

190.2
190.4 XL
RU
73502-V2-13/01/2014
28-40
PEARL 190.2 PEARL 190.4 XL
I
II
7
6
5
1
2
4
3
III
A B
GAS
C
+
Red
_
NO GAS
+
_
Red
D
2
IV
PEARL 190.2
PEARL 190.2 PEARL 190.4 XL
1
2
PEARL 190.4 XL
A
4
4
3
B
C
4
4
ED
V
1
2
4
5
3
3

PEARL 190.2 PEARL 190.4 XL
ОПИСАНИЕ
Спасибо за ваш выбор! Чтобы полностью использовать возможности аппарата, пожалуйста, ознакомьтесь с
данной инструкцией :
PEARL 190.2 и 190.4 XL это сварочные полуавтоматические аппараты, «синергичные» с вентиляцией для
сварки (MIG или MAG). Рекомендованы для сварки стали, нержавейки и алюминия. Благодаря комплексной
«синергичной» функции аппарат настраивается просто и быстро.
ЭЛЕКТРИЧЕСКОЕ ПИТАНИЕ
Эффективное значение потребляемого тока (I1eff) для использования при максимальных условиях указано на
аппарате. Убедитесь, что потребление и защиты (предохранитель и/или прерыватель) соответствуют току,
необходимому для использования аппарата. В некоторых странах может возникнуть необходимость заменить
вилку для того, чтобы использовать аппарат при максимальных условиях. Аппарат должен быть расположен
так, чтобы штепсельная вилка была доступна.
Не используйте удлинитель с сечением кабеля менее чем 1,5 мм². PEARL 190.2/PEARL 190.4 XL поставляется с
вилкой 16A типа CEE7-7. Благодаря ККМ широкого диапазона PEARL 190.2/PEARL 190.4 XL имеет
плавающее напряжение Flexible Voltage.
Он должен быть подсоединен к розетке 110В и 230В 50/60 Гц с ЗАЗЕМЛЕНИЕМ, защищенной
предохранителем на 16A (32A при 110В) и дифференциалом 30мA.
- если напряжение ниже чем 165Вeff, аппарат ограничит потребляемый ток 16A.
- если напряжение < 85В или > 265В, аппарат не включится.
- защищенный от перенапряжений, PEARL 190 автоматически отключится в случае перенапряжения
RU
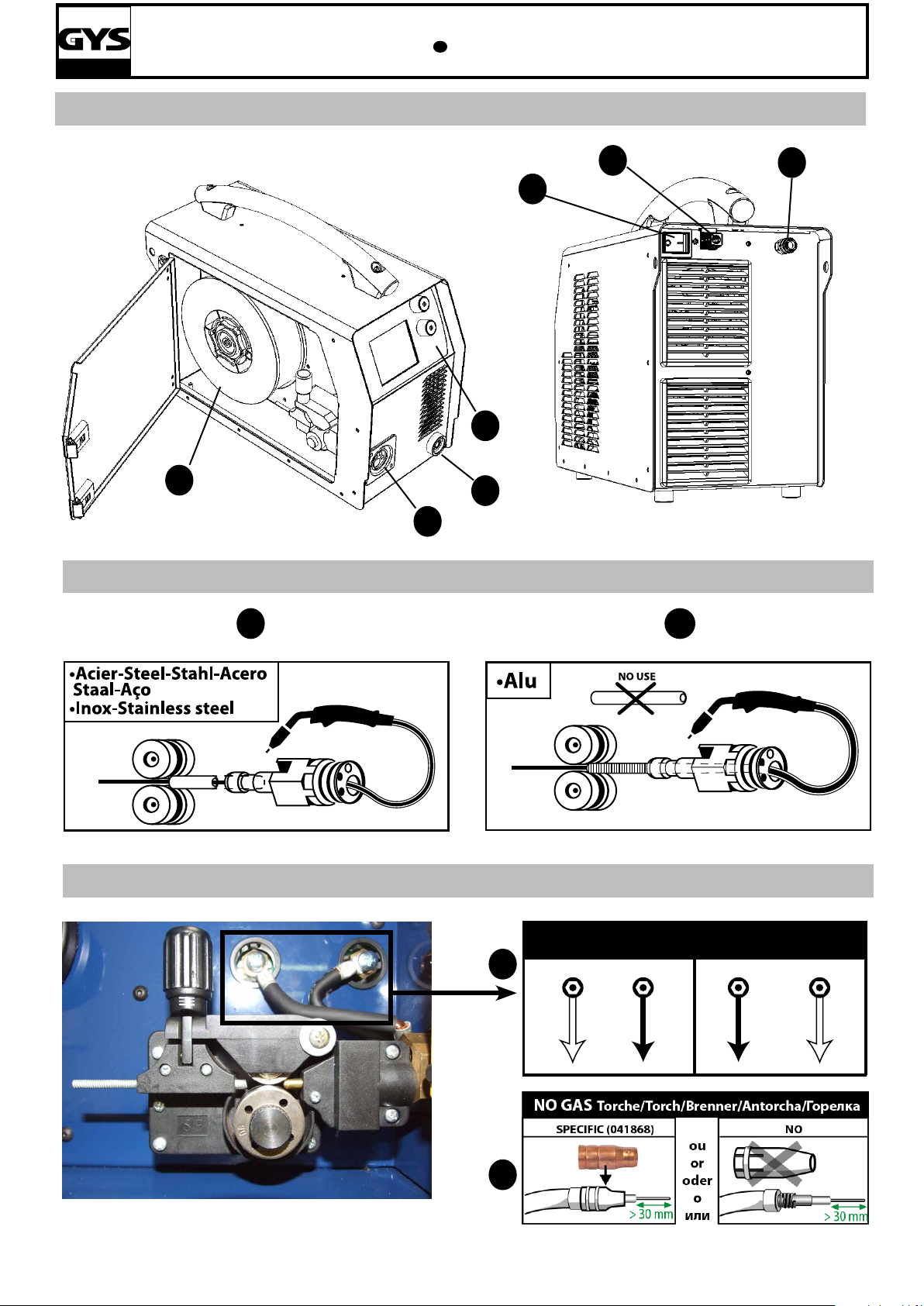
ОПИСАНИЕ АППАРАТА (РИС. I)
1: Клавишы для настройки параметров сварки (в
ручном или синергичном режиме).
