

FR
73502-V2-13/01/2014
4-9 / 34-40
190.2
190.4 XL
PEARL 190.2 PEARL 190.4 XL
I
II
7
6
5
1
2
4
3
III
A B
GAS
C
+
Red
_
NO GAS
+
_
Red
D
2
IV
PEARL 190.2
PEARL 190.2 PEARL 190.4 XL
1
2
PEARL 190.4 XL
A
4
4
3
B
C
4
4
ED
V
1
2
4
5
3
3

PEARL 190.2 PEARL 190.4 XL
DESCRIPTION
Merci de votre choix ! An de tirer le maximum de satisfaction de votre poste, veuillez lire avec attention ce qui suit :
Les PEARL 190.2 et 190.4 XL sont des postes de soudure semi-automatiques « synergique» ventilés pour le soudage
(MIG ou MAG). Ils sont recommandés pour le soudage des aciers, des inox et des aluminiums. Leur réglage est simple
et rapide grâce à leur mode «synergique» intégral.
ALIMENTATION ELECTRIQUE
Le courant effectif absorbé (I1eff) est indiqué sur l’appareil, pour les conditions d’utilisation maximales. Vérier que
l’alimentation et ses protections (fusible et/ou disjoncteur) sont compatibles avec le courant nécessaire en utilisation.
Dans certains pays, il peut être nécessaire de changer la prise pour permettre une utilisation aux conditions maximales. L’appareil doit être placé de façon telle que la che de prise de courant soit accessible.
Ne pas utiliser de rallonge ayant une section inférieure à 1,5 mm². PEARL 190.2/PEARL 190.4 XL est livré avec une
prise 16A de type CEE7-7. Bénéciant d’un PFC de grande envergure», PEARL 190.2/PEARL 190.4 XL est Flexible
Voltage».
Il doit être relié à une alimentation AVEC terre comprise entre 110V et 230V 50/60 Hz, protégée par un disjoncteur
16A (32A en 110V) et un différentiel 30mA.
- En cas d’utilisation sur une tension inférieure à 165Veff, le poste limitera le courant absorbé à 16A.
- Dans le cas d’une tension < 85V ou > 265V, le poste ne pourra pas être mis en route.
- Protégé contre les surtensions, le PEARL 190 se coupera automatiquement en cas de surtension.
FR
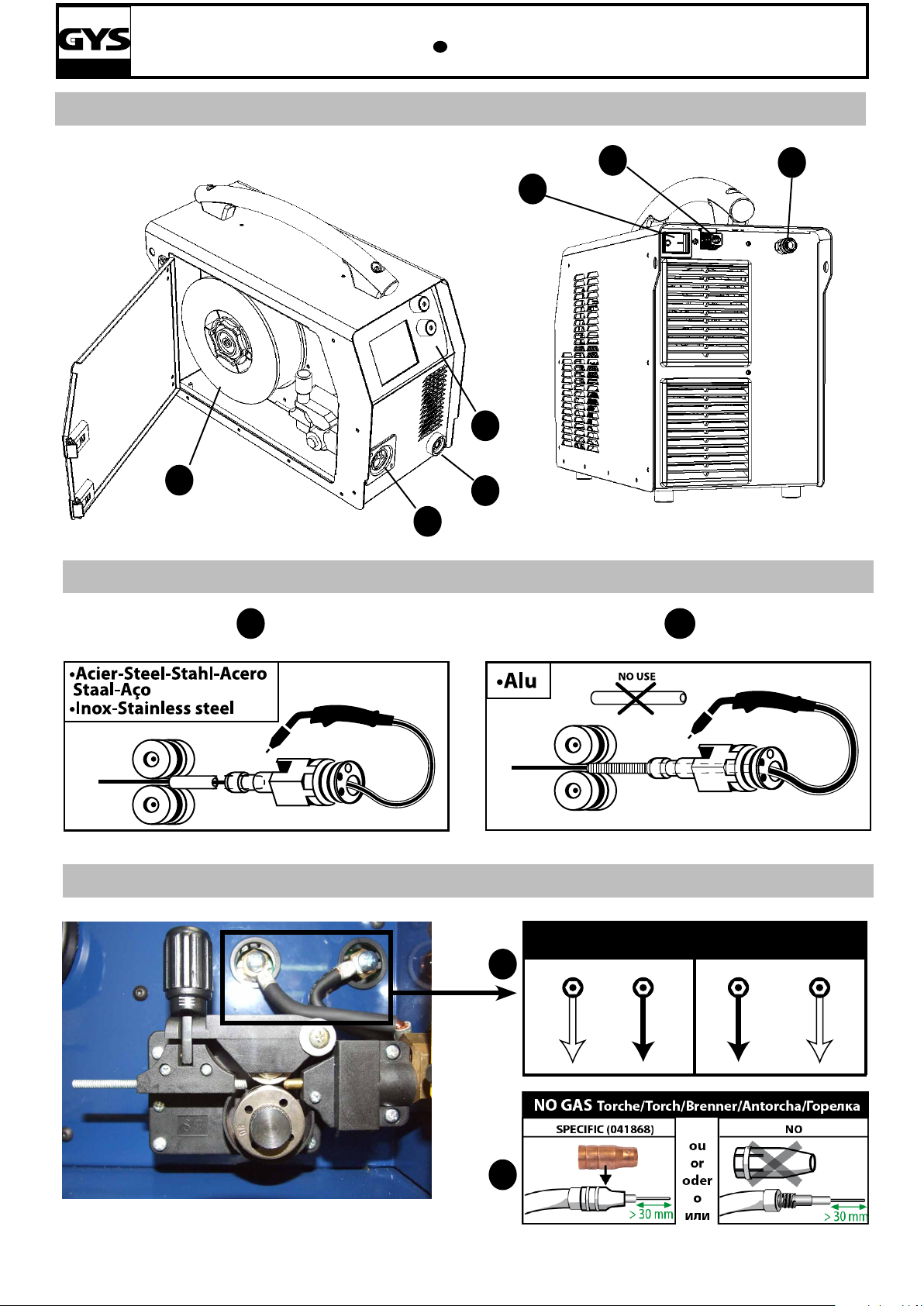
DESCRIPTION DU POSTE (FIG I)
1 : Clavier de réglages des paramètres de soudage
(mode manuel ou synergique).
