

190.2
ES
73502-V2-13/01/2014
22-27 / 34-40
190.4 XL
PEARL 190.2 PEARL 190.4 XL
I
II
7
6
5
1
2
4
3
III
A B
GAS
C
+
Red
_
NO GAS
+
_
Red
D
2
IV
PEARL 190.2
PEARL 190.2 PEARL 190.4 XL
1
2
PEARL 190.4 XL
A
4
4
3
B
C
4
4
ED
V
1
2
4
5
3
3

PEARL 190.2 PEARL 190.4 XL
DESCRIPCION
Gracias por su elección ! Al n de aprovechar a lo maximó de las caracteristicas de su aparato, sírvase leer con atención lo que sigue :
Los PEARL 190.2 y 190.4 XL son aparatos de soldadura semi-aútomaticos « sinérgico» ventilados para la soldadura
(MIG o MAG). Son recomendados para la soldadura de los aceros, de los aceros inoxidables y de los aluminios. Su
reglaje es fácil y rápido gracias a su modo «sinérgico» integral.
ALIMENTACION ELECTRICA
La corriente efectiva absorbida (I1eff) está indicada sobre el aparato, para las condiciones de utilización máximales.
Comprobar que la alimentación y sus protecciones (fusible y/o disyuntor) son compatibles con la corriente necesaria
en utilización. En algunos países, puede ser necesario cambiar el enchufe para permitir una utilización a las condiciones máximales. El aparato debe ser colocado de tal manera que el enchufe sector sea accesible.
No utilizar un alargador con una sección inferior a 1,5 mm². PEARL 190.2/PEARL 190.4 XL está entregado con el
enchufe 16A de tipo CEE7-7. Benecia de un PFC de gran envergadura», PEARL 190.2/PEARL 190.4 XL es Flexible
Voltage».
Debe ser conectado a una alimentación CON tierra entre 110V y 230V 50/60 Hz, protegida por un disyuntor 16A (32A
en 110V) y un diferencial 30mA.
- En caso de utilización sobre una tensión inferior a 165Veff, el aparato limitera la corriente absorbida a 16A.
- En caso de una tensión < 85V o > 265V, el aparato no podría ser puesto en marcha.
- Protegido contra las sobretensiones, el PEARL 190 se cortera aútomaticamente en caso de sobretensión.
ES
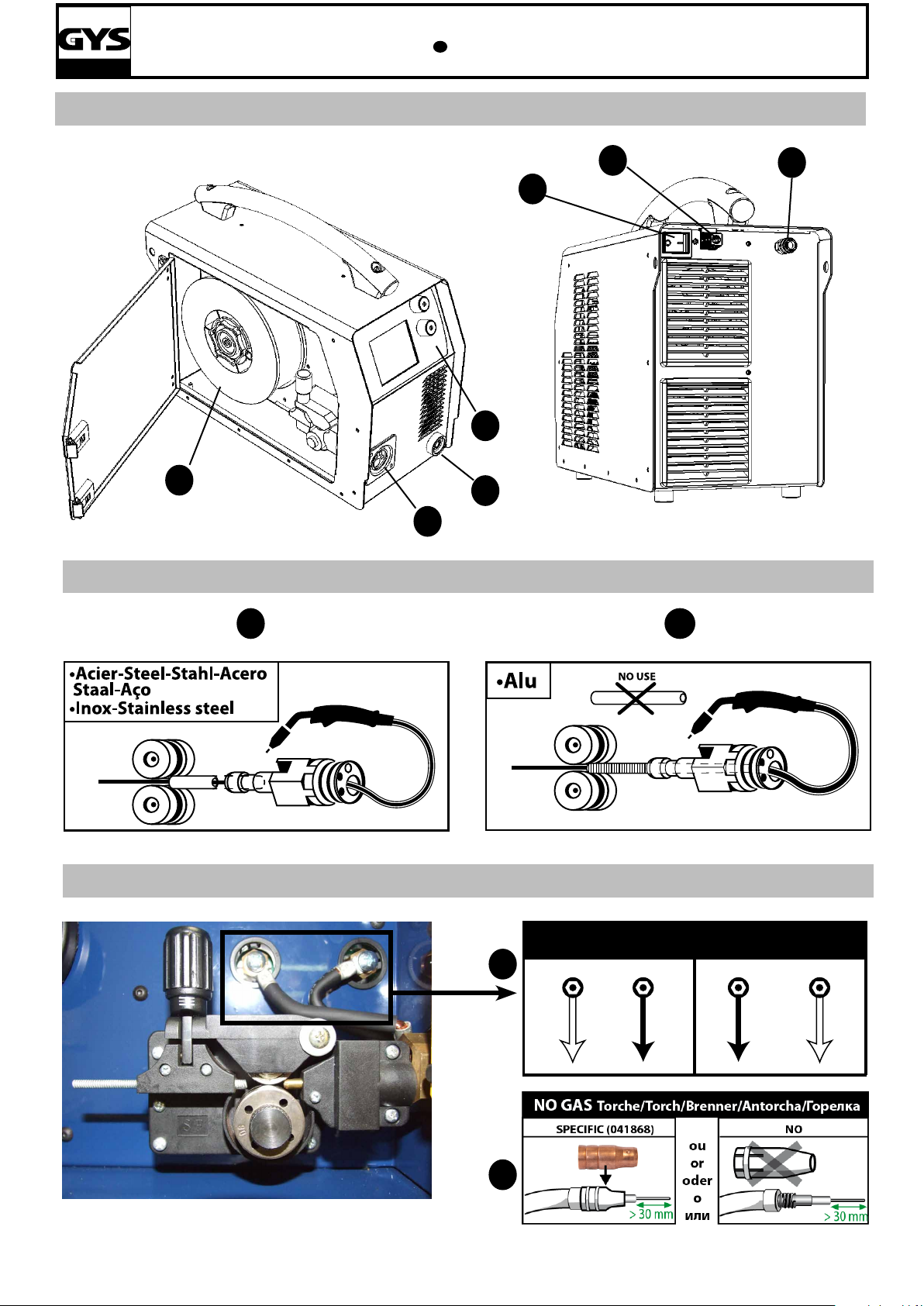
DESCRIPCION DEL APARATO (FIG I)
1 : Teclado de reglajes de los parámetros de soldadura
(modo manual o sinérgico).