2: Держатель катушки Ø 100/200 мм (PEARL 190.2)
или 200/300мм (PEARL XL 190.4 XL)
3: Разъем для горелки европейского стандарта
ПОЛУ-АВТОМАТИ-ЧЕСКАЯ СВАРКА СТАЛИ / НЕРЖАВЕЮ-ЩЕЙ СТАЛИ (РЕЖИМ МАГ)
PEARL 180.2 и PEARL XL 180.4 могут варить стальную проволоку 0,6/0,8 и 1,0, или нержавейку 0,8 и 1,0.
Аппарат изначально укомплектован чтобы варить стальной или нержавеющей проволокой Ø 0,8. Контактная
трубка, желоб на ролике и оболочка горелки предусмотрены для этого использования. Если вы используете
проволоку диаметром 0,6, пользуйтесь горелкой длина кабеля которой не превышает 3м, кроме того –
необходимо заменить контактную трубку (рис II A). Ролик подающего устройства двухсторонний 0,6 / 0,8. В
этом случае его нужно установить таким образом, чтобы надпись 0,6 была видима.
Сварки стали требует использования специфического газа аргон + CO2 (Ar+CO2). Пропорция CO2 зависит от
использования. Для нержавейки используйте смесь с 2% CO2. Для выбора газа обратитесь за советом к
вашему дистрибьютору. Расход газа при сварке стали должен быть между 8 и 12 л/мин в зависимости от
окружающей среды.
ПОЛУАВТО-МАТИЧЕСКАЯ СВАРКА АЛЮМИНИЯ (РЕЖИМ МИГ)
Этот аппарат может также варить алюминиевую проволоку диаметром 0,8 и 1 мм.
Для сварки алюминия необходим специальный газ – чистый Аргон (Ar). Для выбора газа обратитесь за
советом к дистрибьютору. Расход газа при сварки алюминия: 15-25 л/мин в зависимости от окружающей
среды и опыта сварщика. Ниже приведены различия использования стали и алюминия:
- Ролики: используйте специальные ролики для сварки алюминия
