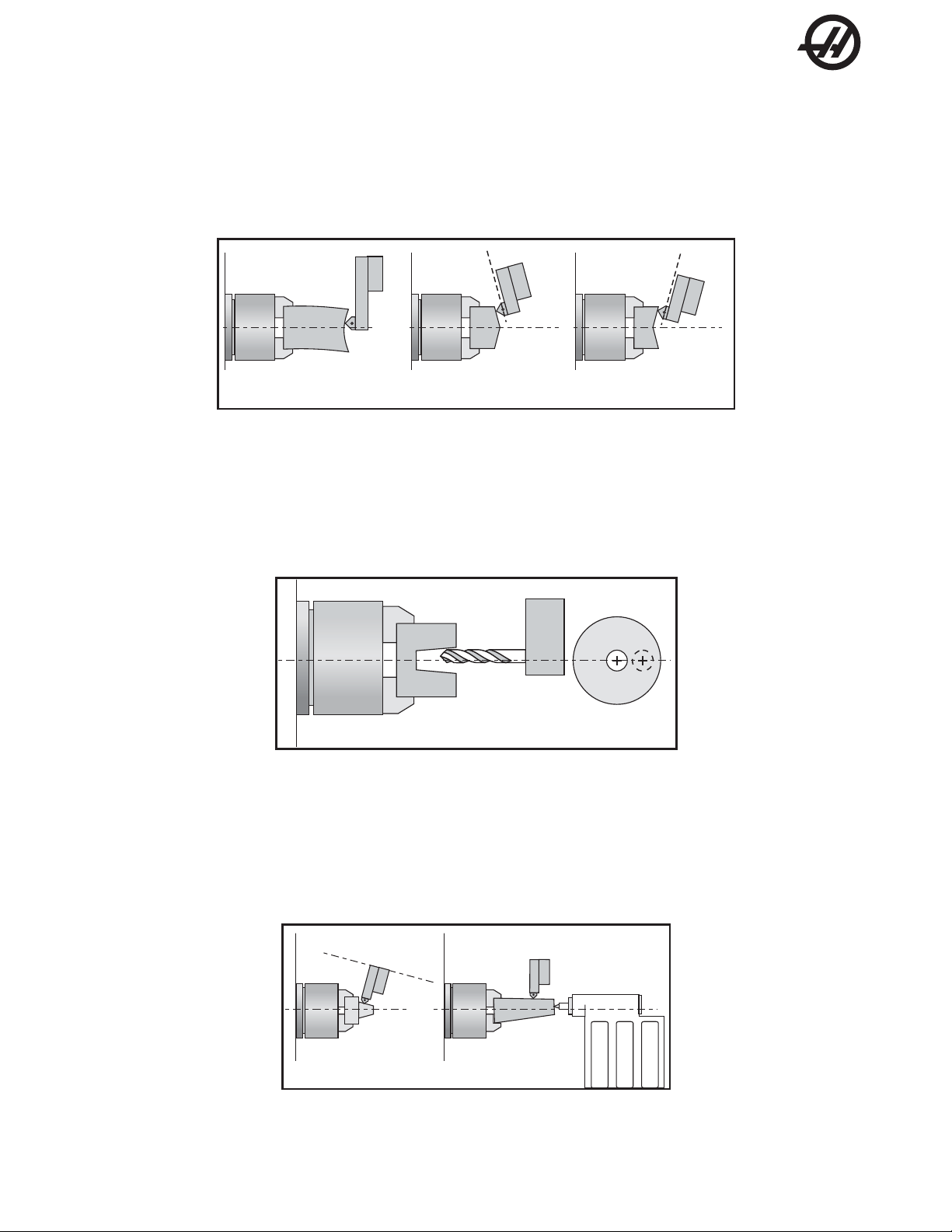
Part faces are conical
• Wedge may be out of alignment due to a crash.
• Check tooling setup. Turning long, unsupported parts may cause conical part faces.
• Check for thermal growth of the ballscrews (see Thermal Growth” section).
SL-Series
C
L
Part/Tooling Problem Geometry Problem
C
L
C
L
Bores are tapered
• Check that tooling and machining practices are correct. Bores will be tapered if the tooling is inappropriate,
the speeds and feeds are incorrect, or coolant is not getting to the cutting tool when required.
• Although it is rare, the spindle may be out of alignment due to a crash
• Check that the turret face is parallel with x-axis.
C
L
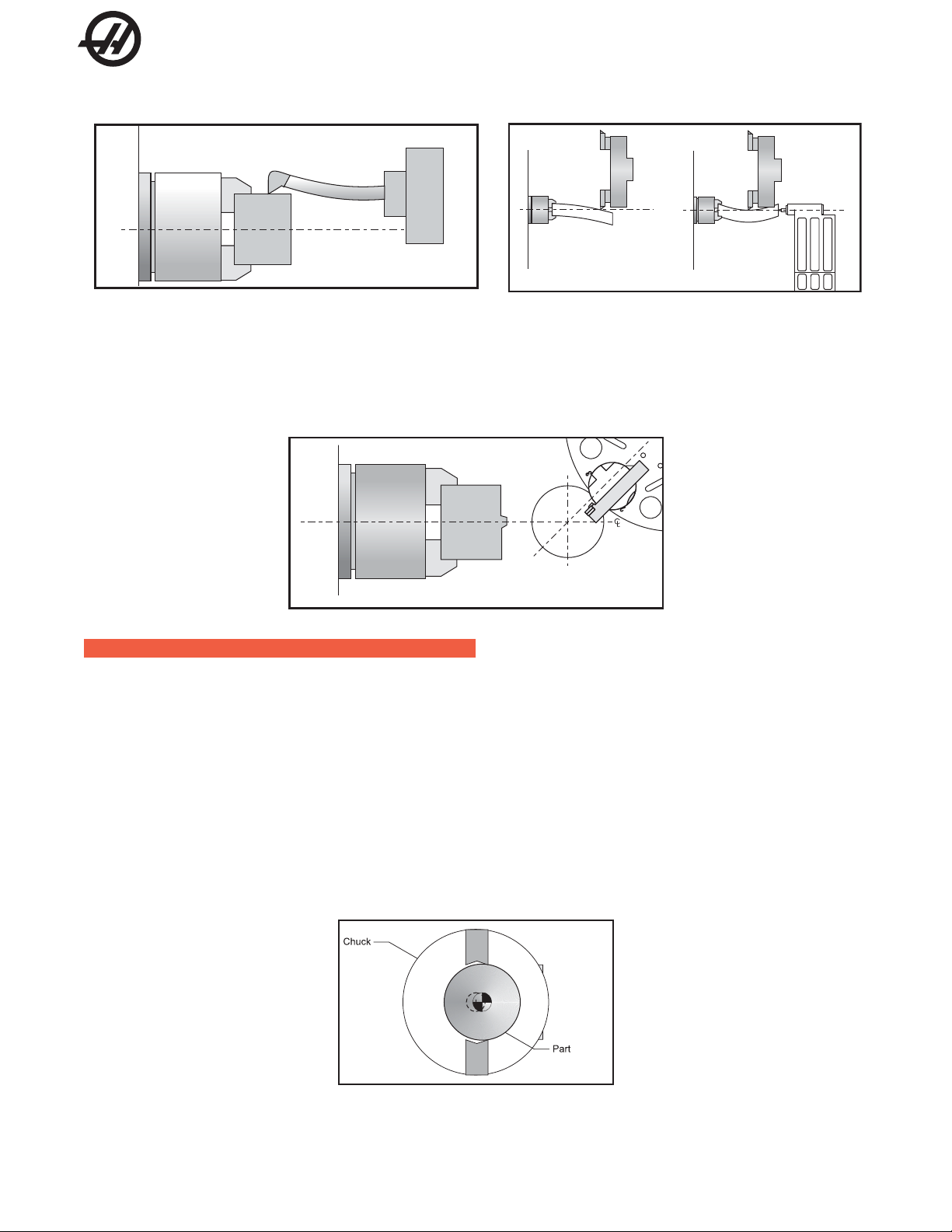
Outside diameter (O.D.) is tapered
• Check tooling setup. Turning long, unsupported parts can cause a tapered O.D.
• Check tailstock setup. Excessive hold pressure on the tailstock can distort parts.
• Spindle to Z-axis may be out of alignment (not parallel).
• Program around it. Reduce depth of final rough cut and finish pass to reduce part deflection.
C
L
96-8710 rev J
June 2004
C
L
Poor Geometry
TROUBLESHOOTING
7
Page 9
SL-Series
C
L
C
L
Poor Technique
C
L
Material left after facing a part
• Ensure tooling is correct.
• Ensure turret is aligned to X-axis travel.
• Ensure Parameter 254, Spindle Center , is set correctly.
Material LeftAfter Facing Part
FINISH
Machining yields a poor finish
• Check the condition of the tooling and the spindle.
• Ensure turret is clamped.
• Ensure tooling is tight.
• Check tooling for chatter or lack of rigidity .
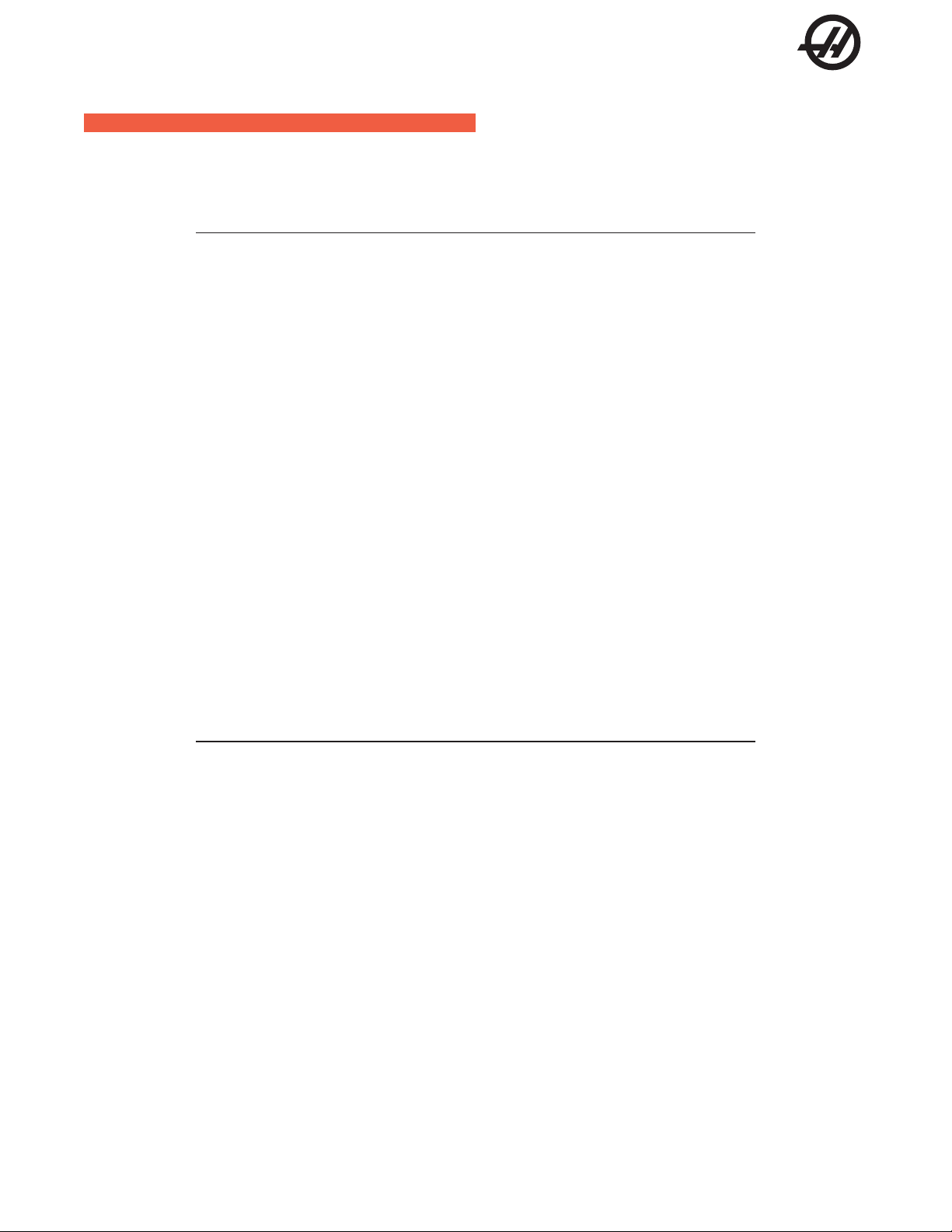
• Check the balance of the chuck, part, and fixture.
• Check for backlash.
• Check turret alignment.
8
TROUBLESHOOTING
96-8710 rev J
June 2004
Page 10
SL-Series
THERMAL G ROWTH
A possible source of accuracy and positioning errors is thermal growth of the ballscrews. As the machine
warms up, the ballscrews expand in both linear axes (X and Z), causing accuracy and positioning errors. This
is especially critical in jobs that require high accuracy .
NOTE: Thermal growth will be more noticeable in the X-axis, since errors will be
doubled when cutting a diameter.
Verify Thermal Growth
There are a number of ways to verify the problem. The following procedure will verify thermal growth of the Xaxis reversed-anchored ballscrew in a machine that has not been warmed up:
1. Home the machine. In MDI mode, press POSIT and P AGE DOWN to the OPER p age.
2. Jog to an offset location. Select the X-axis and press the ORIGIN key to zero it.
3. Press the OFSET key, then scroll down to G110 (or any unused offset). Cursor to X and press the
P AR T ZERO SET key. This will set X) at this position.
4. Enter a program that will start at the new zero position, rapid a certain distance in the X direction,
feed the final .25 inches slowly , and then repeat the X movement.
5. In order to set up the indicator , run the program in SINGLE BLOCK mode, and stop it when X is at
the end of its set travel. Set the magnetic base on the spindle retainer ring or other rigid surface,
with the indicator tip touching the turret in the X-axis, and zero it.
6. Exit SINGLE BLOCK mode, and run the program for a few minutes. Enter SINGLE BLOCK mode
again, stop the program when X is at the beginning of its travel, and take a final reading on the
indicator. If the problem is thermal growth, the indicator will show a dif ference in the X position.
NOTE: Ensure the indicator setup is correct as described in “Accuracy” section. Error
in setup are common, and often incorrectly appear to be thermal growth.
7. A similar program can be written to test for thermal growth in the Z-axis.
Solutions
Since there are many variables that affect thermal growth, such as the ambient temperature of the shop and
program feed rates, it is difficult to give one solution for all problems.
Thermal growth problems can generally be eliminated by running a warm-up program for approximately 20
minutes before machining parts. The most effective warm-up is to run the current program, at an offset Z
position before the part. This will allow the ballscrews to warm up to the correct temperature and stabilize.
Once the machine is at temperature, the ballscrews won't expand any further , unless they are allowed to cool
down. A warm-up program should be run after each time the machine is lef t idle.
96-8710 rev J
June 2004
TROUBLESHOOTING
9
Page 11
SL-Series
1.2 SPINDLE
NOT T URNING
Spindle not turning
• If there are any alarms, see “Alarms” section.
• Check that the spindle turns freely when machine is off.
• If spindle is still not turning, replace MOCON PCB.
• Disconnect the drive belt. If the spindle will not turn, it is seized and must be replaced.
For Brush machines only:
• If spindle drive does not light the RUN LED, check forward/reverse commands from IOPCB.
Check that the drawtube piston is not bound against the spindle shaft on the air cylinder style.
• Check the wiring of analog speed command from MOTIF PCB to spindle drive (cable 720).
• Disconnect the drive belt. If the spindle will not turn, it is seized and must be replaced.
NOTE: Before using the replacement spindle, the cause of the previous failure must
be determined.
NOISE
Most noise attributed to the spindle actually lie in the motor or drive belt of the machine. Isolate the sources of
noise as follows:
Excessive noise coming from the spindle head area.
• Remove the left end covers and check the machine’s drive belt tension.
• Run the motor with the drive belt disconnected. If the noise persists, the problem lies with the motor . If it
disappears, go on to the next step.
• Check for the correct amount of lubrication to the spindle bearings (1cc per hour) in an air mist lubricated
spindle.
VECTOR D RIVE
T o properly troubleshoot the V ector Drive, use the following questions as a guide:
• What alarms are generated?
• When does the alarm occur?
• Is the Vector Drive top fault light on?
• Is there a fault light on any of the servo amplifiers?
• Does the alarm reset?
• Does the spindle motor turn at all?
• Does the spindle turn freely by hand?
• Have the C-axis parameters been confirmed?
• What is the input voltage to the vector drive unit?
• What does the DC Bus voltage measure? (320 VDC to 345 VDC)
• Does the DC Bus voltage displayed on the diagnostic page match the measured DC Bus voltage?
10
TROUBLESHOOTING
96-8710 rev J
June 2004
Page 12

SL-Series
All of the questions above must be answered. The DC Bus voltage should be between 320 VDC to 345 VDC
with the machine powered up but not running. If the voltage is not in this range, adjust the taps on the main
line transformer until this voltage range is achieved. There is a possibility the drive is faulty , but low Bus
voltage can also be caused by a shorted REGEN load or a shorted amplifier .
If the DC Bus voltage is below 50 VDC and never goes any higher, perform Steps 1-6.
1. With the machine powered up, is the green “POWER-ON” L.E.D. lit? If not, replace the Vector
Drive unit.
2. Power down the machine. Disconnect the REGEN load (terminals 1 and 2 on the V ector Drive
unit) and measure the resistance from each wire-to-chassis ground (open) and between the wire
leads. The resistance should be 8.6 ohms for machines with 20/15 V ector drives and HT10K
lathes equipped with 40/30 drives. All other machines with 40/30 drives should measure 6 ohms.
If not, replace the REGEN load or cabling.
3. Disconnect cable 490 at terminals 2 and 3 of the V ector Drive and from the servo amplifiers. With
a multimeter in the diode mode, place the red meter lead to the +HV terminal and the black meter
lead to the -HV terminal of each amplifier. The meter should read open.
4. Reverse the leads: Place the red meter lead on the -HV terminal and the black lead on the +HV
terminal. The meter should read .7 ohms in both instances. If not, replace the faulty amplifier .
5. Measure the resist ance between terminals 1 and 3 of the Vector Drive. The meter should read
greater than 100K ohms. If not, the Vector Drive is faulty.
6. If the green “POWER-ON” L.E.D. was lit (from S tep 2), leave both 490 cables (2 and 3) disconnected from the drive and power up the machine.
a. Does the DC Bus voltage come up? If not, the Vector Drive is faulty .
b. Measure the voltage between terminals 1 and 3. The voltage should be 300
VDC or more. If not, the Vector Drive is faulty.
If both ‘a’ and ‘b’ check out okay, there is a problem with either the amplifiers or the REGEN load.
If the fault occurs upon acceleration -or- the spindle accelerates slowly -or- the spindle
makes noise, do the following:
7. Disconnect the output cables to the spindle motor. T urn on the machine and press <RESET>. Do
not command the spindle to turn. With a volt meter, measure the DC voltage between each output
phase (terminals 9, 10, and 11) to the 320V R TN (terminal 3). The meter should read 165 VDC in
each case, else one phase is faulty .
8. Measure the resistance across the motor wires from phase to phase and from each phase to
chassis. The meter should read .1 ohms phase-to-phase and open phase-to-chassis.
96-8710 rev J
June 2004
TROUBLESHOOTING
11
Page 13

