

GYS Trimig 200-4S, Trimig 250-4S, Trimig 300-4S, Trimig 300 G, Trimig 350-4S DUO DV 230-400V User guide
...Page 1
EN
P 9-13 / 31-44
www.gys.fr
73502 - V4 - 03/09/13
Page 2
I
II
TRIMIG
Trimig 200-4S/250-4S DV/300-4S
12
rimig 300 g/350-4S DUO DV/350 g DV
T
12
14
15
TRIMIG 300 G / 350 G
18
13
10
7
11
9
5
6
1
3
2
4
8
16
17
III
A
B
2
Page 3
IV
TRIMIG
1
2 3
4
V
Trimig 200
5
8
6
9
7
Trimig 250/300/350
1
2
3
VI
1
4
2
5
3
4
5
3
Page 4

TRIMIG
DESCRIPTION
Thank you for choosing this product; please read this instruction manual carefully before installing and using the product
and keep in a safe place for future reference.
The Trimig are semi-automatic welding units; they are ventilated for semi-automatic welding (MIG or MAG) and are
capable of welding steel, stainless steel and aluminium. Adjustment is quick and easy with their «synergic wire speed»
function. They work on a 400V three-phase power supply, and /or 230V three-phase for the DV models.
ELECTRICITY SUPPLY
The absorbed current (I1eff) is indicated on the device for use at maximum settings. Check that the power supply and
its protection (fuse and/or circuit breaker) are compatible with the current needed during use.
The device must be placed in such way that the power socket is always accessible.
Do not use an extension cable which has a wire section smaller than 4 mm².
These products are supplied with a 16A or 32A plug type EEC RS/015. They should be plugged in to a 400V (3PH) power
socket WITH earth and protected by a 16A circuit breaker and 1 differential 30mA.
230V 3-phase power supply, for Trimig 250-4S DV, 350 G DV and 350-4S DUO DV:
WARNING: This device is pre-built in 400V three-phase. If your electrical installation is 230V three-phase, you must
modify the connection on the terminal board. This modication must be undertaken by qualied personnel. In order to
do so, please refer to the technical diagram inside the product. The plug must be protected by a 16A or 25A (for models
350) circuit breaker and 1 differential 30mA.
EN
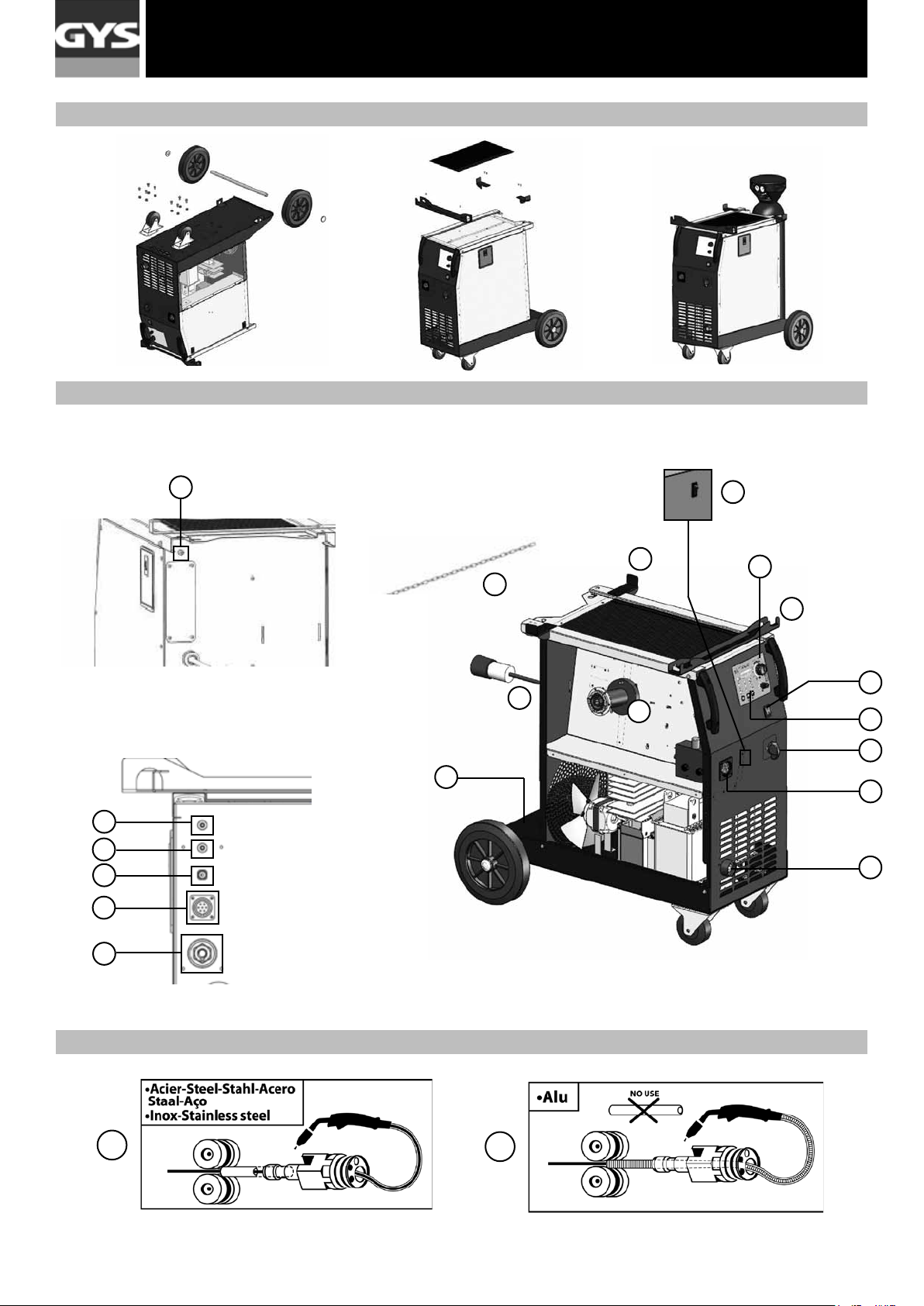
DEVICE PRESENTATION (FIG II)
1- On / Off switch
2- Power Settings - 2 switches with 7 positions: for ad-
justment of the welding voltage output. The adjustment
of the output voltage is proportional to the thickness of
the work piece.
3- Control panel – Welding settings (manual or automatic
mode).
4- European standard torch connection.
5- Thermal Protection light:
Indicates when a cool-down period is necessary following
intensive use.
6- Torch support.
7- Power Cable (5m).
SEMI-AUTOMATIC WELDING FOR STEEL / STAINLESS STEEL (MAG MODE) (FIG III)
The Trimig 200-4S can weld 0.6/0.8/1mm steel and stainless steel wires (g. III-A).
The device is capable of working with Ø 1.0 mm steel wire (roller Ø 0.8/1.0, contact tip of 01.0).
If using lower diameter wire, you should use change the contact tip, and ensure that the reversible rollers in the wire
feeder are positioned correctly (so that required diameter is visible when in place).
The Trimig 250-4S DV 230-400V can weld 0.8/1/1.2mm steel and stainless steel wires.
The device is capable of working with Ø 1mm steel wire (roller Ø 0.8/1.0, contact tip of 1).
The Trimig 300-4S, 300 G, 350-4S DUO DV and 350 G DV can weld 0.8/1/1.2mm steel and stainless steel wires. The
device is capable of working with Ø 1mm steel wire (roller Ø 1.0/1.2, contact tip of 1).
For Steel or Stainless Steel, you will need to use specic gas - Argon + CO2 (Ar + CO2). The proportion of CO2 will vary