2 : Support bobine Ø 100/200 mm (PEARL 190.2) ou
200/300mm (PEARL XL 190.4 XL)
3 : Raccords torche au standard européen.
SOUDAGE SEMI-AUTOMATIQUE EN ACIER / INOX (MODE MAG)
PEARL 190.2 et PEARL 190.4 XL peuvent souder du l acier de 0,6/0,8/1.0 ou inox de 0,8/1.0.
L’appareil est livré d’origine pour fonctionner avec un l Ø 0,8 en acier ou inox. Le tube contact, la gorge du galet, la
gaine de la torche sont prévus pour cette application. Pour pouvoir souder du l de diamètre 0,6, utiliser une torche
dont la longueur n’excède pas 3m. Il convient de changer le tube contact (g II A). Le galet du moto-dévidoir est
réversible 0,6 / 0,8. Dans ce cas, le positionner de telle façon à observer 0,6.
L’utilisation en acier nécessite un gaz spécique au soudage (Ar+CO2). La proportion de CO2 peut varier selon le
type de gaz utilisé. Pour l’inox, utiliser un mélange à 2% de CO². Pour le choix du gaz, demander conseil à un distri-
buteur. Le débit de gaz en acier se situe entre 8 et 12 L/min selon l’environnement.
SOUDAGE SEMI-AUTOMATIQUE ALUMINIUM (MODE MIG)
Cet appareil peut souder également du l aluminium de 0,8 et de 1.
L’utilisation alu nécessite un gaz spécique au soudage argon pur (Ar). Pour le choix du gaz, demander conseil à un
distributeur. Le débit de gaz en alu se situe entre 15 à 25 L/min selon l’environnement et l’expérience du soudeur.
Voici les différences entre l’utilisation en acier et en aluminium :
- Galets : utiliser des galets spéciques pour le soudage alu.