SL-Series
If the fault occurs upon deceleration or acceleration just as the spindle reaches its specified speed, or if an overvoltage alarm (119) occurred, do the following:
9. Disconnect the REGEN load resistors (terminals 1 and 2) and measure the resistance from each
wire lead-to-chassis ground and between the wire leads. The meter should read open lead-toground, and 6 ohms between the leads for machines with 40/30 Vector drives and 8.6 ohms
between the leads on machines with 20/15 Vector drives and HT10K mills.
10. Measure the resistance from terminal 1 to terminal 3. If the resistance is less than 100K, the drive
is faulty.
1 1. With the REGEN load left disconnected, power-up the machine and command a spindle speed of
700 RPM (300 RPM for lathes in high gear). Press <RESET> while monitoring the DC voltage
between terminal 1 and terminal 3. The voltage should read 330 VDC and then drop to less than
50 VDC momentarily . If not, that drive is faulty . If the volt age at RESET was okay and the alarm
was resettable, the REGEN load should be replaced even if the resistance appears to be
12
TROUBLESHOOTING
96-8710 rev J
June 2004
Page 14
SL-Series
1.3 TRANSMISSION (SL 30 AND 40)
The transmission cannot be serviced in the field and must be replaced as a unit. Never remove the motor from
the transmission, as this will damage the transmission and void the warranty .
NOISE
Excessive or unusual noise coming from transmission.
Operate the machine in both high and low gears. Monitor for noise in both gear positions, and determine if the
noise varies with the motor or output shaft speed.
• If the noise only occurs in one gear throughout the entire RPM range of that gear position, the problem lies
with the transmission, and it must be replaced.
• If the noise occurs in both gear positions, disconnect the drive belts (see “Transmission” section, Mechani-
cal Service) and repeat the previous step. If the noise persists, the transmission is damaged and must be
replaced.
• Disconnect the drive belts (see “Transmission” section, Mechanical Service) and run the machine in high
gear. Command a change of direction and listen for a banging noise in the transmission as the machine
slows down to zero RPM and speeds back up in reverse. If the noise occurs, the motor has failed and the
transmission must be replaced.
GEARS W ILL N OT C HANGE
Machine will not execute a gear change.
• Check the voltage to the gear shifter motor . The voltage between pins 2 and 3 should be approximately
+28V when high gear is commanded and -28V when low gear is commanded. If these voltages are correct,
the gear shifter motor has failed and the transmission must be replaced. If these voltages are incorrect, the
cabling or transmission power supply is at fault.
INCORRECT G EAR S ELECTED OR S ENSED
Spindle speed is not consistent with selected gear.
• Monitor the discrete inputs and outputs SP HIG and SP LOW on the diagnostics display while command-
ing high and low gear. The output SP HIG should be 1 when high gear is selected, and SP LOW should be
1 when low gear is selected. The inputs SP HIG and SP LOW should be 0 when that gear is engaged, and
should both be 1 when the transmission is between gears. These inputs should never read 0 at the same
time.
If any of these inputs/outputs are incorrect, either the gear change limit switches or the wiring to the I/O PCB is
at fault. The limit switches are located inside the transmission, and cannot be replaced.
96-8710 rev J
June 2004
TROUBLESHOOTING
13
Page 15
SL-Series
1.4 SERVO M OTORS / BALLSCREWS
NOT O PERATING
All problems that are caused by servo motor failures should also register an alarm. Check the alarm history to
determine the cause of the problem before any action is taken.
Servo motor is not functioning.
• Check the power cable from rear electrical cabinet to ensure connection is tight.
• Encoder is faulty or contaminated (Alarms 139-142, 153-156, 165-168, 182-185). Replace motor
assembly on brushless machines
• Open circuit in motor (Alarms 139-142, 153-156, 182-185). Replace motor assembly ("Axis Motor
Removal / Installation").
• Motor has overheated, resulting in damage to the interior components (Alarms 135-138, 176).
Replace motor assembly ("Axis Motor Removal/Installation").
• Wiring is broken, shorted, or missing shield (Alarms 153-156, 175, 182-185).
• Motor has overheated; no damage to the interior components. OVERHEA T alarm has been
triggered. Af ter thorough check of motor (DO NOT DISASSEMBLE!), take necessary steps to
eliminate the problem and alarm to resume operation. If motor is still inoperable, replace motor
assembly ("Axis Motor Removal/Installation").
• Check for broken or loose coupling between the servo motor and the ball screw. Replace or rep air
the coupling ("Axis Motor Removal/Installation")
• Check for a damaged ball screw, and replace if necessary ("Ball Screw Removal and Inst allation"
section).
NOTE: If a ball screw fails, it is most often due to a failed bearing sleeve. When
replacing the ball screw in an older machine, always replace the bearing
sleeve with the current angular contact bearing sleeve ("Bearing Sleeve
Removal and Installation" section).
NOISE
Ball screw noise is usually caused by a lack of lubrication and is usually accompanied by heating. Other
causes are misalignment, bearing sleeve damage, or ball nut damage. Check the alarm history of the machine
and look for axis overcurrent and following error alarms.
NOTE: Do not replace ball screws or bearing sleeves without due consideration; they
are extremely durable and reliable. Verify that customer complaints are not due
to tooling, programming, or fixturing problems.
Servo motor noise.
•Disconnect the servo motor from the ball screw and rotate by hand. If the noise persists, replace
the motor assembly ("Axis Motor Removal/Installation" section).
•If motor noise is caused by motor bearings, replace motor.
14
TROUBLESHOOTING
96-8710 rev J
June 2004
Page 16
Ball screw noise.
• Ensure oil is getting to the ball screw through the lubrication system. Look for a plugged metering
valve.
• Check for damage to the bearing sleeve.
SL-Series
NOTE: The current angular contact design sleeve has a fixed pre-load; it cannot be
adjusted.
• Run the axis back and forth. The motor will get very hot if the bearing sleeve is damaged. If so, turn
the axis by hand and feel for roughness in the ball screw. Loosen the clamp nut s at both ends of
the ball screw. If the symptom disappears, replace the bearing sleeve. Be cert ain to check for
damage to the ball screw shaft where the bearing sleeve is mounted. If the noise persists, the ball
screw is damaged and must be replaced. When replacing the ball screw in an older machine,
always replace the bearing sleeve with the current angular contact design bearing sleeve.
• Misalignment in the ball screw itself will tend to cause the ball screw to tighten up and make
excessive noise at both ends of the travel. The ballnut may get hot. Misalignment radially at the
yoke where the ball screw ball nut mounts is indicated by heating up of the ball nut on the ball
screw, and noise and tightness throughout the travel of the ball screw . Misalignment at the yoke
where the ball nut mounts is indicated by noise and tightness at both ends of the travel of the ball
screw. The ball nut may get hot.
NOTE: Customer complaints of Ball Screw noise may not indicate a bad screw.
Screws from different manufacturers produce varying levels of noise. Often
machines are built with two or more different brands of screws in the same
machine. If complaints are generated about one axis screw in comparison to
another, it is possible that the screws are simply sourced from different
manufacturers.
ACCURACY / BACKLASH
Accuracy complaints are usually related to tooling, programming, or fixturing problems. Eliminate these
possibilities before working on the machine.
Poor Z-axis accuracy .
• Check for a loose encoder on the servo motor. Also, ensure the key in the motor or the ball screw is in
place and the coupling is tight (Brush motors only).
• Check parameters for that axis.
• Check for backlash in the ball screw as outlined below.
Initial Preparation-
Turn the lathe ON. ZERO RET the machine and move the carriage to the approximate center of its travel in the
Z-axis. Move the turret to the approximate center of the X-axis travel.
96-8710 rev J
June 2004
TROUBLESHOOTING
15
Page 17
SL-Series
X-Axis:
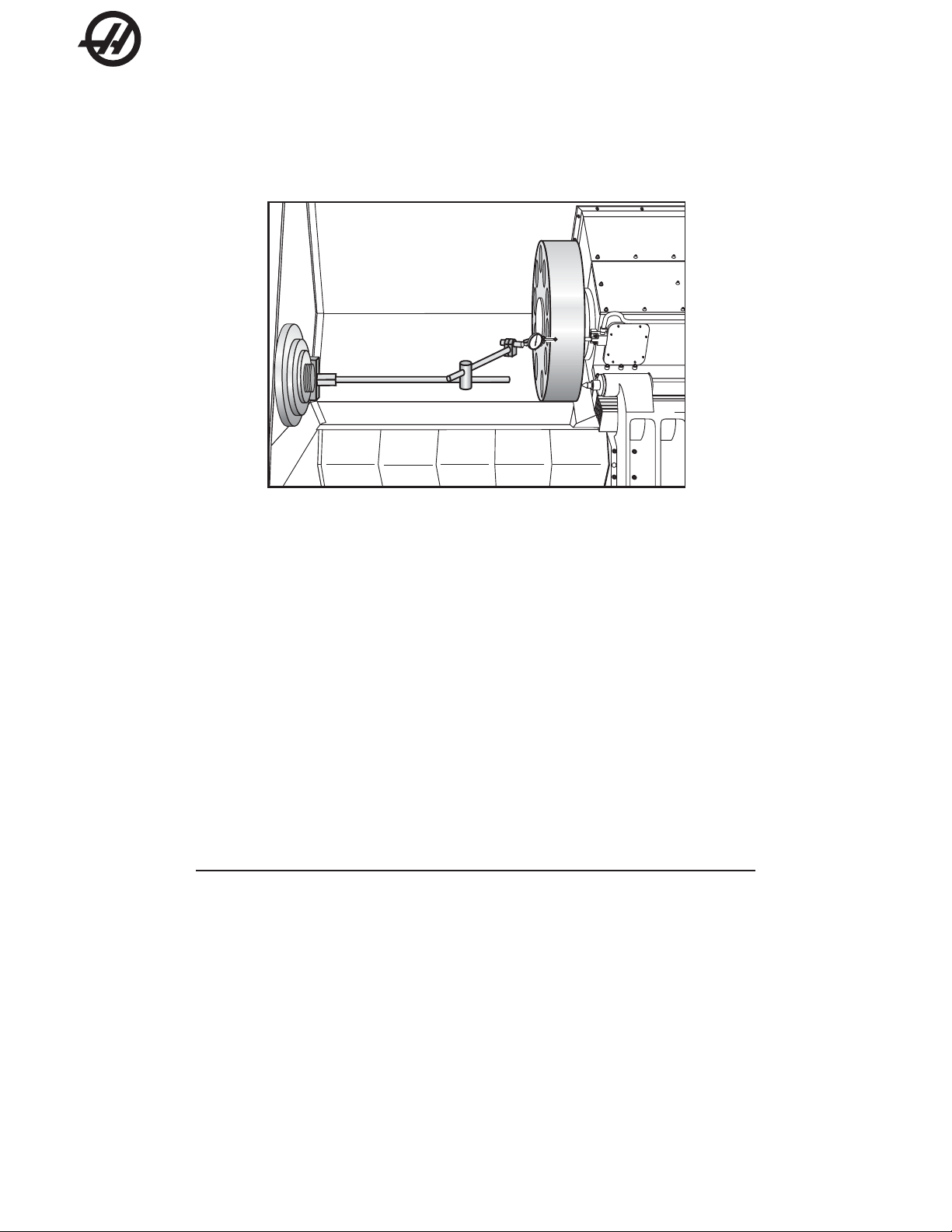
1. Place a dial indicator and base on the spindle retaining ring with the tip of the indicator positioned
on the outside diameter of the turret, as shown in Fig. 1.4-1
Fig. 1.4-1 Dial indicator in position to check X-axis.
2. Set dial indicator and the “Distance to go” display in HANDLE JOG mode to zero as follows:
• Zero the dial indicator.
• Press the MDI button on the control panel.
• Press the HANDLE JOG button on the control panel.
The “Distance to go” display on the lower right hand corner should read: X=0 Z=0
3. Set the rate of travel to .001 on the control panel and jog the machine .010 in the positive (+) X
direction. Jog back to zero (0) on the display. The dial indicator should read zero (0) ± .0001.
4. Repeat step 3 in the negative (-) direction.
TOTAL DEVIATION BETWEEN THE DIAL INDICATOR AND THE CONTROL PANEL DISPLAY
SHOULD NOT EXCEED .0002.
An alternate method for checking backlash is to place the dial indicator as shown in Fig. 4-1 and manually
push on the turret in both directions. The dial indicator should return to zero after releasing the turret.
NOTE: The servos must be on to check backlash by this method.
Z-Axis:
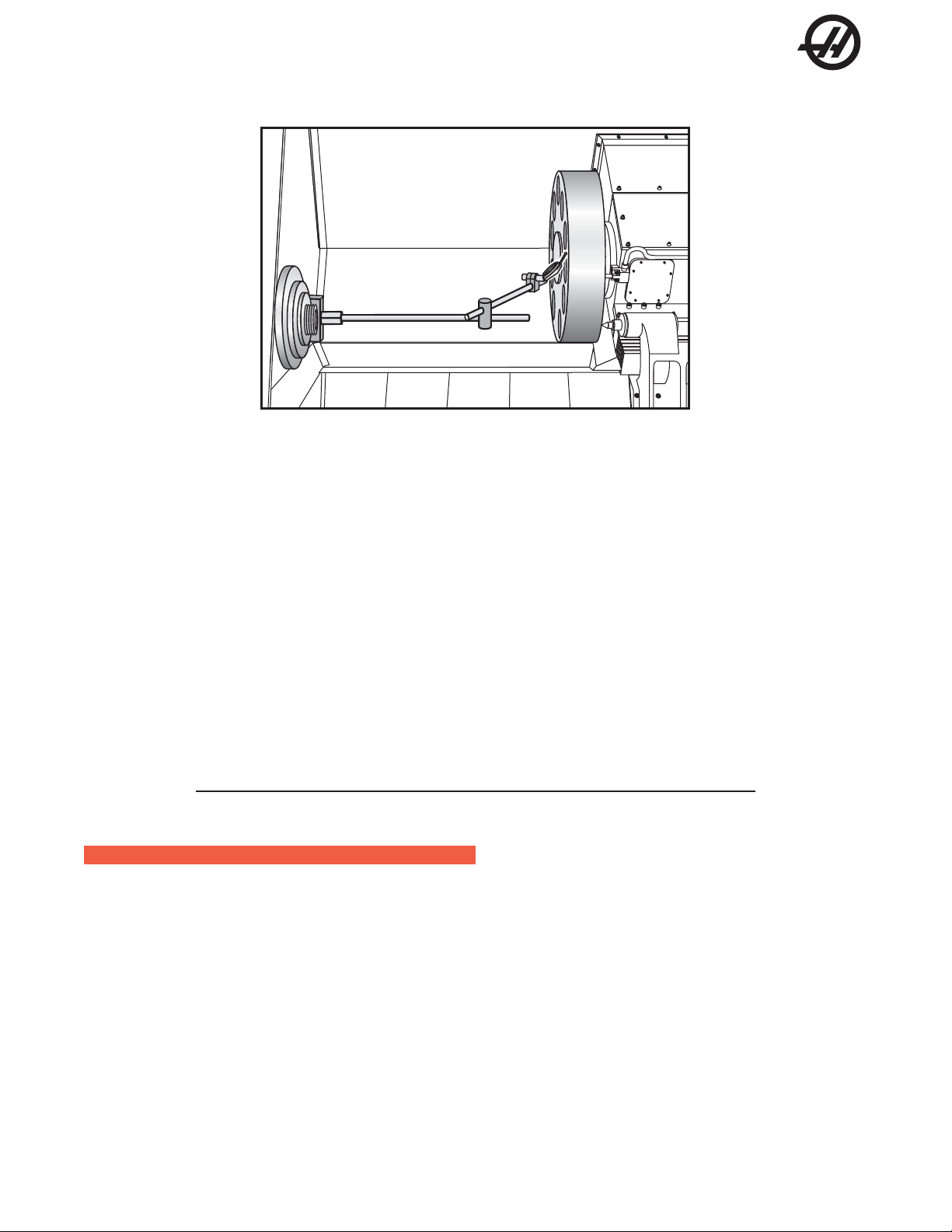
1. Place a dial indicator and base on the spindle retaining ring with the indicator tip positioned on the
face of the turret as shown in Fig. 1.4-2.
16
TROUBLESHOOTING
96-8710 rev J
June 2004
Page 18
SL-Series
Fig. 1.4-2 Dial indicator in position to check Z-axis
2. Set dial indicator and the “Distance to go” display in the HANDLE JOG mode to zero as follows:
• Zero the dial indicator.
• Press the MDI button on the control panel.
• Press the HANDLE JOG button on the control panel. The “Distance to go: display on the lower
right hand corner should read: X=0, Z=0
3. Set the rate of travel to .001 on the control panel and jog the machine .010 in the positive (+) Z
direction. Jog back to zero (0) on the display . The dial indicator should read (0) ± .001.
4. Repeat S tep 3 in the negative (-) direction.
TOTAL DEVIATION BETWEEN THE DIAL INDICATOR AND THE CONTROL PANEL DISPLAY
SHOULD NOT EXCEED .0002.
An alternate method for checking backlash is to place the dial indicator as shown in Fig. 4-2 and manually
push on the turret in both directions. The dial indicator should return to zero after releasing the turret.
NOTE: The servos must be on to check backlash by this method.
VIBRATION
Excessive servo motor vibration.
• Check all Parameters of the suspected axis against the Parameters as shipped with the machine. If
there are any differences, correct those and determine how the Parameters were changed.
• A bad motor can cause vibration if there is an open or short in the motor . A short would normally
cause a GROUND FAUL T or OVERCURRENT alarm; check the ALARMS. An ohmmeter applied to the
motor leads should show between 1 and 3 ohms between leads, and over 1 megohm from leads to
chassis. If the motor is open or shorted, replace.
96-8710 rev J
June 2004
TROUBLESHOOTING
17
Page 19

SL-Series
OVERHEATING
Servo motor overheating.
• If a motor OVERHEA T alarm occurs (ALARMS 135-138), check the Parameters for an incorrect
setting. Axis flags in Parameters 1, 15, or 29 can invert the overheat switch (OVER TEMP NC).
• If the motor is actually getting hot to the touch, there is excessive load on the motor. Check the user’s
application for excessive load or high duty cycle. Check the ball screw for binding ("Accuracy/
Backlash" section). If the motor is binding by itself, replace in accordance with "Axis Motor Removal/
Installation".
SERVO E RROR
“Servo Error Too Large” alarms occur on one or more axes sporadically.
• Check motor wiring for shorts.
• Driver card may need replacement.
• Servo motor may need replacement.
• Check for binding in motion of ball screw.
BALL S CREWS - VISUAL I NSPECTION
The three main causes of Ball Screw failure are:
Loss of Lubrication
Contamination
Machine Crash
Wear of the nut balls and the screw threads is generally not an issue under proper operating conditions.
Each type of suspect cause will leave telltale signs on the Ball Screw itself.
Loss of Lubrication:
The lubrication system of the machine provides a layer of oil for the Ball Screw components to operate on,
eliminating metal-to-metal contact. Should a problem with the lubrication system develop, that failure will
accelerate all wear issues.
1. Dry metal-to-metal contact following lube breakdown will create intense heat at the contact points.
The nut balls will weld to the nut races due to the heat and pressure of the preload. When movement of the Ball Screw continues, the welds will be broken, ripping off particles of both the balls
and the races. This loss of diameter will reduce the preload, reducing machine accuracy .
Ball Screws with this type of wear, but no screw surface marring, can be rep aired by the factory .
2. A second cause of wear of the Ball Screws is material fatigue. Material fatigue typically occurs at
the end of the Ball Screw service life. Signs of material fatigue include black, contaminated
coolant, pitting of the screw surface, loss of preload, and metal flakes on the Ball Screw .
Ball Screws suffering from material fatigue are not repairable and are considered scrap.
18
TROUBLESHOOTING
96-8710 rev J
June 2004
Page 20
SL-Series
Contamination:
Contamination of the lubrication and/or coolant systems of the machine will produce problems with the Ball
Screws.
Check the condition of the lube on the Ball Screw threads.
1. If the lube is wet and clean, this indicates a properly functioning lube system.
2. If the lube is thick and dark, but free of metal chips, the lube itself is old and must be changed out.
The entire system should be cleaned of the old lube.
3. If the lube is wet and black, the lube system has been contaminated by metal particles. Inspect
the Ball Screws for wear.
Contamination of the lube and/or coolant systems can be caused by a wearing Ball Screw , or by metal chips
entering the systems through open or loose way covers. Check all way covers and seals for excessive clearances.
Machine Crash:
A hard machine crash can cause a Ball Screw to lock up. The static overload created during a machine crash
can break apart the Nut balls, denting the thread surfaces. Turning the Nut by hand will result in an obvious
grinding feeling and/or sound.
1. Check the screw for straightness.
2. Look for ball dents at the ends of the screw length. These indents will be a sure sign of a hard
machine crash. The inertia of the table is transferred, due to the sudden stop, directly to the balls
inside the Nut, creating impressions on the screw surface.
CLEANING
In most cases, a thorough cleaning of the suspect Ball Screw will resolve “bad screw” issues, including noise
complaints.
1. Manually jog the Nut to one end of the screw.
2. Visually inspect the screw threads. Look for metal flakes, dark or thick lube, or contaminated
coolant: See Visual Inspection - Contamination above.
3. Use alcohol, or other approved cleaning agent s, to wash the screw.
CAUTION! Do not use detergents, degreasers, or solvents to clean Ball Screws
or their components. Do not use water-based cleaners to avoid rust.
4. Jog the Nut to the other end of its travel. If metal flakes are now present on the screw threads, you
may have wear issues.
96-8710 rev J
June 2004
5. Re-lubricate screw threads before returning the machine to service.
TROUBLESHOOTING
19
Page 21
SL-Series
1.5 TURRET C LAMP / UNLCAMP
Alarm 113 and 1 14
1) Check the tool changer solenoid.
A) Does the solenoid appear to be activating.?
I) If no, check power to the solenoid during a tool change. If there is voltage replace the solenoid.
II) If yes, go on.
B) Are the exhaust mufflers dirty?
I) If yes, remove the muffler and do a tool change. If the alarm goes away then replace the muffler
II) If no, proceed to the next step.
C) Is there water in the airlines?
I) If yes, insure that the air is now dry and replace the solenoid.
II) If no, proceed to the next step.
2) Check air pressure.
A) Is the main regulator set to a minimum 85 psi?
B) Does the air pressure drop more than 10 psi during a tool change?
I) If no, go to the next check.
II) If yes, the lathe has an insufficient volume of air . Must have a supply of 100 psi at 4 sfm at the
regulator. A small diameter air supply hose, hose length, and fitting size may restrict the volume
of air going to the machine.
3) Remove the top toolchanger cover. Confirm that the air cylinder is fully clamping (1 14 alarm) or fully
unclamping (1 13 alarm).
A) If yes, go to the next check,.
B) If no, try to push the air cylinder into position.
I) If the air cylinder will not fully clamp or unclamp disconnect the air cylinder from the cam lever
and retry . If the air cylinder still does not fully clamp or unclamp, replace the air cylinder.
II) If the air cylinder fully clamps and unclamps then:
1) Cam balls fell out of time with each other. This would be more common on the original
style cams. This design does not have a cage. Fully clamping the air cylinder by hand
should position the 3 balls correctly.
2) If this problem persists then the cams might be damaged. Replace with part numbers
93-8138 “cam upgrade kit”. This is a cam assembly with the cage. It is compatible with
all lathes.
4) Clamp switch or unclamp switch is failing or is out of adjustment. (Reed style or telemecanique switches).
A) Switch identification and adjustment.
I) Reed style switches- these types of clamp/unclamp switches are mounted on the air cylinder to
detect the clamp and unclamp position of the turret. The air cylinder has a magnetic piston,
which activates the switch when the magnetic piston is under it. This style detects the move ment of the piston, not the turret shaft.
1) Adjust the switch by first confirming that the air cylinder is fully clamped. While observ ing the diagnostic data for the control, slide the switch in one direction until the bit
changes from a “1” to a “0”. Mark the position with a pen then do the same while sliding
the switch in the other direction. Position the switch between the two markings and
tighten the clamp.
20
TROUBLESHOOTING
96-8710 rev J
June 2004
Page 22

SL-Series
2) If the alarm still persists then the switch might be failing. Change the clamp switch with
the unclamp switch at the air cylinder and at the lube panel. If the problem goes away
or changes to an unclamp alarm then replace the switch.
II) T elemecanique clamp/unclamp switches at the rear of the turret shaf t- these
types of switches detect the position of the turret shaft during a tool change,
these switches are installed on the same bracket which supports the turret
home switch, also called the a-axis home switch.
The amount of shaft movement or turret pop out is very important with this style
of switch. The switches are a direct indication of the position of the shaft. If the
turret in/out travel is not adjusted correctly or the switch bracket is holding the
switches too far apart then alarms during a tool change will occur .
96-8710 rev J
June 2004
TROUBLESHOOTING
21
Page 23

SL-Series
1.6 HYDRAULIC S YSTEM
HYDRAULIC P RESSURE
“Low hydraulic pressure” alarm (143).
• Check for any leaks.
• Check that the oil level is above the black line.
• Check that the oil pressure is within 50-500 psi. If the hydraulic unit needs to be replaced, see “Hydraulic
Unit Removal/Installation” section.
• Check that the temperature is less than 150 degrees. If the hydraulic unit needs to be replaced, see “Hydrau-
lic Unit Removal/Installation” section.
• Phasing changes cause the hydraulic unit to change directions resulting in alarm 134.
• Make sure the filter has been replaced within the last 6 months.
• If pressure drops below 40 PSI during activation of chuck or tailstock, an alarm will occur .
HYDRAULIC C HUCK
Chuck won’t clamp/unclamp.
• Check for alarm condition.
• Check display for “Low Hydraulic Pressure” alarm (134).
• Check that the oil pressure gauge is within 50-500 psi.
• Use a voltage meter to check the solenoid circuit breaker . Replace solenoid valve if faulty .
NOISE IN H YDRAULIC P OWER UNIT
Hydraulic power unit noise
NOTE: Noise in hydraulic unit should decrease a few minutes after start up
• Check for leaks in hose.
• Check that the oil level is above the black line.
• Check for loose pieces/hardware.
• Check for debris in motor/cooling fins.
• Remove, clean, and reinstall adjustment valves.
HYDRAULIC T AILSTOCK
Tailstock pulsates as it moves
Check operating pressure (Minimum operating pressure is 120 psi.).
Check for leaks at hydraulic cylinder.
Check for leaks at hose fittings.
22
TROUBLESHOOTING
96-8710 rev J
June 2004
Page 24
1.7 ELECTRICAL T ROUBLESHOOTING
SL-Series
CAUTION! Before working on any electrical components, power off the machine
ELECTRICAL A LARMS
and wait approximately 10 minutes. This will allow the highvoltage
power on the brushless amplifiers to be discharged.
Axis Drive Fault Alarm
• Blown amplifier - indicated by a light at bottom of amplifier when power is on. Replace amplifier.
• Amplifier or MOCON is noise sensitive. If this is the case, the alarm can be cleared and the axis
will run normally for a while.
T o check an amplifier , switch the motor leads and control cables between the amplifier and the one
next to it. If the same problem occurs with the other axis, the amplifier must be replaced. If the
problem stays on the same axis, It is either the MOCON or control cable. The problem could also
be the axis motor itself, with leads either shorted to each other or to ground, which is very rare.
• Amplifier faulting out for valid reason, such as overtemp, overvoltage, or +/-12 volt undervoltage
condition. This usually results from running a servo intensive program, or unadjusted 12 volt power
supply. Adjust voltage to correct specifications or replace the power supply.
Overvoltage could occur if regen load is not coming on, but this does not usually happen. The
problem could also be the axis motor itself, with leads either shorted to each other or to ground,
which is very rare.
Axis Overload
• The fuse function built into the MOCON has been overloaded, due to a lot of motor accel/decels, or
hitting a hard stop with the axis. This safety function protects the amplifier and motor , so find the
cause and correct it. If the current program is the cause, change the program. If the axis hits a
hard stop, the travel limits may be set wrong.
Phasing Error
• The MOCON did not receive the proper phasing information from the motors. DO NOT RESET the
machine if this alarm occurs. Power the machine down and back up. If the problem persists, it is
probably a broken wire or faulty MOCON connectors. This problem could also be related to the
Low Volt age Power Supply. Check to see if the L VPS is functioning properly.
Servo Error Too Large
• This alarms occurs when the difference between the commanded axis position and the actual
position becomes larger than the maximum that is set in the parameter .
This condition occurs when the amplifier is blown, is not receiving the commands, or the 320 volt
power source is dead. If the MOCON is not sending the correct commands to the amplifier, it is
probably due to a broken wire, or a PHASING ERROR that was generated.
Axis Z Fault or Z Channel Missing
• During a self-test, the number of encoder counts was found to be incorrect. This is usually caused
by a noisy environment, and not a bad encoder. Check all shields and grounds on the encoder
cables and the motor leads that come into the amplifiers. An alarm for one axis can be caused by
a bad grounding on the motor leads of another axis.
96-8710 rev J
June 2004
TROUBLESHOOTING
23
Page 25

SL-Series
Axis Cable Fault
• During a self-test, the encoder cable signals were found to be invalid. This alarm is usually caused
by a bad cable, or a bad connection on the motor encoder connectors. Check the cable for any
breaks, and the encoder connectors at the motor controller board. Machine noise can also cause
this alarm, although it is less common.
Alarm 101, "MOCON Comm. Failure"
• During a self-test of communications between the MOCON and main processor, the main
processor does not respond, and is suspected to be dead. This alarm is generated and the servos
are stopped. Check all ribbon cable connections, and all grounding. Machine noise can also
cause this alarm, although it is less common.
Alarm 157, "MOCON Watchdog Fault"
• The self-test of the MOCON has failed. Replace the MOCON.
Alarm 354 - Aux Axis Disconnected
When this alarm is generated, do not press RESET. Turn Setting 7 OFF. Enter DEBUG mode, then view the
Alarms/Messages page. On the Messages page, a code will appear similar to WO1. The list of codes and
their descriptions appears below:
WO1 Power was just turned on or failed. Check the ribbon cables from the Aux Axis PCB to the proces-
sor for correct routing. Check for communication problems between the processor and the Aux
Axis PCB.
WO2 Servo following error too large. Check the encoder for contamination or dirt. Check for an intermit-
tent connection at both ends of the motor cable.
WO3 Emergency Stop. The E-STOP button was pressed, or an E-ST OP condition occurred.
WO4 High load. Check for binding in the tool changer gearbox and motor. Rotate the carousel by hand
and feel for any binding. Make sure the tool holders are the correct weight.
WO5 Remote RS-232 commanded off. Check the ribbon cable and the voltage to the Aux Axis PCB.
Check for 1 15V AC (minimum) to the Aux Axis PCB from the main transformer. Check the fuse
holder and the fuse that is protecting this circuit.
WO6 Air or limit switch or motor overheat. Check that the motor is not hot. Check for any binding in the
motor. Check for overweight tooling.
WO7 Z channel fault. Either the encoder or the cable is bad. Change the encoder first, as it is easier to
change than the cable. If the problem persists, change the cable.
WO8 Over-current limit, stalled or PCB fault. Check for binding in the tool changer gearbox. Make sure
the belt is not too tight. Ohm out the motor cable, checking pins G to F (should be open), G to H
(should be open), and F to H (should read between 2.5 and 5 ohms). Check all the connections on
the Aux Axis PCB and motor cable.
WO9 Encode ES. Z channel is missing. Bad encoder or cable. See WO7.
WOA High voltage. Check the incoming voltage to the Aux Axis PCB. Incoming voltage must be 115
VAC. See WO5.
WOB Cable fault. Check the cable from the motor to the Aux Axis PCB. Check for loose connections at
each end.
24
TROUBLESHOOTING
96-8710 rev J
June 2004
Page 26
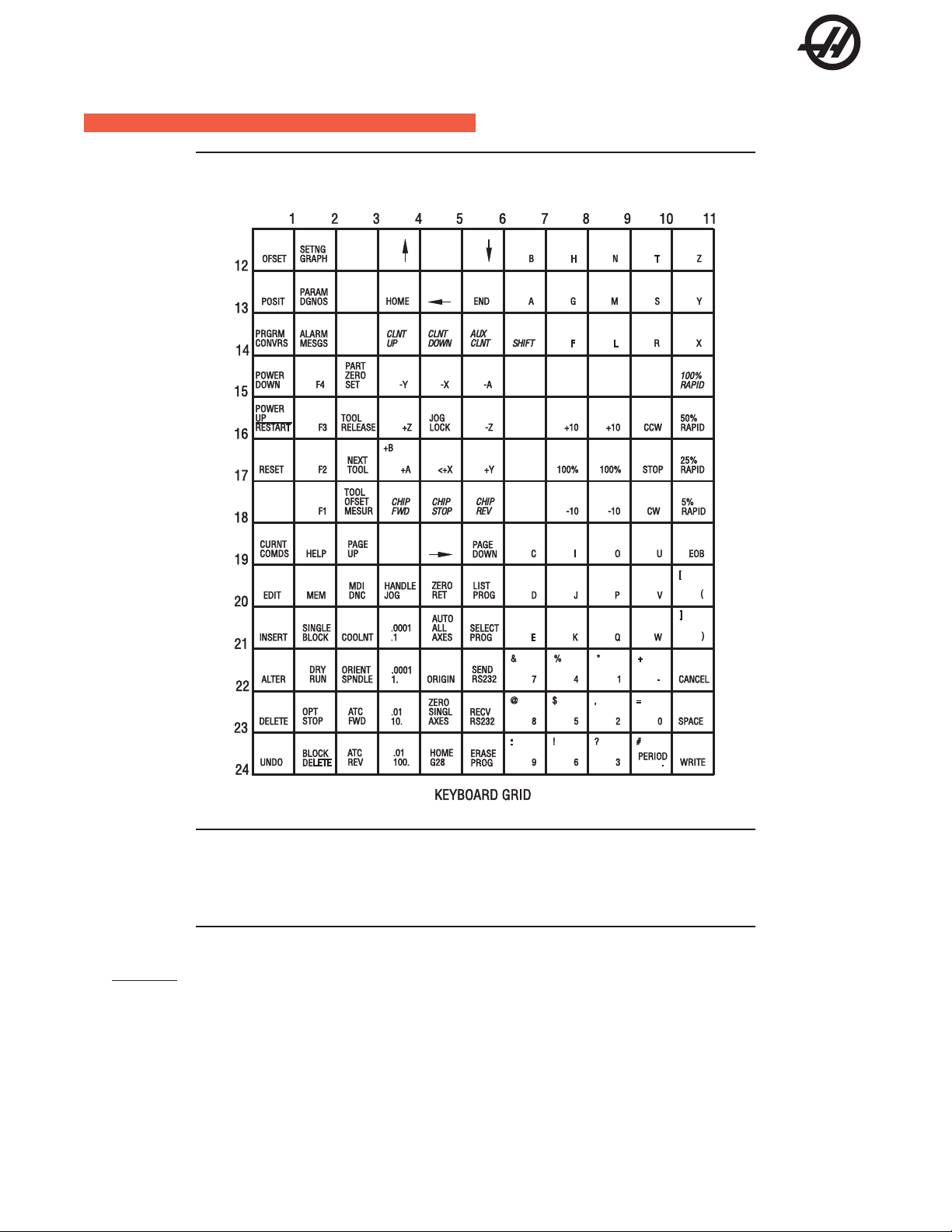
KEYBOARD D IAGNOSTIC
SL-Series
NOTE: Refer to the "Cable Locations" section of this manual for a drawing of the
Keyboard Interface PCB.
NOTE: This Keyboard Grid is for machines with a Keyboard Interface only. This
Keyboard Grid is not for machines with a Serial Keyboard Interface.
The following is an example of how to troubleshoot the keypad:
NOTE: Keypad Diodes 1-24 correspond to chart numbers 1-24.
Example
1. Pressing the RESET button will cause diodes 1 and 17 to conduct.
• With the POWER OFF read across diode 1.
• A typical reading is between .400-.700 ohms, note your reading.
96-8710 rev J
June 2004
TROUBLESHOOTING
25
Page 27
SL-Series
2. Press and hold the RESET button. If the diode is conducting, the reading should drop about .03 ohms.
• (If your reading was .486 and it dropped to .460, for a difference of .026; the diode is
good).
• The same will hold true for diode 17 in this example. If the reading stays the same or there
is no change, the diode is not conducting. Pull P2 and read between pins 1 and 17.
• Press and hold <RESET>. The meter should read a short (0 ohms) if not the keypad is
bad.
CRT TEST P ATTERN
This is current commands page displays a grid of 6 x 9 blocks which allows technicians to align the display on
the CRT and make sure the display is centered and ‘square’. The page is accessed by entering DEBUG mode
from the alarms screen, pressing CURNT COMDS, and then pressing P AGE UP.
SAVING THE M ACHINE I NFORMATION
T o review a machine’ s set-up save the parameters, settings, offsets, variables and G-code programs and alarm
history to a floppy disk. To do this, insert a blank diskette, press LISTPROG, POSIT, enter the machine's serial
number and press F2. The new file suffix will be “.HIS”.
1.8 BARFEEDER T ROUBLESHOOTING
Push finger works but the pushrod will not load (during initial installation), ensure there are relays installed in
the top two tool changer locations on the IOPCB. (K9 and K10). This can occur when installing a barfeeder on
an older machine.
Problem with accuracy or incorrect pushes: Try doing a new set up as G105 Q2, Q4 or Q5 may have inadvertently been changed. Once the barfeeder is installed and running the set up procedures should not have to be
repeated unless the bar feeder is moved or the the collet or chuck is is changed.
The End of Bar switch at the right of the transfer tray has a switch paddle that can stick in the down position.
This will cause erroneous bar lengths and other problems. The switch paddle can be formed slightly to assure
clearance in the opening in the transfer tray.
There is a small ampount of play in between the ball screw and the ball nut. This can set up a small amount of
vibration when very fast spindle speeds are used. This is normal operation and will not affect finished part.
Any time the transport assembly on the bar feeder is disassembled or changed, parameters 240, 1st Aux Max
Travel, and 244, 1st Aux Min T ravel, may be affected. If these parameters are not correctly set, malfunctioning
of the pushrod can occur and in some instances the barfeeder can crash. These parameters can be checked
by the following procedure:
1. Zero the bar feeder .
2. In handle jog mode, jog in the minus direction, until the V position on the screen
matches parameter 244.
26
3. Push down on the control arm positioner on the right side of the pushrod to ensure the rotation
control arm moves smoothly in and out of the notch on the left end. Loosen the two screws on the
fork activator and adjust if necessary.
TROUBLESHOOTING
96-8710 rev J
June 2004
Page 28

