

Page 1

RO
01-30
NEOPULSE 400 CW
Générateur MIG/MAG - TIG - MMA
MIG/MAG - TIG - MMA welding machine
Schweissgerät für MIG/MAG - WIG - E-Hand
Equipo de soldadura MIG/MAG - TIG - MMA
Сварочный аппарат МИГ/МАГ - ТИГ - ММА
MIG/MAG - TIG - MMA lasapparaat
Dispositivo saldatura MIG/MAG - TIG - MMA
73502 V1 08/07/2021
Find more languages of user manuals
www.gys.fr
Page 2

Instucțiuni de folosire
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
1
2
3
4
2
Page 3

Instucțiuni de folosire
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
RO
Chaine
Chain
3
Page 4

Instucțiuni de folosire
I
1 2 3 4 5 6
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
9
10
11
12
13
14
15
16
7 8
1718
19
II
Oțel
A
Inox
Teacă de oțel
Duză capilară
B.
Tub capilar
Aluminiu
Teacă din teon
Teon sheath
Teon-Drahtseele
Teon mantell
C
91151
4
Page 5

Instucțiuni de folosire
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
PRIMA UTILIZARE / ERSTE VERWENDUNG / FIRST USE / ПЕРВОЕ ИСПОЛЬЗОВАНИЕ / I° UTILIZZO /
EERSTE GEBRUIK / PRIMERA UTILIZACIÓN / 1º USO / 首次使用 / 初めてご使用になる前に
Înainte de prima utilizare a aparatului, vă rugăm să vericați dacă există noi actualizări.
1 2 3 4
RO
Înainte de prima utilizare a aparatului, realizați calibrarea cablurilor de sudură.
IHM
5
Page 6

Instucțiuni de folosire
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
AVERTIZĂRI - REGULI DE SECURITATE
INSTRUCȚIUNI GENERALE
Aceste instrucțiuni trebuie citite și înțelese cu desăvârșire înainte de orice altă manipulare a dispozitivului.
Nu se recomandă efectuarea niciunei alte modicări sau întrețineri nespecicate în manual.
Producătorul nu va responsabil de nicio vătămare corporală sau materială datorată unei manipulări neconforme cu instrucțiunile din manual.
În cazul unor probleme sau incertitudini, consultați o persoană calicată pentru a realiza instalarea corectă.
MEDIUL ÎNCONJURĂTOR
Acest echipament poate utilizat doar pentru a realiza operații de sudură, în limitele indicate pe plăcuța de identicare și/sau manualul de utilizare.
Respectați instrucțiunile relative la securitate. Producătorul nu va răspunzător în cazul unei utilizări inadecvate sau periculoase a produsului.
Instalarea trebuie realizată într-o încăpere fără praf, acid, gaze inamabile sau alte substanțe corozive. Este valabil și pentru depozitare. Asigurați o
bună circulație a aerului în momentul utilizării aparaturii.
Interval de temperatură :
Utilizare între -10 și +40°C (+14 și +104°F).
Stocare între -20 și +55°C (-4 și 131°F).
Umiditatea aerului :
Inferioară sau egală cu 50% la 40°C (104°F).
Inferioară sau egală cu 90% la 20°C (68°F).
Altitudine :
Până la 1000m deasupra nivelului mării.
PROTECȚIA INDIVIDUALĂ ȘI COLECTIVĂ
Sudarea cu arc poate periculoasă și poate cauza răni grave, chiar fatale.
Sudarea expune utilizatorii la o sursă periculoasă de căldură, radiații luminoase din arc, câmpuri electromagnetice (aviz purtătorilor de stimulatoare
cardiace), riscuri de electrocutare, de zgomot și emanări gazoase.
Pentru a vă proteja pe dvs. cât și pe cei din jur, respectați următoarele instrucțiuni de securitate:
Pentru a se proteja împotriva arsurilor și a radiațiilor, purtați îmbrăcăminte fără manșete, care izolează, uscate, ignifuge și în stare
bună, și care să acopere corpul în întregime.
Folosiți mănuși care asigură o izolare electrică și termică.
Utilizați o protecție împotriva sudurii și/sau o mască de sudură cu un nivel de protecție adecvat (variază în funcție de utilitate).
Protejați-vă ochii în timpul operațiunii de curățare. Lentilele de contact sunt strict interzise.
Uneori este necesară delimitarea zonelor cu ajutorul unor perdele ignifuge pentru a putea proteja zona de sudură împotriva
deșeurilor incandescente rezultate în urma sudurii cu arc.
Informați persoanele din perimetrul zonei de lucru să nu privească spre razele produse de arc, cât nici spre piesele în procesul de
topire și să poarte îmbrăcăminte adecvată menită să protejeze.
Utilizați căști de protecție împotriva zgomotului în cazul în care procesul de sudură depășește limita autorizată (la fel și pentru orice
altă persoană din zona de sudură).
Țineți mâinile, părul și îmbrăcămintea la distanță de părțile mobile (ventilatorul).
A nu se înlătura sub nicio formă protecțiile carcasei unității reci atunci când sursa de curent a postului de sudură este sub tensiune,
producătorul NU va responsabil în cazul unui accident.
Piesele care au fost recent sudate sunt erbinți și pot provoca arsuri în timpul manipulării lor. Pentru a realiza intervenții de
mentenanță la torță sau la suportul-electrod, dar și în cazul oricărei alte intervenții, așteptați cel puțin 10 minute pentru a vă asigura
că acestea sunt sucient de reci. Instalația de răcire trebuie să e pornită atunci când utilizați un pistolet răcit în apă, pentru a vă
asigura că lichidul nu mai poate provoca arsuri.
Pentru a proteja atât persoanele cât și bunurile prezente este important să securizăm perimetrul înainte de a părăsi zona de lucru.
FUMUL DE SUDURĂ ȘI GAZUL
Fumurile, gazul și praful emanat în timpul sudurii sunt periculoase pentru sănătate. Asigurați o aerisire adecvată sau mijloace
pentru aspirarea fumului, adesea un surplus de aer este necesar. O cagulă cu oxigen proaspăt poate o soluție în cazul
insucienței aerului.
Vericați dacă aspiratorul este ecient raportat la normele de securitate.
Atenție când sudați mijlocul unor piese de mici dimensiuni, acestea necesită o distanță de supraveghere de securitate. De altfel, sudura unor anumite
materiale din plumb, cadmiu, zinc, mercur sau beriliu pot deosebit de nocive; degresați piesele înainte de a le suda.
Buteliile trebuie depozitate în spații deschise sau bine aerisite. Ele trebuie așezate în poziție verticală și legate de un suport, sau puse într-un cărucior.
6
Sudarea este interzisă în apropierea substanțelor grase sau a vopselelor.
Page 7

Instucțiuni de folosire
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
RISC DE INCENDIU ȘI EXPLOZIE
Protejați în întregime zona de sudură, materialele inamabile trebuie să e amplasate la o distanță de cel puțin 11 metri.
Un echipament de protecție împotriva incendiului trebuie să existe în apropierea zonelor de sudare.
Atenție la proiectarea materialelor încinse sau a scânteilor, chiar și prin suri, deoarece pot provoca incendii sau explozii.
Îndepărtați persoanele, obiectele inamabile și containerele sub presiune la o distanță de securitate corespunzătoare.
Tăierea în interiorul containerelor sau a tuburilor închise este strict interzisă iar în cazul în care acestea sunt deschise este necesară curățarea lor de
orice materie inamabilă sau explozibilă (ulei, carburant, reziduri gazoase...).
Operațiile de măcinare nu trebuie efectuate în apropierea surselor de curent pentru sudură sau aproape de substanțe inamabile.
BUTELIILE DE GAZ
Gazul din butelii poate provoca sufocare atunci când în spațiul dedicat sudurii se aă o concentrație mare (ventilați bine).
Transportul acestor echipamente se desfășoară în deplină securitate. buteliile închise și sursa de curent de sudură oprită.
Acestea trebuie depozitate în poziție verticală și sprijinite de un suport pentru a limita riscul de răsturnare.
Închideți buteliile între utilizări. Atenție la variațiile de temperatură și la expunerile directe în soare.
Butelia nu trebuie sa e pusă în contact cu o acără, arc electric, pistolet, clește de masă sau orice altă sursă de căldură sau materiale incandescente.
Păstrați-le la depărtare de circuitele electrice și de procesul de sudură, nu sudați sub nicio formă pe o butelie sub presiune.
Aveți grijă la deschiderea robinetului buteliei, îndepărtați-vă de robinet și asigurați-vă că gazul utilizat este potrivit pentru procesul de sudare.
RO
SECURITATEA ELECTRICĂ
Rețeaua electrică folosită trebui să aibă neapărat împământare. Utilizați dimensiunea siguranței recomandate pe tabelul de
evaluare.
O descărcare electrică poate sursa unui accident grav direct sau indirect, chiar fatal.
Nu atingeți niciodată părțile din interiorul sau din exteriorul sursei de curent aate sub tensiune (pistoleți, clești, cabluri, electrozi) deoarece acestea
sunt legate la circuitul de sudură.
Înainte de a deschide sursa de curent pentru sudură, aceasta trebuie deconectată de la rețea pentru 2 minute, astfel încât ansamblul condensorilor
să e descărcat.
Nu atingeți pistoletul/suportul-electrod și cleștele de masă în același timp.
Aveți grijă ca persoanele calicate și abilitate să schimbe cablurile, pistoleții, dacă aceștia sunt deteriorați. Asigurați-vă că secțiunea cablurilor este
adecvată cu utilizarea lor. Întotdeauna purtați îmbrăcăminte uscată și în stare bună pentru vă putea izola de circuitul de sudură. Purtați încălțăminte
de securitate indiferent de sectorul de lucru.
CLASIFICARE CEM A ECHIPAMENTULUI
Acest tip de echipament, destinat uzului industrial (clasa A), nu este destinat utilizării casnice unde curentul electric este furnizat
de o rețea publică de alimentare cu intensitate scăzută. Din cauza uctuaților de tensiune, cât și a radiațiilor undelor radio pot
exista probleme în asigurarea compatibilității electromagnetice în aceste tipuri de medii.
Acest material se conformează Normei CEI 61000-3-11.
Acest echipament nu este în conformitate cu Norma CEI 61000-3-12 și este destinat racordării la rețele private cu tensiune
scăzută conectate la o rețea publică de alimentare numai la nivel mediu și înalt de tensiune. Dacă echipamentul este legat
la o rețea publică de slabă tensiune, este responsabilitatea instalatorului sau a utilizatorului de a se asigura, prin contactarea
operatorului rețelei de distribuire, că echipamentul respectiv poate conectat.
EMISII ELECTROMAGNETICE
Curentul electric ce trece prin oricare dintre rezistențe, produce câmpuri electrice și magnetice (EMF) localizabile. Curentul pentru
sudare produce un câmp electromagnetic în jurul circuitului de sudare și al materialului de sudat.
Câmpurile electromagnetice EMF pot perturba anumite dispozitive medicale, precum stimulatoarele cardiace. Persoanele vizate trebuie să ia măsuri
de protecție suplimentare. De exemplu restricții de acces pentru pietoni sau o evaluare individuală a riscurilor pentru sudori.
Toți sudorii trebuie să urmeze următoarele proceduri în scopul minimalizării expunerilor la câmpurile electromagnetice provenind din circuitul de
sudură.
• poziționați la un loc toate cablurile destinate sudurii - xați-le cu un colier de strângere/bandoid, dacă este posibil;
• poziționați-vă (trunchiul și capul) cât mai departe posibil de circuitul de sudare;
• nu înfășurați niciodată cablurile de sudură în jurul corpului;
• nu vă poziționați corpul între cablurile de sudură. Țineți ambele cabluri de sudură pe aceeași parte a corpului;
7
Page 8