2 : Soporte rollo Ø 100/200 mm (PEARL 190.2) o
200/300mm (PEARL XL 190.4 XL)
3 : Connexión antorcha al estandar europeo.
SOLDADURA SEMI-AUTOMATICA EN ACERO / ACERO INOXIDABLE (MODO MAG)
PEARL 190.2 y PEARL 190.4 XL pueden soldar el hilo de acero de 0,6/0,8/1.0 o acero inoxidable de 0,8/1.0.
El aparato está entregado de origen para funcionar con un hilo Ø 0,8 en acero o acero inoxidable. El tubo de contacto,
la guía del rodillo, la vaina de la antorcha son previstos para esta aplicación. Para soldar hilo de diametro 0,6, utilizar
una antorcha cuya la longitud no excede 3m. Conviene cambiar el tubo de contacto (g II A). El rodillo de la devanadera es reversible 0,6 / 0,8mm. En este caso, colocarlo de tal manera que se puede leer el 0,6.
La utilización en acero necesita un gas especico a la soldadura (Ar+CO2). La relación de CO2 varia según el tipo de
gas utilizado. Para el acero inoxidable, utilizar una mezcla de 2% de CO². Para la elección del gaa, pedir aonsejos a
un distribuidor. El caudal de gas en acero se situa entre 8 y 12 L/min según el enterno.
SOLDADURA SEMI-AUTOMATICA ALUMINIO (MODO MIG)
Este aparato puede soldar igualmente el hilo de aluminio de 0,8 y de 1mm.
La utilización de aluminio necesita un gas especico a la soldadura argón puro (Ar). Para la elección del gas, pedir
consejos a su distribuidor. El caudal de gas en aluminio se situa entre 15 hasta 25 L/min según el enterno y la experiencia del soldador.
Abajo encontrara las diferencias entre la utilización en acero y en aluminio :
- Ruedecillas : utilizar las ruedecillas especicas para la soldadura en aluminio.
