

Page 1
DE
73502-V2-13/01/2014
16-21 / 34-40
190.2
190.4 XL
Page 2
PEARL 190.2 PEARL 190.4 XL
I
II
7
6
5
1
2
4
3
III
A B
GAS
C
+
Red
_
NO GAS
+
_
Red
D
2
Page 3
IV
PEARL 190.2
PEARL 190.2 PEARL 190.4 XL
1
2
PEARL 190.4 XL
A
4
4
3
B
C
4
4
ED
V
1
2
4
5
3
3
Page 4

PEARL 190.2 PEARL 190.4 XL
BESCHREIBUNG
Wir freuen uns, dass Sie sich für ein Markengerät der Firma GYS entschieden haben und danken Ihnen für das entgegengebrachte Vertrauen. Bitte lesen Sie vor dem Erstgebrauch diese Betriebsanleitung sorgfältig durch.
Die PEARL 190.2 und 190.4 XL sind synergische Schutzgasschweißgeräte für Schweißarbeiten an Stahl-,
Edelstahl-und Aluminium im MIG-MAG Modus. Dank der Synergic-Funktion ist die Handhabung dieser Geräte schnell
und einfach.
NETZANSCHLUSS
Die Angabe zur maximalen Stromaufnahme (I1eff) nden Sie auf dem Typenschild des Gerätes. Überprüfen Sie, ob
Ihre Stromversorgung (Netzabsicherung) und die Schutzeinrichtungen zum Betrieb der Maschine ausreichend sind.
In einigen Ländern ist es notwendig einen anderen Stecker zu verwenden, um bei maximaler Belastung arbeiten zu
können. Achten Sie während des Schweißens auf einen sicheren Stand des Gerätes und einen frei zugänglichen Netzanschluss.
Benutzen Sie kein Verlängerungskabel, dessen Querschnitt kleiner als 1,5 mm² ist. Die PEARL 190.2/PEARL XL 190.4
werden mit einem 230V/16A Netzstecker (CEE7-7) geliefert und verfügen über PFC (Power Factor Control) und sind
mit der "Flexible Voltage" Technologie ausgestattet. Die PEARL-Gerät können über eine Schutzkontaktsteckdose bei
100V bis 240V (50/60 Hz) mit 16A Absicherung (32A bei 110V) und 30mA Fehlerstromschutzschalter angeschlossen
werden.
- Wenn Sie das Gerät mit einer niedrigeren Spannung als 165Veff betreiben, wird das Gerät den eingehenden Strom
auf 16A beschränken.
- Bei einer Spannung < 85V oder > 265V kann das Gerät nicht eingeschaltet werden.
- Die PEARL 190 ist gegen Überspannung geschützt und schaltet im Falle einer Überspannung automatisch aus.
DE
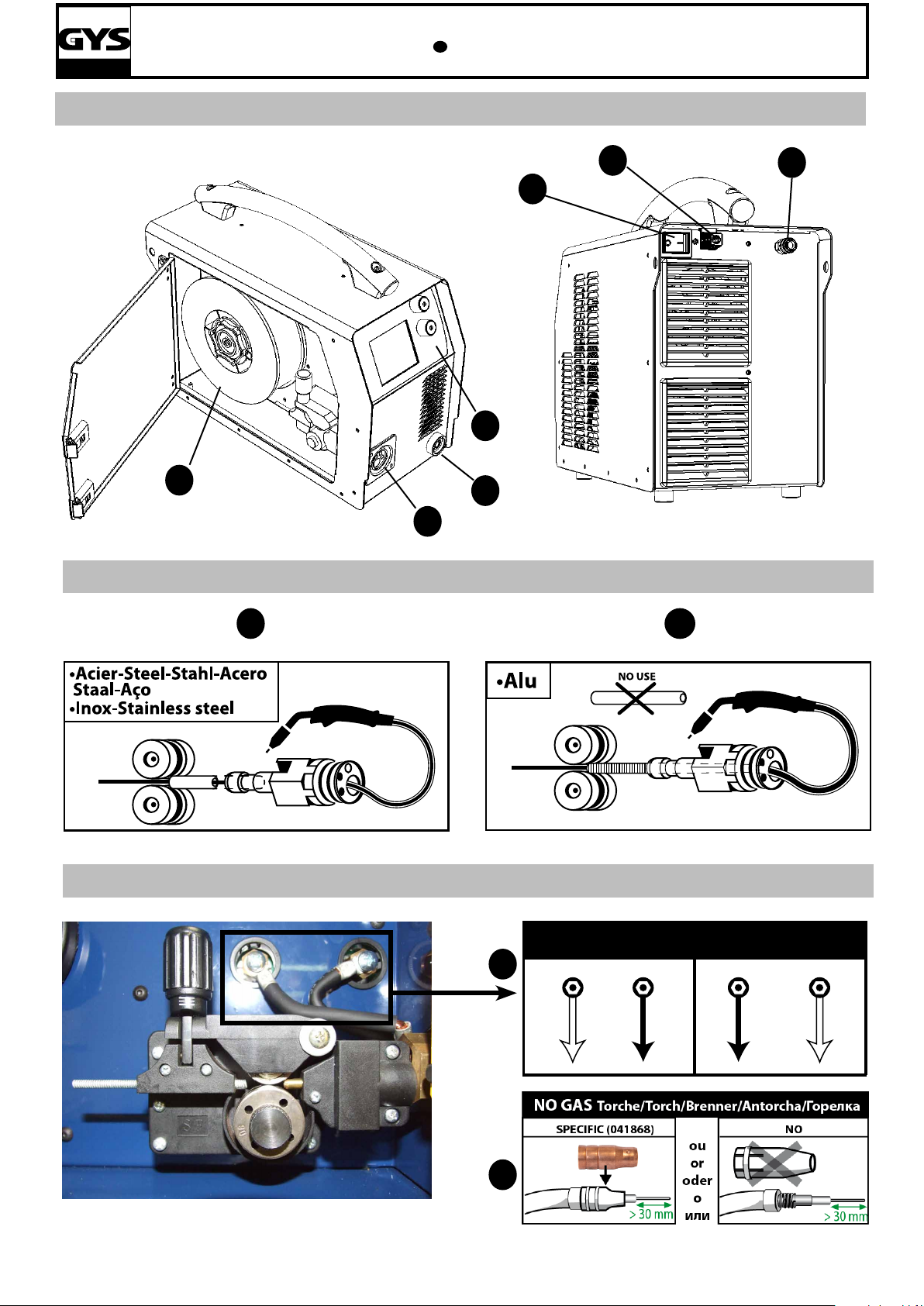
BESCHREIBUNG (FIG I)
1. Bedienfeld zur Einstellung der Schweißparameter
(Manuell oder Synergic Modus).