SL-Series
4. On the left end of the pushrod control arm is a pin that drops onto a notch when the pushrod is
loaded. This pin shopuld be just far enough to the left to clear the lobe in the notch. If this pin is
not in the correct position, use the jog handle to adjust it and enter the new number from the
screen into parameter 244.
5. To adjust p arameter 240 ensure the pushrod is unloaded and jog the push finger all the way to the
right. Paramter 240 should be set such that the carriage comes within about 3/8” of the ball screw
support end without hitting it. If not, adjust it using the jog handle and enter the V position from the
CRT into parameter 240.
96-8710 rev J
June 2004
TROUBLESHOOTING
27
Page 29

SL-Series
28
TROUBLESHOOTING
96-8710 rev J
June 2004
Page 30
SL-Series
2. ALARMS
Any time an alarm is present, the lower right hand corner of the screen will have a blinking "ALARM". Push the
ALARM display key to view the current alarm. All alarms are displayed with a reference number and a complete description. If the RESET key is pressed, one alarm will be removed from the list of alarms. If there are
more than 18 alarms, only the last 18 are displayed and the RESET must be used to see the rest. The presence of any alarm will prevent the operator from starting a program.
The ALARMS DISPLAY can be selected at any time by pressing the ALARM MESGS button. When there are
no alarms, the display will show NO ALARM. If there are any alarms, they will be listed with the most recent
alarm at the bottom of the list. The CURSOR and P AGE UP and P AGE DOWN buttons can be used to move
through a large number of alarms. The CURSOR right and left buttons can be used to turn on and off the
ALARM history display .
Note that tool changer alarms can be easily corrected by first correcting any mechanical problem, pressing
RESET until the alarms are clear , selecting ZERO RET mode, and selecting AUTO ALL AXES. Some messages are displayed while editing to tell the operator what is wrong but these are not alarms. See the editing
topic for those errors.
The following alarm list shows the alarm numbers, the text displayed along with the alarm, and a detailed
description of the alarm, what can cause it, when it can happen, and how to correct it.
101 COMM. FAILURE WITH MOCON/MOCON MEMOR Y F AULT During a self-test of communications between the
MOCON and main processor the main processor does not respond, and one of them is possibly bad. Check cable
connections and boards. This alarm could also be caused by a memory fault which was detected on the MOCON.
102 SERVOS OFF Indicates that the servo motors are off, the tool changer is disabled, the coolant pump is off, and
the spindle motor is stopped. Caused by EMERGENCY STOP, motor fault, or power failure.
103 X SERVO ERROR TOO LARGE Too much load or speed on X-axis motor. The difference between the motor
position and the commanded position has exceeded Parameter 9. The motor may also be stalled, disconnected, or
the driver failed. The servos will be turned off and a RESET must be done to restart. This alarm can be caused by
problems with the driver, motor, or the slide being run into the mechanical stops.
104 Y SERVO ERROR TOO LARGE Too much load or speed on Y-axis motor. The difference between the motor
position and the commanded position has exceeded Parameter 23. The motor may also be stalled, disconnected, or
the driver failed. The servos will be turned off and a RESET must be done to restart. This alarm can be caused by
problems with the driver, motor, or the slide being run into the mechanical stops.
105 Z SERVO ERROR TOO LARGE Too much load or speed on Z-axis motor. The difference between the motor
position and the commanded position has exceeded Parameter 37. The motor may also be stalled, disconnected, or
the driver failed. The servos will be turned off and a RESET must be done to restart. This alarm can be caused by
problems with the driver, motor, or the slide being run into the mechanical stops.
106 A SERVO ERROR TOO LARGE Too much load or speed on A-axis motor. The difference between the motor
position and the commanded position has exceeded Parameter 51. The motor may also be stalled, disconnected, or
the driver failed. The servos will be turned off and a RESET must be done to restart. This alarm can be caused by
problems with the driver, motor, or the slide being run into the mechanical stops.
107 EMERGENCY OFF EMERGENCY STOP button was pressed. Servos are also turned of f. Af ter the E-STOP is
released, the RESET button must be pressed at least twice to correct this; once to clear the E-STOP alarm and once
to clear the Servo Off alarm. This alarm will also be generated if there is a low pressure condition in the hydraulic
counterbalance system. In this case, the alarm will not reset until the condition has been corrected.
108 X SERVO OVERLOAD Excessive load on X-axis motor. This can occur if the load on the motor over a period of
several seconds or even minutes is large enough to exceed the continuous rating of the motor. The servos will be
turned off when this occurs. This can be caused by running into the mechanical stops but not much past them. It can
also be caused by anything that causes a very high load on the motors.
109 Y SERVO OVERLOAD Excessive load on Y-axis motor. This can occur if the load on the motor over a period of
several seconds or even minutes is large enough to exceed the continuous rating of the motor. The servos will be
turned off when this occurs. This can be caused by running into the mechanical stops but not much past them. It can
also be caused by anything that causes a very high load on the motors.
96-8710 rev J
June 2004
ALARMS
29
Page 31

SL-Series
110 Z SERVO OVERLOAD Excessive load on Z-axis motor. This can occur if the load on the motor over a period of
several seconds or even minutes is large enough to exceed the continuous rating of the motor. The servos will be
turned off when this occurs. This can be caused by running into the mechanical stops but not much past them. It can
also be caused by anything that causes a very high load on the motors.
111 A SERVO OVERLOAD Excessive load on A-axis motor. This can occur if the load on the motor over a period of
several seconds or even minutes is large enough to exceed the continuous rating of the motor. The servos will be
turned off when this occurs. This can be caused by running into the mechanical stops but not much past them. It can
also be caused by anything that causes a very high load on the motors.
112 NO INTERRUPT Electronics fault. Call your dealer.
113 TURRET UNLOCK FAULT The turret took longer to unlock and come to rotation position than allowed for in
Parameter 62. The value in Parameter 62 is in milliseconds. This may occur if the air pressure is too low, the tool
turret clamp switch is faulty or needs adjustment, or there is a mechanical problem.
114 TURRET LOCK FAULT The turret took longer to lock and seat than allowed for in Parameter 63. The value in
Parameter 63 is in milliseconds. This may occur if the air pressure is too low, the tool turret clamp switch is faulty or
needs adjustment, or there is a mechanical problem.
115 TURRET ROTATE FAULT Tool motor not in position. During a tool changer operation the tool turret failed to start
moving or failed to stop at the right position. Parameters 62 and 63 can adjust the time-out times. This alarm can be
caused by anything that jams the rotation of the turret. A loss of power to the tool changer can also cause this, so
check CB5, relays 1-8, 2-3, and 2-4.
116 SPINDLE ORIENTATION FAULT Spindle did not orient correctly. During a spindle orientation function, the spindle
rotated but never achieved proper orientation. This can be caused by failure of encoder, cables, belts, MOCON or
vector drive.
117 SPINDLE HIGH GEAR FAULT Gearbox did not shift into high gear. During a change to high gear, the spindle is
rotated slowly while air pressure is used to move the gears but the high gear sensor was not detected in time.
Parameters 67, 70 and 75 can adjust the time-out times. Check the air pressure, the solenoids circuit breaker CB4,
and the spindle drive.
118 SPINDLE LOW GEAR FAULT Gearbox did not shift into low gear. During a change to low gear , the spindle is
rotated slowly while air pressure is used to move the gears but the low gear sensor was not detected in time.
Parameters 67, 70 and 75 can adjust the time-out times. Check the air pressure, the solenoid’s circuit breaker CB4,
and the spindle drive.
119 OVERVOLTAGE Incoming line voltage is above maximum. The servos will be turned off and the spindle, tool
changer, and coolant pump will stop. If this condition persists, an automatic shutdown will begin after the interval
specified by parameter 296.
120 LOW AIR PRESSURE Air pressure dropped below 80 PSI for a period defined by Parameter 76. The LOW AIR PR
alarm will appear on the screen as soon as the pressure gets low, and this alarm appears after some time has
elapsed. Check your incoming air pressure for at least 100 PSI and ensure that the regulator is set at 85 PSI.
121 LOW LUBE OR LOW PRESSURE Way lube is low or empty or there is no lube pressure or too high a pressure.
Check tank at rear of machine and below control cabinet. Also check connector on the side of the control cabinet.
Check that the lube lines are not blocked.
122 REGEN OVERHEAT The regenerative load temperature is above a safe limit. This alarm will turn off the servos,
spindle drive, coolant pump, and tool changer. One common cause of this overheat condition is an input line voltage
too high. If this condition persists, an automatic shutdown will begin after the interval specified by parameter 297. It
can also be caused by a high start/stop duty cycle of spindle.
123 SPINDLE DRIVE FAULT Failure of spindle drive, motor or regen load. This can be caused by a shorted motor,
overvoltage, overcurrent, undervoltage, failure of drive or shorted or open regen load. Undervoltage and overvoltage of
DC bus are also reported as alarms 160 and 119, respectively.
124 LOW BATTERY Memory batteries need replacing within 30 days. This alarm is only generated at power on and
indicates that the 3.3 volt Lithium battery is below 2.5 volts. If this is not corrected within about 30 days, you may lose
your stored programs, parameters, offsets, and settings.
125 TOOL TURRET FAULT Turret has not seated itself properly. There may be something obstructing the turret
between the housing and the turret itself.
30
ALARMS
96-8710 rev J
June 2004
Page 32

SL-Series
126 GEAR FAULT Gearshifter is out of position when a command is given to start a program or rotate the spindle.
This means that the two speed gear box is not in either high or low gear but is somewhere in between. Check the air
pressure, the solenoid’s circuit breaker CB4, and the spindle drive. Use the POWER UP/RESTART button to correct
the problem.
127 DOOR FAULT The control failed to detect a low signal at the Door Switch when the door was commanded to
close, or a high signal at the Door Switch when the door was commanded to open after the time allowed by parameter 251.
129 M FIN FAULT M-Fin was active at power on. Check the wiring to your M code interfaces. This test is only performed at power-on.
130 CHUCK UNCLAMPED The control detected that the chuck is unclamped. The spindle RPM may be too high to
allow the chuck to unclamp or the spindle was command on while the chuck was unclamped and the door was open.
There may also be a possible fault in the air solenoids, relays on the I/O Assembly, or wiring.
132 POWER DOWN FAILURE Machine did not turn off when an automatic power-down was commanded. Check
wiring to Power Interface (POWIF) card on power supply assembly, relays on the I/O assembly, and the main
contactor K1.
133 SPINDLE BRAKE ENGAGED The brake is engaged. It must be released before the spindle can turn.
134 LOW HYDRAULIC PRESSURE Hydraulic pressure is sensed to be low. Check pump pressure and hydraulic tank
oil level. Verify proper pump and machine phasing. Also, check 3-phase power phasing.
135 X-AXIS MOTOR OVERHEAT Servo motor overheat. The temperature sensor in the motor indicates over 150
degrees F (65 deg. C). This can be caused by an extended overload of the motor such as leaving the slide at the
stops for several minutes.
136 Y-AXIS MOTOR OVERHEAT Servo motor overheat. The temperature sensor in the motor indicates over 150
degrees F (65 deg. C). This can be caused by an extended overload of the motor such as leaving the slide at the
stops for several minutes.
137 Z-AXIS MOTOR OVERHEAT Servo motor overheat. The temperature sensor in the motor indicates over 150
degrees F (65 deg. C). This can be caused by an extended overload of the motor such as leaving the slide at the
stops for several minutes.
138 A-AXIS MOTOR OVERHEA T Servo motor overheat. The temperature sensor in the motor indicates over 150
degrees F (65 deg.C). This can be caused by an extended overload of the motor such as leaving the slide at the
stops for several minutes.
139 X MOTOR Z FAULT Encoder marker pulse count failure. This alarm usually indicates that the encoder has been
damaged and encoder position data is unreliable. This can also be caused by loose encoder connectors.
140 Y MOTOR Z FAULT Encoder marker pulse count failure. This alarm usually indicates that the encoder has been
damaged and encoder position data is unreliable. This can also be caused by loose encoder connectors.
141 Z MOTOR Z FAULT Encoder marker pulse count failure. This alarm usually indicates that the encoder has been
damaged and encoder position data is unreliable. This can also be caused by loose encoder connectors.
142 A MOTOR Z FAULT Encoder marker pulse count failure. This alarm usually indicates that the encoder has been
damaged and encoder position data is unreliable. This can also be caused by loose encoder connectors.
144 TIMEOUT - CALL YOUR DEALER T ime allocated for use prior to payment exceeded. Call your dealer.
145 X LIMIT SWITCH Axis hit limit switch or switch disconnected. The stored stroke limits should stop the slides
before they hit the limit switches. Verify the value of parameter 125 Grid Offset and check the wiring to the limit switch
and connector P5 at the side of the main cabinet. Can also be caused by a loose encoder shaft at the back of the
motor or coupling of motor to the screw.
146 Y LIMIT SWITCH Axis hit limit switch or switch disconnected. The stored stroke limits should stop the slides
before they hit the limit switches. Verify the value of parameter 126 Grid Offset and check the wiring to the limit switch
and connector P5 at the side of the main cabinet. Can also be caused by a loose encoder shaft at the back of the
motor or coupling of motor to the screw.
147 Z LIMIT SWITCH Axis hit limit switch or switch disconnected. The stored stroke limits should stop the slides
before they hit the limit switches. Verify the value of parameter 127 Grid Offset and check the wiring to the limit switch
and connector P5 at the side of the main cabinet. Can also be caused by a loose encoder shaft at the back of the
motor or coupling of motor to the screw.
96-8710 rev J
June 2004
ALARMS
31
Page 33

SL-Series
148 A LIMIT SWITCH Normally disabled for rotary axis.
149 SPINDLE TURNING A signal from spindle drive indicating that the spindle drive is stopped is not present when an
M85 was commanded. Command the spindle to stop or to an RPM less than or equal to parameter 586 before
commanding an M85.
150 I_MODE OUT OF RANGE Cycle power on the machine. If the alarm reoccurs, call your dealer and report the
sequence of events that lead to the alarm.
151 HPC LOW PRESSURE A low coolant pressure condition has been detected. To disable this alarm, set parameter
209 Common Switch 2 DSBL CLNT IN to 1.
152 SELF TEST FAIL Control has detected an electronics fault. All motors and solenoids are shut down. This is most
likely caused by a fault of the processor board stack at the top left of the control. Call your dealer.
153 X AXIS Z CH MISSING Z Reference signal from encoder was not received as expected. All servos are turned off.
Can be caused by loose connections, encoder contamination, or parameter error.
154 Y AXIS Z CH MISSING Z Reference signal from encoder was not received as expected. All servos are turned off.
Can be caused by loose connections, encoder contamination, or parameter error.
155 Z AXIS Z CH MISSING Z Reference signal from encoder was not received as expected. All servos are turned off.
Can be caused by loose connections, encoder contamination, or parameter error.
156 A AXIS Z CH MISSING Z Reference signal from encoder was not received as expected. Can be caused by loose
connections, encoder contamination, or parameter error.
157 MOCON WATCHDOG FAULT The self-test of the MOCON has failed. Call your dealer .
158 VIDEO/KEYBOARD PCB FAILURE During power-on test s, the control has detected a problem in either the key-
board or the video memory. Call your dealer.
159 KEYBOARD FAILURE Keyboard shorted or button pressed at power on. A power-on test of the membrane keypad
has found a shorted button. It can also be caused by a short in the cable from the main cabinet or by holding a switch
down during power-on.
160 LOW VOLTAGE The line voltage to control is too low. This alarm occurs when the AC line voltage drops below the
voltage specified by Parameter 294.
161 X AXIS DRIVE FAULT Current in X servo motor beyond limit. Possibly caused by a stalled or overloaded motor.
The servos are turned off. Running the axis into a mechanical stop can cause this. A short in the motor or a short of
one motor lead to ground can also cause it.
162 Y AXIS DRIVE FAULT Current in Y servo motor beyond limit. Possibly caused by a stalled or overloaded motor.
The servos are turned off. Running the axis into a mechanical stop can cause this. A short in the motor or a short of
one motor lead to ground can also cause it.
163 Z AXIS DRIVE FAULT Current in Z servo motor beyond limit. Possibly caused by a stalled or overloaded motor.
The servos are turned off. Running the axis into a mechanical stop can cause this. A short in the motor or a short of
one motor lead to ground can also cause it.
164 A AXIS DRIVE FAULT Current in A servo motor beyond limit. Possibly caused by a stalled or overloaded motor.
The servos are turned off. Running the axis into a mechanical stop can cause this. A short in the motor or a short of
one motor lead to ground can also cause it.
165 X ZERO RET MARGIN TOO SMALL This alarm will occur if the home/limit switches move or are misadjusted. This
alarm indicates that the zero return position may not be consistent from one zero return to the next. The encoder Z
channel signal must occur between 1/8 and 7/8 revolution of where the home switch releases. This will not turn the
servos off but will stop the zero return operation.
166 Y ZERO RET MARGIN TOO SMALL This alarm will occur if the home/limit switches move or are misadjusted. This
alarm indicates that the zero return position may not be consistent from one zero return to the next. The encoder Z
channel signal must occur between 1/8 and 7/8 revolution of where the home switch releases. This will not turn the
servos off but will stop the zero return operation.
167 Z ZERO RET MARGIN TOO SMALL This alarm will occur if the home/limit switches move or are misadjusted. This
alarm indicates that the zero return position may not be consistent from one zero return to the next. The encoder Z
channel signal must occur between 1/8 and 7/8 revolution of where the home switch releases. This will not turn the
servos off but will stop the zero return operation.
32
ALARMS
96-8710 rev J
June 2004
Page 34

SL-Series
168 A ZERO RET MARGIN TOO SMALL This alarm will occur if the home/limit switches move or are misadjusted.
This alarm indicates that the zero return position may not be consistent from one zero return to the next. The encoder
Z channel signal must occur between 1/8 and 7/8 revolution of where the home switch releases. This will not turn the
servos off but will stop the zero return operation.
169 SPINDLE DIRECTION FAULT Problem with rigid tapping hardware. The spindle started turning in the wrong
direction.
171 RPM TOO HIGH TO UNCLAMP The spindle speed exceeded the max speed allow in parameter 248 to unclamp.
Reduce the speed of the spindle to a value less than or equal to parameter 248.
172 DOOR IS OPEN AND SPINDLE IS TURNING The chuck is not allowed to unclamp while the door is open and the
spindle is on.
173 SPINDLE REF SIGNAL MISSING The Z channel pulse from the spindle encoder is missing for rigid tapping
synchronization.
174 TOOL LOAD EXCEEDED The tool load limit is set and the load limit for a tool was exceeded in a feed.
175 GROUND FAULT DETECTED A ground fault condition was detected in the 1 15V AC supply . This can be caused by a
short to ground in any of the servo motors, the tool change motors, the fans, or the oil pump.
176 OVERHEAT SHUTDOWN An overheat condition persisted longer than the interval specified by parameter 297 and
caused an automatic shutdown.
177 OVERVOLTAGE SHUTDOWN An overvoltage condition persisted longer than the interval specified by parameter
296 and caused an automatic shutdown.
178 DIVIDE BY ZERO! There are some parameters that are used as a divisor and therefore must never be set to zero.
If the problem cannot be corrected by parameters, cycle power on the machine. If the alarm reoccurs, call your dealer
and report the sequence of events that lead to the alarm.
179 LOW PRESSURE TRANS OIL Transmission oil is low or low pressure condition in oil lines.
181 MACRO NOT COMPLETED - SPINDLE DISABLED Macro code operating Haas optional equipment (bar feeder,
etc.) was not completed for some reason (ESTOP, RESET, Power Down, etc.). Check optional equipment and run
recovery procedure.
182 X CABLE FAULT Cable from X-axis encoder does not have valid differential signals.
183 LIVE TOOLING CABLE FAULT Cable from LT motor encoder does not have valid differential signals.
184 Z CABLE FAULT Cable from Z-axis encoder does not have valid differential signals.
185 A CABLE FAULT Cable from A-axis encoder does not have valid differential signals.
186 SPINDLE NOT TURNING Status from spindle drive indicates it is not at speed when expected. Commanding a
feed when the spindle is stopped can cause this.
187 B SERVO ERROR TOO LARGE Too much load or speed on B-axis motor. The difference between the motor
position and the commanded position has exceeded a parameter. The motor may also be stalled, disconnected, or
the driver failed. The servos will be turned off and a RESET must be done to restart. This alarm can be caused by
problems with the driver, motor, or the slide being run into the mechanical stops.
188 B SERVO OVERLOAD Excessive load on B-axis motor. This can occur if the load on the motor over a period of
several seconds or even minutes is large enough to exceed the continuous rating of the motor. The servos will be
turned off when this occurs. This can be caused by running into the mechanical stops but not much past them. It can
also be caused by anything that causes a very high load on the motors.
189 B-AXIS MOTOR OVERHEAT Servo motor overheat. The temperature sensor in the motor indicates over 150
degrees F. This can be caused by an extended overload of the motor such as leaving the slide at the stops for
several minutes.
190 B MOTOR Z FAULT Encoder marker pulse count failure. This alarm usually indicates that the encoder has been
damaged and encoder position data is unreliable. This can also be caused by loose encoder connectors.
191 B LIMIT SWITCH Normally disabled for rotary axis.
192 B AXIS Z CH MISSING Z reference signal from encoder was not received as expected. Can be caused by loose
connections, encoder contamination, or parameter error.
96-8710 rev J
June 2004
ALARMS
33
Page 35

SL-Series
193 B AXIS DRIVE FAULT Current in B servo motor beyond limit. Possibly caused by a stalled or overloaded motor.
The servos are turned off. Running the axis into a mechanical stop can cause this. A short in the motor or a short of
one motor lead to ground can also cause it.
194 B ZERO RET MARGIN TOO SMALL This alarm will occur if the home/limit switches move or are misadjusted. This
alarm indicates that the zero return position may not be consistent from one zero return to the next. The encoder Z
channel signal must occur between 1/8 and 7/8 revolution of where the home switch releases. This will not turn the
servos off but will stop the zero return operation.
195 B CABLE FAULT Cable from B-axis encoder does not have valid differential signals.
197 MISC. SOFTWARE ERROR This alarm indicates an error in the control software. Call your dealer and report this
problem.
198 SPINDLE STALLED Control senses that no spindle fault has occurred; the spindle is at speed, yet the spindle is
not turning. Possibly the belt between the spindle drive motor and spindle has slipped or is broken.
199 NEGATIVE RPM Cycle power on the machine. If the alarm reoccurs, call your dealer and report the sequence of
events that lead to the alarm.
201 P ARAMETER CRC ERROR Parameters lost maybe by low battery. Check for a low battery and low battery alarm.
202 SETTING CRC ERROR Settings lost maybe by low battery. Check for a low battery and low battery alarm.
203 LEAD SCREW CRC ERROR Lead screw compensation tables lost maybe by low battery. Check for low battery and
low battery alarm.
204 OFFSET CRC ERROR Offsets lost maybe by low battery. Check for a low battery and low battery alarm.
205 PROGRAMS CRC ERROR Users program lost maybe by low battery. Check for a low battery and low battery alarm.
206 INTERNAL PROG ERROR Possible corrupted program. Save all programs to disk, delete all, then reload. Check
for a low battery and low battery alarm.
207 QUEUE ADVANCE ERROR Cycle power on the machine. If the alarm reoccurs, call your dealer and report the
sequence of events that lead to the alarm.
208 QUEUE ALLOCATION ERROR Cycle power on the machine. If the alarm reoccurs, call your dealer and report the
sequence of events that lead to the alarm.
209 QUEUE CUTTER COMP ERROR Cycle power on the machine. If the alarm reoccurs, call your dealer and report the
sequence of events that lead to the alarm.
210 INSUFFICIENT MEMORY Not enough memory to store users program. Check the space available in the LIST
PROG mode and possibly delete some programs.
211 ODD PROG BLOCK Possible corrupted program. Save all programs to disk, delete all, then reload.
212 PROG INTEGRITY ERROR Possible corrupted program. Save all programs to disk, delete all, then reload. Check
for a low battery and low battery alarm.
213 PROGRAM RAM CRC ERROR Electronics fault; possibly with main processor. Call your dealer.
214 NO. OF PROGRAMS CHANGED Indicates that the number of programs disagrees with the internal variable that
keeps count of the loaded programs. Possible processor board problem. Call your dealer.
215 FREE MEMORY PTR CHANGED Indicates the amount of memory used by the programs counted in the system
disagrees with the variable that points to free memory. Possible processor board problem. Call your dealer.
216 PROBE ARM DOWN WHILE RUNNING Indicates that the probe arm was pulled down while a program was
running.
217 X PHASING ERROR Error occurred in phasing initialization of brushless motor. This can be caused by a bad
encoder, or a cabling error.
218 Y PHASING ERROR Error occurred in phasing initialization of brushless motor. This can be caused by a bad
encoder, or a cabling error.
219 Z PHASING ERROR Error occurred in phasing initialization of brushless motor. This can be caused by a bad
encoder, or a cabling error.
220 A PHASING ERROR Error occurred in phasing initialization of brushless motor. This can be caused by a bad
encoder, or a cabling error.
34
ALARMS
96-8710 rev J
June 2004
Page 36

