

haas 96-0189 Service Manual
Haas Technical Publications
Manual_Archive_Cover_Page Rev A
any other party automatically voids the factory warranty.
June 6, 2013
HAAS SERVICE AND OPERATOR MANUAL ARCHIVE
Horizontal Service Manual 96-0189 RevL English June 2005
• This content is for illustrative purposes.
• Historic machine Service Manuals are posted here to provide information for Haas machine owners.
• Publications are intended for use only with machines built at the time of original publication.
• As machine designs change the content of these publications can become obsolete.
• You should not do mechanical or electrical machine repairs or service procedures unless you are qualied
and knowledgeable about the processes.
• Only authorized personnel with the proper training and certication should do many repair procedures.
WARNING: Some mechanical and electrical service procedures can be
extremely dangerous or life-threatening.
Know your skill level and abilities.
All information herein is provided as a courtesy for Haas machine owners
for reference and illustrative purposes only. Haas Automation cannot be held
responsible for repairs you perform. Only those services and repairs that are
provided by authorized Haas Factory Outlet distributors are guaranteed.
Only an authorized Haas Factory Outlet distributor should service or repair a
Haas machine that is protected by the original factory warranty. Servicing by

Back
COMMON ABBREVIATIONS
AC Alternating Current
AMP Ampere
APC Automatic Pallet Changer
APL Automatic Parts Loader
ASCII American St andard Code for Information Interchange
A T C Automatic T ool Changer
A TC FWD Automatic T ool Changer Forward
A TC REV Automatic T ool Changer Reverse
AWG American Wire Gauge
BHCS Button Head Cap Screw
B T British T ooling (Common usage)
CA D Computer Assisted Design
CAM Computer Assisted Manufacturing (Assisted Machining)
CAT - 5 Category 5 Cable
CB Circuit Breaker
C C Cubic Centimeter
CC W Counter Clock Wise
CF M Cubic Feet per Minute
CN C Computerized Numeric Control
CNCR SPINDLE Concurrent Spindle with axis motion
C R C Cyclic Redundancy Check digit
C R T Cathode Ray Tube
C T Caterpillar T ooling
CT S Clear T o Send
CW Clock Wise
DB Draw Bar
D C Direct Current
DGNOS Diagnostic
DHCP Dynamic Host Configuration Protocol
DIR Directory
DN C Direct Numerical Control
DO S Disk Operating System
DT E Data T erminal Equipment
ENA CNVR Enable Conveyor
EOB End Of Block
EOF End Of File
EPROM Erasable Programmable Read Only Memory
E-STOP Emergency S top
FHCS Flat Head Cap Screw
F T Foot
FU Fuse
FWD Forward
GA Gauge
HH B Hex Head Bolts
HP Horse Power
HS Horizontal Series of Machining Centers
I D Inside Diameter
IGBT Isolated Gate Bipolar Transistor
I N Inch
IOPCB Input Output Printed Circuit Board
LAN Local Area Network
LB Pound
LE D Light Emitting Diode
96-0189 rev L June 2005
Troubleshooting
1

LO CLNT Low Coolant
LOW AIR PR Low Air Pressure
L VPS Low Voltage Power Supply
MB Megabyte (1 million)
MCD RL Y BRD M -Code Relay Board
MD I Manual Data Input
MEM Memory
M- FI N M -code Finished
MM MilliMeter
MO CON Motor Control
MO TI F Motor Interface
MSG Message
MSHCP Metric Socket Head Cap Screw
N C Numerical Control
N C Normally Closed
NO Normally Open
O D Outside Diameter
OPER Operator
P Pocket
P ARAM Parameter
PCB Printed Circuit Board
PGM Program
PO R Power On Reset
POSIT Positions
PROG Program
PSI Pounds per Square Inch
PS T Pallet Schedule T able
PWM Pulse Width Modulation
RAM Random Access Memory
RET Return
REV CNVR Reverse Conveyor
RJ H Remote Jog Handle
RPDBDN Rotary Pallet Draw Bar Down
RPDBUP Rotary Pallet Draw Bar Up
RPM Revolutions Per Minute
RT S Request To Send
R X D Receive Data
S Spindle S peed
SD IS T Servo Distribution PCB
SFM Surface Feet per Minute
SHCS Socket Head Cap Screw
SI O Serial Input/Output
SKBIF Serial Key Board Inter Face PCB
SMTC Side Mount T ool Changer
SP Spindle
T T ool Number
T C T ool Changer
T I R Total Indicated Runout
T N C T ool Nose Compensation
TR P Tool Release Piston
TS Tail Stock
TS C Thru the Spindle Coolant
T XD Transmit Data
VD I Verein Deutscher Ingenieure
VMC Vertical Machining Center
WAN Wide Area Network
2
Troubleshooting
96-0189 rev L June 2005

1. TROUBLESHOOTING
This section is intended for use in determining the solution to a known problem. Solutions given are intended to
give the individual servicing the CNC a pattern to follow in, first, determining the problem’s source and, second,
solving the problem.
The troubleshooting tips are organized in this section according to the area of the CNC that may be giving sign
of a problem. (Ex.: Out-of round circles in drilling will be found under the heading General Machine Operation Accuracy).
If the problem you are experiencing cannot be found under the heading you expect, please try several other
possible headings. If the problem is still not found, contact Haas Automation for further details.
BEFORE YOU BEGIN:
USE COMMON SENSE
Many problems are easily overcome by correctly evaluating the situation. All machine operations are composed
of a program, tools, and tooling. Y ou must look at all three before blaming one as the fault area. If a bored hole
is chattering because of an overextended boring bar, don’t expect the machine to correct the fault. Don’t
suspect machine accuracy if the vise bends the part. Don’t claim hole mis-positioning if you don’t first centerdrill the hole.
FIND THE PROBLEM FIRST
Many mechanics tear into things before they understand the problem, hoping that it will appear as they go. We
know this from the fact that more than half of all warranty returned parts are in good working order . If the spindle
doesn’t turn, remember that the spindle is connected to the gear box, which is connected to the spindle motor,
which is driven by the spindle drive, which is connected to the I/O BOARD, which is driven by the MOCON,
which is driven by the processor. The moral here is don’t replace the spindle drive if the belt is broken. Find the
problem first; don’t just replace the easiest part to get to.
DON’T TINKER WITH THE MACHINE
There are hundreds of parameters, wires, switches, etc., that you can change in this machine. Don’t start
randomly changing parts and parameters. Remember , there is a good chance that if you change something,
you will incorrectly install it or break something else in the process. Consider for a moment changing the
processor’s board. First, you have to download all parameters, remove a dozen connectors, replace the board,
reconnect and reload, and if you make one mistake or bend one tiny pin it WON’T WORK. You always need to
consider the risk of accidentally damaging the machine anytime you work on it. It is cheap insurance to
double-check a suspect part before physically changing it. The less work you do on the machine the better .
96-0189 rev L June 2005
Troubleshooting
3
1.1 GENERAL M ACHINE O PERATION
MACHINE N OT R UNNING
Machine cannot be powered on
• Check input voltage to machine (see "Electrical Service").
• Check main circuit breaker at top right of electrical cabinet; switch must be at the on position.
• Check overvoltage fuses (see "Electrical Service").
• Check wiring to POWER OFF button on front control panel.
• Check wiring to AUT O OFF relay to IOPCB.
• Check connection between 24V transformer and K1 contactor .
Machine can be powered on, but turns off by itself
• Check Settings #1 and #2 for Auto Of f T imer or Of f at M30.
• Check AC power supply lines for intermittent supply.
• Check low voltage power supply for intermittent supply .
• Check wiring to POWER OFF button on front control panel.
• Check connection between 24V transformer and K1 contactor .
• Check Parameter 57 for Power Off at E-STOP.
Machine turns on, keyboard beeps, but no LCD display
• Check for power connections to LCD from IOPCB.
• Close doors and Zero Return machine (possible bad monitor).
• Check video cable from VIDEO PCB to LCD.
• Check for lights on the processor .
• Replace LCD (see "Electrical Service").
Machine turns on, LCD works, but keyboard keys do not work
• Check keyboard cable (700) from VIDEO to KBIF PCB.
4
Troubleshooting
96-0189 rev L June 2005