- La pression des galets presseur du moto-dévidoir sur le l : mettre un minimum de pression an de ne pas écraser
le l.
- Tube capillaire : utiliser le tube capilaire uniquement pour le l acier (gaine acier).
- Torche : utiliser une torche spécial alumimium. Cette torche aluminium possède une gaine teon an de réduire les
frottements. NE PAS couper la Gaine au bord du raccord !! cette gaine sert à guider le l à partir des galets. (g. IIB)
- Tube contact : utiliser un tube contact SPECIAL aluminium adapté au diamètre de l.
4 : Sortie pince de masse.
5 : Interrupteur marche/arrêt
6 : Adaptateur pour raccord rapide de tuyau de gaz.
7 : Câble d’alimentation (2,10 m)
SOUDAGE FIL « NO GAS »
PEARL 190.2 et PEARL 190.4 XL peuvent souder du l « no gas » à condition d’inverser la polarité (g III C - couple
de serrage maximum de 5Nm). Pour paramétrer cette utilisation, référez-vous aux indications de la page 7.
Souder du l fourré avec une buse standard peut entraîner une surchauffe et la détérioration de la torche. Utiliser de
préférence une buse spéciale « No Gaz » (réf. 041868), ou enlever la buse d’origine (Fig. III D).
4
PEARL 190.2 PEARL 190.4 XL
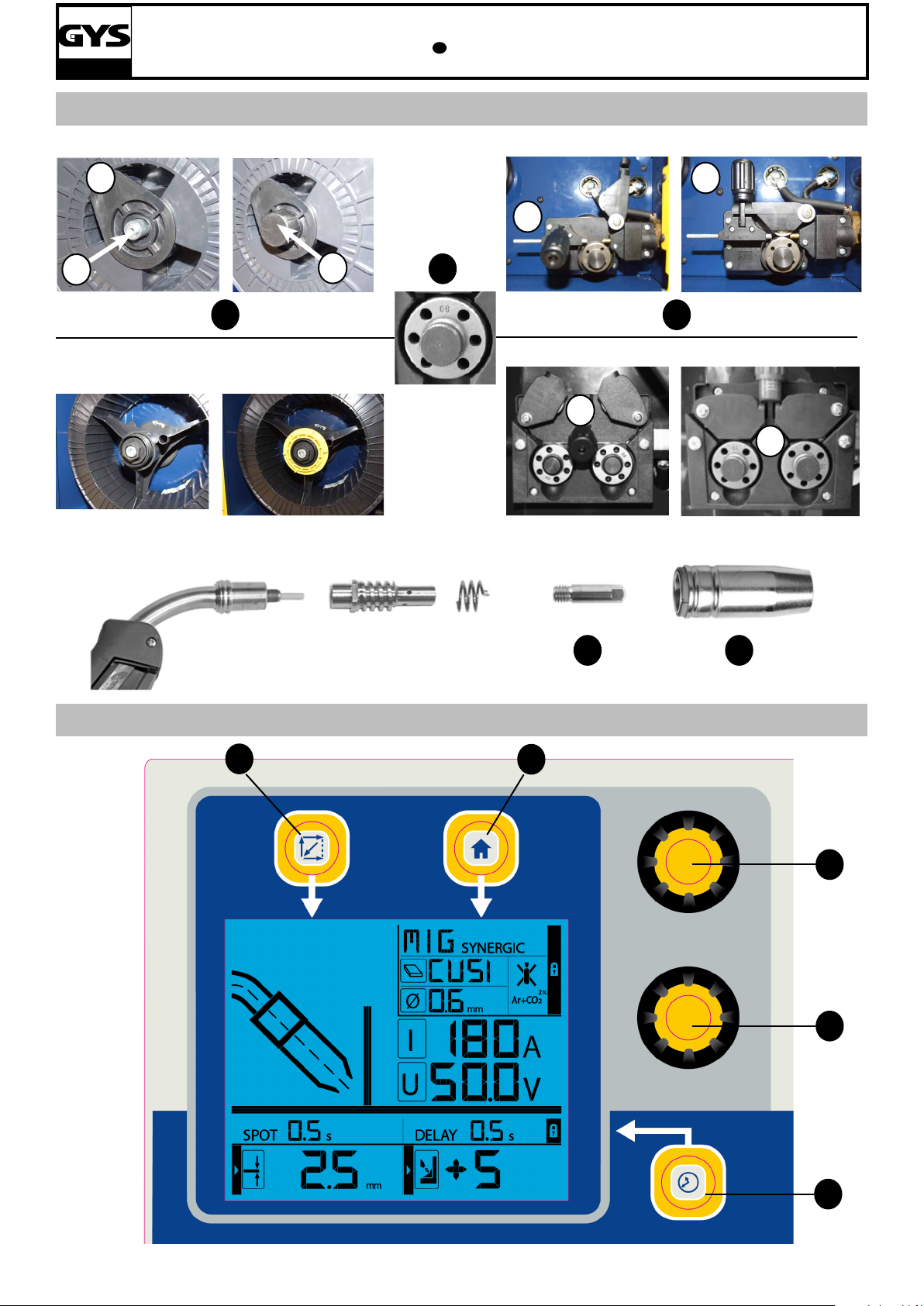
CLAVIER DE COMMANDE (FIG V)
+
4
+
5 et
+
5 et
4
4
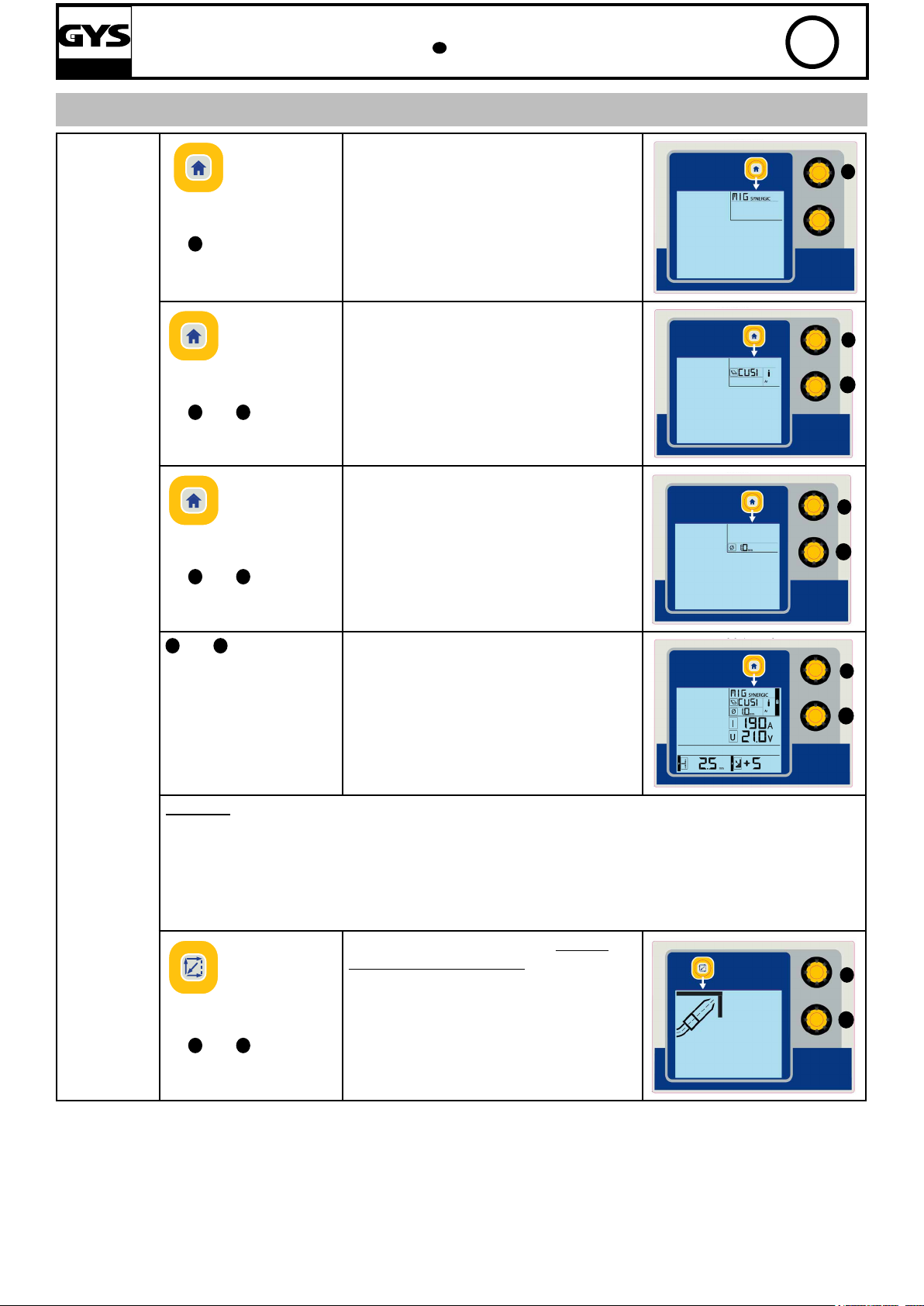
• Bouton SETUP + Bouton (4) : Permet
de sélectionner le mode SYNERGIC ou
MANUAL
• Bouton SETUP + Bouton (5) : Permet
de basculer en réglage matière (Voir
tableau page 7)
• Bouton SETUP + Bouton (4) : Permet
de choisir la matière, le gaz préconisé
s’afche alors.