- Давление прижимных роликов подающего механизма на проволоку: отрегулируйте давление на минимум,
чтобы не раздавить проволоку.
- Капиллярная трубка: она используется только для стальной проволоки (стальная трубка).
- Горелка: используйте специальную горелку для алюминия. Эта горелка оснащена тефлоновой трубкой,
которая смягчает трение. НЕ ОБРЕЗАТЬ трубку по краю стыка! Эта трубка используется для
направления проволоки от роликов (рис. II B).
- Контактная трубка: используйте СПЕЦИАЛЬНУЮ контактную трубку для алюминия, соответствующую
диаметру проволоки.
4: Выход кабеля массы.
5: Выключатель вкл/выкл
6 : Быстросъемный переходник для газового шланга.
7 : Шнур питания (2,10 м)
28
PEARL 190.2 PEARL 190.4 XL
RU
СВАРКА ПРОВОЛОКИ «БЕЗ ГАЗА»
PEARL 190.2 и PEARL 190.4 XL могут варить флюсовую проволку при условии инверсии полярностей (рис III C
- максимальный момент затяжки 5Nm). Для настройки этой функции см. указания на
странице 7. Сварака флюсовой проволки со стандартным наконечником может привести к перегреву и
повреждению горелки. По возможности, используйте спец.наконечник No Gaz, или снимите стандартный
наконечник (Рис. III D).
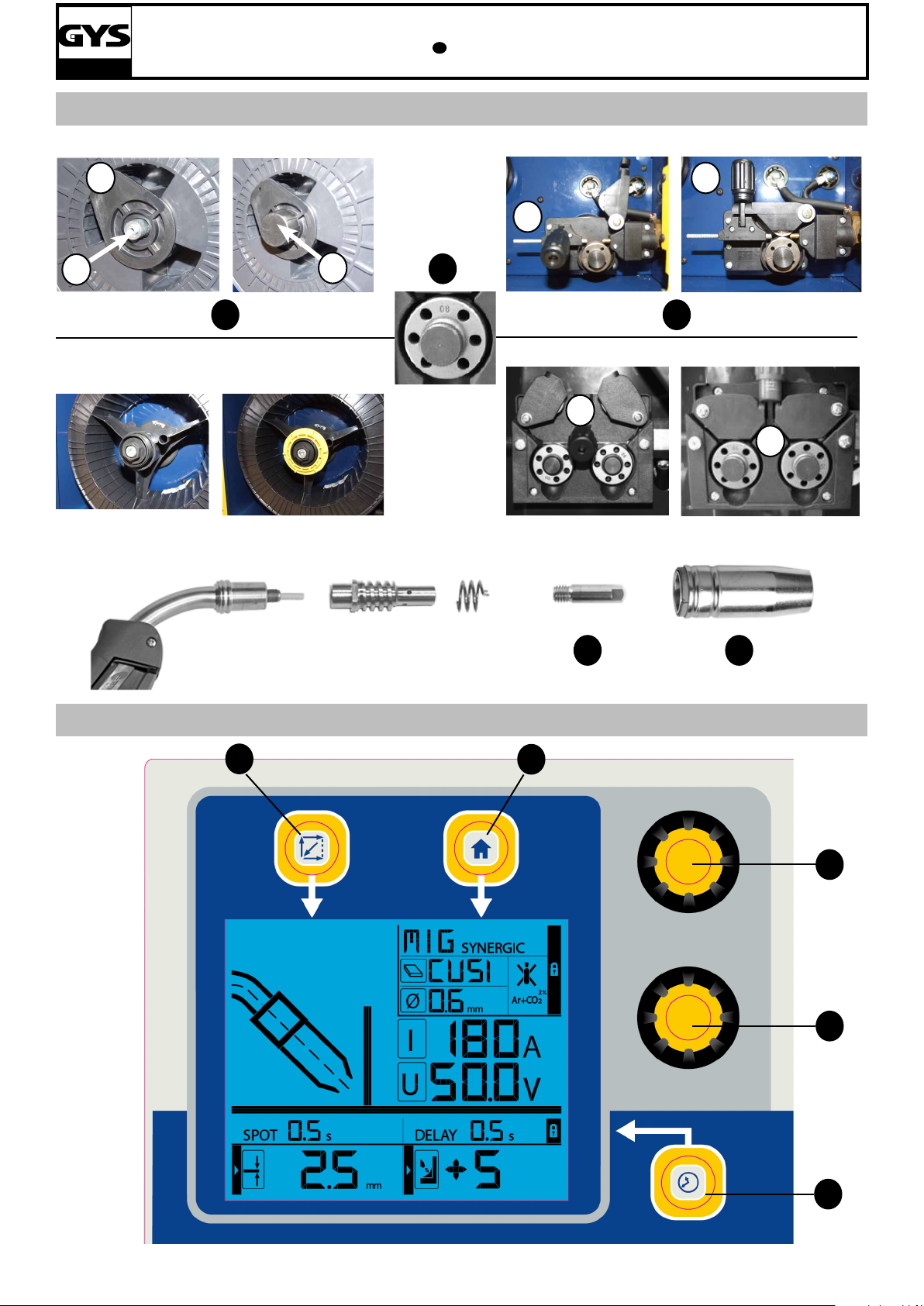
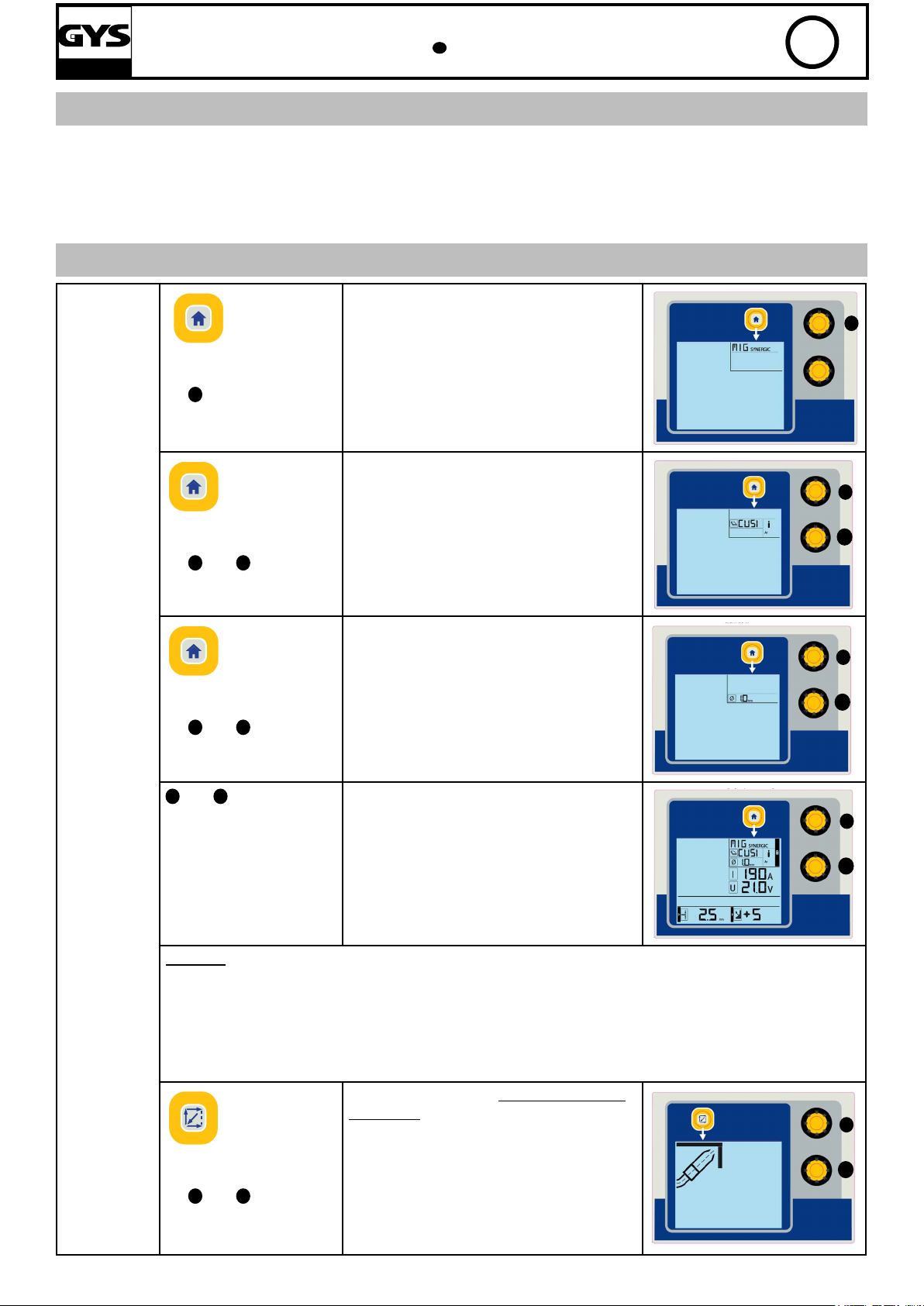
ПАНЕЛЬ УПРАВЛЕНИЯ (РИС.V)
• Кнопка SETUP + Кнопка (4) :
Позволяет выбрать режим SYNERGIC
или MANUAL
+
4
"• Кнопка SETUP + Кнопка (5) :
+
5 et
Позволяет перейти в настройку выбора
материала (См.таблицу стр. 7)
• Кнопка SETUP + Кнопка (4) :
4
Позволяет выбрать материал,
отображается рекомендуемый газ."