VIBRATION
Vibration is a subjective evaluation with perceptions varying among individuals, making it difficult to determine in
mild cases if there is an actual problem. In obvious cases, it is a matter of determining the source - which is
not easy , since all parts rot ate together and sound can be transferred readily . V ibrations also need to be
distinguished from noise such as a bad bearing. One crude method of measurement would be to take an
indicator on a magnetic base extended 10 inches between the table and spindle housing and observe the
reading of the indicator. A reading of more than .001 would indicate excessive vibration. The two common
sources of noise are the spindle and axis drives. Most complaints about vibration, accuracy , and finish can be
attributed to incorrect machining practices such as poor quality or damaged tooling, incorrect speeds or feeds,
or poor fixturing. Before concluding that the machine is not working properly , ensure that good machining
practices are being observed. These symptoms will not occur individually (Ex. A machine with backlash may
vibrate heavily, yielding a bad finish.) Put all of the symptoms together to arrive at an accurate picture of the
problem.
Machine vibrates while jogging the axis with the hand wheel
The HAAS control uses very high gain accelerations curves. This vibration as you jog is simply the servos
quickly trying to follow the handle divisions. If this is a problem, try using a smaller division on the handle. You
will notice the vibration more at individual clicks than when you are turning the handle faster. This is normal.
The machine vibrates excessively in a cut
This can be caused by a number of factors as machining practices come into play . Generally speaking, the
least rigid element of a cut is the tool because it is the smallest part. Any cutter will vibrate if pushed beyond
its tensile strength. In order to eliminate the machine as the source of the problem, you need to check the
spindle and the backlash of the axes as described in the following sections. Once machining practices have
been eliminated as the source of vibration, observe the machine in both operation and “cutting air.” Move the
axes (individually) without the spindle turning and then turn the spindle without moving the axes. Isolate
whether the vibration comes from the spindle head or from an axis. Isolate the source of vibration per "Spindle",
"Servo Motors/Ball Screws", and "Gearbox and Spindle Motor" sections.
ACCURACY
Before you complain of an accuracy problem, please make sure you follow these simple do’s and don’ts:
• Ensure that the machine has been sufficiently warmed up before cutting parts. This will eliminate
mispositioning errors caused by thermal growth of the ballscrews (see "Thermal Growth" section).
• Don’t ever use a wiggler test indicator for linear dimensions. They measure in an arc and have sine/
cosine errors over larger distances.
• Don’t use magnetic bases as accurate test stops. The high accel/decel of the axis can cause them
to move.
• Don’t attach magnetic base to the sheet metal of the machine.
• Don't mount the magnetic base on the spindle dogs.
• Don’t check for accuracy/repeatability using an indicator with a long extension.
• Ensure that test indicators and stops are absolutely rigid and mounted to machined casting surfaces
(e.g. spindle head casting, spindle nose, or the table).
• Don't rapid to position when checking accuracy. The indicator may get bumped and give an
inaccurate reading. For best results, feed to position at 5-10 inches per minute.
• Check a suspected error with another indicator or method for verification.
• Ensure that the indicator is parallel to the axis being checked to avoid tangential reading errors.
• Center drill holes before using jobber length drills if accuracy is questioned.
96-0189 rev L June 2005
Troubleshooting
5
• Once machining practices have been eliminated as the source of the problem, determine specifically
what the machine is doing wrong.
Machine will not interpolate a round hole.
• Check that the machine is level (see "Installation" section of the Reference manual).
• Check for backlash ("Servo Motors/Ballscrews" section).
Bored holes do not go straight through the workpiece.
• Check that the machine is level (see "Installation" section of the Reference manual).
• Check for squareness in the Z axis.
Machine bores holes out-of-round.
• Check that the machine is level (see "Installation" section of the Reference manual).
• Check the sweep of the machine (see "Spindle Sweep Adjustment" section).
Bored holes are out of round or out of position.
• Check for thermal growth of the ballscrew (see "Thermal Growth" section).
• The spindle is not parallel to the Z axis. Check the sweep of the machine (see "S pindle Sweep Adjustment")
Machine mis-positions holes.
• Check for thermal growth of the ballscrew (see "Thermal Growth" section).
• Check that the machine is level (see "Installation" section of the Reference manual).
• Check for backlash (see "Servo Motors/Ballscrews" section).
• Check the squareness of the X axis to the Y axis.
Machine leaves large steps when using a shell mill.
• Check that the machine is level (see "Installation" section of the Reference manual).
• Check the sweep of the machine (see "Spindle Sweep Adjustment" section).
• Cutter diameter too large for depth of cut.
FINISH
Machining yields a poor finish
• Check for gearbox vibration.
• Check for backlash ("Accuracy/Backlash")
• Check the condition of the tooling and the spindle.
• Check for spindle failure.
• Check the condition of the axis motors.
• Check that the machine is level (See the Installation section of the Reference manual).
THERMAL G ROWTH
A possible source of accuracy and positioning errors is thermal growth of the ballscrew . As the machine warms
up, the ballscrews expand in all three linear axes, causing accuracy and positioning errors, or inaccurate
boring depths. This is especially critical in jobs that require high accuracy , machining multiple p arts in one
setup, or machining one part with multiple setups.
NOTE: The ballscrew will always expand away from the motor end.
VERIFY THERMAL GROWTH
There are a number of ways to verify the problem. The following procedure will verify thermal growth of the Xaxis ballscrew in a machine that has not been warmed up:
1. Home the machine. In MDI mode, press POSIT and PAGE DOWN to the OPER page.
6
Troubleshooting
96-0189 rev L June 2005
2. Jog to an offset location on the t able (example: X-15.0" Y-8.0" ). Select the X axis and press the
ORIGIN key to zero it. Select the Y axis and zero it.
3. Press the OFSET key, then scroll down to G110 (or any unused of fset). Cursor to X and press
P AR T ZERO SET twice. This will set X0, Y0 at this position.
4. Enter the following program. It will start at the new zero position, rapid 10 inches in the X direction,
feed the final .25 inches at 10 inches/min., and then repeat the X movement.
G00 G1 10 X0 Y0;
X10.0;
G01 X10.25 F10. ;
M99;
5. In order to set up the indicator , run the program in SINGLE BLOCK mode, and stop it when X is at
10.25". Set the magnetic base on the table, with the indicator tip touching the spindle housing in
the X-axis, and zero it.
6. Exit SINGLE BLOCK mode, and run the program for a few minutes. Enter SINGLE BLOCK mode
again, stop the program when X is at 10.25", and take a final reading on the indicator . If the
problem is thermal growth, the indicator will show a difference in the X position.
NOTE: Ensure the indicator setup is correct as described in "Accuracy" section. Errors
in setup are common, and often incorrectly appear to be thermal growth.
7. A similar program can be written to test for thermal growth in the Y and Z axes, if necessary.
SOLUTIONS
Since there are many variables that affect thermal growth, such as the ambient temperature of the shop and
program feed rates, it is difficult to give one solution for all problems.
Thermal growth problems can generally be eliminated by running a warm-up program for approximately 20
minutes before machining parts. The most effective warm-up is to run the current program, at an offset Z
position above the part or table, with the spindle "cutting air". This will allow the ballscrews to warm up to the
correct temperature and stabilize. Once the machine is at temperature, the ballscrews won't expand any
further, unless they're allowed to cool down. A warm-up program should be run after each time the machine is
left idle.
96-0189 rev L June 2005
Troubleshooting
7
1.2 SPINDLE
NOT T URNING
Spindle not turning
• If there are any alarms, refer to "Alarms" section.
• Check that the spindle turns freely when machine is off.
• Command spindle to turn at 1800 RPM and check spindle drive display . If display blinks “bb”, check
spindle orientation switch ("Spindle Orient ation"). If spindle drive does not light the RUN LED,
check forward/reverse commands from IOPCB ("Electrical Service").
• Check the wiring of analog speed command from MOTIF PCB to spindle drive (cable 720).
• If spindle is still not turning, replace MOCON PCB ("Electrical Service").
• If spindle is still not turning, replace spindle drive ("Electrical Service").
NOTE: Before installing a replacement spindle, the cause of the previous failure must
be determined.
NOISE
Check the tooling; balanced tooling will run smoother; possible reducing the noise.
Check for misalignment between the motor and the spindle. If misalignment is noted, loosen the motor mount-
ing bolts, run the spindle at 1000 rpm and then tighten the mounting bolts.
Remove the coolant union and run the spindle, if the spindle runs quiter the coolant union may need replacing.
OVERHEATING
Run program #O02021 with the air pressure to the spindle at 30 psi. Program time is approximately 2 hours. If
possible run the program overnight by changing M30 to M99 so it can repeat. Adjust spindle speed override
depending on maximum spindle speed of machine: Set at 100% for 8,000 RPM machines; Set at 120% for
12,000 RPM machines.
N100 N200 N1000 N2000
S750M3 M97 P1000 L15 S7500M3; S10000M3;
G04 P600.; M97 P2000 L15 G04 P30.; G04 P30.;
S2500M3; M30; S500 M3; S500M3;
G04 P600.; G04 P150.; G04 P150.;
S5000M3; M99; M99;
G04 P900.; %
• If at any time during this procedure the spindle temperature rises above 150 degrees, start the
procedure over from the beginning and follow the steps below . If the temperature rises above 150° a
second time, contact your dealer .
NOTE: Once run-in program is complete reset the air pressure back to 25psi. prior
to checking spindle temperature.
If the spindle fails this test for any reason, check the following:
• Check for correct amount of lubrication.
NOTE: Over lubrication is a common source of overheating. Check the oil flow
carefully.
8
Troubleshooting
96-0189 rev L June 2005

