

Page 1
FR
EN
DE
2-3 / 4-21 / 96-98
2-3 / 23-39 / 96-98
2-3 / 40-57 / 96-98
RC-HD2
Commande déportée numérique
Remote control digital
Digital-Fernsteuerung
Control externo digital
Afstandsbediening
ES
NL
73502_V1_22/01/2020
2-3 / 58-76 / 96-98
2-3 / 77-95 / 96-98
www.gys.fr
Page 2

FIG-1
option (064935)
option (063938)
RC-HD2
2
5
1
4
OPTION
2.8 m 063907
3
6 m 063914
11 m 036925
BRANCHEMENT / CONNECTION / CONEXIÓN / ПОДКЛЮЧЕНИЕ / CONNECTIE / COLLEGAMENTO
NEOFEED/PULSFEED
NEOPULSE/PULSEMIG
400/500 G
NEOPULSE/PULSEMIG
320 C
2
Page 3

RC-HD2
1ÈRE UTILISATION / ERSTE VERWENDUNG / FIRST USE / ПЕРВОЕ ИСПОЛЬЗОВАНИЕ / I° UTILIZZO /
EERSTE GEBRUIK / PRIMERA UTILIZACIÓN / 1º USO / 首次使用 / 初めてご使用になる前に
- Avant la première utilisation de votre appareil, merci de vérier la présence de nouvelles mises à jour.
- Before using your device for the rst time, please check for new updates.
- Vor der ersten Anwendung des Gerätes bitte prüfen Sie, ob neue Softwareaktualisierungen verfügbar sind.
- Перед тем как использовать аппарат проверьте нет обновлений программного обеспечения.
- Prima di utilizzare per la prima volta il vostro apparecchio, vogliate vericare se ci sono nuovi aggiornamenti.
1
- Voordat u het apparaat voor de eerste keer gebruikt, moet u de aanwezigheid van nieuwe updates controleren.
- Antes del primer uso de su aparato, compruebe la presencia de nuevas actualizaciones.
- Antes de utilizar o seu dispositivo pela primeira vez, verique se existem novas atualizações.
- 首次使用设备前,请检查是否存在更新。
- 初めて使用する前に、デバイスが最新にアップデートされているか確認してください。
- Insérer la clé usb fournie dans son port dédié puis démarrer l’appareil.
- Insert the supplied USB ash drive into its dedicated port and start the
device.
- Den mitgelieferten USB-Datenträger im vorgesehenen Anschluss
einstecken und das Gerät einschalten.
- Вставьте входящую в комплект USB флешку в предназначенный для
этого порт и включите аппарат.
- Inserire la chiavetta USB fornita nella porta dedicata e avviare l’apparecchio.
- Breng de meegeleverde USB-stick in en start het apparaat.
- Inserte la tarjeta USB incluida en el puerto USB e inicie el aparato.
- Insira o pendrive USB fornecida no slot dedicado e inicie o dispositivo.
- 插入专用USB设备,然后启动设备。
- 付属のUSBキーを専用ポートに挿入してデバイスを起動します。
- L’écran ci-dessus apparait si une nouvelle version est détectée.
- The above screen appears if a new version is detected.
- Wenn eine neue Software-Version erkannt ist, erscheint die obige
Anzeige.
- Указанный ниже экран отобразится если есть в наличии новая
версия программы.
- Sullo schermo si potrà vedere se è stata rilevata una nuova ver-
sione.
- Het hierboven getoonde scherm verschijnt indien een nieuwe versie
is gedetecteerd.
- La pantalla inferior aparece si se detecta una nueva versión.
- A tela acima aparece se uma nova versão ser detectada.
- 若检测到新版本,显示以上屏幕。
- 新しいバージョンが検出されると上記の画面が表示されます。
3
Page 4

RC-HD2
FR
AVERTISSEMENTS - RÈGLES DE SÉCURITÉ
CONSIGNE GÉNÉRALE
Ces instructions doivent être lues et bien comprises avant toute opération.
Toute modication ou maintenance non indiquée dans le manuel ne doit pas être entreprise.
Tout dommage corporel ou matériel dû à une utilisation non conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant.
En cas de problème ou d’incertitude, veuillez consulter une personne qualiée pour manier correctement l’installation.
FONCTIONNEMENT
Cette commande à distance est destinée aux procédés de soudage MIG/MAG, MMA et TIG. Elle permet de régler à distance le poste à souder. Un
bouton ON/OFF permet d’éteindre ou d’allumer la commande à distance numérique. Lorsque la commande à distance numérique est allumée, l’IHM
du dévidoir est désactivée. Un visuel de la commande à distance est représenté sur l’IHM du dévidoir. Dès que l’IHM est éteinte ou déconnectée,
l’IHM du dévidoir est réactivée.
Postes compatibles : TITAN - TITANIUM - NEOFEED/PULSFEED - NEOPULSE/PULSEMIG
DESCRIPTION DU MATÉRIEL (FIG-1)
1- Interface Homme-Machine (IHM) 4- Connecteur USB
2- Connecteur de commande et d’alimentation 5- Câble de commande et d’alimentation (option).
3- Bouton ON/OFF
INTERFACE HOMME-MACHINE (IHM)
2 3
SUPPORT DE FIXATION (OPTION)
1- Boutons d’accès aux diérents menus et paramètres
2- Molette de réglages écran gauche
3- Molette de réglages écran droite
1
Le support (ref. 037779) de la commande à distance numérique peut
être xé sur le chariot T/M 400 (option, ref. 037328).
MAGNETIX 50 (option, ref 029637)
4
Page 5

RC-HD2
ORGANISATION GÉNÉRALE DE L’INTERFACE
Paramétrage :
• Information : l’ensemble des informations produit y sont réunies (Modèle, S/N …..)
• Procédé : permet de choisir le procédé de soudage : MIG-MAG, TIG ou MMA.
• Paramètres : les paramètres avancés du produit y sont réunis (mode d’achage, nom
de l’appareil, langue…)
1
• Calibration : permet de lancer la calibration de la vitesse du motodévidoir et des accessoires de soudage.
• Portabilité : permet de charger ou télécharger à partir d’une clé USB les JOBS
utilisateurs ainsi que la conguration machine.
• Traçabilité : permet de lancer la sauvegarde de tous les cordons de soudure ainsi que
son exportation sur clé USB.
Procédé : correspond à l’interface du procédé du soudage en cours :
1
Paramètre procédé : permet les réglages du procédé,
2
2
Aux diérentes fenêtres de réglages,
3
JOB : donne accès aux diérents modes de rappel de JOB.
FR
1 2 3
Paramètres procédés : correspond à la fenêtre de paramétrage du procédé :
• MIG-MAG : Couple matériau/gaz (Paramètres de soudage synergique), diamètre de l,
procédé de soudage (Manuel, Dynamic STD, etc), mode de gâchette.
• TIG : procédé de soudage (Standard ou Pulsé), diamètre d’électrode, etc.
3
• MMA : procédé de soudage (Standard ou Pulsé), type d’électrode, anti-sticking, etc.
Énergie : conguration du mode énergie, développé pour le soudage avec contrôle
énergétique encadré par un DMOS (voir chapitre «MODE ENERGIE»).
4
: correspond à la fenêtre des modes de rappel programme :
• JOB : création, sauvegarde, suppression et rappel de JOB.
• QUICKLOAD : rappel de JOB à la gâchette hors soudage.
SOUDAGE SEMI-AUTOMATIQUE (MODE MIG / MAG)
LES PARAMÉTRES DU PROCÉDÉ MIG / MAG
Paramètres Désignation Réglages Manuel
Couple
matériau/gaz
- Fe Ar CO2 18%
- Al Mg 5 Ar 100%
- HARDFACE Metal
- etc
Dynamic STD
(Standard)
Pulse Conseils
Choix de la matière à souder.
Paramètres de soudage synergique
5
Page 6

RC-HD2
FR
Diamètre de l Ø 0.6 > Ø 1.6 mm
Procédé de
soudage
ModulArc OFF - ON
Comportement
gâchette
Mode de pointage Spot, Délai Choix du mode de pointage
LE SOUDAGE MIG-MAG
• MIG-MAG Manuel
Réglage
Énergie
- Manuel
- Dynamic STD
- Pulse
- Cold Pulse
2T, 4T
Épaisseur
Vitesse
Courant
Hold
Coef. thermique
Choix du diamètre l
Active ou non la modulation du courant de
soudage (aspect d’un cordon de soudure TIG)
Choix du mode de gestion du soudage à la
gâchette.
Choix du paramètre principal à acher (Épaisseur de la pièce à souder, vitesse du l, courant
moyen de soudage).
Voir chapitre «MODE ENERGIE» aux pages
suivantes.
Paramètres Désignation Réglages Description & conseils
Vitesse l 1 - 22m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage.
Tension 10 - Umax Règle la puissance de soudage
Self -4 > +4 Lisse plus ou moins le courant de soudage. À régler en fonction de la position de soudage.
Pré-gaz 0 - 25 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Post gaz 0 - 25 secs.
L’accès à certains paramètres de soudage dépend du mode d’achage sélectionné : Paramètres/Mode d’achage : Easy, Expert, Avançé.
• MIG-MAG Standard (Dynamic STD)
Le mode Standard permet le soudage de grande qualité sur la majorité des matériaux ferreux tels que l’acier, l’acier inoxydable, mais aussi le cuivre et
ses alliages, le titane… Les nombreuses possibilités de gestion du courant et gaz vous permettent la maitrise parfaite de votre opération de soudage,
de l’amorçage jusqu’au refroidissement nal de votre cordon de soudure.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de protéger
la pièce ainsi que l’électrode contre les oxydations.
Paramètres Désignation Réglages Description & conseils
Épaisseur 0.1 - 5.5 mm
Vitesse 1 - 22m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage.
Courant 10 - Imax Le courant de soudage est réglé en fonction du type de l utilisé et du matériau à souder.
Longueur d’arc -6 > +6
Self -4 > +4 Lisse plus ou moins le courant de soudage. À régler en fonction de la position de soudage.
6
Pré-gaz 0 - 25 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
La synergie permet un paramétrage totalement automatique. L’action sur l’épaisseur
paramètre automatiquement la tension et la vitesse de l adaptée.
Permet d’ajuster la distance entre le bout du l et le bain de fusion (ajustement de la
tension).
Page 7

RC-HD2
FR
Vitesse d’approche 50 - 200 %
Hot Start
Crater Filler 50 - 100 %
Post gaz 0 - 25 secs.
L’accès à certains paramètres de soudage dépend du mode d’achage sélectionné : Paramètres/Mode d’achage : Easy, Expert, Avançé.
• MIG-MAG Pulsé
Le principe est de faire pulser le courant de soudage à fort ampérage pour faire fusionner le l en nes gouttes avant que le l ne rentre en contact
avec la pièce. La fréquence de dépôt de gouttes et l’énergie diusée sont parfaitement contrôlées. Ceci permet de maitriser la température du bain,
d’améliorer l’aspect des cordons tout en éliminant les projections et d’améliorer le mouillage et la pénétration.
Le pulsé est avantageux pour le soudage des alliages légers et les aciers inoxydables. Pour les aciers au carbone, le pulsé sera justié uniquement
lors de contraintes supplémentaires du type ; forte pénétration ou élimination du parachèvement. De plus, le pulsé facilite le soudage en position.
• Module Arc Pulsé
Ce mode de soudage Pulsé convient à des applications en position verticale montante (PF). Le pulsé permet de conserver un bain froid tout en
favorisant le transfert de matière. Sans pulsation, le soudage vertical montant demande un mouvement « de sapin », autrement dit un déplacement
triangulaire dicile. Grâce au mode de soudage Pulsé il n’est plus nécessaire de faire ce mouvement, selon l’épaisseur de votre pièce un déplacement
droit vers le haut peut sure. Si toutefois vous voulez élargir votre bain de fusion, un simple mouvement latéral similaire au soudage à plat sut.
Dans ce cas, vous pouvez régler sur l’écran la fréquence de votre courant pulsé. Ce procédé ore ainsi une plus grande maitrise de l’opération de
soudage vertical.
50 - 200 %
0 - 5 secs.
Vitesse de l progressive. Avant l’amorçage, le l arrive doucement pour créer le premier
contact sans engendrer d’à-coup.
Le Hot Start est une surintensité à l’amorçage évitant le collage du l sur la pièce à souder.
Il se règle en intensité (% du courant de soudage) et en temps (secondes).
Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Il se règle en intensité (% du courant de soudage) et en temps (secondes).
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de protéger
la pièce ainsi que l’électrode contre les oxydations.
Paramètres Désignation Réglages Description & conseils
Épaisseur 0.1 - 5.5 mm
Vitesse 1 - 22m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage.
Courant 10 - Imax Courant de soudage.
Longueur d’arc -6 > +6
Self -4 > +4
Pré-gaz 0 - 25 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Vitesse d’approche 50 - 200 %
Soft Start 0 - 2 secs.
Hot Start
Uplsope 0 - 2 secs. Rampe de montée de courant.
Courant froid 50 - 100 % Deuxième courant de soudage dit «froid»
Fréquence du Pulse 0.1 - 2 Hz Fréquence de pulsation
Rapport cyclique 20 - 80 %
Evanouisseur 0 - 2 secs. Rampe de descente en courant.
Crater ller 50 - 100 %
Post gaz 0 - 25 secs.
50 - 200 %
0 - 5 secs.
La synergie permet un paramétrage totalement automatique. L’action sur l’épaisseur
paramètre automatiquement la tension et la vitesse de l adaptée.
Permet d’ajuster la distance entre le bout du l et le bain de fusion (ajustement de la
tension).
Lisse plus ou moins le courant de soudage. À régler en fonction de la position de sou-
dage.
Vitesse de l progressive. Avant l’amorçage, le l arrive doucement pour créer le premier
contact sans engendrer d’à-coup.
Montée du courant progressive. An d’éviter les amorçages violents ou les à-coups, le
courant est maitrisé entre le premier contact et le soudage.
Le Hot Start est une surintensité à l’amorçage évitant le collage du l sur la pièce à souder. Il se règle en intensité (% du courant de soudage) et en temps (secondes).
En pulsé, règle le temps de courant chaud par rapport au temps de courant
froid.
Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Il se règle en intensité (% du courant de soudage) et en temps (secondes).
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de protéger la pièce ainsi que l’électrode contre les oxydations.
ModulArc ON
L’accès à certains paramètres de soudage dépend du mode d’achage sélectionné : Paramètres/Mode d’achage : Easy, Expert, Avançé.
7
Page 8

RC-HD2
LE POINTAGE ( Manuel ou Standard (Dynamic STD))
• SPOT
Ce mode de soudage permet le préassemblage des pièces avant soudage. Le pointage peut-être manuel par la gâchette ou temporisé avec un délai de
pointage prédéni. Ce temps de pointage permet une meilleure reproductibilité et la réalisation de point non oxydé (accessible dans le menu avancé).
Paramètres Désignation Réglages Description & conseils
Vitesse l 1 - 22m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage.
Tension 10 - Umax Règle la puissance de soudage
Self -4 > +4 Lisse plus ou moins le courant de soudage. À régler en fonction de la position de soudage.
Point 0.1 - 10 secs. Durée dénie.
FR
Pré-gaz 0 - 25 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Post gaz 0 - 25 secs.
Épaisseur 0.1 - 5.5 mm
Longueur d’arc -6 > +6
Courant 10 - Imax
L’accès à certains paramètres de soudage dépend du mode d’achage sélectionné : Paramètres/Mode d’achage : Easy, Expert, Avançé.
• DÉLAI
C’est un mode de pointage semblable au SPOT, mais enchainant pointages et temps d’arrêt déni tant que la gâchette est appuyée.
Paramètres Désignation Réglages Description & conseils
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de
protéger la pièce ainsi que l’électrode contre les oxydations.
La synergie permet un paramétrage totalement automatique. L’action sur l’épaisseur paramètre automatiquement la tension et la vitesse de l adaptée.
Permet d’ajuster la distance entre le bout du l et le bain de fusion (ajustement de
la tension).
Le courant de soudage est réglé en fonction du type de l utilisé et du matériau à
souder.
uniquement
Standard
Vitesse l 1 - 22m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage.
Tension 10 - Umax Règle la puissance de soudage
Point 0.1 - 10 secs. Durée dénie.
Durée entre 2 points 0.1 - 10 secs.
Self -4 > +4 Lisse plus ou moins le courant de soudage. À régler en fonction de la position de soudage.
Pré-gaz 0 - 25 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Post gaz 0 - 25 secs.
Épaisseur 0.1 - 5.5 mm
Longueur d’arc -6 > +6
8
Courant 10 - Imax
Durée entre la n d’un point (hors Post gaz) et la reprise d’un nouveau point (Pré-Gaz
compris).
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de protéger
la pièce ainsi que l’électrode contre les oxydations.
La synergie permet un paramétrage totalement automatique. L’action sur l’épaisseur paramètre automatiquement la tension et la vitesse de l adaptée.
Permet d’ajuster la distance entre le bout du l et le bain de fusion (ajustement de
la tension).
Le courant de soudage est réglé en fonction du type de l utilisé et du matériau à
souder.
uniquement
Standard
Page 9

RC-HD2
L’accès à certains paramètres de soudage dépend du mode d’achage sélectionné : Paramètres/Mode d’achage : Easy, Expert, Avançé.
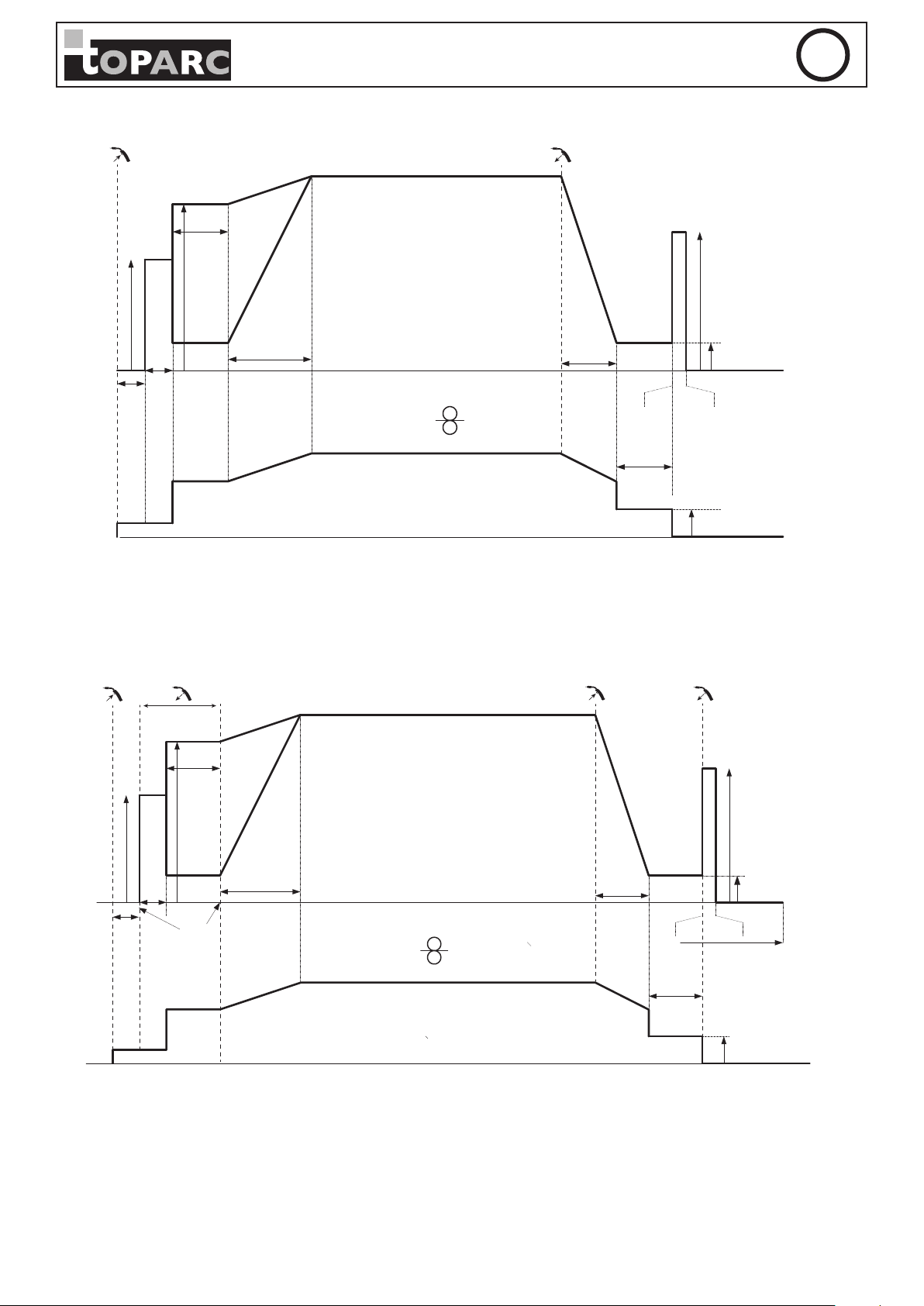
LES CYCLES DE SOUDAGE MIG/MAG
Procédé 2T Standard :
I
T hotstart
FR
Istart
Dstart
Creep Speed
Gas Pre-Flow
Soft-start
I hot start
T burn-back
T crater Filler
I burn-back
I blackout
Gas post-Flow
I crater Filler
À l’appui de la gâchette, le Pré-gaz démarre. Lorsque le l touche la pièce, un pulse initialise l’arc, puis le cycle de soudage démarre. Au relâché de
la gâchette, le dévidage s’arrête et un pulse de courant permet de couper le l proprement suivi du Post gaz. Tant que le Post gaz n’est pas terminé,
l’appui de la gâchette permet un redémarrage rapide de la soudure (point chainette manuel) sans passer par la phase de HotStart. Un HotStart et
(ou) un Crater ller peuvent être ajoutés dans le cycle.
Procédé 4T Standard :
I
T hotstart
Istart
I hot start
Dstart
4T
Creep Speed
Gas Pre-Flow
Soft-start
En 4T standard, la durée du HotStart ou du Crater ller est gérable par la gâchette.
4T
I burn-back
I Blackout
Gas post-Flow
T burn-back
T crater Filler
I crater Filler
9
Page 10
Procédé 2T Pulsé :
T hotstart
RC-HD2
I
FR
Istart
Dstart
Creep Speed
Gas Pre-Flow
Soft-start
I hot start
T upslope
T downslope
T burn-back
T crater Filler
I burn-back
I blackout
Gas post-Flow
I crater Filler
À l’appui de la gâchette, le Pré-gaz démarre. Lorsque le l touche la pièce, un pulse initialise l’arc. Puis, la machine commence par le HotStart, le
Upslope et enn, le cycle de soudage démarre. Au relaché de la gâchette, le Downslope commence jusqu’à atteindre ICrater ller. Puis le pic d’arrêt
coupe le l suivi du Post gaz. Comme en « Standard», l’utilisateur a la possibilité de redémarrer rapidement le soudage pendant le Post gaz sans
passer par la phase de HotStart.
Procédé 4T Pulsé :
I
T hotstart
Istart
Dstart
I hot start
T upslope
T downslope
4T
Creep Speed
Gas Pre-Flow
Soft-start
En 4T pulse, la gâchette gère la durée du HotStart. Lors de l’arrêt, elle permet de gérer le Crater ller.
4T
I burn-back
I Blackout
Gas post-Flow
T burn-back
T crater Filler
I crater Filler
10
Page 11

RC-HD2
FR
SOUDAGE A L’ÉLECTRODE TUNGSTÈNE SOUS GAZ INERTE (MODE TIG)
BRANCHEMENT ET CONSEILS
• Le soudage TIG DC requiert une protection gazeuse (Argon).
• Brancher la pince de masse dans le connecteur de raccordement positif (+). Brancher la torche TIG (réf. 046108) dans le connecteur EURO du
générateur et le cable d’inversion dans le connecteur de raccordement négatif (-).
• S’assurer que la torche est bien équipée et que les consommables (pince-étau, support collet, diuseur et buse) ne sont pas usés.
AFFUTAGE DE L’ÉLECTRODE
Pour un fonctionnement optimal, il est conseillé d’utiliser une électrode autée de la manière suivante :
d
CHOIX DU DIAMÈTRE DE L’ÉLECTRODE
Ø Électrode
(mm)
1 10 > 75 A 10 > 75 A
1.6 60 > 150 A 60 > 150 A
2 75 > 180 A 100 > 200 A
2.5 130 > 230 A 170 > 250 A
3.2 160 > 310 A 225 > 330 A
4 275 > 450 A 350 > 480 A
AMORÇAGE TIG LIFT
1 2
Tungstène pur Tungstène avec oxydes
TIG DC
~ 80 A par mm de Ø
3
1- Positionner la buse de la torche et la pointe de l’électrode sur la pièce et actionner le
bouton de la torche.
2- Incliner la torche jusqu’à ce qu’un écart d’environ 2-3 mm sépare la pointe de l’électrode de la pièce. L’arc s’amorce.
3- Remettre la torche en position normale pour débuter le cycle de soudage.
a
a = Ø 0.5 mm
L = 3 x d pour un courant faible.
L = d pour un courant fort.
L
Le dispositif d’amorçage et de stabilisation de l’arc est conçu pour un fonctionnement manuel et à guidage mécanique.
Avertissement: Une augmentation de la longueur de la torche ou des câbles de retour au-delà de la longueur maximale prescrite par le fabricant
augmentera le risque de choc électrique.
LES PARAMÉTRAGES DU PROCÉDÉ TIG
• Le TIG DC est dédié au courant des métaux ferreux tels que l’acier, l’acier inoxydable, mais aussi le cuivre et ses alliages et le titane.
• Le TIG Synergic ne fonctionne plus sur le choix d’un type de courant DC et les réglages des paramètres du cycle de soudage, mais intègre des règles/
synergies de soudage basées sur l’expérience. Ce mode restreint donc le nombre de paramétrages à trois réglages fondamentaux :
- Le type de matière.
- L’épaisseur à souder.
- La position de soudage.
Paramètres Désignation Réglages
Standard Courant lisse - -
Pulsé Courant pulsé - -
Spot Pointage lisse - -
Tack Pointage pulsé - -
TIG
TIG Synergic Conseils
DC
11
Page 12

RC-HD2
Type de matériaux Fe, Al, etc. - Choix de la matière à souder
Diamètre de l’électrode
Tungstène
Mode de gâchette 2T - 4T - 4TLOG Choix du mode de gestion du soudage à la gâchette.
1 - 4 mm
Choix du diamètre de l’électrode. Permet d’aner les
courants d’amorçage HF et les synergies.
FR
Soudage à énergie constante ON - OFF -
Énergie
LE SOUDAGE TIG DC
• TIG DC Standard
Le procédé de soudage TIG DC Standard permet le soudage de grande qualité sur la majorité des matériaux ferreux tels que l’acier, l’acier inoxydable,
mais aussi le cuivre et ses alliages, le titane… Les nombreuses possibilités de gestion du courant et gaz vous permettent la maitrise parfaite de votre
opération de soudage, de l’amorçage jusqu’au refroidissement nal de votre cordon de soudure.
Paramètres Désignation Réglages Description & conseils
Pré Gaz 0 - 60 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Courant de démarrage 10 - 200 %
Temps de démarrage 0 - 10 secs.
Hold
Coef. thermique
Ce courant de palier au démarrage est une phase avant la rampe de montée en courant.
-
Mode de soudage à énergie constante avec correction
des variations de longueur d’arc
Voir chapitre «MODE ENERGIE» aux pages
suivantes.
Montée de courant 0 - 60 secs. Rampe de montée de courant.
Courant de soudage 10 - Imax Courant de soudage.
Évanouisseur 0 - 60 secs. Rampe de descente en courant.
Courant d’arrêt 10 - 200%
Temps d’arrêt 0 - 10 secs.
Post Gaz 0 - 60 secs.
L’accès à certains paramètres de soudage dépend du mode d’achage sélectionné : Paramètres/Mode d’achage : Easy, Expert, Avançé.
• TIG DC Pulsé
Ce mode de soudage à courant pulsé enchaine des impulsions de courant fort (I, impulsion de soudage) puis des impulsions de courant faible (I_Froid,
impulsion de refroidissement de la pièce). Ce mode pulsé permet d’assembler les pièces tout en limitant l’élévation en température.
Exemple :
Le courant de soudage I est réglé à 100A et % (I_Froid) = 50%, soit un courant froid = 50% x 100A = 50A.
F(Hz) est réglé à 10Hz, la période du signal sera de 1/10Hz = 100ms -> toutes les 100ms, une impulsion à 100A puis une autre à 50A se succède-
ront.
Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de protéger la pièce ainsi que l’électrode contre les oxydations.
12
Page 13

RC-HD2
Paramètres Désignation Réglages Description & conseils
Pré Gaz 0 - 60 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
FR
Courant de démarrage 10 - 200 %
Temps de démarrage 0 - 10 secs.
Montée de courant 0 - 60 secs. Rampe de montée de courant.
Courant de soudage 10 - Imax Courant de soudage.
Forme d’onde Forme d’onde de la partie pulsée.
Courant froid 20 - 80% Deuxième courant de soudage dit «froid»
Temps froid 20 - 80% Balance du temps du courant chaud (I) de la pulsation
Fréquence
de pulsation
Évanouisseur 0 - 60 secs. Rampe de descente en courant.
Courant d’arrêt 10 - 200 %
Temps d’arrêt 0 - 10 secs.
Post Gaz 0 - 60 secs.
L’accès à certains paramètres de soudage dépend du mode d’achage sélectionné : Paramètres/Mode d’achage : Easy, Expert, Avançé.
CONSEILS DE RÉGLAGE : Le choix de la fréquence
• Si soudage avec apport de métal en manuel, alors F(Hz) synchronisé sur le geste d’apport,
• Si faible épaisseur sans apport (< 0.8 mm), F(Hz) > 10Hz
• Soudage en position, alors F(Hz) < 100Hz
0.1 - 2500 Hz Fréquence de pulsation
Ce courant de palier au démarrage est une phase avant la rampe de montée en courant.
Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de protéger la pièce ainsi que l’électrode contre les oxydations.
LE POINTAGE TIG DC
• SPOT
Ce mode de soudage permet le préassemblage des pièces avant soudage. Le pointage peut-être manuel par la gâchette ou temporisé avec un délai de
pointage prédéni. Ce temps de pointage permet une meilleure reproductibilité et la réalisation de point non oxydé (accessible dans le menu avancé).
Paramètres Désignation Réglages Description & conseils
Pré Gaz 0 - 60 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Courant de soudage 5 - Imax Courant de soudage.
Spot
Post Gaz 0 - 60 secs.
, 0 - 60
secs.
Manuel ou une durée dénie.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de
protéger la pièce ainsi que l’électrode contre les oxydations.
L’accès à certains paramètres de soudage dépend du mode d’achage sélectionné : Paramètres/Mode d’achage : Easy, Expert, Avançé.
• TACK
Le mode de soudage permet aussi de préassembler des pièces avant soudage, mais cette fois-ci en en deux phases : une première phase de DC pulsé
concentrant l’arc pour une meilleure pénétration, suivi d’une seconde en DC standard élargissant l’arc et donc le bain pour assurer le point.
Les temps réglables des deux phases de pointage permettent une meilleure reproductibilité et la réalisation de point non oxydé.
13
Page 14