• Bouton SETUP + Bouton (5) : Permet
de basculer en réglage Ø de l
• Bouton SETUP + Bouton (4) : Permet
de choisir le diamètre de l. Liste de choix
en fonction des autres critères renseignés
FR
4
4
5
4
5
Mode
synergique
5
et
4
• Bouton (4) : Permet de basculer régler
l’épaisseur à souder
4
• Bouton (5) : Permet de régler la longueur d’arc
5
Les valeurs U et I instantanées s’afchent
en cours de soudage
Conseils
Ce mode permet de souder très rapidement et a été optimisé pour souder des pièces en angle.
Pour obtenir une soudure à plat identique, nous vous conseillons de réduire légèrement le réglage de
l’épaisseur de tôle à souder.
La longueur d’arc : S’allonge (0 -> +9) ou se raccourcit (0 -> -9) ce qui permet de pénétrer plus
ou moins la matière. Si vous soudez pour la 1ère fois, nous vous conseillons de xer la longueur sur
0.
Choix de l’angle de soudage : Unique-
+
5 et
ment en mode SYNERGIC
• Bouton angle + Bouton (4) : Permet de
choisir la position de la torche
4
• Bouton angle + Bouton (5) : Permet de
4
5
choisir le soudage à plat ou en angle
5

+
T spot T delay
gâchette
PEARL 190.2 PEARL 190.4 XL
FR
• Bouton SETUP + Bouton (4) : Permet
de sélectionner le mode SYNERGIC ou
MANUAL
4
4
5
Mode
MANUAL
SPOT
/
DELAY
5
et
4
• Bouton (4) : Permet de basculer régler
la vitesse d’avance l
4
• Bouton (5) : Permet de régler la tension
de consigne
5
Les valeurs U et I instantanées s’afchent
en cours de soudage
Conseils
L’ajustement de la vitesse du l se fait souvent « au bruit » : l’arc doit être stable et avoir très peu de
crépitement.
Si la vitesse est trop faible, l’arc n’est pas continu.
Si la vitesse est trop élevée, l’arc crépite et le l a tendance à repousser la torche.
Gestion du cycle de la torche
• Bouton SPOT/DELAY + Bouton (4) :
4
- Permet de régler le paramètre
+
«SPOT». Passe en position «2T» quand la
valeur est nulle
5
5 et
4
• Bouton SPOT/DELAY + Bouton (5) :
Permet de régler le paramètre «DELAY».
Inactif quand la valeur est nulle
PROCEDURE DE MONTAGE DES BOBINES ET DES TORCHES (FIG IV)
• Ôter de la torche la buse (g E), ainsi que le tube contact (g D). Ouvrir la trappe du poste.
Fig A : • Positionner la bobine sur son support :
- PEARL 190.4 XL : Tenir compte de l’ergot d’entrainement du support bobine. Pour monter une bobine 200mm, serrer
le maintien bobine au maximum.
- PEARL 190.2 : l’adaptateur (1) s’utilise uniquement pour monter une bobine 200mm.
• Régler le frein (2) pour éviter lors de l’arrêt de la soudure que l’inertie de la bobine n’emmêle le l. De manière générale, ne pas trop serrer ! Visser ensuite le maintien bobine (3).
Fig B : • Mettre en place le(s) galet(s) moteur adapté(s) à votre utilisation. Les galets fournis sont des galets double
gorge (0,6 et 0,8). L’indication qu’on lit sur le galet est celle que l’on utilise. Pour un l de 0,8, utiliser la gorge de 0,8.
Pour souder de l’aluminium ou du l fourré, utiliser le(s) galet(s) approprié(s).
Fig C : Pour régler la pression du moto-dévidoir, procéder comme suit :
• Desserrer la molette (4) au maximum et l’abaisser, insérer le l, puis refermer le moto-dévidoir sans serrer.
• Actionner le moteur en appuyant sur la gâchette de la torche
• Serrer la molette tout en restant appuyé sur la gâchette de la torche. Lorsque le l commence à être entrainé, arrêter
le serrage.
6

PEARL 190.2 PEARL 190.4 XL
Nb : pour le l aluminium mettre un minimum de pression an de ne pas écraser le l.
• Faire sortir le l de la torche d’environ 5cm, puis mettre au bout de la torche le tube contact adapté au l utilisé (g.
D), ainsi que la buse (g. E).
RACCORDEMENT GAZ
Le PEARL est équipé d’un raccord rapide. Utillisez l’adaptateur livré d’origine avec votre poste.
FR
Inscription
/ Segments
Procédé MAG MAG MIG MAG MAG MIG MIG MIG MIG
Gaz Ar+CO²
Ø possible 0.6 - 0.8
FACTEURS DE MARCHE & ENVIRONNEMENT D’UTILISATION
• Le poste décrit a une caractéristique plate de sortie (tension constante). Son facteur de marche selon la norme
EN60974-1 est indiqué dans le tableau suivant :
X / 60974-1 @ 40°C (T cycle = 10 min) I max 60% (T cycle = 10 min) 100% (T cycle = 10 min)
PEARL 190.2 22% @ 190 A 120 A 90 A
PEARL 190.4 XL 22% @ 190 A 120 A 90 A
Note : les essais d’échauffement ont été effectués à température ambiante et le facteur de marche à 40 °C a été déterminé par simulation.
• Les PEARL 190.2 et PEARL 190.4 XL sont des appareils de classe A conçus pour un emploi dans un environnement
industriel ou professionnel. Dans un environnement différent, il peut être difcile d’assurer la compatibilité électromagnétique. Ne pas utiliser dans un environnement comportant des poussières métalliques conductrices. Les postes
PEARL 190.2 et PEARL 190.4 XL sont conformes à la norme CEI 61000 -3-12.