2. Aufnahmedorn für Drahtrolle Ø 100/200 mm (PEARL
190.2) oder 200/300mm (PEARL XL 190.4)
3. Eurozentralanschluss zum Anschluss des Schweiß-
SYNERGISCHES STAHL-/ EDELSTAHL- SCHWEISSEN (MAG MODUS)
PEARL 190.2 und PEARL XL 190.4 können 0,6/0,8/1,0 mm Stahl- und 0,8/1,0 mm Edelstahl-Drähte verschweißen.
Das Gerät ist bei der Lieferung für den Betrieb mit Ø 0.8 mm Stahl- und Edelstahldraht werksseitig voreingestellt. Das
Kontaktrohr, die Spur der Antriebsrolle und die Führungsseele des Brenners sind für diesen Betrieb eingestellt. Wenn
Sie Ø 0.6 mm Draht benutzen, verwenden Sie bitte einen Brenner, der nicht länger als 3m ist und tauschen Sie das
Kontaktrohr aus (Fig II. A). Die Drahtförderrollen weisen je zwei verschiedene Drahtförderspuren auf (z.B. Ø 0.6 / 0.8
mm). In diesem Fall, positionieren Sie die Rollen so, dass 0.6 sichtbar ist. Stahl-Schweißen verlangt die Anwendung
von entsprechenden Gasgemischen wie Argon + CO2 (Ar + CO2). Der Mengenanteil der Komponenten variiert je nach
Anwendung. Verwenden Sie ein Gemisch von 2% CO2 bei Edelstahl. Bitten Sie bei der Auswahl des richtigen Gases
einen Gase-Fachhändler um Empfehlung. Die richtige Gasdurchussmenge bei Stahl beträgt 8 bis 12 l/min je nach
Umgebung und Schweisserfahrung.
SYNERGISCHES ALUMINIUM - SCHWEISSEN (MIG MODUS)
Die PEARL kann auch 0.8 und 1mm Aluminiumdrähte verschweißen.
Um Aluminium zu schweißen, ist das neutrale Gas “Rein-Argon” (AR) erforderlich. Bitten Sie bei der Auswahl des
Gases einen Gas-Fachhändler um Empfehlung. Die richtige Gasdurchussmenge bei Aluminium beträgt 15 bis 25l/min
je nach Umgebung und Schweisserfahrung. Wesentliche Unterschiede in der Einrichtung der Maschine zwischen Stahl
und Aluminium sind unter anderem:
- Drahtführungsrollen : benutzen Sie spezische Drahtführungsrollen für Aluminiumdraht.
- Aluminiumdraht muss mit möglichst geringem Anpressdruck zwischen den Drahtförderrollen transportiert werden, da
er sonst deformiert und ungleichmäßig gefördert wird.
- Kapilarrohr: benutzen Sie das Kapilarrohr nur für Stahldraht (Stahlführungsseele).
- Brenner: benutzen Sie einen speziellen Brenner für Alu. Dieser Brenner verfügt über eine Teonführungsseele,
wodurch die Reibung im Brenner reduziert wird. Die Führungsseele am Rande des Anschlusses bitte NICHT abschneiden sondern bis zu den Drahtförderrollen führen (Fig II. B).
- Kontaktrohr: Benutzen Sie ein Kontaktrohr SPEZIELL für Alu, das dem Drahtdurchmesser entspricht.
brenners.
4. Ausgang Masseklemme.
5. Ein/AUS-Schalter.
6. Schutzgasanschluß.
7. Netzkabel (2,10 m)
16
Page 5
PEARL 190.2 PEARL 190.4 XL
DE
FÜLLDRAHT SCHWEISSEN
PEARL 190.2 und PEARL 190.4 XL können Fülldraht verschweißen, wenn Sie die Polarität umkehren (Fig. III. C) und
einen maximalen Druck von 5Nm beachten. Beachten Sie die Anweisungen auf Seite 7, um diese Funktion zu nutzen. Fülldrahtschweißen mit einer Standarddüse kann zur Überhitzung des Brenners führen und diesen beschädigen.
Verwenden Sie daher vorzugsweise eine spezielle Düse für Fülldrahtschweißen (Art.-Nr.041868) oder schweißen Sie
optional ohne Düse: Originaldüse muss entfernt werden (Abb. III D).