SL-Series
221 B PHASING ERROR Error occurred in phasing initialization of brushless motor. This can be caused by a bad
encoder, or a cabling error.
222 C PHASING ERROR Error occurred in phasing initialization of brushless motor. This can be caused by a bad
encoder, or a cabling error.
223 DOOR LOCK FAILURE In machines equipped with safety interlocks, this alarm occurs when the control senses
the door is open but it is locked. Check the door lock circuit.
224 X TRANSITION FAULT Illegal transition of encoder count pulses in X axis. This alarm usually indicates that the
encoder has been damaged and encoder position data is unreliable. This can also be caused by loose connectors
at the MOCON or MOTIF printed circuit board.
225 Y TRANSITION FAULT Illegal transition of encoder count pulses in Y axis. This alarm usually indicates that the
encoder has been damaged and encoder position data is unreliable. This can also be caused by loose connectors
at the MOCON or MOTIF printed circuit board.
226 Z TRANSITION FAULT Illegal transition of encoder count pulses in Z axis. This alarm usually indicates that the
encoder has been damaged and encoder position data is unreliable. This can also be caused by loose connectors
at the MOCON or MOTIF printed circuit board.
227 A TRANSITION FAULT Illegal transition of encoder count pulses in A axis. This alarm usually indicates that the
encoder has been damaged and encoder position data is unreliable. This can also be caused by loose connectors
at the MOCON or MOTIF printed circuit board.
228 B TRANSITION FAULT Illegal transition of count pulses in B axis. This alarm usually indicates that the encoder
has been damaged and encoder position data is unreliable. This can also be caused by loose connectors at the
MOCON or MOTIF printed circuit board.
229 C TRANSITION FAULT Illegal transition of count pulses in C axis. This alarm usually indicates that the encoder
has been damaged and encoder position data is unreliable. This can also be caused by loose connectors at the
MOCON or MOTIF printed circuit board.
230 DOOR OPEN The spindle RPM has exceeded the max value in parameter 586 while the door is open. Stop the
spindle, close the door, or lower your spindle rpm to a value less than or equal to the value of parameter 586.
231 JOG HANDLE TRANSITION FAULT Illegal transition of count pulses in jog handle encoder. This alarm usually
indicates that the encoder has been damaged and encoder position data is unreliable. This can also be caused
by loose connectors.
232 SPINDLE TRANSITION FAULT Illegal transition of count pulses in spindle encoder. This alarm usually indicates
that the encoder has been damaged and encoder position data is unreliable. This can also be caused by loose
connectors at the MOCON.
233 JOG HANDLE CABLE FAULT Cable from jog handle encoder does not have valid differential signals.
234 SPINDLE CABLE FAULT Cable from spindle encoder does not have valid differential signals.
235 SPINDLE Z FAULT Encoder marker pulse count failure. This alarm usually indicates that the encoder mounted on
the spindle has been damaged and encoder position data is unreliable. Loose encoder connectors at P1-P4 can
also cause this.
236 SPINDLE MOTOR OVERLOAD The spindle motor becomes overloaded.
237 SPINDLE FOLLOWING ERROR The error between the commanded spindle speed and the actual speed has
exceeded the maximum allowable (as set in Parameter 184).
239 UNKNOWN MOCON1 ALARM Mocon has reported an alarm to the current software. The current version of
software was unable to identify the alarm. See mocon software release notes for additional diagnostics.
240 EMPTY PROG OR NO EOB DNC program not found, or no end of program found.
241 INVALID CODE RS-232 load bad. Data was stored as comment. Check the program being received.
242 NUMBER FORMA T ERROR-OR TOO LONG Check input file for an improperly formatted number. Number may
have too many digits or multiple decimal points. The erroneous data will be placed on the MESSAGES page as a
comment with trailing question mark.
243 BAD NUMBER Data entered is not a number .
244 MISSING (...) Comment must end with a ‘)’. This alarm can also occur if a comment is greater than 80 characters
long.
96-8710 rev J
June 2004
ALARMS
35
Page 37

SL-Series
245 UNKNOWN CODE Check input line or data from RS-232. This alarm can occur while editing data into a program
or loading from RS-232. See MESSAGE PAGE for input line.
246 STRING TOO LONG Input line is too long. The data entry line must be shortened.
247 CURSOR DA TA BASE ERROR Cycle power on the machine. If the alarm reoccurs, call your dealer and report the
sequence of events that lead to the alarm.
248 NUMBER RANGE ERROR Number entry is out of range.
249 PROG DATA BEGINS ODD Possible corrupted program. Save all programs to disk, delete all, then reload.
250 PROG DATA ERROR Possible corrupted program. Save all programs to disk, delete all, then reload.
251 PROG DATA STRUCT ERROR Possible corrupted program. Save all programs to disk, delete all, then reload.
252 MEMORY OVERFLOW Possible corrupted program. Save all programs to disk, delete all, then reload.
253 ELECTRONICS OVERHEAT The control box temperature has exceeded 140 degrees F (60 deg. C). This can be
caused by an electronics problem, high room temperature, or clogged air filter.
254 SPINDLE MOTOR OVERHEAT Motor driving spindle is too hot. This alarm is only generated in machines
equipped with a Haas vector drive. The spindle motor temperature sensor sensed a high temperature for greater
than 1.5 seconds.
257 PROG DATA ERROR Possible corrupted program. Save all programs to disk, delete all, then reload. Possible
processor board problem.
258 INV ALID DPRNT FORMA T Macro DPRNT statement not structured properly.
259 LANGUAGE VERSION Problem with language files. Please reload foreign language files.
260 LANGUAGE CRC Indicates FLASH memory has been corrupted or damaged. Please reload foreign language
files.
261 ROTARY CRC ERROR Rotary table saved parameters (used by Settings 30, 78) have a CRC error. Indicates a
loss of memory - possible processor board problem.
262 PARAMETER CRC MISSING RS-232 or disk read of parameter had no CRC when loading from disk or RS-232.
263 LEAD SCREW CRC MISSING Lead screw compensation tables have no CRC when loading from disk or RS-232.
264 ROTARY CRC MISSING Rotary table parameters have no CRC when loading from disk or RS-232.
265 MACRO V ARIABLE FILE CRC ERROR Macro variable file has a CRC error. Indicates a loss of memory. Possible
processor board problem.
268 DOOR OPEN @ M95 START Generated whenever an M95 (Sleep Mode) is encountered and the door is open.
The door must be closed in order to start sleep mode.
270 C SERVO ERROR TOO LARGE Too much load or speed on C-axis motor. The difference between the motor
position and the commanded position has exceeded Parameter 506. The motor may also be stalled, disconnected,
or the driver failed. The servos will be turned off and a RESET must be done to restart. This alarm can be caused by
problems with the driver, motor.
271 C SERVO OVERLOAD Excessive load on C-axis motor. This can occur if the load on the motor over a period of
several seconds or even minutes is large enough to exceed the continuous rating of the motor. The servos will be
turned off when this occurs. This alarm can be caused by anything that causes a very high load on the motors.
272 C-AXIS MOTOR OVERHEAT Servo motor overheat. The temperature sensor in the motor indicates over 150
degrees F. This can be caused by an extended overload of the motor such as leaving the slide at the stops for
several minutes.
273 C MOTOR Z FAULT Encoder marker pulse count failure. This alarm usually indicates that the encoder has been
damaged and encoder position data is unreliable. This can also be caused by loose encoder connectors.
274 C LIMIT SWITCH Axis hit limit switch or switch disconnected. The stored stroke limits should stop the slides
before they hit the limit switches. Verify the value of parameter Grid Offset and check the wiring to the limit switch and
connector P5 at the side of the main cabinet. Can also be caused by a loose encoder shaft at the back of the motor or
coupling of motor to the screw.
275 C AXIS Z CH MISSING Z reference signal from encoder was not received as expected. Can be caused by loose
connections, encoder contamination, or parameter error.
36
ALARMS
96-8710 rev J
June 2004
Page 38

SL-Series
276 C AXIS DRIVE FAULT Current in C servo motor beyond limit. Possibly caused by a stalled or overloaded motor.
The servos are turned off. This can be caused by running the axis into a mechanical stop. It can also be caused by a
short in the motor or a short of one of the motor leads to ground.
277 C ZERO RET MARGIN TOO SMALL This alarm will occur if the home/limit switches move or are misadjusted. This
alarm indicates that the zero return position may not be consistent from one zero return to the next. The encoder Z
channel signal must occur between 1/8 and 7/8 revolution of where the home switch releases. This will not turn the
servos off but will stop the zero return operation.
278 C CABLE FAULT Cable from C-axis encoder does not have valid differential signals.
292 MISMA TCH AXIS WITH I, K CHAMFERING I, (K) was commanded as X axis (Z axis) in the block with chamfering.
293 INVALID I, K, OR R IN G01 The move distance in the block commanded with chamfering or corner rounding is
less than the chamfering or corner rounding amount.
294 NOT G01 AFTER CHAMFERING OR CORNER ROUNDING The command after the block commanded with chamfer-
ing or corner rounding R is not G01.
295 INV ALID MOVE AFTER CHAMFERING The command after the block commanded with chamfering or corner
rounding is either missing or wrong. There must be a move perpendicular to that of the chamfering or corner rounding block.
296 NOT ONE AXIS MOVE WITH CHAMFERING Consecutive blocks commanded with chamfering or corner rounding,
for example: G01 Xb Kk G01 Zb Ii After each chamfering or corner rounding block, there must be a single move
perpendicular to the one with chamfering or corner rounding.
297 320V POWER SUPPLY FAULT 320 Volt P.S. fault has occurred. This alarm will be generated whenever overvoltage, undervoltage, short circuit, over temperature, or shorted regen fault occurs. Check hexadecimal LED display on
Power Supply for fault conditions.
302 INVALID R IN G02 OR G03 Check your geometry. R must be greater than or equal to half the distance from start to
end.
303 INVALID X,B OR Z IN G02 OR G03 Check your geometry.
304 INVALID I,J OR K IN G02 OR G03 Check your geometry. Radius at start must match radius at end of arc within
0.001 inches (0.01 mm.)
305 INV ALID Q IN CANNED CYCLE Q in a canned cycle must be greater than zero and a valid number.
306 INV ALID I,J,K, OR Q IN CANNED CYCL I, J, K, and Q in a canned cycle must be greater than zero.
307 SUBROUTINE NESTING TOO DEEP Subprogram nesting is limited to nine levels. Simplify your program.
308 INV ALID TOOL OFFSET A tool offset not within the range of the control was used.
309 EXCEEDED MAX FEEDRA TE Use a lower feed rate.
310 INV ALID G CODE G code not defined and is not a macro call.
311 UNKNOWN CODE Program contained a line or code that is not understood.
312 PROGRAM END End of subroutine reached before M99. Need an M99 to return from subroutine.
313 NO P CODE IN M98, M97, M96 OR G65 In M96, M97, M98 or G65 Must put subprogram number in P code.
314 SUBPROGRAM NOT IN MEMORY Check that a subroutine is in memory or that a macro is defined.
315 INVALID P CODE IN M97, M98 OR M99 An invalid P Code has been detected in M97, M98, M99, M133, M134 or
canned cycle G71, G72, G73 or G70. The P code must be the name of a program stored in memory without a decimal
point for M98 and must be a valid N number for all other uses.
316 X OVER TRAVEL RANGE Commanded X-axis move would exceed the allowed machine range. Machine coordinates are in the negative direction. This condition indicates either an error in the user’s program or improper offsets.
317 Y OVER TRAVEL RANGE Commanded Y-axis move would exceed the allowed machine range. Machine coordinates are in the negative direction. This condition indicates either an error in the user’s program or improper offsets.
318 Z OVER TRAVEL RANGE Commanded Z-axis move would exceed the allowed machine range. Machine coordinates are in the negative direction. This condition indicates either an error in the user’s program or improper offsets.
319 A OVER TRAVEL RANGE Commanded A-axis move would exceed the allowed machine range. Machine coordinates are in the negative direction. This condition indicates either an error in the user’s program or improper offsets.
96-8710 rev J
June 2004
ALARMS
37
Page 39

SL-Series
320 NO FEED RA TE Must have a valid F code for interpolation functions.
321 AUTO OFF ALARM Occurs in debug mode only.
322 SUB PROG WITHOUT M99 Add an M99 code to the end of program called as a subroutine.
324 DELAY TIME RANGE ERROR P code in G04 is greater than or equal to 1000 seconds (over 999999 milliseconds).
This alarm can also be generated by entering an invalid M95 time format.
325 QUEUE FULL Cycle power on the machine. If the alarm reoccurs, call your dealer and report the sequence of
events that lead to the alarm.
326 G04 WITHOUT P CODE Put a Pn.n for seconds or a Pn for milliseconds.
327 NO LOOP FOR M CODE EXCEPT M97, 98 L code not used here. Remove L Code.
328 INVALID TOOL NUMBER Tool number must be between 1 and the value in Parameter 65.
329 UNDEFINED M CODE That M code is not defined and is not a macro call.
330 UNDEFINED MACRO CALL Macro name O90nn not in memory. A macro call definition is in parameters and was
accessed by user program but that macro was not loaded into memory.
331 RANGE ERROR Number out of range, or too large.
333 X AXIS DISABLED Parameter has disabled this axis.
334 Y AXIS DISABLED Parameter has disabled this axis.
335 Z AXIS DISABLED Parameter has disabled this axis.
336 A AXIS DISABLED An attempt was made to program the A-axis while it was disabled (DISABLED bit in Parameter
43 set to 1).
337 GOTO OR P LINE NOT FOUND Subprogram is not in memory, or P code is incorrect. P Not Found
338 INV ALID IJK AND XYZ IN G02 OR G03 There is a problem with circle definition; check your geometry.
339 MULTIPLE CODES Only one M, X, Y, Z, A, Q etc. allowed in any block, only one G codes in the same group. This
alarm can also be caused by specifying more then one I, K or R in the same block with chamfer or corner rounding,
or by specifying both P and R in M19.
340 CUTTER COMP BEGIN WITH G02 OR G03 Select cutter compensation earlier. Cutter compensation must begin
on a linear move.
341 CUTTER COMP END WITH G02 OR G03 Disable cutter comp later.
342 CUTTER COMP P ATH TOO SMALL Geometry not possible. Check your geometry .
343 DISPLA Y QUEUE RECORD FULL Cycle power on the machine. If the alarm reoccurs, call your dealer and report
the sequence of events that lead to the alarm.
344 CUTTER COMP WITH G17 & G19 Cutter comp only allowed in XZ plane (G18).
345 INV ALID R V ALUE IN M19 OR G105 R value must be positive.
346 M CODE DISABLED There was an M85 or M86 commanded. These commands are not allowed while Setting 51
DOOR HOLD OVERRIDE is OFF, the SAFETY CIRCUIT ENABLED, or the Parameter 251 is set zero. Also check
Setting 131 for AUTODOOR and Parameter 57 for DOOR STOP SP
348 ILLEGAL SPIRAL MOTION Linear axis path is too long. For helical motions, the linear path must not be more than
the length of the circular component.
349 PROG STOP WITHOUT CANCELING CUTTER COMP An X/Y cutter compensation exit move is required before a
program stop. Damage to part may occur.
350 CUTTER COMP LOOK AHEAD ERROR There are too many non-movement blocks between motions when cutter
comp is being used. Remove some intervening blocks.
351 INVALID P CODE In a block with G103 (Block Lookahead Limit), a value between 0 and 15 must be used for the P
code.
352 AUX AXIS POWER OFF Aux C, U, V, or W axis indicate servo off. Check auxiliary axes. Status from control was
OFF.
38
ALARMS
96-8710 rev J
June 2004
Page 40

SL-Series
353 AUX AXIS NO HOME A ZERO RET has not been done yet on the aux axes. Check auxiliary axes. Status from
control was LOSS.
354 AUX AXIS DISCONNECTED Aux axis not responding. Check auxiliary axes and RS-232 connections.
355 AUX AXIS POSITION MISMATCH Mismatch between machine and aux axis position. Check aux axes and
interfaces. Make sure no manual inputs occur to aux axes.
356 AUX AXIS TRAVEL LIMIT Aux axes are attempting to travel p ast their limit s.
357 AUX AXIS DISABLED Aux axes are disabled.
358 MUL TIPLE AUX AXIS Can only move one auxiliary axis at a time.
360 TOOL CHANGER DISABLED Check Parameter 57. Not a normal condition for Lathes.
361 GEAR CHANGER DISABLED Check Parameter 57. Not a normal condition for Lathes.
362 TOOL USAGE ALARM Tool life limit was reached. To continue, hi-light the Usage count in the Current Com-
mands Tool Life display and press ORIGIN. Then press RESET.
363 COOLANT LOCKED OFF Override is off and program tried to turn on coolant.
364 NO CIRC INTERP AUX AXIS Only rapid or feed is allowed with aux axes.
365 P DEFINITION ERROR P value not defined, or P value out of range. An M59 or M69 must have a P value between
the range of 1100 and 1155. If using G154 command, then P value must be between 1 and 99.
366 CUTTER COMP INTERFERENCE G01 cannot be done with tool size.
367 CUTTER COMP INTERFERENCE G01 cannot be done with tool size.
368 GROOVE TOO SMALL Tool too big to enter cut.
369 TOOL TOO BIG Use a smaller tool for cut.
370 TAILSTOCK EXCESSIVE DRIFT The tailstock position has changed even though it has not been commanded to
do so. Check for hydraulic leaks.
372 TOOL CHANGE IN CANNED CYCLE Tool change not allowed while canned cycle is active.
373 INVALID CODE IN DNC A code found in a DNC program could not be interpreted because of DNC restrictions.
374 MISSING XBZA IN G31 OR G36 G31 skip function requires an X, B, Z, or A move.
376 NO CUTTER COMP IN SKIP Skip G31 and G37 functions cannot be used with cutter compensation.
377 NO SKIP IN GRAPH/SIM Graphics mode cannot simulate skip function.
378 SKIP SIGNAL FOUND Skip signal check code was included but skip was found when it was not expected.
379 SKIP SIGNAL NOT FOUND Skip signal check code was included but skip was not found when it was expected.
381 G43,G44 NOT ALLOWED IN G36 OR G136 Auto work offset probing must be done without tool offset.
382 D CODE REQUIRED IN G35 A Dnn code is required in G35 in order to store the measured tool diameter.
383 INCH IS NOT SELECTED G20 was specified but settings have selected metric input.
384 METRIC IS NOT SELECTED G21 was specified but settings have selected inches.
385 INVALID L, P, OR R CODE IN G10 G10 was used to changes offsets but L, P, or R code is missing or invalid.
386 INV ALID ADDRESS FORMAT An address A...Z was used improperly .
387 CUTTER COMP NOT ALLOWED WITH G103 If block buffering has been limited, Cutter comp cannot be used.
388 CUTTER COMP NOT ALLOWED WITH G10 Coordinates cannot be altered while Cutter Comp is active. Move the
G10 outside of Cutter Compensation enablement.
389 G17, G18, G19 ILLEGAL IN G68 Planes of rotation cannot be changed while rotation is enabled.
390 NO SPINDLE SPEED S code has not been encountered. Add an S code.
391 FEA TURE DISABLED An attempt was made to use a control feature not enabled by a parameter bit. Set the
parameter bit to 1.
392 B AXIS DISABLED An attempt was made to program the B-axis while it was disabled (DISABLED bit in Parameter
151 set to 1).
96-8710 rev J
June 2004
ALARMS
39
Page 41

SL-Series
393 INVALID MOTION IN G84 OR G184 Rigid Tapping can only be in the Z minus direction. Make sure that the distance from the initial position to the commanded Z depth is in the minus direction.
394 B OVER TRAVEL RANGE Tailstock (B-axis) will exceed stored stroke limits. This is a parameter in negative
direction and is machine zero in the positive direction. This will only occur during the operation of a user’s program.
395 INV ALID CODE IN CANNED CYCLE Any canned cycle requiring a PQ path sequence may not have an M code in the
same block. That is G70, G71, G72, and G73.
396 CONFLICTING AXES An Incremental and Absolute command cannot be used in the same block of code. For
example, X and U cannot be used in the same block.
397 INVALID D CODE In the context that the D code was used it had an invalid value. Was it positive?
398 AUX AXIS SERVO OFF Aux. axis servo shut off due to a fault.
399 INVALID U CODE In the context that the U code was used it had an invalid value. Was it positive?
400 SKIP SIGNAL DURING RESTART A skip signal G-code (G31, G35, G36, G37, G136) was found during program
restart.
402 POSSIBLE CORRUPTED FILE The parameters being loaded do not match the expected number of parameters.
This can be due to the loading of an older or newer parameter file than the system binary, or the file is corrupted.
403 TOO MANY PROGS Cannot have more than 500 programs in memory.
404 RS-232 NO PROG NAME Need name in programs when receiving ALL; otherwise has no way to store them.
405 RS-232 ILLEGAL PROG NAME Check files being loaded. Program name must be Onnnn and must be at begin-
ning of a block.
406 RS-232 MISSING CODE A receive found bad data. Check your program. The program will be stored but the bad
data is turned into a comment.
407 RS-232 INVALID CODE Check your program. The program will be stored but the bad data is turned into a com-
ment.
408 RS-232 NUMBER RANGE ERROR Check your program. The program will be stored but the bad data is turned into
a comment.
409 RS-232 INVALID N CODE Bad Parameter or Setting data. User was loading settings or parameters and some-
thing was wrong with the data.
410 RS-232 INVALID V CODE Bad Parameter or Setting data. User was loading settings or parameters and some-
thing was wrong with the data.
411 RS-232 EMPTY PROG Check your program. Between % and % there was no program found.
412 RS-232 UNEXPECTED END OF INPUT Check Your Program. An ASCII EOF code was found in the input data before
program was completely received. This is a decimal code 26.
413 RS-232 LOAD INSUFFICIENT MEMORY Program received does not fit. Check the space available in the LIST
PROG mode and possibly delete some programs.
414 RS-232 BUFFER OVERFLOW Data sent too fast to CNC. Computer sending data may not respond to X-OFF.
415 RS-232 OVERRUN Data sent too fast to CNC.
416 RS-232 PARITY ERROR Data received by CNC has bad parity. Check parity settings, number of data bits and
speed. Also check your cables.
417 RS-232 FRAMING ERROR Data received was garbled and proper framing bits were not found. One or more
characters of the data will be lost. Check parity settings, number of data bits and speed.
418 RS-232 BREAK Break condition while receiving. The sending device set the line to a break condition. This might
also be caused by a simple break in the cable.
419 INV ALID FUNCTION FOR DNC A code found on input of a DNC program could not be interpreted.
420 PROGRAM NUMBER MISMATCH The O code in the program being loaded did not match the O code entered at
the keyboard. Warning only.
423 SERVO BAR EOB SWITCH POSITION UNKNOWN Place 12 inch standard bar in charging position and run G105
Q5 to set End of Bar Switch Position
424 SERVO BAR METRIC UNSUPPORTED Metric mode is currently unsupported. Change setting (9) to inch.
40
ALARMS
96-8710 rev J
June 2004
Page 42

SL-Series
425 SERVO BAR LENGTH UNKNOWN Both the bar length and reference position are unknown. Unload the bar , Run
G105 Q4 followed by G105 Q2 or Q3.
426 SERVO BAR ILLEGAL CODE G105 (feed bar) commanded with an illegal code on block. Legal codes are I, J, K, P,
Q, R
427 INTERRUPT OVERRUN The control detected an interrupt overrun condition. An interrupt occurred before the
previous interrupt was completed. Call your dealer.
428 SERVO BAR SWITCH F AILURE One of the switches controlling the Servobar failed.
429 DISK DIR INSUFFICIENT MEMORY CNC memory was almost full when an attempt was made to read the disk
directory.
430 FILE UNEXPECTED END OF INPUT Ending % sign not found. Check your program. An ASCII EOF code was found
in the input data before program receive was complete. This is a decimal code 26.
431 DISK NO PROG NAME Need name in programs when receiving ALL; otherwise has no way to store them.
432 DISK ILLEGAL PROG NAME Check files being loaded. Program must be Onnnn and must be at the beginning of
a block.
433 DISK EMPTY PROG Check your program. Between % and % there was no program found.
434 DISK LOAD INSUFFICIENT MEMORY Program received does not fit. Check the space available in the LIST PROG
mode and possibly delete some programs.
435 DISK ABORT Could not read disk. Possible corrupted or unformatted disk. Try a known good disk. Also caused
by dirty drive heads. Use an appropriate cleaning kit.
436 DISK FILE NOT FOUND Could not find file. Possible corrupted or unformatted disk. Try a known good disk. Also
caused by dirty drive heads. Use an appropriate cleaning kit.
437 TAILSTOCK UNDERSHOOT The tailstock did not reach its intended destination point. Check the value of param-
eter 293. It may be set too low.
438 T AILSTOCK MOVED WHILE HOLDING PART The tailstock moved more than a preset amount while holding a part
(e.g., the part slips in the chuck).
439 TAILSTOCK FOUND NO PART During an M21 or G01, the tailstock reached the hold point without encountering
the part.
440 SERVO BAR MAX PARTS REACHED Job Complete. Reset Current # Parts Run on Servobar current commands
page.
441 SERVO BAR MAX BARS REACHED Job Complete. Reset Current # Bars Run on Servobar current commands
page.
442 SERVO BAR MAX LENGTH REACHED Job Complete. Reset Current Length Run on Servobar current commands
page.
443 SERVO BAR ALREADY NESTED An Illegal G105 Pnnn was found in cutoff subprogram.
445 SERVO BAR FAULT Servobar program error.
446 SERVO BAR BAR TOO LONG The bar that was just loaded is longer than the Length of Longest Bar as displayed
on the Servobar current commands page. The system was unable to accurately measure it.
447 SERVO BAR BAR IN WAY The end of bar switch was depressed and a load or unload bar was commanded.
Remove the bar.
448 SERVO BAR OUT OF BARS Add more Bars.
449 SERVO BAR CUTTER COMP NOT ALLOWED G105 cannot be executed while cutter compensation is invoked.
450 BAR FEEDER FAULT This means that discrete input 1030 (BFSPLK) is high. See parameter 278 bit 20 CK BF
ST ATUS.
451 BAR FEEDER SPINDLE INTERLOCK This means that discrete input 1027 (BF FL T) is high. See p arameter 278 bit
21 CK BF SP ILK.
452 SERVO BAR GEARMOTOR TIMEOUT The motor which loads bars and the push rod did not complete its motion in
the allowed time. Check for jammed bars.
96-8710 rev J
June 2004
ALARMS
41
Page 43