Instucțiuni de folosire
• Conectați cablul de întoarcere la piesa de prelucrat cât mai aproape posibil de zona de sudat;
• Nu lucrați în proximitatea sursei de curent pentru sudură, nu vă așezați și nu vă sprijiniți pe aceasta;
• Nu sudați în timp ce transportați sursa de alimentare pentru sudură sau alimentatorul de sârmă.
Purtătorii stimulatoarelor cardiace trebuie să consulte un medic înainte de a utiliza acest echipament.
Expunerea la câmpurile electromagnetice în timpul sudurii poate provoca efecte secundare încă necunoscute sănătății.
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
RECOMANDĂRI PRIVIND EVALUAREA ZONEI ȘI INSTALAREA POSTULUI DE SUDURĂ
Informații generale
Utilizatorul este responsabil de respectarea instrucțiunilor producătorului în momentul instalării și utilizării echipamentului de sudură cu arc. În
cazul detectării unor perturbări electromagnetice, este responsabilitatea utilizatorului de a rezolva problema cu ajutorul asistenței tehnice din partea
producătorului. În unele cazuri, această acțiune corectivă poate la fel de simplă precum împământarea circuitului de sudare. În alte cazuri, poate
necesar să se construiască un scut electromagnetic în jurul sursei de alimentare pentru sudură și a întregii piese, prin montarea ltrelor de intrare. În
toate aceste cazuri, perturbările electromagnetice trebuie reduse până când acestea nu mai sunt deranjante.
Evaluarea zonei de sudură
Înainte de instalarea unui echipament de sudură cu arc, utilizatorul trebuie să evalueze posibilele probleme electromagnetice din imediata apropiere.
A se lua în considerare următoarele :
a) prezența deasupra, dedesubt cât și în jurul echipamentului de sudură cu arc a altor cabluri de alimentare, control, semnalizare și telefonie;
b) receptori și transmițători radio și tv;
c) calculatoare și alte echipamente destinate controlului;
d) echipament critic de protecție, de exemplu, protecția echipamentului industrial;
e) sănătatea persoanelor din vecinătate, de exemplu, posesorii unor stimulatoare cardiace sau aparate auditive;
f) echipamente utilizate pentru calibrare sau măsurare;
g) protecția față de alte echipamente din mediu.
Utilizatorul trebuie să se asigure că restul materialelor utilizate sunt compatibile. Acest lucru poate necesita măsuri de protecție suplimentare;
h) momentul zilei în care se efectuează sudarea precum și alte activități.
Mărimea zonei ce trebuie luată în considerare depinde de structura clădirii și de celelalte activități care se desfășoară în acel loc. Această zonă se
poate extinde dincolo de zona de instalare a posturilor.
Evaluarea instalării postului de sudură.
Pe lângă evaluarea suprafeței se recomandă și evaluarea instalațiilor de sudură cu arc, care poate utilă pentru a identica și rezolva eventualele
perturbări. Este indicat ca evaluarea emisiilor să cuprindă măsurători la fața locului conform specicațiilor Art. 10 din CISPR 11. Măsurătorile la fața
locului pot contribui, de asemenea, la conrmarea ecienței măsurărilor de atenuare.
RECOMANDĂRI PRIVIND METODELE DE REDUCERE A EMISIILOR ELECTROMAGNETICE
a. Rețeaua publică de alimentare: Echipamentele de sudură cu arc ar trebui să e conectate la sursa publică de alimentare conform recomandărilor
producătorului. Dacă apar interferențe, poate necesar să luați măsuri preventive suplimentare, cum ar ltrarea rețelei publice de alimentare.
Trebuie luată în considerare ecranarea cablului de alimentare, printr-o conductă metalică sau echivalentul unui echipament de sudură instalat
permanent. Trebuie să se asigure continuitatea electrică a protecției pe toată lungimea sa. Ecranarea trebuie să e conectată la sursa de alimentare
pentru sudură pentru a asigura un bun contact electric între conductă și carcasa sursei de alimentare pentru sudură.
b. Întreținerea echipamentului de sudură cu arc : Echipamentele de sudură cu arc trebuie supuse unei întrețineri de rutină conform recomandărilor
producătorului. Toate intrările, ușile de serviciu și capacele trebuie închise și blocate corespunzător atunci când echipamentul de sudură cu arc
este utilizat. Echipamentele de sudură cu arc nu trebuie modicate în niciun fel, cu excepția modicărilor și ajustărilor menționate în instrucțiunile
producătorului. În special, în ceea ce privește dispozitivul de creare a scânteii, dispozitiv regăsit la pistoleți, trebuie reglat și întreținut conform
recomandărilor producătorului în momentul pornirii și stabilizării arcului.
c. Cabluri pentru sudură : Cablurile trebuie să e cât mai scurte posibil, amplasate unul lângă celălalt, aproape de sol sau chiar pe sol.
d. Legătură echipotențială : Trebuie luată în considerare legarea tuturor obiectelor metalice din zona înconjurătoare. Cu toate acestea, obiectele
metalice atașate la piesa de prelucrat cresc riscul electrocutării pentru operator dacă ating atât aceste părți metalice, cât și electrodul. Operatorul ar
trebui să e izolat de astfel de obiecte metalice.
e. Împământarea piesei de sudat : Când piesa de prelucrat nu este legată la pământ pentru a asigura protecția electrică, din cauza dimensiunii/stocării
sale, precum în cazul corpurilor navelor sau a cadrelor metalice (ale clădirilor), o împământare a piesei poate, în unele cazuri, dar nu întotdeauna, să
reducă emisiile. A se evita împământarea pieselor care ar putea crește riscul de rănire a utilizatorilor sau deteriorarea altor echipamente electrice.
Dacă este nevoie, vericați ca împământarea piesei să e directă, deși în unele țări acest lucru nu este permis, este sucient să asigurați conectarea
la condensatorul corespondent în concordanță cu reglementările naționale.
f. Protecție și ecranare : Protecția și ecranarea selectivă a altor cabluri și echipamente din zonă pot limita problemele de perturbare. Protecția
întregii zone de sudură poate luată în considerare pentru aplicații speciale.
TRANSPORTUL ȘI TRANZITAREA SURSEI DE CURENT DE SUDARE
Nu folosiți cablurile sau pistoletul pentru a deplasa sursa de curent pentru sudură. Aceasta trebuie transportată în poziție verticală.
A nu se transporta sursa pe deasupra persoanelor sau obiectelor.
Nu ridicați sub nicio formă în același timp o butelie cu gaz și o sursă de curent pentru sudură. Normele de transport ale acestora sunt diferite.
Este de preferat să se înlăture bobina de sârmă înainte de a ridica sau transporta sursa de alimentare pentru sudură.
8
Page 9