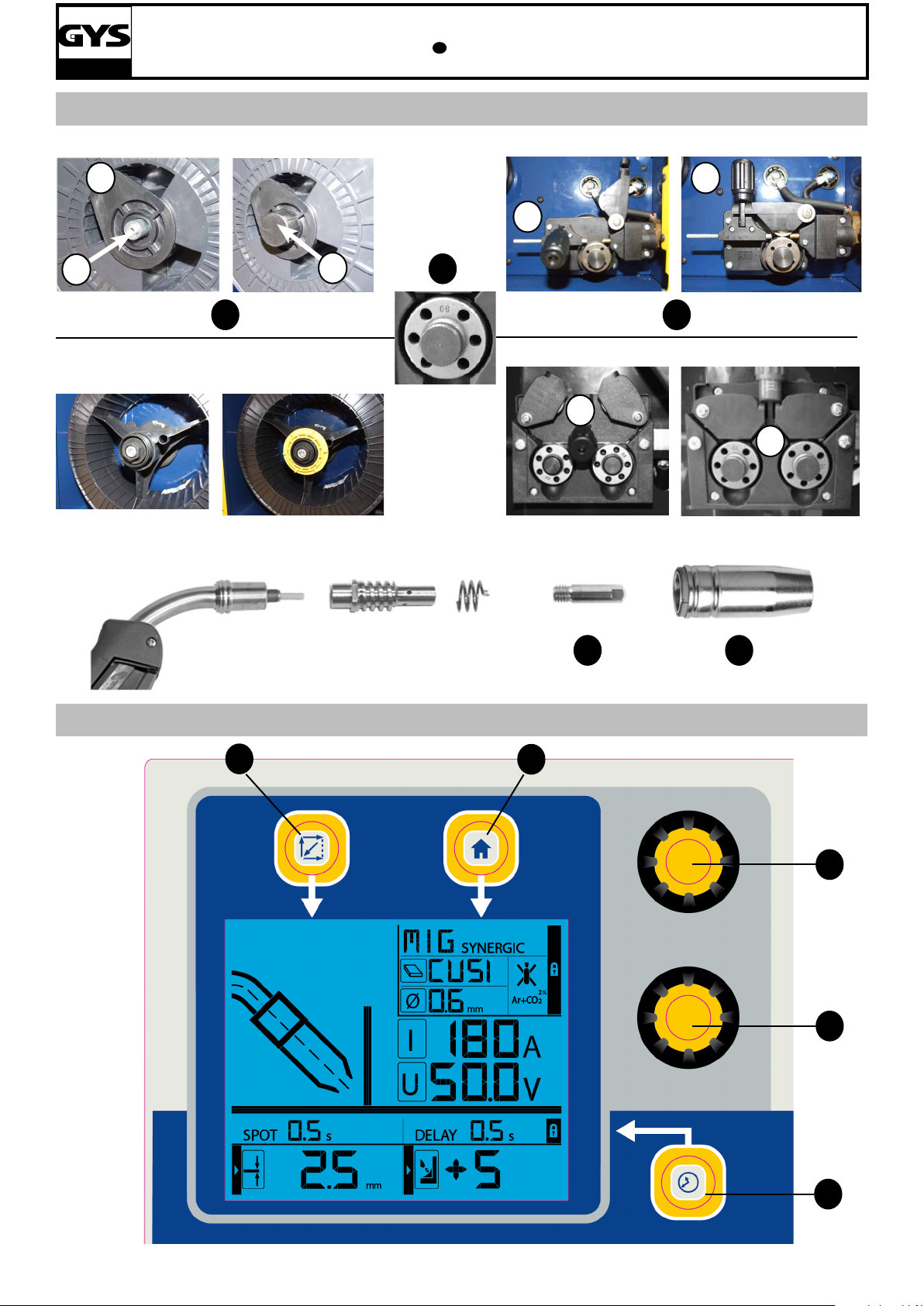
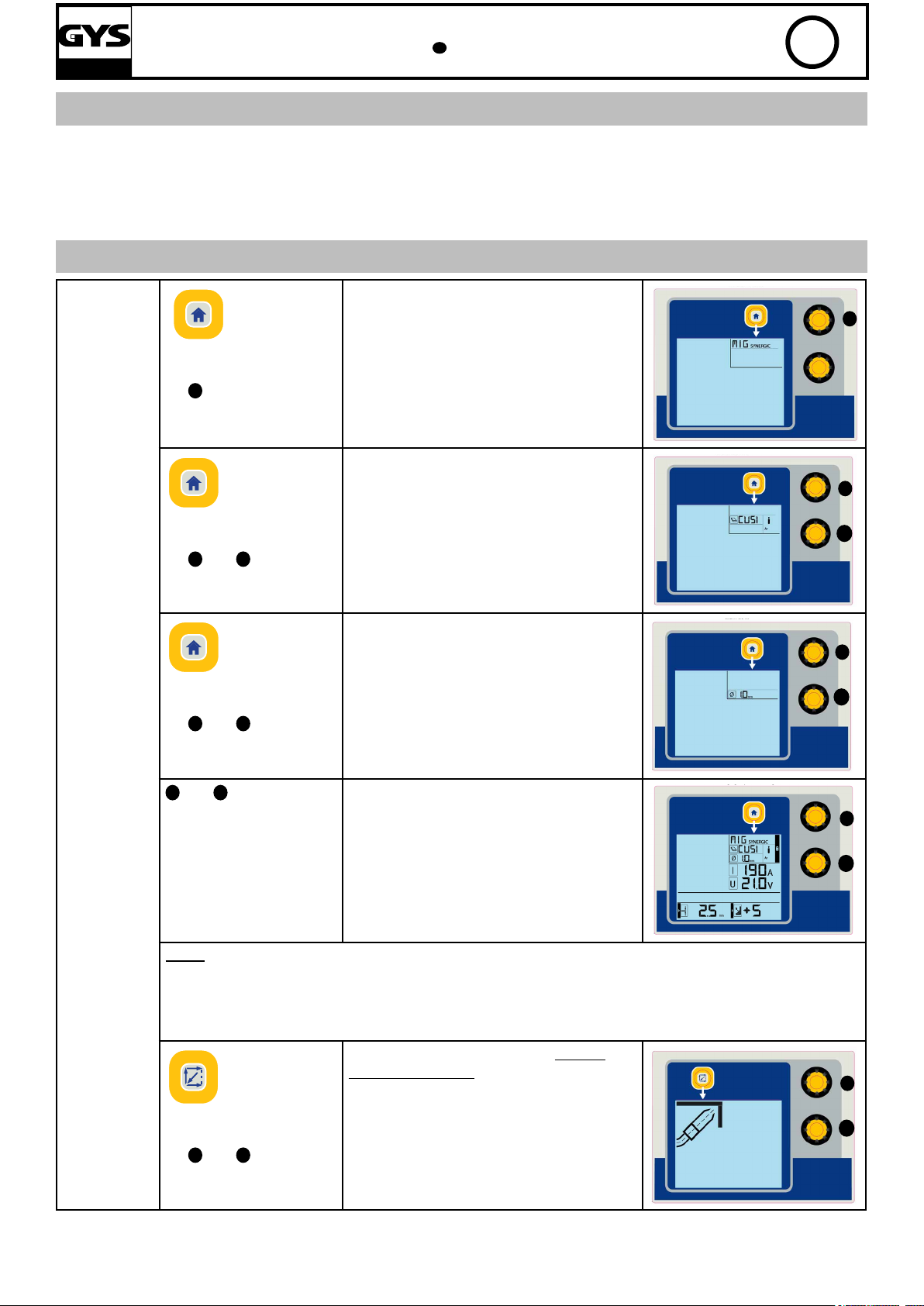
BEDIENEINHEIT
• SETUP Taste + Taste (4) : ermöglichen
die Auswahl des Schweißmodus SYNERGIC oder MANUELL
4
+
4
"• SETUP Taste + Taste (5) : Auswahl des
+
5 et
Materials (siehe Tabelle Seite 7)
• SETUP Taste + Taste (4) : ermöglicht
die Wahl des Materials, die Gasemp-
4
fehlung erscheint auf dem Display."