SL-Series
453 C AXIS ENGAGED A spindle command was given with the C axis drive engaged. The C axis motor must be
disengaged with M155 before a spindle brake or gear change.
454 C AXIS NOT ENGAGED A command was given to the C axis without the C axis engaged. The C axis drive must be
engaged with M154 before commanding the C axis.
455 G112 BLOCK ENDS W/O CANCEL CUTTER COMP An X/Y cutter compensation exit move is required before a G113
is issued to cancel the G112 block.
456 P ARAMETER CONFLICT There is a conflict between two or more of the AXIS MOCON CHANNEL parameters.
459 APL DOOR FAULT Door was not completely open while APL was inside CNC, or parameter 315 bit 5 was set to
zero.
460 APL ILLEGAL CODE Internal sof tware error; call your dealer.
461 APL GRIPPER TIMEOUT The gripper failed to reach its target position within the allowed time.
462 U OVER TRAVEL RANGE Commanded u-axis move would exceed the allowed machine range. Machine coordi-
nates are in the negative direction. This condition indicates either an error in the user’s program or improper offsets.
463 V OVER TRAVEL RANGE Commanded V-axis move would exceed the allowed machine range. Machine coordi-
nates are in the negative direction. This condition indicates either an error in the user’s program or improper offsets.
464 W OVER TRAVEL RANGE Commanded W-axis move would exceed the allowed machine range. Machine coordi-
nates are in the negative direction. This condition indicates either an error in the user’s program or improper offsets.
468 U LIMIT SWITCH Axis hit limit switch or switch disconnected. The stored stroke limits should stop the slides
before they hit the limit switches. Verify the value of parameter 373 Grid Offset and check the wiring to the limit switch
and connector P5 at the side of the main cabinet. Can also be caused by a loose encoder shaft at the back of the
motor or coupling of motor to the screw.
469 V LIMIT SWITCH Axis hit limit switch or switch disconnected. The stored stroke limits should stop the slides
before they hit the limit switches. Verify the value of parameter 409 Grid Offset and check the wiring to the limit switch
and connector P5 at the side of the main cabinet. Can also be caused by a loose encoder shaft at the back of the
motor or coupling of motor to the screw.
470 W LIMIT SWITCH Axis hit limit switch or switch disconnected. The stored stroke limits should stop the slides
before they hit the limit switches. Verify the value of parameter 445 Grid Offset and check the wiring to the limit switch
and connector P5 at the side of the main cabinet. Can also be caused by a loose encoder shaft at the back of the
motor or coupling of motor to the screw.
501 TOO MANY ASSIGNMENTS IN ONE BLOCK Only one assignment macro assignment (=) is allowed per block.
Divide block into multiple blocks.
502 [ OR = NOT FIRST TERM IN EXPRESSN An expression element was found where it was not preceded by “[“ or “=”,
that start expressions.
503 ILLEGAL MACRO V ARIABLE REFERENCE A macro variable number was used that is not supported by this control,
use another variable.
504 UNBALANCED BRACKETS IN EXPRESSION Unbalanced brackets, “[“ or “]”, were found in an expression. Add or
delete a bracket.
505 VALUE STACK ERROR The macro expression value stack pointer is in error. Cycle power on the machine. If the
alarm reoccurs, call your dealer and report the sequence of events that lead to the alarm.
506 OPERAND STACK ERROR The macro expression operand stack pointer is in error. Cycle power on the machine.
If the alarm reoccurs, call your dealer and report the sequence of events that lead to the alarm.
507 TOO FEW OPERANDS ON STACK An expression operand found too few operands on the expression stack. Cycle
power on the machine. If the alarm reoccurs, call your dealer and report the sequence of events that lead to the
alarm.
508 DIVISION BY ZERO A division in a macro expression attempted to divide by zero. Re-configure expression.
509 ILLEGAL MACRO V ARIABLE USE See MACROS section for valid variables.
510 ILLEGAL OPERAT OR OR FUNCTION USE See MACROS section for valid operators.
511 UNBALANCED RIGHT BRACKETS Number of right bracket s not equal to the number of left bracket s.
512 ILLEGAL ASSIGNMENT USE Attempted to write to a read-only macro variable.
42
ALARMS
96-8710 rev J
June 2004
Page 44

SL-Series
513 V ARIABLE REFERENCE NOT ALLOWED WITH N OR O Alphabetic addresses N and O cannot be combined with
macro variables. Do not declare N#1, etc.
514 ILLEGAL MACRO ADDRESS REFERENCE Alphabetic addresses N and O cannot be combined with macro
variables. Do not declare N#1, etc.
515 TOO MANY CONDITIONALS IN A BLOCK Only one conditional expression is allowed in any WHILE or IF-THEN
block.
516 ILLEGAL CONDITIONAL OR NO THEN A conditional expression was found out side of an IF-THEN, WHILE, or M99
block.
517 EXPRSN. NOT ALLOWED WITH N OR O A macro expression cannot be used with N or O. Do not declare O[#1],
etc.
518 ILLEGAL MACRO EXPRESSION REFERENCE A macro expression cannot be used with to N or O. Do not declare
O[#1], etc.
519 TERM EXPECTED In the evaluation of a macro expression an operand was expected but not found.
520 OPERATOR EXPECTED In the evaluation of a macro expression an operator was expected but not found.
521 ILLEGAL FUNCTIONAL P ARAMETER An illegal value was passed to a function, such as SQR T[ or ASIN[.
522 ILLEGAL ASSIGNMENT V AR OR VALUE A variable was referenced for writing. The variable referenced is read only.
523 CONDITIONAL REQUIRED PRIOR TO THEN A “THEN” was encountered and a conditional statement was not
processed in the same block.
524 END FOUND WITH NO MA TCHING DO An “END” was encountered without encountering a previous matching DO.
DO-END numbers must agree.
525 VAR. REF. ILLEGAL DURING MOVEMENT Variable cannot be read during axis movement.
526 COMMAND FOUND ON DO/END LINE A G-code command was found on a WHILE-DO or END macro block. Move
the G-code to a separate block.
527 = NOT EXPECTED OR THEN REQUIRED Only one Assignment is allowed per block, or a “THEN” st atement is
missing.
528 PARAMETER PRECEDES G65 On G65 lines, all parameters must follow the G65 G-code. Place parameters after
G65.
529 ILLEGAL G65 PARAMETER The addresses G, L, N, O, and P cannot be used to pass parameters.
530 TOO MANY I, J, or K’S IN G65 Only 10 occurrences of I, J, or K can occur in a G65 subroutine call. Reduce the I, J,
or K count.
531 MACRO NESTING TOO DEEP Only four levels of macro nesting can occur. Reduce the number of nested G65
calls.
532 UNKNOWN CODE IN POCKET P A TTERN Macro syntax is not allowed in a pocket p attern subroutine.
533 MACRO V ARIABLE UNDEFINED A conditional expression evaluated to an UNDEFINED value, i.e. #0. Return T rue
or False.
534 DO OR END ALREADY IN USE Multiple use of a “DO” that has not been closed by an “END” in the same subrou-
tine. Use another “DO” number.
535 ILLEGAL DPRNT ST ATEMENT A DPRNT statement has been formatted improperly, or DPRNT does not begin
block.
536 COMMAND FOUND ON DPRNT LINE A G-code was included on a DPRNT block. Make two separate blocks.
537 RS-232 ABORT ON DPRNT While a DPRNT statement was executing, the RS-232 communications failed.
538 MA TCHING END NOT FOUND A WHILE-DO statement does not contain a matching “END” statement. Add the
proper “END” statement.
539 ILLEGAL GOTO Expression after “GOTO” not valid.
540 MACRO SYNTAX NOT ALLOWED A section of code was interpreted by the control where macro statement synt a x
is not permitted. In lathe controls, PQ sequences describing part geometry cannot use macro statements in the part
path description.
96-8710 rev J
June 2004
ALARMS
43
Page 45

SL-Series
541 MACRO ALARM This alarm was generated by a macro command in a program.
542 OPERATION NOT AVAILABLE This operation is not compatible with FNC mode.
600 CODE NOT EXPECTED IN THIS CONTEXT During program interpretation, the control found code out of context.
This may indicate an invalid address code found in a PQ sequence. It may also indicate faulty memory hardware or
lost memory. Examine the highlighted line for improper G-code.
601 MAXIMUM PQ BLOCKS EXCEEDED The maximum number of blocks making up a PQ sequence was exceeded.
Currently, no more than 65535 blocks can be between P and Q.
602 NON-MONOTONOUS PQ BLOCKS IN X The path defined by PQ was not monotonic in the X axis. A monotonic path
is one, which does not change direction starting from the first motion block.
603 NON-MONOTONOUS PQ BLOCKS IN Z The path defined by PQ was not monotonic in the Z axis. A monotonic path
is one, which does not change direction starting from the first motion block.
604 NON-MONOTONOUS ARC IN PQ BLOCK A non-monotonic arc was found in a PQ block. This will occur in PQ
blocks within a G71 or G72 if the arc changes its X or Z direction. Increasing the arc radius will often correct this
problem.
605 INVALID TOOL NOSE ANGLE An invalid angle for the the cutting tool tip was specified. This will occur in a G76
block if the A address has a value that is not from 0 to 120 degrees.
606 INVALID A CODE An invalid angle for linear interpolation was specified. This will occur in a G01 block if the A
address was congruent to 0 or 180 degrees.
607 INVALID W CODE In the context that the W code was used it had an invalid value. Was it positive?
608 INVALID Q CODE A Q address code used a numeric value that was incorrect in the context used. Q used to
reference tip codes in G10 can be 0...9. In M96 Q can reference only bits 0 to 63. Use an appropriate value for Q.
609 TAILSTOCK RESTRICTED ZONE This alarm is caused by an axis moving into the tailstock restricted zone during
program execution. To eliminate the problem, change the program to avoid the restricted zone or change Setting 93
or Setting 94 to adjust the restricted zone. To recover, go to jog mode, press RESET twice to clear the alarm, then jog
away from the restricted zone.
610 G71/G72 DOMAIN NESTING EXCEEDED The number of troughs nested has exceeded the control limit. Currently,
no more than 10 levels of trough can be nested. Refer to the explanation of G71 for a description of trough nesting.
611 G71/G72 TYPE I ALARM When G71 or G72 is executing and the control detects a problem in the defined PQ path.
It is used to indicate which method of roughing has been selected by the control. It is generated to help the programmer when debugging G71 or G72 commands. The control often selects Type I roughing when the programmer has
intended to use Type II roughing. To select Type II, add R1 to the G71/G72 command block (in YASNAC mode), or add
a Z axis reference to the P block (in FANUC mode).
612 G71/G72 TYPE II ALARM This alarm is similar to alarm 611, but indicates that the control has selected Type II
roughing.
613 COMMAND NOT ALLOWED IN CUTTER COMP A command (M96, for example) in the highlighted block cannot be
executed while cutter compensation is invoked.
615 NO INTERSECTION TO OFFSETS IN CC While cutter comp was in effect, a geometry was encountered whose
compensated paths had no solution given the tool offset used. This can occur when solving circular geometries.
Correct the geometry or change the tool radius.
616 CANNED CYCLE USING P & Q IS ACTIVE A canned cycle using P & Q is already executing. A canned cycle cannot
be executed by another PQ canned cycle.
617 MISSING ADDRESS CODE A canned cycle using P & Q is already executing. A canned cycle cannot be executed by
another PQ canned cycle.
618 INVALID ADDRESS VALUE An address code is being used incorrectly. For Value example, a negative value is
being used for an address code that should be positive. Refer to the documentation of the G code that causes the
alarm.
619 STROKE EXCEEDS ST ART POSITION Stock removal stroke in canned cycle projects past start position. Change
start position.
620 C AXIS DISABLED Parameters have disabled this axis.
621 C OVER TRAVEL RANGE C-axis will exceed stored stroke limits. This is a parameter in negative direction and is
machine zero in the positive direction. This will only occur during the operation of a user’s program.
44
ALARMS
96-8710 rev J
June 2004
Page 46

SL-Series
622 C AXIS ENGAGEMENT FAILURE The C axis failed to engage or disengage in the time specified in parameter 572.
Either the gears are not meshing or the mechanical stop is not set properly. Check the engage and disengage
switches and the mechanical stop. Also, check the grid offset for the C axis. This alarm can also be caused by an
obstruction or by low air pressure to the actuating piston.
623 INVALID CODE IN G112 Only G0 to G3 and G17 are used in G112. G113 cancels G112. No incremental axes are
used in G112. G18 cancels G17. G41 and G42 tool nose compensations are permitted.
624 COMMAND NOT ALLOWED IN G14 MODE G87 and G88 are not supported in G14 mode.
629 EXCEEDED MAX FEED PER REV For G77, reduce diameter of part or change geometry . For G5, reduce X or Z
travel.
652 U ZERO RET MARGIN TOO SMALL This alarm will occur if the home/limit switches move or are misadjusted. This
alarm indicates that the zero return position may not be consistent from one zero return to the next. The encoder Z
channel signal must occur between 1/8 and 7/8 revolution of where the home switch releases. This will not turn the
servos off but will stop the zero return operation.
653 V ZERO RET MARGIN TOO SMALL This alarm will occur if the home/limit switches move or are misadjusted. This
alarm indicates that the zero return position may not be consistent from one zero return to the next. The encoder Z
channel signal must occur between 1/8 and 7/8 revolution of where the home switch releases. This will not turn the
servos off but will stop the zero return operation.
654 W ZERO RET MARGIN TOO SMALL This alarm will occur if the home/limit switches move or are misadjusted.
This alarm indicates that the zero return position may not be consistent from one zero return to the next. The encoder
Z channel signal must occur between 1/8 and 7/8 revolution of where the home switch releases. This will not turn the
servos off but will stop the zero return operation.
664 U AXIS DISABLED Parameter has disabled this axis.
665 V AXIS DISABLED Parameter has disabled this axis.
666 W AXIS DISABLED Parameter has disabled this axis.
701 U SERVO ERROR TOO LARGE MOCON2 Too much load or speed on U-axis motor. The difference between the
motor position and the commanded position has exceeded Parameter 362. The motor may also be stalled, disconnected, or the driver failed. The servos will be turned off and a RESET must be done to restart. This alarm can be
caused by problems with the driver, motor, or the slide being run into the mechanical stops.
702 V SERVO ERROR TOO LARGE Too much load or speed on V-axis motor. The difference between the motor
position and the commanded position has exceeded Parameter 398. The motor may also be stalled, disconnected,
or the driver failed. The servos will be turned off and a RESET must be done to restart. This alarm can be caused by
problems with the driver, motor, or the slide being run into the mechanical stops.
703 W SERVO ERROR TOO LARGE MOCON2 Too much load or speed on W-axis motor. The difference between the
motor position and the commanded position has exceeded Parameter 434. The motor may also be stalled, disconnected, or the driver failed. The servos will be turned off and a RESET must be done to restart. This alarm can be
caused by problems with the driver, motor, or the slide being run into the mechanical stops.
704 Sp SERVO ERROR TOO LARGE Too much load or speed on Sp-axis motor. The difference between the motor
position and the commanded position has exceeded Parameter 184. The motor may also be stalled, disconnected,
or the driver failed. The servos will be turned off and a RESET must be done to restart. This alarm can be caused by
problems with the driver, motor, or the slide being run into the mechanical stops.
705 Tt SERVO ERROR TOO LARGE MOCON2 Too much load or speed on Tt-axis motor. The difference between the
motor position and the commanded position has exceeded Parameter 470. The motor may also be stalled, disconnected, or the driver failed. The servos will be turned off and a RESET must be done to restart. This alarm can be
caused by problems with the driver, motor, or the slide being run into the mechanical stops.
706 Ss SERVO ERROR TOO LARGE MOCON2 Too much load or speed on Ss-axis motor. The difference between the
motor position and the commanded position has exceeded Parameter 542. The motor may also be stalled, disconnected, or the driver failed. The servos will be turned off and a RESET must be done to restart. This alarm can be
caused by problems with the driver, motor, or the slide being run into the mechanical stops.
707 J SERVO ERROR TOO LARGE MOCON2 Too much load or speed on J-channel motor. The difference between the
motor position and the commanded position has exceeded a parameter. The motor may also be stalled, disconnected, or the driver failed. The servos will be turned off and a RESET must be done to restart. This alarm can be
caused by problems with the driver, motor, or the slide being run into the mechanical stops.
96-8710 rev J
June 2004
ALARMS
45
Page 47

SL-Series
708 S SERVO ERROR TOO LARGE MOCON2 Too much load or speed on S-channel motor. The difference between
the motor position and the commanded position has exceeded a parameter. The motor may also be stalled, disconnected, or the driver failed. The servos will be turned off and a RESET must be done to restart. This alarm can be
caused by problems with the driver, motor, or the slide being run into the mechanical stops.
711 U SERVO OVERLOAD MOCON2 Excessive load on U-axis motor. This can occur if the load on the motor over a
period of several seconds or even minutes is large enough to exceed the continuous rating of the motor. The servos
will be turned off when this occurs. This can be caused by running into the mechanical stops but not much past
them. It can also be caused by anything that causes a very high load on the motors.
712 V SERVO OVERLOAD Excessive load on V-axis motor. This can occur if the load on the motor over a period of
several seconds or even minutes is large enough to exceed the continuous rating of the motor. The servos will be
turned off when this occurs. This can be caused by running into the mechanical stops but not much past them. It can
also be caused by anything that causes a very high load on the motors.
713 W SERVO OVERLOAD MOCON2 Excessive load on W-axis motor. This can occur if the load on the motor over a
period of several seconds or even minutes is large enough to exceed the continuous rating of the motor. The servos
will be turned off when this occurs. This can be caused by running into the mechanical stops but not much past
them. It can also be caused by anything that causes a very high load on the motors.
714 Sp SERVO OVERLOAD Excessive load on Sp-axis motor. This can occur if the load on the motor over a period of
several seconds or even minutes is large enough to exceed the continuous rating of the motor. The servos will be
turned off when this occurs. This can be caused by running into the mechanical stops but not much past them. It can
also be caused by anything that causes a very high load on the motors.
715 Tt SERVO OVERLOAD MOCON2 Excessive load on Tt-axis motor. This can occur if the load on the motor over a
period of several seconds or even minutes is large enough to exceed the continuous rating of the motor. The servos
will be turned off when this occurs. This can be caused by running into the mechanical stops but not much past
them. It can also be caused by anything that causes a very high load on the motors.
716 Ss SERVO OVERLOAD MOCON2 Excessive load on Ss-axis motor. This can occur if the load on the motor over a
period of several seconds or even minutes is large enough to exceed the continuous rating of the motor. The servos
will be turned off when this occurs. This can be caused by running into the mechanical stops but not much past
them. It can also be caused by anything that causes a very high load on the motors.
717 J SERVO OVERLOAD MOCON2 Excessive load on J-axis motor. This can occur if the load on the motor over a
period of several seconds or even minutes is large enough to exceed the continuous rating of the motor. The servos
will be turned off when this occurs. This can be caused by running into the mechanical stops but not much past
them. It can also be caused by anything that causes a very high load on the motors.
718 S SERVO OVERLOAD MOCON2 Excessive load on S-axis motor. This can occur if the load on the motor over a
period of several seconds or even minutes is large enough to exceed the continuous rating of the motor. The servos
will be turned off when this occurs. This can be caused by running into the mechanical stops but not much past
them. It can also be caused by anything that causes a very high load on the motors.
721 U-AXIS MOTOR OVERHEAT MOCON2 Servo motor overheat. The temperature sensor in the motor indicates over
150 degrees F (65 deg. C). This can be caused by an extended overload of the motor such as leaving the slide at the
stops for several minutes.
722 V-AXIS MOTOR OVERHEAT Servo motor overheat. The temperature sensor in the motor indicates over 150
degrees F (65 deg. C). This can be caused by an extended overload of the motor such as leaving the slide at the
stops for several minutes.
723 W-AXIS MOTOR OVERHEAT MOCON2 Servo motor overheat. The temperature sensor in the motor indicates over
150 degrees F (65 deg. C). This can be caused by an extended overload of the motor such as leaving the slide at the
stops for several minutes.
724 Sp MOTOR OVERHEAT Servo motor overheat. The temperature sensor in the motor indicates over 150 degrees F
(65 deg. C). This can be caused by an extended overload of the motor such as leaving the slide at the stops for
several minutes.
725 Tt MOTOR OVER HEAT MOCON2 Servo motor overheat. The temperature sensor in the motor indicates over 150
degrees F (65 deg. C). This can be caused by an extended overload of the motor such as leaving the slide at the
stops for several minutes.
726 Ss MOTOR OVER HEAT MOCON2 Servo motor overheat. The temperature sensor in the motor indicates over 150
degrees F (65 deg. C). This can be caused by an extended overload of the motor such as leaving the slide at the
stops for several minutes.
46
ALARMS
96-8710 rev J
June 2004
Page 48

SL-Series
727 J-AXIS MOTOR OVERHEAT MOCON2 Servo motor overheat. The temperature sensor in the motor indicates over
150 degrees F (65 deg. C). This can be caused by an extended overload of the motor such as leaving the slide at the
stops for several minutes.
728 S-AXIS MOTOR OVERHEAT MOCON2 Servo motor overheat. The temperature sensor in the motor indicates over
150 degrees F (65 deg. C). This can be caused by an extended overload of the motor such as leaving the slide at the
stops for several minutes.
731 U MOTOR Z FAULT MOCON2 Encoder marker pulse count failure. This alarm usually indicates that the encoder
has been damaged and encoder position data is unreliable. This can also be caused by loose encoder connectors.
732 V MOTOR Z FAULT Encoder marker pulse count failure. This alarm usually indicates that the encoder has been
damaged and encoder position data is unreliable. This can also be caused by loose encoder connectors.
733 W MOTOR Z FAULT MOCON2 Encoder marker pulse count failure. This alarm usually indicates that the encoder
has been damaged and encoder position data is unreliable. This can also be caused by loose encoder connectors.
734 Sp MOTOR Z FAULT Encoder marker pulse count failure. This alarm usually indicates that the encoder mounted
on the spindle has been damaged and encoder position data is unreliable. This can also be caused by loose
encoder connectors.
735 Tt MOTOR Z FAULT MOCON2 Encoder marker pulse count failure. This alarm usually indicates that the encoder
has been damaged and encoder position data is unreliable. This can also be caused by loose encoder connectors.
736 Ss MOTOR Z FAULT MOCON2 Encoder marker pulse count failure. This alarm usually indicates that the encoder
has been damaged and encoder position data is unreliable. This can also be caused by loose encoder connectors.
737 J MOTOR Z FAULT MOCON2 Encoder marker pulse count failure. This alarm usually indicates that the encoder
has been damaged and encoder position data is unreliable. This can also be caused by loose encoder connectors.
738 S MOTOR Z FAULT MOCON2 Encoder marker pulse count failure. This alarm usually indicates that the encoder
has been damaged and encoder position data is unreliable. This can also be caused by loose encoder connectors.
741 U AXIS Z CH MISSING MOCON2 Z reference signal from encoder was not received as expected. Can be caused
by loose connections, encoder contamination, or parameter error.
742 V AXIS Z CH MISSING Z reference signal from encoder was not received as expected. Can be caused by loose
connections, encoder contamination, or parameter error.
743 W AXIS Z CH MISSING MOCON2 Z reference signal from encoder was not received as expected. Can be caused
by loose connections, encoder contamination, or parameter error.
744 Sp AXIS Z CH MISSING Z reference signal from encoder was not received as expected. Can be caused by loose
connections, encoder contamination, or parameter error.
745 Tt AXIS Z CH MISSING MOCON2 Z reference signal from encoder was not received as expected. Can be caused
by loose connections, encoder contamination, or parameter error.
746 Ss AXIS Z CH MISSING MOCON2 Z reference signal from encoder was not received as expected. Can be caused
by loose connections, encoder contamination, or parameter error.
747 J AXIS Z CH MISSING MOCON2 Z reference signal from encoder was not received as expected. Can be caused
by loose connections, encoder contamination, or parameter error.
748 S AXIS Z CH MISSING MOCON2 Z reference signal from encoder was not received as expected. Can be caused
by loose connections, encoder contamination, or parameter error.
751 U AXIS DRIVE FAULT MOCON2 Current in U servo motor beyond limit. Possibly caused by a stalled or overloaded
motor. The servos are turned off. This can be caused by running the axis into a mechanical stop. It can also be
caused by a short in the motor or a short of one motor lead to ground.
752 V AXIS DRIVE FAULT Current in V servo motor beyond limit. Possibly caused by a stalled or overloaded motor.
The servos are turned off. This can be caused by running the axis into a mechanical stop. It can also be caused by a
short in the motor or a short of one motor lead to ground.
753 W AXIS DRIVE FAULT MOCON2 Current in W servo motor beyond limit. Possibly caused by a stalled or overloaded motor. The servos are turned off. This can be caused by running the axis into a mechanical stop. It can also
be caused by a short in the motor or a short of one motor lead to ground.
96-8710 rev J
June 2004
ALARMS
47
Page 49

SL-Series
754 Sp AXIS DRIVE FAULT Current in Sp servo motor beyond limit. Possibly caused by a stalled or overloaded motor.
The servos are turned off. This can be caused by running the axis into a mechanical stop. It can also be caused by a
short in the motor or a short of one motor lead to ground.
755 Tt AXIS DRIVE FAULT MOCON2 Current in Tt servo motor beyond limit. Possibly caused by a stalled or overloaded motor. The servos are turned off. This can be caused by running the axis into a mechanical stop. It can also
be caused by a short in the motor or a short of one motor lead to ground.
756 Ss AXIS DRIVE FAULT MOCON2 Current in Ss servo motor beyond limit. Possibly caused by a stalled or overloaded motor. The servos are turned off. This can be caused by running the axis into a mechanical stop. It can also
be caused by a short in the motor or a short of one motor lead to ground.
757 J AXIS DRIVE FAULT MOCON2 Current in J servo motor beyond limit. Possibly caused by a stalled or overloaded
motor. The servos are turned off. This can be caused by running the axis into a mechanical stop. It can also be
caused by a short in the motor or a short of one motor lead to ground.
758 S AXIS DRIVE FAULT MOCON2 Current in S servo motor beyond limit. Possibly caused by a stalled or overloaded
motor. The servos are turned off. This can be caused by running the axis into a mechanical stop. It can also be
caused by a short in the motor or a short of one motor lead to ground.
761 U CABLE FAULT MOCON2 Cable from U-axis encoder does not have valid differential signals.
762 V CABLE FAULT Cable from V-axis encoder does not have valid differential signals.
763 W CABLE FAULT MOCON2 Cable from W-axis encoder does not have valid differential signals.
764 Sp CABLE FAULT Cable from spindle motor encoder does not have valid differential signals.
765 Tt CABLE FAULT MOCON2 Cable from Tt-axis encoder does not have valid differential signals.
766 Ss CABLE FAULT MOCON2 Cable from Ss-axis encoder does not have valid differential signals.
767 J CABLE FAULT MOCON2 Cable from J-axis encoder does not have valid differential signals.
768 S CABLE FAULT MOCON2 Cable from S-axis encoder does not have valid differential signals.
771 U PHASING ERROR MOCON2 Error occurred in phasing initialization of brushless motor. This can be caused by a
bad encoder, or a cabling error.
772 V PHASING ERROR Error occurred in phasing initialization of brushless motor. This can be caused by a bad
encoder, or a cabling error.
773 W PHASING ERROR MOCON2 Error occurred in phasing initialization of brushless motor. This can be caused by
a bad encoder, or a cabling error.
774 Sp PHASING ERROR Error occurred in phasing initialization of brushless motor. This can be caused by a bad
encoder, or a cabling error.
775 Tt PHASING ERROR MOCON2 Error occurred in phasing initialization of brushless motor. This can be caused by
a bad encoder, or a cabling error.
776 Ss PHASING ERROR MOCON2 Error occurred in phasing initialization of brushless motor. This can be caused by
a bad encoder, or a cabling error.
777 J PHASING ERROR MOCON2 Error occurred in phasing initialization of brushless motor. This can be caused by a
bad encoder, or a cabling error.
778 S PHASING ERROR MOCON2 Error occurred in phasing initialization of brushless motor. This can be caused by a
bad encoder, or a cabling error.
781 U TRANSITION FAULT MOCON2 Illegal transitions of count pulses in U axis. This alarm usually indicates that the
encoder has been damaged and encoder position data is unreliable. This can also be caused by loose connectors
at the MOCON or MOTIF printed circuit board.
782 V TRANSITION FAULT Illegal transition of count pulses in V axis. This alarm usually indicates that the encoder
has been damaged and encoder position data is unreliable. This can also be caused by loose connectors at the
MOCON or MOTIF printed circuit board.
783 W TRANSITION FAULT MOCON2 Illegal transition of count pulses in W axis. This alarm usually indicates that the
encoder has been damaged and encoder position data is unreliable. This can also be caused by loose connectors
at the MOCON or MOTIF printed circuit board.
48
ALARMS
96-8710 rev J
June 2004
Page 50