- La presión de las ruedecillas del moto-devanadera sobre el hilo : poner un minímo de presión al n de no aplastar el
hilo.
- Tubo capilar : utilizar el tubo capilar únicamente para el hilo de acero (vaina acero).
- Antorcha : utilizar una antorcha especial alumimio. Esta antorcha aluminio tiene una vaina teón al n de reducir las
fricciones. NO cortar la Vaina al borde del empalme !! este vaina sirve a guiar el hilo a partir de las ruedecillas. (g.
IIB)
- Tubo de contacto : utilizar un tubo de contacto ESPECIAL aluminio adaptado al diametro del hilo.
4 : Salida pinza de masa.
5 : Interuptor marcha/parada
6 : Adaptador para conexión rápida del tubo de gas.
7 : Cable de alimentación (2,10 m)
22
PEARL 190.2 PEARL 190.4 XL
ES
SOUDADURA HILO « NO GAS »
PEARL 190.2 y PEARL 190.4 XL pueden soldar hilo « no gas » a condición de inversar la polaridad (g III C - Presión
máximo de 5Nm). Para parametrar esta utilización, referirse a las indicaciones de la página 7.
Soldar alambre de aportación tubular con un tubo estándar provoca recalentamiento y daña la antorcha. Usar preferentemente un tubo especial « No Gas » (ref. 041868), o quitar el tubo de origen (Fig. III D).
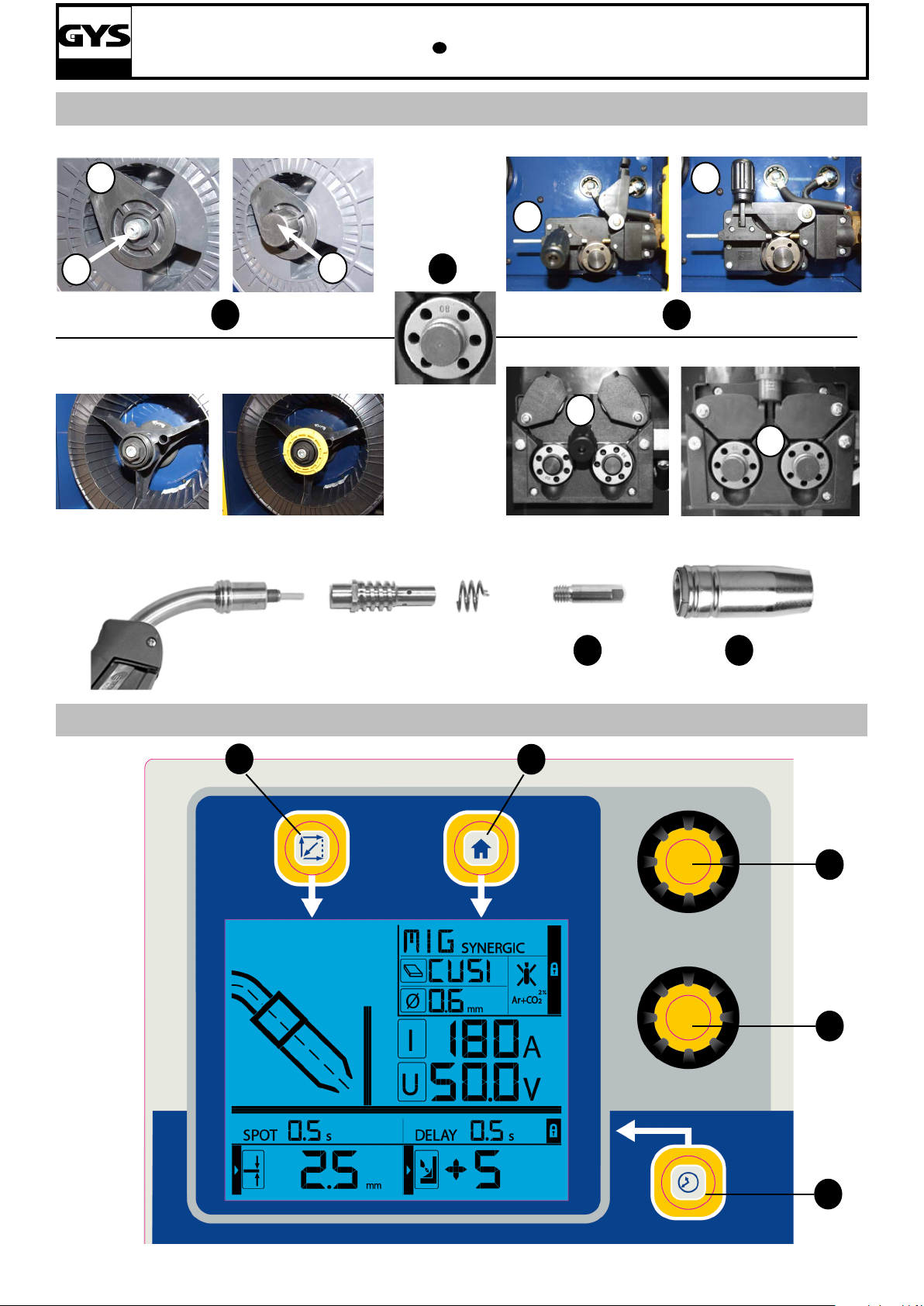
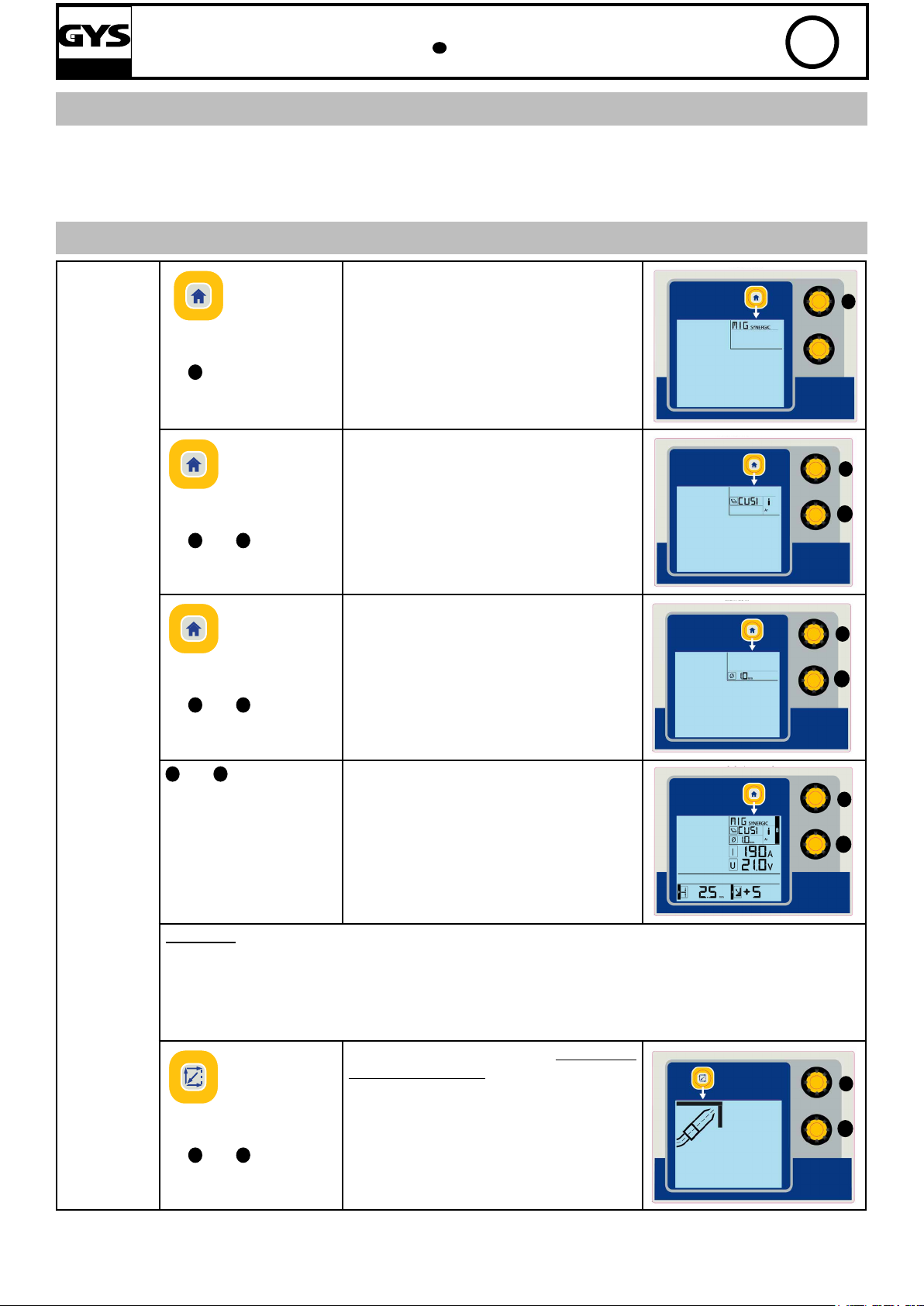
TECLADO DE MANDO (FIG V)
• Botón SETUP + Botón (4) : Permite seleccionar el modo SYNERGIC o MANUAL
4
+
4
"• Botón SETUP + Botón (5) : Permite
+
5 et
voltear en reglaje materia (Ver cuadro
página 7)
• Botón SETUP + Botón (4) : Permite ele-
4
gir la materia, el gas preconisado se ja."