RC-HD2
2 mm
D
10 mm
D
5 mm
D
2 mm
D
5 mm
D
10 mm
D
t
t
T2
T1
Bouton principal
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
Paramètres Désignation Réglages Description & conseils
Pré Gaz 0 - 60 secs. Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Courant de soudage 5 - Imax Courant de soudage.
FR
Durée Pulsé
, 0 - 60
Phase de pulsation manuelle ou d’une durée dénie
secs.
Fréquence
de pulsation
Durée non Pulsé
0.1 - 2500 Hz Fréquence de pulsation
, 0 - 60
Phase à courant lisse manuelle ou d’une durée dénie
secs.
Post Gaz 0 - 60 secs.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de
protéger la pièce ainsi que l’électrode contre les oxydations.
L’accès à certains paramètres de soudage dépend du mode d’achage sélectionné : Paramètres/Mode d’achage : Easy, Expert, Avançé.
• Soudage en mode E.TIG
Ce mode permet un soudage à puissance constante en mesurant en temps réel les variations de longueur d’arc an d’assurer une largeur de cordon
et une pénétration constantes. Dans les cas où l’assemblage demande la maitrise de l’énergie de soudage, le mode E.TIG garantit au soudeur de
respecter la puissance de soudage quelle que soit la position de sa torche par rapport à la pièce.
Standard
(courant constant)
E-TIG
(énergie constante)
14
COMPORTEMENT GÂCHETTE
MODE 2T
MODE 4T
T1 - Le bouton principal est appuyé, le cycle de soudage démarre
(PréGaz, I_Start, UpSlope et soudage).
T2 - Le bouton principal est relâché, le cycle de soudage est arrêté
(DownSlope, I_Stop, PostGaz).
Pour la torche à 2 boutons et seulement en 2T, le bouton secondaire est géré comme le bouton principal.
T1 - Le bouton principal est appuyé, le cycle démarre à partir du
PréGaz et s’arrête en phase de I_Start.
T2 - Le bouton principal est relâché, le cycle continue en UpSlope
et en soudage.
T3 - Le bouton principal est appuyé, le cycle passe en DownSlope
et s’arrête dans en phase de I_Stop.
T4 - Le bouton principal est relâché, le cycle se termine par le
PostGaz.
Nb : pour les torches, double boutons et double bouton + potentiomètre
=> bouton « haut/courant de soudage » et potentiomètre actifs,
bouton « bas » inactif.
Page 15

RC-HD2
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
>0.5s<0.5s<0.5s
FR
MODE 4T log
T1 - Le bouton principal est appuyé, le cycle démarre à partir du
PréGaz et s’arrête en phase de I_Start.
T2 – Le bouton principal est relâché, le cycle continue en UpSlope
et en soudage.
LOG : ce mode de fonctionnement est utilisé en phase de soudage :
- un appui bref sur le bouton principal (<0.5s), le courant bascule le
courant de I soudage à I froid et vice et versa.
- le bouton secondaire est maintenu appuyé, le courant bascule le
courant de I soudage à I froid
- le bouton secondaire est maintenu relâché, le courant bascule le
courant de I froid à I soudage
T3 – Un appui long sur le bouton principal (>0.5s), le cycle passe
en DownSlope et s’arrête dans en phase de I_Stop.
T4 - Le bouton principal est relâché le cycle se termine par le
PostGaz.
Pour les torches double boutons ou double gâchettes, la gâchette « haute » garde la même fonctionnalité que la torche simple gâchette ou à lamelle.
La gâchette « basse » est inactive.
SOUDAGE À L’ÉLECTRODE ENROBÉE (MODE MMA)
BRANCHEMENT ET CONSEILS
• Brancher les câbles, porte-électrode et pince de masse dans les connecteurs de raccordement.
• Respecter les polarités et intensités de soudage indiquées sur les boites d’électrodes.
• Enlever l’électrode enrobée du porte-électrode lorsque la source de courant de soudage n’est pas utilisée.
• Les appareils sont munis de 3 fonctionnalités spéciques aux Inverters :
- Le Hot Start procure une surintensité en début de soudage.
- L’Arc Force délivre une surintensité qui évite le collage lorsque l’électrode rentre dans le bain.
- L’Anti-Sticking permet de décoller facilement l’électrode sans la faire rougir en cas de collage.
CHOIX DES ÉLECTRODES ENROBÉES
• Électrode Rutile : très facile d’emploi en toutes positions.
• Électrode Basique : utilisation en toutes positions, elle est adaptée aux travaux de sécurité par des propriétés mécaniques accrues.
• Électrode Cellulosique : arc très dynamique avec une grande vitesse de fusion, son utilisation en toutes positions la dédie spécialement pour les
travaux de pipeline.
LES PARAMÉTRAGES DU PROCÉDÉ À ÉLECTRODE ENROBÉE (MMA)
Paramètres Désignation Réglages Standard Pulsé Conseils
Type d’électrode
Rutile
Basique
Cellulosique
Le type d’électrode détermine des paramètres spéciques en fonction du type d’électrode utilisée an d’optimiser sa soudabilité.
L’anti-collage est conseillé pour enlever l’électrode en toute sécu-
Anti-Sticking OFF - ON
rité en cas de collage sur la pièce à souder (le courant est coupé
automatiquement).
Énergie
Hold
Coef. thermique
Voir chapitre «MODE ENERGIE» aux pages
suivantes.
LE SOUDAGE À ÉLECTRODE ENROBÉE (MMA)
• MMA Standard
Ce mode de soudage MMA Standard convient pour la plupart des applications. Il permet le soudage avec tous les types d’électrodes enrobées, rutile,
basique, cellulosique et sur toutes les matières : acier, acier inoxydable et fontes.
15
Page 16

RC-HD2
Paramètres Désignation Réglages Description & conseils
Pourcentage de
Hot Start
Durée du Hot Start 0 - 2 secs.
0 - 100 %
Le Hot Start est une surintensité à l’amorçage évitant le collage de l’électrode sur la pièce à
souder. Il se règle en intensité (% du courant de soudage) et en temps (secondes).
FR
Courant de soudage 10 - Imax.
Arc Force -10 > +10%
• MMA Pulsé
Ce mode de soudage MMA Pulsé convient à des applications en position verticale montante (PF). Le pulsé permet de conserver un bain froid tout en
favorisant le transfert de matière. Sans pulsation, le soudage vertical montant demande un mouvement « de sapin », autrement dit un déplacement
triangulaire dicile. Grâce au MMA Pulsé il n’est plus nécessaire de faire ce mouvement, selon l’épaisseur de votre pièce un déplacement droit vers
le haut peut sure. Si toutefois vous voulez élargir votre bain de fusion, un simple mouvement latéral similaire au soudage à plat sut. Dans ce cas,
vous pouvez régler sur l’écran la fréquence de votre courant pulsé. Ce procédé ore ainsi une plus grande maitrise de l’opération de soudage vertical.
Paramètres Désignation Réglages Description & conseils
Pourcentage de
Hot Start
Durée du Hot Start 0 - 2 secs.
0 - 100 %
Le courant de soudage est réglé en fonction du type d’électrode choisi (se référer à
l’emballage des électrodes).
L’Arc Force est une surintensité délivrée lorsque l’électrode ou la goutte vient à toucher le
bain de soudage an d’éviter les collages.
Le Hot Start est une surintensité à l’amorçage évitant le collage de l’électrode sur la pièce à
souder. Il se règle en intensité (% du courant de soudage) et en temps (secondes).
Courant de soudage 10 - Imax
Courant froid 20 - 80% Deuxième courant de soudage dit «froid».
Fréquence de
pulsation
Arc Force -10 > +10%
• Réglage de l’intensité de soudage
Les réglages qui suivent correspondent à la plage d’intensité utilisable en fonction du type et du diamètre d’électrode. Ces plages sont assez larges
car elles dépendent de l’application et de la position de soudure.
Ø d’électrode
• Réglage de l’Arc Force
Il est conseillé de positionner l’Arc force en position médiane (0) pour débuter le soudage et l’ajuster en fonction des résultats et des préférences de
soudage. Note : la plage de réglage de l’arcforce est spécique au type d’électrode choisi.
(mm)
1.6 30-60 30-55 -
2.0 50-70 50-80 -
2.5 60-100 80-110 60-75
3.15 80-150 90-140 85-90
4.0 100-200 125-210 120-160
5 150-290 200-260 110-170
6.3 200-385 220-340 -
0.4 - 20 Hz Fréquence de PULSATION du mode PULSE (Hz).
Le courant de soudage est réglé en fonction du type d’électrode choisi (se référer à
l’emballage des électrodes).
L’Arc Force est une surintensité délivrée lorsque l’électrode ou la goutte vient à toucher le
bain de soudage an d’éviter les collages.
Rutile E6013
(A)
Basique E7018
(A)
Cellulosique E6010
16
(A)
Page 17

RC-HD2
FR
MÉMORISATIONS ET RAPPELS DES JOBS
Les paramètres en cours d’utilisation sont automatiquement sauvegardés et rappelés au prochain allumage.
En plus des paramètres en cours, il est possible de sauvegarder et rappeler des congurations dites « JOB ».
Les JOBS sont au nombre de 100 par procédé de soudage, la mémorisation concerne :
- Le paramètre principal,
- Le paramètre secondaire,
- Les sous-procédés et modes de bouton.
MODE JOB
Ce mode JOB permet la création, la sauvegarde, le rappel et la suppression des JOB.
QUICK LOAD – Rappel des JOB à la gâchette hors soudage.
Le Quick Load est un mode de rappel de JOB (20 max) hors soudage et possible qu’en procédé MIG-MAG et TIG.
À partir d’une liste Quickload constituée de JOB préalablement créés, les rappels de JOB se font par appuis brefs à la gâchette. Tous les modes de
gâchette (2T/4T) et modes de soudage (SPOT/STD/PLS) sont supportés.
PARAMÉTRAGE PRODUIT
INFORMATION
Ce menu permet d’accéder aux numéros de version des cartes et logiciels.
Ce menu permet de choisir le procédé de soudage : MIG-MAG, TIG ou MMA
PROCÉDÉ
17
Page 18

RC-HD2
PARAMÈTRES
Le mode d’achage donne accès à plus ou moins de paramètres et congurations de soudage.
- Easy : achage et fonctionnalité réduite : pas d’accès au cycle de soudage.
- Expert : achage complet, permet d’ajuster les durées et temps des diérentes phases du cycle de soudage.
- Avancé : achage intégral, permet d’ajuster la totalité des paramètres du cycle de soudage.
Le nom de l’appareil et la possibilité de le personnaliser.
Les langues supportées : Français, Anglais, etc
Les Unités de mesure : International (SI) ou Impérial (USA).
Nommage des matériaux : EN (Européen) ou AWS (USA)
Exemple : Fe (EN) -> Steel (AWS), CrNi 308 (EN) -> ER 308L (AWS)
FR
Heure, date et format.
Luminosité de l’écran
Le groupe froid (AUTO / ON / OFF) et la fonction PURGE du groupe froid :
- AUTO : activation au soudage et désactivation du groupe froid 10 minutes après la n du soudage.
- ON : le groupe froid est commandé en permanence.
- OFF : le groupe est désactivé.
- PURGE : fonction dédiée à la purge du groupe froid ou le remplissage de faisceaux, les protections sont alors inhibées.
Reset produit (Partiel / Total) :
- Partiel (valeur par défaut du cycle de soudage).
- Total (conguration sortie d’usine).
CALIBRATION
Ce mode est dédié à la calibration de la vitesse du motodévidoir. Le but de la calibration est de compenser les variations de la vitesse du
dévidoir an d’ajuster la mesure de tension achée et d’aner le calcul d’énergie. La procédure une fois lancée est expliquée avec une
animation sur l’écran.
Ce mode est également dédié à la calibration des accessoires de soudage tels que la torche, câble + porte-électrode et câble + pince de
masse. Le but de la calibration est de compenser les variations de longueurs des accessoires an d’ajuster la mesure de tension achée
et d’aner le calcul d’énergie. La procédure une fois lancée est expliquée avec une animation sur l’écran.
Important: La calibration câble est à refaire à chaque changement de torche, faisceau ou câble de masse pour assurer un soudage optimal.
PORTABILITÉ
Cette fonctionnalité permet la sauvegarde de la conguration de soudage de la machine.
Elle permet aussi de charger une conguration récupérée sur une autre machine et de l’injecter dans une autre.
18
Page 19

RC-HD2
Import Cong. : importation d’une clé USB ou des congurations « USER » et ses JOBS.
Export Cong. : exportation sur une clé USB de la conguration « USER » en cours et ses JOBS (PORTABILITY\CONFIG)
Import JOB : importation des JOBS présents sous le répertoire USB\Portability d’une clé USB.
Export JOB : exportation sur une clé USB des JOBS selon les procédés, dans le répertoire USB\PORTABILITY\JOB.
FR
TRAÇABILITÉ
Cette interface de gestion de soudage permet de tracer/enregistrer toutes les étapes de l’opération de soudage, cordon par cordon, lors d’une
fabrication industrielle. Cette démarche qualitative assure une qualité de soudage post-production permettant l’analyse, l’évaluation, le reporting
et la documentation des paramètres de soudage enregistrés. Cette fonctionnalité permet la collecte précise et rapide ainsi que la sauvegarde des
données demandées dans le cadre de la norme EN ISO 3834. La récupération de ces données est possible via une exportation sur clé USB.
1- Création de la traçabilité 2- Création du chantier 3-
Sélectionner «START» Sélectionner «REC»
4-
Traçabilité complète - ON
Dénition :
• Un CORDON de soudage correspond à un cycle de soudage.
• La PASSE correspond au soudage sur l’ensemble du périmètre de la pièce à souder.
• La SOUDURE correspond à la jonction nie de deux pièces assemblées. La soudure est
donc constituée de une ou plusieurs passes.
• Le CHANTIER est composé d’une ou plusieurs soudures nies.
Traçabilité simple - OFF
Nom du chantier
Intervalle d’échantillonnage :
- Hold : Pas d’enregistrement des valeurs
Courant/Tension.
- 250 ms, 500 ms, etc. : Enregistrement des
valeurs Courant/Tension tous les X temps.
Passe (ON/OFF)
Soudure (ON/OFF)
Température (ON/OFF)
Longueur (ON/OFF)
• Température* ON : Température de la pièce à souder en début de cordon.
• Longueur* ON : Longueur du cordon
*
les unités de mesure s’achent en fonction du choix déni dans PARAMÈTRES/Unités de mesure.
19
Page 20

RC-HD2
5- Achage Chantier/Cordon 6- Identication 7- Validation
FR
En haut à gauche, le Nom du chantier
et le n° du cordon sont achés.
(Le n° de cordon s’incrémente de manière
automatique et non modiable)
À chaque n de cordon, une fenêtre
d’identication s’ache : N° de passe,
N° de Soudure, Température de la
pièce et/ou la longueur du cordon.
La validation peut s’eectuer sur l’IHM
ou par appui sur la gâchette.
La fonction «Explorer» permet d’accéder à la liste des sessions de travail créées, de les trier et de les supprimer.
Le pictogramme permet de voir le détail de chacune des sessions avec les informations suivantes : fréquence d’échantillonnage, nombre
de cordons enregistrés, temps de soudage total, énergie de soudage fournie, conguration de chaque cordon (procédé, horodatage, temps
de soudage et U-I de soudage).
La récupération de ces informations se fait par exportation des données sur clé USB.
Les données .CSV sont exploitables grâce à un logiciel tableur (Microsoft Excel®, Calc OpenOce®, etc).
MODE ÉNERGIE
Ce mode développé pour le soudage avec contrôle énergétique encadré par un DMOS permet, en plus de l’achage énergétique du cordon après
soudage, de régler :
Le coecient thermique selon la norme utilisée : 1 pour les normes ASME et 0.6 (TIG) ou 0.8 (MMA/MIG-MAG) pour les normes européennes.
L’énergie achée est calculée en prenant en compte ce coecient.
ANOMALIES, CAUSES, REMÈDES
SYMPTÔMES CAUSES POSSIBLES REMÈDES
Des grattons obstruent l’orice
Le débit du l de soudage n’est pas constant.
Le moteur de dévidage ne fonctionne pas. Frein de la bobine ou galet trop serré. Desserrer le frein et les galets
Mauvais dévidage du l.
Pas de courant ou mauvais courant de soudage.
Le l bouchonne après les galets
Le l patine dans les galets. Remettre du produit anti-adhésion.
Un des galets patine. Vérier le serrage de la vis du galet.
Le câble de la torche est entortillé. Le câble de la torche doit être le plus droit possible.
Gaine guide-l sale ou endommagée. Nettoyer ou remplacer.
Clavette de l’axe des galets manquante Repositionner la clavette dans son logement
Frein de la bobine trop serré. Desserrer le frein.
Mauvais branchement de la prise secteur.
Mauvaise connexion de masse.
Pas de puissance. Contrôler la gâchette de la torche.
Gaine guide-l écrasée. Vérier la gaine et corps de torche.
Blocage du l dans la torche. Remplacer ou nettoyer.
Pas de tube capillaire. Vérier la présence du tube capillaire.
Vitesse du l trop importante. Réduire la vitesse de l
Nettoyer le tube contact ou le changer remettre du
produit anti-adhésion.
Voir le branchement de la prise et regarder si la prise
est bien alimentée.
Contrôler le câble de masse (connexion et état de la
pince).
20
Page 21

RC-HD2
FR
Le débit de gaz est insusant.
Bouteille de gaz vide. La remplacer.
Qualité du gaz non satisfaisante. Le remplacer.
Circulation d’air ou inuence du vent.
Le cordon de soudage est poreux.
Particules d’étincelage très importantes.
Pas de gaz en sortie de torche Mauvaise connexion du gaz
Erreur lors de la calibration
Erreur lors du téléchargement
Problème de sauvegarde
Suppression automatique des JOBS.
Erreur de détection de la torche Push Pull - Vérier votre connectique torche Push Pull
Problème clé USB
Problème de chier
Pile La pile semble être usée Changer la pile à l’arrière de l’IHM.
DÉFAUT SURTENSION
Vérier l’installation électrique
DÉFAUT SOUS-TENSION
Vérier l’installation électrique
DÉFAUT PHASE
Vérier l’installation électrique
GÉNÉRATEUR
Protection thermique
VENTILATEUR
Défaut ventilateur
DÉFAUT GROUPE FROID
Groupe Froid non détecté
DÉFAUT DÉBIT
Circuit de refroidissement bouché
DÉFAUT NIVEAU EAU
Vérier le niveau d’eau
GROUPE FROID
Protection thermique
Buse gaz trop encrassée. Nettoyer la buse gaz ou la remplacer.
Mauvaise qualité du l. Utiliser un l adapté au soudage MIG-MAG.
État de la surface à souder de mauvaise qualité
(rouille, etc.)
Le gaz n’est pas connecté
Tension d’arc trop basse ou trop haute. Voir paramètres de soudage.
Mauvaise prise de masse.
Gaz de protection insusant. Ajuster le débit de gaz.
Une erreur s’est produite lors de la calibration, celleci est annulée et peut être refaite.
Les données sur la clé USB sont erronées ou corrompues.
Vous avez dépassé le nombre maximum de sauvegardes.
Certains de vos jobs ont été supprimés, car ils
n’étaient plus valides avec les nouvelles synergies.
Aucun JOB n’est détecté sur la clé USB Plus de place mémoire dans le produit Libérer de l’espace sur la clé USB.
Le Fichier «...» ne correspond pas aux synergies
téléchargées dans le produit
Tension secteur hors tolérances.
Tension secteur hors tolérances.
L’installation a une phase manquante ou déséquilibrée
- Dépassement du facteur de marche.
- Entrées d’air obstruées.
Le ventilateur ne tourne pas à la bonne vitesse.
Le groupe froid n’est pas détecté.
Le débit est inférieur au minimum conseillé pour les
torches refroidies eau.
Le niveau est inférieur au minimum Remplir le réservoir du groupe froid.
- Dépassement du facteur de marche.
- Entrées d’air obstruées.
Plage de réglage de 15 à 20 L / min.
Nettoyer le métal de base.
Empêcher les courants d’air, protéger la zone de
soudage.
Nettoyer la pièce avant de souder
Vérier que le gaz est connecté à l’entrée du générateur.
Contrôler et positionner la pince de masse au plus
proche de la zone à souder.
Vérier le branchement des entrées de gaz
Vérier que l’électrovanne fonctionne
Réessayer une calibration
Vérier vos données.
Vous devez supprimer des programmes.
Le nombre de sauvegardes est limité à 500.
-
Le chier a été créé avec des synergies qui ne sont
pas présentes sur la machine.
Faire contrôler votre installation électrique par une
personne habilitée. La tension entre les 3 phases doit
être comprise entre 340 Ve et 460 Ve.
- Respecter le facteur de marche et assurer une
bonne ventilation.
- L’utilisation du ltre antipoussières optionnel (ref.
063143) réduit les facteurs de marche.
Veuillez débrancher la machine, vérier puis redé-
marrer.
Vérier la connectique de liaison entre le groupe froid
et l’appareil.
Vérier la continuité de la circulation du liquide
de refroidissement de la torche.
- Attendre l’extinction du témoin pour reprendre le
soudage.
- Dépoussiérer le groupe froid par souage d’air.
CONDITIONS DE GARANTIE
La garantie couvre tous défauts ou vices de fabrication pendant 2 ans, à compter de la date d’achat (pièces et main d’œuvre).
La garantie ne couvre pas :
• Toutes autres avaries dues au transport.
• L’usure normale des pièces (Ex. : câbles, pinces, etc.).
• Les incidents dus à un mauvais usage (erreur d’alimentation, chute, démontage).
• Les pannes liées à l’environnement (pollution, rouille, poussière).
En cas de panne, retourner l’appareil à votre distributeur, en y joignant :
- un justicatif d’achat daté (ticket de sortie de caisse, facture….)
- une note explicative de la panne.
21
Page 22

RC-HD2
EN
WARNING - SAFETY RULES
GENERAL INSTRUCTIONS
Read and understand the following safety recommendations before using or servicing the unit.
Any modication or servicing that is not specied in the instruction manual must not be undertaken.
The manufacturer is not liable for any injury or damage due to a non-compliance with the instructions featured this manual.
In the event of problems or doubts, please consult a qualied person to handle the installation properly.
OPERATION
This remote control is designed to work with MIG / MAG , MMA and TIG welding processes. It can remotely operate the welding machine. The digital
remote control can be switched on and o using the ON/OFF button. When the digital remote control is switched on, the wire feeder’s interface switches o. A visual reprentation of the digital remote control appears on the wire feeder’s interface. When the digital remote control is switched o or
disconnected, the wire feeder’s interface switches back on.
Compatible machines : TITAN - TITANIUM - NEOFEED/PULSFEED - NEOPULSE/PULSEMIG
EQUIPMENT DESCRIPTION (FIG-1)
1- Interface (MMI) 4- USB connector
2- Remote control and power supply connector 5- Remote control and power supply cable (option)
3- ON/OFF button
MOUNTING SUPPORT (OPTION)
The support (ref. 037779) of the digital remote control can be mounted
on the T/M 400 trolley (option, ref. 037328).
HUMAN-MACHINE INTERFACE (HMI)
MAGNETIX 50 (option, ref 029637)
22
1- Access buttons to the various menus and parameters
2- Adjustment wheel left screen
3- Right screen adjustment knob
1
2 3
Page 23

RC-HD2
GENERAL ORGANISATION OF THE INTERFACE
Parameter setting :
• Information: all product information is available here (Model, S/N......)
• Process: choose the welding process: MIG-MAG, TIG or MMA.
• Settings: the advanced product settings are available here (display mode, device name,
language...)
1
• Calibration: allows you to start the calibration of the speed on the wire feeder and
welding accessories.
• Portability: allows you to load or download JOBS from a USB key
as well as the machine conguration.
• Traceability: allows you to start saving all welding beads and exporting them to a USB
ke y.
Process : corresponds to the interface of the welding process in progress:
1
Process parameter: allows process settings,
2
2
At the various adjustment windows,
3
JOB: gives access to the dierent JOB reminder modes.
EN
1 2 3
Process parameters: corresponds to the process parameter setting window:
• MIG-MAG (GMAW): Material/gas pair (Synergic welding parameters), wire diameter,
welding process (Manual, Dynamic STD, etc.), trigger mode.
• TIG (GTAW): welding process (Standard or Pulse), electrode diameter, etc.
3
• MMA (SMAW): welding process (Standard or Pulse), electrode type, anti-sticking, etc.
Energy: conguration of the energy mode, developed for welding with energy control
supervised by a DMOS (see chapter «ENERGY MODE»).
4
: corresponds to the program recall modes window:
• JOB: create, save, delete and recall JOB.
• QUICKLOAD: JOB recall using the trigger when not welding.
SEMI-AUTOMATIC WELDING (MODE MIG / MAG) - GMAW
THE SETTINGS OF THE MIG / MAG PROCESS
Settings Designation Adjustable settings Manual
Torque
material/gas
Wire diameter Ø 0.6 > Ø 1.6 mm Choice of wire diameter
- Fe Ar CO2 18%
- Al Mg 5 Ar 100%
- HARDFACE Metal
- etc
Dynamic STD
(Standard)
Pulse Recommendations
Choice of the material to be welded.
Synergic welding parameters
23
Page 24

Welding process
ModulArc
(Arc Module)
Trigger behaviour 2T, 4T Choice of trigger welding management mode.
Tack welding mode Spot, Delay Choice of scoring mode
MIG-MAG WELDING
• GMAW/MIG-MAG Manual
Settings
Energie
- Manual
- Dynamic STD
- Pulse
- Cold Pulse
OFF - ON
Thickness
Speed
Current
Hold
Thermal coe.
RC-HD2
EN
Enables or not the modulation of the welding
current (appearance of a TIG weld bead)
Choice of the main parameter to be displayed
(Thickness of the part to be welded, wire
speed, average welding current).
See chapter «ENERGY MODE» on pages
following.
Settings Designation
Wire speed 1 - 22m/min Quantity of ller metal deposited and indirectly the welding intensity.
Voltage 10 - Umax Sets the welding power.
Self -4 > +4
Pre-gas 0 - 25 secs. Torch purge time and to protect the area with gas before ignition
Post gaz 0 - 25 secs.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.
• Standard MIG-MAG/GMAW (Dynamic STD)
The Standard mode allows high quality welding on most ferrous materials such as steel, stainless steel, but also copper and its alloys, titanium... The
many possibilities of current and gas management allow you to perfectly control your welding operation, from the priming to the nal cooling of your
weld bead.
Adjustable
settings
Description & advice
Smoothes more or less the welding current. To be adjusted according to the welding
position.
Duration for which gas is released after the arc has stopped. It protects the weld pool
and the electrode against oxidisation when the metal is cooling down.
24
Settings Designation
Thickness 0.1 - 5.5 mm
Speed 1 - 22m/min Quantity of ller metal deposited and indirectly the welding intensity.
Current 10 - Imax
Arc length -6 > +6
Self -4 > +4
Pre-gas 0 - 25 secs. Torch purge time and to protect the area with gas before ignition
Adjustable
settings
Description & advice
The synergy allows for fully automatic settings. Adjusting the thickness
automatically sets the right voltage and wire speed.
The welding current is adjusted according to the type of wire used and the material to
be welded.
Used to adjust the distance between the end of the wire and the weld (voltage adjust-
ment).
Smoothes more or less the welding current. To be adjusted according to the welding
position.
Page 25

RC-HD2
EN
Approach speed 50 - 200 %
Hot Start
Crater Filler 50 - 100 %
Post gaz 0 - 25 secs.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.
• GMAW/MIG-MAG Pulse
The principle is to create a high amperage pulse welding current in order for the wire to melt into thin drops before it comes in contact with the metal
plate. The frequency of drops and the diused energy are perfectly controlled. This helps to control the temperature of the weld pool, improve the
appearance of the beads while eliminating projections and improving penetration.
Pulse is benecial when light alloys and stainless steels. For carbon steels, pulse will only be justied when working with additional constraint such as
high penetration or nish removal. In addition, the pulse feature makes it easier to weld in position.
• Arc Module (ModulArc) Pulse
This Pulse welding mode is suitable for applications in the vertical up position (PF). The pulse mode keeps the weld pool cold and eases the transfer
of matter. Without the pulse mode, vertical-up welding requires a dicult «Christmas tree» shape triangular movement. Thanks to the Pulse welding
mode, it is no longer necessary to make this movement, depending on the thickness of your part, a straight upward movement may be sucient. If
however you wish to widen your weld pool, a simple lateral movement is enough (normal welding movement). In this case the pulse current frequency
can be adjusted on the display. This process allows greater control during vertical-up welding.
50 - 200 %
0 - 5 secs.
Progressive wire speed. Before the arcing, the wire arrives slowly to create the rst
contact without causing a jolt.
The Hot Start is an overcurrent during generated during the arcing phase to prevent
the wire from sticking. It is adjustable in intensity (% of welding current) and time
(seconds).
This current treshold when stopped is a phase after the current downslope.
It is adjustable in intensity (% of welding current) and time (seconds).
Duration for which gas is released after the arc has stopped. It protects the weld pool
and the electrode against oxidisation when the metal is cooling down.
Settings Designation
Thickness 0.1 - 5.5 mm
Speed 1 - 22m/min Quantity of ller metal deposited and indirectly the welding intensity.
Current 10 - Imax Welding current.
Arc length -6 > +6
Self -4 > +4
Pre-gas 0 - 25 secs. Torch purge time and to protect the area with gas before ignition
Approach speed 50 - 200 %
Soft Start 0 - 2 secs.
Hot Start
Uplsope 0 - 2 secs. Up slope current.
Cold current/Background current
Pulse frequency 0.1 - 2 Hz Pulse frequency
Duty cycle ratio 20 - 80 % In pulsed mode, sets the hot current time in relation to the cold current time.
Adjustable
settings
The synergy allows for fully automatic settings. Adjusting the thickness
automatically sets the right voltage and wire speed.
Used to adjust the distance between the end of the wire and the weld (voltage adjustment).
Smoothes more or less the welding current. To be adjusted according to the welding
position.
Progressive wire speed. Before the arcing, the wire arrives slowly to create the rst
contact without causing a jolt.
Progressive current rise. In order to avoid abrupt starts or jolts, the current is controlled
between the rst contact and the welding.
50 - 200 %
0 - 5 secs.
50 - 100 % Second welding current known as «cold» welding current
The Hot Start is an overcurrent during generated during the arcing phase to prevent
the wire from sticking. It is adjustable in intensity (% of welding current) and time
(seconds).
Description & advice
ModulArc ON
Downslope 0 - 2 secs. Down slope current.
Crater ller 50 - 100 %
Post gaz 0 - 25 secs.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.
This current treshold when stopped is a phase after the current downslope.
It is adjustable in intensity (% of welding current) and time (seconds).
Duration for which gas is released after the arc has stopped. It protects the weld pool
and the electrode against oxidisation when the metal is cooling down.
25
Page 26

RC-HD2
TACK WELDING ( Manual or Standard (Dynamic STD))
• SPOT
This welding mode allows the parts to be pre-assembled before welding. Spot welding can be done manually using the trigger or timed at a predened pace. This spot welding timer is useful for better reproducibility and when making non-oxidized welds (accessible in the advanced menu).
EN
Settings Designation
Wire speed 1 - 22m/min Quantity of ller metal deposited and indirectly the welding intensity.
Voltage 10 - Umax Sets the welding power.
Self -4 > +4
Point 0.1 - 10 secs. Dened duration.
Pre-gas 0 - 25 secs. Torch purge time and to protect the area with gas before ignition
Post gaz 0 - 25 secs.
Thickness 0.1 - 5.5 mm
Arc length -6 > +6
Current 10 - Imax
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.
• DELAY
This is a pointing mode similar to SPOT, but with a combination of pointing and stopping time dened as long as the trigger is held in.
Adjustable
settings
Description & advice
Smoothes more or less the welding current. To be adjusted according to the welding
position.
Duration for which gas is released after the arc has stopped. It protects the weld pool
and the electrode against oxidisation when the metal is cooling down.
The synergy allows for fully automatic settings. The thickness action automatically
sets the tension and the appropriate yarn speed.
Used to adjust the distance between the end of the wire and the weld (voltage
adjustment).
The welding current is adjusted according to the type of wire used and the mate-
rial to be welded.
Standard
delay
26
Settings Designation
Wire speed 1 - 22m/min Quantity of ller metal deposited and indirectly the welding intensity.
Voltage 10 - Umax Adjusts the welding power
Point 0.1 - 10 secs. Dened duration.
Duration between 2
spots
Self -4 > +4
Pre-gas 0 - 25 secs. Torch purge time and to protect the area with gas before ignition
Post gaz 0 - 25 secs.
Adjustable
settings
0.1 - 10 secs.
Description & advice
Time between the end of a spot (excluding Post gas) and the start of a new spot (including
Pre-Gas).
Smoothes more or less the welding current. To be adjusted according to the welding
position.
Duration for which gas is released after the arc has stopped. It protects the weld pool and
the electrode against oxidisation when the metal is cooling down.
Page 27