SL-Series
784 Sp TRANSITION FAULT Illegal transition of count pulses in Sp axis. This alarm usually indicates that the encoder
has been damaged and encoder position data is unreliable. This can also be caused by loose connectors at the
MOCON or MOTIF printed circuit board.
785 Tt TRANSITION FAULT MOCON2 Illegal transition of count pulses in Tt axis. This alarm usually indicates that the
encoder has been damaged and encoder position data is unreliable. This can also be caused by loose connectors
at the MOCON or MOTIF printed circuit board.
786 Ss TRANSITION FAULT MOCON2 Illegal transition of count pulses in Ss axis. This alarm usually indicates that
the encoder has been damaged and encoder position data is unreliable. This can also be caused by loose connectors at the MOCON or MOTIF printed circuit board.
787 J TRANSITION FAULT MOCON2 Illegal transition of count pulses in J channel. This alarm usually indicates that
the encoder has been damaged and encoder position data is unreliable. This can also be caused by loose connectors at the MOCON or MOTIF printed circuit board.
788 S TRANSITION FAULT MOCON2 Illegal transition of count pulses in S channel. This alarm usually indicates that
the encoder has been damaged and encoder position data is unreliable. This can also be caused by loose connectors at the MOCON or MOTIF printed circuit board.
791 COMM. FAILURE WITH MOCON2 During a self-test of communications between the MOCON2 and main processor the main processor does not respond, and one of them is possibly bad. Check cable connections and boards.
This alarm could also be caused by a memory fault, which was detected on the MOCON2.
792 MOCON2 WATCHDOG FAULT The self-test of the MOCON2 has failed. Call your dealer .
796 SUB SPINDLE NOT TURNING Status from spindle drive indicates it is not at speed when expected. Commanding
a feed when the spindle is stopped can cause this.
797 SUB SPINDLE ORIENTATION FAULT Spindle did not orient correctly. During a spindle orient ation function, the
spindle rotated but never achieved proper orientation. This can be caused by failure of encoder, cables, belts,
MOCON or vector drive.
900 A PARAMETER HAS BEEN CHANGED When the operator alters the value of a parameter, alarm 900 will be added
to the alarm history. When the alarm history is displayed, the operator will be able to see the parameter number and
the old value along with the date and time the change was made. Note that this is not a resetable alarm; it is for
information purposes only.
901 P ARAMETERS HAVE BEEN LOADED BY DISK When a file has been loaded from floppy disk, alarm 901 will be
added to the alarm history along with the date and time. Note that this is not a resetable alarm; it is for information
purposes only.
902 P ARAMETERS HAVE BEEN LOADED BY RS232 When a file has been loaded from RS-232; alarm 902 will be
added to the alarm history along with the date and time. Note that this is not a resetable alarm; it is for information
purposes only.
903 CNC MACHINE POWERED UP When the machine is powered up, alarm 903 will be added to the alarm history
along with the date and time. Note that this is not a resetable alarm; it is for information purposes only.
923 LOW OIL PRESSURE Oil Pump for platter gear has no pressure. Check that pump is pumping oil through lines.
Check to make sure filter next to pump is not plugged. PARAMETER 618 determines delay to check pressure after
start.
924 SS LOW LUBE OR LOW PRESSURE Way lube is low or empty or there is no lube pressure or too high a pressure. Check tank at rear of machine and below control cabinet. Also check connector on the side of the control
cabinet. Check that the lube lines are not blocked. PARAMETER 616 determines cycle time.
932 BAR 100- ZERO VALUE A non zero value must be entered for #3100 Part Length + Cutoff, #3102 Min Clamping
Length and #3109 Length of Barstock on the Bar 100 Commands page.
933 BAR 100- MAXIMUM P ARTS COMPLETED Job Completed. To Continue, reset #3103 Max # Parts and/or #3106
Current # Parts Run on the Bar 100 Commands page.
934 BAR 100- CURRENT BAR FINISHED Load a new bar. Reset alarm and press Cycle Start to continue.
935 BAR 100 FAULT Bar 100 program error. Cycle power on the machine. If the alarm reoccurs, call your dealer and
report the sequence of events that lead to the alarm.
938 LANGUAGES LOADED Foreign languages were recently loaded into the control.
96-8710 rev J
June 2004
ALARMS
49
Page 51

SL-Series
939 LANGUAGES FAILED TO LOAD Foreign languages failed to be loaded into the control. Languages either exceeded total flash memory, or not enough flash memory available. Try deleting a language from disk.
958 TOOL OFS WEAR HAS BEEN CHANGED
961 FLOPPY OFFSET NOT FOUND This alarm is generated because FNC has lost the offset placemark it needs to
correctly advance program. Try to reload program.
962 UNABLE TO RETRIEVE FILE INFORMA TION File functions are taking to long to process. T ry loading again.
963 UNABLE TO FNC FROM THIS DEVICE This device may not function from FNC. Please change setting 134 connec-
tion type to an appropriate FNC device, from the operators manual.
NOTE: Alarms 1000-1999 are user defined.
The following alarms are for the VTC:
1001 SMTC FLT Tool Not Found. Specified tool not found in tool table.
1002 SMTC POCKET UP TIMEOUT Pocket did not reach UP position within time limit.
1003 SMTC FLT MS TOOL ONE SW Carousel not on tool one when expected or when on tool one and not expected.
1004 SMTC FLT TC MARK TIMEOUT Carousel did not come off mark switch or did not reach next mark switch within
time limits.
1007 GEAR FAULT Machine did not reach specified gear within time limit.
1008 DB CLAMP/UNCL FLT Drawbar did not reach open or closed position within time limit.
1009 SMTC FAUL T NOT FOUND Errors in macro, call your dealer .
1010 TSC FAULT Through the tool coolant pressure not reached or not stabilized within time limit. Another cause
coulbe that pressure is still present at completion of purge.
1012 SMTC ATC MTR TIMEOUT Arm did not reach destination within time specified.
1013 SMTC MIS ORIGIN SW Arm not at origin at start of tool change, start of carousel motion, or at the completion of
arm motion.
1014 SMTC MIS CLAMP SW Arm not at the clamp/unclamp position at completion of motion.
1015 SMTC-POCKET DWN TIMEOUT Pocket did not reach the down position within time limit.
1017 SMTC TOO HI TOOL# Specified tool exceeds max limit. Maximum number of tools is 26.
1018 SMTC SP NOT IN GEAR Live tooling spindle not in gear at start of tool change.
1021 NO DEPTH OF CUT DEFINED Missing value on command line that is needed for canned cycle.
1022 NO DEPTH OF HOLE DEFINED Missing value on command line that is needed for canned cycle.
1023 NO FEED RATE Missing value on command line that is needed for canned cycle.
1024 NO PECK AMOUNT DEFINED Missing value on command line that is needed for canned cycle.
1025 NO R PLANE DEFINED Missing value on command line that is needed for canned cycle.
1026 NO START DIAMETER DEFINED Missing value on command line that is needed for canned cycle.
50
ALARMS
96-8710 rev J
June 2004
Page 52

3. MECHANICAL SERVICE
RECOMMENDED TORQUE V ALUES FOR MACHINE FASTENERS
The following chart should be used as a reference guide for torquing machine fasteners where specified.
DIAMETER TORQUE
1/4 - 20 15 ft. lb.
5/16 - 18 30 ft. lb.
3/8 - 16 50 ft. lb.
M10 - 100 50 ft. lb.
M12 - 65 100 ft. lb.
1/2 - 13 80 ft. lb.
3/4 - 10 275 ft. lb.
1 - 8 450 ft. lb.
3.1 TURRET
TURRET C RASH R ECOVERY P ROCEDURE
1. Change Setting 7, "Parameter Lock", to OFF. Move to Parameter 43 on the Parameters Display.
This is the tool turret motor parameters. Change INVIS AXIS from “1” to “0” (zero).
SL-Series
2. Move to the Alarm Display and type “DEBUG” and then press the WRITE key . V erify that the
debug line is displayed.
NOTE: Ensure there is adequate clearance between the turret and chuck before
performing the next step.
3. Press PRGRM/CNVRS, then the MDI key . T ype “M43” into MDI and press CYCLE ST ART. This will
unlock the turret by pushing it in the Z-direction.
4. Press the HANDLE JOG key, and then the POSIT key to get into the Position Display and Jog
mode. The A axis should be displayed below the X and Z axes.
5. Press the letter "A", then "HANDLE JOG", and then a jog speed other than ".1". A message
should indicate that the A axis is being jogged.
6. Turn the JOG handle until the obstruction is cleared and the turret rotates freely . If an
OVERCURRENT alarm is received, press RESET and turn the JOG handle in the opposite direction.
7. Move to Parameter 43 on the Parameter Display and change INVIS AXIS back to “1”. Change
Setting 7 back to ON.
8. Turn the control power off and then back on. The turret can now be positioned by pressing either
POWER UP/REST ART or AUTO ALL AXES.
NOTE: If alarms 111 or 164 occur after the obstruction is cleared, you may need to
adjust the turret motor coupling.
IMPORTANT!!
After a crash the following procedures should be performed in order to verify proper turret
alignment.
1. Turret alignment verification (X-Axis)
2. Spindle alignment verification
3. Turret alignment verification (Spindle)
96-8710 rev J
June 2004
MECHANICAL SERVICE
51
Page 53

SL-Series
TURRET R EMOVAL AND R EPLACEMENT
23
21
19
20
22
Removal
1. Remove the sliding tool changer and turret assembly covers.
2. Change Parameter 76 from 500 to 50000 (so you will not trip
on a low air pressure alarm).
3. Remove the air line.
4. Put a 3/4" wrench on the bolt at the end of the air cycle.
Pull down (-X) until the turret is fully unclamped.
24
25
28
29
30
31
32
33
36
35
PARTS LIST
19 SHCS 5/16-18 x 1
20 Turret retaining cap
21 SHCS 7/16-14 x 2-1/4
22 Turret male coupling
23 Turret
24 SHCS 7/16-14 x 2-1/4
25 Female turret coupling
26
27
26
34
26
27
26
26 Thrust washer
27 Thust needle bearing
28 Shoulder bolt
29 Spring retainer
30 Die spring
31 Coupling mount
37
38
43
42
41
39
32 Coupling mount bushing
40
(bronze)
33 Turret cam
34 15/16 steel ball
35 HHB 5/16-18 x 1
36 Lever cam
37 Belleville spacer
38 Belleville washers
39 Key
40 Ring switch
41 Lock nut
42 Spur gear
43 Turret shaft
5. Place a block snugly between the back of the turret shaft and the casting to keep the turret shaft
from shifting.
CAUTION! If the shaft moves back when the turret is disconnected the ball
bearings in the turret cam may fall and have to be replaced before the
turret can be reassembled.
6. Remove the four bolts from the turret retainer and remove the retainer.
NOTE: If a shaft extension is available install it at this time. Using the extension gives
CAUTION! The turret is heavy and could be slippery.
you greater movement of the turret and allows you to remove and easily install
the key, washers and needle bearings
7. Remove the turret from the shaft.
8. The two washers, needle bearing, and key should be removed from the shaft and put aside at this
time.
52
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 54

Installation
1. Put a small amount of grease on one side of the washers.
2. Place the washer on the surface of the turret and center it using your fingers. Be sure to keep
3. Put a small amount of grease on both sides of the second washer.
4. Place the washer on the spring retainer on the lip of the turret shaft. Clean any grease that may
5. Place the needle bearing on the lip and stick it to the washer. Be sure the other surface of the
6. Put a small amount of grease on the turret key to hold it in place.
7. Place the turret on the shaft. (align the turret key)
SL-Series
grease off the surface facing the needle bearing.
have gotten on the shaft.
bearing is clean and free of grease.
NOTE: Check that the turret key did not fall off.
Check that the washer is centered on the turret.
Check that the washer and needle bearing are still on the shaft lip.
8. Slide the turret fully on the shaft.
9. Replace the turret retainer and snug the four bolts.
NOTE: Check the turret "O" ring. If you can see either the washer or the needle bearing
they have slid off the shaft. Return to step 7 of the turret removal section.
10. Tighten the four turret retainer bolts.
1 1. Remove the brace from between the turret shaft and the casing.
12. Connect the air. The turret should clamp.
13. Change Parameter 76 back to 500.
14. Exercise the tool changer to verify proper operation.
15. Replace the turret assembly and sliding tool change covers.
96-8710 rev J
June 2004
MECHANICAL SERVICE
53
Page 55

SL-Series
TURRET S HAFT R EMOVAL AND R EPLACEMENT
7
5
4
2
1
6
3
Turret Shaft Removal
1. Remove turret as described in previous section.
14
13
12
10
8
PARTS LIST
1 HHB 1/2-20 x 1-1/2
2 Rod end spacer
15
16
9
11
17
3 1/2 Rod end male
4 Air cylinder nut
5 SHCS 1/4-20 x 1
6 Air cylinder housing
7 Air cylinder
8 SHCS 1/4-20 x 3/4
18
9 1/4 flat washer
10 Bearing retainer
11 Locknut
12 Bearing
13 Worm housing
14 O-ring
15 SHCS 3/8-16 x 2-1/2
45
44
16 5/16 Steel ball
17 O-ring
18 Cluster Gear Shaft
44 Rear turret shaft seal
45 Rear bearing (bronze
bushing)
2. Mark the retaining ring and turret casting for alignment purposes.
3. Remove coolant tube bracket and move out of the way.
4. Remove inspection plate which will allow the gearbox oil to drain. Catch oil in a bucket.
5. Remove the bolt that holds the rod end to the lever cam. Do not adjust the rod end
6. Remove the lever cam.
7. Remove the switch bracket.
8. Remove the two set screws on the home switch cam at the back of the shaft, then remove the key.
Turn the motor shaft to gain access to key or set screws. (servos off, E-stop).
9. Remove back half of curvic coupling (10-12 bolts), inspect O-ring.
10. Remove assembly (coupling holder and shaft) being careful to keep tension on the assembly to
hold the cam and bearings in place.
Turret Shaft Replacement
T ools required: Installation tool for coupling mount
1. Apply grease to the ball bearing areas of the cam.
2. Install coupling mount (cams and bearing) using the installation tool, and line up key way with the
bolt that is equidistant between the springs (or previous marked alignment).
54
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 56

SL-Series
3. Install turret shaft assembly (align mark on retaining ring with the mark on the casting).
4. Align keyway facing up.
5. Install back half of curvic coupling on to gearbox snug two bolts and center the play between the
bolt holes. Install the remainder of the bolts and torque to specifications.
6. Install lever cam
7. Install key for limit switch cam.
8. Install limit switch cam.
9. Install limit switch bracket.
10. Attach actuator to lever cam.
1 1 . Install inspection plate.
12. Install coolant tube bracket.
13. Add oil to the gear box 10 cups (2400 ml).
14. Install turret as described in previous section.
Turret motor coupling adjustment procedure must be completed for proper alignment.
ADJUSTING T URRET B ACKLASH
1. Affix the magnetic base and indicator on a clean surface and check rigidity.
2. Set the indicator pointer on the worm gear. Pointer should be in line with the lead angle on the
center thread of the worm gear. See figure.
0
1
1
2
2
3
3
4
96-8710 rev J
June 2004
MECHANICAL SERVICE
55
Page 57

SL-Series
3. Rotate the worm gear to the end of rotational travel in the counterclockwise direction. Zero your
indicator.
4. Rotate the worm gear to the end of rotational travel in the clockwise direction. Record your reading.
5. Rotate the worm gear to exactly half the value of your recorded reading; this is the position to now
clamp your coupler. Coupler torque value is 16 f t./lbs.
Example: Rotate the coupler and observe the indicated reading. The force used to rotate the coupler should be
great enough so that when the force is removed you will see the indicated reading lesson; i.e. with little force
T.I.R. is noted at .006 with more force T.I.R. is .012 (see note).
NOTE: While holding the coupler at its maximum rotational movement release the
NOTE: Excessive backlash can come from the coupler or bearing retainer.
pressure and note that the backlash reading will fall to a lesser value. By
experimenting with this method you will find a “spongy” area. This spongy area
is the end play in the worm and cluster gear.
Turret motor coupling adjustment procedure must be completed for proper alignment.
TURRET M OTOR C OUPLING A DJUSTMENT
NOTE: The turret must be at tool #1 and clamped to perform this procedure.
1. Remove the sliding tool changer cover .
2. Go to Setting 7 and turn off the Parameter Lock. Go to Parameter 43, change “Z CH ONLY” to “1”.
3. Loosen the turret motor coupling clamp screw closest to the motor. (Refer to Figure 3.1-1)
4. Press the ZERO RET key, then the A key , and the ZERO SINGL AXIS key. This will cause the
motor to go to the first encoder Z pulse.
5. With the servos on, move the turret motor coupling back and forth to find the center of its backlash, and torque the clamp screw as close to the center of the backlash as possible.
56
NOTE: If it is tight (no backlash) it will be necessary to force it in one direction or the
other until it pops into its backlash area. If it gets tighter when it is turned, STOP;
this is the wrong direction.
6. Change Parameter 43, “Z CH ONLY” back to “0” (zero).
7. Press the ZERO RET key, A key, and ZERO SINGL AXIS key . This will home the turret at tool #1.
8. Press the EMERGENCY STOP button and turn the turret motor coupling back and forth to verify
that the backlash is centered.
9. Go to Setting 7 and turn on the Parameter Lock.
10. Replace the sliding tool changer cover.
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 58

Figure 3.1-1. Turret motor adjustment.
TURRET A LIGNMENT V ERIFICATION (X-AXIS)
TOOLS REQUIRED:
• MAGNETIC INDICATOR BASE • DIAL INDICATOR (0.0005" OR LESS RESOLUTION)
SL-Series
1. Remove all tool holders and fittings from the turret.
2. Jog the X-axis to the center of its travel.
3. Place the magnetic indicator base on the spindle retainer ring. Position the indicator tip on the
turret face so there is at least 3.5" of travel in each direction from the center of the X axis and 1/4"
below the center cap. Refer to Figure 3.1-2.
4. Jog the X axis so the indicator is at one end of its travel then zero the indicator.
5. Jog the X-axis to the other end of its travel and check your reading (tolerance 0.0003" TIR)
6. If the reading is greater than the tolerance specified the turret needs to be realigned.
96-8710 rev J
June 2004
Figure 3.1-2. T urr et alignment verification (X-axis)
MECHANICAL SERVICE
57
Page 59

SL-Series
TURRET A LIGNMENT (X-AXIS)
It is recommended that you read the following sections in their entirety before starting the
alignment procedures.
1. Remove the rear cover .
2. Remove the sliding toolchanger cover .
NOTE: Be sure to remove the 4 SHCS located behind the turret. The X-axis wiper may
also need to be replaced if damaged.
3. Remove top plate cover to the turret housing. Be sure to check the gasket and see if it needs
replacement.
4. Remove the SHCS that mount the coolant adapter block to the turret housing. The turret must be
in the unclamped position (M43) in order to lift the coolant line over the black access plate.
5. Remove the black access plate. The plate may need to be pried off with a screwdriver.
NOTE: Have a bucket ready to catch oil draining from the housing.
6. Loosen all turret housing mounting bolts except for the front left bolt nearest the turret.
7. Clamp the turret (M44) and jog to the center of the X-travel.
8. Tap on the turret casting in order to bring the face of the turret into alignment.
NOTE: In order to help keep the turret housing from slipping down during the
NOTE: Verify the turret alignment.
alignment procedure, keep the turret housing bolts as snug as possible.
9. Apply Loctite and torque all turret housing mounting bolts to 50 FT LBS.
10. Recheck the turret face to ensure the measurement did not change.
1 1 . Install the access cover and gasket.
12. Pour 10 cups of oil (DTE 25) into gear side of turret housing.
13. Install the Coolant Adapter Block.
NOTE: The turret must be in the UNCLAMPED position
14. Install Turret Housing T op plate.
15. Install Sliding T ool Changer Cover .
16. ZERO RETURN machine.
After the turret face has been realigned it is important to verify that the spindle is still in
alignment.
58
Proceed to “Spindle Alignment V erification”.
NOTE: All alignments done could change spindle centerline. Verify and enter new
spindle centerline position in Parameter 254.
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 60

TURRET A LIGNMENT V ERIFICATION (SPINDLE)
This procedure should be performed after spindle alignment has been checked.
TOOLS REQUIRED:
• SPINDLE ALIGNMENT TOOL
• DIAL INDICA TOR (0.0005" OR LESS RESOLUTION)
1. Remove all tool holders and fittings from the turret.
2. Clean the turret pockets and tool holders.
3. Mount the spindle alignment tool onto the spindle retainer ring with the dial indicator mounted to
the end of the tool. Refer to Figure 3.1-3.
4. Jog the X axis to the spindle center line. This is the value stored in Parameter 254, found on the
"Position Raw Data" page (this page is entered through Debug mode).
5. Position the indicator tip just inside pocket #1 so that it is almost parallel to the X- axis. Zero the
indicator, then rot ate the spindle 180°, the indicator should read ZERO.
NOTE: Use the jog handle in tenths mode to zero the pocket.
SL-Series
6. Next, rotate the spindle and take readings at both the top and bottom of the pocket.
7. If the reading exceeds .0010" from the centerline or .0020" TIR, the inner coupling may need
adjustment.
8. Perform turret motor coupling adjustment.
NOTE: If the reading is within specifications, but the X axis position is different from
parameter 254, enter the new number in parameter 254.
90deg.
Spindle High
180deg. 0deg.
Spindle Low
X-Axis
96-8710 rev J
June 2004
Tool Pocket
Figure 3.1-3. T urr et Pocket Alignment
MECHANICAL SERVICE
270deg.
59
Page 61

SL-Series
TURRET A LIGNMENT V ERIFICATION (PARALLELISM OF X-AXIS)
TOOLS REQUIRED:
• MAGNETIC INDICA TOR BASE
• DIAL INDICA TOR (0.0005" OR LESS RESOLUTION)
• A BAR APPROXIMA TEL Y 12"x 4"x 1" (GROUND TO WITHIN 0.0001" ON THE 1" WIDTH SIDE)
1. Remove all tool holders and fittings from the turret.
2. Clean the turret pockets and tool holders then command tool #1 to the cutting position.
3. Place a clean and undamaged tool holder loosely (do not thread nuts) in the nearest pocket
to the spindle and the other in the opposite tool holder.
4. Place the 12" x 4" x 1" bar across the small diameter of the two tool holders (ground side down).
Figure 3.1-4. Turret Bar Sweep.
5. Jog the X axis to the center of its travel.
6. Mount the indicator to the spindle retainer ring. Position the indicator tip at the bottom edge of the
bar.
7. Jog the X axis so the indicator is at one end of the bar, and zero the indicator.
8. Jog the X axis to the other end of the bar, and check your reading (tolerance is 0.0003" TIR).
9. If the reading is not within tolerance, loosen all (10) turret bolts with the turret in the clamped
position
10. Rotate the turret 180 degrees and check for .0003" TIR or less with the indicator .
1 1. Tap on the turret until the readings are within tolerance.
12. Retighten all (ten) turret bolts.
- If the reading is within tolerance, proceed to, Spindle Alignment Verification.
- If the reading is greater than the tolerance specified, proceed to the appropriate coupling adjustment
procedure.
60
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 62

SL-Series
CENTERING I NNER T URRET C OUPLING (WITHOUT B RASS P LUG)
This procedure should only be performed if there is not enough adjustment to perform an
outer coupling alignment.
NOTE: If the turret has a 1/4" brass plug, proceed to the next section.
1. Before starting, make sure tool pocket #1 is in position.
2. Pull the turret air cylinder all the way forward (unclamp) and place something snugly between the
back of the turret shaft and the casting to keep the turret shaft from shifting.
3. Remove the four bolts from the center turret shaft cover.
4. To gain access to the rear coupling, either remove the turret or inst all a turret shaft extension and
slide the turret onto it.
5. Loosen the 10 bolts on the inner coupling and center the coupling to the bolt holes. Retighten them
to the required specifications. (Refer to torque chart at beginning of the section)
6. Install the thrust bearing and both thrust bearing washers to the shoulder of the turret shaft.
7. Reinstall the turret and turret shaft cover. Make sure that the turret makes it over the O-ring before
the bolts are tightened completely . If the bolts tighten up and the O-ring is still visible, one of the
thrust washers is not on the shoulder of the turret shaft.
8. Return to Step 1 of the "Turret Alignment Verification" section and verify your readings.
NOTE: All alignments done could change spindle centerline. Verify and enter new
spindle centerline position in Parameter 254.
CENTERING I NNER T URRET C OUPLING (WITH 1/4" BRASS P LUG)
This procedure is only to be performed if there is not enough adjustment to perform an outer coupling
alignment.
NOTE: This procedure is only to be performed if the turret is equipped with a 1/4" brass
plug.
1. Remove the 1/4" brass plug to gain access to the rear coupling.
2. Loosen, then lightly snug all the inner coupling bolts by doing a tool change to each station.
3. Using a toolholder placed in the turret, move the turret in the necessary direction with a rubber or
plastic mallet to align the spindle.
4. Tighten all 10 inner coupling bolts (jogging the A axis for access) and torque them to the required
specifications. Refer to torque chart at beginning of section.
96-8710 rev J
June 2004
NOTE: All alignments done could change spindle centerline. Verify and enter new
spindle centerline position in Parameter 254.
MECHANICAL SERVICE
61
Page 63