4
5
Modo
sinérgico
"• Botón SETUP + Botón (5) : Permite
+
5 et
5
et
4
voltear en reglaje Ø hilo
• Botón SETUP + Botón (4) : Permite
elegir el diametro de hilo. Lista de posibi-
4
lidades en funcción de los otros parametros apuntados"
"• Botón (4) : Permite voltear y ajustar el
espesor a soldar
4
5
4
• Botón (5) : Permite ajustar la longitud
del arco
5
Los valores U e I instantaneos aparecen
al soldar"
Consejos
Este modo permite soldar muy rápidamente y fue optimizado para soldar piezas en angúlo.
Para obtener una soldadura linea identica, le aconsejamos reducir ligeramente el reglaje del espesor
de chapa a soldar.
La longitud del arco : Se alarga (0 -> +9) o se acorta (0 -> -9) para penetrar más o menos la
materia. Si sueldan para la primera vez, le aconsejamos de jar la longitud sobre 0.
Elegción del angúlo a soldar : Unicamente
+
en modo SYNERGIC
• Botón angúlo + Botón (4) : Permite
elegir la posición de la antorcha
4
5
5 et
4
• Botón angúlo + Botón (5) : Permite
elegir la soldadura linea o en angúlo
23

PEARL 190.2 PEARL 190.4 XL
T spot T delay
gâchette
• Botón SETUP + Botón (4) : Permite seleccionar el modo SYNERGIC o MANUAL
ES
4
Modo
MANUAL
SPOT
/
DELAY
+
4
5
et
4
"• Botón (4) : Permite voltear y ajustar la
velocidad de avzanca del hilo
• Bouton (5) : Permite arreglar la tensión
de consigna
5
Los valores U e I instantaneos aparecen
al soldar"
Aconsejos
La velocidad del hilo se hace generalmente « al ruido » : el arco debe ser estable y tener muy poco
de crepitación.
Si la velocidad está demasiada débil, el arco no está continuoso.
Si la velocidad está demasiada elevada, el arco crepita y el hilo rechaza la antorcha.
Gestión del ciclo de la antorcha
• Botón SPOT/DELAY + Botón (4) :
- Permite arreglar el parametro
«SPOT». Pasa en posición «2T» cuando
+
el valor está «0»
5 et
4
• Botón SPOT/DELAY + Botón (5) :
Permite ajustar el parametro «DELAY».
Inactivo cuando el valor está de «0».
5
4
4
5
Gatillo
INSTRUCCION DE MONTAJE DE LOS ROLLOS Y DE LAS ANTORCHAS (FIG IV)
• Quitar la boquilla de la antorche (g E), así que el tubo de contacto (g D). Abrir el capo del equipo.
Fig A : • Colocar el rollo en el soporte :
- PEARL 190.4 XL : Tener en cuenta el espolón de accionado del soporte bobina. Para colocar una bobina 200mm,
apretar el mantenimiento bobina a lo máximo.
- PEARL 190.2 : el adaptador (1) se utiliza únicamente para colocar una bobina 200mm.
• Arreglar el freno (2) para evitar que la inercia de la bobina enreda el hilo cuando la soldadura se acaba. De manera
general, no apretar demasiado ! Atornillar luego el mantenimiento de la bobina (3).
Fig B : • Poner en su sitio el/las ruedecilla(s) motor adaptada(s) a su utilización. Las ruedecillas susministradas
son las ruedecillas doble guía (0,6 y 0,8). La indicación que se lee sobre la rudecilla es la que se utiliza. Para un
hilo de 0,8, utilizar la guía de 0,8. Para soldar el aluminio o alambre de aportación tubular, utilizar la(s) ruedecilla(s)
apropriada(s).
Fig C : Para arreglar la presión de la motó-devanadera, proceder como sigue :
• Aojar la moleta (4) al máximo y bajarla, insertar el hilo, luego cerrar de nuevo la devanadera sin apretar.
• Accionar el motor apretando el gatillo de la antorcha
• Apretar la moleta siguiendo presionando el gatillo de la antorcha. Cuando el hilo empieza a estar arrastrado, parar
el presión.
24

PEARL 190.2 PEARL 190.4 XL
Nb : para el hilo aluminio poner un minímo de presión al n de no aplastar el hilo.
• Salir el hilo de la antorcha de aproximá 5cm, pues poner al nal de la antorcha el tubo de contacto adaptado al hilo
utilisado (g. D), así que el tubo de contacto (g. E).
CONEXIONES GAS
El PEARL está dotado con un racor rápido. Utillizar el adaptador entregado de origen con su aparato.
ES
Inscription
/ Segments
Procedimiento
Gas Ar+CO²
Ø posible 0.6 - 0.8
FACTORES DE MARCHA & ENTERNO DE UTILIZACION
• El aparato descrito a una caracteristica linear de salida (tensión constante). Su factor de marcha según la norma
EN60974-1 está indicado en el cuadro siguiente :
X / 60974-1 @ 40°C (T cycle = 10 min) I max 60% (T cycle = 10 min) 100% (T cycle = 10 min)
PEARL 190.2 22% @ 190 A 120 A 90 A
PEARL 190.4 XL 22% @ 190 A 120 A 90 A
Nota : las pruebas de recalentamiento fueron efectuado a temperatura ambiante y el factor de marcha a 40 °C fue determinado por simulación.
• Los PEARL 190.2 y PEARL 190.4 XL son aparatos de clase A concebidos para un empleo en un enterno industrial o
profesional. En un enterno diferente, puede ser dicile de asegurar la compatibilidad electromagnetica. No utilizar en
un enterno con polvos metalicos conductivas. Los aparatos PEARL 190.2 y PEARL 190.4 XL son en conformidad a la
norma CEI 61000 -3-12.