FE FE ALG 5 SS FC CuSi 3 CuAL 8 ALSi 5 ALSi 12
CO² Ar Ar+CO² 2% Ar Ar Ar Ar
- 1.0
0.6 - 0.8
- 1.0
0.8 - 1.0 0.8 - 1.0 0.9 -1.2 0.8 - 1.0 0.8 1.0 1.0
PROTECTION THERMIQUE ET CONSEILS
Ce poste est équipé d’une ventilation à plusieurs vitesses, régulée par la température de l’appareil. Lorsque le poste
passe en protection thermique, il ne délivre plus de courant. L’icône de surchauffe apparaît sur l’écran et clignote tant
que la température du poste n’est pas redevenue normale.
• Laisser les ouïes de l’appareil libres pour l’entrée et la sortie d’air.
• Laisser l’appareil branché après soudage et pendant la protection thermique pour permettre le refroidissement.
De manière générale :
• Respecter les règles classiques du soudage.
• S’assurer que la ventillation soit sufsante.
• Ne pas travailler sur une surface humide.
ENTRETIEN
• L’entretien ne doit être effectué que par une personne qualiée.
• Couper l’alimentation, puis débrancher la prise, et attendre l’arrêt du ventilateur avant de travailler sur l’appareil. A
l’intérieur, les tensions et intensités sont élevées et dangereuses.
• Régulièrement, enlever le capot et dépoussiérer à la soufette. En proter pour faire vérier la tenue des connexions
électriques avec un outil isolé par un personnel qualié.
• Contrôler régulièrement l’état du cordon d’alimentation. Si le câble d’alimentation est endommagé, il doit être remplacé par le fabricant, son service après vente ou une personne de qualication similaire, an d’éviter un danger.
7

PEARL 190.2 PEARL 190.4 XL
SÉCURITÉ
Le soudage MIG/MAG peut être dangereux et causer des blessures graves voire mortelles. Protégezvous et protégez les autres.
Respecter les instructions de sécurité suivantes :
Rayonnements de l’arc : Protégez- vous à l’aide d’un masque muni de ltres conformes EN 169 ou EN 379.
Pluie, vapeur d’eau,
humidité:
Choc électrique : Cet appareil ne doit être utilisé que sur une alimentation monophasée à 3 ls avec
Chutes : Ne pas faire transiter le poste au-dessus de personnes ou d’objets.
Brûlures : Porter des vêtements de travail en tissu ignifugé (coton, bleu ou jeans).
Risques de feu : Supprimer tous les produits inammables de l’espace de travail. Ne pas travailler en
Fumées : Ne pas inhaler les gaz et fumées de soudage. Utiliser dans un environnement correc-
Précautions supplémen-
taires :
Utiliser votre poste dans une atmosphère propre (degré de pollution ≤ 3), à plat et à
plus d’un mètre de la pièce à souder. Ne pas utiliser sous la pluie ou la neige.
terre. Ne pas toucher les pièces sous tension.
Vérier que le réseau d’alimentation est adapté au poste.
Travailler avec des gants de protection et un tablier ignifugé.
Protéger les autres en installant des paravents ininammables, ou les prévenir de ne
pas regarder l’arc et garder des distances sufsantes.
présence de gaz inammable.
tement ventilé, avec extraction articielle si soudage en intérieur.
Toute opération de soudage :
- dans des lieux comportant des risques accrus de choc électrique,
- dans des lieux fermés,
- en présence de matériau inammable ou comportant des risques d’explosion, doit
toujours être soumise à l’approbation préalable d’un «responsable expert», et effectuée en présence de personnes formées pour intervenir en cas d’urgence.
Les moyens techniques de protections décrits dans la Spécication Technique CEI/IEC
62081 doivent être appliqués.
Le soudage en position surélevée est interdit, sauf en cas d’utilisation de platesformes de sécurité.
FR
Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d’utiliser ces appareils.
Nous déconseillons toutefois l’utilisation de ce matériel à ces personnes.
Ne pas utiliser le poste pour dégeler des canalisations.
Manipuler la bouteille de gaz avec précaution, des risques existent si la bouteille ou la soupape de la
bouteille sont endommagées.
8

PEARL 190.2 PEARL 190.4 XL
ANOMALIES, CAUSES, REMEDES
SYMPTOMES CAUSES POSSIBLES REMEDES
Le débit du l de
soudage n’est pas
constant.
Des grattons obstruent l’orice. Nettoyer le tube contact ou le changer et remettre du
produit anti-adhésion.
Le l patine dans les galets. - Contrôler la pression des galets ou les remplacer.
- Diamètre du l non conforme au galet.
-Gaine guide l dans la torche non conforme.
FR
Le moteur de dévidage ne fonctionne
pas.
Mauvais dévidage
du l.
Pas de courant de
soudage.
Le l bouchonne
après les galets.
Le cordon de soudage est poreux.
Particules d’étincelage
très importantes.
Pas de gaz en sortie
de torche
Le poste se met en
route mais rien ne
s’afche à l’écran
L’appareil afche
- - -
Frein de la bobine ou galet trop
serré.
Problème d’alimentation Vérier que le bouton de mise en service est sur la
Gaine guide l sale ou endommagée. Nettoyer ou remplacer.
Galet presseur pas assez serré Serrer le galet d’avantage
Frein de la bobine trop serré. Desserrer le frein.
Mauvais branchement de la prise
secteur.
Mauvaise connexion de masse. Contrôler le câble de masse (connexion et état de la
Contacteur de puissance inopérant. Contrôler la gâchette de la torche.
Gaine guide l écrasée. Vérier la gaine et corps de torche.
Blocage du l dans la torche. Remplacer ou nettoyer.
Pas de tube capillaire. Vérier la présence du tube capillaire.