• Ensure that the correct oil is being used (refer to "Maintenance Schedule").
STALLING / LOW T ORQUE
Generally , complaints of stalling or low torque relate to incorrect tooling or machining practices. A spindle that
is tending to seize will yield a poor finish, and run very hot and very loud. Investigate machining problems before
concluding that the problem exists with the spindle or spindle drive.
SPINDLE D RIVE
Vector Drive
T o properly troubleshoot the V ector Drive, use the following questions as a guide:
• What alarms are generated?
• When does the alarm occur?
• Is the Vector Drive top fault light on?
• Is there a fault light on any of the servo amplifiers?
• Does the alarm reset?
• Does the spindle motor turn at all?
• Does the spindle turn freely by hand?
• Have the C-axis parameters been confirmed?
• What is the input voltage to the vector drive unit?
• What does the DC Bus voltage measure? (320 VDC to 345 VDC)
• Does the DC Bus voltage displayed on the diagnostic page match the measured DC Bus voltage?
All of the questions above must be answered. The DC Bus voltage should be between 320 VDC to 345 VDC
with the machine powered up but not running. If the voltage is not in this range, adjust the taps on the main line
transformer until this voltage range is achieved. There is a possibility the drive is faulty , but low Bus volt age can
also be caused by a shorted REGEN load or a shorted amplifier.
If the DC Bus voltage is below 50 VDC and never goes any higher, perform Steps 1-6.
1. With the machine powered up, is the green “POWER-ON” L.E.D. lit? If not, replace the Vector
Drive unit.
2. Power down the machine. Disconnect the REGEN load (terminals 1 and 2 on the Vector Drive unit)
and measure the resistance from each wire-to-chassis ground (open) and between the wire leads.
The resistance should measure 6 ohms. If not, replace the REGEN load or cabling.
3. Disconnect cable 490 at terminals 2 and 3 of the V ector Drive and from the servo amplifiers. With a
multimeter in the diode mode, place the red meter lead to the +HV terminal and the black meter
lead to the -HV terminal of each amplifier. The meter should read open.
4. Reverse the leads: Place the red meter lead on the -HV terminal and the black lead on the +HV
terminal. The meter should read .7 ohms in both instances. If not, replace the faulty amplifier .
5. Measure the resistance between terminals 1 and 3 of the V ector Drive. The meter should read
greater than 100K ohms. If not, the Vector Drive is faulty.
6. If the green “POWER-ON” L.E.D. was lit (from Step 2), leave both 490 cables (2 and 3) disconnected from the drive and power up the machine.
a. Does the DC Bus voltage come up? If not, the Vector Drive is faulty .
b. Measure the voltage between terminals 1 and 3. The voltage should be 300
VDC or more. If not, the Vector Drive is faulty.
If both ‘a’ and ‘b’ check out okay, there is a problem with either the amplifiers or the REGEN load.
96-0189 rev L June 2005
Troubleshooting
9
If the fault occurs upon acceleration -or- the spindle accelerates slowly -or- the spindle
makes noise, do the following:
7. Disconnect the output cables to the spindle motor. Turn on the machine and press <RESET>. Do
not command the spindle to turn. With a volt meter, measure the DC volt age between each output
phase (terminals 9, 10, and 1 1) to the 320V RTN (terminal 3). The meter should read 165 VDC in
each case, else one phase is faulty .
8. Measure the resistance across the motor wires from phase to phase and from each phase to
chassis. The meter should read .1 ohms phase-to-phase and open phase-to-chassis.
If the fault occurs upon deceleration or acceleration just as the spindle reaches its specified speed, or if an overvoltage alarm (119) occurred, do the following:
9. Disconnect the REGEN load resistors (terminals 1 and 2) and measure the resistance from each
wire lead-to-chassis ground and between the wire leads. The meter should read open lead-toground, and 8.6 ohms between the leads.
10. Measure the resistance from terminal 1 to terminal 3. If the resistance is less than 100K, the drive
is faulty.
1 1. With the REGEN load left disconnected, power-up the machine and command a spindle speed of
700 RPM (300 RPM for lathes in high gear). Press <RESET> while monitoring the DC voltage
between terminal 1 and terminal 3. The voltage should read 330 VDC and then drop to less than 50
VDC momentarily . If not, that drive is faulty . If the volt age at RESET was okay and the alarm was
resettable, the REGEN load should be replaced even if the resistance appears to be
ORIENTATION
Spindle loses correct orientation
• Check alarm history . Look for S pindle Z Fault, or Spindle Reference Missing alarms. If these alarms exist,
there may be a defective spindle encoder, or a broken ground or shield connection.
• Check parameters.
• Check for a mechanical slip at the contact points of all components between the spindle encoder.
TOOLS S TICKING I N T APER
This problem may occur after loading a cold tool into a hot spindle (a result of thermal expansion of the tool
holder inside the spindle taper). It may also occur due to heavy milling, milling with long tooling, or cuts with
heavy vibration. This also is the result of thermal expansion.
If sticking only occurs during these situations, check your application to ensure proper machining techniques
are being used; check the feeds and speeds for the tools and material being used. If a tool is pulled out of the
extractors due to a tool stuck in the taper then the unclamp switch is not adjusted correctly or the switch could
be bad.
NOTE: In a proper working system the spindle will pop slightly during a tool change.
This popping is normal provided it does not create flex in the double arm or
the need to remove the tool with a mallet.
10
Troubleshooting
96-0189 rev L June 2005

• Check the condition of the tooling, verifying the taper on the tooling is ground and not turned. Look
for damage to the taper caused by chips in the taper or rough handling. If the tooling is suspected,
try to duplicate the symptoms with known-to-be-good tooling.
• Check the condition of the spindle taper . Look for damage caused by chips or damaged tooling.
Also, look for damage such as deep gouges in the spindle taper caused by tool crashing.
• Duplicate the cutting conditions under which the deflection occurs, but do not execute an
automatic tool change. Try to release the tool using the tool release button. If sticking is observed,
the deflection is not caused by improper ATC adjustment, but is a problem in the spindle head on
the machine.
• Ensure the spindle is not running too hot (140°F [60°C] or above).
• Check air supply. Max air pressure drop of 10 psi [69 kilopascals] during a tool change is allowed.
• Are the correct pull studs being used?
Tool Holder / Spindle Fretting
Is fretting present on the tool holder or spindle?
Fretting is the result of sideways movement of a tool holder in the spindle. Fretting can leave a wave pattern on
the mating surfaces and will affect the fit and finish of both the tool holder and the spindle.
• If light fretting is present, check the application to ensure proper machining techniques are being
used; check the feeds and speeds for the tools and material being used.
• Light fretting and rust may be cleaned from the tool holder with a fine scotchbrite hand pad and
solvent. If scotchbrite is used, clean the tool holder and spindle taper thoroughly after use with an
alcohol pad. Apply a thin coat of light oil to the taper of the tool holder . Grease the pull stud.
96-0189 rev L June 2005
Troubleshooting
11
1.3 SERVO M OTORS / BALL S CREWS
NOT O PERATING
All problems that are caused by servo motor failures should register an alarm. Check the alarm history to
determine thecause of the problem before any action is taken.
Servo motor is not functioning
• Check the power cable from electrical cabinet to ensure connection is tight.
• Encoder is faulty or contaminated (Alarms 139-142, 153-156). Replace motor assembly on brushless
machines.
• Open circuit in motor (Alarms103-106). Replace motor assembly ("Axis Motor").
• Motor has overheated, resulting in damage to the interior components (Alarms 135-138, 176). Replace
motor assembly ("Axis Motor").
• Wiring is broken, shorted, or missing shield (Alarms 153-156, 175, 182-185).
• Check for broken or loose coupling between the servo motor and the ball screw. Replace or repair the
coupling ("Axis Motor")
• Check for a damaged ball screw, and replace if necessary ("Ball Screw" section).
NOISE
Ball screw noise is usually caused by a lack of lubrication and is usually accompanied by heating. Other
causes are misalignment, bearing sleeve damage, or ball nut damage. Check the alarm history of the machine
and look for axis overcurrent and following error alarms.
NOTE: Do not replace ball screws or bearing sleeves without due consideration; they
are extremely durable and reliable. Verify that problems are not due to tooling,
programming, or fixturing problems.
Servo motor noise
• Disconnect the servo motor from the ball screw and rotate by hand. If the noise persists, replace the
motor assembly("Axis Motor" section).
• Noise is caused by bearings. Rolling, grinding sound is heard coming from the motor. If bearings
are making a consistently loud sound, replace the motor.
Ball screw noise
• Ensure oil is getting to the ball screw through the lubrication system. Check for a plugged metering valve.
• Check for damage to the bearing sleeve.
NOTE: The current angular contact design sleeve has a fixed pre-load; it cannot be
adjusted.
• Run the axis back and forth. The motor will get very hot if the bearing sleeve is damaged. If so, turn
the axis by hand and feel for roughness in the ball screw. Loosen the clamp nuts at both ends of the
ball screw. If the symptom disappears, replace the bearing sleeve. Be certain to check for damage to
the ball screw shaft where the bearing sleeve is mounted.
If the noise persists, the ball screw is damaged and must be replaced. When replacing the ball
screw in an older machine, always replace the bearing sleeve with the an angular contact design bearing
sleeve.
12
Troubleshooting
96-0189 rev L June 2005