FE FE ALG 5 SS FC CuSi 3 CuAL 8 ALSi 5 ALSi 12
MAG MAG MIG MAG MAG MIG MIG MIG MIG
CO² Ar Ar+CO² 2% Ar Ar Ar Ar
- 1.0
0.6 - 0.8
- 1.0
0.8 - 1.0 0.8 - 1.0 0.9 -1.2 0.8 - 1.0 0.8 1.0 1.0
PROTECCION TERMICA Y ACONSEJOS
Este aparato es dotado de una ventilación con varias velocidades, regulada por la temperatura del aparato. Cuando el
aparato pasa en protección termica, no libera corriente El icono de recalentamiento aparece sobre la pantalla y parpadea hasta que la temperatura del aparato vuelve a una temperatura normale.
• Dejar las aperturas de aere libres para la entrada y la salida de aire.
• Dejar el aparato conectado despuès de la soldadura y durante la protección termica para permitir el enfriamiento.
De manera generale :
• Respetar las reglas clasicas de la soldadura.
• Asegurarse que la ventilación sea susiente.
• No trabajar sobre una supercie humeda.
MANTENIMIENTO
• El mantenimiento debe ser efectuado por una persona competente.
• Cortar la alimentación, luego desconnectar el enchufe, y esperar la parada del ventilador antes de trabajar sobre el
aparato. Al interior, las tensiones y intensidades son elevadas y peligrosas.
• Regularmente, quitar el capó y desempolvar al suete. Aprovechar la ocasión para comprobar el mantenimiento de
las conexiones electricas con una herramienta aislada por un personal competente.
• Controlar regularmente el estado del cordón de alimentación. Si el cable de alimentación está dañado, debe ser
remplazado por el fabricante, su departamento post venta o una persona de cualicación similar, al n de evitar un
peligro.
25

PEARL 190.2 PEARL 190.4 XL
SEGURIDAD
El soldadura MIG/MAG puede ser peligroso y causar graves heridas o mortales. Protegerse y proteger a
los demás.
Respetar las instrucciones de seguridad siguientes :
Radiaciones del arco Protegerse con una mascara con ltros conformes EN 169 o EN 379.
Lluvia, vapor de agua
Humedad
Choque eléctrico Esta maquina solo debe ser utilizada con una alimentación monofásica de 3 hilos y
Caídas No suspender el equipo encima de personas u objetos.
Quemaduras: Llevar ropa de obra adecuada, de tejido ignifugado (cotón, mono de trabajo o vaque-
Riesgos de fuego: Suprimir todos productos inamables del espacio de trabajo. No trabajar si hay gas
Humos: No inhalar los gases y humos de soldadura. Se deberá trabajar en un local bien venti-
Precauciones suplemen-
tarias:
Utilizar su aparato en una atmosfera limpia (grado de polución inferior a 3), de plano
y situado más de 1 metro de la pieza a soldar. No utilizar bajo lluvia ni nieve.
tierra. No tocar las piezas bajo tensión. Vericar que la alimentación sea adaptada al
equipo. Nunca utilizar una antorcha en mal estado (defecto de aislamiento eléctrico):
existen riesgos de dañar el aparato y la instalación eléctrica.
ros). Trabajar con guantes de protección y un delantal ignifugado. Proteger a los
demás biombos no inamables, o previniéndoles no mirar al arco y mantener distancias sucientes.
inamable.
lado, con extracción articial si es soldadura en interior.
"Todas operaciones de soldadura :
- en lugares con importante riesgos de choques eléctricos.
- en lugares cerrados,
- en presencia de materiales inamables o con riesgos de explosión. siempre deben
ser sujetas a la aprobación de un « experto », y efectuadas en presencia de personas
cualicadas capaces de intervenir en caso de urgencia. Los medios técnicos de protección especicados en la Especicación Técnica CEI/IEC 62081 deben ser aplicados.
La soldadura en posición sobreelevada está prohibida, excepto en caso de utilización
de plataformas de seguridad."
ES
Las personas que tienen un estimulador cardiaco deben consultar su medico antes de utilizar estos
aparatos.
No utilizar el aparato para descongelar las canalizaciones.
Manipular la bombona de gas con precauciones, existen riesgos cuando la bombona o la valvula están
deterioradas.
26

PEARL 190.2 PEARL 190.4 XL
ANOMALIES, CAUSES, REMEDES
SINTOMAS CAUSAS POSIBLES REMEDIOS
La salida del hilo
de soldadura no es
constante.
Residuos obstruyen el oricio. "Limpiar el tubo de contacto o cambiarlo y colocar
producto anti-adherencia.
Ref. : 041806"
El hilo desliza en los rodillos. "• Comprobar la presión de los rodillos o substituirlos.
• Diámetro del hilo no conforme al rodillo.
• Funda guía de hilo no conforme."
ES
El motor de devanado no funciona.
El hilo no se devana
bien.
No hay corriente de
soldadura.
Se engancha el
hilo después de los
rodillos
El cordón de soldadura es poroso.
Partículas de chispas importantes.
No llega el gas a la
salida de la antorcha
El aparato ja - - - Sobretensión detectada Comprobar que la unión del gas cerca del motor esté
El aparato se pone
en marcha pero
nada se ja sobre la
pantalla
Freno del rollo o del rodillo demasiado apretado.
Problema de alimentación Comprobar que el botón de puesta en marcha está
Funda guía de hilo sucia o deteriorada.
Rodillo prensor no bastante apretado Apretar más el rodillo
Freno de rollo demasiado apretado. Aojar el freno.
Mala conexión a la toma de corriente. Comprobar la conexión de toma y ver si ésta misma
Mala conexión de la masa. Comprobar el cable de masa (conexión y estado de la
Contactor de potencia inactivo. Comprobar el gatillo de la antorcha.
Funda guía de hilo aplastada. Comprobar la funda y el cuerpo de la antorcha.
Bloqueo del hilo en la antorcha. Remplazar o limpiar.