Instucțiuni de folosire
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
INSTALAREA ECHIPAMENTULUI
• Așezați sursa de curent pentru sudură pe o podea cu o pantă maximă de 10 °.
• Asigurați o zonă sucientă pentru a ventila sursa de curent pentru sudură și pentru a accesa comenzile.
• A nu se utiliza într-un mediu cu praf metalic conductiv.
• Sursa de alimentare pentru sudură trebuie ferită de ploaie și nu trebuie expusă la lumina directă a soarelui.
• Echipament cu grad de protecție IP 23, semnicând :
- o protecție împotriva accesului pieselor periculoase cu diametru >12.5 mm și,
- o protecție împotriva ploii cu inclinație de 60° raportată la linia verticală
Prin urmare, acest echipament poate utilizat în exterior în conformitate cu indicele de protecție IP23.
Curenții de sudură pot distruge cablurile de împământare, pot deteriora echipamentele și dispozitivele electrice și pot provoca
încălzirea componentelor, ceea ce poate duce la incendiu.
- Toate conexiunile de sudură trebuie conectate ferm, vericați-le regulat!
- Asigurați-vă că piesa este bine xată și că nu prezintă probleme electrice!
- Atașați sau suspendați toate elementele conducătoare de electricitate de la sursa de sudură, cum ar cadrul, căruciorul și sistemele de prindere,
astfel încât acestea să e izolate!
- Nu așezați alte echipamente precum burghie, dispozitive de ascuțit etc. pe sursa de sudură, cărucior sau sistemele de ridicare, fără a izolate!
- Așezați întotdeauna pistoletul de sudură sau suporturile de electrozi pe o suprafață izolată atunci când nu sunt utilizate!
Cablurile de alimentare, de prelungire și de sudură trebuie să e complet desfăcute pentru a evita supra-încălzirea.
Producătorul nu își asumă nicio responsabilitate pentru daunele aduse persoanelor și obiectelor în urma utilizării incorecte și
periculoase a acestui echipament.
RO
ÎNTREȚINERE / RECOMANDĂRI
• Întreținerea trebuie efectuată numai de către o persoană calicată. Se recomandă realizarea unei mentenanțe anuale.
• Opriți alimentarea deconectând aparatul de la priză și așteptați două minute înainte de a lucra la echipament. În interior,
tensiunile și intensitatea ating valori foarte mari și sunt totodată periculoase.
• Înlăturați carcasa și curățați dispozitivul de praf, în mod regulat. Protați de aceasta pentru a verica și starea conexiunilor electrice, cu ajutorul unui
personal calicat și a unui dispozitiv izolat.
• Vericați în mod regulat starea cablurilor de alimentare. În cazul în care cablul de alimentare este deteriorat, acesta trebuie înlocuit de către
producător, de service-ul After-Sales sau de o persoană calicată în mod similar, pentru a evita orice eventual pericol.
• Lăsați libere oriciile sursei de curent pentru sudură pentru a permite circulația aerului.
• Nu utilizați această sursă de putere pentru a dezgheța țevi, a reîncărca baterii / acumulatori sau pentru a porni motoare.
Lichidul de răcire trebuie schimbat la ecare 12 luni pentru a evita astfel depunerile ce pot obtura circuitul de răcire al pistoletului.
Orice scurgere sau reziduu al produsului, după utilizare, trebuie tratate într-o fabrică de puricare calicată. Se recomandă, dacă
este posibil, reciclarea produsului. Este interzisă golirea postului folosit în căile navigabile, în fose sau sisteme de drenaj. Lichidul
diluat nu trebuie golit în canalizări, numai dacă acest lucru este permis prin reglementări locale.
INSTALARE - MOD DE UTILIZARE
Doar personalul abilitat de către producător poate efectua instalarea echipamentului. În timpul instalării, asigurați-vă că generatorul este deconectat
de la rețea. Sunt interzise conexiunile în serie sau în paralel față de generator.
DESCRIERE GENERALĂ
Acest echipament este o sursă de curent trifazată pentru sudarea semi-automatizată „sinergică” (MIG sau MAG), sudarea cu electrod învelit (MMA)
și sudare cu electrod refractar (TIG). Acceptă bobine cu sârmă de diametru de 200 și 300 mm.
DESCRIEREA ECHIPAMENTULUI (I)
1- Cablu gaz 10- Cablu KIT NUM-1 (opțional ref. 063938)
2- Cablu Kit NUM MIG-1 (opțional ref. 062993) 11- Priză cu polaritate pozitivă
3- Comutator ON/OFF 12- Cabluri de inversare a polarității
4- Presetupă (cablu de alimentare) 13- Cablu analogic
5- Cablu USB. 14- Cablu Euro
6- Comutator epurare gaz și avansare sârmă 15- Capac de umplere
7- Suport bobină 16- Siguranță.
8- Alimentator motorizat 17- Cablu de ieșire al lichidului de răcire
9- Interfață Om Mașină (IHM) 18- Cablu de intrare al lichidului de răcire
19- Vârf de amorsare
9
Page 10
Instucțiuni de folosire
b
c
a
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
INTERFAȚA OM MAȘINĂ
Citiți cu atenție manualul de utilizare al interfeței (IHM) ce face parte din documentația completă a echipamentului.
IHM
ALIMENTARE - PORNIRE
• Acest echipament este livrat cu priză de 32 A tip EN 60309-1 și nu trebuie utilizat decât pe instalații electrice trifazate 400V (50-60 Hz) cu patru re
dintre care unul neutru pentru împământare. Pentru condiții maxime la utilizare, curentul efectiv absorbit (I1e) este indicat pe echipament. Vericați
dacă sursa de alimentare și protecțiile sale (siguranța și / sau întrerupătorul) sunt compatibile cu alimentarea la curentul necesar pentru utilizare. În
unele țări poate necesar să schimbați priza pentru a permite utilizarea la condiții maxime.
• Sursa de alimentare este proiectată să funcționeze la o tensiune electrică de 400V +/- 15%. Intră în protecție dacă tensiunea de alimentare este mai
mică de 330 V(ecientă) sau mai mare de 490V(ecientă). (un cod de eroare va apărea pe ecranul de așare).
• Punerea în funcțiune se face prin rotirea comutatorului pornit/oprit (l-3) pe poziția I, și invers pentru oprire se rotește pe poziția 0. Atenție ! Nu opriți
niciodată curentul atunci când stația este la încărcat.
• Comportamentul ventilatorului : Acest echipament este dotat cu o gestionare inteligentă a ventilației în scopul minimizării zgomotului. Ventilatoarele
își adaptează viteza la nivelul de utilizare și la temperatura ambientală. Acestea pot nefuncționale în modurile MIG și TIG.
CONECTAREA LA GENERATOR
Acest echipament poate funcționa pe generatoare cu condiția ca puterea auxiliară să corespundă următoarelor cerințe :
- Tensiunea trebuie să e alternativă, valoarea ecientă să e cuprinsă între 400 V +/- 15%, iar tensiunea de vârf inferioară valorii de 700 V,
- Frecvența să e cuprinsă între 50 și 60 Hz.
Este imperativ să vericați aceste condiții, deoarece multe generatoare produc vârfuri de înaltă tensiune care pot deteriora echipamentele.
UTILIZAREA UNUI PRELUNGITOR ELECTRIC
Toate prelungitoarele să aibă o lungime și o secțiune corespondentă cu tensiunea echipamentului. Utilizați un prelungitor conform cu reglementările
naționale.
Tensiune de intrare Lungime - Sectorul prelungitorului (Lungime < 45m)
400 V 4 mm²
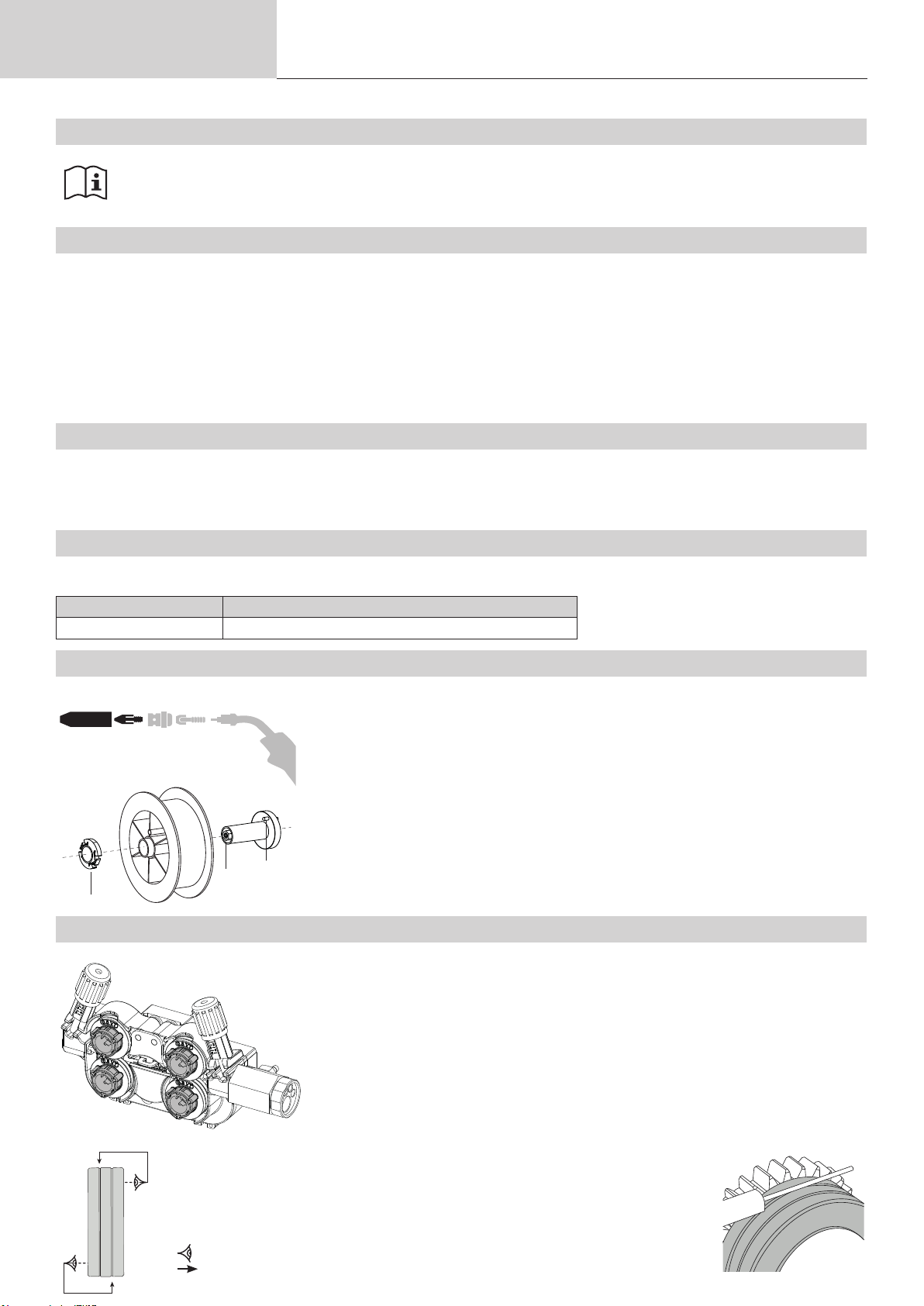
INSTALAREA BOBINEI
a b
- Îndepărtați duza (a) și vârful de contact (b) de pe pistoletul MIG/MAG.
- Deschide trapa generatorului.
- Puneți bobina în suportul ei.
- Țineți cont de urechea de angrenare (c) a suportului bobinei. Pentru a monta o bobină de
200mm, strângeți la maximum suportul de menținere din plastic al bobinei (a).
- Reglați frâna din rotiță (b) pentru a împiedica inerția bobinei să încurce rul la oprirea
sudării. În mod normal, nu trebuie strâns foarte tare, altfel riscați să produceți o supraîncăl-
zire a motorului.
ÎNCĂRCAREA CU SÂRMĂ DE APORT
10
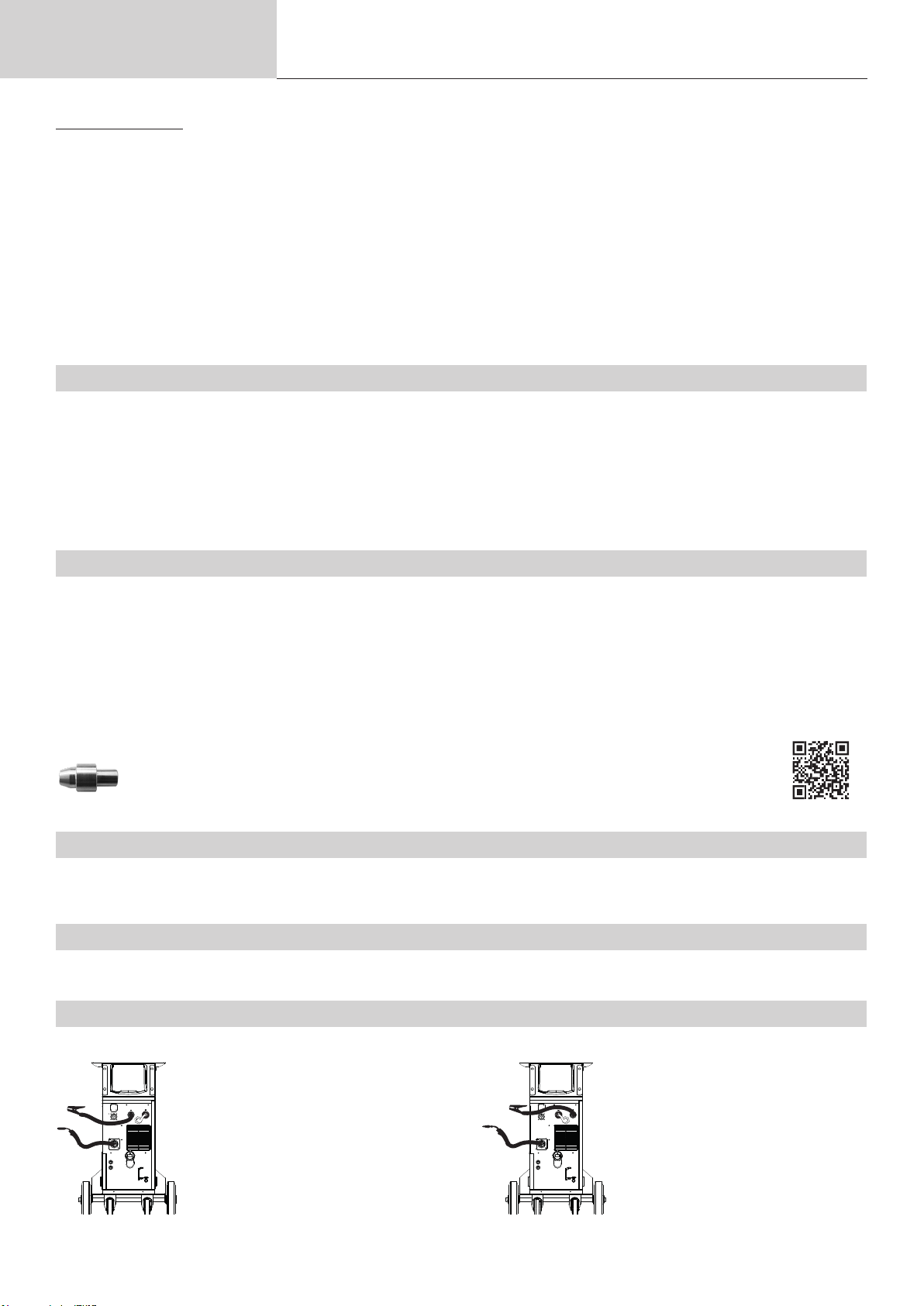
a
Pentru a schimba rolele, procedați astfel :
- Slăbiți rotițele (a) la maximum apoi coborâți-le.
- Deblocați rolele rotind inelele de xare un sfert de tură (b).
- Puneți la loc rolele motorului adaptate nevoilor dvs. și apoi blocați înapoi inelele.
Rolele furnizate sunt role de oțel cu canelură dublă (1.0 și 1.2).
b
- Vericați inscripțiile de pe rolă și vericați dacă rolele sunt potrivite pentru diametrul sârmei și tipul
de material.
- Utilizați role cu canelură în V pentru sârma din oțel și alte tipuri de sârmă mai dură.
Utilizați role cu canelură în U pentru sârma din aluminiu și alte tipuri de sârmă din aliaje, foarte
subțiri.
: inscripție vizibilă pe rolă (exemplu : 1.2 VT)
: canelura recomandată
Page 11