4
5
SYNERGIC
Modus
"• SETUP Taste + Taste (5) : Auswahl des
Drahtdurchmessers
+
5 et
5
et
4
4
• SETUP Taste + Taste (4) : Diese Taste
ermöglicht die Auswahl des zu benutzenden Drahtes nach den Drahtdurchmesserempfehlungen."
"• Taste (4) : Einstellung der Blechdicke
• Taste (5) : Einstellung der Drahtgeschwindigkeit
Beim Schweißen werden Schweißspannung (U) und -strom (I) angezeigt."
Tipp:
Dieser Modus ermöglichtdas Schweißen winklige Bleche.
Beim Schweißen gerade Bleche sollte die eingestellte Blechdicke leicht reduziert werden.
Länge des Lichtbogens: länger (0 -> +9) oder kürzer (0 -> -9), dies erlaubt die Länge des Lichtbogens zu verändern.
Auswahl des Schweißwinkels: Nur im
SYNERGIC-Modus.
4
5
4
5
4
+
5 et
• Taste «Winkel» + Taste (4) : Auswahl
der Brennerhaltung
4
• Taste «Winkel» + Taste (5) : Auswahl
5
zwischen planen oder winkligen Blechen.
17
Page 6

+
T spot T delay
gâchette
PEARL 190.2 PEARL 190.4 XL
DE
• SETUP Taste + Taste (4) : ermöglicht
die Auswahl des Schweißmodus SYNERGIC oder MANUELL
4
4
5
MANUELL
Modus
SPOT
/
DELAY
5
et
4
"• Taste (4) : Einstellung der Drahtgeschwindigkeit
4
• Taste (5) : Einstellung der Schweißspannung
5
Beim Schweißen werden Schweißspannung (U) und -strom (I) angezeigt."
Tipp:
Die korrekte Drahtvorschubgeschwindigkeit ist am Abbrandgeräusch zu erkennen: Der Lichtbogen
sollte stabil und
ohne große Spritzerbildung brennen. Wenn die Geschwindigkeit zu gering ist, brennt der Lichtbogen
nicht
kontinuierlich. Wenn die Geschwindigkeit zu hoch ist, erzeugt der Lichtbogen Spritzer und drückt den
Brenner weg.
Brennereinstellungen:
• SPOT/DELAY Taste + Taste (4) :
4
- «SPOT»-Einstellunng. «2T» Position
+
wenn den Wert Null ist.
5
5 et
4
• SPOT/DELAY Taste + Taste (5) :
«DELAY»-Einstellung. Inaktiv wenn den
Wert Null ist.
Auslöser
MONTAGE DER DRAHTROLLEN UND SCHWEISSBRENNER (FIG. IV)
• Entfernen Sie das Kontaktrohr (Fig. E) sowie die Düse vom Brenner (Fig. D).
• Klappen Sie den Seitendeckel des Gerätes auf.
Fig. A : • Positionieren Sie die Drahtrolle auf der Aufnahme (1) und dem Führungsdorn.
...
• Justieren Sie die Drahtrollenbremse (2), um die Drahtrolle bei Schweißstop gegen Nachdrehen zu sichern. Ziehen Sie
diese generell nicht zu fest!
Fig. B : • Die Antriebsrollen sind mit je 2 Spuren (0,6 und 0,8) versehen. Der sichtbare Wert, ist der zur Zeit benutzte.
Verwenden Sie immer die für den jeweiligen Drahtdurchmesser richtige Spur.
Fig. C : Um den Transportandruck korrekt einzustellen, gehen Sie wie folgt vor :
• Lockern Sie die Einstellschraube der Drahtführung (3), legen Sie den Draht ein, und schließen Sie die Drahtantrieb
ohne festzuziehen.
• Betätigen Sie bei eingelegtem Draht den Brennertaster
• Justieren Sie die Einstellschraube bei betätigtem Brennertaster bis der Draht sauber transportiert wird.
Achtung: Aluminiumdraht muss mit möglichst geringem Anpressdruck zwischen den Drahtförderrollen
transportiert werden, da er sonst deformiert und ungleichmäßig gefördert wird.
18
Page 7

PEARL 190.2 PEARL 190.4 XL
• Lassen Sie den Draht ca. 5 cm aus dem Brenner herauskommen und montieren das zu dem benutzten Draht
passende Kontaktrohr (Fig. D), sowie die passende Düse (Fig. E).
GAS-ANSCHLUSS
Die PEARL ist mit einer Schnellanschlussbuchse ausgestattet (ist im Lieferumfang enthalten).
DE
Eintrag /
Segment
Schweißverfahren
Gas Ar+CO²
mögliche Ø 0.6 - 0.8
EINSCHALTDAUER - UMGEBUNGSBEDINGUNGEN
Das Gerät arbeitet mit einer "Konstantstrom-Kennlinie". Die Angaben für die Einschlatdauer folgen der Norm
EN60974-1 und werden in nachfolgender Tabelle angezeigt:
X / 60974-1 @ 40°C (T cycle = 10 min) I max 60% (T cycle = 10 min) 100% (T cycle = 10 min)
PEARL 190.2 22% @ 190 A 120 A 90 A
PEARL 190.4 XL 22% @ 190 A 120 A 90 A
Bemerkung: Der Überhitzungstest wurde bei Raumtemperatur durchgeführt und die Einschlatdauer bei 40°C durch Simulation ermittelt.
• Die PEARL 190.2 und PEARL 190.4 XL sind für den industriellen und/oder professionellen Gebrauch geeignet. In
einem anderen Umfeld ist die elektromagnetische Veträglichkeit schwieriger zu gewährleisten. Verwenden Sie das
Gerät nicht in Räumen, in denen sich in der Luft metallische Staubpartikel benden, die Elektrizität leiten können.
Die PEARL 190.2 und PEARL 190.4 XL entsprechen der Norm CEI 61000 -3-12.