Falta de tubo capilar (acero). Comprobar la presencia del tubo capilar.
Tornillo de ajuste de los rodillos
demasiado apretado
El caudal de gas es insuciente. Campo de ajuste de 15 a 20 L / mn.
Bombona de gas vacía. Remplazarla
Calidad de gas no satisfactoria Remplazarla
Circulación de aire o inuencia del
viento.
Boquilla de gas demasiado sucia. Impedir corrientes de aire, proteger la zona de solda-
Mala calidad del hilo. Limpiar la boquilla de gas o substituirla.
Estado de la supercie para soldar de
mala calidad (óxido, etc…)
Tensión del arco baja o alta. Limpiar la pieza antes de soldar
Mala toma de masa. Ver los parámetros de soldadura.
Gas de protección insuciente. Comprobar y colocar la pinza de masa lo más cerca
Mala conexión del gas. Ajustar el caudal de gas.
La tensión de la red está < 85V o >
265V
Aojar el freno y los rodillos
activado.
Limpiar o remplazar.
está bien alimentada con3 fases (+tierra).
pinza).
Comprobar el ajuste de los rodillos : 3 para hilo de
acero o cobre y 2 para hilo de aluminio
Limpiar el metal de base.
Remplazarlo.
dura.
Utilizar un hilo adecuado a la soldadura MIG-MAG.
posible de la zona que soldar
bien conectada. Comprobar el manómetro y las electroválvulas.
Comprobar la tensión de la red
27

PEARL 190.2 PEARL 190.4 XL
CONDITIONS DE GARANTIE FRANCE
• La garantie n’est valable que si le bon a été correctement rempli par le vendeur.
• La garantie couvre tout défaut ou vice de fabrication pendant 1 an, à compter de la date d’achat (pièces et main
d’œuvre).
• La garantie ne couvre pas les erreurs de tension, incidents dus à un mauvais usage, chute, démontage ou toute
autre avarie due au transport.
• La garantie ne couvre pas l’usure normale des pièces (Ex. : câbles, pinces, etc.).
En cas de panne, retournez l’appareil à la société GYS (port dû refusé), en y joignant :
• Le présent certicat de garantie validé par le vendeur
• Une note explicative de la panne.
Après la garantie, notre SAV assure les réparations après acceptation d’un devis.
Contact SAV :
Société Gys-134 Bd des Loges
BP 4159-53941 Saint-Berthevin Cedex
Fax: +33 (0)2 43 01 23 75 - Tél: +33 (0)2 43 01 23 68
HERSTELLERGARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 12 Monate
nach Kauf angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller
bzw. seines Beauftragten erfolgen eine für den Käufer kostenlose Reparatur und ein kostenloser Ersatz von Ersatzteilen. Der Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Ausschluss:
Die Garantieleistung erfolgt nicht bei Defekten, die durch unsachgemäßen Gebrauch, Sturz oder harte Stöße sowie
durch nicht autorisierte Reparaturen oder durch Transportschäden, die infolge des Einsendens zur Reparatur, hervorgerufen worden sind. Keine Garantie wird für Verschleißteile (z. B. Kabel, Klemmen, Vorsatzscheiben etc.) sowie bei
Gebrauchsspuren übernommen.
Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den Fachhandel
einschicken. Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten
Kostenvoranschlags durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den
Rückversand an den Fachhändler.
34

PEARL 190.2 PEARL 190.4 XL
DÉCLARATION DE CONFORMITÉ :
Gys atteste que les postes de soudure PEARL 190.2 et PEARL 190.4 XL sont fabriqués conformément aux exigences
des directives Basse tension 2006/95/CE du 12/12/2006, et aux directives CEM 2004/108/CE du 15/12/2004.
Cette conformité est établie par le respect des normes harmonisées EN60974-1 de 2005, EN 50445 de 2008, EN
60974-10 de 2007.
Le marquage CE a été apposé en 2013.
DECLARATION OF CONFORMITY :
The equipment described on this manual is conform to the instructions of low voltage 2006/95/CE of 12/12/2006, and
the instructions of CEM 2004/108/CE of the 15/12/2004.
This conformity respects the standards EN60974-1 of 2005, EN 50445 de 2008, EN60974-10 of 2007.
CE marking was added in 2013.
KONFORMITÄTSERKLÄRUNG :
GYS erklärt, dass die Schweißanlage PEARL 190.2 und PEARL 190.4 XL richtlinienkonform mit folgenden europäischen Bestimmungen hergestellt wurden: Niederspannungsrichtlinie 2006/95/CE –12.12.2006 und EMV- Richtlinien
2004/108/CE – 15.12.2004 elektromagnetische Verträglichkeit- hergestellt wurden. Dieses Gerät stimmt mit den harmonisierten Normen EN60974-1 von 2005, EN 50445 von 2008, EN60974-10 von 2007 überein.
CE Kennzeichnung: 2013.
DECLARACIÓN DE CONFORMIDAD :
Gys certica que los aparatos de soldadura PEARL 190.2 y PEARL 190.4 XL son fabricados en conformidad con las
directivas baja tensión 2006/95/CE del 12/12/2006, y las directivas compatibilidad electromecánica 2004/108/CE del
15/12/2004. Esta conformidad está establecida por el respeto a las normas EN60974-1 de 2005, EN 50445 de 2008,
EN 60974-10 de 2007.
El marcado CE fue jado en 2013.
ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ:
Gys заявляет, что сварочные аппараты PEARL 190.2 и PEARL 190.4 XL произведены в соответствии с
директивами Евросоюза 2006/95/CE о низком напряжении от 12/12/2006, а также с директивами CEМ 2004/108/
CE от 15/12/2004.
Данное соответствие установлено в соответствии с согласованными нормами EN60974-1 2005 г, EN 50445 2008
г, EN 60974-10 2007 г.
Маркировка ЕС нанесенна в 2013 г.