• Check the ball screw for misalignment. If incorrect, perform alignment procedure in "Ball Screw"
section.
• Misalignment in the ball screw itself will tend to cause the ball screw to tighten up and make excessive
noise at both ends of the travel. The ballnut may get hot. Misalignment radially at the yoke where the
ball screw ball nut mounts is indicated by heating up of the ball nut on the ball screw , and noise and
tightness throughout the travel of the ball screw. Misalignment at the yoke where the ball nut mount s
is indicated by noise and tightness at both ends of the travel of the ball screw. The ball nut may get
hot.
NOTE: Customer complaints of Ball Screw noise may not indicate a bad ball screw.
Ball screws from different manufacturers produce varying levels of noise.
Often machines are built with two or more different brands of ball screws in
the same machine. If complaints are generated about one axis screw in
comparison to another, it is possible that the screws are simply sourced from
different manufacturers.
ACCURACY / BACKLASH
Accuracy complaints are usually related to tooling, programming, or fixturing problems. Eliminate these
possibilities before working on the machine.
Poor positioning accuracy
• Check parameters for that axis.
• Check for backlash in the ball screw; see the following steps.
INITIAL PREPARATION -
Turn the machine ON. Zero return the machine and jog the column to the approximate center of its travel in the
X and Y directions. Move the Z-axis to its full travel forward.
CHECKING X-AXIS:
1. Set up a dial indicator and base on the mill table as shown in Fig. 1.3-1.
2. Set dial indicator and the “Distance to go” display in the HANDLE JOG mode to zero as follows:
96-0189 rev L June 2005
Figure 1.3-1. Dial indicator in position to check X-axis.
• Zero the dial indicator.
• Press the MDI key on the control panel.
• Press the HANDLE JOG key on the control panel.
Troubleshooting
13

The “Distance to go” display in the lower right hand corner of the screen should read: X=0 Y=0 Z=0
3. Set the rate of travel to .001 on the control panel and jog the machine .010 in the positive (+) X
direction. Jog back to zero (0) on the display. The dial indicator should read zero (0) ± .0001.
4. Repeat Step 3 in the negative (-) direction.
TOTAL DEVIATION BETWEEN THE DIAL INDICATOR AND THE CONTROL PANEL DISPLAY
SHOULD NOT EXCEED .0002.
An alternate method for checking backlash is to place the dial indicator as shown in Fig. 1.3-1 and manually
push the mill column to the left and right while listening for a 'clunk'. The dial indicator should return to zero
after releasing the column.
NOTE: The servo motors must be on to check backlash by this method.
5. If backlash is found, refer to "Backlash - Possible Causes" in this section.
CHECKING Y-AXIS:
1. Set up a dial indicator and base on the mill table as shown in Fig. 1.3-2.
Figure 1.3-2. Dial indicator in position to check Y -axis.
2. Set dial indicator and the “Distance to go” display in the HANDLE JOG mode to zero as follows:
• Zero the dial indicator.
• Press the MDI key on the control panel.
• Press the HANDLE JOG key on the control panel.
The “Distance to go” display in the lower right hand corner of the screen should read: X=0 Y=0 Z=0
3. Set the rate of travel to .001 on the control panel and jog the machine .010 in the positive (+) Y
direction. Jog back to zero (0) on the display. The dial indicator should read zero (0) ± .0001.
4. Repeat Step 3 in the negative (-) direction.
14
Troubleshooting
96-0189 rev L June 2005

TOTAL DEVIATION BETWEEN THE DIAL INDICATOR AND THE CONTROL PANEL DISPLAY
SHOULD NOT EXCEED .0002.
An alternate method for checking backlash is to place the dial indicator as shown in Fig. 1.3-2 and manually
push up and down on the spindle head while listening for a 'clunk'. The dial indicator should return to zero after
releasing the spindle head.
NOTE: The servo motors must be on to check backlash by this method.
5. If backlash is found, refer to "Backlash - Possible Causes" in this section.
CHECKING Z-AXIS:
1. Set up a dial indicator and base on the mill table as shown in Fig. 1.3-3.
Figure 1.3-3. Dial indicator in position to check Z-axis.
2. Set dial indicator and the “Distance to go” display in the HANDLE JOG mode to zero as follows:
• Zero the dial indicator.
• Press the MDI key on the control panel.
• Press the HANDLE JOG key on the control panel.
The “Distance to go” display in the lower right hand corner of the screen should read: X=0 Y=0 Z=0
3. Set the rate of travel to .001 on the control panel and jog the machine .010 in the positive (+) Z
direction. Jog back to zero (0) on the display. The dial indicator should read zero (0) ± .0001.
4. Repeat Step 3 in the negative (-) direction.
An alternate method for checking backlash is to place the dial indicator as shown in Fig. 1.3-3 and manually
push the Z-Axis forward and back while listening for a ‘clunk’. The dial indicator should return to zero after
releasing the axis.
NOTE: The servo motors must be on to check backlash by this method.
5. If backlash is found, refer to "Backlash - Possible Causes" in this section.
BACKLASH - POSSIBLE CAUSES:
If backlash is found in the system, check for the following possible causes:
96-0189 rev L June 2005
Troubleshooting
15
• Loose SHCS attaching the ball nut to the nut housing. Tighten the SHCS as described in "Mechanical
Service" section.
• Loose SHCS attaching the nut housing to the column, head, or saddle, depending on the axis. Tighten
the SHCS as described in "Mechanical Service".
• Loose clamp nut on the bearing sleeve. Tighten the SHCS on the clamp nut.
• Loose motor coupling. Tighten as described in "Mechanical Service".
• Broken or loose flex plates on the motor coupling.
NOTE: The coupling cannot be serviced in the field and must be replaced as a unit
if it is found to be defective.
• Loose SHCS attaching the bearing sleeve to the motor housing or top of column. Tighten as described
in "Ball Screw" section.
• Defective thrust bearings in the bearing sleeve. Replace the bearing sleeve as outlined in "Bearing
Sleeve" section.
• Loose SHCS attaching the axis motor to the motor housing. If the SHCS are found to be loose, inspect
the motor for damage. If none is found, tighten as described in "Axis Motor" section. If damage is found,
replace the motor.
• Incorrect backlash compensation number in Parameter 13, 27, or 41.
• Worn ball screw .
EC-400 A-Axis Backlash Adjustment (Full Forth)
1° indexer instructions are different, see the instructions at the end of this section.
1. Remove all parts and fixtures from the platter .
2. Check and record backlash near the outer edge of the platter face, using approximately
15-20 ft./lbs. The factory specification is 0.0003” to 0.0007”.
NOTE: Check backlash in each of the four quadrants (every 90°).
3. Remove the (4) 10-32 BHCS that retain the worm housing cover. Place a drip p an beneath the
black bearing housing cover to catch any gear oil (keep this pan in place for Step 4). Remove the
bearing housing cover. It may be necessary to apply channel lock pliers to the bearing housing in
order to remove it; if this is necessary , use a rag to prevent marring.
16
4. Note the position of the dimple located on the flange of the bearing housing. Mark this position on
an adjacent part of the casting for reference. Remove the four 5/16-18 cap screws. Do not pull the
housing out or gear oil will pour out of the housing. Put two (2) screws part way in housing holes
and turn housing with lever.
5. Index the bearing housing one set of holes. Move to the next set of holes by rotating the hole set
upwards (towards the platter) - This may be CC or CCW . Bolt the bearing housing flange down.
Torque the bolts to 25 ft./lbs. Check the backlash in each of the four quadrants. The factory
specification is 0.0003” to 0.0007”.
If necessary , repeat S teps 4 and 5.
6. Replace the bearing housing cover. Replace the side cover sheetmetal and reatt ach with the (4)
BHCS removed in Step 3.
7. Remove the oil filler pipe plug. If the oil level covers less than half of the sight glass, then add as
follows in step 8.
8. Refill the gear case with Mobil SHC-630 gear oil to the midpoint of the oil level eye.
9. Reinstall the oil fill pipe plug form step 7.
Troubleshooting
96-0189 rev L June 2005

A-axis backlash adjustment for optional 1° indexer:
The facegear must be disengaged before checking backlash. First raise the platter by applying air to the lift
piston with Haas tool number T -2150. Disconnect the A-axis and connect tool T -2150 as shown on drawing T -
2150. Toggle air to the lift piston with the regulator set between 20 to 40 PSI [138-276 kilopascals]. Check
backlash at each quadrant (every 90°). Backlash on the 1° indexer option is .0007”-.0015” (nonstandard).
Adjust as necessary . See the previous adjustment description.
VIBRATION
Excessive Servo Motor Vibration
• If no “A” axis is present, swap the suspected bad servo motor with the “A” driver and check to see if
there is a driver problem. If needed, replace the DRIVER PCB ("Electrical Service").
• Check all parameters of the suspected axis against the parameters as shipped with the machine. If there
are any differences, correct them and determine how the parameters were changed. P ARAMETER LOCK
should normally be ON.
• A bad motor can cause vibration if there is an open or short in the motor. A short would normally cause
a GROUND FAUL T or OVERCURRENT alarm; check the ALARMS. An ohmmeter applied to the motor
leads should show between 1 and 3 ohms between leads, and over 1 megohm from leads to ground. If
the motor is open or shorted, replace.
OVERHEATING
Servo motor overheating
• If a motor OVERHEA T alarm occurs (ALARMS 135-138), check the parameters for an incorrect setting.
Axis flags in Parameters 1, 15, or 29 can invert the overheat switch (OVER TEMP NC).
• If the motor is actually getting hot to the touch, there is excessive load on the motor. Check the user’s
application for excessive load or high duty cycle. Check the ball screw for binding ("Accuracy/Backlash"
section). If the motor is binding by itself, replace in accordance with "Axis Motor" section.
FOLLOWING E RROR
Following Error alarms occur on one or more axes sporadically
• Check DC bus voltage on "Diagnostics" page 2. V erify this voltage on the drive cards in the control panel.
If it is at the low side of the recommended voltages, change the transformer tap to the next lower voltage
group as explained in the Installation section of the Reference manual.
• Check motor wiring for shorts.
• Replace driver card ("Electrical Service").
• Replace servo motor ("Axis Motor").
96-0189 rev L June 2005
Troubleshooting
17