depending on usage. The gas ow for steel is between 10 and 20L / min depending on the environment and experience
of the welder.
8- Earth cable connector
9- Gas bottle support (max 1 bottle of 10m3).
10- Fastening chain for bottles.
Warning: fasten the chain securely (see IV-1)
11- Reel support Ø 200 mm/ 300mm.
12- Gas connector (350-4S DUO DV)
13- Torch Cable support
14- Wire feeder solenoid valve 2
15- Wire feeder gas connection for torch 2
16- Wire feeder control cable connector
17- Wire feeder power cable connector
18- Selection switch potentiometer (only on 300G and
350 G DV)
SEMI-AUTOMATIC WELDING FOR ALUMINIUM (MIG MODE) (FIG III)
The Trimig 200-4S can weld 0.8mm and 1mm aluminium wires. (g. III-B).
The Trimig 250, 300 and 350 can weld 1mm and 1.2mm aluminium wires. (g. III-B).
To weld aluminium, neutral gas “pure Argon” (AR) is required. For specic gas requirements seek advice from your
gas distributor. The gas ow in aluminium should be between 15 and 25 L / min depending on the environment and
experience of the welder.
Things to note when welding with Aluminium
- Set the pressure of the rollers to a minimum so as not to crush the wire
- Remove the capillary tube before connecting the aluminium torch
- When welding aluminium use a special aluminium torch with Teon sheath to reduce friction.
9
Page 5
TRIMIG
Do not cut the sheath near the connector! It is used to guide the wire from the rollers (g III-B).
- Contact Tip: Use the specic Aluminium contact tip corresponding to the diameter of the wire.
SEMI-AUTOMATIC BRAZING FOR HIGH-TENSILE STRENGTH STEELS
The Trimig 200-4S can braze-weld high-tensile strength plates with Cuprosilicium CusI3 wire or Cuproaluminium CuAl8
wire (Ø 0.8 mm and Ø 1 mm). The welder must use a neutral gas: pure argon (Ar). For specic gas requirements
seek advice from your gas distributor. The required gas ow is between 15 and 25L / min.
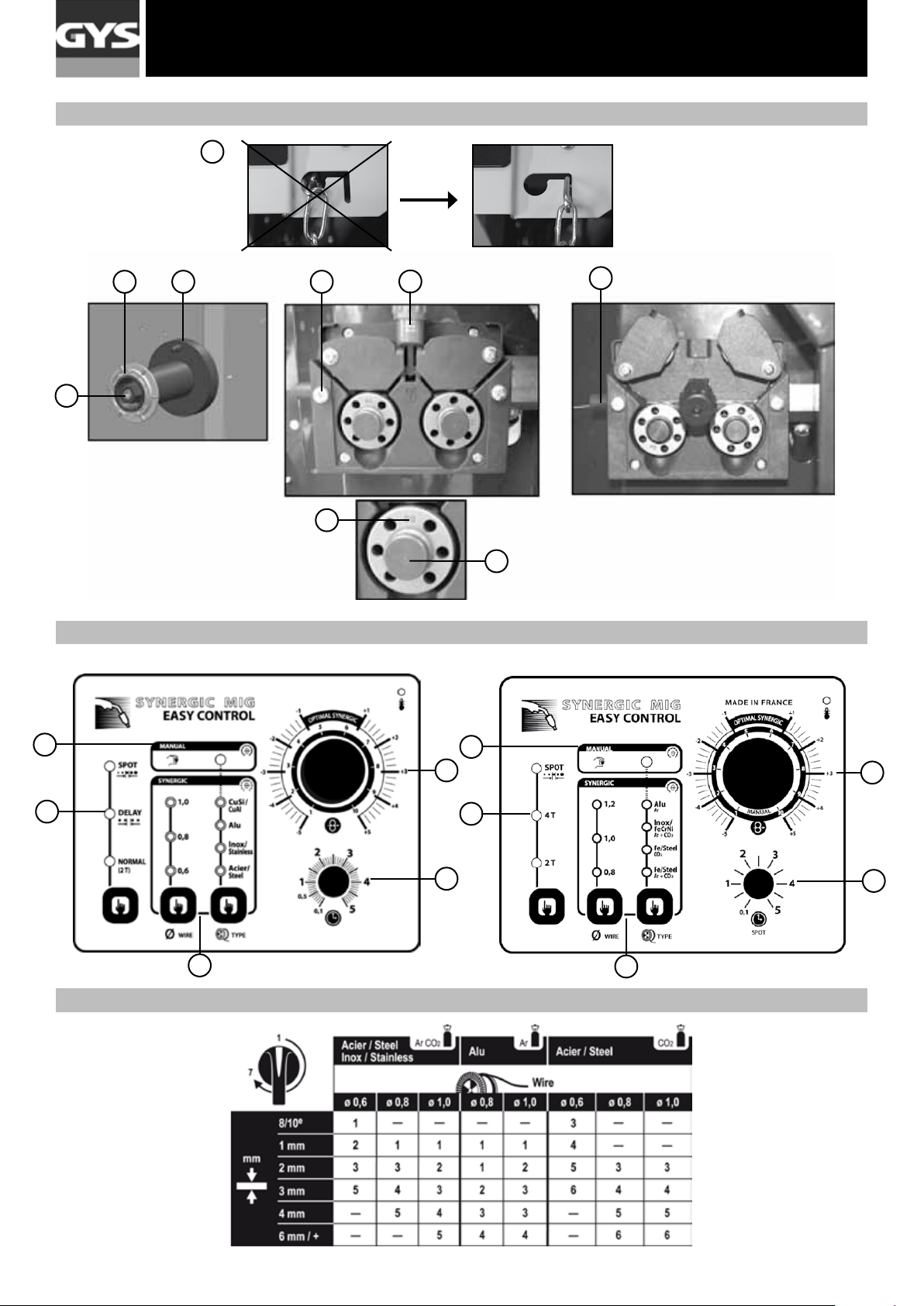
REEL AND TORCH ASSEMBLY (FIG IV)
Open the door of the machine.
• Position the reel on to the support (3). To place a 200mm wire reel, rst install the adapter (ref. 042889) on the
support.
• Adjust the reel brake (4) to avoid the reel movement tangling the wire when welding stops. Be careful not to tighten
too much! Then tighten the plastic screw (2) rmly.
• The wire feeder uses double groove rollers (8) (Ø 0.8/ Ø 1 or Ø 1/ Ø 1.2). The visible diameter on the roller when
tted is the one currently in use. For Ø 1 mm wire, use the Ø 1 groove.
• For rst use:
- Release the xing screw of the wire guide (5).
- Place the rollers, and tighten the screws (9).
- Place the wire guide (7) as close as possible to the roller but without touching it, then tighten the xing screw.
• To select the adjustment of the drive rollers (6) : loosen the knob fully, Start the motor by pressing the trigger of the
torch, tighten the knob whilst pressing the trigger until the wire starts to move. Bend the wire where it comes out of the
nozzle and hold it in place to stop its progress. The setting is correct when the guide roller slides over the wire, even
when it is blocked at the end of the torch.
• Common adjustment of knob (6): scale 3-4 for steel, and scale 2-3 for aluminium.
EN
CHOICE OF REELS
Possible settings:
Wire type Torch Gas
Steel
Stainless
Alu
AG5
*Consider Teon sheath and special aluminium contact tip
GAS COUPLING
Fit the regulator/owmeter to the gas bottle and then t the gas pipe to the connector.