01/08/2013
Société GYS
134 BD des Loges
53941 Saint-Berthevin
France
Nicolas BOUYGUES
Président Directeur Général
35

PEARL 190.2 PEARL 190.4 XL
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE/ PIEZAS DE RECAMBIO/ ЗАПЧАСТИ
5
6
10
4
11
3
9
12
13
7
1
8
2
N°
1
2
3
4
5
6
7
8
9
10
11
12
13
Motodévidoir (sans galet) / Wire feeder (without roller) / Drahtvorstub (ohne Drahtrollen) / Devanadera (sin rodillos) / Подающий
механизм (без роликов)
Connecteur 1/4 cable de masse / Earth cable connector (1/4) / (-)
Texasbuchse (1/4) / Conector cable de masa (1/4) / Коннектор
(1/4) кабеля массы
Clavier de commande / Control Keyboard / Bedientastatur / Teclado
de mando / Панель управления
Carte afchage / Display card / Anzeigzekarte /Carta de jación /
Плата отображения
Carte d’alimentation / Power supply card / Netzteilekarte /Carta de
alimentación / Плата питания
Carte de puissance / Power circuit board / Stromkarte/ Carta de
potencia / Силовая плата
Ventilateur / Fan /Ventilator/Ventilador / вентилятор
Pieds / Feet / Füsse / Pies / Ножки
Câble d’alimentation / Supply cable / Netzstromkabel / Cable de
alimentación / Шнур питания
Bouton noir / Black Button / Knopf scharz / botón negro / кнопки
черный
Cache bouton / Button cover / Deckel für Knopf / Tapa de botón /
Крышка кнопки
Interrupteur /Switch / Schalter /Conmutador / переключатель
Cache interrupteur / Switch cover / Schalterdeckel / Tapa de interruptor / Крышка переключателя
Nappe /Ribbon cable /Bandkabel /Cable plano / ленточный кабель
PEARL
190.2
51108 51135
51469
51931
97262C
97141C
97263C 97267C
51032
71140
21489
73083
73084
52467
52463
53105
PEARL
190.4 XL
36

PEARL 190.2 PEARL 190.4 XL
SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM /SCHALTPLAN/ DIAGRAMA ELECTRICO/ЭЛЕКТРИЧЕСКАЯ СХЕМА
37

PEARL 190.2 PEARL 190.4 XL
ICONES / SYMBOLS / ZEICHENERKLÄRUNG
A Ampères - Amps - Ampere - Amperios - Ампер
V Volt - Volt - Volt - Voltios - Вольт
Hz Hertz - Hertz - Hertz - Hertz - Герц
- Soudage MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas)
- MIG/MAG Welding (MIG: Metal Inert Gas / MAG: Metal Active Gas)
- MIG/MAG Schweißen (MIG: Metal Inert Gas/ MAG: Metal Active Gas)
- Soldadura MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas)
- Полуавтоматическая сварка MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas)
- Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit
toutefois pas être placée dans de tels locaux.
- Adapted for welding in environment with increased risks of electrical shock. However, the welding source must not be placed
in such places.
- Geeignet für Schweißarbeiten im Bereich mit erhöhten elektrischen Risiken. Trotzdem sollte die Schweißquelle nicht unbedingt in solchen Bereichen betrieben werden.
- Adaptado a la soldadura en un entorno que comprende riesgos de choque eléctrico. La fuente de corriente ella misma no
debe estar situada dentro de tal locales.
- Адаптирован для сварки в среде с повышенным риском электрошока. Однако сам источник питания не должен быть
расположен в таких местах.
- Protégé contre l’accès aux parties dangereuses avec un doigt, et contre les chutes verticales de gouttes d’eau
- Protected against rain and against ngers access to dangerous parts
IP21
U0
U1
I1max
I1eff
EN60 974-1
1
X(40°C)
...%
I2
- Geschützt gegen Berührung mit gefährlichen Teilen und gegen senkrechten Wassertropfenfall
- Protegido contra el acceso a las partes peligrosas con los dedos, y contra las caídas verticales de gotas de agua
- Аппарат защищен от доступа рук в опасные зоны и от вертикального падения капель воды Сварка на постоянном
токе
- Courant de soudage continu.
- Welding direct current.
- Gleichschweißstrom.
- La corriente de soldadura es continua.
- Сварка на постоянном токе.
- Alimentation électrique monophasée 50 ou 60Hz
- Single phase power supply 50 or 60Hz
- Einphasige Netzversorgung mit 50 oder 60Hz
- Alimentación eléctrica monofásica 50 o 60 Hz
- Однофазное напряжение 50 или 60Гц
- Tension assignée à vide - Rated no-load voltage - Leerlaufspannung - Tensión asignada de vacío - Напряжение холостого
хода.
Tension assignée d’alimentation. - rated supply voltage. - Netzspannung. - Tensión de la red. - Напряжение сети.
- Courant d’alimentation assigné maximal (valeur efcace).
- Rated maximum supply current (effective value).
- Maximaler Versorgungsstrom (Effektivwert).
- Corriente máxima de alimentación de la red.
- Максимальный сетевой ток (эффективная мощность)
- Courant d’alimentation effectif maximal.
- Maximum effective supply current.
- Maximaler tatsächlicher Versorgungsstrom.
- Corriente de alimentación efectiva máxima.
- Максимальный эффективный сетевой ток.
- L’appareil respecte la norme EN60974-1.
- The device complies with EN60974-1 standard relative to welding units.
- Das Gerät entspricht der Norm EN60974-1 für Schweißgeräte.
- El aparato está conforme a la norma EN60974-1 referente a los aparatos de soldadura.
- Аппарат соответствует европейской норме EN60974-1.
- Transformateur-redresseur monophasé.
- Rectier-Single-phase converter
- Einphasiger Trafo/Frequenzumwandler
- Transformador-recticador monofàsico,
- однофазный инвертор, с трансформацией и выпрямлением.