BALL S CREWS - VISUAL I NSPECTION
The three main causes of Ball Screw failure are:
Loss of Lubrication
Contamination
Machine Crash
Wear of the nut balls and the screw threads is generally a non-issue under proper operating conditions.
Each type of suspect cause will leave telltale signs on the Ball Screw itself.
Loss of Lubrication:
The lubrication system of the machine provides a layer of oil for the Ball Screw components to operate on,
eliminating metal-to-metal contact. Should a problem with the lubrication system develop, that failure will
accelerate all wear issues.
1. Dry metal-to-metal contact following lube breakdown will create intense heat at the contact points.
The Nut balls will weld to the nut races due to the heat and pressure of the preload. When movement of the Ball Screw continues, the welds will be broken, ripping off particles of both the balls
and the races. This loss of diameter will reduce the preload, reducing machine accuracy .
Ball Screws with this type of wear, but no screw surface marring, can be rep aired by the factory .
2. A second cause of wear of the Ball Screws is material fatigue. Material fatigue typically occurs at
the end of the Ball Screw service life. Signs of material fatigue include black, contaminated
coolant, pitting of the screw surface, loss of preload, and metal flakes on the Ball Screw .
Ball Screws suffering from material fatigue are not repairable.
Contamination:
Contamination of the lubrication and/or coolant systems of the machine will produce problems with the Ball
Screws.
Check the condition of the lube on the Ball Screw threads.
1. If the lube is wet and clean, this indicates a properly functioning lube system.
2. If the lube is thick and dark, but free of metal chips, the lube itself is old and must be changed out.
The entire system should be cleaned of the old lube.
3. If the lube is wet and black, the lube system has been contaminated by metal particles. Inspect
the Ball Screws for wear.
Contamination of the lube and/or coolant systems can be caused by a wearing Ball Screw , or by metal chips
entering the systems through open or loose way covers. Check all way covers and seals for excessive clearances.
Machine Crash:
A hard machine crash can cause a Ball Screw to lock up. The static overload created during a machine crash
can break apart the ball-nut balls, denting the thread surfaces. Turning the nut by hand will result in an obvious
grinding feeling and/or sound.
1. Check the screw for straightness.
2. Look for ball dents at the ends of the screw length. These indents will be a sure sign of a hard
machine crash. The inertia of the table is transferred, due to the sudden stop, directly to the balls
inside the ball nut, creating impressions on the screw surface.
18
Troubleshooting
96-0189 rev L June 2005
BALL S CREW C LEANING
In most cases, a thorough cleaning of the suspect Ball Screw will resolve “bad screw” issues, including noise
complaints.
1. Manually jog the ball nut to one end of the screw.
2. Visually inspect the screw threads. Look for metal flakes, dark or thick lube, or contaminated
coolant: See the “Ball Screws - Visual Inspection - Contamination” section.
3. Use alcohol, or other approved cleaning agents, to wash the screw.
CAUTION! Do not use detergents, degreasers, or solvents to clean Ball Screws or their
4. Jog the ball nut to the other end of its travel. If metal flakes are now present on the screw threads,
you may have wear issues.
5. Re-lubricate screw threads before returning the machine to service.
DRIVE F AULT / OVERCURRENT
components. Do not use water-based cleaners, as they may cause rust.
Y-axis motor overcurrent.
• Alarm not cleared
• Check Y axis parameters
• Check the ball screw for binding
• Check motor and cable for shorts
• Check amplifier
96-0189 rev L June 2005
Troubleshooting
19
1.4 PALLET C HANGER
EC-400 PALLET C HANGER OVERVIEW
When the automatic pallet changer (APC) is at rest, the pallet is clamped, the pallet at the load station is at
home position, and the APC door is closed. The H-frame “Down” solenoid is on, the safety solenoid is on, and
the H-frame is down with the H-frame lock pin engaged in the bumper mount. The APC servo has been zero
returned, using the APC home sensor .
When a pallet change is commanded the following events occur in this order:
1. H-frame down switch is checked to verify down status.
2. Z-axis rapids, if necessary, to a position specified by the grid of fset & p arameter 64.
3. A-axis rapids, if necessary, to position specified by grid offset & parameter 224 (this may involve a raise &
lower of the pallet).
4. The lifting and lowering of the A-axis platter is monitored by a sensor assembly located on the bottom of the
A-axis, on indexer style machines. There are no sensors monitoring the A-axis platter position on machines
with the full 4
th
axis option.
5. The A-axis is allowed to rotate, once the platter lif t sensor is triggered.
6. When the A-axis moves to the home position and lowered, the platter down sensor is triggered and the
platter lift sensor is turned off.
7. Power is turned on to the pallet clamp/unclamp solenoid located at the rear of the machine.
8. The clamp air pressure is released from the clamp side of the receiver piston and 100 PSI of air is applied to
the unclamp side of the receiver piston.
9. The clamp plate rises.
10. When the clamp plate moves approximately .400" it will trigger the pallet unclamp sensor . The sensor
sends a signal to the CNC control, that the clamp plate is in the unclamp position. A sensor assembly located
on the bottom of the A-axis monitors the clamp plate position.
1 1. APC door switch & load station lock switch are checked.
12. The H-frame down solenoid & safety solenoid turn off.
13. The H-frame up solenoid turns on.
14. Air pressure in the air cylinder rotates the top cam, by rot ating the seal housing. The bottom cam does not
rotate.
16. The cage & 3 balls rotate at half speed of the cam, forcing the cams to separate.
17. The top cam raises the H-frame by lifting upward on the hub, using the tapered bearing as a thrust bearing.
18. The H-frame engages and raises both pallets as it is raised.
19. The APC shaft does not rise. The hub slides up the shaf t on the 4 ball bearings. The flat tang of the apc
shaft slides inside a slot in the cycloid hub.
20. The H-frame Up-switch checks H-frame up status. As the H-frame rises, the lock pin comes out of the hole
in the bumper mount, so the H-frame can rotate.
21. Once the H-frame up switch indicates up, the air blast solenoid is turned on, and sends air blowing thru the
air blast assembly at the top of the receiver.
20
Troubleshooting
96-0189 rev L June 2005