FE FE ALG 5 SS FC CuSi 3 CuAL 8 ALSi 5 ALSi 12
MAG MAG MIG MAG MAG MIG MIG MIG MIG
CO² Ar Ar+CO² 2% Ar Ar Ar Ar
- 1.0
0.6 - 0.8
- 1.0
0.8 - 1.0 0.8 - 1.0 0.9 -1.2 0.8 - 1.0 0.8 1.0 1.0
THERMOSCHUTZ UND HINWEISE
Wenn der Thermoschutz des Gerätes aktiviert wird, liefert das Gerät keinen Schweißstrom mehr. Die Überhitzunganzeige auf dem Display blinkt solange die Temperatur des Gerätes nicht wieder normal geworden ist.
• Verschliessen Sie nicht die Lüftungsöffnungen des Gerätes, um die Luftzirkulation zu ermöglichen.
• Lassen Sie das Gerät nach dem Schweißen oder während der Thermoschutz aktiv ist am Netz angeschlossen und
eingeschaltet, um das Abkühlen des Gerätes durch den Lüfter zu ermöglichen.
Im allegemeinen:
• Beachten Sie die Grundregeln des Schweißen.
• Vergewissern Sie sich, dass die Luftzirkulation ausreichend ist.
• Arbeiten Sie nicht auf einer nassen Fläsche.
INSTANDHALTUNG
• Die Instandhaltung sollte nur von qualiziertem Fachpersonal durchgeführt werden.
• Schalten Sie das Gerät aus, trennen Sie die Stromversorgung und warten Sie bis der Ventilator sich nicht mehr
dreht. Im Gerät sind die Spannungen sehr hoch und deshalb gefährlich.
• Nehmen Sie regelmäßig (2 oder 3-Mal pro Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit Pressluft. Lassen Sie regelmäßig Prüfungen des GYS Gerätes auf seine elektrische Betriebssischerheit von qualiziertem
Fachpersonal durchführen.
• Prüfen Sie regelmäßig den Zustand der Netzzuleitung. Wenn diese beschädigt ist, muss sie durch den Hersteller,
seinen Reparaturservice oder eine qualizierte Person ausgetauscht werden, um Gefahren zu vermeiden.
19
Page 8

PEARL 190.2 PEARL 190.4 XL
UNFALLPRÄVENTION
Lichtbogenschweissen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen.
Schützen Sie daher sich selbst und andere.
Beachten Sie unbedingt die folgenden Sicherheitshinweise:
Lichtbogenstrahlung Gesichtshaut und Augen sind durch ausreichend dimensionierte EN 175 konforme
Schutzschirme mit Spezialschutzgläsern nach EN 169 / 379 vor der intensiven Ultraviolettstrahlung zu schützen. Auch in der Nähe des Lichtbogens bendliche Personen
oder Helfer müssen auf Gefahren hingewiesen und mit den nötigen Schutzmitteln
ausgerüstet werden.
Umgebung Benutzen Sie das Gerät nur in sauberer und gegen Nässeeinwirkung geschützter
Umgebung. Sorgen Sie stets für einen senkrechten und sicheren Stand des Gerätes
auf ebenem Grund und stellen Sie es mindestens einen Meter vom zu verschweißenen Werkstück auf.
Feuchtigkeit Stromversorgung
Transport Unterschätzen Sie nicht das Gewicht der Anlage. Bewegen Sie das Gerät nicht über
Verbrennungsgefahr "Schützen Sie sich durch geeignete trockene Schweißerkleidung (Schürze, Handsch-
Brandgefahr Entfernen Sie alle entammbaren Produkte vom Schweissplatz und arbeiten Sie nicht
Schweissrauch Die beim Schweißen entstehenden Gase und der Rauch sind gesundheitsschädlich.
Weitere Hinweise "Führen Sie Schweißarbeiten:
Nicht bei erhöhter Feuchtigkeit (Regen/Schnee) benutzen. Das Gerät darf nur
an einer dafür geeigneten Stromversorgung betrieben werden. Keine spannungsführenden Teile berühren.Verwenden Sie niemals einen beschädigten Brenner, da dies
zu Schäden an der Maschine sowie an der Elektrik verursachen kann.
Personen oder Sachen hinweg und lassen Sie es nicht herunterfallen oder hart aufsetzen.
uhe, Kopfbedeckung sowie feste Schuhe).
Tragen Sie auch eine Schutzbrille, wenn Sie Schlacke abklopfen. Schützen Sie andere
durch nicht entzündbare Trennwände.
Nicht in den Lichtbogen schauen und ausreichend Distanz halten."
in der Nähe von brennbaren Stoffen und Gasen.
Der Arbeitsplatz sollte daher gut belüftet sein und der entstehende Rauch und die
Gase müssen abgesaugt werden.
- in Bereichen mit erhöhten elektrischen Risiken,
- in abgeschlossenen Räumen,
- in der Umgebung von entammbaren oder explosiven Produkten,
nur in Anwesenheit von qualiziertem Rettungs- und/oder Fachpersonal durch. Treffen Sie Vorsichtsmaßnahmen in Übereinstimmung mit „IEC 62081“. Schweißarbeiten
an Gegenständen in größeren Höhen dürfen nur auf professionell aufgebauten Gerüsten durchgeführt werden. "
DE
Halten Sie beim Arbeiten ausreichend Abstand zu Personen mit Herzschrittmacher! Personen mit
Herzschrittmacher dürfen mit dem Gerät nicht ohne ärtzliche Zustimmung arbeiten! Das Gerät ist
nicht geeignet für das Auftauen von Leitungen! Achten Sie beim Umgang mit Gasaschen auf sicheren Stand und Schutz des Flaschenventils! Beschädigte Flaschen stellen ein Sicherheitsrisiko dar!
20
Page 9

PEARL 190.2 PEARL 190.4 XL
FEHLER, URSACHEN, LÖSUNGEN
FEHLERSUCHE URSACHE LÖSUNG
Drahtvorschubgeschwindigkeit nicht
konstant.
Das Kontaktrohr ist verstopft. Reinigen Sie das Kontaktrohr oder tauschen Sie es aus
und benutzen Sie Antihaftspray (Art.-Nr. 041806).
Der Draht rutscht im Antrieb durch. "Prüfen Sie den Druck des Rollenantriebes oder
ändern die Antriebsnut auf die korrekte Drahtstärke.
- Drahtführungsschlauch des Brenners nicht korrekt."
DE
Motor läuft nicht. Bremse der Drahtrolle oder Rollenan-
trieb zu fest..