- Facteur de marche selon la norme EN 60974-1 (10 minutes – 40°C).
- Duty cycle according to the standar EN 60974-1 (10 minutes – 40°C).
- Einschaltdauer gemäß EN 60974-1 (10 Minuten – 40°C).
- Factor de marcha según la norma EN 60974-1 (10 minutos – 40°C).
- ПВ% по норме EN 60974-1 (10 минут – 40°С).
I2: courant de soudage conventionnnel correspondant. - I2: corresponding conventional welding current. - I2: entsprechender
Schweißstrom. - I2: Corrientes correspondientes. - I2: Токи, соответствующие Х*
38

PEARL 190.2 PEARL 190.4 XL
ICONES / SYMBOLS / ZEICHENERKLÄRUNG
- U2: Tensions conventionnelles en charges correspondantes.
- U2: conventional voltages in corresponding load.
U2
...%
- U2: entsprechende Arbeitsspannung.
- U2: Tensiones convencionales en carga.
- U2: соответствующие сварочные напряжения*.
- Appareil conforme aux directives européennes.
- The device complies with European Directive.
- Gerät entspricht europäischen Richtlinien.
- El aparato está conforme a las normas europeas.
- Устройство соответствует европейским нормам.
- Conforme aux normes GOST (Russie).
- Conform to standards GOST / PCT (Russia).
- in Übereinstimmung mit der Norm GOST/PCT.
- Conforme a la normas GOST (PCT) (Rusia).
- Продукт соответствует стандарту России (РСТ).
- L’arc électrique produit des rayons dangereux pour les yeux et la peau (protégez-vous !).
- The electric arc produces dangerous rays for eyes and skin (protect yourself !).
- Der elektrische Lichtbogen verursacht Strahlungen auf Augen und Haut (Schützen Sie sich !).
- El arco produce rayos peligrosos para los ojos y la piel (¡ Protéjase !).
- Электрическая дуга производит опасные лучи для глаз и кожи (защитите себя!). - Внимание! Сварка может вызвать
пожар или взрыв.
- Attention, souder peut déclencher un feu ou une explosion.
- Caution, welding can produce re or explosion.
- Achtung! Schweißen kann Feuer oder Explosion verursachen.
- Cuidado, soldar puede iniciar un fuego o una explosión.
- Внимание! Сварка может вызвать пожар или взрыв.
- Attention ! Lire le manuel d’instruction avant utilisation.
- Caution ! Read the user manual.
- Achtung! Lesen Sie die Betriebsanleitung.
- Cuidado, leer las instrucciones de utilización.
- Внимание ! Читайте инструкцию по использованию.
- Produit faisant l'objet d'une collecte sélective - Ne pas jeter dans une poubelle domestique.
- Separate collection required, Do not throw in a domestic dustbin.
- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (Sondermüll). Es darf nicht mit dem Hausmüll entsorgt
werden.
- Este aparato es objeto de una recolección selectiva. No debe ser tirado en un cubo doméstico.
- Продукт требует специальной утилизации. Не выбрасывать с бытовыми отходами.
- Information sur la température (protection thermique)
- Temperature information (thermal protection)
- Information zur Temperatur (Thermoschutz)
- Información de la temperatura (protección térmica)
- Информация по температуре (термозащита)
39

PEARL 190.2 PEARL 190.4 XL
ACCESSOIRES/ACCESSORIES / ZUBEHÖR / ACCESORIOS / АКСЕССУАРЫ
PEARL 190.2
ø 100 ø 200 0.6 - 1.0
Acier/Steel/Stahl
Inox/Stainless/
Edelstahl
No Gas
Alu
086593 (ø0.6)
086609 (ø0.8)
086616 (ø0.8) 086326 (ø0.8)
086104 (ø0.9) 086623 (ø0.9) 042346 (ø0.9/1.2) 041868
-
086685 (ø0.8)
(AlSi5)
086678 (ø0.8)
(AlSi12)
086128 (ø0.8)
086135 (ø1.0)
086555 (ø0.8)
(AG5)
-
042339 (ø0.6/0.8)
041189 (ø0.8/1.0)
041196 (ø0.8/1.0)
041592
(ø0.6/0.8 - 3m)
041608
(ø1.0/1,2 - 3m)
041578
(ø0.8 - 3m)
041585
(ø1.0/1,2 - 3m)
041424
(150A - 3m)
041462
(150A - 3m)
041905 (ø0.6)
041912 (ø0.8)
041929 (ø1.0)
041059 (ø0.8)
041066 (ø1.0)
041875
041875
20L/min
041998
30L/min
041622 (FR)
041646 (UK)
041219 (DE)
043770
(150/200A
- 2m)
16 mm²
Acier/Steel/Stahl
Inox/Stainless/
Edelstahl
No Gas
Alu
PEARL 190.4 XL
ø 200 ø 300 0.6 - 1.0
086128 (ø0.8)
086135 (ø1.0)
086326 (ø0.8) -
086623 (ø0.9) - 042407 (ø0.9/1.2) 041868
086555 (ø0.8)
(AG5)
- -
- -
086166 (ø0.6)
086227 (ø0.8)
086234 (ø1.0
086524 (ø1.0)
(AG5)
042353 (ø0.6/0.8)
042360 (ø0.8/1.0)
042377 (ø0.8/1.0)
041592
(ø0.6/0.8 - 3m)
041608
(ø1.0/1,2 - 3m)
041578
(ø0.8 - 3m)
041585
(ø1.0/1,2 - 3m)
041424
(150A - 3m)
041462
(150A - 3m)
041905 (ø0.6)
041912 (ø0.8)
041929 (ø1.0)
041059 (ø0.8)
041066 (ø1.0)
041875
041875
20L/min
041998
30L/min
041622 (FR)
041646 (UK)
041219 (DE)
043770
(150/200A
- 2m)
16 mm²
40
 Loading...
Loading...