4
5
4
Режим
Synergiс
"• Кнопка SETUP + Кнопка (5) :
+
5 et
Позволяет перейти на настройку Ø
проволоки
• Кнопка SETUP + Кнопка (4)
4
: Позволяет выбрать диаметр
проволки. Список выбора по другим
4
5
запрашиваемым критериям "
5
et
4
"• Кнопка (4) : Позволяет выбрать
толщину свариваемой детали
4
• Кнопка (5) : Позволяет
отрегулировать длину дуги
5
Текущие значения U и I отображаются
при сварке"
Советы
Этот режим позволяет варить быстро, подходит для сварки деталей углом.
Для идентичной горизонтальной сварки, советуем немного сократить регулировку толщины
свариваемой детали.
Длина дуги: Удлинняется (0 -> +9) или укорачивается (0 -> -9), что позволяет проникать
больше или меньше в материал. Если вы варите в первый раз, советуем зафиксировать длину
на 0.
Выбор угла сварки : Только в режиме
+
SYNERGIC
• Кнопка Угол + Кнопка (4): Позволяет
выбрать позицию триггера
4
5
5 et
4
• Кнопка Угол + Кнопка (5): Позволяет
выбрать горизонтальную сварку или
сварку углом
29

+
T spot T delay
gâchette
PEARL 190.2 PEARL 190.4 XL
RU
• Кнопка SETUP + Кнопка (4):
Позволяет выбрать режим SYNERGIC
или MANUAL
4
4
5
Режим
Manual
SPOT
/
DELAY
5
et
4
"• Кнопка (4): Позволяет настроить
скорость подачи проволки
4
• Кнопка (5): Позволяет
отрегулировать заданное напряжение
5
Текущие значения U и I отображаются
при сварке"
Советы
Настройка скорости проволки часто производится «по звуку»: дуга должна быть стабильной и
издавать очень мало «потрескиваний».
Если скорость слишком низкая, дуга будет прерываться.
Если скорость слишком высокая, дуга «потрескивает» и проволока будет отталкиваться от
горелки.
Управление цикла триггера
• Кнопка SPOT/DELAY + Кнопка (4) :
4
- Позволяет отрегулировать
+
5 et
параметры «SPOT». При нулевом
показателе, переходит а позицию.
4
• Кнопка SPOT/DELAY + Кнопка (5) :
позволяет отрегулировать папаметры
5
«DELAY». Неактивна при нулевом
показателе.
Kipka
УСТАНОВКА БОБИН И ГОРЕЛОК (РИС. IV)
• Снимите наконечник с горелки (рис E), а также контактную трубку (рис D). Откройте люк аппарата.
Рис A: • Установите бобину на держатель:
- PEARL 190.4 XL : Обратите внимание на ведущий палец держателя бобины. Для установки
бобины 200мм, максимально затяните держатель бобины.
- PEARL 190.2 : адаптор (1) ипользуется только для установки бобины 200мм.
• Отрегулируйте тормоз (2) так, чтобы при остановке сварки бобина по инерции не запутала
проволоку. Не зажимайте слишком сильно! Затем закрутите держатель бобины (3).
Рис B: • Установите ролик(и) подающего механизма, соответствующие использованию. Ролики поставляемые
с аппаратом - двухжелобчатые (0,6 и 0,8). Видимый на ролике диаметр – тот, который
используется. Для проволоки на 0,8, используйте желоб 0,8. Для сварки алюминия или флюсовой
проволки используйте соответвующие ролик(и).
Рис C: Для регулировки давления подающего устройства, следуйте приведенным ниже указаниям:
•Максимально развиньтите колесико (3) и опустите его, вставьте проволоку, затем закройте подающее
устройство не завинчивая.
•Запустите мотор нажатем на курок горелки
•Завиньтите колесико, продолжая нажимать на курок. Когда проволока начнет проходить, прекратите
завинчивание.
30

PEARL 190.2 PEARL 190.4 XL
Примечание: для алюминивой проволоки давление должно быть минимальным, чтобы не
раздавить ее.
• Выпустите проволоку из горелки на 5 см, затем поместите на конец горелки подходящую к проволоке
контактную трубку (рис. D) и наконечник (рис. E).
ПОДСОЕДИНЕНИЕ ГАЗА
PEARL оснащен быстроразъемным соединением. Используйте входящий в комплект переходник.
RU
Описание/
Сегменты
Режим MAG MAG MIG MAG MAG MIG MIG MIG MIG
Газ Ar+CO²
Ø
возможн.
диаметры
РАБОЧИЙ ЦИКЛ & СРЕДА ИСПОЛЬЗОВАНИЯ
• Данный аппарат имеет выходную характеристику типа «постоянное напряжение». Его ПВ% согласно норме
EN60974-1 указан в приведенной ниже таблице:
X / 60974-1 при 40°C (T cycle=10 мин) I max 60% (T cycle = 10 мин) 100% (T cycle = 10 мин)
PEARL 190.2 22% при 190 A 120 A 90 A
PEARL 190.4 XL 22% при 190 A 120 A 90 A
Примечание : испытания производились при комнатной температуре, продолжительность включения
(ПВ%) при 40 °C был расчитан.
• Аппарты PEARL 190.2 и PEARL 190.4 XL относятся к классу A. Они созданы для использования в
промышленной или
профессиональной среде. В любой другой среде будет сложно обеспечить электромагнитную
совместимость. Не использовать в среде, содержащей металлическую пыль-проводник. Аппараты PEARL 190.2
и PEARL 190.4 XL соответствуют норме CEI 61000 -3-12
FE FE ALG 5 SS FC CuSi 3 CuAL 8 ALSi 5 ALSi 12
CO² Ar Ar+CO² 2% Ar Ar Ar Ar
0.6 - 0.8
- 1.0
0.6 - 0.8
- 1.0
0.8 - 1.0 0.8 - 1.0 0.9 -1.2 0.8 - 1.0 0.8 1.0 1.0
СОВЕТЫ И ТЕРМО-ЗАЩИТА
Этот аппарат оснащен многоскоростной вентиляционной системой, регулируемой температурой аппарата.