To avoid gas leaks use the collars provided in the accessories box. Ensure proper maintenance of the gas cylinder in
accordance with the attachment of the chain cf. IV-1.
CONTROL PANEL (FIG V)
Welding mode selection (2)
- 2T: two-stage welding
- 4T: 4-stage welding
- SPOT: Spot welding with adjustable spot diameter
Wire speed selection (4)
Wire speed regulator
The speed varies from 1 to 15 m/minute.
SPOT/DELAY setting potentiometer (5)
Manual Mode (1)
In manual mode, the wire speed is determined by the
user by adjusting the potentiometer (4).
Ø 300 x
Ø 200 x
Ø 200 x
Ø 300 x*
Ø 200 x*
argon
+
CO2
Argon pur
Synergic Mode (3)
Position the potentiometer (4) in the middle of the «
OPTIMAL SYNERGIC » zone
In this mode, the device determines the optimum wire
speed according to 3 parameters:
- Voltage
- Wire diameter
- The power mode
It is possible to adjust the speed wire + / -.
10
Page 6
TRIMIG
"MANUAL" MODE (FIG V)
To set your device, proceed as follows:
- Choose the welding voltage using the 2 power switches (2 and 7 positions)
Example:
For welding Steel - 1 mm with a Ø 0.8 wire, set the switch to «1»
Adjust the wire speed with potentiometer (4).
Advice:
The wire speed adjustment is often determined by « the noise »: the arc must be stable and emit low crackling.
If the speed is too low, the arc will not be continuous.
If the speed is too high, the arc crackles and the wire will push back the torch.
"SYNERGIC" MODE (FIG V)
This function automatically controls the wire speed. There is no need to set the wire speed manually.
• Position the wire speed potentiometer (4) in the middle of the « Optimal synergic » zone.
• Select:
- Wire type (3)
- Wire diameter (3)
- Power setting (switch on the front)
To select the right position in accordance with the thickness of the work-piece, please refer to the “synergic mode” table
on the previous page.
EN
From the settings chosen, the Trimig determines the optimum wire speed and the device is ready to weld. It is also
possible to adjust the wire speed if necessary by adjusting potentiometer + or – manually (4).
The last welding conguration is saved in the memory automatically (wire diameter, wire type, mode).
ADVICE AND THERMAL PROTECTION
• Trimig should not be lifted by its handles, torch support, or the top of the machine. When lifting the Trimig, ensure the
weight is fully supported at the bottom of the machine. There must be no gas bottle connected during this operation.
• Always respect the basic rules of welding.
• Do not block/cover the ventilation holes of the machine.
• Leave the device plugged in after welding to allow proper cooling down.
• Thermal protection: If the machine becomes too hot, the warning light will illuminate and the machine will stop.
Cooling will take a few minutes, the length of time will also depend on the external temperature.
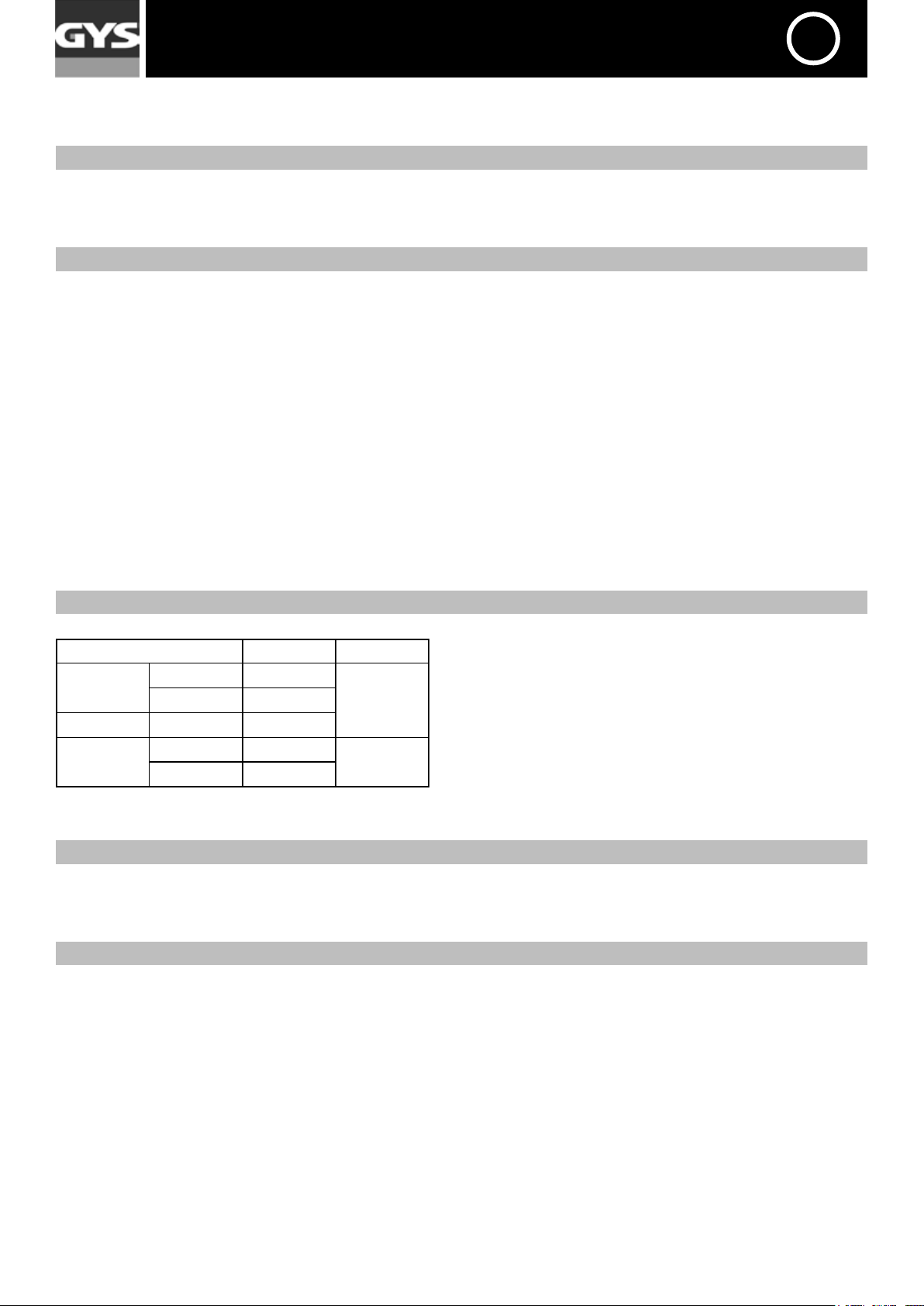
DUTY CYCLE AND WELDING ENVIRONMENT IN USE
• The welding unit describes an output characteristic of "constant current" type. The duty cycles following the
standard EN60974-1 (at 40°C on a 10mn cycle) are indicated in the table below:
x/60974-1 @ 40°C I max 60% 100%
Trimig 200-4S 200A @ 30% 140A 120A
Trimig 250-4S 250A @ 30% 180A 140A
Trimig 300-4S et G
Trimig 350-4S DUO et G DV 350A @ 35% 270A 220A
300A @ 35% 240A 180A
Note : The machines’ duty cycle has been tested at room temperature (40°C) and has been determined by simulation.
• These are Class-A devices. They are designed to be used in an industrial or professional environment. In a different