SL-Series
BOLT O N T URRET A LIGNMENT
1. Clean the turret thoroughly before beginning alignment.
2. Index tool position #1 into the cutting position.
3. If the machine has a tailstock, move the turret and tailstock head next to each other and use the
tailstock head as a secure mounting point for the indicator . If there is no tailstock, move the turret
as close the fixed spindle bulkhead as possible. Assemble a short and rigid indicator mount as
possible on the spindle retaining cap. A rigid setup is critical for proper turret indication.
4. Select four (4) equally spaced SHCS that secure the turret to the coupler and mark them with a felt
pen. Loosen all the remaining bolts.
5. Place the indicator tip at the outside edge of the turret, point A in the following figure. Sweep the
indicator along this edge by jogging the X-axis, direction B. This edge should be parallel to the Xaxis within 0.0002” along its entire length and should as close to zero as possible.
X-Axis of Travel
C
Z-Axis of Travel
B
Point A
Hybrid Turret Shown
The previous illustrations shows a turret that is twisted about the coupler along direction “B” as described in
step five. The turret flats should be parallel to the X-axis with in 0.0002”.
6. If the reading is not within specification install a boring bar tool onto the top of the turret. Slightly
loosen the four (4) marked SHCS and tap on the side of tool holder to twist the turret about the
coupler. The clearance between the SHCS that secure the turret to the coupler allows for this
adjustment. This step is to remove the twist between the turret tool positions and the center of
rotation of the coupler . See the previous figure.
7. Place the indicator tip back at point A and set the indicator dial at zero (0). Jog the turret away
from the indicator along the Z-axis (Direction C). Index the turret 180° so that tool position #7, on
SL-10 and SL-30, or tool position #6 on SL-20 and SL-40, is in the cutting position.
8. Jog the turret back into position along the Z-axis relative to the indicator tip. This reading not to
exceed 0.001”. If the reading is out of specification, then the turret is not yet on the same center of
rotation as the coupler. If the indicator is showing the turret is lower at this position, index the
turret 180 degrees to bring tool position #1 back into the cutting position. Ensure that the turret is
above the coupler center of rotation so that when the turret is moved onto center , gravity does not
work against you.
62
9. Loosen the four (4) marked SHCS and tap on the turret perpendicular to the X-axis. Move the turret
half of the distance indicated. This will place this half of the turret on the center of rotation of the
coupler. See the following figure.
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 64

SL-Series
The above example illustrates a turret that is off center from the coupler center of rotation. The reading taken at
point “A” in step seven, indicates how far off center the turret is. It must be moved half of this value to place it
on to the coupler center of rotation. This must also be performed 90° from the first position.
10. Recheck that the turret did not become twisted by repeating step #5.
1 1 . Index the turret so that tool position #4, on SL-10 and SL-30 or tool position #3 on SL-20 and SL-
40, is in the cutting position.
12. Place the indicator at point A on the flat for this tool position. Repeat steps #7 through #10. This
will move the turret on to the center of rotation of the coupler for the other half of the turret. See the
previous figure.
13. If the turret is moved relative to the coupler again, twist and on-center, in both directions, must be
measured again to ensure they are within specifications.
14. The tool positions of the turret are now on center with the coupler. Torque all of the SHCS and
recheck readings.
15. Index tool position #1 into the cutting position.
16. Install the appropriate alignment bar onto the spindle and remove all runout from the alignment bar .
Install a test indicator in the end of the spindle alignment bar .
17. On SL-10s there is not enough travel in the X-axis to reach the indication hole on the turret, so a
good tool holder must be used. Install the tool holder in tool position #1. Ensure that the tool is
seated completely against the turret and the front edge is pushed back against the turret face.
Check with shim stock that the tool is completely seated against the turret.
18. Jog the X-axis to the centerline position listed in parameter 254. If the 3/16” pin hole is used for
centerline verification, the turret must be moved 3.0000” (SL-20/SL-30; 3.5200 for SL-40) further
away form the home position to place the pin hole in line with the spindle.
19. Place the indicator tip into the 3/16” indication hole in the turret or the tool holder. Sweep the hole
360 degrees. TIR not to exceed 0.002” for tool position #1.
20. Sweep all other tool positions in the same manner. All other positions TIR not to exceed 0.006”
21. After the turret is indicated into position, sweep the flats of the turret that are parallel to the Z-axis.
They are to be parallel to the Z-axis within 0.001” along their length. Direction C. If they are out of
specification, the turret gearbox may have to be re-squared on the X-axis.
96-8710 rev J
June 2004
MECHANICAL SERVICE
63
Page 65

SL-Series
CONVERTING S PINDLE C ENTERLINE TO E NCODER S TEP
1. Jog the X-axis to the spindle center.
2. Press ALARMS, enter "DEBUG", press WRITE.
3. Press POSIT, and PAGE UP until you see the debug screen POS-RAW DA T 1.
4. Observe the X axis COMMAND position. This will be encoder steps. Ignore the negative sign and
the decimal point.
5. Copy this number to parameter 254 as a positive number with no decimal point.
6. Press ALARMS, enter "DEBUG," press WRITE. Or simply turn the power off and back on. This
deactivates debug mode.
TURRET I N / OUT A DJUSTMENT
Extension
Sleeve
Jam
Nuts
Air CylinderRod
Figure 3.1-5. Turret travel adjustment components.
NOTE: Alarms 113 and 114, "Turret Unlock Fault" and "Turret Lock Fault", can indicate
that a turret in/out adjustment is necessary. These alarms occur when the
Turret Clamp and Unclamp switches sense a turret positioning error.
1. If the turret travel is not .150", ensure there is no mechanical problem or obstruction affecting the
travel. If no problem is found, the air cylinder rod travel needs to be adjusted. To make this adjustment, loosen the two jam nuts, and screw the extension sleeve away from the air cylinder to
increase the turret travel, or towards the air cylinder to decrease the turret travel. When adjustment is complete, tighten the jam nuts to the extension sleeve.
64
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 66

2. Once the turret travel is set, the Clamp/Unclamp switches must be adjusted. Enter the diagnostic
data page in order to monitor the TT UNL (Turret Unlocked) and TT LOK (Turret Locked) discrete
inputs.
For the following procedures follow:
Section I - For production units making turret in / out adjustments with trip switches.
Section II - For production units making turret in / out adjustments using air cylinder mounted reed
switches
Section I
Turret Unclamp
(Out) Switch
Clamp/Unclamp
Switch Bracket
SL-Series
Cam
Turret Clamp
(In) Switch
Figure 3.1-6. Turret Clamp/Unclamp switches.
a. In MDI, enter an M43 (Unlock Turret). The Turret Unclamp switch should be tripped at this point,
and discrete input TT UNL should read "1".
b. Place a 0.160" gage block between the Turret Clamp switch and the side of the cam, ensuring it is
flat against the cam. The Turret Clamp switch should trip and the discrete input TT LOK should
read "1". Remove the gage block.
If either switch does not trip when the gage block is in place, the switches need to be adjusted. Adjust
the switches by loosening the two SHCS and moving the entire switch bracket; DO NOT move the
individual switches unless absolutely necessary .
c. Enter an M44 (Lock Turret). The Turret Clamp switch should be tripped at this point, and discrete
input TT LOK should be "1".
96-8710 rev J
June 2004
MECHANICAL SERVICE
65
Page 67

SL-Series
d. Place a 0.160" gage block between the Turret Unclamp switch and the side of the cam, ensuring it
is flat against the cam. The Turret Unclamp switch should trip and discrete input TT UNL should
read "1". Remove the gage block.
e. If either switch does not trip when the gage block is in place, the switches need to be adjusted.
Adjust the switches by loosening the two SHCS and moving the entire switch bracket; DO NOT
move the individual switches unless absolutely necessary . Refer to Figure 3.1-6.
Section II
a. In MDI, enter an M43 (Unlock Turret). The Turret Unclamp switch should be tripped at this point,
and discrete input TT UNL should read "1".
If this does not occur, the lower air cylinder mounted reed switch needs to be adjusted by loosening
the worm drive clamp retaining the sensor and moving it until the input reads “1”. Mark the location. Move
the sensor slowly in both directions until the input reads “0” and mark the location. Place the sensor in
between the marks and tighten the worm-drive clamp. Retighten sensor. When the turret is in any other
position than Unlock Turret, the discrete input should read "0."
b. In MDI, enter an M44 (Lock Turret). The Turret Clamp switch should be tripped at this point, and
discrete input TT LOK should read "1".
If this does not occur the upper air cylinder mounted reed switch needs to be adjusted by loosening
the worm drive clamp retaining the sensor and moving it until the input reads “1”. Mark the location. Move
the sensor slowly in both directions until the input reads “0” and mark the location. Place the sensor in
between the marks and tighten the worm-drive clamp. Retighten sensor. When the turret is in any other
position than Lock Turret, the discrete input should read "0."
WEDGE A LIGNMENT
This procedure is meant to be followed using the data collected and entered on the “Service Lathe Alignment”
report. It is important that this form be filled out in its entirety before any adjustments of the wedge are attempted.
Run the spindle at its highest RPM to check for noise and vibration. If vibration or noise is detected, repair this
first before making any wedge adjustments.
Verify the spindle alignment and if necessary correct before beginning the wedge alignment (see the “S pindle
Alignment Verification” section)
1. Mount the magnetic base on turret face and take check two positions on the spindle face (see the
following figure).
66
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 68

SL-Series
2. A difference in readings between the two positions proves the wedge is out of alignment. To correct
the alignment, loosen all linear guide truck bolts for the wedge, leaving the outside corner bolt,
closest to the spindle snug. This will create a pivot when the wedge is moved for alignment (see
the following figure).
NOTE: X and Z-axis way covers will need to be disconnected from the wedge in order
to access the linear guide trucks
3. Loosen the bolts on the ballscrew nut face on the Z-axis.
4. Pivot the wedge to bring the spindle face reading to zero.
5. Snug the wedge bolts to keep the wedge from moving during the next procedure.
6. Verify the turret alignment by completing the steps in the “Turret Alignment V erification” sections
NOTE: While moving the wedge try not to change the squareness of the wedge to the
Z-axis.
7. When both alignments are correct, gently snug all the Z-axis linear guide truck bolts then torque to
the required values.
8. Jog the Z-axis towards the spindle stopping 1" from the end of travel. T orque nut face bolts to
required values (tighten in star pattern)
9. Check for binding at the start, middle and end of travel.
96-8710 rev J
June 2004
MECHANICAL SERVICE
67
Page 69

SL-Series
3.2 SPINDLE
SPINDLE A LIGNMENT V ERIFICATION
This procedure should be performed after the turret face has been realigned.
TOOLS REQUIRED:
• SPINDLE ALIGNMENT TEST BAR (P/N# T-1312)
1. Mount a 0.0001" indicator (short setup) to face of turret.
Figure 3.2-1. Checking runout.
2. Install Spindle Alignment Test Bar. Take up any slack between bolts with washers.
3. Place the indicator tip onto the test bar near the spindle. Rotate the spindle to determine the
runout. The tolerance is .0001"
NOTE: If the tolerance is greater than .0001 then loosen the test bar mounting bolts,
rotate the spindle and tap on the mounted end of the fixture until the runout
within tolerance.
4. Tighten the bolts to the test bar being careful not to alter the alignment.
5. Move the indicator tip to the end of the test bar and check for runout. T olerance should not exceed
0.0001".
NOTE: If the reading is greater than 0.0001" remove the test bar, clean both mating
surfaces.
68
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 70

SL-Series
6. Next rotate the test bar until the reading is 1/2 of the total runout. Using the Z-axis, jog the indicator tip over 10 inches of the test bar to determine if the spindle is high or low. Tolerance should not
exceed (0.0004/10")
NOTE: •If the measurement is greater than the allowable tolerance then the
7. Position the indicator tip on the backside of the test bar. Jog the indicator tip over 10 inches of the
test bar to determine spindle parallelism. The maximum allowable tolerance is 0.0004/10".
NOTE: •If this tolerance is out, call HAAS Automation Service Department..
SPINDLE R EMOVAL
NO T E: POWER OFF THE MACHINE BEFORE PERFORMING THE FOLLOWING PRO-
1. Remove the chuck or collet nose from the Lathe and the necessary covers to gain access to the
spindle assembly.
2. Disconnect oil return hose and coolant drain hose from Hydraulic Cylinder after powering OFF
machine.
spindlehead casting must be realigned. Before realigning the
spindlehead, perform a Turret Alignment Verification (Parallelism of Xaxis).
•If the measurement is within the allowable tolerance, go to step 7.
•If the spindle is in alignment, proceed to Turret Alignment Verification section.
CEDURE.
3. Loosen the clamp and unclamp hoses, then remove.
4. Loosen the SHCS from the adapter, and detach the hydraulic cylinder.
5. Loosen the eight SHCS on the inside of adapter and detach from spindle shaft.
96-8710 rev J
June 2004
MECHANICAL SERVICE
69
Page 71

SL-Series
Figure 3.2-2. Hydraulic cylinder.
6. Unplug the encoder. Unscrew the encoder bracket, remove the encoder, then remove the belt.
7. Loosen the four SHCS holding the spindle motor. Slide the motor up by squeezing the belts.
Tighten the SHCS and remove the drive belts from the spindle assembly.
8. Loosen the six SHCS and remove the spindle drive pulley.
9. Disconnect the two lubrication hoses and unscrew the fittings from the spindle housing. Note the
direction of the flat sides of the fittings for lubricating the spindle bearings.
10. Unscrew the six SHCS holding the spindle retaining ring and remove. Also remove the O-ring.
1 1. Remove S pindle Carefully . (For SL-40 spindle removal, contact HAAS Service for removal tool)
SL-10 SPINDLE R EMOVAL
NO T E: POWER OFF THE MACHINE BEFORE PERFORMING THE FOLLOWING PRO-
CEDURE.
1. Remove the chuck or collet nose from the Lathe and the necessary covers to gain access to the
spindle assembly.
2. Disconnect oil return hose and coolant drain hose from Hydraulic Cylinder after powering OFF
machine.
3. Loosen the clamp and unclamp hoses, then remove.
70
4. Loosen the SHCS from the adapter, and detach the hydraulic cylinder.
5. Loosen the SHCS on the inside of adapter and detach from spindle shaft.
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 72

Figure 3.2-2. Hydraulic cylinder (Coolant Collector not shown)
SL-Series
6. Unplug the encoder .
7. Loosen the four SHCS holding the spindle motor. Slide the motor towards the spindle to remove
tension from the belts. Slide the belts off of the spindle drive pulley.
8. Disconnect the two lubrication hoses and unscrew the fittings from the spindle housing. Note the
direction of the flat sides of the fittings for lubricating the spindle bearings.
9. Unscrew the SHCS holding the spindle retaining ring and remove. Also remove the O-ring.
10. Remove Spindle Carefully .
MINI L ATHE SPINDLE R EMOVAL AND R EPLACEMENT
1. Remove the door, the coolant collector, and lef t front and left side enclosure panels.
2. Disconnect the air/oil lube lines that supply the spindle and the air closer.
3. Remove the work holding device, air closer , adapter and drawtube.
4. Remove the belt from the driven pulley .
5. Attach the spindle drive sprocket removal tool as specified by the factory to the driven sprocket.
6. Using a hydraulic ram, pull the sprocket off the end of the spindle.
96-8710 rev J
June 2004
7. Remove the oil injection cover off the back of the spindle.
8. Remove the SHCS that secure the spindle front cap to the spindle housing. These are accessed
via the through holes in the spindle nose itself.
MECHANICAL SERVICE
71
Page 73

SL-Series
9. Remove the spindle cartridge from the spindle housing.
10. Thoroughly clean out the spindle cavity . Ensure that there are no particulates or other contaminates are removed. Clean thoroughly with alcohol.
1 1 . Ensure that the spindle is also free from any contaminates before installing it into the spindle head
housing.
12. Slide the spindle cartridge into the spindle head housing.
13. Orient the front cap such that the oil drain passage is pointed downwards. Also ensure that the Oring is installed on the front cap and that it is cut at the oil passage point.
14. Once the spindle front cap is oriented properly, evenly torque the front cap bolt s to 10 ft-lb.
15. Reinstall the oil injection cover.
72
16. Heat the drive sprocket on a hot plate at 450 degrees F for at least 5 minutes and then install onto
the spindle shaft.
17. After the sprocket cools, reinstall the air closer , adapter , drawtube and work holding device.
18. Reconnect the air/oil lube lines.
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 74

SL-Series
MINI LA THE SPINDLE BREAK-IN
1. Load the Mini Lathe spindle break in program, o02222, into the control. Ensure that Parameter 57,
bit 22 is set to 1 so that the Macro feature is enabled. Parameter 266, bit 3 must also be set to 1
to ensure the control is reading the thermal probe.
2. Attach a thermal probe cable P/N 33-9022 to the side of the spindle head casting with a 1/4-20 x
¾” SSS. Ensure that the thermal probe is seated completely against the casting. This will ensure
accurate readings.
3. From the control cabinet, there is a cable that normally plugs into the X-axis ball screw thermal
probe cable (33-9022A). Disconnect them from each other and plug the spidle head thermal probe
cable in place of the X-axis ball screw thermal probe cable.
4. Verify that the thermal probe is working by inputting the following code into MDI; #1 19 = #1092 /
65534 * 500; M99
5. Press ‘Cycle Start’ and then look at the macro page under the ‘Current Commands’ menu. Macro
#1 19 should read some where around the ambient temperature. This verifies that both the probe
and macros are functioning properly .
6. Double check that the spindle air/oil lines are attached and that the air regulator for the spindle air/
oil is set to 25 psi.
7. Run the program. It should take around 5 hours. If the spindle does not pass, the control will state
this. Do not reset the program. There is important information in the macro page. Call the Factory.
8. Remove the thermal probe from the spindle. Reattach X-axis thermal probe and reinstall the sheet
metal.
96-8710 rev J
June 2004
MECHANICAL SERVICE
73
Page 75

SL-Series
MINI L ATHE R EMOVAL AND R EPLACEMENT OF A IR C LOSER
1. Install the air closer adapter onto the spindle drive sprocket.
2. Measure the runout of the O.D. of the adapter. Runout should not exceed .001.
3. Install the air closer onto the adapter.
4. Measure the radial runout of the non-rotating portion the air closer as close the end as possible. If
the readings are high, reclock the air closer to remove the excess runout. Runout NTE .0005”.
SPINDLE I NSTALLATION
TOOLS REQUIRED:
• Blue Loctite
• 1/2" Torque W rench (Up to 250 ft-lbs)
• HAAS Belt T ensioning Tool P/N# T1510 (SL 20), P/N# T1537 (SL 30 and 40)
1. Inspect the new spindle once it is removed from the packaging. Check the alignment of the spacer
between the two bearings. Use a dial indicator on the spacer and bearings to check the run-out.
The run-out should be between .0005-.0015, adjust if necessary .
74
2. Install spindle into housing. Check location of oil holes for proper alignment.
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 76

SL-Series
3. Place the retainer ring on the spindle with the O-ring toward the spindle. Ensure that the drain
holes are at the bottom of the retainer ring and that the O-ring remains in place.
4. Apply blue Loctite to the six retainer ring mounting bolts and install them. Place a .001 shim
between the spindle and retainer ring. Torque the mounting bolts to 50 FT-LBS.
NOTE: The bolts should be torqued in a star pattern and in increments of 10, 20, 30,40
and finally 50 FT-LBS. Check alignment of the spindle and retaining ring with
a .001 shim at each torque value.
Figure 3.2-3. Spindle retaining bolts.
5. Ensure that the spindle can spin freely and the spindle and housing oil mist holes are aligned. If
not, remove the retainer ring and spindle and reinstall.
6. Screw the oil mist nozzles in by hand until they bottom. Then back off the nozzles 1.5- 2 turns
ensuring that the holes on the nozzles and spindle housing are aligned correctly and pointed
towards the bearings. Make sure the nozzles do not come into contact with spindle shaft.
7. Tighten the hex nut on the nozzles, ensuring the nozzles do not spin. After tightening the nuts,
verify the nozzle oil mist holes are still positioned correctly.
8. Attach the two 1/4" nylon tubes onto the swivel fittings.
96-8710 rev J
June 2004
MECHANICAL SERVICE
75
Page 77

SL-Series
Figure 3.2-4. Alignment of oil mist holes.
9. Install the spindle drive pulley.
10. Install the drive belts onto the spindle and motor pulleys.
1 1. Apply proper tension to belts by wedging the T -shaped belt tensioner tool underneath the spindle
head casting web, between the spindle head pulleys and motor / gearbox pulleys and the motor /
gearbox mounting plate. Att ach the 1/2" drive torque wrench to tensioner tool and apply the
required torque value. The path of the applied torque should be inline with the motor assembly . The
following chart includes values for proper belt tensioning.
76
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 78

SL-Series
12. While applying correct torque amount, tighten the four mounting motor / gearbox plate bolts.
CAUTION! This procedure should be performed with two service persons. One
will apply correct torque amount and the other will tighten mounting
bolts.
13. Mount the encoder onto the spindle housing below the spindle shaft with four mounting bolts.
14. Place the 3/8" timing belt on the spindle pulley , with the other end on the encoder pulley.
15. Align and attach the hydraulic cylinder adapter onto the spindle shaft with the mounting bolts.
T olerance on the face of the adapter plate perpendicular to centerline within .001". Check tolerance
of large I.D. bore circular within .002".
16. Slide the hydraulic cylinder into spindle shaft. Insert and snug the mounting bolts.
17. Attach and clamp the oil drain hose and coolant drain hose onto hydraulic cylinder .
18. Attach and screw in clamp and unclamp hoses.
19. Set the magnetic base on top of the spindle housing with the indicator touching the top of the
hydraulic cylinder.
20. Spin the hydraulic cylinder and verify that the runout is under 0.001 inches. If runout is over 0.001
inches, spin the hydraulic cylinder to its high point and tap cylinder with a rubber mallet. Tighten
and torque the bolts.
21. Replace all previously removed sheet metal.
SPINDLE H EAD A LIGNMENT
TOOLS REQUIRED:
• Dual Indicator Stand
Depending on lathe model, the following sheet metal pieces may need to be removed:
•The front left panel
•The front bottom panel
•The drain rail
•The front door
1. Loosen all spindle head mounting bolts.
2. Loosen the locknuts on the two jack screws (adjustment bolts) underneath the spindle head
casting, then screw them in to lower the spindle casting.
3. Bolt spindle alignment bar tool to spindle and attach a 0.0001" indicator onto the face of the turret.
4. Jog indicator such that the indicator runs tangent to alignment bar along the Z-axis.
5. Level the spindle head assembly by adjusting the jack screws up or down and jogging the indicator
along the alignment bar in the Z-axis. The tolerance reading should be .0001" within 10".
96-8710 rev J
June 2004
MECHANICAL SERVICE
77
Page 79

SL-Series
Figure 3.2-5. Adjustment bolts.
6. Once the spindle head assembly is level, setup dual indicators on the large magnetic base and
place on the base casting to the rear. Indicate them at the machined bosses to maint ain the
spindle head level. See Figure 3.2-6.
78
Figure 3.2-6. Indicator setup.
NOTE: This setup is to ensure the spindle remains parallel in the Z-axis plane while
raising the spindlehead. It is recommended to only turn the jackscrews a
quarter turn each time so that the spindle head does not become positioned
too high above the turret pocket. Should this happen, you will have to start the
procedure again.
NOTE: If the boss on the spindle head casting is not machined, then an alternate
method to set up the indicators is to retract the B-axis waycover from the left
side and mount the mag base to the base casting. Then position two indicators
on the machined surface beneath the spindle head casting.
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 80

SL-Series
7. Place the tenths indicator at the end of the spindle alignment bar and jog tool turret in the Z- axis
towards the spindle until the indicator rest on the inside of the tool pocket.
8. Align the tool pocket holder along the X-axis with the spindle alignment bar by rotating the spindle
and sweeping the indicator 180
NOTE: The tool holder alignment pins create a bump in the pocket that should be
ignored.
o
along the axis. Refer to Figure 3.1-3.
9. Jog the turret along the X-axis until a measurement reading within .001" is indicated.
NOTE: Use the jog handle in tenths mode to zero pocket
10. Next, zero the spindle alignment at the top and bottom of the turret pocket by sweeping the
indicator at those positions and adjusting the jack screws equally.
1 1 . Rotate the spindle 180
o
and adjust the jackscrews until the indicator reads within a .001" at the top
and bottom of pocket. Repeat Step s 8 and 9, to ensure the X-axis is zeroed for each adjustment in
the vertical direction.
12. Torque the spindle head mounting bolts to 500 ft-lbs so as not to change the spindle’s position.
13. Once the pocket is zero, X-axis value on the screen becomes the new machine spindle centerline.
14. Tighten the jam nuts on the jack screws under the spindle head.
NOTE: The X-axis value in the Positions page is the new machine centerline. This
value should be stored in Parameter 254.
15. Repeat Step s 3-5 to ensure that the shaft has remained horizontal. If the shaft has moved, return to
S te p 11 and recheck the pocket position.
16. Test the other pockets in the same way as pocket #1 (S tep 11) without moving the x-axis position.
The tolerances for the other pockets are 0.003 inch from the centerline.
17. Reinstall the following sheet metal pieces if removed:
•The front left panel
•The front bottom panel
•The drain rail
•The front door
NOTE: All alignments done could change spindle centerline. Verify and enter new
spindle centerline position in Parameter 254. (Refer to Section 1.9)
SL-10 SPINDLE H EAD A LIGNMENT
1. Attach the spindle alignment bar to the spindle. Adjust the position of the alignment bar until the
measured runout at both the base and end of the bar is less than 0.0001”. To adjust the position of
the alignment bar, slightly loosen the mounting bolt s and tap on the mounting end of the alignment
bar.
96-8710 rev J
June 2004
2. Loosen the 8 SHCS mounting bolts for the spindle head.
3. Back out the two set-screws on the front side, lower edge of the spindle head.
MECHANICAL SERVICE
79
Page 81

SL-Series
4. Attach a 0.0001” dial indicator to the turret.
5. Jog the X and Z-axes to position the dial indicator on the side of the alignment bar.
6. Sweep down the length of the alignment bar to measure the spindle head parallelism with the Zaxis.
7. Push the spindle head towards the back of the machine. Run in the set-screws on the front, lower
edge of the spindle head until they contact the locating dowels underneath the spindle head.
Adjust the spindle head parallelism with the Z-axis using these two set-screw. The spindle head
should be parallel with the Z-axis with in 0.0004”/10”.
8. Mount two travel dial indicators onto the side of the base. Place the tips at the extreme ends of the
spindle head casting. Zero the indicators.
9. Attach a 0.0001” dial indicator into the end of the alignment bar.
10. Install a boring bar tool holder into tool position #1. Ensure that the bore of the tool holder is clean
and free of any burrs, chips or other contaminants. The tool holder must be seated completely
against the turret.
1 1. Jog the X-axis down to the original spindle centerline.
12. Jog the Z-axis until the tip of the dial indicator can be placed on the inside of the bore in the tool
holder. Sweep the bore to measure the concentricity of the spindle head to the tool position. The
tool holder bore must be concentric with the spindle within 0.002” TIR.
13. Adjust the position of the spindle head by carefully screwing in the set-screws. Ensure that the
spindle head parallelism to the Z-axis remains constant by moving the spindle equal amounts as
indicated on the two travel dial indicators.
14. Once the runout is less than 0.002” TIR, verify that the spindle head parallelism to the Z-axis is
within 0.0004”/10”.
15. Evenly torque the spindle head bolts to 300 ft. lbs and ensure that all SSS in the spindle head
casting are bottomed out on the dowel pins.
80
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 82