RC-HD2
EN
Thickness 0.1 - 5.5 mm
Arc length -6 > +6
Current 10 - Imax
The synergy allows for fully automatic settings. The thickness action automatically
sets the tension and the appropriate yarn speed.
Used to adjust the distance between the end of the wire and the weld (voltage
adjustment).
The welding current is adjusted according to the type of wire used and the mate-
rial to be welded.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.
MIG/MAG WELDING CYCLES
Standard 2T process:
I
T hotstart
Istart
I hot start
Dstart
T burn-back
I burn-back
I blackout
Gas post-Flow
Standard
delay
T crater Filler
Creep Speed
Gas Pre-Flow
Soft-start
I crater Filler
When the trigger is pulled, the Pre-gas starts. When the wire comes into contact with the metal, a pulse ignites the arc and the welding cycle starts.
When the trigger is released, the feeding stops and a current pulse cuts the wire properly followed by the Post gas. While the Post gas is still going,
pulling the trigger allows to quickly restart the weld (manual chain point) without going through the HotStart phase. A HotStart and/or Crater ller
can be added to the cycle.
Standard 4T process:
I
T hotstart
Istart
Dstart
I hot start
4T
4T
T burn-back
I burn-back
I Blackout
Gas post-Flow
Creep Speed
Gas Pre-Flow
Soft-start
In standard 4T, the duration of the HotStart and Crater ller is managed by the trigger.
T crater Filler
I crater Filler
27
Page 28

2T Pulse process:
T hotstart
RC-HD2
I
EN
Istart
Dstart
Creep Speed
Gas Pre-Flow
Soft-start
I hot start
T upslope
T downslope
T burn-back
T crater Filler
I burn-back
I blackout
Gas post-Flow
I crater Filler
When the trigger is pulled, the Pre-gas starts. When the wire touches the part, a pulse initiates the arc. Then the machine starts with the HotStart,
Upslope and eventually the welding cycle starts. When the trigger is released, the Downslope starts to reach ICrater ller. Then the stop peak cuts the
wire followed by the Post gas. As in «Standard», the user has the possibility to quickly restart the welding during the Post gas without going through
the HotStart phase.
4T Pulse process :
I
T hotstart
Istart
Gas Pre-Flow
Soft-start
Dstart
Creep Speed
I hot start
T upslope
4T
T downslope
4T
T burn-back
T crater Filler
I burn-back
I Blackout
Gas post-Flow
I crater Filler
In 4T pulse, the trigger manages the duration of the HotStart. During the shutdown, it allows to manage the Crater ller.
TUNGSTEN ELECTRODE WELDING WITH INERT GAS (TIG/GTAW MODE)
CONNECTION AND ADVICE
• DC TIG welding requires gas protection (Argon).
• Connect the earth clamp to the positive connector (+). Plug the TIG torch (ref. 046108) into the EURO connector of the generator and the inversion
cable into the negative connection connector (-).
• Ensure that the torch is equipped and ready to weld, and that the consumables (Vice grip, ceramic gas nozzle, collet and collet body) are not
damaged.
28
Page 29

RC-HD2
ELECTRODE SHARPENING
For optimal operation, it is recommended to use a sharpened electrode as follows:
EN
d
CHOICE OF ELECTRODE DIAMETER
Ø Electrode
(mm)
1 10 > 75 A 10 > 75 A
1.6 60 > 150 A 60 > 150 A
2 75 > 180 A 100 > 200 A
2.5 130 > 230 A 170 > 250 A
3.2 160 > 310 A 225 > 330 A
4 275 > 450 A 350 > 480 A
TIG/GTAW LIFT PRIMING
1 2
Pure tungsten Tungsten with oxides
TIG/GTAW DC
~ 80 A per mm de Ø
3
1- Position the torch nozzle and the tip of the electrode on the metal piece and press the
trigger.
2- Position the torch to create a gap of roughly 2-3 mm between the tip of the electrode
and the metal. The arc starts.
3- Put the position back into position to start the welding cycle.
a
a = Ø 0.5 mm
L = 3 x d for a low current.
L = d for a high current
L
The arc priming and stabilisation feature is designed for manual and mechanically guided operation.
Warning: Increasing the length of the torch or return cables beyond the maximum length specied by the manufacturer will increase the risk of
electric shock.
TIG/GTAW PROCESS SETTINGS
• The TIG DC is dedicated to the ow of ferrous metals such as steel, stainless steel, but also copper and its alloys and titanium.
• The Synergic TIG no longer works on the choice of a DC current type and the settings of welding cycle parameters, but integrates experience-based
welding rules/synergies. This mode therefore restricts the number of settings to three basic settings:
- The type of material.
- The thickness to be welded.
- The welding position.
Settings Designation
Standard Smooth current - -
Pulsed Pulse current - -
Spot
Tack Pulse pointing - -
Type of materials Fe, Al, etc. - Choice of the material to be welded
Diameter of the Tungsten
electrode
Trigger mode
Smooth pointing
Adjustable
settings
- -
1 - 4 mm
2T - 4T -
4TLOG
TIG DC
TIG
Synergic
Recommendations
Choice of electrode diameter. Allows to rene HF priming
currents and synergies.
Choice of trigger welding management mode.
29
Page 30

RC-HD2
EN
Constant energy welding -
Energie
TIG DC WELDING / GTAW
• TIG DC Standard
The TIG DC Standard welding process allows high quality welding on most ferrous materials such as steel, stainless steel, but also copper and its
alloys, titanium... The many possibilities of current and gas management allow you to perfectly control your welding operation, from the priming to
the nal cooling of your weld bead.
Settings Designation
Pre-gas 0 - 60 secs. Torch purge time and to protect the area with gas before ignition
Starting current 10 - 200 %
Starting time 0 - 10 secs.
Hold
Thermal coe.
Adjustable
settings
This current treshold at the start is a phase before the current upslope.
Constant energy welding mode with correction of arc length
variations
- See chapter «ENERGY MODE» on pages following.
Description & advice
Rising current 0 - 60 secs. Up slope current.
Welding current 10 - Imax Welding current.
Degression 0 - 60 secs. Down slope current.
End current 10 - 200%
Stop duration 0 - 10 secs.
Post-gas 0 - 60 secs.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.
• TIG DC Pulse
This pulsed current welding mode is a combination of high current pulses (I, welding pulse) and low current pulses (I_Cold, part cooling pulse). This
pulse mode is used to prevent the machine from overheating when assembling pieces together.
Example :
The welding current I is set to 100A and % (I_Cold) = 50%, i.e. a cold current = 50% x 100A = 50A.
F(Hz) is set to 10Hz, the signal period will be 1/10Hz = 100ms -> every 100ms, one pulse at 100A then another at 50A will follow one another.
This current treshold when stopped is a phase after the current downslope.
Duration for which gas is released after the arc has stopped. It protects the weld pool
and the electrode against oxidisation when the metal is cooling down.
30
Settings Designation
Pre-gas 0 - 60 secs. Torch purge time and to protect the area with gas before ignition
Starting current 10 - 200 %
Starting time 0 - 10 secs.
Adjustable
settings
Description & advice
This current treshold at the start is a phase before the current upslope.
Page 31

RC-HD2
Rising current 0 - 60 secs. Up slope current.
Welding current 10 - Imax Welding current.
Wave shape Waveform of the pulsed part.
EN
Cold current/Background current
Cold weather 20 - 80% Time balance of the pulse hot current (I)
Pulse frequency 0.1 - 2500 Hz Pulse frequency
Degression 0 - 60 secs. Down slope current.
End current 10 - 200 %
Stop duration 0 - 10 secs.
Post-gas 0 - 60 secs.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.
ADJUSTMENT TIPS : The choice of frequency
• If welding using ller wire, then synchronise F(Hz) with the lling gesture,
• If thickness is low (< 0.8 mm) and not using ller wire, F(Hz) > 10Hz
• Welding in position, then F(Hz) < 100Hz
TIG DC TACK WELDING
• SPOT
This welding mode allows the parts to be pre-assembled before welding. Spot welding can be done manually using the trigger or timed at a predened
pace. This spot welding timer is useful for better reproducibility and when making non-oxidized welds (accessible in the advanced menu).
20 - 80% Second welding current known as "cold" welding current
This current treshold when stopped is a phase after the current downslope.
Duration for which gas is released after the arc has stopped. It protects the weld pool
and the electrode against oxidisation when the metal is cooling down.
Settings Designation
Pre-gas 0 - 60 secs. Torch purge time and to protect the area with gas before ignition
Welding current 5 - Imax Welding current.
Spot
Post-gas 0 - 60 secs.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.
• TACK
The welding mode also allows parts to be pre-assembled before welding, but this time in two phases: a rst phase of pulsed DC concentrating the arc
for better penetration, followed by a second phase of standard DC widening the arc and thus the bath to ensure the point.
The adjustable duration of each phase enables control of the weld time for better spot welding results and an non-oxidised spot.
Adjustable
settings
, 0 - 60
secs.
Description & advice
Manual or a dened time.
Duration for which gas is released after the arc has stopped. It protects the weld
pool and the electrode against oxidisation when the metal is cooling down.
31
Page 32

RC-HD2
2 mm
D
10 mm
D
5 mm
D
2 mm
D
5 mm
D
10 mm
D
t
t
T2
T1
Main button
t t
t
t
T2
T1
Main button
T3
T1
Main button
T2
T4
EN
Settings Designation
Adjustable
settings
Description & advice
Pre-gas 0 - 60 secs. Torch purge time and to protect the area with gas before ignition
Welding current 5 - Imax Welding current.
Pulse duration
, 0 - 60
Pulsation phase controlled manually or for a dened duration
secs.
Pulse frequency 0.1 - 2500 Hz Pulse frequency
Non-pulsed duration
, 0 - 60
Smooth current phase controlled manually or for a dened duration
secs.
Post-gas 0 - 60 secs.
Duration for which gas is released after the arc has stopped. It protects the weld pool
and the electrode against oxidisation when the metal is cooling down.
Access to some welding parameters depends on the selected display mode: Settings/User Level: Easy, Expert, Advanced.
• Welding in E.TIG mode
This mode allows constant power welding by measuring arc length variations in real time to ensure constant bead width and penetration. In case the
assembly requires the welding power to be controlled, the E.TIG mode can be used as it is designed to ensure that the welding power remains the
same regardless of the position of the torch.
Standard
(constant current)
E-TIG
(constant power)
TRIGGER FUNCTIONS
2T MODE
4T MODE
T1 - The main button is pressed, the welding cycle starts (PreGas,
I_Start, UpSlope and welding).
T2 - The main button is released, the welding cycle is stopped
(DownSlope, I_Stop, PostGas).
For the double button torch and in 2T mode only, the secondary
button works like the main button.
T1 - The main button is pressed, the cycle starts at PreGas and
stops in the I_Start phase.
T2 - The main button is released, the cycle continues in UpSlope
and in welding.
T3 - The main button is pressed, the cycle switches to DownSlope
and stops in I_Stop.
T4 - The main button is released, the cycle ends with PostGas.
Nb : for torches, double button and double button with potentiometer
=> command « up/welding current » and active potentiometer,
command «low » inactive.
32
Page 33

RC-HD2
t t
t t
t
t
T2
T1
Main button
T3
T1
Main button
T2
T4
T3
T1
Main button
T2
T4
>0.5s<0.5s<0.5s
EN
4T MODE log
T1 - The main button is pressed, the cycle starts at PreGas and
stops in the I_Start phase.
T2 - The main button is released, the cycle continues in UpSlope
and in welding.
LOG : this mode is used during welding :
- A brief press of the main button (<0.5s), the current switches
from I welding current to I cold and vice versa.
- the secondary button is kept pressed, the welding current switches from I welding current to I cold
- the secondary button is kept released, the welding current switched from I cold to I welding current.
T3 – A long press on the main button (>0.5s), the cycle switches to
DownSlope and stops in the I_Stop phase.
T4 - The main button is released, the cycle nishes with PostGas.
For double button or double trigger torches, the «high» trigger retains the same functionality as the single trigger or lamella torch. The «low» trigger
is inactive.
ELECTRODE WELDING (MMA/SMAW)
CONNECTION AND ADVICE
• Connect the cables, electrode holder and earth clamp to the connectors.
• Observe the welding polarities and intensities indicated on the electrode boxes.
• Remove the electrode from the electrode holder when the machine is not in use.
• The machine has 3 features exclusive to Inverters:
- The Hot Start creates an overcurrent at the beginning of the weld.
- The Arc Force creates an overcurrent which prevents the electrode from sticking to the weld pool.
- The Anti-Sticking makes it easier to unstick the electrode from the metal.
CHOICE OF COATED ELECTRODES
• Rutile electrode: very easy to use in all positions.
• Basic electrode: usable in all positions, it is suitable for structural work thanks to increased mechanical properties.
• Cellulosic electrode: very dynamic arc with a high melting rate and usable in all positions making it especially suitable for pipe work.
SETTINGS FOR COATED ELECTRODE WELDING (MMA/SMAW)
Settings Designation Adjustable settings Standard Pulse Description & advice
Electrode type
Anti-Sticking OFF - ON
Energie
Rutile
Basic
Cellulosic
Hold
Thermal coe.
The electrode type determines specic parameters according to
the type of electrode used in order to optimize its weldability.
Anti-sticking is recommended to safely remove the electrode if it is
stuck to the metal (the power is automatically cut o).
See chapter «ENERGY MODE» on pages following.
33
Page 34

RC-HD2
RC-HD2
COATED ELECTRODE WELDING (MMA/SMAW)
• MMA/SMAW Standard
This MMA Standard welding mode is suitable for most applications. It can weld all type of electrodes : rutile, basic, cellulosic... and on any material:
steel, stainless steel, cast iron.
EN
Settings Désignation
Percentage of
Hot Start
Hot Start duration 0 - 2 secs.
Welding current 10 - Imax.
Arc Force -10 > +10%
• MMA/SMAW Pulse
This MMA Pulse welding mode is useful for applications in the vertical up position (PF). The pulse mode keeps the weld pool cold and eases the transfer
of matter. Without the pulse mode, vertical-up welding requires a dicult «Christmas tree» shape triangular movement. With the MMA Pulsed mode,
this movement is no longer required and a simple straight up movement is enough (depending on the thickness of the workpiece). If however you
wish to widen your weld pool, a simple lateral movement is enough (normal welding movement). In this case the pulse current frequency can be
adjusted on the display. This process allows greater control during vertical-up welding.
Adjustable
settings
0 - 100 %
Description & advice
The Hot Start generates an overcurrent during the arcing phase to prevent the electrode
from sticking. It is adjustable in intensity (% of welding current) and time (seconds).
The welding current is adjusted according to the type of electrode chosen (refer to the
electrode packaging).
The Arc Force is an overcurrent delivered when the electrode or a drop comes into contact
with the weld pool in order to avoid sticking.
Settings Designation
Percentage of Hot
Start
Hot Start duration 0 - 2 secs.
Welding current 10 - Imax
Cold current/Background current
Pulse frequency 0.4 - 20 Hz PULSATION frequency of the PULSE mode (Hz)
Arc Force -10 > +10%
• Setting the welding intensity
The following settings correspond to the usable current range depending on the type and diameter of the electrode. These ranges are quite large as
they depend on the application and the welding position.
Electrode Ø
34
(mm)
1.6 30-60 30-55 -
2.0 50-70 50-80 -
2.5 60-100 80-110 60-75
3.15 80-150 90-140 85-90
4.0 100-200 125-210 120-160
Adjustable
settings
0 - 100 %
20 - 80% Second welding current known as "cold".
The Hot Start generates an overcurrent during the arcing phase to prevent the electrode
from sticking. It is adjustable in intensity (% of welding current) and time (seconds).
The welding current is adjusted according to the type of electrode chosen (refer to the
electrode packaging).
The Arc Force is an overcurrent delivered when the electrode or a drop comes into contact
with the weld pool in order to avoid sticking.
Rutile E6013
(A)
Description & advice
Basic E7018
(A)
Cellulosic E6010
(A)
Page 35

RC-HD2
5 150-290 200-260 110-170
6.3 200-385 220-340 -
• Setting the Arc Force
It is recommended to position the Force Arc in the middle position (0) to start welding and adjust it according to welding results and preferences.
Note: the adjustment range of the arcforce is specic to the type of electrode selected.
EN
JOB STORAGE AND RECALL
The current settings are automatically saved and will load next time the machine is used.
In addition to the current settings, it is possible to save and recall so-called «JOB» congurations.
There are 100 JOBS per welding process, the memorisation includes:
- The main parameter,
- The secondary parameter,
- Subprocesses and button modes.
JOB MODE
This mode allows you to create, save, recall and delete JOBs.
QUICK LOAD – Recall of the JOBs using the trigger when not welding.
The Quick Load is a JOB recall mode (20 max) excluding welding and possible only in MIG-MAG and TIG processes.
From a Quickload list of previously created JOBs, JOBs are recalled by pulling the trigger briey. All trigger modes (2T/4T) and welding modes (SPOT/
STD/PLS) are supported.
PRODUCT SETTINGS
INFORMATION
This menu provides access to version numbers of the boards and software.
This menu allows you to choose the welding process: MIG-MAG
PROCESS
(GMAW)
, TIG
(GTAW)
or MMA
(SMAW)
35
Page 36

RC-HD2
PARAMETERS
The display mode gives access to more or less welding parameters and congurations.
- Easy: display and reduced functionality: no access to the welding cycle.
- Expert: complete display, allows to adjust the duration and time of the dierent phases of the welding cycle.
- Advanced: full display, allows you to adjust all the parameters of the welding cycle.
The name of the device and the possibility of customizing it.
Supported languages: French, English, etc
The Units of Measurement: International (SI) or Imperial (GB/USA).
Naming material: EN (European) or AWS (USA)
Example: Fe (EN) -> Steel (AWS), CrNi 308 (EN) -> ER 308L (AWS)
EN
Time, date and format.
Screen brightness
The cooling unit (AUTO / ON / OFF) and the PURGE function of the cooling unit:
- AUTO: activation during welding and deactivation of the cooling unit 10 minutes after the end of welding.
- ON: the cooling unit is permanently controlled.
- OFF: the group is disabled.
- PURGE : function dedicated to purging the cooling unit or lling beams, the protections are then inhibited.
Product Reset (Partial / Total) :
- Partial (default value of the welding cycle).
- Total (factory conguration).
CALIBRATION
This mode is dedicated to calibrating the speed of motorized reels. The purpose of the calibration is to compensate for variations in the
reel speed in order to adjust the displayed voltage measurement and to rene the energy calculation. The procedure once launched is
explained with an animation on the screen.
This mode is also dedicated to the calibration of welding accessories such as torch, cable + electrode holder and cable + ground clamp.
The purpose of the calibration is to compensate for variations in accessory lengths in order to adjust the displayed voltage measurement
and rene the energy calculation. The procedure once launched is explained with an animation on the screen.
Important: The cable calibration must be repeated each time the torch, harness or ground cable is changed to ensure optimal welding.
PORTABILITY
This feature allows you to save the welding conguration of the machine.
It also allows you to load a recovered conguration on another machine and inject it into another.
36
Page 37

RC-HD2
Import Cong. : Importing a USB key or «USER» congurations and its JOBS.
Export Cong. : export to a USB key of the current «USER» conguration and its JOBS in the USB directory
JOB import: import of JOBS present under the USB directory Portability of a USB key.
JOB export: export of JOBS to a USB key according to the processes, in the USB\Portability directory.
EN
TRACEABILITY
This welding management interface is designed to trace/record all the steps of the welding operation, bead by bead, during manufacturing. This
quality based approach enables post-production analysis, evaluation, reporting and documentation of the recorded welding parameters.This functionality allows the accurate and fast collection and storage of the data requested under EN ISO 3834. The recovery of this data is possible via an
export to a USB stick.
1- Creation of traceability 2- Creation of the project 3-
Select «START» Select «REC»
4-
Full traceability - ON
Denition :
• A welding CORD corresponds to a welding cycle.
• The PASS corresponds to welding over the entire perimeter of the part to be welded.
• The WELD is the end junction of the two joined up plates. The weld is therefore made of
one or more passes.
• The PROJECT is made of one or more nished welds.
Simple traceability - OFF
Project name
Sampling interval :
- Hold: No recording of Current/Voltage
values.
- 250 ms, 500 ms, etc. : Recording of current/voltage values every X times.
Pass (ON/OFF)
Welding (ON/OFF)
Temperature (ON/OFF)
Length (ON/OFF)
• Temperature* ON : Temperature of the plate to be welded at the beginning of the cord.
• Length* ON : Cord length
*
the measurement units are displayed based on the selection dened in PARAMETERS/Units.
37
Page 38

RC-HD2
5- Project/bead display 6- Identication 7- Validation
EN
At the top left, the project name and
bead number are displayed.
(The bead number is automatically
incremented and cannot be modied)
At each end of the cord, an identica-
tion window is displayed: Pass number,
Weld number, Temperature of the plate
and/or length of the cord.
The validation can be done using the
interface or by pulling the trigger.
The «Explore» function allows you to access the list of work sessions created, sort them and also delete them.
The pictogram shows the details of each session with the following information: sampling frequency, number of recorded beads, total
welding time, welding current supplied, conguration of each bead (process, time stamp, welding time and welding U-I).
The transfer of this information is done by exporting the data to a USB key.
The CSV data can be processed using spreadsheet software (Microsoft Excel®, Calc OpenOce®, etc.).
ENERGY MODE
This mode developed for welding with energy control framed by a DMOS allows, in addition to the energy display of the bead after welding, to set:
The thermal coecient according to the standard used: 1 for ASME standards and 0.6 (TIG) or 0.8 (MMA/MIG-MAG) for European standards. The
displayed energy is calculated by taking this coecient into account.
TROUBLESHOOTING, CAUSES, SOLUTIONS
SYMPTOMS POSSIBLE CAUSES SOLUTIONS
Debris are blocking the hole.
The wire feed is not constant.
The wire feed motor does not work. The brake on the reel or roller is too tight. Loosen the brake and rollers
Bad wire feeding.
No current or bad welding current.
The wire forms a bottleneck after the rollers.
The wire is spinning on the rollers. Apply an anti-sticking solution.
One of the rollers is spinning. Check the tightening of the roller screw.
The torch cable is entangled. The torch cable must be as straight as possible.
The wire liner is dirty or damaged. Clean or replace.
The pin of the roller axis is missing Reposition the pin
The brake of the reel is too tight. Release the brake.
Bad connection at the mains plug.
Bad earth connection. Check the earth cable (connection and clamp).
No power. Check the torch trigger
The wire liner is crushed. Check the liner and the torch.
The wire is blocked in the torch. Replace or clean.
No capillary tube. Check the presence of the capillary tube.
Wire speed is too high. Reduce the wire speed.
Clean or replace the contact tip and apply an anti-
sticking solution.
See the plug connection and check if the plug is
properly powered.
38
Page 39

RC-HD2
EN
The gas ow is insucient.
Gas cylinder empty. Replace it.
Unsatisfactory gas quality. Replace it.
The weld bead is porous.
Heavy arc splatter.
No gas at the end of the torch Bad gas connection.
Calibration error
Error while downloading The data on the USB stick is incorrect or corrupted. Check your data.
Backup error
Automatic deletion of JOBS.
Push Pull torch detection error - Check Push Pull torch connectors
USB key error
File error
Battery The battery seems to be worn out Change the battery at the back of the HMI.
OVERVOLTAGE FAULT
Check the electrical installation
UNDERVOLTAGE FAULT
Check the electrical installation
PHASE FAULT
Check the electrical installation
GENERATOR
Thermal protection
FAN
Fan failure
COOLING UNIT FAILURE
Cooling unit not detected
FAILURE DEBIT
Blocked cooling circuit
WATER LEVEL FAILURE
Check the water level
COLD GROUP
Thermal protection
Air circulation or wind inuence. Avoid air draughts, protect the welding area.
Gas nozzle is too dirty. Clean the gas nozzle or replace it.
Bad wire quality. Use a wire suitable for MIG/MAG welding.
Bad quality of the surface to weld (rust, etc ...) Clean the workpiece before welding
The gas is not connected
Arc voltage is too low or too high. See welding settings.
Bad earth clamp connection.
Insucient gas protection. Adjust the gas ow.
An error occurred during the calibration, it is cancelled and may be performed again.
You have exceeded the maximum number of backups.
Some of your JOBs has been deleted because they
were incompatible with the new synergies.
No JOB is detected on the USB stick The memory space in the product is full Free some space on the USB key.
The"..." le does not correspond to the synergies
downloaded into the product
Mains voltage out of tolerance.
Mains voltage out of tolerance.
The installation has a missing or unbalanced phase
- Exceeding the duty cycle.
- Blocked air inlets.
The fan is not running at the right speed. Please disconnect the machine, check and restart.
The cooling unit is not detected.
The debit is below the recommended minimum level
for water cooled torches.
The level is below the minimum Fill the cooling unit's tank.
- Exceeding the duty cycle.
- Blocked air inlets.
Setting range from 15 to 20 L/min.
Clean the metal.
Check that the gas is connected to the machine
input.
Check and put the earth clamp as close as possible to
the welding zone.
Check the gas connections
Check that the valve is working properly
Try a new calibration again
You must delete some lines.
The number of backup jobs is limited to 500.
-
The le was created with synergies which are not
present on the machine.
Have your electrical installation checked by an authorised person. The voltage between the 3 phases must
be between 340 Ve and 460 Ve.
- Wait for the indicator to turn o before resuming
welding.
- Observe the operating factor and ensure good
ventilation.
- The use of the optional dust lter (ref. 063143)
reduces the duty cycle of the machine.
Check the connection between the cooling unit and
the appliance.
Check the continuity of the circulation of the
cooling liquid in the torch.
- Wait for the indicator to turn o before resuming
welding.
- Dust o the cooling unit by blowing air.
WARRANTY
The warranty covers faulty workmanship for 2 years from the date of purchase (parts and labour).
The warranty does not cover:
• Transit damage.
• Normal wear of parts (eg. : cables, clamps, etc..).
• Damages due to misuse (power supply error, dropping of equipment, disassembling).
• Environment related failures (pollution, rust, dust).
In case of failure, return the unit to your distributor together with:
- The proof of purchase (receipt etc ...)
- A description of the fault reported
39
Page 40

RC-HD2
DE
SICHERHEITSANWEISUNGEN
ALLGEMEIN
Die Missachtung dieser Anweisungen und Hinweise kann zu schweren Personen- und Sachschäden
führen. Nehmen Sie keine Wartungarbeiten oder Veränderungen am Gerät vor, die nicht explizit in der
Anleitung gennant werden.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes enstanden sind.
Bei Problemen oder Fragen zum korrekten Gebrauch dieses Gerätes, wenden Sie sich bitte an entsprechend qualiziertes und geschultes Fachpersonal.
BETRIEB
Diese Fernsteuerung ist für MIG/MAG, MMA und TIG Verfahren geeignet. Sie ermöglicht die Ferneinstellung des Schweißgerätes. Eine Taste ON/OFF
ermöglicht das Abschalten und Einschalten der digitalen Fernsteuerung. Wenn die Fernsteuerung eingeschaltet ist, wird Bedieneinheit des Drahtvor-
schubkoers deaktiviert. Eine Ansicht der Fernsteuerung wird auf der Bedieneinheit des Drahtvorschubkoers dargestellt. Sobald die Fernsteuerung
ausgeschaltet ist, wird die Bedieneinheit des Drahtvorschubkoers reaktiviert.
Kompatibele Geräte: TITAN - TITANIUM - NEOFEED/PULSFEED - NEOPULSE/PULSEMIG
BESCHREIBUNG (ABB.1)
1- Mensch-Maschine-Schnittstelle (MMS) 4- USB-Anschluss
2- Steuer- und Versorgungsstecker 5- Steuer- und Versorgungskabel (optional)
3- Taste ON/OFF
MONTAGEHALTERUNG (OPTION)
Die Halterung (Art.-Nr. 037779) der digitalen Fernbedienung kann auf
den T/M 400-Schlitten (Option, Art.-Nr. 037328) montiert werden.
BEDIENFELD
MAGNETIX 50 (option, Art.-Nr. 029637)
40
1- Zugritaste zu den verschiedenen Menüs und Einstellungen
2- Einstellknopf für linke Anzeige
3- Einstellknopf für rechte Anzeige
1
2 3
Page 41

RC-HD2
ALLGEMEINE ÜBERSICHT DES BEDIENFELDES
Einstellung :
• Information : alle Informationen zum Gerät sind vorhanden (Modell, Seriennummer...)
• Verfahren : ermöglicht, das Schweißverfahren MIG/MAG, WIG oder E-Hand (MMA)
auszuwählen.
• Parameter : erweiterte Parameter sind hier vorhanden (Anzeigemodus, Bezeichnung,
1
Sprache...).
• Kalibrierung : kalibriert die Geschwindigkeit der Drahtvorschubmotoren.
• Portability : ermöglicht, auf/von einem USB-Stick die User-JOBs und die Gerätkongu-
ration hoch oder herunterzuladen.
• Tracability : ermöglicht die Aufzeichung aller Schweißungen und deren Speicherung auf
einem USB-Stick
Verfahren: entspricht den Parametern für das laufende Schweißen. Sie haben Zugang zu:
1
Verfahren-Einstellungen: zur Einstellung der Verfahrenparameter,
2
2
Verschiedenen Einstellungsfenstern,
3
JOB : verschiedene JOB-Aufruf-Parameter.
DE
1 2 3
Einstellung Verfahren: zur Einstellung der verfahrenspezischen Parameter:
• MIG-MAG : Material/Gas (Synergische Schweißparameter), Drahtdurchmesser,
Schweißverfahren (Manuell, Dynamic STD, usw.), Brennertaster-Modus.
• WIG : Schweißverfahren (Standard oder Puls), Elektrodenstärke, usw
3
• MMA : Schweißverfahren (Standard oder Puls), Elektrodentyp, Antisticking, usw.
Energie: Einstellung des Energie-Modus zum Schweißen mit energischen Kontrolle von
einer DMOS (siehe Kapitel «ENERGIEMODUS»).
4
: Fenster zum Programmaufruf-Modus.
• JOB: Erstellung, Speicherung, Löschen, und Aufruf von einem JOB.
• QUICKLOAD: JOB-Aufruf durch die Brennertaste außerhalb des Schweißvorganges.
HALBAUTOMATISCHES SCHWEISSEN (MIG/MAG-MODUS)
EINSTELLUNGEN FÜR MIG / MAG-SCHWEISSEN
Parameter Bezeichnung Einstellungen Manuell
Material-GasKopplung
Drahtdurchmesser Ø 0.6 > Ø 1.6 mm Auswahl des Drahtdurchmessers
- Fe Ar CO2 18%
- Al Mg 5 Ar 100%
- HARDFACE Metal
- usw.
Dynamic STD
(Standard)
Pulse Hinweise
Auswahl des zu verschweißenden Materials
Synergische Schweißparameter
41
Page 42