environment, it can be difcult to ensure electromagnetic compatibility, due to conducted disturbances as well as
radiation.
• These devices comply with IEC 61000-3-12, provided that the power of the short-circuit Ssc is equal to or greater than
3.9MVA (2.8MVA for the Trimig 200-4S) at the interface between the machine and the mains power network. It is the
responsibility of the installer or user of the equipment to ensure if necessary by consulting the operator of the mains
electricity, that the equipment is only connected to a power supply where the power of short-circuit ssc is equal to or
greater than 3,9MVA (2.8MVA for the Trimig 200-4S).
11
Page 7
TRIMIG
MAINTENANCE
• Maintenance should only be carried out by a qualied person.
• Ensure the machine is unplugged, and that the ventilator inside has stopped before carrying out maintenance work.
(DANGER High Voltage and Currents).
• GYS recommends removing the steel cover 2 or 3 times a year to remove any excess dust. Take this opportunity to
have the electrical connections checked by a qualied person with an insulated tool.
• Regularly check the condition of the power supply cord. If damaged, it will need to be replaced by the manufacturer,
its’ after sales service or a qualied person.
• Ensure the ventilation holes of the device are not blocked to allow adequate air circulation.
• Before each use, check the state of welding cables of the torch and earth clamp (The conductive metal should not be
exposed).
SAFETY
Arc welding can be dangerous and can cause serious and even fatal injuries.
Protect yourself and others. Ensure the following safety precautions are taken:
Arc radiation: Protect yourself with a helmet tted with lters in compliance with EN169 or EN 379.
Rain, steam, damp: Use your welding unit in a clean/dry environment (pollution factor ≤ 3), on a at surface, and
more than one meter from the welding work-piece. Do not use in rain or snow.
EN
Electric choc: This device must only be used with an earthed power supply. Do not touch the parts under high voltage.
Check that the power supply is suitable for this unit.
Falls: Do not place/carry the unit over people or objects.
Burns: Wear protective (re-proof) clothing (cotton, overalls or jeans).
Wear protective gloves and a re-proof apron.
Ensure other people keep a safe distance from the work area and do not look directly at the welding arc.
Protect others by installing re-proof protection walls.
Fire risks: Remove all ammable products from the work area. Do not work in presence of ammable gases.
Fumes: Do not inhale welding gases and fumes. Use the device in a well ventilated environment, with articial extraction
if welding indoors.
Additional Precautions: Any welding operation undertaken in.....
- rooms where there is an increased risk of electric shocks,
- Poorly ventilated rooms,
- In the presence of ammable or explosive material,
Use should always be approved by a "responsible expert", and made in presence of people trained to intervene in case
of emergency.
Technical protection as described in the Technical Specication CEI/IEC 62081 must be implemented. Welding in raised
positions should not be undertaken, except in case of safety platforms use.
People wearing Pacemakers are advised to see their doctor before using this device.
Do not use the welding unit to unfreeze pipes.
Handle gas bottles with care - there is increased danger if the bottle or its valve are damaged.
12
Page 8