Vitesse du l trop importante. Réduire la vitesse de l
Le débit de gaz est insufsant. Corriger le débit de gaz.
Bouteille de gaz vide. La remplacer.
Qualité du gaz non satisfaisante. Le remplacer.
Circulation d’air ou inuence du vent. Empêcher les courants d’air, protéger la zone de sou-
Buse gaz trop encrassée. Nettoyer la buse gaz ou la remplacer.
Mauvaise qualité du l. Utiliser un l adapté au soudage MIG-MAG.
État de la surface à souder de mau-
vaise qualité (rouille, etc…)
Tension d’arc trop basse ou trop
haute.
Mauvaise prise de masse. Contrôler et positionner la pince de masse au plus
Gaz de protection insufsant. Ajuster le débit de gaz.
Mauvaise connexion du gaz Voir si le raccordement du gaz à côté du moteur est
La tension secteur est < 85V ou >
265V
Surtension détectée sur le secteur Contrôler la tension secteur
Desserrer le frein et les galets
position marche.
Voir le branchement de la prise et regarder si la prise
est bien alimentée avec 1 phase et un neutre.
pince).
Nettoyer le métal de base.
dage.
Nettoyer la pièce avant de souder
Voir paramètres de soudage.
proche de la zone à souder
bien connecté. Vérier l’électrovanne.
Contrôler la tension du secteur
9

PEARL 190.2 PEARL 190.4 XL
CONDITIONS DE GARANTIE FRANCE
• La garantie n’est valable que si le bon a été correctement rempli par le vendeur.
• La garantie couvre tout défaut ou vice de fabrication pendant 1 an, à compter de la date d’achat (pièces et main
d’œuvre).
• La garantie ne couvre pas les erreurs de tension, incidents dus à un mauvais usage, chute, démontage ou toute
autre avarie due au transport.
• La garantie ne couvre pas l’usure normale des pièces (Ex. : câbles, pinces, etc.).
En cas de panne, retournez l’appareil à la société GYS (port dû refusé), en y joignant :
• Le présent certicat de garantie validé par le vendeur
• Une note explicative de la panne.
Après la garantie, notre SAV assure les réparations après acceptation d’un devis.
Contact SAV :
Société Gys-134 Bd des Loges
BP 4159-53941 Saint-Berthevin Cedex
Fax: +33 (0)2 43 01 23 75 - Tél: +33 (0)2 43 01 23 68
HERSTELLERGARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 12 Monate
nach Kauf angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller
bzw. seines Beauftragten erfolgen eine für den Käufer kostenlose Reparatur und ein kostenloser Ersatz von Ersatzteilen. Der Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Ausschluss:
Die Garantieleistung erfolgt nicht bei Defekten, die durch unsachgemäßen Gebrauch, Sturz oder harte Stöße sowie
durch nicht autorisierte Reparaturen oder durch Transportschäden, die infolge des Einsendens zur Reparatur, hervorgerufen worden sind. Keine Garantie wird für Verschleißteile (z. B. Kabel, Klemmen, Vorsatzscheiben etc.) sowie bei
Gebrauchsspuren übernommen.
Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den Fachhandel
einschicken. Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten
Kostenvoranschlags durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den
Rückversand an den Fachhändler.
34

PEARL 190.2 PEARL 190.4 XL
DÉCLARATION DE CONFORMITÉ :
Gys atteste que les postes de soudure PEARL 190.2 et PEARL 190.4 XL sont fabriqués conformément aux exigences
des directives Basse tension 2006/95/CE du 12/12/2006, et aux directives CEM 2004/108/CE du 15/12/2004.
Cette conformité est établie par le respect des normes harmonisées EN60974-1 de 2005, EN 50445 de 2008, EN
60974-10 de 2007.
Le marquage CE a été apposé en 2013.
DECLARATION OF CONFORMITY :
The equipment described on this manual is conform to the instructions of low voltage 2006/95/CE of 12/12/2006, and
the instructions of CEM 2004/108/CE of the 15/12/2004.
This conformity respects the standards EN60974-1 of 2005, EN 50445 de 2008, EN60974-10 of 2007.
CE marking was added in 2013.
KONFORMITÄTSERKLÄRUNG :
GYS erklärt, dass die Schweißanlage PEARL 190.2 und PEARL 190.4 XL richtlinienkonform mit folgenden europäischen Bestimmungen hergestellt wurden: Niederspannungsrichtlinie 2006/95/CE –12.12.2006 und EMV- Richtlinien
2004/108/CE – 15.12.2004 elektromagnetische Verträglichkeit- hergestellt wurden. Dieses Gerät stimmt mit den harmonisierten Normen EN60974-1 von 2005, EN 50445 von 2008, EN60974-10 von 2007 überein.
CE Kennzeichnung: 2013.
DECLARACIÓN DE CONFORMIDAD :
Gys certica que los aparatos de soldadura PEARL 190.2 y PEARL 190.4 XL son fabricados en conformidad con las
directivas baja tensión 2006/95/CE del 12/12/2006, y las directivas compatibilidad electromecánica 2004/108/CE del
15/12/2004. Esta conformidad está establecida por el respeto a las normas EN60974-1 de 2005, EN 50445 de 2008,
EN 60974-10 de 2007.
El marcado CE fue jado en 2013.
ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ:
Gys заявляет, что сварочные аппараты PEARL 190.2 и PEARL 190.4 XL произведены в соответствии с
директивами Евросоюза 2006/95/CE о низком напряжении от 12/12/2006, а также с директивами CEМ 2004/108/
CE от 15/12/2004.
Данное соответствие установлено в соответствии с согласованными нормами EN60974-1 2005 г, EN 50445 2008
г, EN 60974-10 2007 г.
Маркировка ЕС нанесенна в 2013 г.