Schweissverfahren
ModulArc
(Lichtbogen-Modul)
Betrieb
Brennertaster
HeftschweißenModus
MIG-MAG-SCHWEISSEN
• MIG-MAG Manueller Modus
Einstellung
Energie
RC-HD2
- Manuell
- Dynamic STD
- Pulse
- Cold Pulse
OFF - ON
2T, 4T Auswahl des Brennertastermodus.
Spot, Delay Auswahl des Heftschweißen-Modus
Materialstärke
Geschwindigkeit
Strom
Hold
Wärmekoezient
Ermöglicht oder nicht, die Modulation des
Schweißstroms (Aussehen einer WIGSchweißraupe).
Auswahl des Hauptparameters (Mate-
rialstärke, Drahtgeschwindigkeit, mittlerer
Schweißstrom).
Siehe Kapitel «ENERGIE-MODUS» auf den
Seiten folgend.
DE
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Drahtgeschwindig-
keit
Spannung 10 - Umax Einstellung der Schweißleistung
Drossel -4 > +4
Gasvorströmung 0 - 25s. Dauer der Gasvorströmung vor der Zündung.
Gasnachströmung 0 - 25s.
Der Zugri auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
• MIG-MAG Standard-Modus (Dynamic STD)
Der Schweißmodus Standard ist für das Schweißen von eisenhaltigen Metallen wie Stahl, Edelstahl, aber auch Kupfer und dessen Legierungen sowie
Titan geeignet. Von der Zündung bis zur Abkühlung der Schweißnaht sind zahlreiche Strom- und Gaseinstellungen möglich, was für eine hervorragende Beherrschung des Schweißvorgangs sorgt.
1 - 22m/min Menge des Schweißzusatzwerkstos und des Schweißstroms.
Glättet den Schweißstrom mehr oder weniger gleichmässig. Wird entsprechend der
Schweißposition eingestellt.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor Oxidation.
42
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Dicke 0,1 - 5,5mm
Geschwindigkeit 1 - 22m/min Menge des Schweißzusatzwerkstos und des Schweißstroms.
Strom 10 - Imax Der Schweißstrom muss je nach verwendetem Draht und Material ausgewählt werden.
Lichtbogenlänge -6 > +6
Drossel -4 > +4
Die Synergie ermöglicht eine vollautomatische Einstellung. Die Blechdicke stellt automatisch die Spannung und die entsprechende Drahtgeschwindigkeit ein.
Die Funktion passt die Distanz zwischen dem Ende des Drahts und dem Schmelzbad an
(Anpassung der Spannung).
Glättet den Schweißstrom mehr oder weniger gleichmässig. Wird entsprechend der
Schweißposition eingestellt.
Page 43

RC-HD2
Gasvorströmung 0 - 25s. Dauer der Gasvorströmung vor der Zündung.
Anschleichgeschwin-
digkeit
Hot Start
Crater Filler 50 - 100 %
Gasnachströmung 0 - 25 secs.
Der Zugri auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
• MIG-MAG Puls
Das Prinzip besteht darin, den Schweißstrom mit hoher Stromstärke zu pulsieren, um den Draht zu feinen Tropfen zu verschmelzen, bevor der Draht
mit dem Teil in Kontakt kommt. Die Frequenz der Tröpfchenabscheidung und die Energieverteilung werden perfekt gesteuert. Dies erlaubt, die Tem-
peratur des Schmelzbades zu beherrschen und die Gestalt der Schweissraupen zu verbessern und dabei zugleich Schweißspritzer zu vermeiden und
das Benetzungsverhalten sowie den Einbrand zu verbessern.
Der Puls-Modus ist vorteilhaft beim Schweißen von Leichtmetallen und Edelstählen. Bei Kohlenstostählen ist der Puls-Modus nur erforderlich bei
zusätzlichen Anforderungen, wie starker Einbrand oder Vermeidung einer Endbearbeitung. Zudem erleichtert der Puls-Modus das Schweißen in
Zwangslage.
• Lichtbogen-Modul Puls (ModulArc)
Der MIG/MAG-Puls Schweißmodus ist besonders für Steignähte geeignet. Der Pulsstrom ermöglicht eine Materialverschmelzung bei geringerer Ener-
gieeinbringung. Ohne Pulsen erfordert das Steignahtschweißen eine Elektrodenführung nach dem «Tannenbaumprinzip», d.h. schwierige Dreiecksbewegungen. Im Puls-Modus sind solche Bewegungsabläufe nicht mehr zwingend notwendig. Je nach Werkstückstärke kann eine geradlinige
Aufwärtsbewegung genügen. Wenn Sie Ihr Schmelzbad verbreitern möchten, ist eine einfache Seitwärtsbewegung ausreichend, ähnlich wie beim
Schweißen in acher Position. Über das Display lässt sich die Frequenz des Pulsstroms einstellen. Mit diesem Verfahren ist das Schweißen von Steignähten besser beherrschbar.
50 - 200%
50 - 200 %
0 - 5s.
Stufenlose Drahtgeschwindigkeit Vor der Zündung kommt der Draht langsam an, um der
ersten Kontakt herzustellen ohne Ruck.
Der Hot Start verbessert die Zündeigenschaften durch eine kurzzeitige Erhöhung des
Schweißstroms. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
Der Schlußstrom beschreibt die Phase nach der Stromabsenkung.
Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor Oxida-
tion.
DE
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Dicke 0,1 - 5,5mm
Geschwindigkeit 1 - 22m/min Menge des Schweißzusatzwerkstos und des Schweißstroms.
Strom 10 - Imax Schweißstrom
Lichtbogenlänge -6 > +6
Drossel -4 > +4
Gasvorströmung 0 - 25s. Dauer der Gasvorströmung vor der Zündung.
Anschleichgeschwin-
digkeit
Soft Start 0 - 2s.
Hot Start
Uplsope 0 - 2s. Stromanstieg.
Zweitstrom 50 - 100% Zweitstrom (Kaltstrom)
Puls-Frequenz 0,1 - 2Hz Puls-Frequenz
Zyklisches Verhältnis 20 - 80% Beim Puls-Modus steht die Heißstromzeit in Bezug zur Kaltsstromzeit.
50 - 200%
50 - 200 %
0 - 5s.
Die Synergie ermöglicht eine vollautomatische Einstellung. Die Blechdicke stellt automatisch die Spannung und die entsprechende Drahtgeschwindigkeit ein.
Die Funktion passt die Distanz zwischen dem Ende des Drahts und dem Schmelzbad an
(Anpassung der Spannung).
Glättet den Schweißstrom mehr oder weniger gleichmässig. Wird entsprechend der
Schweißposition eingestellt.
Stufenlose Drahtgeschwindigkeit Vor der Zündung kommt der Draht langsam an, um der
ersten Kontakt herzustellen ohne Ruck.
Stufenloser Stromanstieg Um heftige Starts oder Stöße zu vermeiden, wird der Strom
zwischen dem ersten Kontakt und dem Schweißen gesteuert.
Der Hot Start verbessert die Zündeigenschaften durch eine kurzzeitige Erhöhung des
Schweißstroms. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
ModulArc ON
Stromabsenkung 0 - 2s. Absenkzeit des Schweißstroms (Endkraterfüllstrom)
Crater ller 50 - 100%
Der Schlußstrom beschreibt die Phase nach der Stromabsenkung.
Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
43
Page 44

RC-HD2
DE
Gasnachströmung 0 - 25s.
Der Zugri auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
HEFTEN ( Manuell oder Standard (Dynamic STD))
• HEFTEN - SPOT
Dieser Schweißmodus ermöglicht das Heften der Werkstücke vor dem eigentlichen Schweißprozess Das Heften kann manuell mit der Brennertaste
erfolgen oder mit einer eingestellten Heftzeit automatisiert werden. Die einstellbare Schweißdauer ermöglicht die kontrollierte Reduzierung der
Schweißzeit für bessere, nicht oxidierte Ergebnisse beim Heftschweißen (über das erweiterte Menü zugänglich).
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Drahtgeschwindig-
keit
Spannung 10 - Umax Einstellung der Schweißleistung
Drossel -4 > +4
Punkt 0,1 - 10s. Denierte Dauer.
1 - 22m/min Menge des Schweißzusatzwerkstos und des Schweißstroms.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor
Oxidation.
Glättet den Schweißstrom mehr oder weniger gleichmässig. Wird entsprechend der
Schweißposition eingestellt.
Gasvorströmung 0 - 25s. Dauer der Gasvorströmung vor der Zündung.
Gasnachströmung 0 - 25s.
Dicke 0,1 - 5,5mm
Lichtbogenlänge -6 > +6
Strom 10 - Imax
Der Zugri auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
• SPOT DELAY
Dieser Heft-Modus ist dem SPOT ähnlich, aber Heftpunkte und Stillstandzeiten folgen aufeinander, solange die Brennertaste gedrückt gehalten wir.
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Drahtgeschwindig-
keit
Spannung 10 - Umax Einstellung der Schweißleistung
1 - 22m/min Menge des Schweißzusatzwerkstos und des Schweißstroms.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor Oxidation.
Die Synergie ermöglicht eine vollautomatische Einstellung. Die Blechdicke stellt
automatisch die Spannung und die entsprechende Drahtgeschwindigkeit ein.
Die Funktion passt die Distanz zwischen dem Ende des Drahts und dem Schmelz-
bad an (Anpassung der Spannung).
Der Schweißstrom muss je nach verwendetem Draht und Material ausgewählt
werden.
Standard
44
Punkt 0,1 - 10s. Denierte Dauer.
Dauer zwischen 2
Heftpunkten
Drossel -4 > +4
Gasvorströmung 0 - 25s. Dauer der Gasvorströmung vor der Zündung.
Gasnachströmung 0 - 25s.
0,1 - 10s.
Dauer zwischen Punktschweißende (außer Nachgasströmung) und nächstem Punktschweißvorgang (inkl. Vorgasströmung).
Glättet den Schweißstrom mehr oder weniger gleichmässig. Wird entsprechend der
Schweißposition eingestellt.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor Oxidation.
Page 45

RC-HD2
DE
Dicke 0,1 - 5,5mm
Lichtbogenlänge -6 > +6
Strom 10 - Imax
Die Synergie ermöglicht eine vollautomatische Einstellung. Die Blechdicke stellt
automatisch die Spannung und die entsprechende Drahtgeschwindigkeit ein.
Die Funktion passt die Distanz zwischen dem Ende des Drahts und dem Schmelz-
bad an (Anpassung der Spannung).
Der Schweißstrom muss je nach verwendetem Draht und Material ausgewählt
werden.
Der Zugri auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
MIG/MAG-SCHWEIßZYKLEN
2T Standard:
I
T hotstart
Istart
I hot start
Dstart
T burn-back
I burn-back
I blackout
Gas post-Flow
Standard
T crater Filler
Creep Speed
Gas Pre-Flow
Soft-start
I crater Filler
Beim Druck auf den Brennertaster startet die Gasvorströmung. Berührt der Draht das Werkstück, zündet ein Puls den Lichtbogen und der Schweißzyklus
startet. Beim Loslassen des Brennerstaster stoppt der Drahtvorschub und ein Puls ermöglicht den sauberen Schnitt des Drahtes, danach startet die
Gasnachströmung. Ist die Gasnachströmung noch nicht beendet, ermöglicht ein Druck auf den Brennertaster den schnellen Neustart des Schweißvorgangs (manueller «Kettenpunkt»), ohne die Hotstartphase. Eine Hostart- und/oder eine Crater-Filler-Phase kann dem Schweißzyklus hinzugefügt
werden.
4T Standard:
I
T hotstart
Istart
Dstart
I hot start
4T
4T
T burn-back
I burn-back
I Blackout
Gas post-Flow
Creep Speed
Gas Pre-Flow
Soft-start
T crater Filler
I crater Filler
45
Page 46

2T Puls:
T hotstart
RC-HD2
I
DE
Istart
Dstart
Creep Speed
Gas Pre-Flow
Soft-start
I hot start
T upslope
T downslope
T burn-back
T crater Filler
I burn-back
I blackout
Gas post-Flow
I crater Filler
Beim Druck auf den Brennertaster startet die Gasvorströmung. Berührt der Draht das Werkstück, zündet ein Puls den Lichtbogen. Dann folgen HotStart und Stromanstieg, der Schweißzyklus beginnt. Beim Loslassen des Brennertasters beginnt der Stromabstieg bis der Crater Filler-Strom erreicht
wird. Danach schneidet die Stopp-Phase den Draht ab und es folgt die Gasnachströmung. Wie im Standardmodus kann der Schweißvorgang während
der Gasnachströmung ohne Hotstartphase neugestartet werden.
4T Puls:
I
T hotstart
Istart
Gas Pre-Flow
Soft-start
Dstart
Creep Speed
I hot start
T upslope
4T
T downslope
4T
T burn-back
T crater Filler
I burn-back
I Blackout
Gas post-Flow
I crater Filler
Beim 4T-Pulsbetrieb wird über den Brennertaster die Gasnachströmung oder die Hotstartdauer gesteuert. Erneuter Druck auf den Brennertaster startet den Crater Filler-Modus oder dier Gasnachströmung, wenn keine Crater-Filler-Phase eingestellt wurde.
WOLFRAM-INERTGAS-SCHWEISSEN (WIG-MODUS)
ANSCHLÜSSE UND EMPEHLUNGEN
• Beim WIG-DC-Schweißen ist Schutzgas (Argon) erforderlich.
• Verbinden Sie die Masseklemme mit der positiven Anschlussbuchse (+). Stecken Sie den WIG-Brenner (Art.-Nr. 046108) in den EURO-Anschluss des
Generators und das Inversionskabel in den negativen Anschluss (-).
• Kontrollieren Sie vor dem Schweißen den Brenner auf Vollständigkeit und Zustand der Verschleißteile (Keramikgasdüse, Spannhülsengehäuse,
Spannhülse, Brennerkappe und Wolfram-Elektrode).
46
Page 47

RC-HD2
ELEKTRODE-SCHLEIFEN
Für optimale Funktion wird empfohlen, eine wie folgt geschliene Elektrode zu verwenden:
DE
d
AUSWAHL DES ELEKTRODENDURCHMESSERS
Ø Elektrode
(mm)
1 10 > 75 A 10 > 75 A
1.6 60 > 150 A 60 > 150 A
2 75 > 180 A 100 > 200 A
2.5 130 > 230 A 170 > 250 A
3.2 160 > 310 A 225 > 330 A
4 275 > 450 A 350 > 480 A
WIG-LIFT-ZÜNDUNG
1 2
Wolfram pur Wolfram mit Oxiden
WIG DC
~ 80A per Ø-mm
3
1- Brennerdüse und Elektrodenspitze auf dem Werkstück positionieren und Brennertaste
auslösen.
2- Brenner über die Kante der Düse abkippen, so dass zwischen Elektrodenspitze und
Werkstück ein Abstand von 2 - 3mm besteht. Der Lichtbogen zündet.
3- Brenner wieder in Normalposition bringen, um den Schweißzyklus zu beginnen.
a
a = Ø 0,5mm
L = 3 x d bei niedrigem Schweißstrom.
L = d bei hohem Schweißstrom.
L
Das Lichtbogenzündungs- und -stabilisierungssystem ist zum manuellen Betrieb mit mechanischer Führung konzipiert.
ACHTUNG!: Der Einsatz von Brennern und Massekabeln über die vom Hersteller maximale vorgeschriebene Länge erhöhen das Risiko eines
Stromschlags.
EINSTELLUNGEN BEI WIG-VERFAHREN
• WIG DC ist für das Schweißen von eisenhaltigen Metallen wie Stahl und Edelstahl, aber auch Kupfer, dessen Legierungen und Titan geeignet.
• Der WIG Synergic-Modus funktioniert nicht mit der Auswahl DC und Schweißzykluseinstellungen, sondern integriert auf Erfahrung basierte
Schweißeinstellungen und -synergien. Dieser Modus beschränkt also die Anzahl an Parameter auf drei grundsätzlichen Einstellungen.
- Metalltyp.
- Zu verschweißende Materialstärke.
- Schweißposition.
Parameter Bezeichnung Einstellungen
Standard Konstanter Strom - -
Puls Pulsstrom - -
Spot
Tack Heften mit Pulsstrom - -
Materialtyp Fe, Al, usw.. - Auswahl des zu verschweißenden Materials
Durchmesser der Wolframelektrode 1 - 4 mm
Heften mit konstantem
Strom
- -
WIG DCWIG
Synergic
Hinweise
Auswahl des Elektrodendurchmessers Ermöglicht, die
HF-Zündung-Ströme und Synergien zu verfeinern.
Zündungsart HF - LIFT Auswahl der Zündart
47
Page 48

RC-HD2
DE
Schweißmodus mit Konstant-Energie.
Energie
WIG-DC-SCHWEISSEN
• WIG DC - Standard
Das Schweißverfahren WIG DC Standard ist für das Schweißen von eisenhaltigen Metallen wie Stahl, Edelstahl, aber auch Kupfer und dessen Legie-
rungen sowie Titan geeignet. Von der Zündung bis zur Abkühlung der Schweißnaht sind zahlreiche Strom- und Gaseinstellungen möglich, was für eine
hervorragende Beherrschung des Schweißvorgangs sorgt.
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Gasvorströmung 0 - 60s. Dauer der Gasvorströmung vor der Zündung.
Hold
Wärmekoezient
Schweißmodus mit Konstant-Energie und Korrektur der
Lichtbogenlängenabweichungen.
Siehe Kapitel «ENERGIE-MODUS» auf den Seiten
folgend.
Startstrom
Startzeit 0 - 10s.
Stromanstieg 0 - 60s. Stromanstieg.
Schweißstrom 10 - Imax Schweißstrom
Stromabsenkung 0 - 60s. Absenkzeit des Schweißstroms (Endkraterfüllstrom)
Stillstandstrom 10 - 200%
Stillstandzeit 0 - 10s.
Gasnachströmzeit 0 - 60s.
Der Zugri auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
• WIG-Puls-Schweißen
Dieser Modus lässt den Schweißstrom zwischen Puls- (I, Schweißimpuls) und Grundstrom (I-Kalt, Abkühlphase) wechseln. Der Puls-Modus ermöglicht
das Fügen von Werkstücken bei gleichzeitiger Reduzierung der Temperatureinbringung.
Beispiel:
Der Schweißstrom I ist eingestellt auf 100A und % (I-Kalt) = 50, d.h. Grundstrom = 50 % x 100A = 50A.
F(Hz) ist auf 10Hz eingestellt, die Signalperiode wird 1/10Hz betragen = 100ms -> Alle 100ms folgt auf einen 100A-Impuls einer mit 50A.
10 - 200%
Der Startstrom beschreibt die Phase vor Beginn des Stromanstiegs.
Der Schlußstrom beschreibt die Phase nach der Stromabsenkung.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor
Oxidation.
48
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Gasvorströmung 0 - 60s. Dauer der Gasvorströmung vor der Zündung.
Startstrom 10 - 200 %
Der Startstrom beschreibt die Phase vor Beginn des Stromanstiegs.
Startzeit 0 - 10s.
Page 49

RC-HD2
Stromanstieg 0 - 60s. Stromanstieg.
Schweißstrom 10 - Imax Schweißstrom
Wellenform Wellenform des Gleichstrompulses.
Zweitstrom 20 - 80% Zweitstrom (Kaltstrom)
Kaltzeit 20 - 80% Verhältnis zwischen Grundstromhöhe und Pulsstromhöhe.
Puls-Frequenz 0.1 - 2500 Hz Puls-Frequenz
Stromabsenkung 0 - 60s. Absenkzeit des Schweißstroms (Endkraterfüllstrom)
DE
Stillstandstrom 10 - 200 %
Stillstandzeit 0 - 10s.
Gasnachströmzeit 0 - 60s.
Der Zugri auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
HINWEISE: Frequenzauswahl
- Beim Schweißen mit manueller Zusatzdraht-Zuführung, F(Hz) mit der Zufuhr synchronisieren
- Bei dünnen Materialien (< 0,8mm) und ohne Zusatzdraht F(Hz) > 10Hz wählen
- Beim Schweißen spezieller Materialien die ein oszillierendes Schweißbad benötigen, F(Hz) < 100Hz wählen
HEFTEN - WIG DC
• HEFTEN - SPOT
Dieser Schweißmodus ermöglicht das Heften der Werkstücke vor dem eigentlichen Schweißprozess Das Heften kann manuell mit der Brennertaste
erfolgen oder mit einer eingestellten Heftzeit automatisiert werden. Die einstellbare Schweißdauer ermöglicht die kontrollierte Reduzierung der
Schweißzeit für bessere, nicht oxidierte Ergebnisse beim Heftschweißen (über das erweiterte Menü zugänglich).
Der Schlußstrom beschreibt die Phase nach der Stromabsenkung.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor
Oxidation.
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Gasvorströmung 0 - 60s. Dauer der Gasvorströmung vor der Zündung.
Schweißstrom 5 - Imax Schweißstrom
Spot
Gasnachströmzeit 0 - 60s.
Der Zugri auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
• TACK-HEFTEN
Dieser Schweißmodus ermöglich ebenfalls das Heften der Werkstücke vor dem Schweißen, allerdings in zwei Phasen: bei der ersten Phase mit gepulstem Gleichstrom wird der Lichtbogen für einen besseren Einbrand gebündelt. Die darauf folgende zweite Phase mit Standard-Gleichstrom verbreitert
den Lichtbogen und somit die Schmelze, um den Schweißpunkt zu setzen.
Mit den einstellbaren Zeiten der zwei Phasen lässt sich eine höhere Wiederholgenauigkeit und das Setzen von nicht oxidierten Schweißpunkten mit
geringem Durchmesser (Zugang im erweiterten Menü) erzielen.
, 0 - 60s.
Manuell oder denierte Dauer.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor
Oxidation.
49
Page 50

RC-HD2
2 mm
D
10 mm
D
5 mm
D
2 mm
D
5 mm
D
10 mm
D
t
t
T2
T1
Haupttaste
t t
t
t
T2
T1
Haupttaste
T3
T1
Haupttaste
T2
T4
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Gasvorströmung 0 - 60s. Dauer der Gasvorströmung vor der Zündung.
Schweißstrom 5 - Imax Schweißstrom
DE
Dauer Puls
, 0 - 60s.
Pulsphase, manuell oder mit denierter Dauer.
Puls-Frequenz 0.1 - 2500 Hz Puls-Frequenz
Dauer ohne Puls
, 0 - 60s.
Gasnachströmzeit 0 - 60s.
Konstant-Strom-Phase, manuell oder mit denierter Dauer.
Dauer der Schutzgasnachströmung Es schützt das Werkstück und die Elektrode vor
Oxidation.
Der Zugri auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Einfach, Expert, Erweitert.
• E-WIG-SCHWEISSVERFAHREN
Dieser Modus sorgt für konstant stabile Energieeinbringung in der gesamten Schweißnaht. Änderungen der Lichtbogenlänge werden in Echtzeit registriert und ausgeglichen. Bei Schweißaufgaben bei denen es auf besonders gleichmäßiges Einbrandverhalten ankommt, kann dieser Modus genutzt
werden um die Energie unabhängig von der Brennerposition konstant zu halten.
Standard (Konstant-Strom) E-WIG (Konstant-Energie)
BETRIEB BRENNERTASTER
2-T-Modus
4-T-Modus
T1 - Haupttaste ist gedrückt, der Schweißzyklus startet (Gasvorströmung, I_Start, UpSlope und Schweißen).
T2 - Haupttaste ist gelöst, der Schweißzyklus stoppt (DownSlope,
I_Stop, Gasnachströmung).
Beim Brenner mit 2 Tasten, und nur im 2-T-Modus, wird die Sekundär-Taste als Haupttaste verwendet.
T1 - Haupttaste ist gedrückt, der Schweißzyklus startet ab der Gasvorströmung und stoppt bei der Phase I_Start.
T2 - Haupttaste ist gelöst, der Schweißzyklus läuft weiter in UpSlope
und Schweißen.
T3 - Haupttaste ist gedrückt, der Schweißzyklus geht über in
DownSlope und stoppt bei Phase I_Stop.
T4 - Haupttaste ist gelöst, der Schweißzyklus endet durch die Gasnachströmung.
NB: für Brenner, Doppeltasten und Doppeltaste + Potentiometer
Taste «»oben/Schweißstrom»» und Potentiometer aktiv,
Taste «»unten»» inaktiv
50
Page 51

RC-HD2
t t
t t
t
t
T2
T1
Haupttaste
T3
T1
Haupttaste
T2
T4
T3
T1
Haupttaste
T2
T4
>0.5s<0.5s<0.5s
DE
4-Tlog-Modus
T1 - Haupttaste ist gedrückt, der Schweißzyklus startet ab der Gasvorströmung und stoppt bei Phase I_Start.
T2 - Haupttaste ist gelöst, der Schweißzyklus läuft weiter in UpSlope
und beim Schweißen.
LOG: dieser Betriebsmodus wird in der Schweißphase angewandt:
- durch kurzen Druck auf die Haupttaste (< 0,5s) schaltet der Strom
zwischen I Schweißstrom und I Kaltstrom und umgekehrt.
- bei gedrückt gehaltener Sekundär-Taste schaltet der Strom von I
Schweißstrom zu I Kaltstrom
- bei lösen der Sekundär-Taste schaltet der Strom von I Kaltstrom
zurück zu I Schweißstrom
T3 - durch langen Druck auf die Haupttaste (> 0,5s) geht der Zykus
in DownSlope über und stoppt bei der Phase I_Stop.
T4 - bei gelöster Haupttaste endet der Zyklus durch die Gasnachströmung.
Bei Doppelknopf- oder Doppelabzugbrennern behält der «hohe» Abzug die gleiche Funktionalität wie der Einzelabzug oder Lamellenbrenner. Der
Trigger «low» ist inaktiv.
SCHWEISSEN MIT UMHÜLLTER ELEKTRODE (MMA-/E-HANDSCHWEISSEN)
ANSCHLUSSE UND EMPFEHLUNGEN
• Schließen Sie Elektrodenhalter und Masseklemme an die entsprechenden Anschlüsse an
• Beachten Sie die auf den Elektrodenpackungen angegebene Schweißpolarität und Schweißstrom.
• Entfernen Sie die Elektrode aus dem Elektrodenhalter, wenn das Gerät nicht benutzt wird.
• Die Geräte sind mit drei speziellen Funktionen zur Verbesserung der Schweißeigenschaften ausgerüstet:
- Hot Start: erhöht den Schweißstrom beim Zünden der Elektrode.
- Arc Force: erhöht kurzzeitig den Schweißstrom. Ein mögliches Festbrennen der Elektrode am Werkstück während des Eintauchens ins Schweißbad
wird verhindert.
- Anti Sticking: schaltet den Schweißstrom ab. Ein mögliches Ausglühen der Elektrode während des oben genannten, möglichen Festbrennens wird
vermieden.
AUSWAHL DER UMHÜLLTEN ELEKTRODEN
• Rutile Elektroden: einfache Bedienung in allen Positionen.
• Basische Elektroden: Bedienung in allen Positionen, und dank ihrer mechanischen Eigenschaften für Sicherheitsarbeiten geeignet.
• Zellulose-Elektroden: sehr dynamischer Bogen, schnelle Verschmelzgeschwindigkeit und Bedienung in allen Positionen, deswegen für Schweißarbei-
ten in Pipelines geeignet.
EINSTELLUNGEN FÜR E-HANDSCHWEISSEN (MMA)
Parameter Bezeichnung Einstellungen Standard Puls Beschreibung und Hinweise
Elektrodentyp
Anti-Sticking OFF - ON
Energie
E-HANDSCHWEISSEN (MMA)
Rutil
Basisch
Zellulose
Hold
Wärmekoezient
Der Elektrodentyp bestimmt die spezischen Parameter je nach
der Umhüllungart für die Optimierung der Schweißfähigkeit.
Anti-Sticking im Fall des Festbrennens auf dem Werkstück (der
Schweißstrom wird automatisch ausgeschaltet).
Siehe Kapitel «ENERGIE-MODUS» auf den Seiten folgend.
• MMA Standard
Der Schweißmodus MMA Standard ist für die meisten Anwendungen geeignet. Dieses Verfahren erlaubt ein Verschweißen mit aller gängigen umhüll-
ten, Rutil-, Zellulose- und basischen Elektroden und auf allen Materialen : Stahl, Edelstahl, Güssen.
51
Page 52

RC-HD2
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Prozentsatz
Hot Start
Dauer Hot Start 0 - 2s.
0 - 100%
Der Hot Start verbessert die Zündeigenschaften durch eine kurzeitige Erhöhung des
Schweißstroms. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
DE
Schweißstrom 10 - Imax.
Arc Force -10 > +10%
• MMA Puls
Das MMA-Puls Schweißverfahren ist besonders für Steignähte geeignet. Der Pulsstrom ermöglicht eine Materialverschmelzung bei geringerer Ener-
gieeinbringung. Ohne Pulsen erfordert das Steignahtschweißen eine Elektrodenführung nach dem «Tannenbaumprinzip», d.h. schwierige Dreiecksbewegungen. Dank dem MMA-Puls-Modus sind solche Bewegungsabläufe nicht mehr zwingend notwendig. Je nach Werkstückstärke kann eine
geradlinige Aufwärtsbewegung genügen. Wenn Sie Ihr Schmelzbad verbreitern möchten, ist eine einfache Seitwärtsbewegung ausreichend, ähnlich
wie beim Schweißen in acher Position. Über das Display lässt sich die Frequenz des Pulsstroms einstellen. Mit diesem Verfahren ist das Schweißen
von Steignähten besser beherrschbar.
Parameter Bezeichnung Einstellungen Beschreibung und Hinweise
Prozentsatz
Hot Start
Dauer Hot Start 0 - 2s.
0 - 100%
Der Schweißstrom muss je nach Elektrodentyp ausgewählt werden (siehe Elektrodenverpackung).
Arc Force ist ein erhöhter Strom, wenn die Elektrode oder der Tropfen das Schmelzbad
berührt, damit die Elektrode nicht verklebt.
Der Hot Start verbessert die Zündeigenschaften durch eine kurzeitige Erhöhung des
Schweißstroms. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
Schweißstrom 10 - Imax
Zweitstrom 20 - 80% Zweitstrom (Kaltstrom)
Puls-Frequenz 0,4 - 20Hz Verhältnis zwischen Pulsstromzeit u. Grundstromzeit (Kaltstrom)
Arc Force -10 > +10%
• Einstellung des Schweißstroms
Die folgende Einstellungen entsprechen dem anwendbaren Strombereich je nach Elektrodentyp und -durchmesser. Diese Bereiche sind abhängig von
der Anwendung und der Schweißposition.
Elektrodendurchmesser
1.6 30-60 30-55 -
2.0 50-70 50-80 -
2.5 60-100 80-110 60-75
3.15 80-150 90-140 85-90
4.0 100-200 125-210 120-160
5 150-290 200-260 110-170
6.3 200-385 220-340 -
• Arc Force-Einstellung
Stellen Sie die Arc Force erst in einem mittleren Bereich (0) ein und passen sie je nach Ergebniss an. Hinweis: Der Einstellbereich des Arc Force ist
abhängig vom ausgewählten Elektrodentyp.
52
(mm)
Der Schweißstrom muss je nach Elektrodentyp ausgewählt werden (siehe Elektrodenverpackung).
Arc Force ist ein erhöhter Strom, wenn die Elektrode oder der Tropfen das Schmelzbad
berührt, damit die Elektrode nicht verklebt.
Rutil E6013
(A)
Basisch E7018
(A)
Zellulose E6010
(A)
Page 53