TRIMIG
TROUBLESHOOTING
Symptoms Reasons Solutions
Cracklings block up the opening.
The welding wire speed is not
constant.
The wire skids in the rollers.
Reel or roller brake too tight. Release the brake and rollers.
The unwinding motor doesn't operate.
Bad wire unwinding.
No welding current
The wire rubs down after the rollers.
The welding cord is porous
Very important ashing particules.
No gas at the torch output. Bad gas connection.
Electrical supply problem.
Covering wire guide dirty or damaged. Clean or replace
Reel brake too tight Release the brake
Bad connection to the main supply.
Bad earth connection.
Power contactor inoperative. Control the torch trigger.
Covering wire guide crushed. Check the covering and torch body.
Locking of the wire in the torch Clean or replace.
No capillary tube. Check the presence of capillary tube.
Wire speed too fast Reduce the wire speed
The gas ow rate is not sufcient.
Gas bottle empty. Replace it.
Gas quality non-satisfying. Replace it.
Air ow or wind inuence. Avert air blast, protect welding area.
Gas nozzle too full. Clean or replace the gas nozzle.
Bad wire quality.
Surface to weld in bad condtion. (rust,
etc, ...)
Arc voltage too low or too high. See welding settings.
Bad earth connection.
Protecting gas insufcient. Adjust the gas ow.
EN
Clean out the contact batch or change
it and replace the anti-adherence
product. Ref.041806
Control the roller pressure or replace
it.
Wire diameter non-consonant with
roller.
Covering Wire guide in the torch nonconsonant.
Check that the running button is on
the position on.
See the branch connection and look if
the plug is fed by 3 phases.
Control the earth cable (connection
and clamp condition).
Adjusting ow range 15 to 20 L / min.
Clean the working metal.
Use adapted WIRE for MIG-MAG
welding.
Clean the working parts before
welding.
Check and place the earth cable to
have a better connection.
See if the gas coupling beside the
engine is well connected. Check the
owmeter and the solenoid valves.
13
Page 9