Versorgungsproblem. Prüfen Sie, ob der Schalter auf Position «EIN» ist.
Schlechte Drahtförderung.
Kein Schweißstrom. Fehlerhafte Netzversorgung. Prüfen der Netzversorgung (Stecker, Kabel, Steckdose,
Drahtstau im
Antrieb.
Die Schweißnaht ist
porös.
Starke Spritzerbildung.
Gasmangel am
Brenner.
Das Display zeigt
- - - an
Das Gerät ist
angeschaltet, auf
dem Display erscheint jedoch keine
Anzeige
Drahtführungsschlauch verschmutzt
oder beschädigt.
Anpressdruck zu niedrig. Anpressdruck auf Draht erhöhen.
Drahtrollen-Bremse zu fest. Lockern Sie die Bremse.
Fehlerhafte Masseverbindung. Prüfen Sie die Masseklemme (Verbindung und Klem-
Brenner defekt. Prüfen Sie den Brenner bzw. tauschen Sie diesen aus.
Seele fehlerhaft. Prüfen bzw. austauschen.
Draht blockiert im Brenner. Prüfen, reinigen oder austauschen.
Fehlendes Kapillarrohr. Prüfen und einsetzen.
Drahtvorschubgeschwindigkeit zu
hoch.
Gasuß zu niedrig. Korrigieren Sie die Gaseinstellung.
Gasasche leer. Austauschen.
Schlechte Gasqualität. Austauschen.
Zugluft. Schweißzone abschirmen.
Schmutzige Gasdüse. Reinigen oder austauschen.
Schlechte Drahtqualität. Austauschen gegen geeigneten Schweißdraht.
Schweißmaterial von schlechter Qua-
lität (Rost, …)
Lichtbogenspannung zu niedrig oder
zu hoch.
Masse schlecht positioniert. Positionieren Sie die Masse näher an der
Schutzgasuss zu gering. Prüfen und Einstellen.
Fehlerhafte Gasverbindung. Gasschläuche und Verbindungen prüfen. Druckminde-
Überspannung erkannt Prüfen Sie die Netzspannung
Netzspannung liegt <85V oder
>265V
Lockern Sie die Bremse und den Rollenantrieb.
Reinigen Sie den Drahtführungsschlauch oder tauschen Sie diesen aus.
Sicherung).
menzustand).
Drahtvorschubgeschwindigkeit reduzieren.
Reinigen Sie das Material.
Schweißgut reinigen.
Schweißparameter kontrollieren.
Schweißstelle.
rer und Magnetventile prüfen.
Prüfen Sie die Netzspannung
21
Page 10

PEARL 190.2 PEARL 190.4 XL
CONDITIONS DE GARANTIE FRANCE
• La garantie n’est valable que si le bon a été correctement rempli par le vendeur.
• La garantie couvre tout défaut ou vice de fabrication pendant 1 an, à compter de la date d’achat (pièces et main
d’œuvre).
• La garantie ne couvre pas les erreurs de tension, incidents dus à un mauvais usage, chute, démontage ou toute
autre avarie due au transport.
• La garantie ne couvre pas l’usure normale des pièces (Ex. : câbles, pinces, etc.).
En cas de panne, retournez l’appareil à la société GYS (port dû refusé), en y joignant :
• Le présent certicat de garantie validé par le vendeur
• Une note explicative de la panne.
Après la garantie, notre SAV assure les réparations après acceptation d’un devis.
Contact SAV :
Société Gys-134 Bd des Loges
BP 4159-53941 Saint-Berthevin Cedex
Fax: +33 (0)2 43 01 23 75 - Tél: +33 (0)2 43 01 23 68
HERSTELLERGARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 12 Monate
nach Kauf angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller
bzw. seines Beauftragten erfolgen eine für den Käufer kostenlose Reparatur und ein kostenloser Ersatz von Ersatzteilen. Der Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Ausschluss:
Die Garantieleistung erfolgt nicht bei Defekten, die durch unsachgemäßen Gebrauch, Sturz oder harte Stöße sowie
durch nicht autorisierte Reparaturen oder durch Transportschäden, die infolge des Einsendens zur Reparatur, hervorgerufen worden sind. Keine Garantie wird für Verschleißteile (z. B. Kabel, Klemmen, Vorsatzscheiben etc.) sowie bei
Gebrauchsspuren übernommen.
Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den Fachhandel
einschicken. Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten
Kostenvoranschlags durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den
Rückversand an den Fachhändler.
34
Page 11

PEARL 190.2 PEARL 190.4 XL
DÉCLARATION DE CONFORMITÉ :
Gys atteste que les postes de soudure PEARL 190.2 et PEARL 190.4 XL sont fabriqués conformément aux exigences
des directives Basse tension 2006/95/CE du 12/12/2006, et aux directives CEM 2004/108/CE du 15/12/2004.
Cette conformité est établie par le respect des normes harmonisées EN60974-1 de 2005, EN 50445 de 2008, EN
60974-10 de 2007.
Le marquage CE a été apposé en 2013.
DECLARATION OF CONFORMITY :
The equipment described on this manual is conform to the instructions of low voltage 2006/95/CE of 12/12/2006, and
the instructions of CEM 2004/108/CE of the 15/12/2004.
This conformity respects the standards EN60974-1 of 2005, EN 50445 de 2008, EN60974-10 of 2007.
CE marking was added in 2013.
KONFORMITÄTSERKLÄRUNG :
GYS erklärt, dass die Schweißanlage PEARL 190.2 und PEARL 190.4 XL richtlinienkonform mit folgenden europäischen Bestimmungen hergestellt wurden: Niederspannungsrichtlinie 2006/95/CE –12.12.2006 und EMV- Richtlinien
2004/108/CE – 15.12.2004 elektromagnetische Verträglichkeit- hergestellt wurden. Dieses Gerät stimmt mit den harmonisierten Normen EN60974-1 von 2005, EN 50445 von 2008, EN60974-10 von 2007 überein.
CE Kennzeichnung: 2013.
DECLARACIÓN DE CONFORMIDAD :
Gys certica que los aparatos de soldadura PEARL 190.2 y PEARL 190.4 XL son fabricados en conformidad con las
directivas baja tensión 2006/95/CE del 12/12/2006, y las directivas compatibilidad electromecánica 2004/108/CE del
15/12/2004. Esta conformidad está establecida por el respeto a las normas EN60974-1 de 2005, EN 50445 de 2008,
EN 60974-10 de 2007.