01/08/2013
Société GYS
134 BD des Loges
53941 Saint-Berthevin
France
Nicolas BOUYGUES
Président Directeur Général
35

PEARL 190.2 PEARL 190.4 XL
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE/ PIEZAS DE RECAMBIO/ ЗАПЧАСТИ
5
6
10
4
11
3
9
12
13
7
1
8
2
N°
1
2
3
4
5
6
7
8
9
10
11
12
13
Motodévidoir (sans galet) / Wire feeder (without roller) / Drahtvorstub (ohne Drahtrollen) / Devanadera (sin rodillos) / Подающий
механизм (без роликов)
Connecteur 1/4 cable de masse / Earth cable connector (1/4) / (-)
Texasbuchse (1/4) / Conector cable de masa (1/4) / Коннектор
(1/4) кабеля массы
Clavier de commande / Control Keyboard / Bedientastatur / Teclado
de mando / Панель управления
Carte afchage / Display card / Anzeigzekarte /Carta de jación /
Плата отображения
Carte d’alimentation / Power supply card / Netzteilekarte /Carta de
alimentación / Плата питания
Carte de puissance / Power circuit board / Stromkarte/ Carta de
potencia / Силовая плата
Ventilateur / Fan /Ventilator/Ventilador / вентилятор
Pieds / Feet / Füsse / Pies / Ножки
Câble d’alimentation / Supply cable / Netzstromkabel / Cable de
alimentación / Шнур питания
Bouton noir / Black Button / Knopf scharz / botón negro / кнопки
черный
Cache bouton / Button cover / Deckel für Knopf / Tapa de botón /
Крышка кнопки
Interrupteur /Switch / Schalter /Conmutador / переключатель
Cache interrupteur / Switch cover / Schalterdeckel / Tapa de interruptor / Крышка переключателя
Nappe /Ribbon cable /Bandkabel /Cable plano / ленточный кабель
PEARL
190.2
51108 51135
51469
51931
97262C
97141C
97263C 97267C
51032
71140
21489
73083
73084
52467
52463
53105
PEARL
190.4 XL
36

PEARL 190.2 PEARL 190.4 XL
SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM /SCHALTPLAN/ DIAGRAMA ELECTRICO/ЭЛЕКТРИЧЕСКАЯ СХЕМА
37

PEARL 190.2 PEARL 190.4 XL
ICONES / SYMBOLS / ZEICHENERKLÄRUNG
A Ampères - Amps - Ampere - Amperios - Ампер
V Volt - Volt - Volt - Voltios - Вольт
Hz Hertz - Hertz - Hertz - Hertz - Герц
- Soudage MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas)
- MIG/MAG Welding (MIG: Metal Inert Gas / MAG: Metal Active Gas)
- MIG/MAG Schweißen (MIG: Metal Inert Gas/ MAG: Metal Active Gas)
- Soldadura MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas)
- Полуавтоматическая сварка MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas)
- Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit
toutefois pas être placée dans de tels locaux.
- Adapted for welding in environment with increased risks of electrical shock. However, the welding source must not be placed
in such places.
- Geeignet für Schweißarbeiten im Bereich mit erhöhten elektrischen Risiken. Trotzdem sollte die Schweißquelle nicht unbedingt in solchen Bereichen betrieben werden.
- Adaptado a la soldadura en un entorno que comprende riesgos de choque eléctrico. La fuente de corriente ella misma no
debe estar situada dentro de tal locales.
- Адаптирован для сварки в среде с повышенным риском электрошока. Однако сам источник питания не должен быть
расположен в таких местах.
- Protégé contre l’accès aux parties dangereuses avec un doigt, et contre les chutes verticales de gouttes d’eau
- Protected against rain and against ngers access to dangerous parts
IP21
U0
U1
I1max
I1eff
EN60 974-1
1
X(40°C)
...%
I2
- Geschützt gegen Berührung mit gefährlichen Teilen und gegen senkrechten Wassertropfenfall
- Protegido contra el acceso a las partes peligrosas con los dedos, y contra las caídas verticales de gotas de agua
- Аппарат защищен от доступа рук в опасные зоны и от вертикального падения капель воды Сварка на постоянном
токе
- Courant de soudage continu.
- Welding direct current.
- Gleichschweißstrom.
- La corriente de soldadura es continua.
- Сварка на постоянном токе.
- Alimentation électrique monophasée 50 ou 60Hz
- Single phase power supply 50 or 60Hz
- Einphasige Netzversorgung mit 50 oder 60Hz
- Alimentación eléctrica monofásica 50 o 60 Hz
- Однофазное напряжение 50 или 60Гц
- Tension assignée à vide - Rated no-load voltage - Leerlaufspannung - Tensión asignada de vacío - Напряжение холостого
хода.
Tension assignée d’alimentation. - rated supply voltage. - Netzspannung. - Tensión de la red. - Напряжение сети.
- Courant d’alimentation assigné maximal (valeur efcace).
- Rated maximum supply current (effective value).
- Maximaler Versorgungsstrom (Effektivwert).
- Corriente máxima de alimentación de la red.
- Максимальный сетевой ток (эффективная мощность)
- Courant d’alimentation effectif maximal.
- Maximum effective supply current.
- Maximaler tatsächlicher Versorgungsstrom.
- Corriente de alimentación efectiva máxima.
- Максимальный эффективный сетевой ток.
- L’appareil respecte la norme EN60974-1.
- The device complies with EN60974-1 standard relative to welding units.
- Das Gerät entspricht der Norm EN60974-1 für Schweißgeräte.
- El aparato está conforme a la norma EN60974-1 referente a los aparatos de soldadura.
- Аппарат соответствует европейской норме EN60974-1.
- Transformateur-redresseur monophasé.
- Rectier-Single-phase converter
- Einphasiger Trafo/Frequenzumwandler
- Transformador-recticador monofàsico,
- однофазный инвертор, с трансформацией и выпрямлением.