Instucțiuni de folosire
Observații :
• Un suport prea strâns poate angrena probleme de alimentare precum și supraîncălzirea motorului.
• Cablul de conectare al pistoletului trebuie să e bine strâns la intrare pentru a evita supraîncălzirea sa.
• Vericați ca nici sârma, nici bobina să nu atingă componentele mecanice ale aparaturii, altfel poate exista riscul scurtcircuitării.
Traducerea instrucțiunilor
originale
Pentru a instala sârma de aport, procedați astfel :
- Slăbiți rotițele (a) la maximum apoi dați-le jos.
- Introduceți sârmă, închideți înapoi trapa motorului și strângeți rotițele conform indicațiilor.
- Porniți motorul prin acționarea trăgaciului pistoletului sau pe butonul manual dedicat avansării
rului (l-6).
RISCUL ACCIDENTĂRII CU COMPONENTE MOBILE
Alimentatoarele cu sârmă au componente mobile care pot prinde mâinile, părul, hainele piesele sau alte accesorii, prin urmare
pot provoca rănirea.
• Nu puneți mâna pe componentele rotative sau ce se aă în mișcare!
Asigurați închiderea capacelor carcasei sau a celor de protecție în timpul procesului de sudare !
Nu purtați mănuși atunci când letați conducta de alimentare și când schimbați bobina de alimentare.
NEOPULSE 400 CW
RO
DEMARAREA SISTEMULUI DE RĂCIRE
În momentul primei puneri în funcțiune, amorsarea pompei poate dicilă și poate provoca erori în ceea ce privește debitul apei. Pentru a-l iniția
corect, este recomandat să utilizați furtunul livrat împreună cu produsul (l-19) și să urmăriți indicațiile următoare :
- Umpleți rezervorul cu lichid de răcire până la nivelul maxim. Rezervorul are o capacitate de 5.5 litri.
- Conectați furtunul la terminalul aferent lichidului de răcire (l-17) și puneți cealaltă extremitate în recipientul gol (ideală ar o butelie).
- Porniți generatorul.
- În meniul „Sistem/Răcire” apăsați simbolul pentru a lansa procedura de inițiere.
- Odată pornită pompa (recipientul începe să se umple cu lichid de răcire), opriți răcirea prin apăsarea pe butoanele de pe interfața IHM.
- Decuplați furtunul, puneți lichidul în sistemul de răcire : pompa este funcțională.
DEMARAREA ARBORELUI POMPEI
Perioadele de oprire prelungite și impuritățile din lichidul de răcire pot
provoca blocarea pompei de răcire. Procedura de amorsare a arborelui
pompei :
1/ Scoateți generatorul din priză.
2/ Inserați o șurubelniță dreptă (Ø 9 mm max.) în mijlocul arborelui
pompei prin portul de serviciu. Învârtiți șurubelnița în sensul acelor de
ceasornic până când arborele pompei se învârte fără dicultate.
3/ Scoateți șurubelnița.
4/ Cuplați generatorul la curent.
RĂCIRE LICHIDĂ
UMPLERE
MAX
MIN
Rezervorul sistemului de răcire trebuie neapărat umplut la nivel MAX, recomandat și de joja de pe fața sistemului, și niciodată sub
nivelul MIN ceea ce va face să apară un mesaj de avertizare.
Utilizați în mod obligatoriu un lichid de răcire specic pentru posturile de sudare ce au o slabă conductivitate electrică, și proprietăți
anti-rugină precum și antigel (ref. 052246).
Utilizarea altor lichide de răcire, și în special a lichidului auto standard, poate duce, printr-un fenomen de electroliză, la acumularea de
depozite solide în circuitul de răcire, degradând astfel răcirea, care poate merge până la obstrucționarea circuitului.
Nivelul MAX recomandat este esențial pentru optimizarea ciclului de funcționare al pistoletului cu răcire lichidă.
Orice deteriorare a mașinii legată de utilizarea unui lichid de răcire altul decât tipul recomandat nu va luată în considerare în garanție.
11
Page 12
Instucțiuni de folosire
MOD DE UTILIZARE
NU UTILIZAȚI SUB NICIO FORMĂ generatorul FĂRĂ LICHID DE RĂCIRE atunci când pompa se aă în funcționare
1.
Respectați nivelul minim. Nerespectarea acestui lucru poate duce la deteriorarea permanentă a pompei sistemului de răcire.
Asigurați-vă că sistemul de răcire este oprit înainte de a decupla pistoletul de la cablul de intrare și/sau de ieșire a lichidului de răcire. Lichi-
2.
dul de răcire este nociv și iritant la contactul cu ochii, cu mucoasa nazală și cu pielea. Lichidul cald poate provoca arsuri.
Pericol de arsură cu lichid cald. Nu scurgeți niciodată lichidul din sistem imediat după utilizarea postului. Lichidul din interior este încins,
3.
așteptați să se răcească înainte de a vida sistemul.
În modul „AUTO”, pompa de răcire începe să funcționeze la demararea procesului de sudare. Când sudarea încetează, pompa continuă să
4.
funcționeze timp de încă 10 minute. În acest timp, lichidul de răcire din pistolet coboară la temperatura mediului ambiant. Păstrați generatorul conectat, câteva minute după sudare, pentru a permite răcirea acestuia.
În modurile MIG-MAG, sistemul de răcire este activ în mod implicit (AUTO). Pentru a utiliza pistoletul MIG-MAG cu răcire pe aer, este nevoie să dezactivați sistemul de răcire (OFF). Pentru a face acest lucru, vă rugăm să consultați manualul referitor la interfață.
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
SUDARE SEMI-AUTOMATĂ ÎN OȚEL/INOX (MOD MAG)
Acest echipament poate suda cu sârmă din oțel și oțel inoxidabil de Ø 0.6 la 1,6 mm (II-A).
Echipamentul este prevăzut din fabrică pentru a funcționa cu sârmă de Ø 1,0 mm din oțel (rolă Ø 1.0/1.2). Tubul de contact, canelura rolei, teaca
pistoletului sunt proiectate întocmai pentru această aplicație. Pentru a putea suda un r de diametru 0,6, folosiți un pistolet cu o lungime ce nu
depășește 3 m. Vârful de contact și rolele bobinei alimentatorului trebuie înlocuite cu un model cu o canelură de 0,6 (ref. 061859). În acest caz,
aranjați-o în așa fel încât să e vizibilă inscripționarea 0,6.
Utilizarea pe piese din oțel necesită un gaz specic pentru sudare (Ar+CO2). Proporția de CO2 poate varia în funcție de tipul gazului utilizat. Pentru
inox, utilizați un amestec de 2% de CO2. Dacă sudați cu CO2 pur, este necesară conectarea unui dispozitiv de preîncălzire a gazului din butelie.
Pentru nevoi specice de gaz, contactați distribuitorul dvs de gaz. Debitul gazului pentru oțel este cuprins între 8 și 15 litri / minut în funcție de
mediul înconjurător.
SUDARE SEMI-AUTOMATIZATĂ ALUMINIU (MOD MIG)
Echipamentul poate suda cu sârmă din aluminiu cu Ø 0.8 la 1.6 mm (II-B).
Utilizarea în aluminiu necesită un gaz specic, Argon pur (Ar). Pentru alegerea tipului de gaz, solicitați sfatul unui distribuitor de gaz. Debitul de gaz
pe piesele din aluminiu se situează între 15 și 25l/min în funcție de mediu și de experiența sudorului.
Iată diferențele dintre utilizarea oțelului și a aluminiului :
- Utilizați role speciale pentru sudarea aluminiului.
- Puneți minimul de presiune pe rolele cu presă ale bobinei motorizate pentru a nu strivi sârma.
- Utilizați un vârf capilar (destinat ghidării rului între rolele motorului și mufa de conectare EURO) numai pentru a suda oțel/inox.
- Utilizați un pistolet special pentru aluminiu. Acest pistolet pentru aluminiu are o teacă din teon ce contribuie la reducerea frecării. A NU se tăia teaca
la baza racordului ! Această teacă este utilizată pentru a ghida rul de pe role.
- Țeavă de contact : utilizați un vârf de contact SPECIAL pentru aluminiu, corespunzător diametrului sârmei.
Când utilizați teacă roșie sau albastră (sudarea aluminiului), este recomandat să utilizați accesoriul 91151 (II-C).
Acest accesoriu de ghidare din oțel inoxidabil îmbunătățește centrarea și facilitează uxul sârmei.
Video
SUDAREA SEMI-AUTOMATIZATĂ CU CUSI ȘI CUAL (MOD BRASARE)
Acest echipament poate suda sârmă CuSi și CuAl cu diametru între 0.8 și 1.6 mm.
La fel precum și pentru oțel, vârful capilar trebuie pus la loc potrivit și trebuie utilizat împreună cu un pistolet cu teacă din oțel. În cazul brasajului,
trebuie utilizat Argon pur (Ar).
SUDARE SEMI-AUTOMATIZATĂ CU SÂRMĂ „FĂRĂ GAZ”
Echipamentul poate suda cu sârmă fără protecție gazoasă (No Gaz) de Ø 0.9 la 2.4 mm. Sudarea sârmei cu miez și duză standard poate provoca o
supraîncălzirea și deteriorarea pistoletului. Îndepărtați duza originală a pistoletului MIG-MAG.
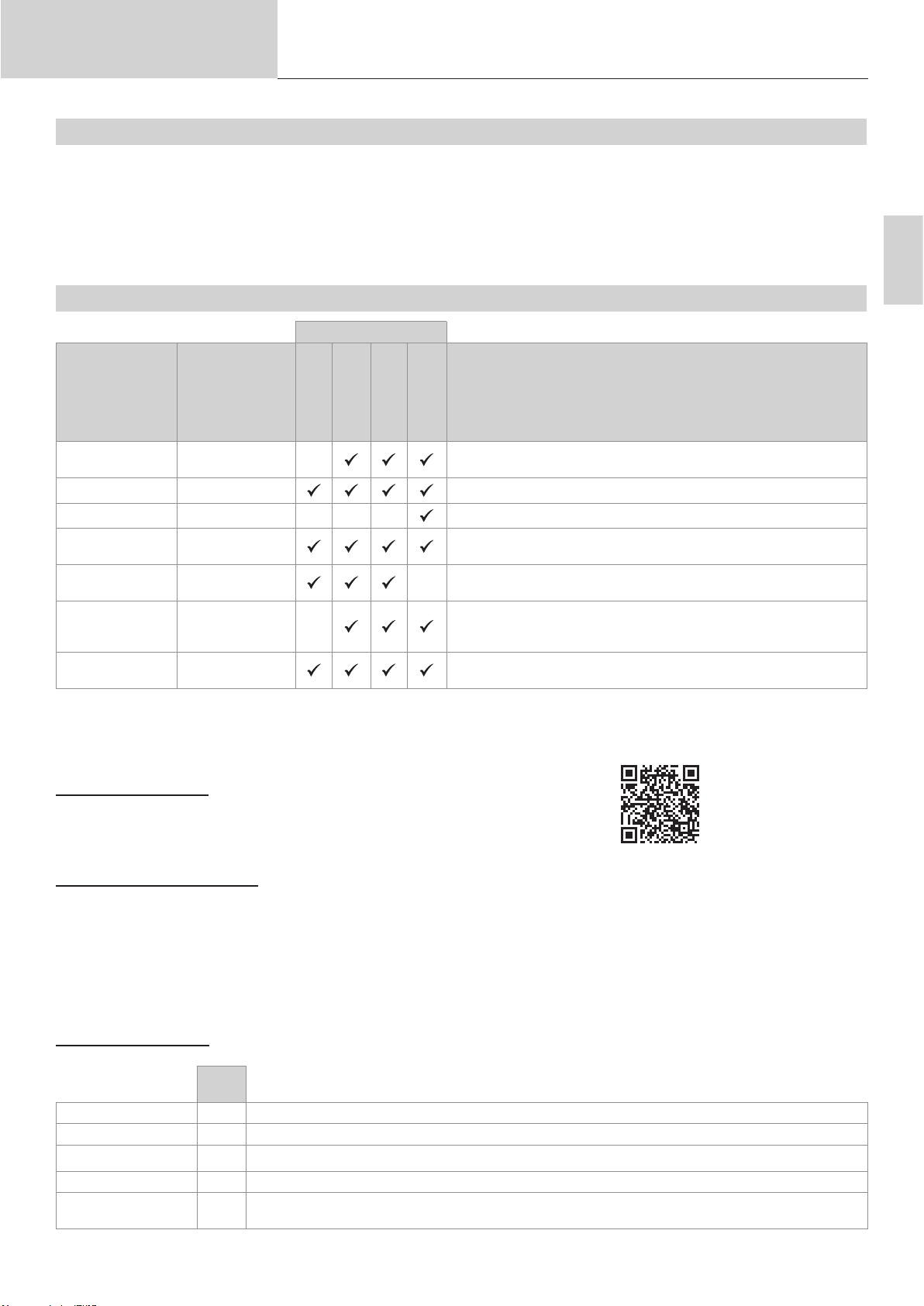
ALEGEREA POLARITĂȚII
Polaritate + Polaritate -
Sudarea MIG/MAG cu protecție gazoasă necesită în mod obișnuit o polaritate pozitivă.
În toate cazurile, consultați recomandările producătorului referitoare la sârma pentru alegerea polarității.
12
Sudarea MIG/MAG fără protecție gazoasă
(No Gaz) necesită în mod obișnuit o polaritate
negativă.
Page 13
Instucțiuni de folosire
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
RACORDARE LA GAZ
- Montați un manometru adaptat pe butelia de gaz. Conectați postul de sudură la cablul furnizat. Puneți cele 2 coliere de strângere pentru a evita
scurgerile.
- Asigurați o bună întreținere a buteliei de gaz respectând xarea ei cu lanțul de generator.
- Reglați debitul gazului prin acționarea potențiometrului situat pe manometru.
NB : pentru a facilita reglajul debitului de gaz, acționați rolele alimentatorului apăsând trăgaciul pistoletului (slăbiți rotița frânei alimentatorului pentru
a nu mai angrena sârma). Presiunea maximă a gazului : 0.5 MPa (5 bari).
Această procedură nu se aplică sudării în modul „Fără Gaz” (No GAZ).
MOD SUDARE MIG/MAG (GMAW/FCAW)
Procedee de sudare
Parametri Reglaje
MANUAL
STD DINAMIC
Cuplu
material/gaz
Diametrul sârmei Ø 0.6 > Ø 1.6 mm Alegerea diametrului sârmei
Mod Arc OFF - ON -I -I -I Activați sau nu modularea curentului pentru sudare (Puls Dublu)
Comportamentul
trăgaciului
Mod de sudare prin
puncte
1-aSetare
Energie
Accesul la anumite reglaje pentru sudare depind de modul de așare selecționat : Setări / Mod de așare : Ușor, Expert, Avansat. Consultați manualul de utilizare al interfeței IHM.
- Fe Ar 25% CO
- ...
2T, 4T Alegerea modului de gestionare a sudării cu trăgaci.
SPOT, DELAY -I Alegerea modului de sudare prin punctare
Grosime
Curent
Viteză
Hold
Coef. termic
2
-I
-I
PULS
STD IMPACT
Alegerea tipului de material de sudat.
Parametri sinergici de sudare
Alegerea setări principale a ecranului de așare (Grosimea piesei de
sudare, curent mediu de sudare sau viteza sârmei).
Consultați capitolul „Energie” în paginile următoare.
RO
PROCEDEE DE SUDARE
Pentru mai multe informații cu privire la sinergiile GYS și procedeele de sudare, scanați codul QR :
MOD DE SUDARE PRIN PUNCTE
• SPOT
Acest mod de sudare permite preasamblarea piesei înainte de a o suda. Punctarea poate manuală, prin apăsarea declanșatorului, sau temporizată,
cu un timp de punctare predenit. Timpii de punctare permit o mai bună productivitate precum și realizarea unor puncte de sudare neoxidate (mod
accesibil în meniul avansat).
• DELAY
Este un mod de punctare asemănător funcției STOP, însă înlănțuie punctele și timpul de oprire predeniți odată cu acționarea trăgaciului.
SETAREA REGLAJELOR
Unitate
Viteză r m/min Cantitatea metalului de aport depusă și indirect intensitatea de sudare și pătrundere a arcului.
Tensiune V Inuența asupra lărgimii cordonului de sudură.
Self -I Amorsați mai mult sau mai puțin curentul pentru sudură. Reglați în funcție de poziția în care sudați.
Pre-gaz s Perioada curățării pistoletului și a creării protecției gazoase înainte de crearea arcului.
Post gaz s
Perioadă de menținere a protecției gazoase după oprirea arcului. Ea permite protejarea piesei și a electrodului
împotriva oxidării.
13
Page 14