RC-HD2
DE
SPEICHERUNG UND AUFRUFEN DER JOBS
Die während des Einsatzes verwendeten Parameter werden automatisch gespeichert und beim nächsten Einschalten wieder aufgerufen.
Zusätzlich zu den aktuellen Parametern ist es möglich, die «JOB» Kongurationen zu speichern und später aufzurufen.
Es können 100 JOBs abgespeichert werden. Die Speicherung betrit:
- Die Hauptparameter,
- Die Sekundär-Parameter,
- Die Unterverfahren und Tasten-Modi
JOB-MODUS
Dieser Modus ermöglicht die Erstellung, Speicherung, den Aufruf und das Löschen der JOBs.
QUICK LOAD – JOB-Aufruf durch die Brennertaste außerhalb des Schweißvorganges.
Quick Load ist ein Modus zum Aufrufen von JOB (max. 20) außerhalb des Schweißens und ist nur beim MIG-MAG und WIG-Verfahren möglich.
Aus einer Quickload-Liste werden JOBS aus vorher eingestellten JOBs durch kurzen Druck der Brennertaste aufgerufen. Alle Brennertastenmodi (2T
/ 4T) und Schweißmodi (SPOT / STD / PLS) werden unterstützt.
GERÄTEINSTELLUNG
INFORMATION
Dieses Menü bietet Zugri auf die Versionsnummern der Schweißparameter und der Software.
Dieses Menü ermöglicht das Schweißverfahren auszuwählen: MIG/MAG-, WIG- oder E-Hand (MMA).
VERFAHREN
53
Page 54

RC-HD2
PARAMETER
Der Anzeige-Modus ermöglicht den Zugang zu mehr oder weniger detaillierten Schweißeinstellungen.
- Einfach: vereinfachte Anzeige der Einstellungen: kein Zugang zum Schweißzyklus.
- Expert: vollständige Anzeige ermöglicht die Einstellung der Dauer und Zeiten der verschiedenen Phasen des Schweißzyklus.
- Erweitert: Vollanzeige, ermöglicht es Ihnen, alle Parameter des Schweißzyklus einzustellen.
Name de Geräts
Die unterstützten Sprachen: FR, UK usw.
Maßeinheiten: International (SI) oder Imperial (USA).
Materialbezeichnung : EN (Europäisch) oder AWS (USA)
Beispiel: Fe (EN) -> Steel (AWS), CrNi 308 (EN) -> ER 308L (AWS)
Uhrzeit, Datum und Format.
Bildschirmhelligkeit
Kühleinheit (AUTO / ON / OFF) und ENTLEERUNG der Kühleinheit:
- AUTO: Aktivierung beim Schweißen und Deaktivierung 10 Minuten nach dem Schweißvorgang.
- ON: die Kühleinheit ist ständig aktiv.
- OFF: die Kühleinheit ist deaktiviert.
- ENTLEERUNG : Funktion zur Entleerung der Kühleinheit oder zum Füllen der Brennerschläuchen. Die Schutzfunktionen sind
deaktiviert.
DE
Reset (partiell / gesamt):
- Partiell (standardmäßiger Wert für Schweißvorgänge).
- Gesamt (Werkseinstellung).
KALIBRIERUNG
Der Modus ermöglicht die Kalibrierung der elektronisch geregelten Drahtvorschubmotoren Das Kalibrieren gleicht z.B. veränderte Geschwindigkeit des Drahtvorschubmotors aus, um die Spannungsmessung und Enegieberechnung zu präzisieren. Der Vorgang wird beim
Start durch eine Animation am Bildschirm erklärt.
In diesem Modus wird das Schweißzubehör wie Brenner, Kabel + Elektrodenhalter sowie Kabel + Masseklemme kalibriert.. Das Kalilbrie-
ren gleicht z.B. veränderte Kabellängen des Zubehörs aus, um die Spannungsmessung und Enegieberechnung zu präzisieren.
Der Vorgang wird beim Start durch eine Animation am Bildschirm erklärt.
Wichtig: Die Kabelkalibrierung muss bei jedem Wechsel des Brenners, des Kabelbaums oder des Erdungskabels wiederholt werden, um eine opti-
male Schweißung zu gewährleisten.
PORTABILIY
Diese Funktion ermöglicht die Speicherung der Schweißparameter.
Es ist ebenfalls möglich Einstellungen von einem anderen Gerät zu importieren.
54
Page 55

RC-HD2
Import Cong. : Laden einer oder mehrerer USER-Einstellung und deren Jobs von einem USB-Stick.
Export Cong. : Speichern der laufende USER-Einstellung und deren Jobs auf einen USB-Stick (USB\PORTABILITY\CONFIG)
Import JOB : Laden der vorhandenen JOBs aus dem Ordner USB\Portability eines USB-Sticks.
Export JOB : Speichern der JOBs (nach Verfahren) in den Ordner USB\PORTABILITY\JOB eines USB-Sticks.
TRACEABILITY
Diese Schnittstelle zur Verwaltung des Schweißens erlaubt es, alle Schritte der Schweißvorgänge während der Fertigung zu speichern bzw. nach-
zuverfolgen, Schweissraupe für Schweissraupe. Diese qualitätssichernde Vorgehensweise garantiert die Qualität einer nachfolgenden Analyse und
Bewertung, der Berichterstellung und der Dokumentation der gespeicherten Schweißparameter. Diese Funktion entspricht der Norm EN 3834. Die
Speicherung dieser Daten ist durch einen Export auf einen USB-Stick möglich.
DE
1- Start der Rückverfolgbarkeit 2- Erstellung des Projekts 3-
«START» auswählen «REC» auswählen
Vollständige Rückverfolgbarkeit
4-
- ON
Lage (ON/OFF)
Schweissnaht (ON/OFF)
Temperatur (ON/OFF)
Länge (ON/OFF)
Zur Erinnerung:
• Eine SCHWEISSRAUPE ist das Ergebnis eines einzelnen Arbeitsganges beim Schweißen.
• Die LAGE entspricht dem Schweissen auf dem ganzen zu schweissenden Teil.
• Die SCHWEISSNAHT entspricht der fertigen Verbindung von zwei aneinandergefügten
Teilen. Die Schweissnaht besteht daher aus einer oder mehreren Lagen.
• Das PROJEKT umfasst eine oder mehrere fertige Schweissnähte.
• Temperatur* ON : Temperatur des zu schweißenden Teils am Ende der Schweissraupe.
• Länge* ON : Länge der Schweissraupe
*die Maßeinheiten werden entsprechend der in PARAMETER/Maßeinheiten denierten Auswahl
angezeigt.
Vereinfachte Rückverfolgbarkeit
- OFF
Name des Projekts
Intervall der Datenaufzeichnung:
- Hold: Keine Aufzeichnung von Strom-/
Spannungswerten.
- 250 ms, 500 ms, usw. : Aufzeichnung der
Strom-/Spannungswerte in dem genannten
Zeitabstand
5- Anzeige Projekt/Schweissraupe 6- Identizierung 7- Bestätigung
55
Page 56

RC-HD2
DE
Oben links werden der Projektname
und die Nummer der Schweissraupe
angezeigt.
(Die Nummer der Schweissraupe
erhöht sich automatisch und kann nicht
Am Ende jeder Schweissraupe önet
sich ein Fenster zur Identizierung
: Nummer der Lage, Nummer der
Schweissnaht, Temperatur des Teils
und/oder die Länge der Schweissraupe.
Die Bestätigung kann erfolgen durch
das Bedienfeld oder durch Drücken des
Brennertasters
abgeändert werden)
Die Funktion «Explorer» ermöglicht den Zugang zur Liste der erstellten Schweißarbeiten und diese zu ordnen und zu löschen.
Das Piktogramm ermöglicht, Details jedes Arbeitsvorgangs mit den folgenden Informationen abzulesen: Intervall der Datenaufzeichnung, Anzahl der gespeicherten Schweissraupen, gesamte Schweißzeit, gelieferte Schweißenergie, Konguration jeder Schweissraupe
(Verfahren, Uhrzeit, Schweißzeit, Schweißspannung und Schweißstrom).
Die Sicherung dieser Informationen ist möglich durch einen Export der Daten auf einen USB-Stick.
Die Daten im Format CSV können in einem Tabellenkalkulationsprogramm (Microsoft Excel®, Calc OpenOce®, etc.) ausgewertet werden.
ENERGIE-MODUS
Dieser Modus wurde enwickelt, um reproduzierbare Schweißergebnisse unter gleichbleibenden Bedingungen mit Hilfe einer «DMOS» zu gewährleisten. Geregelt werden:
Der Wärmekoezient gemäß der zugrunde gelegten Norm: 1 für ASME und 0,6 (WIG) oder 0,8 (MMA/MIG-MAG) für die europäische Norm. Die
angezeigte Energie wird berechnet unter Berücksichtiung dieses Koezienten.
FEHLER, URSACHEN, LÖSUNGEN
SYMPTOME MÖGLICHE URSACHEN LÖSUNGEN
Partikel verstopfen die Önung Reinigen Sie das Kontaktrohr oder ersetzen Sie es.
Der Schweißdrahtvorschub ist nicht konstant.
Der Drahtvorschubmotor funktioniert nicht. Spulenbremse oder Drahtführungsrollen zu fest. Lösen Sie die Bremse und die Drahtführungsrollen.
Falscher Drahtvorschub.
Kein Strom oder falscher Schweißstrom.
Der Draht reibt sich auf den Drahtführungsrollen ab.
Der Draht rutscht in den Drahtführungsrollen. Fügen Sie Antihaftmittel hinzu.
Eine Drahtführungsrolle rutscht. Prüfen Sie den Sitz der Drahtführungsrollenschraube.
Das Brennerkabel ist verwickelt. Das Brennerkabel muss möglichst gerade sein.
Schmutzige oder beschädigtes Drahtführungsseele. Reinigen oder ersetzen Sie es.
Fehlende Passfeder bei den Drahtführungsrollen Ergänzen Sie die fehlende Passfeder im Gehäuse.
Spulenbremse zu fest angezogen. Lösen Sie die Bremse.
Falscher Netzanschluss.
Falscher Masseanschluss.
Keine Leistung. Prüfen Sie den Brennertaster.
Zerdrückter Drahtführungsmantel. Prüfen Sie die Drahtseele und den Brennerkörper.
Draht stockt im Brenner. Ersetzen Sie oder reinigen Sie den Brenner.
Kein Kapillarrohr. Prüfen Sie, ob das Kapillarrohr vorhanden ist.
Drahtgeschwindigkeit zu hoch. Drahtgeschwindigkeit reduzieren
Kontrollieren Sie den Anschluss der Steckdose und
überprüfen Sie, ob die Steckdose richtig versorgt ist.
Prüfen Sie das Massekabel (Anschluss und Zustand
der Masseklemme).
56
Page 57

RC-HD2
DE
Gasdurchuss zu niedrig.
Gasasche leer. Diese ersetzen
Schlechte Gasqualität. Das Gas ersetzen.
Belüftung oder Einuss des Windes.
Poröse Schweißnaht.
Starke Funkenbildung.
Kein Gas am Ausgang des Brenners Falscher Gasanschluss
Fehler bei Kalibrierung
Fehler beim Download
Backup-Problem Alle Speicherplätze sind belegt.
Automatisches Löschung der JOBs.
Fehler bei der Erkennung des Push Pull Brenner. - Prüfen Sie den Anschluss Ihres Push Pull Brenners.
Fehler beim USB-Stick
Datei-Problem
Batterie Die Batterie scheint leer zu sein.
FEHLER ÜBERSPANNUNG
Netzversorgung prüfen
FEHLER UNTERSPANNUNG
Netzversorgung prüfen
FEHLER PHASE
Netzversorgung prüfen
STROMQUELLE
Überhitzungsschutz
LÜFTER
Fehler Lüfter
FEHLER KÜHLEINHEIT
Kühleinheit nicht erkannt
FEHLER DURCHFLUSS
Durchusskreislauf verstopft
FEHLER WASSERPEGEL
Kühlüssigkeitspegel prüfen
KÜHLEINHEIT
ÜBerhitzungsschutz
Verstopfte Gasdüse. Reinigen oder ersetzen Sie die Gasdüse.
Schlechte Drahtqualität.
Werkstück nicht ausreichend vorbereitet (Rost usw.) Reinigen Sie das Werkstück vor dem Schweißen.
Das Gas ist nicht angeschlossen
Lichtbogen-Spannung zu niedrig oder zu hoch. Siehe Schweiß-Parameter.
Falscher Masseanschluss. Die Masseklemme am Werkstück anschließen.
Schutzgasmenge zu niedrig. Stellen Sie den Gasdurchuss ein.
Fehler bei der Kalibrierung. Diese wurde abgebrochen
und kann wiederholt werden.
Die Daten auf die SD-Karte sind falsch oder beschädigt.
Manche JOBs wurden gelöscht, weil sie mit den
neuen Synergien nicht mehr kompatibel waren.
Kein JOB auf dem USB-Stick entdeckt Kein Speicher mehr frei Geben Sie Speicher auf dem USB-Stick frei.
Die Datei "..." entspricht nicht den heruntergelade-
nen Synergien des Produktes
Netzspannung außerhalb der Toleranzen.
Netzspannung außerhalb der Toleranzen.
In der Netzversorgung fehlt eine Phase oder die
Phasen sind unausgeglichen.
- Einschaltdauer ist überschritten.
- Lufteingänge verstopft
Der Lüfter dreht sich nicht in der richtigen Geschwin-
digkeit.
Kühleinheit nicht erkannt.
Durchuss liegt unter empfohlenem Minimum für
wassergekühlte Brenner.
Stand unter Minimum.
- Einschaltdauer ist überschritten.
- Lufteingänge verstopft
"Einstellbereich von 15 bis 20l/min.
Reinigen Sie das Basismetall."
Vermeiden Sie Luftzug und schützen Sie den
Schweißbereich.
Nutzen Sie nur zum MIG/MAG-Schweißen geeigneten
Draht.
Prüfen Sie, ob das Gas an das Gerät angeschlossen
ist.
Prüfen Sie die Gasanschlüsse
Prüfen Sie, ob das Gasventil richtig funktioniert.
Versuchen Sie eine neue Kalibrierung.
Prüfen Sie Ihre Daten.
Sie müssen Programme löschen.
Die Anzahl an Speichplätzen ist auf 500 beschränkt.
-
Die Datei wurde mit Synergien erstellt, die nicht in
der Maschine sind.
Wechseln Sie die Batterie auf der Rückseite des
Bedienfelds.
Elektrische Anlage von einer qualilzierten Person
überprüfen lassen. Die Spannung zwischen den Pha-
sen muss zwischen 340 Ve und 460 Ve betragen.
- Warten bis Kontrollleuchte erlischt um weiter zu
schweißen.
- Einschaltdauer beachten und für gute Belüftung
sorgen.
- Die Verwendung des optionalen Staublters (Art.-Nr.
063143) verringert die Einschaltdauer.
Schalten das Gerät aus, prüfen und starten Sie es
neu.
Prüfen Sie den Anschluss zwischen Kühleinheit und
Gerät.
Zirkulation der Kühlmittelüssigkeit des Brenners auf
Kontinuität überprüfen.
Kühlmittelbehälter des Kühlaggregats wieder auül-
len.
- Warten bis Kontrollleuchte erlischt um weiter zu
schweißen.
- Kühleinheit durch Druckluftspülung abstauben.
GARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden
(Nachweis Kaufbeleg).
Die Garantieleistung erfolgt nicht bei:
• Durch Transport verursachten Beschädigungen.
• Normalem Verschleiß der Teile (z.B. : Kabel, Klemmen, usw.) sowie Gebrauchsspuren.
• Von unsachgemäßem Gebrauch verursachten Defekten (Sturz, harte Stöße, Demontage).
• Durch Umwelteinüsse entstandene Defekte (Verschmutzung, Rost, Staub).
Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoranschlages durch den Besteller.
Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den Rückversand an den Fachhändler.
57
Page 58

RC-HD2
ES
ADVERTENCIAS - NORMAS DE SEGURIDAD
CONSIGNA GENERAL
Estas instrucciones se deben leer y comprender antes de toda operación.
Toda modicación o mantenimiento no indicado en el manual no se debe llevar a cabo.
Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuírsele al fabricante.
En caso de problema o de incertidumbre, consulte con una persona cualicada para manejar correctamente el aparato.
FUNCIONAMIENTO
Este control a distancia está destinado a los procesos de soldadura MIG/MAG, MMA y TIG. Permite ajustar el equipo de soldadura a distancia. Un botón
ON/OFF permite apagar o encender el control a distancia digital. Cuando el control a distancia digital está encendido, la interfaz de la devanadera está
desactivada. Un visual del control a distancia está indicado en la interfaz de la devanadera. En cuanto la interfaz del control a distancia se apaga o se
desconecta, la interfaz de la devanadera se reactiva.
Equipos compatibles: TITAN - TITANIUM - NEOFEED/PULSFEED - NEOPULSE/PULSEMIG
DESCRIPCIÓN DEL MATERIAL (FIG-1)
1- Interfaz Hombre-Máquina (IHM) 4- Conector USB
2- Conector de control y de alimentación eléctrica 5- Cable de control y de alimentación eléctrica (opción)
3- Botón ON/OFF
SOPORTE DE FIJACIÓN (OPCIÓN)
El soporte (ref. 037779) del telemando digital se puede montar en el
carro T/M 400 (opción, ref. 037328).
INTERFAZ HOMBRE-MÁQUINA (IHM)
MAGNETIX 50 (option, ref. 029637)
58
1- Teclas de acceso a los diferentes menús y parámetros
2- Pantalla izquierda de la rueda de ajuste
3- Perilla derecha de ajuste de la pantalla
1
2 3
Page 59

RC-HD2
ORGANIZACIÓN GENERAL DE LA INTERFAZ
Ajuste de parámetros :
• Información: toda la información del producto se recopila allí (Modelo, N/S.........).
• Proceso: permite elegir el proceso de soldadura: MIG-MAG, TIG o MMA.
• Ajustes: se combinan los ajustes avanzados del producto (modo de visualización,
nombre del dispositivo, idioma...)
1
• Calibración: permite iniciar la calibración de la velocidad de las bobinas motorizadas.
• Portabilidad: permite cargar o descargar JOBS desde una llave USB
así como la conguración de la máquina.
• Trazabilidad: permite iniciar la copia de seguridad de todos los cordones de soldadura
así como su exportación en una llave USB. (Modo Experto/Avanzado).
Proceso: corresponde a la interfaz del proceso de soldadura en curso:
1
Parámetro de proceso: permite la conguración del proceso,
2
2
En las diferentes ventanas de ajuste,
3
JOB: permite acceder a los diferentes modos de recordatorio de JOB.
ES
1 2 3
Parámetros del procedimiento: corresponde a la ventana de ajuste de parámetros del
proceso:
- MIG-MAG: Pareja material/gas (Parámetros de soldadura sinérgicos), diámetro del hilo,
proceso de soldadura (Manual, STD dinámico, etc.), modo de disparo.
3
- TIG: Proceso de soldadura (estándar o pulsada), diámetro del electrodo, etc.
- MMA: proceso de soldadura (estándar o pulsada), tipo de electrodo, antiadherente, etc.
Energía : conguración del modo de energía, desarrollado para soldar con control de
energía supervisado por un DMOS (ver capítulo «MODO DE ENERGÍA»).
4
: corresponde a la ventana de modos de recuperación de programas:
• JOB : crear, guardar, borrar y recuperar JOB.
• QUICKLOAD : programables JOB al gatillo fuera de soldadura.
SOLDADURA SEMI-AUTOMÁTICA MIG / MAG
LOS AJUSTES DEL PROCESO MIG / MAG
Parámetros Designación Ajustes Manual
Par
material/gas
Diámetro del hilo Ø 0.6 > Ø 1.6 mm Selección del diámetro del hilo
- Fe Ar CO2 18%
- Al Mg 5 Ar 100%
- HARDFACE Metal
- etc
Dynamic STD
(Standard)
Pulse Consejos
Selección del material a soldar
Parámetros de soldadura sinérgicos
59
Page 60

RC-HD2
ES
Procesos de
soldadura
ModulArc
(Modulo Arc)
Comportamiento
gatillo
Modo Punteado Spot, Delay Elección del modo de puntuación
La soldadura MIG/MAG
• MIG-MAG Manual
Ajuste
Energía
- Manual
- Dynamic STD
- Pulsado
- Cold Pulsado
OFF - ON
2T, 4T
Grosor
Velocidad
Corriente
Hold
Coeciente térmico
Permite o no la modulación de la corriente de
soldadura (aspecto de un cordón de soldadura
TIG)
Elección del modo de gestión de la soldadura
por gatillo.
Elección del parámetro principal a visualizar
(Espesor de la pieza a soldar, velocidad del hilo,
corriente de soldadura media).
Ver capítulo «MODO DE ENERGÍA» en las
páginas siguientes.
Parámetros Designación Ajustes Descripción & consejos
Velocidad de hilo 1 - 22m/min
Tensión 10 - Umax Ajusta la potencia de soldadura.
Inductancia -4 > +4 Alisa más o menos la corriente de soldadura. A ajustar según la posición de soldadura.
Pre-gas 0-25 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Post-gas 0-25 seg.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
• MIG-MAG Standard (Dynamic STD)
El proceso de soldadura MIG-MAG Standard permite la soldadura de alta calidad en la mayoría de los materiales ferrosos como el acero, el acero
inoxidable, pero también el cobre y sus aleaciones, el titanio.... Las múltiples posibilidades de gestión de la corriente y del gas le permiten controlar
perfectamente su proceso de soldadura, desde el cebado hasta el enfriamiento nal de su cordón de soldadura.
Cantidad de metal de aportación depositado e indirectamente la intensidad de soldadura.
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco.
Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
Parámetros Designación Ajustes Descripción & consejos
Grosor 0.1 - 5.5 mm
Velocidad 1 - 22m/min
Corriente 10 - Imax
Longitud de arco -6 > +6
La sinergia permite una conguración totalmente automática. Acción sobre el espesor
ajusta automáticamente la tensión correcta y la velocidad del hilo.
Cantidad de metal de aportación depositado e indirectamente la intensidad de soldadura.
La corriente de soldadura se ajusta en función del tipo de hilo utilizado y del material a
soldar.
Permite ajustar la distancia entre el extremo del hilo y la masa fundida (ajuste de ten-
sión).
60
Page 61

RC-HD2
Inductancia -4 > +4 Alisa más o menos la corriente de soldadura. A ajustar según la posición de soldadura.
Pre-gas 0-25 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Velocidad de acerca-
miento
Hot Start
Crater ller 50 - 100 %
Post-gas 0-25 seg.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
• MIG-MAG Pulsado
El principio es de hacer pulsar la corriente de soldadura a un alto amperaje para que el hilo fusione en nas gotas antes de que entre en contacto
con la pieza. La frecuencia de deposición de gotas y la energía difundida están perfectamente controladas. Esto permite manejar la temperatura del
baño, mejorar el aspecto de los cordones eliminando las proyecciones, mejorando el mojado y la penetración.
El pulsado es la mejor solución para la soldadura de las aleaciones ligeras y de los aceros inoxidables. Para los aceros al carbono, el pulsado será justicado únicamente con restricciones adicionales como: una fuerte penetración o la eliminación de la terminación. Adicionalmente, el pulsado facilita
la soldadura en posición.
50 - 200 %
50 - 200 %
0 - 5 secs.
Velocidad progresiva del hilo. Antes del cebado, el alambre llega lentamente para crear
el primer contacto sin causar una sacudida.
El Hot Start es una sobrecorriente durante el cebado para evitar que el alambre se
pegue a la pieza a soldar. Es ajustable en intensidad (% de la corriente de soldadura) y
tiempo (segundos).
Esta secuencia de corriente es una fase tras la rampa de descenso de corriente.
Es ajustable en intensidad (% de la corriente de soldadura) y tiempo (segundos).
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco.
Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
ES
• Modulo Arc Pulsado (ModulArc)
Este modo de soldadura por pulsos es adecuado para aplicaciones en posición vertical ascendente (PF). El pulsado permite conservar un baño frío
favoreciendo la transferencia de materia. Sin pulsación, la soldadura vertical ascendente requiere un movimiento «de abeto», lo cual es un desplazamiento triangular dícil. Mediante el modo de soldadura Pulsado ya no es necesario realizar este movimiento, según el grosor de su pieza un
desplazamiento recto hacia arriba puede bastar. Si aun así desea ampliar su baño de fusión, un simple movimiento lateral similar al de soldadura en
llano es suciente. En este caso, puede ajustar sobre la pantalla la frecuencia de su corriente pulsada. Este proceso ofrece un gran dominio de la
operación de soldadura vertical.
Parámetros Designación Ajustes Descripción & consejos
Grosor 0.1 - 5.5 mm
Velocidad 1 - 22m/min
Corriente 10 - Imax Corriente de soldadura
Longitud de arco -6 > +6
Inductancia -4 > +4 Alisa más o menos la corriente de soldadura. A ajustar según la posición de soldadura.
La sinergia permite una conguración totalmente automática. Acción sobre el espesor
ajusta automáticamente la tensión correcta y la velocidad del hilo.
Cantidad de metal de aportación depositado e indirectamente la intensidad de soldadura.
Permite ajustar la distancia entre el extremo del hilo y la masa fundida (ajuste de tensión).
Pre-gas 0 - 25 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Velocidad de
acercamiento
Soft Start 0 - 2 seg.
Hot Start
Uplsope 0 - 2 secs. Rampa de subida de corriente
Corriente fría 50 - 100 % Segunda corriente de soldadura conocida como corriente de soldadura en frío.
Frecuencia de
pulsado
Ciclo de servicio 20 - 80 %
Desvanecimiento 0 - 2 seg. Rampa de descenso de corriente.
50 - 200 %
50 - 200 %
0 - 5 seg.
0.1 - 2 Hz Frecuencia de pulsación
Velocidad progresiva del hilo. Antes del cebado, el alambre llega lentamente para crear
el primer contacto sin causar una sacudida.
Aumento progresivo de la corriente Para evitar arranques o sacudidas violentas, la corriente se controla entre el primer contacto y la soldadura.
El Hot Start es una sobrecorriente durante el cebado para evitar que el alambre se
pegue a la pieza a soldar. Es ajustable en intensidad (% de la corriente de soldadura) y
tiempo (segundos).
En modo pulsado, ajusta el tiempo de corriente caliente en relación con el
tiempo de corriente fría.
ModulARC ON
61
Page 62

RC-HD2
ES
Crater ller 50 - 100 %
Post-gas 0 - 25 seg.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
EL PUNTEADO ( Manual o Standard (Dynamic STD))
• SPOT
El modo de soldadura permite el preensamblado de piezas antes de la soldadura. La puntuación puede ser manual por el gatillo o retardada con un
retardo de puntuación predenido. El tiempo de punteado permite una mejor reproductibilidad y la realización de puntos no oxidados (accesible en
el menú Avanzado).
Parámetros Designación Ajustes Descripción & consejos
Velocidad de hilo 1 - 22m/min Cantidad de metal de aportación depositado e indirectamente la intensidad de soldadura.
Esta secuencia de corriente es una fase tras la rampa de descenso de corriente.
Es ajustable en intensidad (% de la corriente de soldadura) y tiempo (segundos).
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco.
Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
Tensión 10 - Umax Ajusta la potencia de soldadura.
Inductancia -4 > +4 Alisa más o menos la corriente de soldadura. A ajustar según la posición de soldadura.
Punto 0.1 - 10 seg. Duración denida.
Pre-gas 0 - 25 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Post-gas 0 - 25 seg.
Grosor 0.1 - 5.5 mm
Longitud de arco -6 > +6
Corriente 10 - Imax
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
• DELAY
Este es un modo de apuntamiento similar a SPOT, pero con una combinación de tiempo de apuntamiento y parada denida mientras el disparador
esté apretado.
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco.
Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
La sinergia permite una conguración totalmente automática. Acción sobre el
espesor ajusta automáticamente la tensión correcta y la velocidad del hilo.
Permite ajustar la distancia entre el extremo del hilo y la masa fundida (ajuste de
tensión).
La corriente de soldadura se ajusta en función del tipo de hilo utilizado y del
material a soldar.
únicamente
Standard
Parámetros Designación Ajustes Descripción & consejos
Velocidad de hilo 1 - 22m/min Cantidad de metal de aportación depositado e indirectamente la intensidad de soldadura.
Tensión 10 - Umax Ajusta la potencia de soldadura.
Punto 0.1 - 10 seg. Duración denida.
62
Duración entre 2
puntos
Inductancia -4 > +4 Alisa más o menos la corriente de soldadura. A ajustar según la posición de soldadura.
0.1 - 10 seg.
Tiempo entre el nal de un punto (excluido el gas post) y la recuperación de un nuevo
punto (incluido el pregas).
Page 63

RC-HD2
Pre-gas 0 - 25 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Post-gas 0 - 25 seg.
Grosor 0.1 - 5.5 mm
Longitud de arco -6 > +6
Corriente 10 - Imax
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
CICLOS DE SOLDADURA MIG/MAG
Proceso 2T estándar:
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco.
Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
La sinergia permite una conguración totalmente automática. Acción sobre el
espesor ajusta automáticamente la tensión correcta y la velocidad del hilo.
Permite ajustar la distancia entre el extremo del hilo y la masa fundida (ajuste de
tensión).
La corriente de soldadura se ajusta en función del tipo de hilo utilizado y del
material a soldar.
I
T hotstart
ES
únicamente
Standard
Istart
Gas Pre-Flow
Soft-start
Al presionar el gatillo el pregas inicia. Cuando el hilo toca la pieza un pulso inicia el arco y el ciclo de soldadura arranca. Al soltar el gatillo el devanado
se detiene y un pulso de corriente permite cortar el hilo de forma limpia, el postgas sigue. Mientras que el postgas no haya terminado, si se presiona
el gatillo se reinicia la soldadura rápidamente (punto de cadeneta manual) sin pasar por la fase de Hotstart. Un Hotstart y/o un crater ller se pueden
añadir en el ciclo.
I hot start
Dstart
T burn-back
T crater Filler
Creep Speed
I burn-back
I blackout
Gas post-Flow
I crater Filler
63
Page 64

Proceso 4T estándar:
T hotstart
RC-HD2
I
ES
Istart
I hot start
Dstart
4T
Creep Speed
Gas Pre-Flow
Soft-start
En el estándar 4T, la duración del HotStart o del relleno del cráter es manejable por el disparador.
Proceso 2T Pulsado:
I
T hotstart
4T
I burn-back
I Blackout
Gas post-Flow
T burn-back
T crater Filler
I crater Filler
Istart
Dstart
Creep Speed
Gas Pre-Flow
Soft-start
I hot start
T upslope
T downslope
T burn-back
T crater Filler
I burn-back
I blackout
Gas post-Flow
I crater Filler
Al presionar el gatillo el pregas inicia. Cuando el cable toca la pieza, un pulso inicia el arco. Luego, la máquina comienza por el Hot-start, el upslope,
y luego el ciclo de soldadura inicia. Al soltar el gatillo, el downslope comienza hasta llegar a Icrater Filler. Después el pico de parada corta el alambre
seguido por el gas de poste. Como en estándar, es posible reiniciar rápidamente la soldadura durante el postgas sin pasar por la fase de Hotstart.
64
Page 65