El marcado CE fue jado en 2013.
ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ:
Gys заявляет, что сварочные аппараты PEARL 190.2 и PEARL 190.4 XL произведены в соответствии с
директивами Евросоюза 2006/95/CE о низком напряжении от 12/12/2006, а также с директивами CEМ 2004/108/
CE от 15/12/2004.
Данное соответствие установлено в соответствии с согласованными нормами EN60974-1 2005 г, EN 50445 2008
г, EN 60974-10 2007 г.
Маркировка ЕС нанесенна в 2013 г.
01/08/2013
Société GYS
134 BD des Loges
53941 Saint-Berthevin
France
Nicolas BOUYGUES
Président Directeur Général
35
Page 12

PEARL 190.2 PEARL 190.4 XL
PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE/ PIEZAS DE RECAMBIO/ ЗАПЧАСТИ
5
6
10
4
11
3
9
12
13
7
1
8
2
N°
1
2
3
4
5
6
7
8
9
10
11
12
13
Motodévidoir (sans galet) / Wire feeder (without roller) / Drahtvorstub (ohne Drahtrollen) / Devanadera (sin rodillos) / Подающий
механизм (без роликов)
Connecteur 1/4 cable de masse / Earth cable connector (1/4) / (-)
Texasbuchse (1/4) / Conector cable de masa (1/4) / Коннектор
(1/4) кабеля массы
Clavier de commande / Control Keyboard / Bedientastatur / Teclado
de mando / Панель управления
Carte afchage / Display card / Anzeigzekarte /Carta de jación /
Плата отображения
Carte d’alimentation / Power supply card / Netzteilekarte /Carta de
alimentación / Плата питания
Carte de puissance / Power circuit board / Stromkarte/ Carta de
potencia / Силовая плата
Ventilateur / Fan /Ventilator/Ventilador / вентилятор
Pieds / Feet / Füsse / Pies / Ножки
Câble d’alimentation / Supply cable / Netzstromkabel / Cable de
alimentación / Шнур питания
Bouton noir / Black Button / Knopf scharz / botón negro / кнопки
черный
Cache bouton / Button cover / Deckel für Knopf / Tapa de botón /
Крышка кнопки
Interrupteur /Switch / Schalter /Conmutador / переключатель
Cache interrupteur / Switch cover / Schalterdeckel / Tapa de interruptor / Крышка переключателя
Nappe /Ribbon cable /Bandkabel /Cable plano / ленточный кабель
PEARL
190.2
51108 51135
51469
51931
97262C
97141C
97263C 97267C
51032
71140
21489
73083
73084
52467
52463
53105
PEARL
190.4 XL
36
Page 13

PEARL 190.2 PEARL 190.4 XL
SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM /SCHALTPLAN/ DIAGRAMA ELECTRICO/ЭЛЕКТРИЧЕСКАЯ СХЕМА
37
Page 14

PEARL 190.2 PEARL 190.4 XL
ICONES / SYMBOLS / ZEICHENERKLÄRUNG
A Ampères - Amps - Ampere - Amperios - Ампер
V Volt - Volt - Volt - Voltios - Вольт
Hz Hertz - Hertz - Hertz - Hertz - Герц
- Soudage MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas)
- MIG/MAG Welding (MIG: Metal Inert Gas / MAG: Metal Active Gas)
- MIG/MAG Schweißen (MIG: Metal Inert Gas/ MAG: Metal Active Gas)
- Soldadura MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas)
- Полуавтоматическая сварка MIG/MAG (MIG: Metal Inert Gas / MAG: Metal Active Gas)
- Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit
toutefois pas être placée dans de tels locaux.
- Adapted for welding in environment with increased risks of electrical shock. However, the welding source must not be placed
in such places.
- Geeignet für Schweißarbeiten im Bereich mit erhöhten elektrischen Risiken. Trotzdem sollte die Schweißquelle nicht unbedingt in solchen Bereichen betrieben werden.
- Adaptado a la soldadura en un entorno que comprende riesgos de choque eléctrico. La fuente de corriente ella misma no
debe estar situada dentro de tal locales.
- Адаптирован для сварки в среде с повышенным риском электрошока. Однако сам источник питания не должен быть
расположен в таких местах.
- Protégé contre l’accès aux parties dangereuses avec un doigt, et contre les chutes verticales de gouttes d’eau
- Protected against rain and against ngers access to dangerous parts
IP21
U0
U1
I1max
I1eff
EN60 974-1
1
X(40°C)
...%
I2
- Geschützt gegen Berührung mit gefährlichen Teilen und gegen senkrechten Wassertropfenfall
- Protegido contra el acceso a las partes peligrosas con los dedos, y contra las caídas verticales de gotas de agua
- Аппарат защищен от доступа рук в опасные зоны и от вертикального падения капель воды Сварка на постоянном
токе
- Courant de soudage continu.
- Welding direct current.
- Gleichschweißstrom.
- La corriente de soldadura es continua.
- Сварка на постоянном токе.
- Alimentation électrique monophasée 50 ou 60Hz
- Single phase power supply 50 or 60Hz
- Einphasige Netzversorgung mit 50 oder 60Hz
- Alimentación eléctrica monofásica 50 o 60 Hz
- Однофазное напряжение 50 или 60Гц
- Tension assignée à vide - Rated no-load voltage - Leerlaufspannung - Tensión asignada de vacío - Напряжение холостого
хода.
Tension assignée d’alimentation. - rated supply voltage. - Netzspannung. - Tensión de la red. - Напряжение сети.
- Courant d’alimentation assigné maximal (valeur efcace).
- Rated maximum supply current (effective value).
- Maximaler Versorgungsstrom (Effektivwert).
- Corriente máxima de alimentación de la red.
- Максимальный сетевой ток (эффективная мощность)
- Courant d’alimentation effectif maximal.
- Maximum effective supply current.
- Maximaler tatsächlicher Versorgungsstrom.
- Corriente de alimentación efectiva máxima.
- Максимальный эффективный сетевой ток.
- L’appareil respecte la norme EN60974-1.
- The device complies with EN60974-1 standard relative to welding units.