Instucțiuni de folosire
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
Grosime mm
Curent A
Sinergia permite setarea postului în totalitate în mod automatizat. Acționarea în funcție de grosime
setează în mod automat tensiunea și viteza sârmei adaptate.
Curentul pentru sudare este reglat în funcție de tipul sârmei utilizate și de materialul
piesei de sudat.
Lungimea arcului -I Permite ajustarea distanței dintre extremitatea sârmei și baia de fuziune (ajustarea tensiunii).
Viteza de apropiere %
Hot Start % & s
Crater Filler %
Soft Start s
Viteza progresivă a sârmei. Înainte de amorsare, sârma avansează încet pentru a crea primul contact fără a
provoca sacadări.
Funcția Hot Start oferă o supraintensitate la amorsare evitând lipirea dintre sârmă și piesă. Își reglează intensitatea (% din curentul pentru sudare) și timpul (secunde).
Acest tip de curent la oprire reprezintă o fază posterioară pantei descendente a curentului.
Își reglează intensitatea (% din curentul pentru sudare) și timpul (secunde).
Creșterea progresivă a intensității curentului. Pentru a evita amorsările violente sau loviturile, curentul este
controlat la momentul primului contact până la sudarea propriu-zisă.
Uplsope s Rampă progresivă de creștere a intensității curentului.
Curent rece. % Cel de-al doilea curent de sudare, sau curent „rece”.
Frecvența funcției Puls Hz Frecvența pulsațiilor.
Ciclu de funcționare % În mod pulsat, se reglează timpul curentului erbinte în raport cu timpul curentului rece.
Răcirea s Pantă descrescătoare a curentului.
Punct s Durată denită.
Durata dintre două
puncte
Burnback s
s Durata dintre sfârșitul unui punct (cu excepția Post-Gaz) și reluarea unui nou punct (Pre-Gaz inclus).
Funcția previne riscul de lipire al sârmei la nalul cordonului. Acest moment corespunde unei retrageri a sârmei
în afară băii de fuziune.
Accesul la anumite setări de sudare depind de procedeul însuși (Manual, Standard, etc) și de modul de așare selectat (Ușor, Expert, Avansat).
Consultați manualul de utilizare al interfeței IHM.
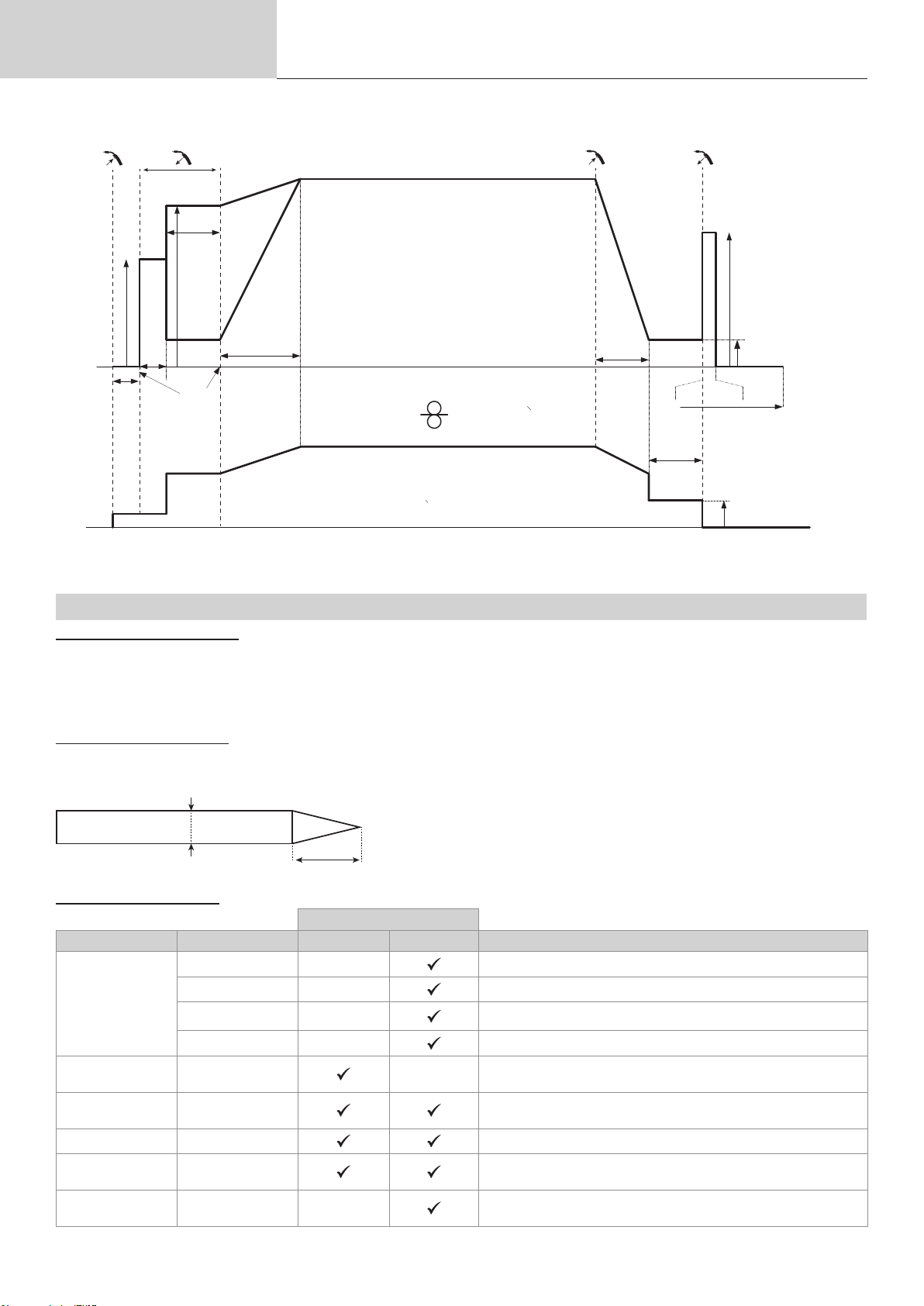
CICLURI DE SUDARE MIG/MAG
Procedeu 2T Standard :
T hotstart
Istart
Gas Pre-Flow
Soft-start
I hot start
Dstart
Creep Speed
I
I burn-back
I blackout
Gas post-Flow
T burn-back
T crater Filler
I crater Filler
Apăsați trăgaciul, funcția Pre-gaz este demarată. Când sârma atinge piesa, un puls inițiază arcul, iar apoi circuitul de sudare demarează. La eliberarea
trăgaciului, sârmă nu mai este angrenată și un puls de curent permite oprirea sârmei urmată de funcția Post gaz. Atâta timp cât Post gaz nu s-a terminat, apăsarea trăgaciul va permite redemararea rapidă a sudării (punctare manuală în lanț) fără a trece prin faza HotStart. Funcții precum HotStart
și (sau) Crater ller por ajutate în circuit.
14
Page 15