Когда в аппарате включается термозащита, он останавливает подачу тока. Символ перегрева появляется на
экране и будет моргать, пока температура аппарата не понизится до нормальной.
• Оставляйте отверстия аппарата свободными для входа-выхода воздуха.
• Аппаррат должен оставаться подключенным после сварки и пока
термозащита активирована, чтобы аппарат остыл.
Общие правила:
• Соблюдайте общепризнанные правила сварки.
• Убедитесь, что вентиляции достаточно.
• Не работайте по влажной поверхности.
ОБСЛУЖИВА-НИЕ
Техническое обслуживание должно производиться только квалифицированным персоналом.
• Отключите питание, вынув вилку из розетки, и дождитесь остановки вентилятора перед тем, как
приступить к тех. обслуживанию. Внутри аппарата высокие и опасные напряжение и ток.
• Регулярно открывайте аппарат и продувайте его, чтобы очистить от пыли. Необходимо также проверять
все электрические соединения с помощью изолированного инструмента. Проверка должна
осуществляться квалифицированным персоналом.
• Проверяйте состояние провода питания. Если он поврежден, он должен быть заменен производителем,
его сервисной службой или квалифицированным специалистом во избежание опасности.
31

PEARL 190.2 PEARL 190.4 XL
БЕЗОПАС-НОСТЬ
Сварка МИГ/МАГ может быть опасной и вызвать тяжелые и даже смертельные ранения.
Защититесь сами и защитите окружающих.
Соблюдайте следующие правила безопасности :
Лучеиспускание дуги Защититесь с помощью маски сварщика с фильтрами, соответствующими норме
EN 169 или EN 379.
Дождь, пар, влага Используйте аппарат в чистой среде (степень загрязнённости ≤ 3), на
ровной поверхности и на расстоянии более метра от свариваемой детали. Не
использовать под дождём или снегом.
Удар электрическим
шоком
Падение Не переносить аппарат над людьми или предметами.
Ожоги Носите рабочую одежду из огнеупорной ткани (хлопок, спецовка или
Риск пожара Уберите все возгараемые предметы из рабочего пространства. Не работайте в
Дым Не вдыхайте сварочные газ и дым. Используйте аппарат в хорошо
Дополнительные
предостережения
Этот аппарат можно подключать только к трехфазному питанию c 4 проводами
и с заземлением. Не дотрагивайтесь до частей, находящихся под напряжением.
Проверьте, что электрическая сеть подходит для этого аппарата. Не
использовать горелку в плохом состоянии (дефект изоляции электричества),
существует риск повреждения аппарата и электропроводки.
джинсовка). Работайте в защитных перчатках и фартуке из огнеупорной
ткани. Защитите окружающих с помощью защитных огнестойких экранов или
предупредите их не смотреть на дугу и оставаться на безопасном расстоянии.
присутствии возгараемого газа.
проветриваемом месте. Если вы варите в помещении, то должна быть вытяжка
"Любые сварочные работы :
- в помещениях с высоким риском удара электрическим шоком,
- в закрытых помещениях,
- в присутствии возгараемых или взрывоопасных материалов,
всегда должна быть предварительно одобрены «ответственным экспертом»
и выполнены в присутствии людей, специально обученных, чтобы прийти
на помощь в случае необходимости. Необходимо использовать технические
средства защиты, описанные в Технической Спецификации CEI 62081.
Сварка на высоте запрещена, кроме случаев использования платформ
безопасности"
RU
Лица, использующие электрокардиостимуляторы, должны проконсультироваться у врача перед
работой с данными аппаратами. Не используйте этот аппарат для размораживания
канализаций.
Обращайтесь с газовым баллоном осторожно. Это может быть опасно, если газовый баллон или
вентиль баллона повреждены.
32

PEARL 190.2 PEARL 190.4 XL
НЕИСПРАВ-НОСТИ, ПРИЧИНЫ, УСТРАНЕНИЕ
RU
НЕИСПРАВНОСТЬ
Подача сварочной
проволоки
неравномерна.
Двигатель
разматывания не
работает.
Плохая подача
проволоки.
Отсутствует
сварочный ток.
Проволока
застревает после
прохода через
ролики.
Пористый сварочный
шов.
Значительное
количество частичек
искрения.
Отсутствие газа на
выходе горелки
Аппарат включается,
но на экране нет
сообщения
На эране сообщение
- - -
ВОЗМОЖНЫЕ ПРИЧИНЫ УСТРАНЕНИЕ НЕИСПРАВНОСТИ
Наплавы металла забивают отверстие. Очистите контактную трубку или поменяйте ее и смажте
составом против прилипания. Арт. : 041806
Проволока прокручивается в роликах. "• Проверьте давление роликов или замените их.
• Диаметр проволоки не соответствует ролику.
• Используется несоответствующая нитенаправляющая
трубка в горелке.
"
Тормозное устройство бобины или
ролика слишком тугое.
Проблема с подачей Проверьте, что кнопка пуска в положении ВКЛ.
Нитенаправляющая трубка загрязнена
или повреждена.
Зажимающий ролик плохо закручен Подтяните ролик
Тормозное устройство бобины слишком
тугое.
Аппарат неправильно подключен к
сети.
Неправильное подключение массы. Проверьте кабель массы (подсоединение и клещи).
Переключатель мощности не работает. Проверьте гашетку горелки .
Нитенаправляющая трубка
расплющена.
Проволока застревает в горелке. Прочистите или замените ее .