TRIMIG
SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM / SCHALTPLAN / DIAGRAMA ELECTRICO /
ЭЛЕКТРИЧЕСКАЯ СХЕМА
Trimig 200-4S
31
Page 10

TRIMIG
Trimig 250-4S
32
Page 11

TRIMIG
Trimig 300-4S
33
Page 12

TRIMIG
Trimig 300 g
34
Page 13

TRIMIG
Trimig 350-4S DUO DV 230-400V
35
Page 14

TRIMIG
Trimig 350 g DV 230-400V
36
Page 15

TRIMIG
PIECES DETACHEES / SPARE PARTS / ERSATZTEILE/ PIEZAS DE RECAMBIO/ ЗАПЧАСТИ
rimig 200-4S/250-4S DV/300-4S/300 g/350-4S DUO DV/350 g DV
T
27
28
1
T
rimig 300 g
T
rimig 350 g DV
20
21
33
12
21
13
2
7
3
5
6
8
10
11
29
14
26
17
4
24
25
32
23
22
26
31
32
15
29
18
16
19
Trimig 300 g
T
rimig 350-4S DUO DV
T
rimig 350 g DV
37
Page 16

TRIMIG
N°
1
2
3
4
5
6
7
8
10
11
12
13
14
15
16
Chaîne de 80cm / 80cm chain / 80cm Sicherungskette /
cadena de 80cm / Цепь 80 см
Support câbles arrière / Rear cable support / Hinterer
Brennerhalter / Soporte trasero de cables / Подставка для
каблей горелок задняя
Support torches avant / Front torches support / Vorderer
Brennerhalter / Soporte antorchas delanteras / Подставка
для горелок
Poignée / Handle / Griff / Puño/ Рукоятка
Bouton réglage de vitesse l / Wire speed adjusting knob
/ Poti Drahtvorschubgeschwindigkeit / Botón reglaje
de velocidad de hilo / Кнопка регулировки скорости
проволоки
Bouton SPOT-DELAY / SPOT-DELAY button / SPOT-DELAY
Poti / botón SPOT/DELAY / Кнопка SPOT-DELAY
Clavier de commande / Control Keyboard / Bedienfeld /
Teclado de mando / Панель управления
Interrupteur I/O / I/O Switch / Netzschalter AN/AUS /
Conmutador ON/OFF / Переключатель Вкл/Выкл
Commutateur / Switch / Spannungsschalter / Conmutador
/ переключатель
Motodévidoire (sans galet) / Wire feeder (without roller) /
Drahtvorschub (ohne Drahtförderrollen) / Devanadera sin
rodillos (sin rodillo) / Подающий механизм (без роликов)
Câble d'alimentation / Supply cable / Netzstromkabel /
Cable de alimentación / Шнур питания
Support bobine 15Kg / Reel support 15 Kg /
Drahtförderrollen 15Kg / Soporte de bobina 15Kg /
Держатель бобины 15 кг
Roue avant / Front wheels / Vorderrad / Rueda de atrás /
Переднее колесо
Pont de diodes / Diode bridge / Gleichrichter / Puente de
LED / Диодный мост
Self / Induction oil / Self / Drossel / Дроссель
200 250 300 350
35067
98854
98853 98877
56047
73009
73099
51916 51915
52461
7 pos
51072
21475 21497 21470
71361 71364
52190 52173 52174 52221
96076 96079 96081 96083
10 pos
51074
51136 51257
71603
12 pos
51227
7 pos 51054
2 pos 51071
17
18
19
20
21
22
23
24
Thermostat / Thermostat / Thermostat / termostato /
Термостат
Transformateur / Transformer / Trafo / Transformador /
Транформатор
Ventilateur / Fan / Ventilator /ventilador/ Вентилятор
Roue diamètre 200mm / 200mm diameter wheels / Rad
200mm Durchmesser / Rueda diámetro 200mm / Колесо
диаметром 200 мм
Embout d'axe / End axis / Radachse / Boquilla de pasador
/ Ось
Contacteur 24V AC 10A / Contactor 24V AC 10A / 24V AC
10A Schalter / Contactor 24V AC 10A / Контактор 24В AC
10A
Transformateur de commande / Control transformer
/ Steuertransformator / Transformador de mando /
Трансформатор цепей управления
Electrovanne / Solenoid valve / Elektroventil / Electroválvula / Электроклапан
52101
96075 96078 96080 96082
51006
71375 71376
71382
51114 51107
92994 96029 96047 96029
71512
38
Page 17

TRIMIG
25
26
27
28
Carte de commande / Control card / Steuerkarte / Carta
de mando / Плата управления
Carte d'afchage / Display card / Anzeigekarte / Carta de
jación / Плата управления дисплея
Tuyau gaz (1m) / Gas pipe (1m) / Gasschlauch (1m) /
Tubo del gas (1m) / Газопроводная трубка (1 м)
Collier 10,5 / Collar 10,5 / Schlauchschelle 10,5 / Collar
10,5 / Хомут 10,5
97132C 97172C
97183C 97233C
95993
71225
Connecteur 1/4 cable de masse / Earth cable connector
29
(1/4) / (-) Texasbuchse (1/4) - Leistungsanschluss
separates Drahtvorschubgerät/ connector cable de tierra
51469 51461
(1/4)
Sélecteur 230-400V / Voltage selection switch 230-400V/
30
Umschalter 230-400V / Selector de tensiόn 230/400V /
- 75012 - 75012
Переключатель 230-400В
Pour les postes avec dévidoir / For machines with wire feeder / Geräte mit separatem Drahtvorschubgerät / Para
equipos con devanadera / для аппаратов с подающим устройством
Passe cloison de Gaz / Gas connector /
31
Schutzgasanschluss 2 (Ausgang für separates
Drahtvorschubgerät) / Conector de gas / Проход в
- - 71699
перегородке для Газа
Connecteur de commande / Wire feeder control connector
32
/ Steueranschluss separates Drahtvorschubgerät /
- - 94895
Conector de mando / Коннектор управления
Interrupteur de sélection du potentiomètre / Potentiometer
33
selection switch / Potentiometer Auswahlschalter/
Interruptor de selecciόn del potenciόmetro /
- - 52464
Переключатель выбора на потенциометре
39
Page 18

TRIMIG
CONDITIONS DE GARANTIE FRANCE
- La garantie n’est valable que si le bon a été correctement rempli par le vendeur.
- La garantie couvre tout défaut ou vice de fabrication pendant 1 an, à compter de la date d’achat (pièces et main
d’œuvre).
- La garantie ne couvre pas les erreurs de tension, incidents dus à un mauvais usage, chute, démontage ou toute autre
avarie due au transport.
- La garantie ne couvre pas l’usure normale des pièces (Ex. : câbles, pinces, etc.).
En cas de panne, retournez l’appareil à la société GYS (port dû refusé), en y joignant :
- Le présent certicat de garantie validé par le vendeur.
- Une note explicative de la panne.
Après la garantie, notre SAV assure les réparations après acceptation d’un devis.
Contact SAV:
Société GYS - 134 Bd des Loges
BP 4159-53941 Saint-Berthevin Cedex
Fax: +33 (0)2 43 01 23 75 - Tel: +33 (0)2 43 01 23 68
HERSTELLERGARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 12 Monate
nach Kauf angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller
bzw. seines Beauftragten erfolgen eine für den Käufer kostenlose Reparatur und ein kostenloser Ersatz von Ersatzteilen.
Der Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Ausschluss: Die Garantieleistung erfolgt nicht bei Defekten, die durch unsachgemäßen Gebrauch, Sturz oder harte Stöße
sowie durch nicht autorisierte Reparaturen oder durch Transportschäden, die infolge des Einsendens zur Reparatur,
hervorgerufen worden sind. Keine Garantie wird für Verschleißteile (z. B. Kabel, Klemmen, Vorsatzscheiben etc.) sowie
bei Gebrauchsspuren übernommen. Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung
ausschließlich über den Fachhandel einschicken. Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz
(Unterschrift) des zuvor vorgelegten Kostenvoranschlags durch den Besteller. Im Fall einer Garantieleistung trägt GYS
ausschließlich die Kosten für den Rückversand an den Fachhändler.
40
Page 19