Proceso 4T Pulsado:
T hotstart
RC-HD2
I
ES
Istart
Gas Pre-Flow
Soft-start
En el pulso de 4T, el disparador gestiona la duración del HotStart. Durante el cierre, maneja el relleno del cráter.
Dstart
Creep Speed
I hot start
T upslope
4T
T downslope
4T
T burn-back
T crater Filler
I burn-back
I Blackout
Gas post-Flow
I crater Filler
SOLDADURA AL ELECTRODO DE TUNGSTENO BAJO GAS INERTE (MODO TIG)
CONEXIÓN Y CONSEJOS
• La soldadura TIG DC requiere una protección gaseosa (Argón).
• Conecte la pinza de masa en el conector de conexión positivo (+). Conecte la linterna TIG (ref. 046108) en el conector EURO del generador y el
cable de inversión en el conector negativo (-).
• Asegúrese de que la antorcha está bien equipada y de que los consumibles (mordazas, soporte, difusor, boquilla) no estén desgastados.
AFILADO DE ELECTRODOS
Para un funcionamiento óptimo, debe utilizar un electrodo alado de la siguiente manera:
d
ELECCIÓN DEL DIÁMETRO DEL ELECTRODO
Ø Electrodo
(mm)
1 10 > 75 A 10 > 75 A
1.6 60 > 150 A 60 > 150 A
2 75 > 180 A 100 > 200 A
2.5 130 > 230 A 170 > 250 A
3.2 160 > 310 A 225 > 330 A
4 275 > 450 A 350 > 480 A
CEBADO TIG LIFT
1 2
Tungsteno puro Tungsteno con óxidos
TIG DC
~ 80 A par mm de Ø
3
1- Coloque la boquilla de la antorcha en la punta del electrodo sobre la pieza y accione el
botón de la antorcha.
2- Incline la antorcha hasta que haya una separación de 2-3 mm entre la punta del electrodo y la pieza. El arco se ceba.
3- Vuelva a colocar la antorcha en posición normal para iniciar el ciclo de soldadura.
a
L
a = Ø 0.5 mm
L = 3 x d para una corriente débil.
L = d para una corriente fuerte.
El dispositivo de cebado y estabilización del arco está diseñado para un funcionamiento manual y guiado mecánicamente.
Atención: un aumento de la longitud de la antorcha o de los cables superior a la longitud máxima recomendada por el fábricante aumentará el riesgo
de descarga eléctrica.
65
Page 66

RC-HD2
CONFIGURACIÓN DEL PROCESO TIG
• El TIG DC está dedicado al ujo de metales ferrosos como el acero, el acero inoxidable, pero también el cobre y sus aleaciones y el titanio..
• El TIG Synergic ya no funciona con la elección de un tipo de corriente continua y la conguración de los parámetros del ciclo de soldadura, sino que
integra reglas/sinergias de soldadura basadas en la experiencia. Por lo tanto, este modo restringe el número de ajustes a tres ajustes básicos :
- El tipo de material.
- El grosor a soldar en
- La posición de soldadura.
ES
Parámetros Designación Ajustes TIG DC
Estándar Corriente homogénea - -
Pulsado Corriente pulsada - -
Spot Punteado homogéneo - -
Tack Punteado pulsado - -
Tipos de materiales Fe, Al, etc. - Selección del material a soldar
Diámetro del electrodo Tungsteno 1 - 4 mm
Modo de gatillo 2T - 4T - 4TLOG
Soldadura con energía constante -
Energía
LA SOLDADURA TIG DC
• TIG DC Standard
El proceso de soldadura TIG DC Standard permite la soldadura de gran cantidad sobre la mayoría de materiales férreos como el acero, el acero inoxidable, el cobre y sus aleaciones, el titanio...
Las numerosas posibilidades de gestión de corriente y gas le permiten el dominio perfecto de su operación de soldadura y del cebado hasta el enfriamiento del cordón de soldadura.
Hold
Coeciente
térmico
TIG
Sinérgico
-
Consejos
Elección del diámetro del electrodo. Permite renar
las corrientes de arranque en ondas decamétricas y
las sinergias.
Elección del modo de gestión de la soldadura por
gatillo.
Modo de soldadura de energía constante con correc-
ción de las variaciones de longitud del arco
Ver capítulo «MODO DE ENERGÍA» en las páginas
siguientes.
Parámetros Designación Ajustes Descripción & consejos
Pre-gas 0 - 60 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
66
Corriente de arranque 10 - 200 %
Tiempo de arranque 0 - 10 seg.
Subida de corriente 0 - 60 seg. Rampa de subida de corriente
Corriente de soldadura
Desvanecimiento 0 - 60 seg. Rampa de descenso de corriente.
10 - Imax Corriente de soldadura
Esta secuencia de corriente es una fase antes de la rampa de subida de corriente.
Page 67

RC-HD2
ES
Corriente de interrupción
Tiempo de interrupción
Post-gas 0 - 60 seg.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
• TIG DC Pulsado
Este modo de soldadura con corriente pulsada encadena impulsos de corriente fuerte (I, impulso de soldadura) y de corriente débil (I_Froid,
impulso de enfriamiento de la pieza). El modo pulse permite ensamblar las piezas limitando el aumento de temperatura.
Ejemplo:
La corriente de soldadura I está congurada a 100A y %(I_Froid) = 50%, es decir corriente fría = 50% x 100A = 50A.
F(Hz) está parametrado a 10Hz, el período de la señal será 1/10Hz = 100ms -> todos los 100ms, un impulso a 100A y otra a 50A seguirán.
10 - 200%
Esta secuencia de corriente es una fase tras la rampa de descenso de corriente.
0 - 10 seg.
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco.
Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
Parámetros Designación Ajustes Descripción & consejos
Pre-gas 0 - 60 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Corriente de arranque 10 - 200 %
Tiempo de arranque 0 - 10 seg.
Subida de corriente 0 - 60 seg. Rampa de subida de corriente
Corriente de soldadura 10 - Imax Corriente de soldadura
Forma de onda Forma de onda de la parte pulsada.
Corriente fría 20 - 80% Segunda corriente de soldadura conocida como corriente de soldadura en frío.
Tiempo de
refrigeración
Frecuencia de
pulsación
Desvanecimiento 0 - 60 seg. Rampa de descenso de corriente.
Corriente de
interrupción
Tiempo de
interrupción
Post-gas 0 - 60 seg.
20 - 80% Equilibrio de tiempo de la corriente caliente (I) de la pulsación
0.1 - 2500 Hz Frecuencia de pulsación
10 - 200 %
0 - 10 seg.
Esta secuencia de corriente es una fase antes de la rampa de subida de corriente.
Esta secuencia de corriente es una fase tras la rampa de descenso de corriente.
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco.
Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
CONSEJOS DE AJUSTE : la selección de la frecuencia
- Si se efectúa una soldadura con aporte de metal manual, una F (Hz) sincronizada con el gesto de aporte,
- Si la pieza es de pequeño grosor sin aporte (< 8 mm), F(Hz) >> 10Hz
- Soldadura en posición entonces F(Hz) 5 < 100Hz
EL PUNTEADO TIG DC
• SPOT
El modo de soldadura permite el preensamblado de piezas antes de la soldadura. La puntuación puede ser manual por el gatillo o retardada con un
retardo de puntuación predenido. El tiempo de punteado permite una mejor reproductibilidad y la realización de puntos no oxidados (accesible en
el menú Avanzado).
67
Page 68

RC-HD2
Parámetros Designación Ajustes Descripción & consejos
Pre-gas 0 - 60 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Corriente de solda-
dura
5 - Imax Corriente de soldadura
ES
Spot
Post-gas 0 - 60 seg.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
• TACK
El modo de soldadura permite igualmente el preensamblado de piezas antes de la soldadura, pero esta vez en dos fases: una primera fase de DC
pulsado concentrando el arco para una mejor penetración, seguido de una segunda en DC estándar que expande el arco y por lo tanto el baño para
asegurar el punto. Los tiempo de ajustes de las dos fases de punteado permiten una mejor reproductibilidad y la realización de puntos no oxidados.
Parámetros Designación Ajustes Descripción & consejos
Pre-gas 0 - 60 seg. Tiempo de limpieza de la antorcha y de la protección gaseosa antes del cebado.
Corriente de
soldadura
, 0 - 60 seg.
5 - Imax Corriente de soldadura
Manual o una duración denida.
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del
arco. Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
Duración de Pulsada
Frecuencia de
pulsación
Duración no pulsada
Post-gas 0 - 60 seg.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Nivel de usuario: Fácil, Experto,
Avanzado.
• Soldadura en modo E-TIG
Este modo permite una soldadura con potencia constante midiendo en tiempo real las variaciones de longitud de arco para asegurar una anchura
de cordón y una penetración constantes. En el caso en el que el ensamble requiera el control de la energía de soldadura, el modo E.TIG asegura al
soldador que se respete la potencia de soldadura en cualquier posición de antorcha respecto a la pieza.
, 0 - 60 seg.
0.1 - 2500 Hz Frecuencia de pulsación
, 0 - 60 seg.
Fase de pulsación manual o de duración denida
Manual de fase de corriente suave o de duración denida
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del
arco. Permite proteger tanto la pieza como el electrodo contra las oxidaciones.
68
Page 69

Estándar (Corriente constante) E-TIG (energía constante)
2 mm
D
10 mm
D
5 mm
D
2 mm
D
5 mm
D
10 mm
D
t
t
T2
T1
Botón principal
t t
t
t
T2
T1
Botón principal
T3
T1
Botón principal
T2
T4
t t
t t
t
t
T2
T1
Botón principal
T3
T1
Botón principal
T2
T4
T3
T1
Botón principal
T2
T4
>0.5s<0.5s<0.5s
COMPORTAMIENTO GATILLO
MODO 2T
RC-HD2
T1 - Al presionar el botón principal, el ciclo de soldadura inicia
(PreGas, I_Start, UpSlope y soldadura).
T2 - Al soltar el botón principal, el ciclo de soldadura se detiene
(DownSlope, I_Stop, PostGas).
Para la antorcha de dos botones y solo en Modo 2T, el botón secundario funciona como botón principal.
ES
MODO 4T
T1 - Al presionar el botón principal, el ciclo de soldadura inicia a
partir del pregas y se detiene en la fase de I_Start
T2 - Al soltar el botón principal, el ciclo continúa en UpSlope y en
soldadura.
T3 - Al presionar el botón principal, el ciclo pasa a DownSlope y se
detiene en la fase de I_Stop.
T4 - Al soltar el botón principal, el ciclo se acaba mediante el
Postgas.
Nota: En las antorchas de doble botón, o doble botón + potenciómetro, el botón superior activa la corriente de soldadura y el poten-
ciómetro está activo, mientra que el gatillo inferior está inactivo.
MODO 4T log
T1 - Al presionar el botón principal, el ciclo de soldadura inicia a
partir del pregas y se detiene en la fase de I_Start
T2 - Al soltar el botón principal, el ciclo continúa en UpSlope y en
soldadura.
LOG: este modo de funcionamiento se utiliza en fase de soldadura:
- Mediante una presión breve sobre el botón principal (<0.5s), la
corriente pasa a corriente de soldadura fría y viceversa.
- Si se mantiene presionado el botón secundario (>0.5s), la corriente pasa de I de soldadura a I fría.
- Al soltar el botón secundario, la corriente pasa de corriente fría a
corriente de soldadura., le courant bascule le courant de I froid à I
soudage
T3 – Al efectuar una presión superior sobre el botón principal
(>0.5s), el ciclo pasa a DownSlope y se detiene en la fase de
I_Stop.
T4 - Al soltar el botón principal, el ciclo se acaba mediante el
Postgas.
En el caso de los antorchas de doble botón o de doble gatillo, el gatillo «alto» conserva la misma funcionalidad que el antorcha de gatillo simple o de
lamelas. El disparador «bajo» está inactivo.
SOLDADURA CON ELECTRODO REVESTIDO (MODO MMA)
CONEXIÓN Y CONSEJOS
• Conecte los cables del portaelectrodos y de la pinza de masa en los conectores.
Respete las polaridades e intensidades de soldadura indicadas sobre el embalaje de los electrodos.
• Quite el electrodo del portaelectrodos cuando no se esté usando el equipo.
• Los aparatos poseen 3 funcionalidades especícas de los inverters :
- El Hot Start procura una sobreintensidad al inicio de la soldadura.
- El Arc Force libera una sobreintensidad que impide que el electrodo se pegue cuando entre en el baño de fusión.
- El Anti-Sticking permite despegar fácilmente su electrodo sin que tenga que calentarlo en caso de que se pegue.
ELECCIÓN DE LOS ELECTRODOS REVESTIDOS
• Electrodo de rutilo: muy fácil de usar en todas las posiciones.
• Electrodo básico: utilizado en todas las posiciones, es adecuado para trabajos de seguridad debido a sus propiedades mecánicas.
• Electrodo celulósico: arco muy dinámico con una alta tasa de fusión, su uso en todas las posiciones lo dedica especialmente para trabajos en tuberías.
69
Page 70

RC-HD2
LOS AJUSTES DEL PROCESO DE ELECTRODOS REVESTIDOS (MMA)
Parámetros Designación Ajustes Estándar Pulsado Consejos
Tipo de electrodo
Anti-Sticking OFF - ON
Energía
SOLDADURA CON ELECTRODO REVESTIDO (MMA)
Rutilo
Básico
Celulósico
Hold
Coeciente térmico
El tipo de electrodo determina los parámetros especícos en
función del tipo de revestimiento utilizado para optimizar su
soldabilidad.
Se recomienda el antiadherente para quitar con seguridad el
electrodo si está pegado a la pieza que se va a soldar (se corta
automáticamente la corriente).
Ver capítulo «MODO DE ENERGÍA» en las páginas siguientes.
ES
• MMA ESTÁNDAR
Este modo de soldadura MMA Standard conviene para la mayoría de aplicaciones. Permite la soldadura con todos los tipos de electrodos revestidos,
rutilo, básico, celulósico... y sobre todos los materiales: acero, acero inoxidable, hierro fundido.
Parámetros Designación Ajustes Descripción & consejos
Porcentaje de
Hot Start
Duración del Hot
Start
Corriente de
soldadura
Arc Force -10 > +10%
• MMA PULSADO
El modo de soldadura MMA Pulsado conviene a aplicaciones en posición vertical ascendente (PF). El pulsado permite conservar un baño frío favore-
ciendo la transferencia de materia. Sin pulsación, la soldadura vertical ascendente requiere un movimiento «de abeto», lo cual es un desplazamiento
triangular dícil. Mediante el MMA Pulsado ya no es necesario realizar este movimiento, según el grosor de su pieza un desplazamiento recto hacia
arriba puede bastar. Si aun así desea ampliar su baño de fusión, un simple movimiento lateral similar al de soldadura en llano es suciente. En este
caso, puede ajustar sobre la pantalla la frecuencia de su corriente pulsada. Este proceso ofrece un gran dominio de la operación de soldadura vertical.
0 - 100 %
0 - 2 seg.
10 - Imax.
Le Hot Start es una sobrecorriente durante el cebado para evitar que el electrodo se
adhiera a la pieza a soldar. Es ajustable en intensidad (% de la corriente de soldadura) y
tiempo (segundos).
La corriente de soldadura se ajusta según el tipo de electrodo elegido (consulte el embalaje del electrodo).
Es una sobrecorriente que se produce cuando el electrodo o la gota entra en contacto con
el baño de soldadura para evitar que se pegue.
70
Page 71

RC-HD2
Parámetros Designación Ajustes Descripción & consejos
Porcentaje de Hot
Start
Duración del Hot
Start
Corriente de
soldadura
Corriente fría 20 - 80% Segunda corriente de soldadura conocida como corriente de soldadura "en frío.
0 - 100 %
0 - 2 seg.
10 - Imax
Le Hot Start es una sobrecorriente durante el cebado para evitar que el electrodo se
adhiera a la pieza a soldar. Es ajustable en intensidad (% de la corriente de soldadura) y
tiempo (segundos).
La corriente de soldadura se ajusta según el tipo de electrodo elegido (consulte el embalaje del electrodo).
ES
Frecuencia de
pulsación
Arc Force -10 > +10%
• Ajuste de la intensidad de soldadura:
Los ajustes siguientes corresponden a la zona de intensidad utilizable en función del tipo y del diámetro del electrodo. Estas zonas son bastante
amplias ya que dependen de la aplicación y de la posición de soldadura.
Ø de electrodo
• Ajuste del Arc Force
Se aconseja posicionar el Arc Force en posición media (0) para iniciar la soldadura y ajustarla en función de los resultados y de las preferencias de
soldadura. Nota : el margen de ajuste de la fuerza de arco es especíco para el tipo de electrodo elegido.
(mm)
1.6 30-60 30-55 -
2.0 50-70 50-80 -
2.5 60-100 80-110 60-75
3.15 80-150 90-140 85-90
4.0 100-200 125-210 120-160
5 150-290 200-260 110-170
6.3 200-385 220-340 -
0.4 - 20 Hz Frecuencia de pulsación del modo PULSE (Hz).
es una sobrecorriente que se produce cuando el electrodo o la gota entra en contacto con
el baño de soldadura para evitar que se pegue.
Rutilo E6013
(A)
Básico E7018
(A)
Celulósico E6010
(A)
MEMORIZACIONES Y RECORDATORIOS DE TRABAJOS
Los parámetros en uso se registran automáticamente y siguen memorizados la próxima vez que se encienda el generador.
Además de los parámetros en uso, las diferentes conguraciones (JOB) se pueden registrar y usar.
Se pueden registrar 100 JOBS por proceso de soldadura, y memorizar lo siguiente:
- El parámetro principal
- El parámetro secundario (MMA, TIG)
- Los sub-procesos y modos de botón.
MODE JOB
Este modo JOB permite la creación, registro, recuperar y borrar JOB.
QUICK LOAD – es un modo de carga de JOB cuando no se está soldando.
El Quick Load es un modo de recuperación de JOB (20 máximo) excluyendo la soldadura y sólo es posible en el proceso MIG-MAG y TIG.
A partir de una lista de Quickload constituida por JOB y creada previamente, los recordatorios de JOBs se realizan por medio de una pulsación corta
del gatillo. Compatible con todos los modos de gatillo (2T/4T/4Tlog) y todos los modos de soldadura (SPOT/STD/PLS).
AJUSTES DEL PRODUCTO
71
Page 72

RC-HD2
INFORMACIÓN
Este menú permite acceder a varias versiones de tarjetas y programas.
ES
Este menú le permite elegir el proceso de soldadura : MIG-MAG, TIG ou MMA
PARÁMETROS
PROCEDIMIENTO
El modo de visualización permite acceder a más o menos parámetros y conguraciones de soldadura.
- Facil : visualización y funcionalidad reducida: no hay acceso al ciclo de soldadura.
- Experto : visualización completa, permite ajustar la duración y el tiempo de las diferentes fases del ciclo de soldadura.
- Avanzado : visualización completa, le permite ajustar todos los parámetros del ciclo de soldadura.
El nombre del aparato y la posibilidad de personalizarlo.
Los idiomas incluidos : francés, Inglés, etc...
Las unidades de medida: Internacional (SI) o Imperial (USA).
72
Denominación de los materiales : EN (Europeo) o AWS (USA)
Ejemplo : Fe (EN) -> Steel (AWS), CrNi 308 (EN) -> ER 308L (AWS)
Hora, fecha y formato
Luminosidad
El grupo de refrigeración (AUTO / ON / OFF) y la función PURGE del grupo de refrigeración :
- AUTO : Activación durante la soldadura y desactivación del grupo frigoríco 10 minutos tras la soldadura.
- ON : la unidad de refrigeración está permanentemente controlada.
- OFF : el grupo está desactivado.
- PURGE : función dedicada a la purga del grupo de refrigeración o de los cables conectores, se inhiben las protecciones.
Reset producto (Parcial / Total) :
- Parcial (valor por omisión del ciclo de soldadura).
- Total (conguración de fábrica).
Page 73

RC-HD2
CALIBRACIÓN
Este modo está dedicado a calibrar la velocidad de los carretes motorizados. La nalidad del calibrado es de compensar las variaciones
de longitud de los accesorios para ajustar la medida de tensión indicada y anar el cálculo de energía. Una vez el proceso iniciado, se
explica por medio de una animación en la pantalla.
Este modo también está dedicado a la calibración de accesorios de soldadura tales como antorcha, cable + soporte de electrodo y cable
+ abrazadera de tierra. El propósito de la calibración es compensar las variaciones en las longitudes de los accesorios para ajustar la
medida de tensión visualizada y renar el cálculo de energía. El procedimiento una vez iniciado se explica con una animación en la
pantalla.
Importante: La calibración del cable debe repetirse cada vez que se cambie la antorcha, el arnés o el cable de tierra para garantizar una solda-
dura óptima.
PORTABILIDAD
Esta función permite el registro de la conguración de soldadura de la máquina.
También permite cargar una conguración recuperada en otro equipo e introducirla en otro.
ES
Import Cong. : importación de una llave USB una u otras conguraciones « USER » y sus JOB.
Export Cong. : exportar a una llave USB la conguración actual de «USUARIO» y sus JOBS en el directorio USB {PORTABILIDAD}
CONFIGURACIÓN
Import JOB: importación de los JOB presentes en el registro USB\Portability de una llave USB.
Export JOB : exportación de los JOBS en una llave USB según los procedimientos en el registro USB\PORTABILITY\JOB.
TRAZABILIDAD
Esta interfaz de gestión de la soldadura le permite rastrear/registrar todos los pasos de la operación de soldadura, cordón por cordón, durante un proceso
de fabricación industrial. Este método cualitativo garantiza una calidad de soldadura posterior a la producción que permite el análisis, la evaluación, el
informe y la documentación de los parámetros de soldadura registrados. Esta funcionalidad permite la recogida y almacenamiento preciso y rápido de los
datos solicitados según EN ISO 3834. La recuperación de estos datos es posible a través de una exportación a una llave USB.
1- Creación de trazabilidad 2- Creación del sitio 3-
Trazabilidad simplicada - OFF
Seleccionar «START» Seleccionar «REC»
Nombre del sitio
Intervalo de muestreo:
- Hold : No hay registro de valores de
corriente/voltaje.
- 250 ms, 500 ms, etc. : Registro de los
valores de corriente/tensión cada X veces.
73
Page 74

RC-HD2
ES
4-
Trazabilidad completa - ON
Passe (ON/OFF)
Soldadura (ON/OFF)
Temperatura (ON/OFF)
Longitud (ON/OFF)
Visualización del sitio de construc-
5-
ción/cable
En la parte superior izquierda, se muestran el nombre del sitio y el número de
cable.
(El número de cable se incrementa
automáticamente y no se puede modi-
car)
Recordatorio:
• Un CABLE de soldadura corresponde a un ciclo de soldadura.
• La PASSE corresponde a la soldadura en todo el perímetro de la pieza a soldar.
• La SOLDADURA es la conexión nal de dos piezas ensambladas. Por lo tanto, la soldadura se considera como una o varias pasadas.
• El SITIO se compone de una o más soldaduras acabadas.
• Temperatura* ON : Temperatura de la pieza a soldar al comienzo del cordón.
• Longitud* ON : Longitud del cable
*las unidades de medida se visualizan según la elección denida en PARÁMETROS/Unidades de medida.
6- Identicación 7- Calibrado
En cada extremo del cable se muestra
una ventana de identicación: número
de paso, número de soldadura, temperatura de la pieza y/o longitud del
cable.
La validación se puede realizar en la
HMI o apretando el gatillo.
La función «Explorar» permite acceder a la lista de sesiones de trabajo creadas, ordenarlas y borrarlas.
El pictograma permite ver los detalles de cada sesión con la siguiente información: frecuencia de muestreo, número de cordones regis-
trados, tiempo total de soldadura, energía de soldadura suministrada, conguración de cada cordón (proceso, marca de tiempo, tiempo de
soldadura y soldadura U-I).
La recuperación de esta información se realiza exportando los datos a una llave USB.
Los datos CSV pueden ser usados usando software de hoja de cálculo (Microsoft Excel®, Calc OpenOce®, etc).
MODO DE ENERGÍA
Este modo desarrollado para soldar con control de energía enmarcado por un DMOS permite, además de la visualización de la energía del cordón
después de la soldadura, ajustar:
El coeciente térmico según la norma utilizada: 1 para las normas ASME y 0,6 (TIG) o 0,8 (MMA/MIG-MAG) para las normas europeas. La energía
visualizada se calcula teniendo en cuenta este coeciente.
74
Page 75

RC-HD2
ES
ANOMALÍAS, CAUSAS Y SOLUCIONES
Anomaías Causas posibles Soluciones
El oricio está obstruido por salpicaduras.
La velocidad del hilo de soldadura no es constante.
Le motor de devanado no funciona.
Mal devanado del hilo.
No hay corriente de soldadura o la corriente es
incorrecta.
El hilo se tapona tras los rodillos.
El cordón de soldadura es poroso.
Partículas de chisporroteo importantes
No sale gas de la antorcha. Mala conexión del gas.
Fallo durante la calibración
Error en la descarga.
Problema de guardado Ha superado el número máximo de guardados.
Supresión automática de los JOBS.
Error de detección de la antorcha Push Pull - Compruebe la conexión de la antorcha Push Pull
Problema de tarjeta USB
Problema de archivo
Pila La pila parece desgastada. Cambiar la pila en la parte trasera de la interfaz.
FALLO DE SOBRETENSIÓN
Vericar la instalación eléctrica
FALLO DE SUBTENSIÓN
Vericar la instalación eléctrica
FALLO DE FASE
Vericar la instalación eléctrica
El hilo patina en los rodillos. Vuelva a poner producto anti-adherente.
Uno de los rodillos patina. Compruebe el ajuste del tornillo del rodillo.
El cable de la antorcha está retorcido.
El freno de la bobina o el rodillo están demasiado
apretados.
Funda pasa-hilos sucia o dañada. Límpiela o reemplácela.
La cuña del eje de los rodillos no está presente Coloque la cuña en su lugar.
Freno de la bobina demasiado apretado. Aoje el freno.
Mala conexión de la toma de corriente.
Mala conexión de masa.
No hay potencia. Compruebe el gatillo de la antorcha.
La funda pasa-hilos está aplastada. Compruebe la funda y el cuerpo de la antorcha.
Bloqueo del hilo en la antorcha. Límpiela o reemplácela.
No hay tubo capilar. Compruebe el tubo capilar.
Velocidad demasiado alta. Reduzca la velocidad del hilo.
El caudal de gas es insuciente.
Botella de gas vacía. Reemplácela.
Calidad del gas insuciente. Reemplácelo.
Corriente de aire o inuencia del viento. Evite corrientes de aire, proteja la zona de soldadura.
Boquilla de gas demasiado ensuciada. Limpie la boquilla de gas o reemplácela.
Mala calidad de hilo. Utilice un hilo adaptado a la soldadura MIG-MAG.
Mal estado de la supercie que se va a soldar (óxido,
etc...)
El gas no está conectado
Tensión del arco demasiado baja o demasiado alta. Ver parámetros de soldadura.
La masa no está bien colocada.
Gas de protección insuciente. Ajuste el caudal de gas
Se ha producido un error durante el calibrado, este
se ha anulado y se puede reiniciar.
Los datos del lápiz de memoria USB son incorrectos o
están dañados.
Algunos de sus JOBS se han suprimido, ya que no
eran válidos con las nuevas sinergías.
No se ha detectado ningún JOB en la llave USB No queda espacio en la memoria del producto Libere espacio en la tarjeta USB.
El archivo «...» no corresponde a sinergias descarga-
das en el producto
Tensión de red eléctrica fuera del umbral.
Tensión de red eléctrica fuera del umbral.
Instalación a una fase que no se encuentra o desequilibrado
Limpie el tubo de contacto o cámbielo y vuelva a
poner producto anti-adherente.
El cable de la antorcha debe estar lo más recto
posible.
Aoje el freno y los rodillos
Compruebe la conexión de la toma y verique que
esta es trifásica.
Compruebe el cable de masa (conexión y estado de
la pinza).
Zona de ajuste de 15 a 20 L / min.
Limpie el metal de base.
Limpie la pieza antes de soldar.
Compruebe que el gas esté conectado a la entrada
del generador.
Compruebe y posicione la pinza de masa lo más
cerca posible de la zona donde se va a soldar.
Compruebe la conexión de las entradas de gas.
Compruebe que la electroválvula funciona.
Vuelva a intentar una nueva calibración
Compruebe sus datos.
Debe suprimir algunos programas de soldadura.
El numero de conguraciones guardadas está limitado a 500.
-
El chero se ha creado con sinergías que no están
presentes en la máquina.
Haga que una persona cualicada compruebe su ins-
talación eléctrica. La tensión entre las 3 fases debe
estar entre 340 Ve y 460 Ve.
75
Page 76

RC-HD2
- Espere a que se apague el testigo luminoso
para reiniciar la soldadura.
GENERADOR
Protección térmica
VENTILADOR
Fallo de ventilador
FALLO DE GRUPO DE REFRIGERACIÓN
Grupo de refrigeración no detectado
FALLO DE CAUDAL
Circuito de refrigeración obstruido
FALLO DE NIVEL DEL AGUA
Vericar el nivel del agua
GRUPO DE REFRIGERACIÓN
Protección térmica
- Utilización por encima del ciclo de trabajo.
- Entradas de aire obstruidas.
El ventilador no gira a la velocidad correcta.
El grupo de refrigeración no está detectado.
El caudal es inferior al mínimo recomendado para las
antorchas refrigeradas por agua.
El nivel es inferior al mínimo.
- Utilización por encima del ciclo de trabajo.
- Entradas de aire obstruidas.
GARANTÍA
La garantía cubre todos los defectos o vicios de fabricación durante 2 años, a partir de la fecha de compra (piezas y mano de obra)
La garantía no cubre:
• Todas las otras averías resultando del transporte
• El desgaste normal de las piezas (cables, pinzas…)
• Los incidentes resultando de un mal uso (error de alimentación, caída, desmontaje)
• Los fallos relacionados con el entorno (polución, oxidación, polvo…)
En caso de fallo, regresen la maquina a su distribuidor, adjuntando:
• Un justicativo de compra con fecha (recibo, factura…)
• Una nota explicativa del fallo.
- Respete el ciclo de trabajo y asegura una
buena ventilación.
- El uso del ltro anti-polvo es opcional (ref.
063143) reduce los ciclos de trabajo.
Desconecte la máquina, compruebe y reinicie.
Verique el conector entre el grupo de refrige-
ración y el aparto.
Compruebe que continúe la circulación de
líquido de la antorcha.
Llene el depósito del grupo de refrigeración.
- Espere a que se apague el testigo luminoso
para reiniciar la soldadura.
- Desempolvar el grupo de refrigeración a
través de la expulsión de aire.
ES
76
Page 77

RC-HD2
NL
WAARSCHUWING - VEILIGHEIDSINSTRUCTIES
ALGEMENE INSTRUCTIES
Voor het in gebruik nemen van het apparaat moeten deze instructies gelezen en goed begrepen worden. Voer geen wijzigingen of onderhoud uit die niet in de handleiding vermeld staan.
Ieder lichamelijk letsel of schade, veroorzaakt door het niet naleven van de instructies in deze handleiding kan niet verhaald worden op de fabrikant
van het apparaat. Raadpleeg, in geval van problemen of onzekerheid over het gebruik, een bevoegd persoon om het apparaat correct te installeren.
WERKING
Deze afstandsbediening is bestemd voor de lasprocedures MIG/MAG, MMA en TIG. Met deze afstandsbediening kan het lasapparaat op afstand bediend
worden. Met een ON/OFF knop kan de digitale afstandsbediening aan- en uitgezet worden. Wanneer de digitale afstandsbediening is ingeschakeld, is
de IHM van het draadaanvoersyteem niet actief. Een afbeelding van de afstandsbediening is dan zichtbaar op de IHM van het draadaanvoersysteem.
Zodra de IHM wordt uitgeschakeld of losgekoppeld, zal de IHM van het draadaanvoersysteem weer geactiveerd worden.
Te gebruiken in combinatie met de apparaten : TITAN - TITANIUM - NEOFEED/PULSFEED - NEOPULSE/PULSEMIG
BESCHRIJVING VAN HET MATERIAAL (FIG-1)
1- Man-Machine Interaction (MMI) 4- USB-stekker
2- Aansluiting besturing en voeding 5- Besturings- en voedingskabel (optie)
3- Knop ON/OFF
INTERFACE HUMAN - MACHINE (IHM)
2 3
BEVESTIGINGSSTEUN (OPTIE)
1- Knoppen die toegang geven tot de verschillende menu’s en instellingen
2- Afstelknop linkerscherm
3- Afstelknop rechterscherm
1
De steun (ref. 037779) van de digitale afstandsbediening kan worden
gemonteerd op de T/M 400-slede (optie, ref. 037328).
MAGNETIX 50 (optie, ref. 029637)
77
Page 78