Отсутствует капиллярная трубка
(сталь).
Слишком высокая скорость подачи. Снизьте скорость подачи.
Недостаточная подача газа Диапазон регулировки от 15 до 20 л/мин.
В баллоне закончился газ. Замените баллон.
Неудовлетворительное качество газа. Смените газ.
Циркуляция воздуха или воздействие
ветра.
Выпускное сопло газа загрязнено. Очистите сопло или замените его.
Проволока плохого качества. Используйте проволоку, подходящую для сварки МИГ-
Плохое качество свариваемой
поверхности (ржавчина и тд …)
Натяжение дуги либо слишком низкое,
либо слишком высокое.
Неправильное закреплание массы. Проверьте и поместите зажим массы как можно ближе к
Защитного газа недолстаточно. Отрегулируйте расход газа.
Газ неправильно подсоединен. Проверьте правильно ли подключено соединение
Напряжение в сети < 85В или > 265В Проверьте напряжение в сети
Обнаружено перенапряжение в сети Проверьте напряжение в сети
Разожмите тормоз и ролики.
Очистите или замените ее.
Разожмите тормоз.
Проверьте подключение к сети, а также, что питание
действительно однофазном.
Проверьте нитепроводящую трубку и корпус горелки.
Проверьте наличие капиллярной трубки .
Защистите основной металл
Предотвратите сквозняки, защитите сварочную зону.
МАГ.
Зачистите деталь перед сваркой
См. параметры сварки.
зоне сварки.
газа рядом с двигателем. Проверьте редуктор и
элнктроклапаны
33

PEARL 190.2 PEARL 190.4 XL
CONDITIONS DE GARANTIE FRANCE
• La garantie n’est valable que si le bon a été correctement rempli par le vendeur.
• La garantie couvre tout défaut ou vice de fabrication pendant 1 an, à compter de la date d’achat (pièces et main
d’œuvre).
• La garantie ne couvre pas les erreurs de tension, incidents dus à un mauvais usage, chute, démontage ou toute
autre avarie due au transport.
• La garantie ne couvre pas l’usure normale des pièces (Ex. : câbles, pinces, etc.).
En cas de panne, retournez l’appareil à la société GYS (port dû refusé), en y joignant :
• Le présent certicat de garantie validé par le vendeur
• Une note explicative de la panne.
Après la garantie, notre SAV assure les réparations après acceptation d’un devis.
Contact SAV :
Société Gys-134 Bd des Loges
BP 4159-53941 Saint-Berthevin Cedex
Fax: +33 (0)2 43 01 23 75 - Tél: +33 (0)2 43 01 23 68
HERSTELLERGARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 12 Monate
nach Kauf angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller
bzw. seines Beauftragten erfolgen eine für den Käufer kostenlose Reparatur und ein kostenloser Ersatz von Ersatzteilen. Der Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Ausschluss:
Die Garantieleistung erfolgt nicht bei Defekten, die durch unsachgemäßen Gebrauch, Sturz oder harte Stöße sowie
durch nicht autorisierte Reparaturen oder durch Transportschäden, die infolge des Einsendens zur Reparatur, hervorgerufen worden sind. Keine Garantie wird für Verschleißteile (z. B. Kabel, Klemmen, Vorsatzscheiben etc.) sowie bei
Gebrauchsspuren übernommen.
Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den Fachhandel
einschicken. Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten
Kostenvoranschlags durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den
Rückversand an den Fachhändler.
34

PEARL 190.2 PEARL 190.4 XL
DÉCLARATION DE CONFORMITÉ :
Gys atteste que les postes de soudure PEARL 190.2 et PEARL 190.4 XL sont fabriqués conformément aux exigences
des directives Basse tension 2006/95/CE du 12/12/2006, et aux directives CEM 2004/108/CE du 15/12/2004.
Cette conformité est établie par le respect des normes harmonisées EN60974-1 de 2005, EN 50445 de 2008, EN
60974-10 de 2007.
Le marquage CE a été apposé en 2013.
DECLARATION OF CONFORMITY :
The equipment described on this manual is conform to the instructions of low voltage 2006/95/CE of 12/12/2006, and
the instructions of CEM 2004/108/CE of the 15/12/2004.
This conformity respects the standards EN60974-1 of 2005, EN 50445 de 2008, EN60974-10 of 2007.
CE marking was added in 2013.
KONFORMITÄTSERKLÄRUNG :
GYS erklärt, dass die Schweißanlage PEARL 190.2 und PEARL 190.4 XL richtlinienkonform mit folgenden europäischen Bestimmungen hergestellt wurden: Niederspannungsrichtlinie 2006/95/CE –12.12.2006 und EMV- Richtlinien
2004/108/CE – 15.12.2004 elektromagnetische Verträglichkeit- hergestellt wurden. Dieses Gerät stimmt mit den harmonisierten Normen EN60974-1 von 2005, EN 50445 von 2008, EN60974-10 von 2007 überein.
CE Kennzeichnung: 2013.
DECLARACIÓN DE CONFORMIDAD :
Gys certica que los aparatos de soldadura PEARL 190.2 y PEARL 190.4 XL son fabricados en conformidad con las
directivas baja tensión 2006/95/CE del 12/12/2006, y las directivas compatibilidad electromecánica 2004/108/CE del
15/12/2004. Esta conformidad está establecida por el respeto a las normas EN60974-1 de 2005, EN 50445 de 2008,
EN 60974-10 de 2007.
El marcado CE fue jado en 2013.
ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ:
Gys заявляет, что сварочные аппараты PEARL 190.2 и PEARL 190.4 XL произведены в соответствии с
директивами Евросоюза 2006/95/CE о низком напряжении от 12/12/2006, а также с директивами CEМ 2004/108/
CE от 15/12/2004.
Данное соответствие установлено в соответствии с согласованными нормами EN60974-1 2005 г, EN 50445 2008
г, EN 60974-10 2007 г.