TRIMIG
FR
GYS atteste que ces postes de soudure sont fabriqués conformément aux exigences des directives Basse tension
2006/95/CE du 12/12/2006, et aux directives CEM 2004/108/CE du 15/12/2004. Cette conformité est établie par le
respect des normes harmonisées EN60974-1 de 2005, EN 50445 de 2008, EN 60974-10 de 2007. Le marquage CE a
été apposé en 2013.
EN
The equipment described on this manual is conform to the instructions of low voltage 2006/95/CE of 12/12/2006, and
the instructions of CEM 2004/108/CE of the 15/12/2004. This conformity respects the standards EN60974-1 of 2005,
EN 50445 de 2008, EN60974-10 of 2007. CE marking was added in 2013.
DE
GYS erklärt, dass die synergisch geregelten Schweißanlagen TRIMIG 200-4S/ 250-4S DV/ 300-4S/ 300 G/ 350-4S
DUO DV/ 350 G DV richtlinienkonform mit Niederspannungsrichtlinie 2006/95/CE –12.12.2006 und EMV- Richtlinien
2004/108/CE – 15.12.2004 elektromagnetische Verträglichkeit- hergestellt wurden. Diese Geräte stimmen mit den
harmonisierten Normen EN60974-1 von 2005, EN 50445 von 2008, EN60974-10 von 2007 überein. CE Kennzeichnung: 2013.
ES
GYS certica que estos aparatos de soldadura son fabricados en conformidad con las directivas baja tensión 2006/95/
CE del 12/12/2006, y las directivas compatibilidad electromecánica 2004/108/CE del 15/12/2004. Esta conformidad
está establecida por el respeto a las normas EN60974-1 de 2005, EN 50445 de 2008, EN 60974-10 de 2007. El marcado CE fue jado en 2013.
DÉCLARATION DE CONFORMITÉ
DECLARATION OF CONFORMITY
KONFORMITÄTSERKLÄRUNG
DECLARACIÓN DE CONFORMIDAD
RU
GYS заявляет, что сварочные аппараты произведены в соответствии с директивами Евросоюза 2006/95/
CE о низком напряжении от 12/12/2006, а также с директивами CEМ 2004/108/CE от 15/12/2004. Данное
соответствие установлено в соответствии с согласованными нормами EN60974-1 2005 г, EN 50445 2008 г, EN
60974-10 2007 г. Маркировка ЕС нанесенна в 2013 г.
ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ
01/02/2013
Société GYS
134 BD des Loges
53941
Saint-Berthevin
France
Nicolas BOUYGUES
Président Directeur Général
41
Page 20

TRIMIG
ICONES / SYMBOLS / ZEICHENERKLÄRUNG
A Ampères - Amps - Ampere - Amperios - Ампер
V Volt - Volt - Volt - Voltios - Вольт
Hz Hertz - Hertz - Hertz - Hertz - Герц
Soudage MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas) - MIG/MAG Welding (MIG: Metal
Inert Gas / MAG: Metal Active Gas) - MIG/MAG Schweißen (MIG: Metal Inert Gas/ MAG: Metal Active
Gas) - Soldadura MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas) - Полуавтоматическая
сварка MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas)
Convient au soudage dans un environnement avec risque accru de choc électrique. La source de
courant elle-même ne doit toutefois pas être placée dans de tels locaux. - Adapted for welding in
environment with increased risks of electrical shock. However, the welding source must not be placed
in such places. - S-Zeichen: Das Schweißen unter beengten Verhältnissen ist mit diesen Schweißgeräten zugelassen.- Adaptado a la soldadura en un entorno que comprende riesgos de choque eléctrico.
La fuente de corriente ella misma no debe estar situada dentro de tal locales. - Адаптирован для
сварки в среде с повышенным риском электрошока. Однако сам источник питания не должен
быть расположен в таких местах.
IP21 Protégé contre l’accès aux parties dangereuses avec un doigt, et contre les chutes verticales de
gouttes d'eau. - Protected against rain and against ngers access to dangerous parts. - Schutz gegen
Berührung mit den Fingern und mittelgroße Fremdkörper, Schutz gegen Tropfwasser.
- Protegido contra el acceso a las partes peligrosas con los dedos, y contra las caídas verticales de
gotas de agua. - Аппарат защищен от доступа рук в опасные зоны и от вертикального падения
капель воды Сварка на постоянном токе.
Courant de soudage continu. - Welding direct current. - Gleichschweißstrom. - La corriente de soldadura es continua. - Сварка на постоянном токе.
Alimentation électrique triphasée 50Hz. - Three-phase power supply 50 Hz. - Dreiphasige Netzversorgung mit 50 Hz. - Alimentación eléctrica monofásica 50 Hz. - Трехфазное напряжение 50 Гц.
U0 Tension assignée à vide. - Rated no-load voltage. - Leerlaufspannung. - Tensión asignada de vacío. -
Напряжение холостого хода.
U1 Tension assignée d’alimentation. - rated supply voltage. - Netzspannung. - Tensión de la red. -
Напряжение сети.
I1max Courant d’alimentation assigné maximal (valeur efcace). - Rated maximum supply current (effective
value). - Maximaler Versorgungsstrom (Effektivwert). - Corriente máxima de alimentación de la red. Максимальный сетевой ток (эффективная мощность)
I1eff Courant d’alimentation effectif maximal. - Maximum effective supply current. - Maximaler tatsä-
chlicher Versorgungsstrom. - Corriente de alimentación efectiva máxima. - Максимальный
эффективный сетевой ток.
EN60 974-1 L’appareil respecte la norme EN60974-1. - The device complies with EN60974-1 standard relative
to welding units. - Das Gerät entspricht der Norm EN60974-1 für Schweißgeräte. - El aparato está
conforme a la norma EN60974-1 referente a los aparatos de soldadura. - Аппарат соответствует
европейской норме EN60974-1.
Transformateur-redresseur triphasée. - Three-phase converter-rectier. - Dreiphasiger Trafo/Frequenzumwandler. - Transformador-recticador trifásico. - Трехфазный инвертор, с трансформацией и
выпрямлением.
X(40°C) Facteur de marche selon la norme EN 60974-1 (10 minutes – 40°C). - Duty cycle according to the
standar EN 60974-1 (10 minutes – 40°C). - Einschaltdauer gemäß EN 60974-1 (10 Minuten – 40°C).
- Factor de marcha según la norma EN 60974-1 (10 minutos – 40°C). - ПВ% по норме EN 60974-1
(10 минут – 40°С).
I2: courant de soudage conventionnnel correspondant. - I2: corresponding conventional welding current. - I2: entsprechender Schweißstrom. - I2: Corrientes correspondientes. - I2: Токи,
соответствующие Х*
U2: Tensions conventionnelles en charges correspondantes. - U2: conventional voltages in corresponding load. - U2: entsprechende Arbeitsspannung. - U2: Tensiones convencionales en carga. - U2:
соответствующие сварочные напряжения*.
42
Page 21