Instucțiuni de folosire
Procedeu 4T Standard :
T hotstart
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
I
RO
Istart
Gas Pre-Flow
Soft-start
Dstart
Creep Speed
I hot start
4T
4T
T burn-back
T crater Filler
I burn-back
I Blackout
Gas post-Flow
I crater Filler
În modul 4T standard, durata funcțiilor Pre și Post gaz sunt coordonate prin timpi. Funcția HotStart și Crater ller prin acționarea trăgaciului.
Procedeul 2T Pulsat :
I
T hotstart
Istart
Dstart
Creep Speed
Gas Pre-Flow
Soft-start
I hot start
T upslope
T downslope
T burn-back
T crater Filler
I burn-back
I blackout
Gas post-Flow
I crater Filler
Apăsați trăgaciul, funcția Pre-gaz este demarată. Când sârma atinge piesa, o pulsație inițiază arcul. Apoi, mașina inițiază mai întâi HotStart, apoi
Upslope și în cele din urmă, circuit de sudare este demarat. La eliberarea trăgaciului, va începe funcția Downslope până când atinge ICrater ller.
Apoi vârful de oprire taie rul urmat de funcția Post gaz. La fel precum în modul „Standard”, utilizatorul are posibilitatea de a redemara rapid sudarea
în timpul funcției Post gaz fără a trece de faza HotStart.
15
Page 16
Instucțiuni de folosire
Procedeu 4T Pulsat :
T hotstart
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
I
Istart
Gas Pre-Flow
Soft-start
Dstart
Creep Speed
I hot start
T upslope
4T
T downslope
4T
T burn-back
T crater Filler
I burn-back
I Blackout
Gas post-Flow
I crater Filler
În modul 4T pulsat, durata funcțiilor Pre-gaz și Post-gaz sunt coordonate prin timpi. HotStart și Crater ller prin trăgaci
MOD SUDARE TIG (GTAW)
BRANȘARE ȘI RECOMANDĂRI
• Sudura TIG DC necesită o protecție gazoasă (Argon).
• Conectați clema de masă la cablul pozitiv (+) de racordare. Conectați pistoletul TIG (ref. 046108) la conectorul EURO al generatorului precum și
cablul de inversare în racordul negativ (-).
• Asigurați-vă că pistoletul este bine echipat și că restul consumabilelor (clește menghină, duza de contact, difuzorul și duza ceramică) nu sunt uzate.
• Electrodul se va alege în funcție de curentul destinat procedeului TIG DC.
ASCUȚIREA ELECTRODULUI
Pentru o funcționare optimă, se recomandă utilizarea unui electrod ascuțit astfel :
L = 3 x d pentru curentul slab.
d
L
L = d Pentru curentul cu intensitate
mare.
SETĂRILE PROCEDEULUI
Procedee de sudare
Parametri Reglaje Sinergie DC
Standard. -I Curent constant
Pulsat -I Curent pulsat
-I
Punct (SPOT). -I Sudare prin punctare constantă
Tack -I Sudare prin punctare pulsată
Tipul materialului Fe, Al, etc. -I Alegerea materialului de sudat
Diametrul electrodului Tungsten
1 - 4 mm
Alegerea diametrului electrodului. Permite ranarea curenților de
pornire HF și a sinergiilor.
Modul trăgaciului 2T - 4T - 4T LOG Alegerea modului de gestionare a sudării cu trăgaci.
E.TIG ON - OFF
Energie
Hold
Coef. termic
-I Consultați capitolul „Energie” în paginile următoare.
Mod de sudare cu energie constantă și corectare a variațiilor de
lungime ale arcului
Accesul la anumite reglaje pentru sudare depind de modul de așare selecționat : Setări / Mod de așare : Ușor, Expert, Avansat.
16
Page 17

Instucțiuni de folosire
2 mm
D
10 mm
D
5 mm
D
2 mm
D
5 mm
D
10 mm
D
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
PROCEDEE DE SUDARE
• TIG DC
Dedicat metalelor feroase precum oțelul, oțelul inoxidabil, precum și cuprului și aliajelor sale, sau chiar titanului.
• TIG Sinergic
Nu mai funcționează în funcție de alegerea tipului de curent DC și a reglajelor setărilor circuitului de sudare, însă integrează reguli/sinergii de
sudare bazate pe o experiență anterioară. Acest mod restrânge numărul setărilor la 3 reglaje fundamentale : Tipul materialului, Grosimea piesei de
sudare și Poziția de sudare.
REGLAJE
• Standard
Procedeul de sudură TIG DC Standard permite sudarea calitativă pe majoritatea materialelor feroase precum oțelul, oțelul inoxidabil, dar și cupru și
aliajele sale, sau titan etc. Varietatea gestionării curentului vă permite o mai bună calitate a procesului de sudare, o creare a arcului până la momentul
răcirii nale a cordonului de sudură.
• Pulsat
Acest mod de sudare prin curent pulsat înlănțuie o serie de impulsuri de curent intens (I, impuls de sudură) apoi impulsuri de curent de slabă intensitate (I_Rece, impulsuri ce permit răcirea piesei). Acest mod pulsat permite asamblarea pieselor limitând creșterea temperaturii și a posibilelor
deformări. Ideal de asemenea în poziție.
Exemplu :
Curentul pentru sudare I este setat la 100A și % (I_Rece) = 50%, sau un curent rece = 50% x 100A = 50A.
F(Hz) este setat la 10 Hz, perioada de semnal va 1/10Hz = 100ms -> la ecare 100 ms, o pulsație de 100A apoi altul de 50A succesiv.
RO
• SPOT
Acest mod de sudare permite preasamblarea piesei înainte de a o suda. Punctarea poate manuală, prin apăsarea declanșatorului, sau temporizată,
cu un timp de punctare predenit. Timpul de punctare permite o mai bună reproductibilitate precum și realizarea unor puncte neoxidate.
• TACK
Modul de sudare permite de asemenea preasamblarea pieselor înainte sudării, dar de această dată în două faze : o primă fază de curent DC pulsat
concentrează arcul pentru o mai bună penetrare, urmată de o fază secundară de curent DC standard ce lărgește arcul și prin urmare baia de fuziune
ce asigură punctarea.
Timpii reglabili corespondenți celor 2 faze de punctare permit o mai bună reproductibilitate și realizarea unor puncte neoxidate.
• E-TIG
Acest mod permite sudarea la intensitate maximă constantă măsurând în timp real variațiile de lungime ale arcului în vederea asigurării lățimii și
pătrunderii constante a cordonului. În cazul în care ansamblul necesită controlul energiei de sudare, modul E.TIG îi garantează sudorului respectarea
intensității, oricare ar poziționarea pistoletului în raport cu piesa.
Standard
(curent constant)
E-TIG (energie constantă)
ALEGEȚI DIAMETRUL ELECTRODULUI;
Ø Electrod (mm).
Tungsten pur. Tungsten cu oxizi.
TIG DC
1 10 > 7510 > 75 10 > 7510 > 75
1.6 60 > 150 60 > 150
2 75 > 180 100 > 200
2.5 130 > 230 170 > 250
3.2 160 > 310 225 > 330
4 275 > 450 350 > 480
Aproximativ = 80 A pe mm Ø
17
Page 18