Маркировка ЕС нанесенна в 2013 г.
01/08/2013
Société GYS
134 BD des Loges
53941 Saint-Berthevin
France
Nicolas BOUYGUES
Président Directeur Général
35

PEARL 190.2 PEARL 190.4 XL
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE/ PIEZAS DE RECAMBIO/ ЗАПЧАСТИ
5
6
10
4
11
3
9
12
13
7
1
8
2
N°
1
2
3
4
5
6
7
8
9
10
11
12
13
Motodévidoir (sans galet) / Wire feeder (without roller) / Drahtvorstub (ohne Drahtrollen) / Devanadera (sin rodillos) / Подающий
механизм (без роликов)
Connecteur 1/4 cable de masse / Earth cable connector (1/4) / (-)
Texasbuchse (1/4) / Conector cable de masa (1/4) / Коннектор
(1/4) кабеля массы
Clavier de commande / Control Keyboard / Bedientastatur / Teclado
de mando / Панель управления
Carte afchage / Display card / Anzeigzekarte /Carta de jación /
Плата отображения
Carte d’alimentation / Power supply card / Netzteilekarte /Carta de
alimentación / Плата питания
Carte de puissance / Power circuit board / Stromkarte/ Carta de
potencia / Силовая плата
Ventilateur / Fan /Ventilator/Ventilador / вентилятор
Pieds / Feet / Füsse / Pies / Ножки
Câble d’alimentation / Supply cable / Netzstromkabel / Cable de
alimentación / Шнур питания
Bouton noir / Black Button / Knopf scharz / botón negro / кнопки
черный
Cache bouton / Button cover / Deckel für Knopf / Tapa de botón /
Крышка кнопки
Interrupteur /Switch / Schalter /Conmutador / переключатель
Cache interrupteur / Switch cover / Schalterdeckel / Tapa de interruptor / Крышка переключателя
Nappe /Ribbon cable /Bandkabel /Cable plano / ленточный кабель
PEARL
190.2
51108 51135
51469
51931
97262C
97141C
97263C 97267C
51032
71140
21489
73083
73084
52467
52463
53105
PEARL
190.4 XL
36

PEARL 190.2 PEARL 190.4 XL
SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM /SCHALTPLAN/ DIAGRAMA ELECTRICO/ЭЛЕКТРИЧЕСКАЯ СХЕМА
37

PEARL 190.2 PEARL 190.4 XL
ICONES / SYMBOLS / ZEICHENERKLÄRUNG
A Ampères - Amps - Ampere - Amperios - Ампер
V Volt - Volt - Volt - Voltios - Вольт
Hz Hertz - Hertz - Hertz - Hertz - Герц
- Soudage MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas)
- MIG/MAG Welding (MIG: Metal Inert Gas / MAG: Metal Active Gas)
- MIG/MAG Schweißen (MIG: Metal Inert Gas/ MAG: Metal Active Gas)
- Soldadura MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas)
- Полуавтоматическая сварка MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas)
- Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit
toutefois pas être placée dans de tels locaux.
- Adapted for welding in environment with increased risks of electrical shock. However, the welding source must not be placed
in such places.
- Geeignet für Schweißarbeiten im Bereich mit erhöhten elektrischen Risiken. Trotzdem sollte die Schweißquelle nicht unbedingt in solchen Bereichen betrieben werden.
- Adaptado a la soldadura en un entorno que comprende riesgos de choque eléctrico. La fuente de corriente ella misma no
debe estar situada dentro de tal locales.
- Адаптирован для сварки в среде с повышенным риском электрошока. Однако сам источник питания не должен быть
расположен в таких местах.
- Protégé contre l’accès aux parties dangereuses avec un doigt, et contre les chutes verticales de gouttes d’eau
- Protected against rain and against ngers access to dangerous parts
IP21
U0
U1
I1max
I1eff
EN60 974-1
1
X(40°C)
...%
I2
- Geschützt gegen Berührung mit gefährlichen Teilen und gegen senkrechten Wassertropfenfall
- Protegido contra el acceso a las partes peligrosas con los dedos, y contra las caídas verticales de gotas de agua
- Аппарат защищен от доступа рук в опасные зоны и от вертикального падения капель воды Сварка на постоянном
токе
- Courant de soudage continu.
- Welding direct current.
- Gleichschweißstrom.
- La corriente de soldadura es continua.
- Сварка на постоянном токе.
- Alimentation électrique monophasée 50 ou 60Hz
- Single phase power supply 50 or 60Hz
- Einphasige Netzversorgung mit 50 oder 60Hz
- Alimentación eléctrica monofásica 50 o 60 Hz
- Однофазное напряжение 50 или 60Гц
- Tension assignée à vide - Rated no-load voltage - Leerlaufspannung - Tensión asignada de vacío - Напряжение холостого
хода.
Tension assignée d’alimentation. - rated supply voltage. - Netzspannung. - Tensión de la red. - Напряжение сети.
- Courant d’alimentation assigné maximal (valeur efcace).
- Rated maximum supply current (effective value).
- Maximaler Versorgungsstrom (Effektivwert).
- Corriente máxima de alimentación de la red.
- Максимальный сетевой ток (эффективная мощность)
- Courant d’alimentation effectif maximal.
- Maximum effective supply current.
- Maximaler tatsächlicher Versorgungsstrom.
- Corriente de alimentación efectiva máxima.
- Максимальный эффективный сетевой ток.
- L’appareil respecte la norme EN60974-1.
- The device complies with EN60974-1 standard relative to welding units.
- Das Gerät entspricht der Norm EN60974-1 für Schweißgeräte.
- El aparato está conforme a la norma EN60974-1 referente a los aparatos de soldadura.
- Аппарат соответствует европейской норме EN60974-1.
- Transformateur-redresseur monophasé.
- Rectier-Single-phase converter
- Einphasiger Trafo/Frequenzumwandler
- Transformador-recticador monofàsico,
- однофазный инвертор, с трансформацией и выпрямлением.