22. The servomotor rotates the H-frame and pallets 180 deg., by driving through the gearbox, torque tube, &
hub, while the apc shaft, cycloid hub, and part of the gearbox remain stationary .
The servomotor rotates with the assembly .
23. The H-frame down switch gets a momentary false signal as it rot ates past the t ang on the APC shaft
approximately mid stroke, which the software ignores.
24. The safety solenoid, which is off, prevents the H-frame from suddenly lowering in the event of a power failure
by blocking the vent port of the h frame up solenoid.
25. When it has rotated 180 degrees, the servomotor stops, and holds position. The encoder on the servomotor
determines the rotational position.
26. The H-frame up solenoid is turned off.
27. The H-frame down solenoid and safety solenoids are turned on, pressurizing the other side of the air
cylinder while venting the side previously pressurized.
28. The top cam is rotated back to its original position, allowing the H-frame and p allets to lower .
As the H-frame lowers, a lock pin under the H-frame drops into a hole in the bumper mount. It keeps the H-
frame from being moved while the servo power is off.
29. The pallet in the machine is lowered onto the receiver and the pallet on the load station is lowered onto the
index-disc pallet-pins.
30. Power is turned off to the clamp/unclamp solenoid and air blast solenoids located at the rear of the machine.
31. The unclamp air pressure is exhausted from the unclamp side of the receiver piston and air blast is turned
off while simultaneously applying 100 PSI of air pressure to the clamp side of the receiver piston.
32. The clamp plate moves down to clamp the pallet. The clamp plate will move approximately .400" and clamp
the pallet. It will trigger the pallet clamp sensor , indicating that the pallet is clamped. The clamp plate position
is monitored by a sensor assembly located on the bottom of the A axis.
33. The load station lock plate prevents the load station pallet from falling off if it is rocked severely while
loading parts.
96-0189 rev L June 2005
Troubleshooting
21
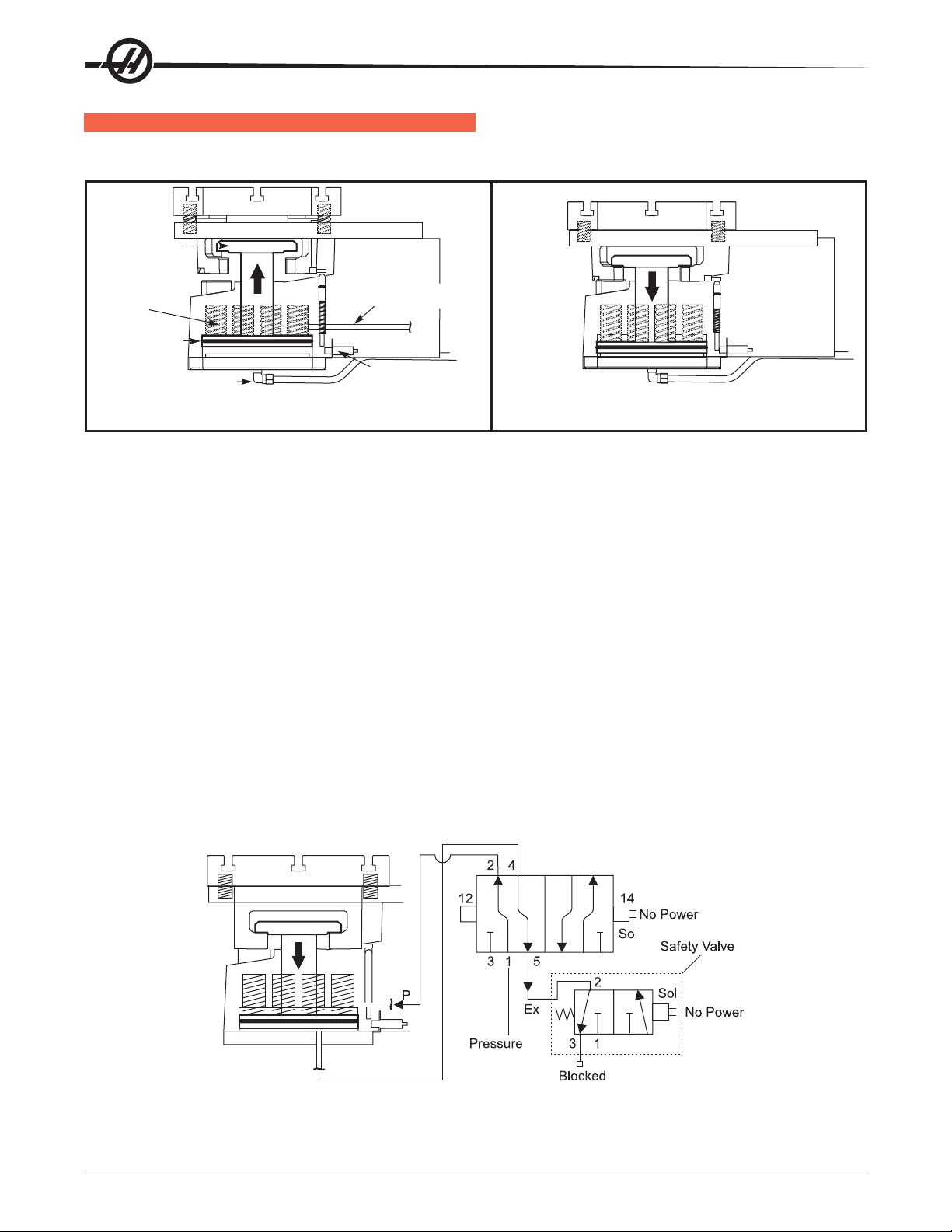
EC-300 PALLET C HANGER
Introduction
Clamp Plate
Table Clamp
Springs
Clamp Piston
Air Unclamp Exhaust
Unclamped
Operation
Note: Pallet is pulled down by clamp plate.
The table trips the clamp switch, not the clamp plate
1. T able Indexes into position based on servo control parameters.
• Clamp plate is in un-clamp position; it is held there by air pressure compressing the springs.
• Clamp status switch plunger is away from the Normally Open (NO) proximity switch.
2. When ta0ble is in position, the solenoid valve actuates to pressurize the clamp side of the piston. A combination of air pressure and spring force combine to clamp the table (approximately 10,000 pounds of clamp force
depending on air pressure.
• The table lowers and contacts the clamp st atus switch plunger . The plunger is pushed down and trip s the
normally open (NO) status switch to close contacts.
3. To unclamp, the solenoid switch shuttles to exhaust the clamp side and pressurize the unclamp side of the
piston. The unclamp air pressure must compress the clamp springs to raise the clamp plate. For the first
portion of the travel the springs between the table and the H-frame aid in raising the clamp plate.
•At the top of piston travel the clamp status switch plunger raises (it is pushed up by a spring) and comes clear
of the proximity switch. The NO switch is now open and the table is ready to index.
Air Clamp Pressure
Springs and
air clamp
Switch Normally
Open
Clamped
Table Clamp Status Under Different Conditions
22
Troubleshooting
96-0189 rev L June 2005
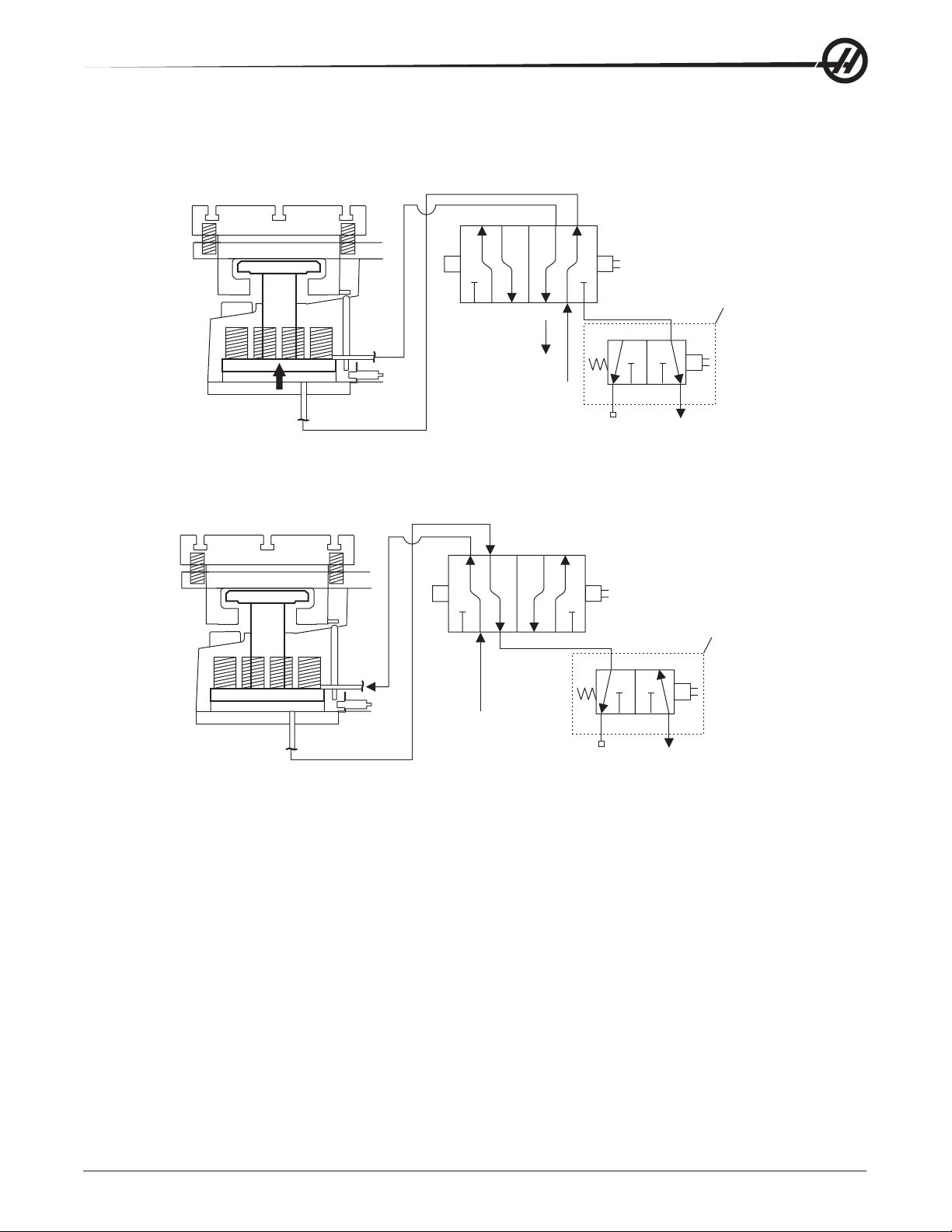
Table Clamp
A. Condition is clamped when machine is normally powered off or when first powered on or when table index is
completed.
24
Power On
Sol
3
5
1
P
Ex
Pressure
2
3
1
Safety Valve
Sol
Power
On
Blocked
Ex
B. Condition when machine is unclamped
• Note: Same condition applies if table is unclamped and the machine is emergency stopped in the middle of a
table index. The table remains unclamped.
No Power
Safety Valve
1
P
Pressure
Port Plugged
Sol
No Power
Ex
C. Condition when the table is unclamped and then power is lost.
• Main valve shuttles to clamp the table but the safety valve also loses power and blocks the exhaust port on
the clamp side of the piston. This prevents the clamp plate from clamping immediately . The clamp plate will
slowly move to its clamp position.
Troubleshooting
1. Failure - Clamp switch wires cut
Result The control see the switch as open at all times. The table can index into position and clamp. The
control will not see the switch close therefore it assumes that the pallet is not clamped; an alarm will generate.
Comment This is a safe condition; there is no threat of injury or machine damage. However , the machine will
not function until the switch is replaced.
2. Failure - The clamp status plunger rod is stuck in clamp position (broken rod, broken switch, stuck rod). The
same scenario if an errant piece of metal keeps the switch tripped closed.
96-0189 rev L June 2005
Troubleshooting
23