RC-HD2
ALGEMENE ORGANISATIE VAN DE BEDIENING
Instellingen :
• Informatie : alle productinformatie wordt hierin vermeld (Model, S/N …..)
• Procedure : hiermee kan de lasprocedure gekozen worden : MIG-MAG, TIG of MMA.
• Instellingen : de geavanceerde instellingen van het apparaat zijn hierin verenigd (weer-
gave, naam van het apparaat, taal…)
1
• Kalibratie : wordt gebruikt om de kalibratie van de snelheid van de motoraangedreven
haspel en de lastoebehoren te starten.
• Portability : laden/downloaden van «JOBS» vanaf of op een USB-stick en het downloaden
van een instelling vanaf een USB-stick.
• Traceability : Alle lasnaden kunnen worden opgeslagen en op USB-stick worden gezet.
Lasprocedure : komt overeen met het type lasklus dat wordt uitgevoerd :
1
Instelling procedure : voor het ingeven van de instellingen van de lasklus,
2
2
De verschillende schermen met instellingen,
3
JOB : geeft toegang tot de verschillende JOB oproepmodules.
NL
1 2 3
Instellingen procedures: komt overeen met het scherm met instellingen van de proce-
dure :
• MIG-MAG : Combinatie materiaal/gas (Synergetische lasinstellingen), draaddiameter,
lasprocedure (Handmatig, Dynamic STD, enz), module trekker.
3
• TIG : lasprocedure (Standaard of Puls), diameter van de elektrode, etc.
• MMA : lasprocedure (Standaard of Puls), type elektrode, anti-sticking, etc.
Energie : instellen van de energie-module, ontwikkeld voor het lassen met energie-
controle, ingeperkt door een LMB (zie hoofdstuk «ENERGY MODE»).
: komt overeen met het scherm van de modules om de verschillende programma’s
op te roepen :
4
• JOB : creëren, opslaan, verwijderen en weer oproepen van JOB.
• QUICKLOAD : oproepen van JOB met de trekker, buiten het lassen om.
SEMI-AUTOMATISCH LASSEN (MODULE MIG/MAG)
INSTELLINGEN PROCEDURE MIG / MAG
Instellingen Omschrijving Instellingen
Combinatie
materiaal/gas
Draad diameter Ø 0.6 > Ø 1.6 mm Keuze draaddiameter
78
- Fe Ar CO2 18%
- Al Mg 5 Ar 100%
- HARDFACE Metal
- enz.
Hand-
matig
Dynamic STD
(Standaard)
Puls Advies
Keuze van het te lassen materiaal.
Synergetische lasinstellingen
Page 79

Lasprocedure
ModulArc
(Module Boog)
Gebruik van de
trekker
Punt module Spot, Delay Keuze module punten
MIG-MAG LASSEN
• MIG-MAG Handmatig
Instellen
Energie
RC-HD2
- Handmatig
- Dynamic STD
- Puls
- Cold Puls
OFF - ON
2T, 4T Keuze gebruik van de trekker.
Dikte
Snelheid
Stroom
Hold
Thermische coëciient
Maakt al dan niet modulatie van de lasstroom
mogelijk (uiterlijk van een TIG-lasparel).
Keuze weergave hoofdinstelling (Dikte van het
te lassen werkstuk, draadsnelheid, gemiddelde
lasstroom).
Zie hoofdstuk «ENERGY MODULE» op pagina’s.
Volgen.
NL
Instellingen Omschrijving Instellingen Beschrijving & adviezen
Draadsnelheid 1 - 22m/min Hoeveelheid toegevoegd metaal en indirect de lasintensiteit.
Spanning 10 - Umax Regelt het lasvermogen.
Smoorklep -4 > +4 Vlakt min of meer de lasstroom af. Instelling afhankelijk van de laspositie.
Pre-gas 0 - 25 secs.
Post gas 0 - 25 secs.
De toegang tot sommige lasparameters is afhankelijk van de geselecteerde weergavemodus: Instellingen/Normaal: Expert, Gevorderd, Gea-
vanceerd.
• MIG-MAG Standaard (Dynamic STD)
De Standaard lasmodule geeft een hoge laskwaliteit op de meeste ijzerhoudende materialen, zoals staal, rvs, maar ook op koper en koperlegeringen,
titaan....... De verschillende mogelijkheden om stroom en gas te regelen zorgen voor een perfecte beheersing van de lasprocedure, van de ontsteking
tot de uiteindelijke afkoeling van de lasnaad.
Duur van het zuiveren van de toorts en het creëren van beschermingsgas voor het opstar-
ten.
Tijdsduur van het in stand houden van de gasbescherming, na het uitschakelen van de
lasboog. Beschermt het werkstuk en de elektrode tegen oxidatie.
Instellingen Omschrijving Instellingen Beschrijving & adviezen
Dikte 0.1 - 5.5 mm
Snelheid 1 - 22m/min Hoeveelheid toegevoegd metaal en indirect de lasintensiteit.
Stroom 10 - Imax
Booglengte -6 > +6
Smoorklep -4 > +4 Vlakt min of meer de lasstroom af. Instelling afhankelijk van de laspositie.
Dankzij de synergie is een volledig automatische instelling mogelijk. Het ingeven van de
dikte regelt automatisch de spanning en de geschikte draadsnelheid.
De lasstroom wordt geregeld op basis van het type draad dat wordt gebruikt en het te
lassen materiaal.
Voor het aanpassen van de afstand tussen het uiteinde van de draad en het smeltbad
(afstellen van de spanning).
79
Page 80

RC-HD2
NL
Pre-gas 0 - 25 secs.
Creep speed 50 - 200 %
Hot Start
Crater Filler 50 - 100 %
Post gas 0 - 25 secs.
De toegang tot sommige lasparameters is afhankelijk van de geselecteerde weergavemodus: Instellingen/Normaal: Expert, Gevorderd, Gea-
vanceerd.
• MIG-MAG Puls
Het principe is om de lasstroom te laten pulseren bij een hoge stroomsterkte, zodat de jne druppels toevoegmateriaal zich sneller afsplitsten voordat deze in contact met het te lassen onderdeel komen. De frequentie van het loslaten van druppels toevoegmateriaal en de afgegeven energie zijn
perfect op elkaar afgesteld. Dit maakt het mogelijk om de temperatuur van het smeltbad perfect te beheersen, om mooiere lasnaden te realiseren en
spatvorming tegen te gaan, en om de verspreiding van het toevoegmateriaal en de inbranding te verbeteren.
Pulslassen heeft veel voordelen bij het lassen van legeringen en inox. Tijdens het lassen van koolstofstaal zal het pulslassen enkel voordeliger zijn
wanneer er zich extra belemmeringen voordoen, zoals een sterke inbranding of het verwijderen van spatvorming. De pulstechniek maakt tevens het
lassen in positie eenvoudiger.
• Module Boog Puls (ModulArc)
Deze puls lasmodule is geschikt voor toepassingen tijdens het verticaal opgaand lassen (PF). Met de puls-module is het mogelijk om een koud smeltbad te behouden, dat tevens een goede materiaaloverdracht geeft. Zonder puls vereist het verticaal opgaand lassen een «dennenboom» beweging,
dit is een nogal moeilijke driehoeksbeweging. Dankzij de Puls lasmodule is het uitvoeren van deze beweging niet meer nodig. Afhankelijk van de
dikte van het te lassen voorwerp kan één rechte omhooggaande beweging voldoende zijn. Als u toch uw smeltbad wilt vergroten is een eenvoudige
laterale beweging voldoende. In dit geval kunt u de frequentie van uw puls-stroom op uw scherm regelen. Deze procedure geeft de lasser een grotere
controle tijdens het verticaal lassen.
50 - 200 %
0 - 5 secs.
Duur van het zuiveren van de toorts en het creëren van beschermingsgas voor het opstarten.
Progressieve draadsnelheid. De draad komt langzaam uit de toorts voordat de ontsteking
plaatsvindt, en creëert zo, zonder schokken, het eerste contact.
De Hot Start geeft een zeer hoge stroom-intensiteit tijdens de ontsteking, die voorkomt dat
de draad aan het werkstuk blijft plakken. Deze stroom wordt ingesteld in intensiteit (% van
de lasstroom) en in tijd (seconden).
Dit stroomniveau bij het uitdoven is de fase die volgt op het verlagen van de stroom.
Deze stroom wordt ingesteld in intensiteit (% van de lasstroom) en in tijd (seconden).
Tijdsduur van het in stand houden van de gasbescherming, na het uitschakelen van de
lasboog. Beschermt het werkstuk en de elektrode tegen oxidatie.
Instellingen Omschrijving Instellingen Beschrijving & adviezen
"Dankzij de synergie is een volledig automatische instelling mogelijk. Het ingeven van de
dikte
regelt automatisch de spanning en de geschikte draadsnelheid."
Voor het aanpassen van de afstand tussen het uiteinde van de draad en het smeltbad
(afstellen van de spanning).
Duur van het zuiveren van de toorts en het creëren van beschermingsgas voor het
opstarten.
Progressieve draadsnelheid. De draad komt langzaam uit de toorts voordat de ontsteking
plaatsvindt, en creëert zo, zonder schokken, het eerste contact.
Progressief stijgen van de stroom. Om bruuske ontstekingen of schokken te voorkomen
wordt de stroom tussen het eerste contact en het lassen onder controle gehouden.
De Hot Start geeft een zeer hoge stroom-intensiteit tijdens de ontsteking, die voorkomt
dat de draad aan het werkstuk blijft plakken. Deze stroom wordt ingesteld in intensiteit
(% van de lasstroom) en in tijd (seconden).
In puls : controleert de duur van warme stroom in verhouding tot de duur van
de koude stroom.
80
Dikte 0.1 - 5.5 mm
Snelheid 1 - 22m/min Hoeveelheid toegevoegd metaal en indirect de lasintensiteit.
Stroom 10 - Imax Lasstroom.
Booglengte -6 > +6
Smoorklep -4 > +4 Vlakt min of meer de lasstroom af. Instelling afhankelijk van de laspositie.
Pre-gas 0 - 25 secs.
Creep speed 50 - 200 %
Soft Start 0 - 2 secs.
Hot Start
Koude stroom 0 - 2 secs. Opvoeren van de stroom.
Pulsfrequentie 50 - 100 % Tweede lasstroom, genaamd «koude stoom»
Duty cycle 0.1 - 2 Hz Puls-frequentie
Downslope 20 - 80 %
Crater ller 0 - 2 secs. Dalende stroom
50 - 200 %
0 - 5 secs.
ModulARC ON
Page 81

RC-HD2
NL
Post gas 50 - 100 %
Post gaz 0 - 25 secs.
De toegang tot sommige lasparameters is afhankelijk van de geselecteerde weergavemodus: Instellingen/Normaal: Expert, Gevorderd, Gea-
vanceerd.
PUNTEN ( Handmatig of ) Standaard (Dynamic STD))
• SPOT
Met deze lasmodule kunnen de te lassen onderdelen vooraf geassembleerd worden. Het punten kan handmatig, per trekker of getemporiseerd gebeuren, in een van te voren gedenieerd ritme. Deze punt-tijd zorgt voor een betere reproduceerbaarheid en het realiseren van niet-geoxideerde punten
(toegankelijk in het geavanceerde menu).
Instellingen Omschrijving Instellingen Beschrijving & adviezen
Draadsnelheid 1 - 22m/min Hoeveelheid toegevoegd metaal en indirect de lasintensiteit.
Dit stroomniveau bij het uitdoven is de fase die volgt op het verlagen van de stroom.
Deze stroom wordt ingesteld in intensiteit (% van de lasstroom) en in tijd (seconden).
Tijdsduur van het in stand houden van de gasbescherming, na het uitschakelen van de
lasboog. Beschermt het werkstuk en de elektrode tegen oxidatie.
Spanning 10 - Umax Regelt het lasvermogen.
Smoorklep -4 > +4 Vlakt min of meer de lasstroom af. Instelling afhankelijk van de laspositie.
Punt 0.1 - 10 secs. Bepaalde duur.
Pre-gas 0 - 25 secs.
Post gas 0 - 25 secs.
Dikte 0.1 - 5.5 mm
Booglengte -6 > +6
Stroom 10 - Imax
De toegang tot sommige lasparameters is afhankelijk van de geselecteerde weergavemodus: Instellingen/Normaal: Expert, Gevorderd, Gea-
vanceerd.
• DELAY
Deze punt-module lijkt op de SPOT, maar wisselt punten af met vooraf gedenieerde pauzes zolang de trekker ingedrukt wordt gehouden.
Duur van het zuiveren van de toorts en het creëren van beschermingsgas voor het opstar-
ten.
Tijdsduur van het in stand houden van de gasbescherming, na het uitschakelen van de
lasboog. Beschermt het werkstuk en de elektrode tegen oxidatie.
Dankzij de synergie is een volledig automatische instelling mogelijk. De ingegeven
dikte bepaalt automatisch de spanning en de aangepaste draadsnelheid.
Voor het aanpassen van de afstand tussen het uiteinde van de draad en het smeltbad (afstellen van de spanning).
De lasstroom wordt geregeld op basis van het type draad dat wordt gebruikt en
het te lassen materiaal.
uitsluitend
Standaard
Instellingen Omschrijving Instellingen Beschrijving & adviezen
Draadsnelheid 1 - 22m/min Hoeveelheid toegevoegd metaal en indirect de lasintensiteit.
Spanning 10 - Umax Regelt het lasvermogen
Punt 0.1 - 10 secs. Bepaalde duur.
Duur tussen 2
punten
0.1 - 10 secs.
De duur tussen het einde van een punt (buiten Post gas) en het hervatten van een nieuw
punt (inclusief Pre-Gas).
81
Page 82

RC-HD2
Smoorklep -4 > +4 Vlakt min of meer de lasstroom af. Instelling afhankelijk van de laspositie.
NL
Pre-gas 0 - 25 secs.
Post gas 0 - 25 secs.
Dikte 0.1 - 5.5 mm
Booglengte -6 > +6
Stroom 10 - Imax
De toegang tot sommige lasparameters is afhankelijk van de geselecteerde weergavemodus: Instellingen/Normaal: Expert, Gevorderd, Gea-
vanceerd.
MIG/MAG-LASCYCLI
Procedure 2T Standaard :
Duur van het zuiveren van de toorts en het creëren van beschermingsgas voor het opstarten.
Tijdsduur van het in stand houden van de gasbescherming, na het uitschakelen van de
lasboog. Beschermt het werkstuk en de elektrode tegen oxidatie.
Dankzij de synergie is een volledig automatische instelling mogelijk. De ingegeven
dikte bepaalt automatisch de spanning en de aangepaste draadsnelheid.
Voor het aanpassen van de afstand tussen het uiteinde van de draad en het smeltbad (afstellen van de spanning).
De lasstroom wordt geregeld op basis van het type draad dat wordt gebruikt en
het te lassen materiaal.
I
T hotstart
uitsluitend
Standaard
Istart
Gas Pre-Flow
Soft-start
Wanneer er op de trekker gedrukt wordt, begint Pre-gas. Wanneer de draad het werkstuk aanraakt start een puls de boog op, en vervolgens begint
de lascyclus. Bij het loslaten van de trekker stopt de draadaanvoer, en met een stroom-puls kan de draad netjes afgesneden worden. Daarna start de
Post-gas. Zolang de Post-gas fase niet is beëindigd, kan met een druk op de trekker het lassen snel weer (handmatig) opgestart worden, zonder eerst
de HotStart-fase weer te moeten doorlopen. Een HotStart en (of) een Crater-Filler kunnen aan de cyclus toegevoegd worden.
I hot start
Dstart
T burn-back
T crater Filler
Creep Speed
I burn-back
I blackout
Gas post-Flow
I crater Filler
82
Page 83

Procedure 4T Standaard :
T hotstart
RC-HD2
I
NL
Istart
I hot start
Dstart
4T
Creep Speed
Gas Pre-Flow
Soft-start
In 4T standaard kan de duur van HotStart of Crater Filler met de trekker geregeld worden.
Procedure 2T Puls :
I
T hotstart
4T
I burn-back
I Blackout
Gas post-Flow
T burn-back
T crater Filler
I crater Filler
Istart
Dstart
Creep Speed
Gas Pre-Flow
Soft-start
I hot start
T upslope
T downslope
T burn-back
T crater Filler
I burn-back
I blackout
Gas post-Flow
I crater Filler
Wanneer er op de trekker gedrukt wordt, begint Pre-gas. Wanneer het draad het werkstuk aanraakt start een puls de boog op. Vervolgens begint het
apparaat met HotStart, dan de Upslope en uiteindelijk begint de lascyclus. De Downslope begint bij het loslaten van de trekker, tot het bereiken van
ICrater ller. Vervolgens wordt de draad afgesneden, gevolgd door Post-gas. Net als in « Standaard» is er de mogelijkheid om snel het lassen weer
op te starten tijdens de post-gas, zonder eerst door de Hotstart fase te hoeven gaan.
83
Page 84

Procedure 4T Puls :
T hotstart
RC-HD2
I
NL
Istart
Gas Pre-Flow
Soft-start
In 4T puls regelt u met de trekker de duur van HotStart. Tijdens de stop kan met de trekker de Crater Filler worden geregeld.
Dstart
Creep Speed
I hot start
T upslope
4T
T downslope
4T
T burn-back
T crater Filler
I burn-back
I Blackout
Gas post-Flow
I crater Filler
LASSEN MET WOLFRAAM ELEKTRODE MET INERT GAS (TIG MODULE)
AANSLUITINGEN EN ADVIEZEN
• TIG DC lassen vereist het gebruik van beschermgas (Argon).
• Sluit de massaklem aan op de positieve (+) aansluiting. Sluit de TIG-toorts (Art. code 046108) in de EURO-connector van de generator en de
omkeerkabel in de negatieve aansluitconnector (-).
• Verzekert u zich ervan dat de toorts correct is uitgerust, en dat de slijtonderdelen (spantang, spantanghouder, verspreider en nozzle) niet versleten zijn.
SLIJPEN VAN DE ELEKTRODE
Voor het optimaal functioneren wordt aangeraden de gebruikte elektrode als volgt te slijpen:
d
KEUZE VAN DE DIAMETER VAN DE ELEKTRODE
Ø elektrode
(mm)
1 10 > 75 A 10 > 75 A
1.6 60 > 150 A 60 > 150 A
2 75 > 180 A 100 > 200 A
2.5 130 > 230 A 170 > 250 A
3.2 160 > 310 A 225 > 330 A
4 275 > 450 A 350 > 480 A
TIG LIFT ONTSTEKING
1 2
Zuivere Wolfraam Wolfraam met oxyden
TIG DC
~ 80 A per mm de Ø
3
1- Positioneer de nozzle van de toorts en de punt van de elektrode op het werkstuk en
activeer de knop van de toorts.
2- Kantel de toorts totdat er een ruimte van 2-3 mm is tussen de punt van de elektrode
en het werkstuk. De boog ontsteekt.
3 - Herplaats de toorts in de normale positie om de lascyclus op te starten.
a
a = Ø 0.5 mm
L = 3 x d voor een zwakke stroom.
L = d voor sterke stroom
L
Het ontstekingsmechanisme en het stabilisatie-mechanisme van de boog zijn geschikt voor handmatig en mechanisch functioneren.
Waarschuwing : Het verlengen van de kabel van de toorts of van de retour-kabels, langer dan de lengte die geadviseerd wordt door de fabrikant,
84
verhoogt het risico op elektrische schokken.
Page 85

RC-HD2
DE INSTELLINGEN VAN DE TIG PROCEDURE
• De TIG DC is geschikt voor ijzerhoudende metalen zoals staal, inox, maar ook voor koper, koperlegeringen en titaan.
• De TIG Synergic werkt niet meer op keuzes van een type stroom DC en het ingeven van instellingen van de lascyclus, maar integreert regels en
lassynergiëen gebaseerd op ervaring. Deze module beperkt zich dus tot drie fundamentele instellingen :
- Het type materiaal.
- De dikte van het te lassen materiaal.
- De laspositie.
NL
Instellingen Omschrijving Instellingen TIG DC
Standaard Vlakke stroom - -
Puls Puls stroom - -
Spot Vlak punten - -
Tack Gepulseerd punten - -
Type materiaal Fe, Al enz. - Keuze van het te lassen materiaal
Diameter van de Wolfraam elektrode 1 - 4 mm
Module trekker
Lassen met constante energie -
Energie
HET TIG DC LASSEN
• TIG DC Standaard
De TIG DC Standaard lasprocedure geeft een hoge laskwaliteit op de meeste ijzerhoudende materialen, zoals staal, rvs, maar ook koper en koperlege-
ringen, titaan....... De verschillende mogelijkheden om stroom en gas te regelen geeft de gebruiker een perfecte beheersing van de laswerkzaamhe-
den, van de ontsteking tot de uiteindelijke afkoeling van de lasnaad.
2T - 4T -
4TLOG
Hold
Thermische
coëciient
TIG
Synergic
-
Advies
Keuze van de diameter van de elektrode. Hiermee
kan het regelen van de stroom tijdens de ontsteking
verjnd worden.
Keuze van de werking van de trekker.
Lasmodule met constante energie, met correctie van
booglengte-variaties.
Zie hoofdstuk «ENERGY MODULE» op pagina’s.
Volgen.
Instellingen Omschrijving Instellingen Beschrijving & adviezen
Pre-Gas 0 - 60 secs.
Hotstart 10 - 200 %
Tijdsduur Hotstart 0 - 10 secs.
Upslope 0 - 60 secs. Opvoeren van de stroom.
Lasstroom 10 - Imax Lasstroom.
Downslope 0 - 60 secs. Dalende stroom
Duur van het zuiveren van de toorts en het creëren van beschermingsgas voor het opstarten.
Dit stroomniveau bij het opstarten is de fase voordat het stroomniveau verhoogd wordt.
85
Page 86

RC-HD2
NL
Onderbreken van de
stroom
Tijdsduur onderbreking
Post Gas 0 - 60 secs.
De toegang tot sommige lasparameters is afhankelijk van de geselecteerde weergavemodus: Instellingen/Normaal: Expert, Gevorderd, Gea-
vanceerd.
• TIG DC Puls
Deze lasmodule met pulsstroom schakelt tussen sterke lasstroom-impulsen (I, las-impulsen) en zwakkere stroompulsen(I_Koud, impulsen om het
werkstuk af te koelen). De pulsmodule wordt gebruikt om de te lassen onderdelen samen te voegen met een beperkte stijging van de temperatuur.
Voorbeeld :
De lasstroom is afgesteld op 100A en % (I_Koud) = 50%, dus een koude stroom = 50% x 100A = 50A.
F(Hz) is afgesteld op 10Hz, de duur van het signaal is 1/10Hz = 100ms -> iedere 100ms, een puls van 100A en een puls van 50A zullen elkaar
afwisselen.
10 - 200%
Dit stroomniveau bij het uitdoven is de fase die volgt op het verlagen van de stroom.
0 - 10 secs.
Tijdsduur van het in stand houden van de gasbescherming, na het uitschakelen van de
lasboog. Beschermt het werkstuk en de elektrode tegen oxidatie.
Instellingen Omschrijving Instellingen Beschrijving & adviezen
Pre-Gas 0 - 60 secs.
Hotstart 10 - 200 %
Tijdsduur Hotstart 0 - 10 secs.
Upslope 0 - 60 secs. Opvoeren van de stroom.
Lasstroom 10 - Imax Lasstroom.
Wave-vorm Wave-vorm tijdens het puls-gedeelte.
Koude stroom 20 - 80% Tweede lasstroom, genaamd «koude stoom»
Koude stroom 20 - 80% Schakelen tijd van de warme puls-stroom (l)
Puls-frequentie 0.1 - 2500 Hz Puls-frequentie
Downslope 0 - 60 secs. Dalende stroom
Onderbreken van de
stroom
Tijdsduur onderbreking
Post Gas 0 - 60 secs.
10 - 200 %
0 - 10 secs.
Duur van het zuiveren van de toorts en het creëren van beschermingsgas voor het
opstarten.
Dit stroomniveau bij het opstarten is de fase voordat het stroomniveau verhoogd wordt.
Dit stroomniveau bij het uitdoven is de fase die volgt op het verlagen van de stroom.
Tijdsduur van het in stand houden van de gasbescherming, na het uitschakelen van de
lasboog. Beschermt het werkstuk en de elektrode tegen oxidatie.
De toegang tot sommige lasparameters is afhankelijk van de geselecteerde weergavemodus: Instellingen/Normaal: Expert, Gevorderd, Gea-
vanceerd.
ADVIES INSTELLINGEN : De keuze van de frequentie
• In geval van lassen met handmatig toevoegen van materiaal : F(Hz) gesynchroniseerd met het aanbrengen van materiaal.
• In geval van dun plaatwerk zonder toevoegen van materiaal (< 0.8 mm), F(Hz) > 10Hz
• Lassen in positie : F(Hz) < 100Hz
PUNTEN TIG DC
• SPOT
Met deze lasmodule kunnen de te lassen onderdelen vooraf geassembleerd worden. Het punten kan handmatig, per trekker of getemporiseerd gebeuren, in een van te voren gedenieerd ritme. Deze punt-tijd zorgt voor een betere reproduceerbaarheid en het realiseren van niet-geoxideerde punten
(toegankelijk in het geavanceerde menu).
86
Page 87

RC-HD2
Instellingen Omschrijving Instellingen Beschrijving & adviezen
Pre-Gas 0 - 60 secs.
Lasstroom 5 - Imax Lasstroom.
Duur van het zuiveren van de toorts en het creëren van beschermingsgas voor het
opstarten.
NL
Spot
Post Gas 0 - 60 secs.
De toegang tot sommige lasparameters is afhankelijk van de geselecteerde weergavemodus: Instellingen/Normaal: Expert, Gevorderd, Gea-
vanceerd.
• TACK
Met deze lasmodule kunnen ook onderdelen voorafgaand aan het lassen geassembleerd worden, maar in twee fasen : een eerste fase in DC puls, met
een geconcentreerde boog voor betere inbranding, gevolgd door een tweede in DC standaard, die de boog en dus het smeltbad verbreedt.
De instelbare tijdsduur van de 2 punt-fases zorgt voor een betere reproduceerbaarheid, en voor het realiseren van niet geoxideerde punten.
Instellingen Omschrijving Instellingen Beschrijving & adviezen
Pre-Gas 0 - 60 secs.
Lasstroom 5 - Imax Lasstroom.
, 0 - 60
secs.
Handmatig of een vooraf bepaalde tijd.
Tijdsduur van het in stand houden van de gasbescherming, na het uitschakelen van
de lasboog. Beschermt het werkstuk en de elektrode tegen oxidatie.
Duur van het zuiveren van de toorts en het creëren van beschermingsgas voor het
opstarten.
Duur van de Puls
Puls-frequentie 0.1 - 2500 Hz Puls-frequentie
Duur zonder Puls
Post Gas 0 - 60 secs.
De toegang tot sommige lasparameters is afhankelijk van de geselecteerde weergavemodus: Instellingen/Normaal: Expert, Gevorderd, Gea-
vanceerd.
• Lassen in de E.TIG module
Met deze module kan worden gelast met een constant vermogen. De variaties in booglengte worden real time gemeten, om zo een constante breedte
van de lasnaad en een constante inbranding te verkrijgen. Wanneer tijdens het assembleren een beheersing van de las-energie wordt gevraagd,
garandeert de E.TIG module de lasser dat het lasvermogen, bij ieder positie van de toorts met betrekking tot het te lassen voorwerp, gerespecteerd
wordt.
, 0 - 60
secs.
, 0 - 60
secs.
Fase Pulsen : handmatig of een vooraf bepaalde tijdsduur
Fase vlakke stroom : handmatig of een vooraf bepaalde tijdsduur
Tijdsduur van het in stand houden van de gasbescherming, na het uitschakelen van
de lasboog. Beschermt het werkstuk en de elektrode tegen oxidatie.
87
Page 88

RC-HD2
2 mm
D
10 mm
D
5 mm
D
2 mm
D
5 mm
D
10 mm
D
t
t
T2
T1
Hoofdknop
t t
t
t
T2
T1
Hoofdknop
T3
T1
Hoofdknop
T2
T4
t t
t t
t
t
T2
T1
Hoofdknop
T3
T1
Hoofdknop
T2
T4
T3
T1
Hoofdknop
T2
T4
>0.5s<0.5s<0.5s
NL
Standaard
GEBRUIK VAN DE TREKKER
2T MODE
4T MODE
4T log MODE
(constante stroom)
E-TIG
(constante energie)
T1 - De hoofd-knop is ingedrukt, de lascyclus start (Pregas, l_Start,
UpSlope en lassen).
T2 - De hoofd-knop wordt losgelaten, de lascyclus wordt gestopt
(DownSlope, l_Stop, Postgas).
Op de toorts met 2 knoppen, en alleen in 2T, wordt de secundaire
knop beschouwd als de hoofd-knop.
T1 - De hoofd-knop is ingedrukt, de cyclus start vanuit Pregas en
stopt in de fase l_Start.
T2 - De hoofd-knop wordt losgelaten, de cyclus gaat over in UpSlope en in lassen.
T3 - De hoofd-knop is ingedrukt, de cyclus gaat over in Downslope
en stopt in de fase l_Stop.
T4 - De hoofd-knop wordt losgelaten, de cyclus eindigt met Postgas.
Nb : voor de toortsen, dubbele knoppen en dubbele knop +
draaiknop
=> knop « hoog/lasstroom » en actieve draaiknoppen
« onderste » knop niet actief.
T1 - De hoofd-knop is ingedrukt, de cyclus start vanuit Pregas en
stopt in de fase l_Start.
T2 - De hoofd-knop wordt losgelaten, de cyclus gaat over in UpSlope en in lassen.
LOG : deze module wordt gebruikt tijdens de lasfase :
- een korte druk op de hoofd-knop (<0.5s), de stroom schakelt over
van l lasstroom naar l koud en vice versa.
- De secondaire knop wordt ingedrukt gehouden, de stroom schakelt van I lassen naar I koud
- De secondaire knop wordt losgelaten, de stroom schakelt over van
I koud naar I lassen
T3 - Met een langere druk op de hoofdknop (>0.5s) gaat de cyclus
over tot Down Slope en stopt in de fase I_Stop.
T4 - De hoofd-knop wordt losgelaten, de cyclus eindigt met Postgas.
88
Bij laspistolen met dubbele knop of dubbele trekker behoudt de «hoge» trekker dezelfde functionaliteit als de enkele trekker of lamellenbrander. De
«lage» trekker is inactief.
LASSEN MET BEKLEDE ELEKTRODE (MMA MODULE)
AANSLUITING EN AANBEVELINGEN
• Aansluiten van kabels, elektrode-houder en massaklem.
• Respecteer de polariteiten en las-intensiteiten, zoals aangegeven op de verpakkingen van de elektroden.
• Verwijder de beklede elektrode uit de elektrode-houder wanneer het apparaat niet gebruikt wordt.
• De apparaten zijn uitgerust met 3 specieke Inverter functies :
- De Hot Start functie geeft een extra hoge stroom-intensiteit bij aanvang van het lassen.
- De Arc Force functie levert een extra hoge stroom-intensiteit, die voorkomt dat de elektrode plakt wanneer deze in het smeltbad komt.
- De Anti-Sticking functie vereenvoudigt het losmaken van de elektrode wanneer deze vastplakt.
KEUZE VAN DE BEKLEDE ELEKTRODEN
• Rutiele elektrode : eenvoudig in gebruik in alle posities.
• Basische elektrode : gebruik in alle soorten posities, geschikt voor het realiseren van beveiligingswerkzaamheden dankzij de verhoogde mechanische
eigenschappen.
• Cellulose elektrode : geven een zeer dynamische boog met een hoge fusie-snelheid. Dankzij de mogelijkheid tot het gebruik in alle posities zijn deze
elektroden bijzonder geschikt voor pipeline-werkzaamheden.
Page 89