- Facteur de marche selon la norme EN 60974-1 (10 minutes – 40°C).
- Duty cycle according to the standar EN 60974-1 (10 minutes – 40°C).
- Einschaltdauer gemäß EN 60974-1 (10 Minuten – 40°C).
- Factor de marcha según la norma EN 60974-1 (10 minutos – 40°C).
- ПВ% по норме EN 60974-1 (10 минут – 40°С).
I2: courant de soudage conventionnnel correspondant. - I2: corresponding conventional welding current. - I2: entsprechender
Schweißstrom. - I2: Corrientes correspondientes. - I2: Токи, соответствующие Х*
38

PEARL 190.2 PEARL 190.4 XL
ICONES / SYMBOLS / ZEICHENERKLÄRUNG
- U2: Tensions conventionnelles en charges correspondantes.
- U2: conventional voltages in corresponding load.
U2
...%
- U2: entsprechende Arbeitsspannung.
- U2: Tensiones convencionales en carga.
- U2: соответствующие сварочные напряжения*.
- Appareil conforme aux directives européennes.
- The device complies with European Directive.
- Gerät entspricht europäischen Richtlinien.
- El aparato está conforme a las normas europeas.
- Устройство соответствует европейским нормам.
- Conforme aux normes GOST (Russie).
- Conform to standards GOST / PCT (Russia).
- in Übereinstimmung mit der Norm GOST/PCT.
- Conforme a la normas GOST (PCT) (Rusia).
- Продукт соответствует стандарту России (РСТ).
- L’arc électrique produit des rayons dangereux pour les yeux et la peau (protégez-vous !).
- The electric arc produces dangerous rays for eyes and skin (protect yourself !).
- Der elektrische Lichtbogen verursacht Strahlungen auf Augen und Haut (Schützen Sie sich !).
- El arco produce rayos peligrosos para los ojos y la piel (¡ Protéjase !).
- Электрическая дуга производит опасные лучи для глаз и кожи (защитите себя!). - Внимание! Сварка может вызвать
пожар или взрыв.
- Attention, souder peut déclencher un feu ou une explosion.
- Caution, welding can produce re or explosion.
- Achtung! Schweißen kann Feuer oder Explosion verursachen.
- Cuidado, soldar puede iniciar un fuego o una explosión.
- Внимание! Сварка может вызвать пожар или взрыв.
- Attention ! Lire le manuel d’instruction avant utilisation.
- Caution ! Read the user manual.
- Achtung! Lesen Sie die Betriebsanleitung.
- Cuidado, leer las instrucciones de utilización.
- Внимание ! Читайте инструкцию по использованию.
- Produit faisant l'objet d'une collecte sélective - Ne pas jeter dans une poubelle domestique.
- Separate collection required, Do not throw in a domestic dustbin.
- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (Sondermüll). Es darf nicht mit dem Hausmüll entsorgt
werden.
- Este aparato es objeto de una recolección selectiva. No debe ser tirado en un cubo doméstico.
- Продукт требует специальной утилизации. Не выбрасывать с бытовыми отходами.
- Information sur la température (protection thermique)
- Temperature information (thermal protection)
- Information zur Temperatur (Thermoschutz)
- Información de la temperatura (protección térmica)
- Информация по температуре (термозащита)
39

PEARL 190.2 PEARL 190.4 XL
ACCESSOIRES/ACCESSORIES / ZUBEHÖR / ACCESORIOS / АКСЕССУАРЫ
PEARL 190.2
ø 100 ø 200 0.6 - 1.0
Acier/Steel/Stahl
Inox/Stainless/
Edelstahl
No Gas
Alu
086593 (ø0.6)
086609 (ø0.8)
086616 (ø0.8) 086326 (ø0.8)
086104 (ø0.9) 086623 (ø0.9) 042346 (ø0.9/1.2) 041868
-
086685 (ø0.8)
(AlSi5)
086678 (ø0.8)
(AlSi12)
086128 (ø0.8)
086135 (ø1.0)
086555 (ø0.8)
(AG5)
-
042339 (ø0.6/0.8)
041189 (ø0.8/1.0)
041196 (ø0.8/1.0)
041592
(ø0.6/0.8 - 3m)
041608
(ø1.0/1,2 - 3m)
041578
(ø0.8 - 3m)
041585
(ø1.0/1,2 - 3m)
041424
(150A - 3m)
041462
(150A - 3m)
041905 (ø0.6)
041912 (ø0.8)
041929 (ø1.0)
041059 (ø0.8)
041066 (ø1.0)
041875
041875
20L/min
041998
30L/min
041622 (FR)
041646 (UK)
041219 (DE)
043770
(150/200A
- 2m)
16 mm²
Acier/Steel/Stahl
Inox/Stainless/
Edelstahl
No Gas
Alu
PEARL 190.4 XL
ø 200 ø 300 0.6 - 1.0
086128 (ø0.8)
086135 (ø1.0)
086326 (ø0.8) -
086623 (ø0.9) - 042407 (ø0.9/1.2) 041868
086555 (ø0.8)
(AG5)
- -
- -
086166 (ø0.6)
086227 (ø0.8)
086234 (ø1.0
086524 (ø1.0)
(AG5)
042353 (ø0.6/0.8)
042360 (ø0.8/1.0)
042377 (ø0.8/1.0)
041592
(ø0.6/0.8 - 3m)
041608
(ø1.0/1,2 - 3m)
041578
(ø0.8 - 3m)
041585
(ø1.0/1,2 - 3m)
041424
(150A - 3m)
041462
(150A - 3m)
041905 (ø0.6)
041912 (ø0.8)
041929 (ø1.0)
041059 (ø0.8)
041066 (ø1.0)
041875
041875
20L/min
041998
30L/min
041622 (FR)
041646 (UK)
041219 (DE)
043770
(150/200A
- 2m)
16 mm²
40
 Loading...
Loading...