TRIMIG
Appareil conforme aux directives européennes. - The device complies with European Directive.
- Gerät entspricht europäischen Richtlinien. - El aparato está conforme a las normas europeas. Устройство соответствует европейским нормам.
Conforme aux normes GOST (Russie). - Conform to standards GOST / PCT (Russia). - in Übereinstimmung mit der Norm GOST/PCT. - Conforme a la normas GOST (PCT) (Rusia). - Продукт
соответствует стандарту России (РСТ).
L’arc électrique produit des rayons dangereux pour les yeux et la peau (protégez-vous !). - The electric arc produces dangerous rays for eyes and skin (protect yourself !). - Der elektrische Lichtbogen
verursacht Strahlungen auf Augen und Haut (Schützen Sie sich !). - El arco produce rayos peligrosos
para los ojos y la piel (¡ Protéjase !). - Электрическая дуга производит опасные лучи для глаз и
кожи (защитите себя!). - Внимание! Сварка может вызвать пожар или взрыв.
Attention, souder peut déclencher un feu ou une explosion. - Caution, welding can produce re or
explosion. - Achtung! Schweißen kann Feuer oder Explosion verursachen. - Cuidado, soldar puede
iniciar un fuego o una explosión. - Внимание! Сварка может вызвать пожар или взрыв.
Attention ! Lire le manuel d’instruction avant utilisation. - Caution ! Read the user manual. - Achtung!
Lesen Sie die Betriebsanleitung. - Cuidado, leer las instrucciones de utilización. - Внимание !
Читайте инструкцию по использованию.
Produit faisant l'objet d'une collecte sélective- Ne pas jeter dans une poubelle domestique. - Separate
collection required, Do not throw in a domestic dustbin. - Für die Entsorgung Ihres Gerätes gelten
besondere Bestimmungen (Sondermüll). Es darf nicht mit dem Hausmüll entsorgt werden. - Este
aparato es objeto de una recolección selectiva. No debe ser tirado en un cubo doméstico. - Продукт
требует специальной утилизации. Не выбрасывать с бытовыми отходами.
43
Page 22

ACCESSOIRES/ACCESORIES/ZUBEHÖR/ACCESORIOS/AKCECCYAPBI
Acier/Steel/Stahl
Inox/Stainless/
Edelstahl
CuSi3
CuAl8
Alu
Acier/Steel/Stahl
Inox/Stainless/
Edelstahl
Alu
TRIMIG
ø 200 ø 300 0.6 - 1.0
086111 (ø0.6)
086126 (ø0.8)
086135 (ø1.0)
086325 (ø0.8) -
086647 (ø0.8) -
086661 (ø0.8) -
086565 (ø0.8) 086524 (ø1.0) 042377 (ø0.8/1.0)
ø 200 ø 300 0.8 - 1.2
086128 (ø0.8)
086135 (ø1.0)
086326 (ø0.8) -
-
086166 (ø0.6)
086227 (ø0.8)
086234 (ø1.0)
086227 (ø0.8)
086234 (ø1.0)
086241 (ø1.2)
086524 (ø1.0)
086531 (ø1.2)
042353 (ø0.6/0.8)
042360 (ø0.8/1.0)
Trimig 250-4S DV 230-400V
042360 (ø0.8/1.0)
042384 (ø1.2/1.6)
042377 (ø0.8/1.0)
042391 (ø1.2/1.6)
Trimig 200-4S
041837
(ø0.6/0.8 - 4m)
041844
(ø1.0 - 4m)
044050
(ø0.8 - 4m)
044067
(ø1.0 - 4m)
041837
(ø0.8 - 4m)
041844
(ø1/1.2 - 4m)
044050
(ø0.8 - 4m)
044067
(ø1.0 - 4m)
044074
(ø1.2 - 4m)
040922
(250A - 4m)
040939
(250A - 4m)
040922
(250A - 4m)
040939
(250A - 4m)
041905 (ø0.6)
041950 (ø0.8)
041967 (ø1.0)
041059 (ø0.8)
041066 (ø1.0)
041950 (ø0.8)
041967 (ø1.0)
041974 (ø1.2)
041066 (ø1.0)
041073 (ø1.2)
041882
041882
20L/min
041998
30L/min
041622 (FR)
041646 (UK)
041219 (DE)
30L/min
041622 (FR)
041646 (UK)
041219 (DE)
043787
(250A - 3m)
25 mm²
043787
(250A - 3m)
25 mm²
Acier/Steel/Stahl
Inox/Stainless/
Edelstahl
Alu
Trimig 300-4S / 300 G / 350-4S DUO DV / 350 G DV
ø 200 ø 300 0.8 - 1.2
086128 (ø0.8)
086135 (ø1.0)
086326 (ø0.8) -
-
086227 (ø0.8)
086234 (ø1.0)
086241 (ø1.2)
086524 (ø1.0)
086531 (ø1.2)
042360 (ø0.8/1.0)
042384 (ø1.2/1.6)
042377 (ø0.8/1.0)
042391 (ø1.2/1.6)
041837
(ø0.8 - 4m)
041844
(ø1/1.2 - 4m)
044050
(ø0.8 - 4m)
044067
(ø1.0 - 4m)
044074
(ø1.2 - 4m)
040946
(350A - 4m)
040953
(350A - 4m)
041790 (ø0.8)
419803 (ø1.0)
419810 (ø1.2)
419766 (ø1.0)
419773 (ø1.2)
041783
30L/min
041622 (FR)
041646 (UK)
041219 (DE)
043800
(300A - 4m)
25 mm²
043817
(400A - 4m)
35 mm²
043824
(500A - 4m)
50 mm²
44
 Loading...
Loading...