RC-HD2
DE INSTELLINGEN VAN DE PROCEDURE MET BEKLEDE ELEKTRODE (MMA)
Instellingen Omschrijving Instellingen Standaard Puls Beschrijving & adviezen
Type elektrode
Anti-Sticking OFF - ON
Energie
Rutiel
Basisch
Cellulose
Hold
Thermische coëfciient
De specieke instellingen worden bepaald door het type elektrode
dat wordt gebruikt.
De anti-sticking wordt aanbevolen voor het veilig verwijderen van
de elektrode in geval van plakken aan het te lassen werkstuk (de
stroom wordt automatisch onderbroken).
Zie hoofdstuk «ENERGY MODULE» op pagina’s.
Volgen.
NL
HET LASSEN MET BEKLEDE ELEKTRODE (MMA)
• MMA Standaard
Deze MMA lasmodule is geschikt voor de meeste toepassingen. Met deze procedure kan ieder type beklede elektrode gelast worden : rutiel, basisch,
cellulose, en op ieder type materiaal : staal, rvs, en gietijzer.
Instellingen Omschrijving Instellingen Beschrijving & adviezen
Percentage
Hot Start
Duur Hot Start 0 - 2 secs.
Lasstroom 10 - Imax.
Arc Force -10 > +10%
0 - 100 %
De Hot Start geeft een zeer hoge stroom-intensiteit tijdens de ontsteking, die voorkomt dat
de elektrode aan het werkstuk blijft plakken. Deze stroom wordt ingesteld in intensiteit (%
van de lasstroom) en in tijd (seconden).
De ingestelde lasstroom is afhankelijk van het gekozen type elektrode (zie de verpakking
van de elektroden).
De Arc Force geeft een zeer hoge intensiteit wanneer de elektrode of de druppel het smeltbad raakt, om zo plakken te voorkomen.
• MMA Puls
Deze lasmodule is geschikt voor toepassingen waarbij verticaal opgaand gelast wordt (PF). Met de puls-module is het mogelijk om een koud smeltbad
te behouden, dat tevens een goede materiaaloverdracht geeft. Zonder puls vereist het verticaal opgaand lassen een «dennenboom» beweging, dit is
een nogal moeilijke driehoeksbeweging. Dankzij de MMA Puls is het niet meer nodig deze beweging uit te voeren. Afhankelijk van de dikte van het te
lassen voorwerp kan één rechte omhooggaande beweging voldoende zijn. Als u toch uw smeltbad wilt vergroten is een eenvoudige laterale beweging
voldoende. In dit geval kunt u de frequentie van uw puls-stroom op uw scherm regelen. Deze procedure geeft de lasser een grotere controle tijdens
het verticaal lassen.
89
Page 90

RC-HD2
Instellingen Omschrijving Instellingen Beschrijving & adviezen
NL
Percentage Hot Start 0 - 100 %
Duur Hot Start 0 - 2 secs.
Lasstroom 10 - Imax
Koude stroom 20 - 80% Tweede lasstroom, genaamd «koude stoom».
Puls-frequentie 0.4 - 20 Hz PULS frequentie van de PULS module (Hz).
Arc Force -10 > +10%
• Instellen van de las-intensiteit
De volgende instellingen komen overeen met het geschikte intensiteitsbereik, afhankelijk van het type en de diameter van de elektrode. Deze zijn
betrekkelijk ruim, daar ze afhangen van de lastoepassing en de laspositie.
Ø van de elektrode
1.6 30-60 30-55 -
2.0 50-70 50-80 -
2.5 60-100 80-110 60-75
3.15 80-150 90-140 85-90
4.0 100-200 125-210 120-160
6.3 200-385 220-340 -
• Instellen van de l’Arc Force
Het wordt aangeraden om de Arc force in het middenvlak te plaatsen (0) bij het opstarten van het lassen, en deze eventueel aan te passen aan de
resultaten en de lasvoorkeur. NB : het instellingsbereik van de arcforce is afhankelijk van het gekozen type elektrode.
(mm)
5 150-290 200-260 110-170
De Hot Start geeft een zeer hoge stroom-intensiteit tijdens de ontsteking, die voorkomt dat
de elektrode aan het werkstuk blijft plakken. Deze stroom wordt ingesteld in intensiteit (%
van de lasstroom) en in tijd (seconden).
De ingestelde lasstroom is afhankelijk van het gekozen type elektrode (zie de verpakking
van de elektroden).
De Arc Force geeft een zeer hoge intensiteit wanneer de elektrode of de druppel het smeltbad raakt, om zo plakken te voorkomen.
Rutiel E6013
(A)
Basisch E7018 (A) Cellulose E6010 (A)
OPSLAAN EN OPROEPEN VAN JOBS
De gebruikte instellingen worden automatisch opgeslagen, en weer opgeroepen wanneer het lasapparaat opnieuw opgestart wordt.
Naast de in gebruik zijnde instellingen is het mogelijk om instellingen genaamd « JOBS » op te slaan en weer op te roepen.
Er zijn 100 JOBS per lasprocedure, het opslaan betreft :
- De hoofdinstelling
- De secondaire instelling,
- De sub-procedures en het gebruik van de knoppen.
MODULE JOB
Met deze module JOB kunnen JOBS gecreëerd, opgeslagen, opgeroepen en verwijderd worden.
QUICK LOAD – Oproepen van JOBS met de trekker buiten het lassen om.
Quick Load is een module waarmee JOBS kunnen worden opgeroepen (20 max). Dit is enkel mogelijk in de MIG-MAG en TIG procedure.
Vanuit een Quickload lijst, bestaande uit JOBS die eerder gecreëerd waren, kunnen de JOBS opgeroepen worden met een korte druk op de trekker.
Alle trekkermodules (2T/4T) en lasmodules (SPOT/STD/PLS) zijn mogelijk.
INSTELLINGEN APPARAAT
90
INFORMATIE
Dit menu geeft toegang tot de versienummers van de kaarten en de software.
Page 91

RC-HD2
NL
Met dit menu kan de lasprocedure gekozen worden : MIG-MAG, TIG of MMA
INSTELLINGEN
PROCEDURE
De weergave module geeft toegang tot meer of minder instellingen en lasconguraties.
- Expert : beperkte weergave en functionaliteit : geen toegang tot de lascyclus.
- Gevorderd : complete weergave, waarmee de duur en tijd van de verschillende fases van de lascyclus kunnen worden aangepast.
- Geavanceerd : integrale weergave, kunt u alle parameters van de lascyclus aanpassen.
De naam van het apparaat en de mogelijkheid om het te personaliseren.
Talen : Frans, Engels enz.
Meeteenheden : Metrisch (SI) of Amerikanns (USA).
Benoeming materialen : EN (Europeaan) of AWS (USA)
Voorbeeld: Fe (EN) -> Steel (AWS), CrNi 308 (EN) -> ER 308L (AWS)
Uur, datum en formaat.
Helderheid van het scherm
De koelgroep (AUTO / ON / OFF) en de functie ZUIVEREN van de koelgroep :
- AUTO : activeren bij het lassen en deactiveren van de koelgroep 10 minuten na het beëindigen van het lassen.
- ON : de koelgroep wordt permanent bestuurd.
- OFF : de groep is gedeactiveerd.
- Zuiveren : functie voor het zuiveren van de koelgroep of het vullen van de kabels, de beveiligingen zijn dan geblokkeerd.
Reset apparaat (Gedeeltelijk / Totaal) :
- Gedeeltelijk (standaard waarde van de lascyclus).
- Totaal (fabrieksinstelling)
91
Page 92

RC-HD2
KALIBREREN
Module voor het kalibreren van de snelheid van draadaanvoersystemen. Het doel van het kalibreren is het compenseren van eventuele
variatie in snelheid van de draadaanvoer. De getoonde spanningsmeting kan worden bijgesteld en de energie-berekening wordt verjnd.
Wanneer de procedure gelanceerd wordt, wordt deze uitgelegd aan de hand van een animatielmpje op het scherm.
Module voor het kalibreren van lasaccessoires zoals toortsen, kabels + elektrode-houders en kabels + massaklemmen. Het doel van
de kalibratie is het compenseren van de lengte van de accessoires. De getoonde spanningsmeting wordt bijgesteld en de energie-berekening wordt verjnd. Wanneer de procedure gelanceerd wordt, wordt deze uitgelegd aan de hand van een animatielmpje op het
scherm.
Belangrijk: De kabelkalibratie moet elke keer dat de toorts, kabelboom of aardkabel wordt vervangen, worden herhaald om een optimale las-
baarheid te garanderen.
PORTABILITY
Met deze functie kunnen de las-instellingen van het apparaat opgeslagen worden.
Dankzij de PORTABILITY functie kan een opgeslagen conguratie ook op een ander apparaat gebruikt worden.
NL
Import Cong. : importeren vanaf een USB-stick of van «USER» instellingen en JOBS.
Export Cong. : het exporteren op een USB-stick van de in gebruik zijnde «USER» instellingen en JOBS (PORTABILITY\CONFIG).
Import JOB : importeren van JOBS aanwezig in het repertoire USB/Portability vanaf een USB stick.
Export JOB : het exporteren op een USB-stick van JOBS volgens de procedures, in het repertoire PORTABILITY\JOB.
TRACEABILITY
Met deze besturing kunnen alle stappen van een lasoperatie tijdens een industriële productie, rups na rups, worden getraceerd en geregistreerd.
Dankzij deze kwalitatieve benadering kan er een analyse en een evaluatie van de kwaliteit van het laswerk gerealiseerd worden, en is het mogelijk
een rapport en documentatie van de opgeslagen las-instellingen te maken. Deze functionaliteit maakt een nauwkeurige en snelle verzameling en
opslag van de gevraagde gegevens volgens EN ISO 3834 mogelijk. Deze gegevens kunnen weer worden opgehaald via een USB stick.
1- Het creëren van traceability 2- Creatie van een lasklus 3-
Eenvoudige traceability - OFF
Kies «START» Kies «REC»
92
Naam van de lasklus
Meetinterval :
- Hold : Geen registratie van de waarden
Stroom/Spanning.
- 250 ms, 500 ms, enz. : Registratie van
de waarden Stroom/Spanning bijvoorbeeld
iedere X milliseconden of seconden.
Page 93
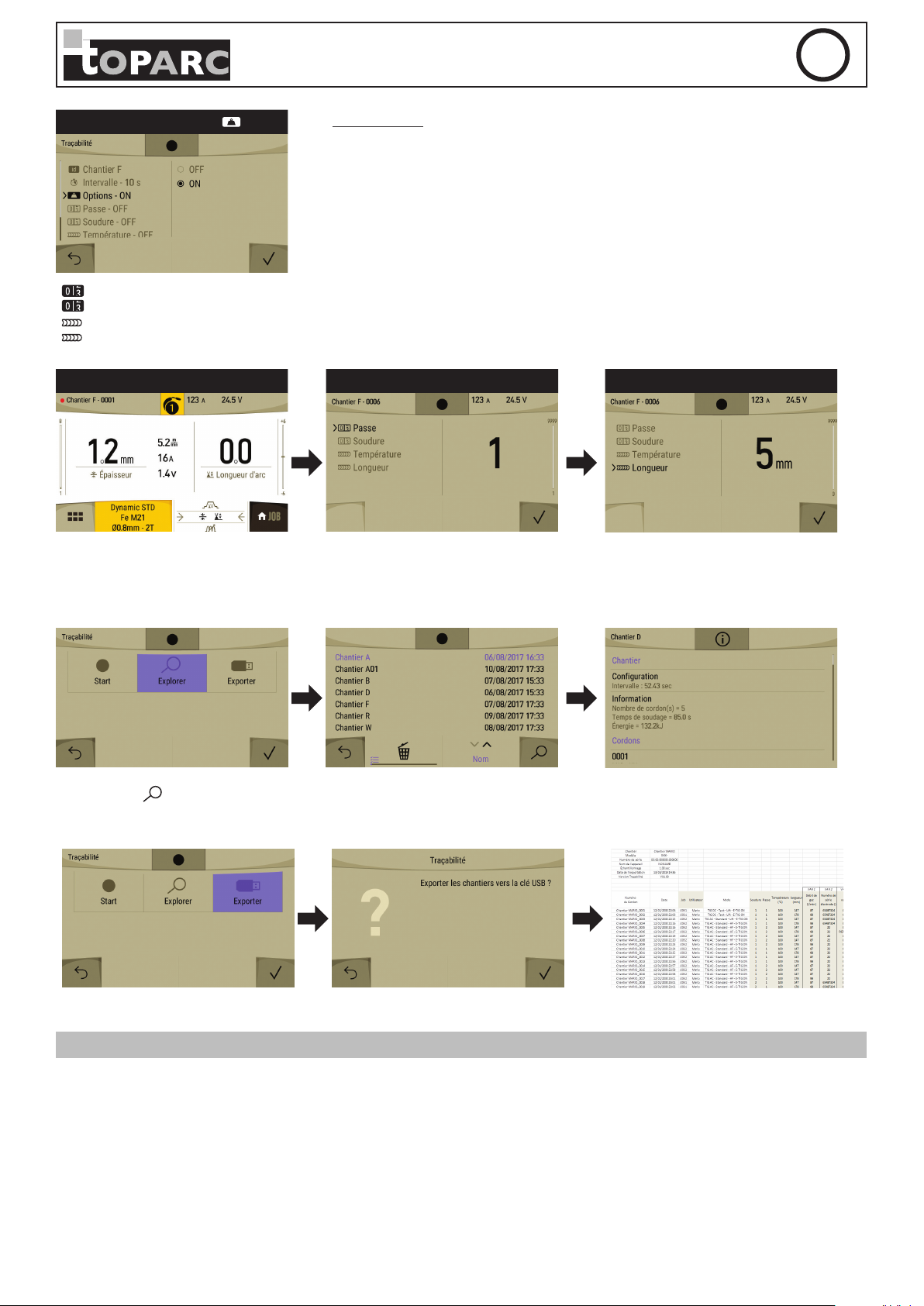
RC-HD2
NL
4-
Volledige traceability - ON
Passage (ON/OFF)
Las (ON/OFF)
Temperatuur (ON/OFF)
Lengte (ON/OFF)
5- Tonen Lasklus/Lasrups 6- Identicatie 7- Validatie
Links bovenaan worden de Naam van
de lasklus en het n° van de lasrups
getoond.
(Het n° van de lasrups loopt automa-
tisch op en kan niet worden gewijzigd)
Ter herinnering :
• Een LASRUPS komt overeen met een lascyclus.
• Een PASSAGE komt overeen met het lassen van de gehele omtrek of lengte van het werkstuk.
• De LAS is de voltooide verbinding van twee aan elkaar gelaste stukken. De las bestaat dus uit
één of meerdere passages.
• De gehele LASKLUS bestaat uit één of meerdere afgewerkte lassen.
• • Temperatuur* ON : Temperatuur van het te lassen onderdeel aan het begin van de lasrups.
• Lengte* ON : Lengte van de lasrups
*
de meeteenheden worden getoond volgens de keuze in INSTELLINGEN/Meeteenheden.
Aan het eind van iedere lasrups wordt
een identicatiescherm getoond : N°
passage, N° Las, Temperatuur van
het werkstuk en/of de lengte van de
lasrups.
De validatie kan worden gerealiseerd op
de IHM of met een druk op de trekker.
De functie «Explorer» geeft toegang tot de lijst van gecreëerde werksessies, en maakt het mogelijk deze te rangschikken of te verwijderen.
Het pictogram geeft toegang tot de details van iedere sessie en de volgende informatie : de meetfrequentie, het aantal geregistreerde
lasnaden, de totale lastijd, de geleverde lasenergie, de conguratie van iedere afzonderlijke lasrups (procedure, datum en tijd, lastijd en U-I
van het lassen).
De informatie kan worden overgebracht met behulp van een USB stick.
De gegevens..CSV kunnen worden verwerkt met behulp van een spreadsheet (Microsoft Excel®, Calc OpenOce®, enz.).
ENERGIE MODULE
Deze module, ontwikkeld voor het lassen met energetische controle ingekaderd door een LMB, biedt, naast de energetische weergave van de lasnaad na het lassen, de mogelijkheid om het volgende in te stellen :
De thermische coëciënt volgens de gebruikte norm : 1 voor de normen ASME en 0.6 (TIG) of 0.8 (MMA-MIG/MAG) voor de Europese normen. In
de getoonde energie-berekening wordt deze coëciënt meegenomen.
93
Page 94

RC-HD2
AFWIJKINGEN, OORZAKEN, OPLOSSINGEN
SYMPTOMEN MOGELIJKE OORZAKEN OPLOSSINGEN
Spatten verstoppen de opening
De draadaanvoer is niet constant.
De motor van het draadaanvoersysteem werkt niet. De rem van de spoel of van de rollen zit te strak. Stel de rem en de rollen losser af.
Slechte draadaanvoer.
Slechte of geen lasstroom.
De draad loopt vast na de rollers.
De lasrups is poreus.
Zeer grote vonkdelen.
Geen gas aan de uitgang van de toorts. Slechte gasaansluiting.
Fout tijdens het kalibreren.
Fout tijdens het downloaden De data op de USB-stick is onleesbaar of beschadigd. Controleer uw gegevens.
Probleem met de back-up U heeft het maximum aantal back-ups overschreden.
Automatisch verwijderen van JOBS.
Storing detectie Push Pull toorts - Controleer de aansluiting van uw Push Pull toorts.
Probleem met de USB-stick
Probleem bestand
Batterij De batterij lijkt leeg te zijn Vervang de batterij achter op de IHM.
STORING OVERSPANNING
Controleer de elektrische installatie
STORING ONDERSPANNING
Controleer de elektrische installatie
STORING FASE
Controleer de elektrische installatie
GENERATOR
Thermische beveiliging
De draad wordt niet goed door de rollen meegenomen.
Eén van de rollen draait niet goed. Controleer de instelling van de schroef van de roller.
De kabel van de toorts zit gedraaid. De kabel van de toorts moet zo recht mogelijk lopen.
De mantel die de draad leidt is vuil of beschadigd. Reinigen of vervangen.
De pin van de as van de rollen mist Breng de pin weer in de houder
De rem van de draadspoel is te strak afgesteld. Stel de rem losser af.
Stopcontact en/of stekker zijn niet correct aanges-
loten.
Slechte aarding.
Geen vermogen. Controleer de trekker van de toorts.
De mantel die de draad leidt is geplet. Controleer de mantel en de toorts.
De draad blokkeert in de toorts. Vervangen of schoonmaken.
Geen capillaire buis. Controleer de aanwezigheid van de capillaire buis.
De snelheid van de draadaanvoer is te hoog. Verlaag de aanvoersnelheid van de draad.
De gastoevoer is te laag.
De gases is leeg. Vervangen.
De kwaliteit van het gas is onvoldoende. Vervangen.
Tochtstroom of invloed van de wind. Voorkom tocht, scherm het lasgebied goed af.
Gasbuis is vies. Maak de gasbuis schoon of vervang deze.
Slechte draadkwaliteit.
Het las-oppervlak is van slechte kwaliteit (roest enz.) Maak voor het lassen het werkstuk schoon.
Het gas is niet aangesloten.
Boogspanning is te laag of te hoog. Lasinstellingen controleren.
Slechte aarding.
Beschermgas is onvoldoende. Gastoevoer aanpassen.
Er is een fout opgetreden tijdens het kalibreren, de
kalibratie-procedure is geannuleerd en kan opnieuw
worden uitgevoerd.
Enkele jobs zijn verwijderd, daar deze niet compatibel waren met de nieuwe synergieën.
Geen enkele JOB gedetecteerd op de USB-stick Geen geheugenplaats meer vrij in het apparaat Maak ruimte vrij op de USB-stick
Het File «...» komt niet overeen met de gedownloade
synergieën
De netspanning is te hoog.
De netspanning is te hoog.
Er mist een fase in de installatie, of er is een fase uit
balans
- De inschakelduur wordt overschreden.
- De lucht-ingangen zijn geblokkeerd.
94
Maak de contact-tip schoon of vervang deze, breng
anti-hechtmiddel aan.
Breng een anti-hechtmiddel aan.
Controleer de aansluiting en kijk of deze correct op
het stroomnet is aangesloten.
Controleer de massa kabel (de aansluiting en de
staat van de klem).
Regelbereik tussen 15 en 20 L/min.
Reinigen van het basismetaal.
Gebruik een lasdraad dat geschikt is voor MIG-MAG
lassen.
Controleer of het gas aangesloten is aan de ingang
van de generator.
Controleer en plaats de massaklem zo dicht mogelijk
bij de laszone.
Controleer de aansluiting van het gas
Controleer of de elektro-klep correct werkt
Voer opnieuw een kalibratie uit
U moet opgeslagen programma's verwijderen.
Het aantal back-ups is beperkt tot 500.
-
Het bestand is gecreëerd met synergieën die niet
aanwezig zijn op het apparaat.
Laat uw elektrische installatie controleren door een
gekwaliceerde persoon. De spanning tussen de 3
fasen moet liggen tussen de 340 Ve en de 460 Ve.
- Wacht tot het waarschuwingslampje uit is alvorens
de laswerkzaamheden te hervatten.
- Respecteer de inschakelduur en zorg voor een
goede ventilatie.
- Het gebruik van een anti-stof lter (optioneel) (art.
code 063143) verkleint de inschakelduur.
NL
Page 95

RC-HD2
NL
VENTILATOR
Storing ventilator
STORING KOELGROEP
Geen koelgroep gedetecteerd
STORING DEBIET
Circuit koelvloeistof geblokkeerd
NIVEAU KOELVLOEISTOF TE LAAG
Controleer het niveau van de koelvloeistof
KOELGROEP
Thermische beveiliging
De ventilator draait niet op de juiste snelheid.
Er is geen koelgroep gedetecteerd.
De hoeveelheid vloeistof die circuleert is kleiner
dan het aanbevolen minimum voor watergekoelde
toortsen.
Het niveau ligt onder het minimum Vul het reservoir van de koelgroep.
- De inschakelduur wordt overschreden.
- De lucht-ingangen zijn geblokkeerd.
Koppel het apparaat af van de stroomvoorziening,
controleer en sluit vervolgens weer aan.
Controleer de aansluitingen tussen de koelgroep en
het apparaat.
Controleer of de koelvloeistof van de toorts
correct circuleert.
- Wacht tot het waarschuwingslampje uit is alvorens
de laswerkzaamheden te hervatten.
- Koelgroep ontstoen met een blazer.
GARANTIE
De garantie dekt alle gebreken en fabricagefouten gedurende twee jaar vanaf de aankoopdatum (onderdelen en arbeidsloon).
De garantie dekt niet :
• Alle overige schade als gevolg van vervoer.
• De gebruikelijke slijtage van onderdelen (Bijvoorbeeld : kabels, klemmen, enz.).
• Incidenten als gevolg van verkeerd gebruik (verkeerde elektrische voeding, vallen, ontmanteling).
• Gebreken ten gevolge van de gebruiksomgeving (vervuiling, roest, stof).
In geval van storing moet het apparaat teruggestuurd worden naar uw distributeur, samen met:
- Een gedateerd aankoopbewijs (betaalbewijs, factuur ...).
- Een beschrijving van de storing.
95
Page 96

RC-HD2
PIÈCES DE RECHANGE / SPARE PARTS / ЗАПЧАСТИ / RESERVE ONDERDELEN / PEZZI DI RICAMBIO /
ERSATZTEILE
1
2
3
4
8
1 Carter plastique / Plastic housing / Kunststogehäuse / Contenitore plastico 56199
2 2 boutons noirs / 2 black buttons / 2 schwarze Tasten / 2 botones negros / 2 zwarte knoppen 73016
3 Clavier / Keyboard / Bedienfeld / Teclado / Панель управления / Bedieningspaneel / Tastiera 51973
Poignée plastique / Plastic handle / Mango de plástico / Пластиковая ручка / Kunststoen handvat / Impugnatura plastica /
4
Plastikhandgri
5 Circuit IHM / MMI circuit / Displayplatine / Tarjeta Interfaz / IHM circuit 97713C
6 Connecteur USB / USB connector / USB-Anschluss / Conector USB / Aansluiting USB 71857
Bouton ON/OFF / ON/OFF button / Botón ON/OFF / Кнопка ON/OFF (ВКЛ/ВЫКЛ) / Knop ON/OFF / Tasto ON/OFF / Taste ON/
7
OFF
8 Adaptateur faisceau mâle / Beam adapter / Adaptador de viga 97787C
5
6
7
56047
52469
SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM / ESQUEMA ELÉCTRICO / ЭЛЕКТРИЧЕСКАЯ СХЕМА /
ELEKTRISCH SCHEMA / SCHEMA ELETTRICO
96
51973
97787C
8
71857
97713C
71856
21574
52469
Page 97

RC-HD2
SPÉCIFICATIONS TECHNIQUES / TECHNICAL SPECIFICATIONS / ESPECIFICACIONES TÉCNICAS /
ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE / TECHNISCHE
DATEN
Modèle / Reference / Modelo / Модель / Model / Modello / Gerät
Digital Remote Control
RC-HD2
Référence / Reference number / Referencia / Артикул / Art. code / Riferimento / Referenze 062122
Tension de commande / Control voltage / Tensión de control / Напряжение управления / Besturingsspanning /
Tensione di comando / Steuerspannung
Dimensions (Lxlxh) / Dimensions (LxWxH) / Dimensiones (Lxlxh) / Размеры (ДхШхВ) / Afmetingen (Lxbxh) /
Dimensioni (Lxlxh) / Abmessungen (BxLxH)
24 V
387 x 250 x 110 mm
Poids / Weight / Вес / Gewicht / Peso / Gewicht 1.88 kg
Degré de protection / Protection level / Grado de protección / Степень защиты / Beschermingsklasse / Grado di
protezione / Schutzgrad
Température de fonctionnement / Operating temperature / Temperatura de funcionamiento / Рабочая
температура / Gebruikstemperatuur / Temperatura di funzionamento / Betriebstemperatur
Température de stockage / Storage temperature / Temperatura de almacenaje / Температура хранения /
Bewaartemperatuur / Temperatura di stoccaggio / Lagertemperatur
IP23
-10°C +40°C
-20°C +55°C
ICÔNES / SYMBOLS / ICONOS / ZEICHENERKLÄRUNG / ICONA / PICTOGRAMMEN / ICONS
- Attention ! Lire le manuel d’instruction avant utilisation.
- Caution ! Read the user manual.
- Achtung! Lesen Sie die Betriebsanleitung.
- Cuidado, leer las instrucciones de utilización.
- Внимание ! Читайте инструкцию по использованию.
- Let op! Lees voorzichtig de gebruiksaanwijzing.
- Attenzione! Leggere il manuale d’istruzioni prima dell’uso.
- Protection contre l’accès aux parties dangereuses des corps solides de Ø ≥12,5mm et chute d’eau (60% par rapport à la verticale).
- Protected against the access of dangerous parts from solid bodies of a Ø ≥12,5mm and water (60% towards the vertical).
- Das Gerät schützt die eingebauten Teile vor Berührungen und mittelgroße Fremdkörpern mit einem Durchmesser >12,5mm. Schutzgitter gegen Sprühwasser
(beliebige Richtungen bis 60° Abweichung von der Senkrechten).
IP23
- Una protección contra el acceso a las partes peligrosas de objetos sólidos con un diámetro superior o igual a 12.5mm y caída de agua (una protección contra la
lluvia que cae a 60% respecto a la vertical).
- Защита от попадания в опасные зоны твердых тел Ø ≥12,5мм и капель воды (горизонтальный наклон 60%).
- Protezione contro l’accesso alle aree pericolose di corpi solidi di Ø ≥12,5mm e cadute d’acqua (60% rispetto alla verticale).
- Beveiligd tegen toegang tot gevaarlijke delen van Ø ≥12,5mm, en tegen regendruppels (60% ten opzichte van een verticale lijn).
- Appareil(s) conforme(s) aux directives européennes. La déclaration de conformité est disponible sur notre site internet.
- Machine(s) compliant with European directives The declaration of conformity is available on our website.
- Gerät entspricht europäischen Richtlinien. Die Konformitätserklärung nden Sie auf unserer Webseite.
- Aparato conforme a las directivas europeas. La declaración de conformidad está disponible en nuestra página web.
- Aппарат(ы) соответствует(ют) европейским директивам. Декларация соответствия есть на нашем сайте.
- Dispositivo(i) conforme(i) alle direttive europee. La dichiarazione di conformità è disponibile sul nostro sito internet.
- Appara(a)t(en) conform aan de Europese richtlijnen. Het certicaat van overeenstemming is beschikbaar op onze internet site.
- Ce matériel fait l’objet d’une collecte sélective selon la directive européenne
2012/19/UE. Ne pas jeter dans une poubelle domestique !
- This hardware is subject to waste collection according to the European
directives 2002/96/UE. Do not throw out in a domestic bin !
- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (Sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem
Hausmüll entsorgt werden.
- Это оборудование подлежит переработке согласно директиве Евросоюза
2012/19/UE. Не выбрасывать в общий мусоросборник!
- Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture).
- Equipment in compliance with British requirements. The British Declaration of Conformity is available on our website (see home page).
- Das Gerät entspricht den britischen Richtlinien und Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite).
- Equipo conforme a los requisitos británicos. La Declaración de Conformidad Británica está disponible en nuestra página web (véase la portada).
- Материал соответствует требованиям Великобритании. Заявление о соответствии для Великобритании доступно на нашем веб-сайте (см. главную
страницу).
- Materiaal conform aan de Britse eisen. De Britse verklaring van overeenkomt is beschikbaar op onze website (zie omslagpagina).
- Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito (vedere pagina di copertina).
- Produit recyclable qui relève d’une consigne de tri.
- Recyclingprodukt, das gesondert entsorgt werden muss.
- Этот аппарат подлежит утилизации.
- Prodotto riciclabile che assume un ordine di smistamento.
- Producto reciclable que requiere una separación determinada.
- Information sur la température (protection thermique).
- Temperature information (thermal protection).
- Information zur Temperatur (Thermoschutz)
- Información sobre la temperatura (protección térmica)
- Информация по температуре (термозащита).
- Informazioni sulla temperatura (protezione termica).
- Informatie over de temperatuur (thermische beveiliging).
- Questo dispositivo è oggetto di raccolta dierenziata secondo la direttiva europea
2012/19/UE. Non smaltire con i riuti domestici.
- Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi
het apparaat niet bij het huishoudelijk afval !
97
Page 98

JBDC - 1, rue de la Croix des Landes
CS 54159
53941 SAINT-BERTHEVIN Cedex
France
 Loading...
Loading...