MINI L ATHE S PINDLE H EAD A LIGNMENT
1. The X and Z-axes must be perpendicular to each other prior to aligning the spindle head.
2. Remove the door, the left side and the end panel.
3. Install a spindle alignment bar (P/N T-21 13) on the spindle.
4. Remove the run-out from the base and end of the alignment bar. NTE 0.0001” at each end.
5. Place an indicator on the tool platter and run the indicator along the side alignment bar along the
Z-axis. Alignment bar parallelism to the Z-axis NTE 0.0004” per 10” of travel.
6. Loosen the nuts that secure the spindle head to the base casting.
7. Using the ½”-13 SSS, adjust the position of the spindle head on the base casting until the parallelism of the alignment bar to the Z-axis is with in 0.0004” over 10” of travel. There are socket set
screws (SSS) on both sides of the spindle head casting.
8. Once the alignment of the spindle is achieved, torque the nuts that secure the spindle head to the
base casting to 250 ft-lb.
9. After torquing the nuts, ensure that all of the SSS are bottomed out on the dowels within the
spindle head.
SL-Series
96-8710 rev J
June 2004
MECHANICAL SERVICE
81
Page 83

SL-Series
3.3 TL-SERIES S UB S PINDLE
SPINDLE M OTOR R EPLACEMENT
1. Remove the sheet metal covering the sub spindle motor and the union.
2. Cut all plastic ties to the motor wiring. Disconnect the wiring from the motor.
3. Remove the encoder:
Loosen the set screw that holds the encoder to the motor shaft. Remove the screw that holds the
encoder bracket to the motor.
4. Remove the four (4) bolts that mount the motor to the spindle head.
Caution! You may need to use a hoist to lift the sub spindle motor as it weights approx.
90 lbs.
5. Install the replacement motor in reverse steps for removal. Make sure the wiring is fed beneath the
belt.
SUB S PINDLE M OTOR B ELT R EPLACEMENT
1. Remove all sheet metal covering the sub spindle motor.
2. Remove the chuck and unhook the hoses to the union.
3. Disconnect the electrical wiring to the encoder.
4. Loosen the set screw that holds the encoder to the motor shaft.
5. Remove the screw that holds the encoder bracket to the motor.
6. Loosen but do not remove the four (4) sub spindle motor mounting bolts.
7. Remove and replace the motor belt.
8. Reassemble in reverse steps for removal. Make sure the motor wiring is connected and secured
properly .
82
SUB S PINDLE H EAD A LIGNMENT
1. Insure that the main spindle is aligned. Following standard alignment procedures in the lathe
service manual.
2. Mount the spindle alignment bar (Part # T-2113) to sub spindle face. Before inst alling the test bar,
insure that both mating surfaces are cleaned thoroughly.
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 84

SL-Series
Adjust for Flatness
(Back Shim)
Adjust for Flatness
(Front Shim)
Adjust for Parallelism
(Side to Side)
3. Mount a magnetic base and a .0001” indicator on the turret face. Rest the indicator tip on the top
surface nearest the sub-spindle face and manually rotate the sub-spindle. Tap on the alignment bar
flange and indicate it to zero runout. Jog the indicator in the Z-axis direction to the end of the
alignment bar and set the indicator to read zero. Rotate the sub spindle to check runout. runout
should not exceed .0002. If the runout exceeds .0002, then use different tension on the test bar
mount bolts to adjust. (See figure 3.3-1.)
NOTE: Test bar should be indicated to .0 runout before checking alignment of
sub-spindle
4. Rest indicator tip on the top surface. Using the “Z” axis jog the indicator tip over eight inches of the
test bar to check spindle flatness, max tolerance is .0003”.
Figure 3.3-1
96-8710 rev J
June 2004
Figure 3.3-2
5. If the sub-spindle is out of tolerance then shimming is necessary. See figure 3,3-3 for shim stock
information and figure 3.3-2 for the location of where the shim stock will be
inserted.
MECHANICAL SERVICE
83
Page 85

SL-Series
Figure 3.3-3
Repeat steps 4 and 5 until the flatness is within specifications.
6. With the indicator on the nose of the test bar, place the indicator tip on the top of the beveled lip of
the main spindle and set it to zero. (See figure 3.3-1)
7. Rotate the bar 360° and check the concentricity of the sub spindle to the main spindle. The
tolerance is .002” TIR. Adjust side to side using set screws (Figure 3.3-2)
8. If the height is out of tolerance you need to change the front and back sub-spindles shims by the
amount of correction necessary , and still maintain flatness.
9. Repeat steps 5 –9 until the Flatness and T op to Bottom Centerline tolerance are within
specifications.
10. Rest the indicator tip that is riding on the top of the test bar to run along the side of the test bar.
Use the “Z” axis to jog the indicator tip over eight inches of the test bar to check the sub-spindle
parallelism, max tolerance is .0003” (see figure 3.3-1).
1 1. If the sub-spindle is out of tolerance adjust the parallelism adjusting screws to bring it in
(see figure 3.3-2).
Repeat steps 10 and 1 1 until p arallelism is within specifications.
12. With the indicator on the nose of the test bar place the indicator tip on the side (90° position) of the
beveled lip of the main spindle and zero (see figure 3.3-1).
84
13. Rotate the bar 360° and check the concentricity of the sub to main spindle. The tolerance is .002”
TIR.
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 86

SL-Series
3.4 TAILSTOCK A LIGNMENT
Tailstock alignment procedures should only be done after the X and Z axes have been checked for
proper alignment.
There are two different tailstocks, a one-piece original design and the newer two-piece design. If the
tailstock needs to be aligned, follow the procedure for that type of tailstock
ONE- PIECE T AILSTOCK A LIGNMENT V ERIFICATION
TOOLS REQUIRED:
•Spindle Alignment Test Bar (P/N# T-1312)
•Tailstock Taper Bar (P/N# T-1416)
•.0001" Indicator and Magnetic Base
1. Mount the spindle alignment test bar to the spindle.
NOTE: Make sure all contact surfaces, including the test bar, are clean.
2. Mount a .0001 indicator to the end of the alignment bar.
3. Insert the tailstock taper alignment test bar.
4. Place the indicator tip at the base of the tailstock test bar (closest to the tailstock). Check the
total runout at base of the test bar by rotating the indicator 3600. Max. tolerance is .001" from
centerline.
5. Jog the tailstock back and measure the runout at the end of the tailstock test bar.
NOTE: •If these measurements are out of tolerance from top to bottom (00 and
1800), then proceed to the Tailstock Leveling Procedure.
•If this measurement is out of tolerance from side to side (90
then the insert needs to be replaced and realigned as described in the
Tailstock Insert Removal and Installation section.
0
and 2700),
TAILSTOCK L EVELING P ROCEDURE
This procedure should only be performed after the Tailstock Alignment has been checked.
TOOLS REQUIRED:
•T enths Indicator
•Tailstock Alignment T ool (T est Bar P/N# T -1416)
•Tailstock Leveling Assembly (Leveling S tand P/N# 93-6001)
•Spindle Alignment Test Bar (P/N T-1312)
1. Loosen the mounting bolts that attach the TS to the linear guide trucks, allowing TS to rest on
bolts. Place the Leveling St and under the bottom edge of TS and manually raise the jack bolts.
(Refer to Figure 3.4-1)
96-8710 rev J
June 2004
2. Attach a tenths indicator to the face of the turret. Level the TS by jogging the indicator along the
test bar in the Z-axis and level to within .0005" by adjusting the jack bolts.
3. Sweep the diameter of the T est Bar and note the vertical runout. Refer to Figure 3.4-1.
MECHANICAL SERVICE
85
Page 87

SL-Series
Figure 3.4-1. Tailstock leveling indicator setup.
4. Raise the TS and bring up to center by equally turning the jack bolts ( do not turn one jack bolt
more than 1/4 turn without turning the other). Adjust to within .0003" and lightly snug bolt s during
procedure.
NOTE: Check tailstock parallelism each time the tailstock is raised.
5. Check for TS level change. Adjust by setting the indicator to zero at the right end of the Test Bar
and jog the indicator over to left end of bar . Snug bolts in upper left corner and loosen the others.
Adjust the right-hand jack bolt only and bring the indicator to within .0005".
6. Once the TS is leveled, the mounting bolts should be torqued to 50 ft-lbs in a clockwise fashion
(first, the inner mounting bolts than the outside). If the horizontal runout is unacceptable, the
tapered insert may have to be reset as described in the following section
NOTE: These steps may have to be repeated to achieve proper alignment.
TWO-PIECE T AILSTOCK A LIGNMENT
1. Using a spindle alignment tool and a Morse taper tool, indicate from spindle to tailstock. Measure
flatness and TIR (total indicated run-out). Determine which direction the tailstock is out of alignment
(Figure 3.4-2).
86
Figure 3.4-2
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 88

SL-Series
2. If the tailstock is out of alignment in both flatness and parallelism, remove the head from the
tailstock base. Mark the shims so they can be installed in the same order, and inspect them. If the
tailstock is only out of parallel alignment go to step 6.
3. Check the top surface of the tailstock base for parallelism to the Z axis. Check for dents and
lightly stone the top mating surface of the tailstock. Indicate from the turret to the top of the
tailstock base. Readings must be no more than +/- .0004" for 10 inches of travel.
4. Install the shims, lightly stone and clean the shims before installing
5. Install the head of the tailstock and snug the four retaining nuts.
6. Rotate the spindle and measure parallelism. T ap the head into place using a mallet. If flatness is
within tolerance, proceed to step 8.
7. Measure flatness from base to end of tailstock. Add or remove shims if necessary using the
tailstock head alignment tool. To adjust the number of shims, bolt on alignment tool, snug alignment bolts against the tailstock head, then remove the tool (Figure 3.4-3). Loosen either the front
or rear pair of tailstock retaining nuts and add or remove shims as necessary. This will keep
parallelism. Re-tighten the nuts. If necessary loosen the other end to add or remove shims as well.
To re-align, install the alignment tool and position the tailstock against the adjustment bolts of the
alignment tool. Snug the tailstock nuts and remove the tool.
8. Rotate the spindle and measure run-out at the base and the end of the tailstock. T ap into place
using a mallet. Tolerance is less than .001 TIR.
9. Torque the t ailstock head retaining nuts.
SL-10 TAILSTOCK A LIGNMENT
1. Insert the T ailstock Alignment Bar into the tailstock quill.
2. Place a 0.0001” indicator onto the turret. Position the X-axis so that the flatness and parallelism of
the alignment bar can be measured.
3. Place the indicator stylus onto the side of the alignment bar and sweep along the Z-axis. The
tailstock should be parallel with the Z-axis within 0.0004” over the length of the tailstock alignment
bar. If the Z-axis p arallelism is not within 0.0004”, then the tailstock foot will need to be adjusted.
96-8710 rev J
June 2004
Figure 3.4-3
MECHANICAL SERVICE
87
Page 89

SL-Series
4. Loosen the four SHCS that attach the tailstock foot to the lathe base and back out the set screws
at the base of the foot. Push the tailstock foot as close to the turret as possible. Place the indicator stylus onto the machined surface along the backside of the tailstock foot. Jog the Z-axis to
sweep along this surface. Adjust the position of the t ailstock foot until the runout along this
machined surface is less than 0.0001” along the entire length.
5. Install the spindle alignment bar onto the end of the spindle. Install a 0.0001” dial indicator into the
end of the spindle.
6. Set up two travel dial indicators at the extreme ends of the tailstock foot.
7. Measure the side to side runout of the concentricity of the spindle to the tailstock quill. The total
side to side runout cannot exceed 0.0005”.
8. Using the set screws in the tailstock base, move the entire tailstock assembly until the total side
to side runout does not exceed 0.0005”. Maintain the parallelism with the Z-axis by insuring that
the travel indicators move an equal amount.
9. Torque the SHCS that att ach the foot to the lathe base in an even and gradual pattern to 200 ft-lb.
Verify that the runout has been maint ained after the tailstock foot is torqued.
TAILSTOCK I NSERT R EMOVAL AND I NSTALLATION
CAUTION! Contact HAAS before attempting this procedure.
T ools Required:
•Press Fixture and Spacer •Blow torch
•Spindle Alignment Test Bar (P/N# T-1312) •Devcon liquid steel (P/N# 99-4530)
•Tailstock Taper Alignment Bar (P/N# T-1416)
Removal -
1. Remove the six screws that mount the back plate to the tailstock insert.
88
2. Remove the 3 screws that mount the insert to the casting.
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 90

3. Run the screw nut completely down to its farthest travel (far right).
SL-Series
Figure 3.4-4 Tailstock insert press.
4. Mount the fixture to the tailstock casting as shown.
5. Pump the hydraulic press a few times so that the fixture stabilizes itself against the tailstock.
WARNING!
Keep hydraulic lines away from the blow torch flame or serious injury
could result.
6. Use the blow torch to heat the insert casting. This will take approx. 30 minutes.
7. Pump the hydraulic press to its maximum pressure while continuing to heat the casting.
NOTE: When the pressure on the gauge begins to drop the insert should begin to slip
NOTE: Use a spacer if the adjustment screw on the press is not long enough to
out. Once the press is fully extended, run the nut down again and repeat step
6.
remove the insert.
8. Once the insert is removed, use a small screw driver or chisel to remove any Devcon. Make sure
fill hole is clear.
Installation -
96-8710 rev J
June 2004
1. Clean the tailstock bore and all mounting surfaces.
2. Mount the spindle alignment test bar onto the spindle.
MECHANICAL SERVICE
89
Page 91

SL-Series
3. Then mount a tenths indicator to the nose of the test bar.
4. Make sure the fill hole at the back of the tailstock casting is not clogged
5. Install the tailstock insert and three mounting screws.
6. Insert the tailstock taper alignment bar.
7. Position the indicator tip at the base of the tailstock test bar.
8. Adjust the insert until the runout at the base of the test bar is less than .0003" TIR. Then tighten all
three screws.
9. Install the rear insert plate. Tighten the three 1/4 x 20 bolts but leave the three 10 x 32 bolts loose.
10. Position the indicator at the end (far left) of the tailstock taper alignment bar .
1 1 . Insert a pry bar into the rear of insert and adjust the runout at the end of the shaft until the reading
is .001" or less from centerline. Then tighten the remaining screws.
12. Inject the Devcon and let stand overnight.
HYDRAULIC T AILSTOCK C YLINDER
REMOVA L -
1. Remove front and rear waycovers.
WARNING!
Before performing any service on the hydraulic cylinder or pump, the
machine should be powered off.
90
Figure 3.4-5. Hydraulic cylinder replacement.
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 92

SL-Series
2. Move to mid travel before disconnecting
3. Disconnect the hydraulic lines from both ends of the cylinder.
CAUTION! Although the hydraulic system is not under pressure oil will spill out
of the hydraulic lines once disconnected from the cylinder. Have a
bucket ready to catch any oil that spills out.
4. Remove the (2) SHCS that mount the cylinder rod end block to the rear of the hydraulic tailstock
adapter.
5. Remove the 1/4 - 20 SHCS that mounts the encoder rail to the bottom of the cylinder rod end block
6. Extend the cylinder shaft so that you can place a wrench on the end of the cylinder rod in order to
unscrew it from the end block.
7. Remove the (2) SHCS that mount the hydraulic cylinder body to the base casting.
8. Unscrew the end block from the cylinder.
9. Collapse the hydraulic cylinder then push the tailstock to the rear of travel.
10. Pull the hydraulic cylinder out from the frontside of the tailstock.
INSTALLATION -
11. With the new cylinder in position, push the tailstock to the front of travel.
12. Install the (2) SHCS that mount the cylinder body to the base casting. Before tightening move the
tailstock to the front end of travel.
13. Thread the end block onto the end of the cylinder rod and tighten.
14. Install the (2) SHCS that attach the end block.
15. Install the 1/4 - 20 SHCS that hold the encoder rail to the bottom of the mounting block.
16. Attach the hydraulic lines to both the front and rear of the cylinder . Check for leaks.
17. Reinstall waycovers.
18. Check the fluid level at the hydraulic tank to determine how much fluid needs to be added.
96-8710 rev J
June 2004
MECHANICAL SERVICE
91
Page 93

SL-Series
3.5 TRANSMISSION
Removal
TOOLS REQUIRED:
•Hoist and lifting straps OR floor jack and (4) wood blocks
1. Power off the machine.
2. Remove the left side panel to access the spindle motor and transmission assembly.
NOTE: If you are using a floor jack, the bottom left front panel needs to be removed.
3. Disconnect all electrical lines from the motor and transmission assembly.
4. Position the hoist directly to the rear of the motor and place the lifting straps around the motor and
transmission. Make sure there is enough tension on the straps so that when you loosen the
mounting bolts, the motor assembly does not shift.
NOTE: If you are using a floor jack, slide the jack under the transmission assembly
from the front side of the machine. Being careful not to damage any components, place the wood block supports under the transmission and motor .
5. Remove the four transmission mounting plate bolts. Raise the transmission enough to remove the
drive belts, then slide the entire assembly out.
Mounting Bolts (4)
Fluid sight glass
Mounting plate
92
Figure 3.5-1. Lathe transmission mounting plate.
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 94

Installation
1. Place lifting straps under new transmission assembly and lift just enough to put tension on the
SL-Series
cables.
NOTE: If you are using a floor jack, slide the jack under the front side of the machine.
Being careful not to damage any components, place the wood block supports
on the jack and slide the transmission and motor onto the jack.
2. Ensure the new transmission is seated securely on the straps and lift up slowly. Lift only high
enough to install the drive belts, then gently swing the assembly into place.
3. Insert the four bolts that secure the transmission mounting plate to the spindle head.
4. Adjust the drive belt tension, then tighten down screws completely. Refer to the S pindle Installation
section, for proper belt tension procedures and tension chart.
5. Reattach all electrical lines at this time.
6. Replace the left side panel.
NOTE: If you are using a floor jack, replace the bottom left front panel.
55 HP LATHE T RANSMISSION AND M OTOR
Removal
1. Remove the sheet metal on the left side of the lathe in order to gain access to the motor and
transmission
2. Remove the motor cables from the buss, under the motor.
3. Disconnect all the motor feedback cables at the subplate on the motor/transmission.
Note: The next step requires the use of additional lifting means, for example use a
forklift to pick up the assembly.
4. Use lifting eyes to support the motor/transmission assembly. There is a provision for a lifting eye
close to the center of the motor cover and another at the pulley end. Use a lifting strap between
the two lifting eyes and secure the strap to the lifting equipment.
5. Support the motor/transmission assembly.
6. Remove the bolts that secure the transmission to the spindle casting.
7. Lift the motor/assembly up to clear the belts and then pull the assembly away from the spindle
casting.
96-8710 rev J
June 2004
MECHANICAL SERVICE
93
Page 95

SL-Series
Buss
Setscrew (2)
Ratchet Wrench w/Hex Key
Installation
1. Install new belts on the spindle pulley. These need to be a matched set.
Note: The next step requires the use of additional lifting means, for example use a
forklift to pick up the assembly. Use lifting eyes to lift and position the motor/
transmission assembly. There is a provision for a lifting eye close to the center
of the motor cover and another at the pulley end. Use a lifting strap between
the two lifting eyes and secure the strap to the lifting equipment.
2. Lift the assembly and position it over the belts. Lower the assembly into position and loosely
install the four mounting bolts.
3. Tension the belt s using the tension adjusting screws. These 2 screws are located under the
transmission. A long 1/4" Allen wrench and a torque wrench are needed to adjust these screws.
Adjust them to 44 in lb. Once both are adjusted recheck the first one, then the second. It may be
necessary to recheck the screws a few times in order to attain the proper torque.
4. Torque the mounting bolt s to 80 ft lb.
5. Replace the wires on the motor. Match the cables numbers, from the machine, to the numbers on
the buss.
6. Replace the motor feedback cables. These are located on the sub-panel on the left of the motor
assembly.
7. Ensure all cables are away from moving parts.
8. Reinstall any other spindle related pieces that were removed (e.g. Coolant collector and hose)
9. Command the spindle forward at low RPM (Do not exceed 500 rpm); look for leaks. Start the run-in
program. This program will run for about 2 hours.
94
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 96

SL-Series
3.6 GRID O FFSET C ALCULATION
Please read this section in its entirety before attempting to set the grid offset.
GUIDELINES -
The encoder Z channel signal must occur between 1/8 and 7/8 revolution from where the home switch is
released. If DISTANCE TO GO is less than 1/8 (.0295) or greater than 7/8 (.2065) of a revolution, it will alarm to
“Zero Return Margin T oo Small”.
In ZERO RETURN mode, the DIST ANCE TO GO is the amount the encoder rotated from when the switch was
released until it found the Z channel signal. The ideal amount for the DIST ANCE T O GO is ½ of a revolution of
the encoder. These values are: X-axis =.236, Z-axis=.1 18, B-axis (TL-15) = .1 18. Older HL series machines with
ball screw tailstocks will have the grid offset set to .050.
Note: Machines with non hydraulic tailstock machines have no grid offset to set.
SETTING THE OFFSET -
1. Set the grid offset to zero. (Parameter 125 or 127 depending on the axis being set.) Setting #7
(P ARAMETER LOCK) must be OFF to reset grid offset.
2. Press ZERO RET and ZERO SINGL AXIS the axis you are setting (X, Z, or B).
3. Calculate the grid offset using the following formula, and write the result in Parameter 125 (X-axis),
127 (Z-axis), or 170 (B-axis), depending on the axis being set.
(DIST ANCE TO GO - .236) x Ratio = Grid Offset
The Ratio (steps/unit) for the X and Z axes are the values in Parameters 5 and 33 respectively .
4. ZERO RET the axis again to use this offset.
NOTE: If X-axis grid offset is reset, Parameter 254 should be checked and
adjusted accordingly.
A-axis (tool changer) grid offset always must be set to zero.
Setting the Offset using the Grid Feature
The control will calculate grid offset parameters (125, 126, 127, and so on) using the ‘GRID’ command. It is
recommended that the GRID command be used on each axis separately as follows:
1) Turn the machine off and back on. This will un-zero all the axes.
2) Select the ALARMS screen and enter DEBUG mode.
3) Perform a ZERO SINGLE AXIS on each of the desired axes individually . Ignore any ZERO RET
MARGIN TOO SMALL alarms. Note: if a SERVO ERROR TOO LARGE alarm was generated, this
indicates that a GRID OFFSET parameter is out of range (make sure it is -138718 to +138718.)
4) Select the Positions screen, enter GRID and press ENTER. The message GRID OFSET DONE
should appear and the GRID OFFSET parameters for the homed axes will have been updated. If
the message “NO ZERO” appears, this indicates that none of the axes had been zeroed.
96-8710 rev J
June 2004
5) Perform AUT O AL L AXIS and verify that the DIST TO GO value for each of the selected axes is
now close to 0.1 18". Note that on a lathe with a C axis (such as a TL-15), the C axis does not have
a home switch. Consequently the GRID command will not alter parameter 517 C axis GRID
OFFSET . The grid offset for the C axis must continue to be calculated my hand.
MECHANICAL SERVICE
95
Page 97

SL-Series
3.7 LUBE A IR P ANEL
8
9
7
11
10
AIR
AIR
1
MAX
2
5
MIN
64
Figure 3.7-1. Lube Air Panel (Fr ont View).
LUBE A IR P ANEL C OMPONENTS
The following is a list of the Lube Air Panel Assembly components, each with a description of its specific
function.
3
1. Oil Pressure Gauge - Indicates the pressure (in psi) at which the oil is pumped from the reservoir .
2. Oil Pump - Pumps the oil from the reservoir to various parts of the lathe. Every 30 minutes the
pump cycles and pumps approximately 3cc of oil (at approximately 20 psi).
3. Oil Reservoir - S tores the oil (Vactra #2) that is used for lubrication in the linear guides and ball
screws. Oil is also mixed with air and sent to the spindle bearing for lubrication and cooling.
4. Oil Filter - Filters the oil from the reservoir before it is pumped to the necessary areas.
5. Air Pressure Gauge - Indicates the pressure (in psi) at which the air is being regulated.
6. Air Filter - Filters the air and removes moisture before it is sent to the solenoid valves.
7. Air Pressure Regulator - Maintains the air supplied from the outside source (via the main air line)
at a constant, desired pressure (approximately 85-90 psi).
8. Air Solenoid Assembly - 4-way 2-position valve that controls the air to the turret air cylinder.
9. Air Solenoid Assembly- 3-way 2-position valve that controls the air to the parts catcher air
cylinder. This assembly is only on machines equipped with a part catcher.
10. Power Cable - Supplies power to the Lube Air Panel from the main control box and carries
signals from switches to control box.
11. Foot Pedal Cable - Connects chuck actuator foot pedal to the lube air panel.
96
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 98

SL-Series
8
9
10
7
7
1
2
6
5
4
3
Figure 3.7-2. Lube Air Panel (Rear View).
The following is a list of the Lube Air Panel Assembly component s on the rear of the panel, each with a description of its specific function.
1. Air Pressure Switch - Monitors the air supply pressure, and sends a signal to the control panel to
“alarm out”, or stop, the machine when the air pressure falls below 70 psi.
2. Solenoid Valve - Opens when the spindle is turning to permit air to be sent to the spindle bear-
ings.
3. Air Regulator - Maintains the correct air pressure (10-12 psi) being sent to the spindle bearings.
4. Oil Mist Ports - Connect to nylon tubing that carries the oil-air mist to the spindle bearings. One
port supplies the front spindle bearing, and one supplies the rear bearing.
5. Air Pressure Gauge - Indicates the pressure of the air being mixed with oil and supplied to the
spindle bearings.
6. Connector Plate - Contains all of the connectors for the Lube Air Panel.
7. Pressure Switch - Monitors the oil supply pressure, and sends a signal to the control panel to
stop the machine if the pressure drops below the minimum level for a set period of time.
8. Oil Line - Carries oil to the ports, where it is then sent to the ball screws, linear guides, and
spindle bearings.
9. Oil Ports - Connect to nylon tubing that carries the oil to the ball screws and linear guides.
10. Flowmeters - Maintain the correct amount of oil dropping from the upper ports to the lower ports
where they are mixed with air and sent to the spindle bearings.
96-8710 rev J
June 2004
MECHANICAL SERVICE
97
Page 99

SL-Series
LUBE P ANEL R EMOVAL
1. Remove the rear panel.
2. Disconnect the main air line.
3. Disconnect limit switches from lube panel.
4. Disconnect spindle air lines.
5. Disconnect oil line at lube panel.
6. Remove all conduits.
7. Disconnect main oil line.
8. Remove the mounting screws located at the top of the lube panel.
CAUTION! Power off the machine before performing the following procedure.
NOTE: All plastic ties must be cut in order to remove the lube air panel.
98
MECHANICAL SERVICE
96-8710 rev J
June 2004
Page 100

3.8 HYDRAULIC P OWER U NIT
Removal
CAUTION! Power off the machine before performing this procedure.
1. Remove necessary panels to access the hydraulic unit.
2. Loosen and disconnect the drawtube clamp and unclamp hoses. Drain the hydraulic fluid.
3. If the unit comes with a hydraulic tailstock solenoid, disconnect the 2 hoses that lead to the
tailstock cylinder . Remember to mark the hoses or else the tailstock and chuck will not function
properly .
SL-Series
NOTE: Right clamp/unclamp hose of hydraulic unit is attached to bottom port of
hydraulic cylinder and left hose is attached to top port. The ports are located
on the side of the hydraulic cylinder.
4. Unclamp and remove oil return hose from hydraulic unit and hydraulic cylinder.
NOTE: The oil return hose is shrink-fitted and should be replaced with a new one
whenever removed.
5. Disconnect pressure switch cable and solenoid valve cable.
6. Disconnect pump motor cable.
7. Loosen and remove the four bolts from base of unit, then slide hydraulic unit out.
Hydraulic Cylinder
Hoses (2)
ValveBlock
96-8710 rev J
June 2004
Hydraulic Tailstock
Hoses (2)
Figure 3.8-1. Hydraulic power unit.
MECHANICAL SERVICE
99
 Loading...
Loading...