- Das Gerät entspricht der Norm EN60974-1 für Schweißgeräte.
- El aparato está conforme a la norma EN60974-1 referente a los aparatos de soldadura.
- Аппарат соответствует европейской норме EN60974-1.
- Transformateur-redresseur monophasé.
- Rectier-Single-phase converter
- Einphasiger Trafo/Frequenzumwandler
- Transformador-recticador monofàsico,
- однофазный инвертор, с трансформацией и выпрямлением.
- Facteur de marche selon la norme EN 60974-1 (10 minutes – 40°C).
- Duty cycle according to the standar EN 60974-1 (10 minutes – 40°C).
- Einschaltdauer gemäß EN 60974-1 (10 Minuten – 40°C).
- Factor de marcha según la norma EN 60974-1 (10 minutos – 40°C).
- ПВ% по норме EN 60974-1 (10 минут – 40°С).
I2: courant de soudage conventionnnel correspondant. - I2: corresponding conventional welding current. - I2: entsprechender
Schweißstrom. - I2: Corrientes correspondientes. - I2: Токи, соответствующие Х*
38
Page 15

PEARL 190.2 PEARL 190.4 XL
ICONES / SYMBOLS / ZEICHENERKLÄRUNG
- U2: Tensions conventionnelles en charges correspondantes.
- U2: conventional voltages in corresponding load.
U2
...%
- U2: entsprechende Arbeitsspannung.
- U2: Tensiones convencionales en carga.
- U2: соответствующие сварочные напряжения*.
- Appareil conforme aux directives européennes.
- The device complies with European Directive.
- Gerät entspricht europäischen Richtlinien.
- El aparato está conforme a las normas europeas.
- Устройство соответствует европейским нормам.
- Conforme aux normes GOST (Russie).
- Conform to standards GOST / PCT (Russia).
- in Übereinstimmung mit der Norm GOST/PCT.
- Conforme a la normas GOST (PCT) (Rusia).
- Продукт соответствует стандарту России (РСТ).
- L’arc électrique produit des rayons dangereux pour les yeux et la peau (protégez-vous !).
- The electric arc produces dangerous rays for eyes and skin (protect yourself !).
- Der elektrische Lichtbogen verursacht Strahlungen auf Augen und Haut (Schützen Sie sich !).
- El arco produce rayos peligrosos para los ojos y la piel (¡ Protéjase !).
- Электрическая дуга производит опасные лучи для глаз и кожи (защитите себя!). - Внимание! Сварка может вызвать
пожар или взрыв.
- Attention, souder peut déclencher un feu ou une explosion.
- Caution, welding can produce re or explosion.
- Achtung! Schweißen kann Feuer oder Explosion verursachen.
- Cuidado, soldar puede iniciar un fuego o una explosión.
- Внимание! Сварка может вызвать пожар или взрыв.
- Attention ! Lire le manuel d’instruction avant utilisation.
- Caution ! Read the user manual.
- Achtung! Lesen Sie die Betriebsanleitung.
- Cuidado, leer las instrucciones de utilización.
- Внимание ! Читайте инструкцию по использованию.
- Produit faisant l'objet d'une collecte sélective - Ne pas jeter dans une poubelle domestique.
- Separate collection required, Do not throw in a domestic dustbin.
- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (Sondermüll). Es darf nicht mit dem Hausmüll entsorgt
werden.
- Este aparato es objeto de una recolección selectiva. No debe ser tirado en un cubo doméstico.
- Продукт требует специальной утилизации. Не выбрасывать с бытовыми отходами.
- Information sur la température (protection thermique)
- Temperature information (thermal protection)
- Information zur Temperatur (Thermoschutz)
- Información de la temperatura (protección térmica)
- Информация по температуре (термозащита)
39
Page 16

PEARL 190.2 PEARL 190.4 XL
ACCESSOIRES/ACCESSORIES / ZUBEHÖR / ACCESORIOS / АКСЕССУАРЫ
PEARL 190.2
ø 100 ø 200 0.6 - 1.0
Acier/Steel/Stahl
Inox/Stainless/
Edelstahl
No Gas
Alu
086593 (ø0.6)
086609 (ø0.8)
086616 (ø0.8) 086326 (ø0.8)
086104 (ø0.9) 086623 (ø0.9) 042346 (ø0.9/1.2) 041868
-
086685 (ø0.8)
(AlSi5)
086678 (ø0.8)
(AlSi12)
086128 (ø0.8)
086135 (ø1.0)
086555 (ø0.8)
(AG5)
-
042339 (ø0.6/0.8)
041189 (ø0.8/1.0)
041196 (ø0.8/1.0)
041592
(ø0.6/0.8 - 3m)
041608
(ø1.0/1,2 - 3m)
041578
(ø0.8 - 3m)
041585
(ø1.0/1,2 - 3m)
041424
(150A - 3m)
041462
(150A - 3m)
041905 (ø0.6)
041912 (ø0.8)
041929 (ø1.0)
041059 (ø0.8)
041066 (ø1.0)
041875
041875
20L/min
041998
30L/min
041622 (FR)
041646 (UK)
041219 (DE)
043770
(150/200A
- 2m)
16 mm²
Acier/Steel/Stahl
Inox/Stainless/
Edelstahl
No Gas
Alu
PEARL 190.4 XL
ø 200 ø 300 0.6 - 1.0
086128 (ø0.8)
086135 (ø1.0)
086326 (ø0.8) -
086623 (ø0.9) - 042407 (ø0.9/1.2) 041868
086555 (ø0.8)
(AG5)
- -
- -
086166 (ø0.6)
086227 (ø0.8)
086234 (ø1.0
086524 (ø1.0)
(AG5)
042353 (ø0.6/0.8)
042360 (ø0.8/1.0)
042377 (ø0.8/1.0)
041592
(ø0.6/0.8 - 3m)
041608
(ø1.0/1,2 - 3m)
041578
(ø0.8 - 3m)
041585
(ø1.0/1,2 - 3m)
041424
(150A - 3m)
041462
(150A - 3m)
041905 (ø0.6)
041912 (ø0.8)
041929 (ø1.0)
041059 (ø0.8)
041066 (ø1.0)
041875
041875
20L/min
041998
30L/min
041622 (FR)
041646 (UK)
041219 (DE)
043770
(150/200A
- 2m)
16 mm²
40
 Loading...
Loading...