Result The clamp plate unclamps, raising the pallet. The machine is ready to rotate the pallet, but the control
does not receive a signal that the table has raised. Without the signal the control thinks the pallet is clamped.
After a period of time an alarm will be generated.
Comment - This is a safe condition; there is no threat of injury or machine damage. However the machine will
not function until the plunger problem is corrected.
3. Failure Table index (pallet change) starts and then is E-stopped in the middle of indexing
Result the clamp plate remains in the unclamp position.
Comment This is a safe condition. To resume machining, clear the alarms and Zero Return all axes. The
machine will automatically home all axes and the clamp plate will clamp the table.
4. Failure - T able Indexer (p allet change) starts and then the machine is E-stopped and powered off.
Result The clamp plate remains unclamped because the exhaust port on the unclamp side of the piston is
blocked (closed). In other words the clamp plate is being pressurized in order to clamp, but as the exhaust port
is blocked this prevents the pallet from being clamped.
Comment This is initially a safe condition, however , due to leakage on the exhaust side of the piston the clamp
plate will eventually move to its fully clamped position. It is not safe to leave the table partially over the table
locator teeth. It should be rotated fully off of the clamp plate. This can be done by manually rotating the pallet
changer.
5. Clamp valve solenoid loses power or burns up while machine is running and table is clamped.
Result Table remains clamped upon attempting to unclamp the clamp plate will not rise and the clamp status
switch will show the table as “clamped”. The machine will generate an alarm.
Comment This is a safe condition. The table will remain clamped. Machine will not function until solenoid is
replaced.
6. Failure The solenoid on the safety valve burns out or loses power when the table is clamped and the
machine is operating.
Result The machine will continue to function normally . It will clamp and unclamp without incident. In the event
the machine is E-Stopped in the middle of a t able index, the clamp plate remains unclamped. If power is lost or
the machine is powered off during a table index the clamp plate will clamp.
Comment A failed safety circuit valve is not detect able. This is an unsafe condition as it is found only when the
machine has already crashed.
7. Failure Table clamped and machine loses air pressure
Result The low air-pressure alarm will reach its time limit and alarm-out the machine. If air is lost while the
machine is cutting, the table will remain clamped via the clamp springs.
Comment The clamp springs are adequate to prevent the table from moving grossly off of the locating fingers.
8. Failure Table unclamped and the machine loses air during a pallet change.
Result The low air pressure alarm will not alarm out the machine until it has reached its time limit. At the time
of air loss the clamp plate will lower to the clamped position via the clamp springs.
Comment This is a dangerous condition. If the table is partially on or partially off of the clamp plate; potential
damage to the indexer can result. If the table is heading towards the clamp plate and the clamp plate lowers
due to loss of air, a crash will result.
24
Troubleshooting
96-0189 rev L June 2005
1.5 AUTOMATIC T OOL C HANGER (ATC)
Refer to the alarm description when problems arise with the ATC
See “Spindle” section for additional trouble shooting information.
CRASHING
Crashing of the ATC is usually a result of operator error. The most common A TC crashes is the p art or fixture on
the mill table crashes into long tooling or into the ATC double arm during a tool change
• Inspect the pocket involved in the crash for damage and replace parts as necessary .
• The machine will normally home the Z-axis as part of the tool change sequence. Check Parameter 209
bit "TC Z NO HOME", and ensure it is set to zero.
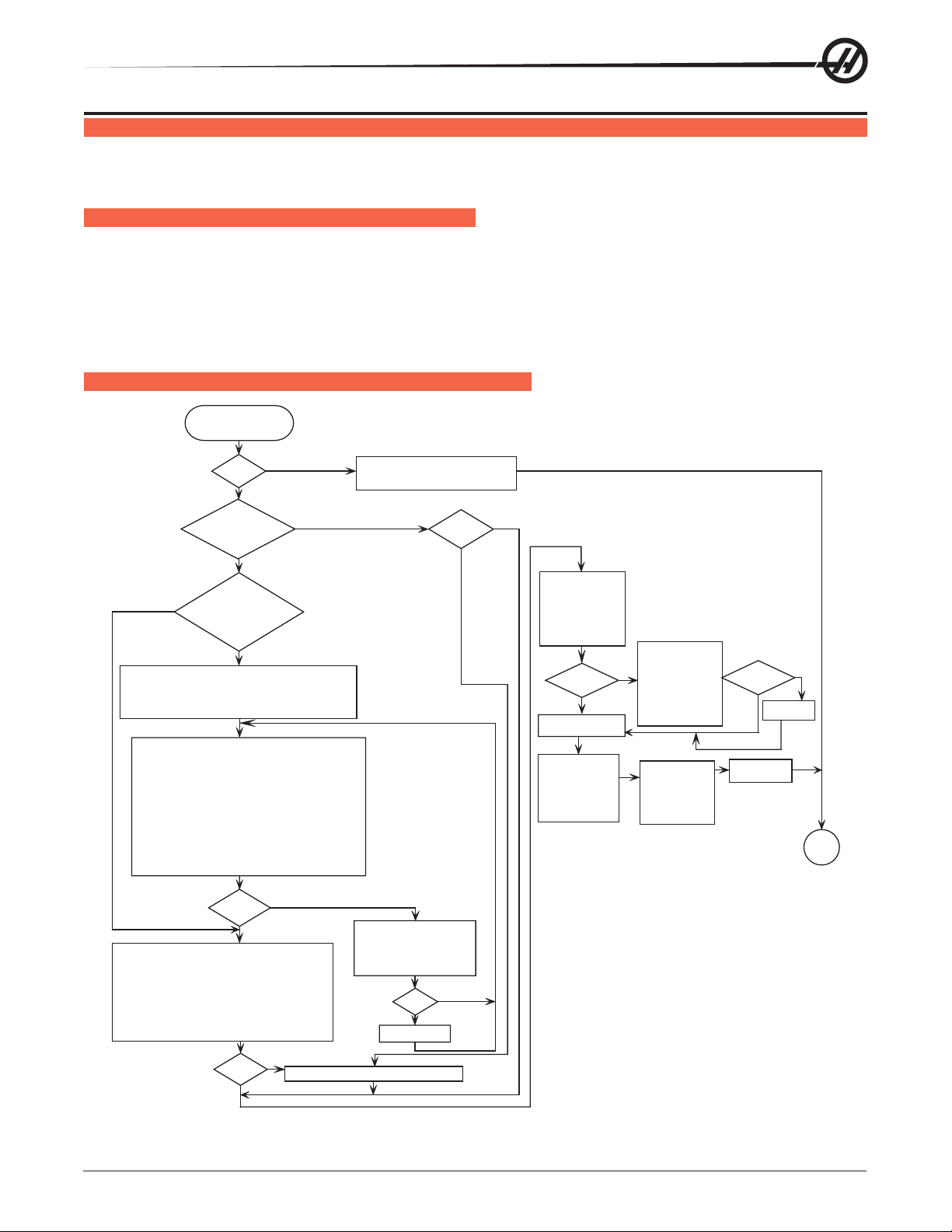
SIDE M OUNT T OOL C HANGER R ECOVERY F LOW C HART
TOOL CHANGE RESTORE
SIDEMOUNT
pressing “TCR” button
if alarms
exist?
IS THERE A TOOL
IN THE ARM
OR THE SPINDLE
(Y/N)?
WILL THE ARM
PREVENTANY TOOL IN
THE SPINDLE OR THE
POCKET FROM BEING
N
REMOVED (Y/N)?
THE TOOL MAY FALL DURING THE TOOL RECOVERY
PROCESS. PLACE SOMETHING SOFT UNDER TOOL
TO CATCH IT. DO NOT USE YOUR HANDS TO CATCHTHE TOOL.
PRESS ‘Y’ TO CONTINUE THE PROCESS
cnc waits for ‘Y’ before continuing
USE THE FOLLOWING COMMANDS UNTIL YOU CAN REMOVE
ALL THE TOOLS FROM THE SPINDLE AND THE ARM
CAROUSEL CAN BE MOVED WITH RIGHT AND LEFT ARROWS
ATCFWD. OR REV.- ROTATEARM FWD. OR REV.
TOOL RELEASE - TOGGLE TOOL UN/CLAMP
UP OR DOWN ARROW - MOVES PKT UP OR DOWN
ORIENT SPINDLE - SPINDLE ORIENTATION
NOTE IF YOU WANT TO MOVE THE SPINDLE UP OR DOWN,
THE ARM MUST BE ATORIGIN, AND YOU MUST EXIT
TL CHANGER RECOVERY
ARE YOU FINISHED USING COMMANDS (Y)?
cnc waits for ‘Y’ before continuing
Y
N
N
Y
Y
ALARMS EXIST, THEY MUST BE CLEARED.
PRESS ‘Y’ TO CONTINUE, THEN ‘RESET’
TO CLEAR ALARMS THEN RETRY
arm at
origin?
Y
N
ATORIGIN,
CONTINUE TO PKT
RESTORE (Y)?
The “atc fwd/rev” can
still move arm at this
time.
cnc waits for ‘Y’ before
continuing
carousel between
pockets?
N
RESTORING POCKETS,
PLEASE WAIT
CHECK CURRENT
CAROUSEL POCKET,
ENTER CURRENT
POCKET NUMBER,
THEN PRESS THE
‘ENTER’KEY.
SIDEMOUNT MILL TOOL RECOVERY
SCREEN TEXT = UPPER CASE
ACTIONS - DECISIONS = LOWER CASE
S = SITUATION
M = NEXT MODE
PRESS LEFT OR
RIGHTARROW KEY
TO MOVE CAROUSEL
OR PRESS ‘WRITE’
Y
TO CONTINUE
WITH AUTOMATIC
RECOVERY
cnc waits for ’write’
before continuing
TOOL CHANGE
RECOVERY
COMPLETE! PRESS
‘Y’TO CONTINUE
PLEASE UPDATE
POCKET & TOOL
PAGE
carousel between
pockets?
offset page with
pockets displayed
Y
move to next
pocket
N
END
orient spindle
pressed
N
REMOVE ALL TOOLS FROM ARM AND SPINDLE
USE TOOL RELEASE BUTTON WHILE HOLDING TOOL TO
REMOVE ANY TOOL FROM SPINDLE
DEPRESS TOOL-CLAMP-RELEASE STUD ON ARM WHILE
HOLDING TOOL AND SLIDE TOOL OUT. NOTE THERE IS
ATOOL-CLAMP-RELEASE STUD FOR EACH END OF ARM
ARE ALL THE TOOLS REMOVED (Y)?
cnc waits for ‘Y’ before continuing
arm at
origin?
Y
96-0189 rev L June 2005
Y
USE ATC FWD/REV TO ROTATE ARM TO ORIGIN
ABOUT TO ORIENT THE
SPINDLE CAUTION! THIS MAY
DAMAGE THE TOOLARM IF
SPINDLE INTERFERES WITH ITS
MOTION PRESS ‘O’ TO ORIENT,
‘N’TO CANCEL
N
‘N’or ‘O’
O
orient spindle
Troubleshooting
25
1.6 THROUGH THE S PINDLE C OOLANT
NOTE: Abrasive swarf from grinding or ceramic machining operations will cause
heavy wear of TSC coolant pump, coolant tip and drawbar. This is not covered
by warranty on new machines. Notify HAAS Service Department if machine is
being used for this application.
COOLANT O VERFLOW
Check the alarm history to determine the cause of the problem before any action is taken.
Coolant pouring out of spindle head
• Check the customer's tooling for through holes in the pull stud, holder and tool.
• Check the purge and drain lines connected to the seal housing are intact; if not replace.
• Check the TSC coolant union. If failure is found, replace the coolant union.
• Check pre-charge pressure in accordance with TSC "Precharge Regulator Adjustment' section and reset
if necessary . Low pre-charge pressure can cause coolant to dump into the spindle head.
• Ensure the coolant pump relief valve has not been tampered with (yellow paint band is intact). Check the
coolant pump pressure (should be 300 psi [2068 kilosascals]), with a standard (non-TSC) tool holder in
spindle. If pump pressure is above 310 psi, reset the pump relief valve.
Excessive coolant flow out of drain line or pulsating flow through tool and drain line
• Check pre-charge pressure in accordance with TSC "Precharge Regulator Adjustment" section. Reset
precharge pressure if necessary . Low pre-charge pressure will cause heavy or pulsating flow from the
drain line. Check main air pressure regulator for 85 psi [241 kilopascals]. A higher supply pressure will
reduce precharge pressure. Lower supply pressure will increase precharge pressure.
• Ensure the coolant pump relief valve has not been tampered with (yellow paint band is intact). Check
the coolant pump pressure (should be 300 psi [2068 kilosascals]), with a standard tool holder in spindle. If
pump pressure is above 310 psi [2137 kilopascals], reset the pump relief valve.
LOW C OOLANT
Alarm 151, "Low Thru Spindle Coolant"
• Check coolant tank level. Check for slow coolant drainage from the machine enclosure.
• Check the filter and intake strainer for any clogging. Read filter gauges with TSC running with no tool in
spindle. Check coolant lines for any clogging or kinking. Clean or replace as needed.
• Check for overheating TSC pump motor . Three phase motors have a thermal circuit that will interrupt power
to the relay coil.
• If received at start-up, check that the breaker has not tripped and that the pump is turning. Check the
electrical continuity of cables.
• Check for pressure switch failure (refer to "T esting the Coolant Pressure Switch" section), and replace
if necessary . Check the electrical continuity of the switch cable and the control function by monitoring
the "LO CLNT" bit on the Diagnostics page (0 = pressure on, 1= pressure off). Shorting the leads should
cause the bit to switch from 1 to 0. Check this before replacing the pressure switch. Leaking switches
can give intermittent alarms.
• Check pump pressure with no tool in the spindle. If the pressure is less than 60 psi, replace the pump.
• May be generated if another machine alarm occurs during TSC operation.
26
Troubleshooting
96-0189 rev L June 2005
PRE-CHARGE F AILURE
Alarm 198, "Precharge Failure"
NOTE: This alarm only applies to the TSC system.
• Check for broken or disconnected pre-charge air line, and replace if necessary .
• Check if the "Tool Clamped" limit switch is sticking; replace if necessary.
• Check the "T ool Clamped" limit switch adjustment (refer to "Tool Clamp/Unclamp Switch Adjustment").
• Check for low pre-charge pressure (refer to "Precharge Regulator Adjustment" section).
• Check pre-charge solenoid for proper operation.
• May be generated if another machine alarm occurs during TSC operation.
96-0189 rev L June 2005
Troubleshooting
27
1.7 ELECTRICAL T ROUBLESHOOTING
CAUTION! Before working on any electrical components, power off the machine and
wait approximately 10 minutes. This will allow the high voltage power on
the brushless amplifiers to be discharged.
ELECTRICAL A LARMS
Axis Drive Fault Alarm
• Blown amplifier - indicated by a light at bottom of amplifier when power is on. Replace amplifier .
• Amplifier or MOCON is noise sensitive. If this is the case, the alarm can be cleared and the axis
will run normally for a while.
T o check an amplifier, switch the motor leads and control cables between the amplifier and the one next to it. If
the same problem occurs with the other axis, the amplifier must be replaced. If the problem stays on the same
axis, either the MOCON or control cable. The problem could also be the axis motor itself, with leads either
shorted to each other or to ground.
• Amplifier faulting out for valid reason, such as overtemp, overvoltage, or +/-12 volt undervoltage
condition. This usually results from running a servo intensive program, or unadjusted 12 volt power
supply .
Overvoltage could occur if regen load is not coming on, but this does not usually happen. The problem could
also be the axis motor itself, with leads either shorted to each other or to ground.
Axis Overload
• The fuse function built into the MOCON has been overloaded, due to a lot of motor accel/decels, or
hitting a hard stop with the axis. This safety function protects the amplifier and motor , so find the
cause and correct it. If the current program is the cause, change the program. If the axis hits a
hard stop, the travel limits may be set wrong.
Phasing Error
• The MOCON did not receive the proper phasing information from the motors. DO NOT RESET the
machine if this alarm occurs. Power the machine down and back up. If the problem persists, it is
probably a broken wire or faulty MOCON connectors. This problem could also be related to the
Low Volt age Power Supply . Check to see if the LVPS is functioning properly.
Servo Error Too Large
• This alarms occurs when the difference between the commanded axis position and the actual
position becomes larger than the maximum that is set in the parameter .
This condition occurs when the amplifier is blown, is not receiving the commands, or the 320 volt power source
is dead. If the MOCON is not sending the correct commands to the amplifier, it is probably due to a broken
wire, or a PHASING ERROR that was generated.
Axis Z Fault or Z Channel Missing
• During a self-test, the number of encoder counts was found to be incorrect. This is usually caused
by a noisy environment, and not a bad encoder. Check all shields and grounds on the encoder
cables and the motor leads that come into the amplifiers. An alarm for one axis can be caused by
a bad grounding on the motor leads of another axis.
Axis Cable Fault
• During a self-test, the encoder cable signals were found to be invalid. This alarm is usually caused
by a bad cable, or a bad connection on the motor encoder connectors. Check the cable for any
breaks, and the encoder connectors at the motor controller board. Machine noise can also cause
this alarm, although it is less common.
28
Troubleshooting
96-0189 rev L June 2005