Instucțiuni de folosire
t
t
T2
T1
Bouton principal
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
>0.5s<0.5s<0.5s
COMPORTAMENTUL TRĂGACIULUI
• 2T
• 4T
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
T1 - Butonul principal este apăsat, ciclul de sudare pornește (Pre
Gaz, I_Start, UpSlope și sudare).
T2 - Butonul principal este eliberat, ciclul de sudare se oprește
(DownSlope, I_Stop, PostGaz).
Pentru pistoletul cu 2 butoane și exclusiv în 2T, butonul secundar
este considerat buton principal.
T1 - Butonul principal este apăsat, ciclul pornește începând cu PreGaz și se termină cu faza I_Start.
T2 - Butonul principal este eliberat, ciclul continuă cu UpSlope și
sudare.
T3 - Butonul principal este acționat, ciclul va trece în DownSlope și
se va opri în faza I_Stop.
T4 - Butonul principal este eliberat, ciclul se va încheia în faza Post-
Gaz.
Nb : pentru pistoleții, cu buton duble și buton dublu + potențiometru
=> butonul „sus/curent de sudare” și potențiometrul activ, butonul
„jos” inactiv.
18
• 4T LOG
T1 - Butonul principal este apăsat, ciclul pornește începând cu PreGaz și se termină cu faza I_Start.
T2 - Butonul principal este eliberat, ciclul continuă cu UpSlope și
sudare.
LOG : acest mod de funcționare este utilizat în faza de sudare :
- o acționare fermă pe butonul principal (<0.5s), curent uctuează
între curentul de sudare I și curentul rece I și invers;
- butonul secundar este menținut apăsat, curentul uctuează între
curentul de sudare I și curentul rece;
- butonul secundar este menținut eliberat, curentul uctuează între
curentul rece I și curentul de sudare I;
T3 - Apăsați îndelung pe butonul principal (>0.5s), ciclul va trece în
DownSlope și se va opri în faza I_Stop.
T4 - Butonul principal este eliberat, ciclul se încheie în faza Post-
Gaz.
Pentru pistoleți cu buton sau trăgaci dublu, trăgaciul „superior” își păstrează aceleași funcționalități precum pistoletul simplu. Trăgaciul „inferior” este
inactiv.
CURĂȚAREA MANUALĂ A GAZULUI
Prezența oxigenului în pistolet poate conduce la o scădere a proprietăților mecanice și poate contribui la scăderea rezistenței la coroziune. Pentru a
curăța gazul din pistolet, apăsați lung pe butonul n°1 și urmăriți procedura ce se așează pe ecran.
SETAREA REGLAJELOR
Pre-gaz s Perioada curățării pistoletului și a creării protecției gazoase înainte de crearea arcului.
Curent
de demarare
Timp
de demarare
Creșterea intensității
curentului.
Curent pentru sudare. A Curent de sudare.
Răcire progresivă. s Evită craterul la nalul sudării și riscul de surare, în special în piesele din aliaj ușor.
Curent de oprire. % Acest tip de curent la oprire reprezintă o fază posterioară pantei descendente a curentului.
Timp de oprire. s Acest tip de curent la oprire reprezintă o fază posterioară pantei descendente a curentului.
Grosime mm Grosimea piesei de sudat.
Poziție -I Poziție de sudare
Unitate
Acest curent de platou la pornire este o fază de preîncălzire înainte de rampa de creștere a intensității curentu-
%
lui.
s Timp de așteptare la pornire înainte de rampa de creștere a intensității curentului.
s Permite o creștere progresivă a curentului de sudare.
Page 19
Instucțiuni de folosire
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
Post gaz s
Formă ondulată -I Formă ondulată a părții pulsate.
Curent rece. % Cel de-al doilea curent de sudare, sau curent „rece”.
Răcire % Fluctuația curentului cald (I) de tip pulsat
Frecvență
pulsațiilor
Punct (SPOT). s Manual sau cu durată predenită.
Durata modului Pulsat s Faza pulsațiilor manuale sau a unei durate denite
Durata fără pulsații s Faza de curent constant manual sau cu durată denită
Accesarea anumitor setări de sudare depind de însuși procedeul de sudare (Standard, Pulsat, etc) și de modul de așaj selecționat (Ușor, Expert,
Avansat)
Perioadă de menținere a protecției gazoase după oprirea arcului. Permite protejarea piesei precum și a electrodului împotriva oxidării în momentul răcirii.
Frecvența pulsațiilor.
RECOMANDĂRI PRIVIND SETĂRILE
Hz
• Pentru sudarea manuală cu metal de aport, F(Hz) se va sincroniza cu gestul operatorului de aport a metalului.
• Dacă piesa este subțire și nu se folosește sârmă de aport (< 0.8 mm) > 10Hz
• Dacă sudați în poziție, atunci F(Hz) < 100Hz
MOD SUDARE MMA (SMAW)
BRANȘARE ȘI RECOMANDĂRI
• Cuplați cablurile, suportul electrod și clema de masă la racordurile corespunzătoare.
• Respectați polaritatea și intensitatea relativă sudării indicată pe cutiile electrozilor.
• Îndepărtați electrodul învelit din suport atunci când sursa de curent nu este utilizată.
• Echipamentul este echipat cu 3 funcții specice Invertoarelor :
- Hot Start asigură un supracurent la începutul sudării.-
- Funcția Arc Force oferă un supracurent care împiedică lipirea atunci când electrodul intră în baie.
-Anti-Sticking permite dezlipirea cât mai ușoară a electrodului fără a-l înroși în cazul în care e lipit.
RO
SETĂRILE PROCEDEULUI
Procedee de sudare
Parametri Reglaje Standard. Pulsat
Tipul electrodului
Anti-Sticking OFF - ON
Energie
Accesul la anumite reglaje pentru sudare depind de modul de așare selecționat : Setări / Mod de așare : Ușor, Expert, Avansat.
utilizare al interfeței IHM.
PROCEDEE DE SUDARE
• Standard
Acest mod de sudură MMA Standard este potrivit pentru majoritatea aplicațiilor. El permite sudarea cu orice fel de electrod învelit, rutil, bazic, celulozic
și pe orice tip de material : oțel, oțel inoxidabil și fontă.
• Pulsat
Acest mod MMA Pulsat este potrivit sudării în poziție verticală ascendentă (PF). Impulsul permite menținerea unei băi reci favorizând astfel transferul
de material. Fără pulsație, sudarea verticală în urcare necesită o mișcare specică „de brad”, altfel spus o deplasare în formă triunghiulară adesea
dicilă. Datorită MMA Impuls nu mai este nevoie de această mișcare, în funcție de piesa dvs. o mișcare dreaptă ascendentă poate sucientă. Cu
toate acestea, dacă doriți să vă lărgiți piscina de sudură, este sucientă o mișcare laterală simplă similară sudării plate. În acest caz, puteți regla
frecvența curentul pulsat pe ecran. Acest proces oferă astfel un control mai mare asupra operației de sudare verticală.
Rutilic
Bazic
Celulozic
Hold
Coef. termic
Tipul electrodului determină setările specice în funcție de tipul electrodului utilizat în scopul optimizării procesului de sudare.
Funcția anti-lipire este recomandată la îndepărtarea electrodului în
plină securitate în cazul lipirii pe piesa de sudat (curentul este întrerupt
automat).
Consultați capitolul „Energie” în paginile următoare.
Consultați manualul de
SELECȚIONAREA TIPULUI DE ELECTROD ÎNVELIT
• Electrod rutilic : foarte ușor de utilizat în orice poziție.
• Electrod bazic : se poate utiliza în orice poziție, este adaptat pentru a lucra în plină securitate tocmai prin intermediul proprietăților sale mecanice
crescute.
• Electrod Celulozic : arc foarte dinamic cu mare viteză de fuziune, întrebuințarea sa în orice poziție îl face perfect pentru lucrările pe conducte.
19
Page 20
Instucțiuni de folosire
SETAREA REGLAJELOR
Unitate
Procentaj
Hot Start
Perioadă Hot Start s
Curent pentru sudare. A Curentul pentru sudare este ajustat în funcție de tipul electrodului utilizat (consultați ambajalul electrodului).
Arc Force % Funcția Arc Force oferă un supracurent care împiedică lipirea atunci când electrodul intră în baia de sudare.
% Cold pulse %
Răcire s
Frecvența
pulsațiilor
Accesul la anumite reglaje pentru sudare depind de modul de așare selecționat : Setări / Mod de așare : Ușor, Expert, Avansat. Consultați manualul de utilizare al interfeței IHM.
SETAREA INTENSITĂȚII DE SUDARE
Următoarele reglaje corespund intervalelor intensității utilizabile în funcție de tipul și diametrul electrodului. Aceste intervale sunt relativ mari deoarece
ele depind de aplicarea și poziția de sudare.
%
Hz Frecvența PULSAȚIILOR în modul PULSAT.
Traducerea instrucțiunilor
originale
Funcția HotStart reprezintă o supra intensitate la momentul creării arcului, ce permite evitarea lipirii electrodului
pe piesa de sudat. Își reglează intensitatea (% din curentul pentru sudare) și timpul (secunde).
NEOPULSE 400 CW
Ø electrod (mm) Rutil E6013 (A) Bazic E7018 (A) Celulozic E6010 (A)
1.6 30-60 30-55 -I
2.0 50-70 50-80 -I
2.5 60-100 80-110 60-75
3.15 80-150 90-140 85-90
4.0 100-200 125-210 120-160
5 150-290 200-260 110-170
6.3 200-385 220-340 -I
SETAREA FUNCȚIEI ARC FORCE
Este recomandat să setați Arc Force în poziție mediană (0) pentru începutul sudării și să îl ajustați în funcție de rezultatul și preferințele sudării. Notă
: Intervalul de reglaj al funcției „arc-force” este specic tipului de electrod ales.
CRĂITUIRE
Când realizați acțiuni de crăituire, un arc electric poate arde între electrodul specic acțiunii și piesa de metal, încălzind piesa până la topirea
acesteia. Baia de fuziune lichidă este „curățată” cu aer comprimat. Crăituire a necesită un suport electrod cu adaptor pentru aer comprimat (ref.
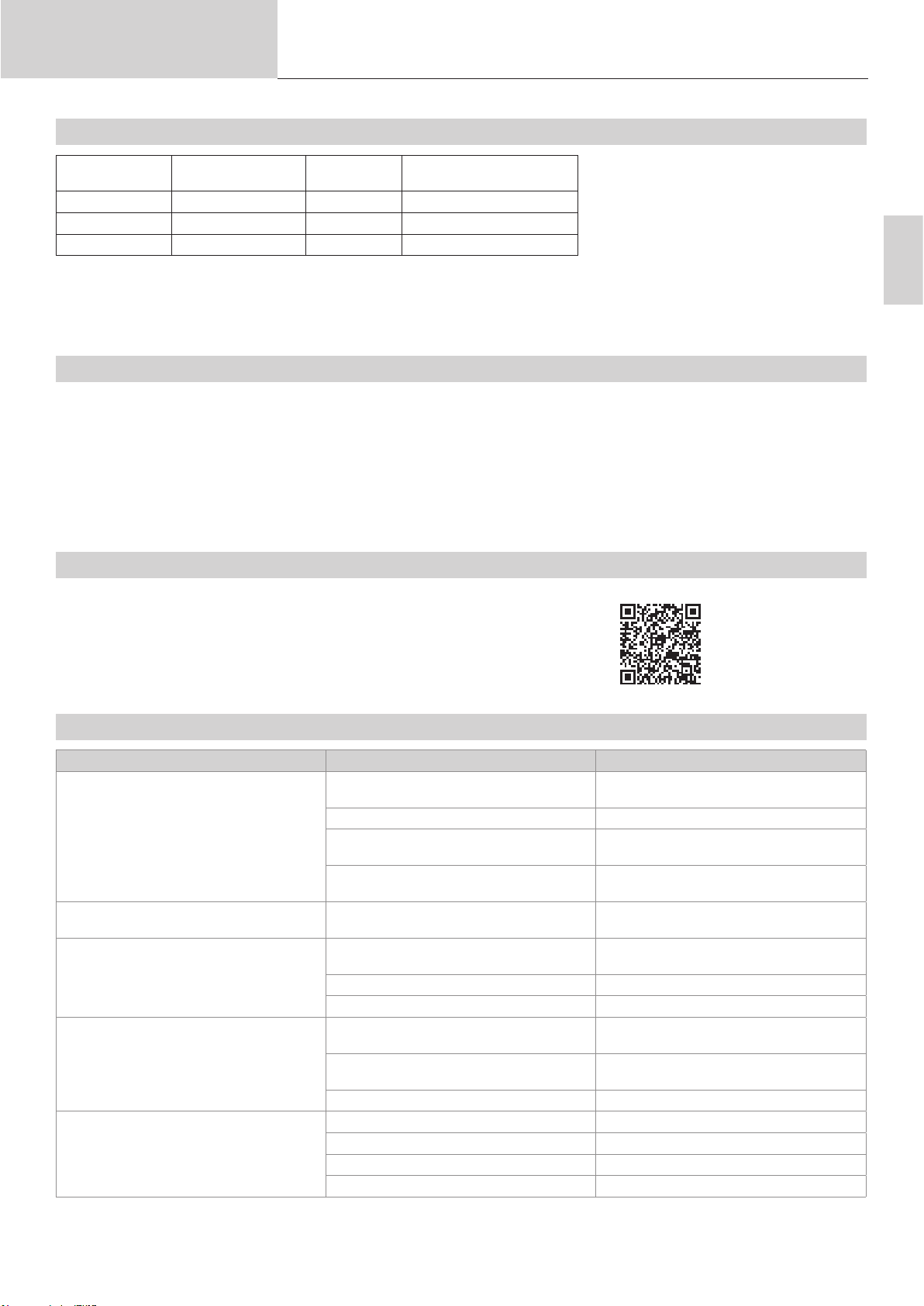
041516) și electrozi pentru crăituire :
Tip Cantitate Amper ref.
6.5 x 305 mm 50 400 A 086081
SETĂRILE PROCEDEULUI
Unitate
Curent pentru sudare. A
Curentul de sudare este reglat în funcție de diametrul și tipul de electrod de crăituire (400 A max.)
(vericați ambalajul electrozilor).
Accesul la anumite funcții ale interfeței nu sunt disponibile în modul Crăituire (JOB, etc.)
ENERGIE
Modul avansat pentru sudare cu control energetic încadrat de DMOS. Acesta permite, în plus față de așajul energetic al cordonului, de a regla
coecientul termic în funcție de norma utilizată : 1 pentru normele ASME și 0,6 (TIG) sau 0,8 (MMA/MIG-MAG) pentru normele europene. Energia
așată este calculată ținându-se cont de coecient.
20
Page 21
Instucțiuni de folosire
Traducerea instrucțiunilor
originale
PISTOLET PUSH-PULL OPȚIONAL
NEOPULSE 400 CW
Referință Diametrul sârmei
038738 0.8 > 1.2 mm 8 m aer
038141 0.8 > 1.2 mm 8 m lichid
038745 0.8 > 1.6 mm 8 m lichid
Un pistolet Push-Pull poate conectat la generator prin intermediul cablului (l-13). Acest tip de pistolet permite utilizarea unei sârme din AlSi chiar
și de diametru de 0.8 mm și cu pistolet de lungime de 8 m. Acest pistolet poate utilizat în toate modurile de sudare MIG-MAG.
Detectarea pistoletului Push-Pull se realizează printr-o simplă apăsare pe trăgaci.
În cazul utilizării unui pistolet Push-Pull cu potențiometru, setările de pe ecran permit setarea valorii minime din cadrul intervalului de reglare.
Potențiometrul permite variația între 50% și 100% a acestei valori.
Lungime
cordon
Tipul de răcire
COMANDĂ LA DISTANȚĂ OPȚIONAL
• Comanda analogică la distanță RC-HA2 (ref. 047679) :
O comandă analogică la distanță poate conectată la generator prin intermediul cablului (l-13).
Acest accesoriu funcționează pe baza tensiunii (primului potențiometru) și a vitezei rului(al 2
ecranul generatorului.
• Comanda numerică la distanță RC-HD2 (ref. 062122) :
O comandă numerică la distanță poate conectată la generator prin intermediul unui KIT NUM-1 opțional ref. 063938).
Această comandă este destinată proceselor de sudare MIG/MAAG, MMA și TIG. Ea permite reglarea de la distanță a postului de sudură. Un buton
ON/OFF permite oprirea sau pornirea comenzii numerice. Atunci când comanda numerică este pornită, ecranul generatorului așează valorile
curentului și a tensiunii. Când ecranul este stins sau deconectat, interfața generatorului se reactivează.
lea
potențiometru). Aceste setări sunt inaccesibile pe
MAI MULTE FUNCȚIONALITĂȚI
RO
Producătorul GYS oferă o gamă largă de funcționalități compatibile cu produsul dumneavoastră.
Pentru a aa mai multe, scanați codul QR.
ANOMALII, CAUZE, REMEDII
SIMPTOME POSIBILE CAUZE REMEDII
Zgârieturile pot obtura oriciul
Firul patinează pe role. Aplicați soluție anti-adeziune.
Debitul rului de sudură nu este constant.
Motorul alimentatorului cu sârmă nu
funcționează.
Derulare defectuoasă a rului.
Nu există curent sau acesta este nepotrivit
pentru sudare.
Sârma de blochează după role
Una dintre role patinează.
Cablul pistoletului este sucit.
Frâna bobinei sau rola sunt prea strânse. Slăbiți frâna și rolele.
Duza de ghidare a sârmei este murdară sau
deteriorată.
Cheia axului rolei lipsește Puneți cheia înapoi la locul ei
Frâna bobinei este prea strânsă. Slăbiți frâna.
Conectare inadecvată la priza de alimentare.
Împământare necorespunzătoare.
Lipsă alimentare Vericați declanșatorul pistoletului.
Teaca de ghidare a rului este zdrobită. Vericați teaca și corpul pistoletului.
Sârma blocată în pistolet. Înlocuiți sau curățați.
Nu există tub capilar. Vericați existența tubului capilar.
Viteza prea mare a sârmei. Reduceți viteza sârmei.
Curățați tubul de contact sau schimbați-l și
aplicați soluție anti-adeziune.
Vericați dacă șurubul de prindere al rolei este
bine strâns.
Cablul pistoletului trebuie să e cât mai drept
posibil.
Curățați sau înlocuiți.
Vericați branșarea la priză și dacă aceasta
este bine alimentată.
Vericați cablul de împământare (conexiunea
și starea cleștelui).
21
Page 22