- Facteur de marche selon la norme EN 60974-1 (10 minutes – 40°C).
- Duty cycle according to the standar EN 60974-1 (10 minutes – 40°C).
- Einschaltdauer gemäß EN 60974-1 (10 Minuten – 40°C).
- Factor de marcha según la norma EN 60974-1 (10 minutos – 40°C).
- ПВ% по норме EN 60974-1 (10 минут – 40°С).
I2: courant de soudage conventionnnel correspondant. - I2: corresponding conventional welding current. - I2: entsprechender
Schweißstrom. - I2: Corrientes correspondientes. - I2: Токи, соответствующие Х*
38

PEARL 190.2 PEARL 190.4 XL
ICONES / SYMBOLS / ZEICHENERKLÄRUNG
- U2: Tensions conventionnelles en charges correspondantes.
- U2: conventional voltages in corresponding load.
U2
...%
- U2: entsprechende Arbeitsspannung.
- U2: Tensiones convencionales en carga.
- U2: соответствующие сварочные напряжения*.
- Appareil conforme aux directives européennes.
- The device complies with European Directive.
- Gerät entspricht europäischen Richtlinien.
- El aparato está conforme a las normas europeas.
- Устройство соответствует европейским нормам.
- Conforme aux normes GOST (Russie).
- Conform to standards GOST / PCT (Russia).
- in Übereinstimmung mit der Norm GOST/PCT.
- Conforme a la normas GOST (PCT) (Rusia).
- Продукт соответствует стандарту России (РСТ).
- L’arc électrique produit des rayons dangereux pour les yeux et la peau (protégez-vous !).
- The electric arc produces dangerous rays for eyes and skin (protect yourself !).
- Der elektrische Lichtbogen verursacht Strahlungen auf Augen und Haut (Schützen Sie sich !).
- El arco produce rayos peligrosos para los ojos y la piel (¡ Protéjase !).
- Электрическая дуга производит опасные лучи для глаз и кожи (защитите себя!). - Внимание! Сварка может вызвать
пожар или взрыв.
- Attention, souder peut déclencher un feu ou une explosion.
- Caution, welding can produce re or explosion.
- Achtung! Schweißen kann Feuer oder Explosion verursachen.
- Cuidado, soldar puede iniciar un fuego o una explosión.
- Внимание! Сварка может вызвать пожар или взрыв.
- Attention ! Lire le manuel d’instruction avant utilisation.
- Caution ! Read the user manual.
- Achtung! Lesen Sie die Betriebsanleitung.
- Cuidado, leer las instrucciones de utilización.
- Внимание ! Читайте инструкцию по использованию.
- Produit faisant l'objet d'une collecte sélective - Ne pas jeter dans une poubelle domestique.
- Separate collection required, Do not throw in a domestic dustbin.
- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (Sondermüll). Es darf nicht mit dem Hausmüll entsorgt
werden.
- Este aparato es objeto de una recolección selectiva. No debe ser tirado en un cubo doméstico.
- Продукт требует специальной утилизации. Не выбрасывать с бытовыми отходами.
- Information sur la température (protection thermique)
- Temperature information (thermal protection)
- Information zur Temperatur (Thermoschutz)
- Información de la temperatura (protección térmica)
- Информация по температуре (термозащита)
39

PEARL 190.2 PEARL 190.4 XL
ACCESSOIRES/ACCESSORIES / ZUBEHÖR / ACCESORIOS / АКСЕССУАРЫ
PEARL 190.2
ø 100 ø 200 0.6 - 1.0
Acier/Steel/Stahl
Inox/Stainless/
Edelstahl
No Gas
Alu
086593 (ø0.6)
086609 (ø0.8)
086616 (ø0.8) 086326 (ø0.8)
086104 (ø0.9) 086623 (ø0.9) 042346 (ø0.9/1.2) 041868
-
086685 (ø0.8)
(AlSi5)
086678 (ø0.8)
(AlSi12)
086128 (ø0.8)
086135 (ø1.0)
086555 (ø0.8)
(AG5)
-
042339 (ø0.6/0.8)
041189 (ø0.8/1.0)
041196 (ø0.8/1.0)
041592
(ø0.6/0.8 - 3m)
041608
(ø1.0/1,2 - 3m)
041578
(ø0.8 - 3m)
041585
(ø1.0/1,2 - 3m)
041424
(150A - 3m)
041462
(150A - 3m)
041905 (ø0.6)
041912 (ø0.8)
041929 (ø1.0)
041059 (ø0.8)
041066 (ø1.0)
041875
041875
20L/min
041998
30L/min
041622 (FR)
041646 (UK)
041219 (DE)
043770
(150/200A
- 2m)
16 mm²
Acier/Steel/Stahl
Inox/Stainless/
Edelstahl
No Gas
Alu
PEARL 190.4 XL
ø 200 ø 300 0.6 - 1.0
086128 (ø0.8)
086135 (ø1.0)
086326 (ø0.8) -
086623 (ø0.9) - 042407 (ø0.9/1.2) 041868
086555 (ø0.8)
(AG5)
- -
- -
086166 (ø0.6)
086227 (ø0.8)
086234 (ø1.0
086524 (ø1.0)
(AG5)
042353 (ø0.6/0.8)
042360 (ø0.8/1.0)
042377 (ø0.8/1.0)
041592
(ø0.6/0.8 - 3m)
041608
(ø1.0/1,2 - 3m)
041578
(ø0.8 - 3m)
041585
(ø1.0/1,2 - 3m)
041424
(150A - 3m)
041462
(150A - 3m)
041905 (ø0.6)
041912 (ø0.8)
041929 (ø1.0)
041059 (ø0.8)
041066 (ø1.0)
041875
041875
20L/min
041998
30L/min
041622 (FR)
041646 (UK)
041219 (DE)
043770
(150/200A
- 2m)
16 mm²
40
 Loading...
Loading...