Alarm 101, "MOCON Comm. Failure"
• During a self-test of communications between the MOCON and main processor , the main proces-
sor does not respond, and is suspected to be dead. This alarm is generated and the servos are
stopped. Check all ribbon cable connections, and all grounding. Machine noise can also cause
this alarm, although it is less common.
Alarm 157, "MOCON Watchdog Fault"
• The self-test of the MOCON has failed. Replace the MOCON.
Rotary CRC Error Alarm 261
• This alarm is normally the result of an incomplete software installation. To correct this error,
Change Setting 30 to any selection but OFF (note the original selection). Then go to parameter 43
and change one of the bits from 1 to 0 or vice versa and press WRITE (The bit must be changed
from its original value to its alternate value). Simply changing the Setting and Parameter bit from
one value to another and then back again corrects the fault, and will clear any further occurrences
of the alarm. Change the bit and Setting 30 back to their original values. Press Reset to clear the
alarms or cycle power to the machine.
SAVING THE M ACHINE I NFORMATION
T o review a machine’ s set-up save the parameters, settings, offsets, variables and G-code programs and alarm
history to a floppy disk. To do this, insert a blank diskette, press LISTPROG , POSIT, enter the machine's serial
number and press F2. The new file suffix will be “.HIS”.
96-0189 rev L June 2005
Troubleshooting
29
 Loading...
Loading...