Instucțiuni de folosire
Traducerea instrucțiunilor
originale
NEOPULSE 400 CW
Debitul de gaz este insucient.
Butelie cu gaz goală. Înlocuiți-o.
Calitatea nepotrivită a gazului. Înlocuiți-l.
Circulația aerului sau inuența vântului.
Cordonul de sudură este poros.
Particule de scântei importante.
Nu există gaz la ieșirea din pistolet. Conectare defectă la gaz.
Eroare la descărcare
Problemă la înregistrare Ați depășit numărul maxim de înregistrări.
Ștergere automată a JOB-URILOR.
Eroare la detectarea pistoletului Push-Pull -I Vericați conectivitatea pistoletului Push-Pull
Probleme la stick-ul USB
Probleme cu șierul
Duza de gaz este foarte înfundată. Curățați duza de gaz sau înlocuiți-o.
Calitate necorespunzătoare a sârmei.
Calitatea slabă a suprafeței de sudat (rugină,
etc.)
Gazul nu este conectat. Vericați conectarea la gaz a generatorului.
Tensiunea arcului prea slabă sau prea puter-
nică.
Împământare defectuoasă.
Gazul protector este insucient. Ajustați debitul gazului.
Informațiile de pe Stick-ul USB sunt eronate
sau corupte.
Anumite înregistrări au fost șterse, deoarece
nu mai corespundeau cu noile sinergii.
Niciun JOB nu a fost detectat pe USB -I
Nu mai este spațiu în memoria postului Eliberați spațiu pe stick-ul USB.
Fișierul „...” nu corespunde sinergiilor descăr-
cate de pe echipament
Interval de setare de la 15 la 20 L / min.
Curățați piesa de bază.
Împiedicați crearea curenților de aer, protejați
zona de sudare.
Folosiți un r potrivit pentru sudarea MIG-
MAG.
Curățați piesa înainte de sudare.
Vezi parametrii de sudare.
Vericați și poziționați clema de masă cât mai
aproape posibil de zona de sudat.
Vericați conexiunea la gurile de intrare de
gaz.
Vericați funcționarea electrovalvei.
Vericați informațiile.
Este nevoie să ștergeți din programe.
Numărul de înregistrări este limitat la 500.
-I
Fișierul a fost creat cu sinergii ce nu sunt
prezente pe echipament.
CONDIȚII DE GARANȚIE
Garanția acoperă, timp de 2 ani de zile, orice defect sau greșeală de fabricație, de la dată achiziției (piese și mână de lucru).
Garanția nu acoperă :
• Orice altă daună datorată transportului.
• Uzura normală a pieselor (Ex. : cabluri, cleme etc.).
• Incidente datorate utilizării necorespunzătoare (eroare de alimentare cu energie electrică, cădere, demontare).
• Defecțiuni legate de mediu (poluare, rugină, praf).
În cazul unei defecțiuni, returnați dispozitivul către distribuitorul dvs., însoțit de:
- un justicativ de achiziționare datat (bon, factură...)
- o notă explicativă a defectului.
22
Page 23
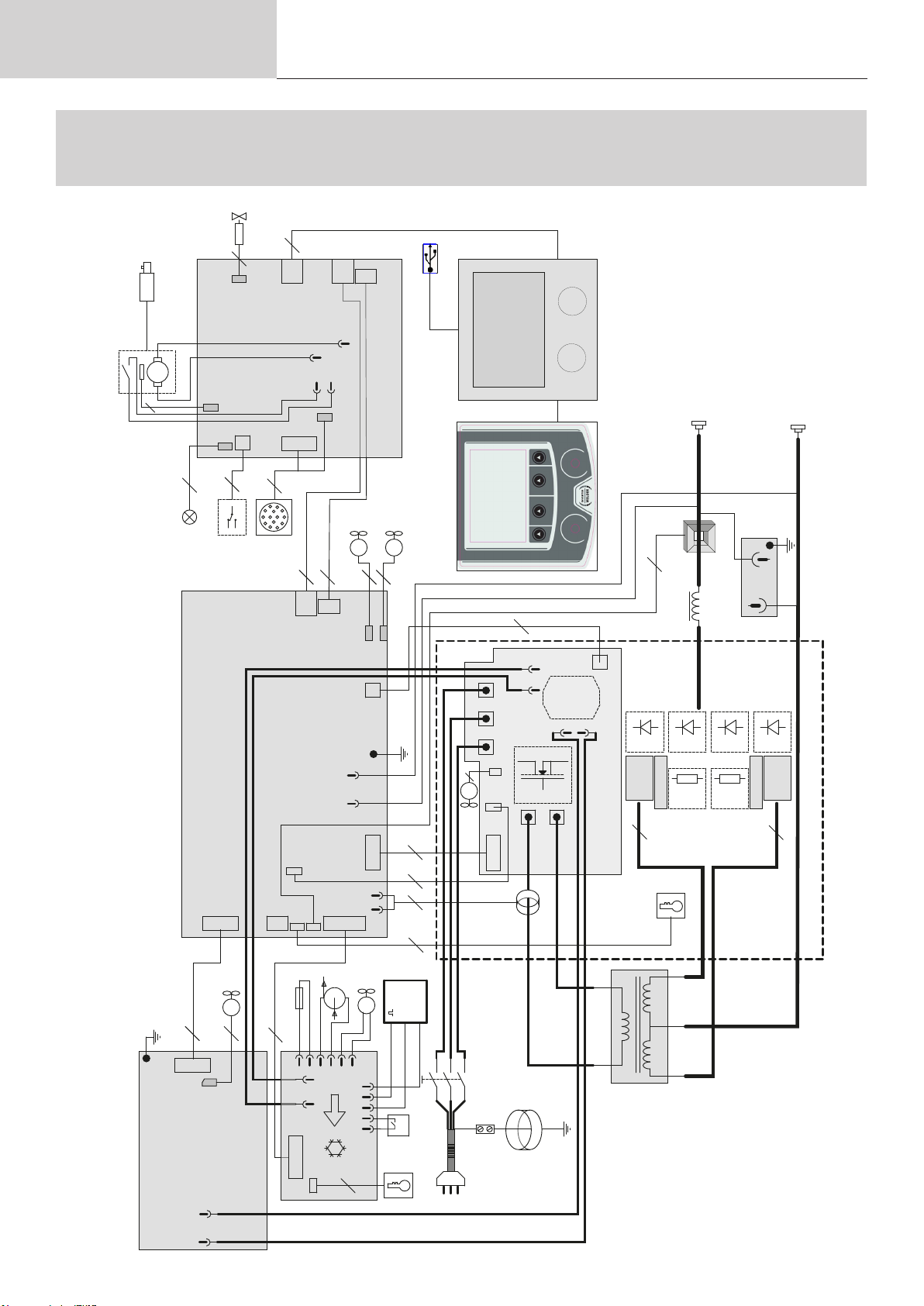
Schéma électrique
NEOPULSE 400 CW
CIRCUIT DIAGRAM / SCHALTPLAN / DIAGRAMA ELECTRICO / ЭЛЕКТРИЧЕСКАЯ СХЕМА /
ELEKTRISCHE SCHEMA / SCEMA ELETTRICO
44
17
35
2
M
5
8
47
24
18
+
-
18
42
2
3
14
33
45
46
19
M33M
8
6
4
4
22
38
3
25
4
+
-
40
29
+
-
31
31
31
31
-
+
10
4
2
2
M
30
27
28
28
32
3
32
28
28
3
28
41
2
27
M
9
2
10
6M9
14
8
D
-
+
39
26
37
N
11
36
3
+
-
43
2
23
Page 24

Piese de schimb
NEOPULSE 400 CW
SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / ЗАПАСНЫЕ ЧАСТИ / RESERVE
ONDERDELEN / PEZZI DI RICAMBIO
51
21
50
52
49
20
19
13
12
53
22
23
48
18
17
16
14
15
24
47
46
27
43
37
36
35
42
41
34
33
39
38
44
28
25
27
6
5
7
4
10
3
2
1
1 Roată pivotantă 71360
2 Roată spate 71735
3 Circuit sistem de răcire 97292C
4 Rezervor 90861
5 Capac de umplere 71299
6 Pompă 71744
7 Radiator 71778
8 Senzor de debit 81100
9 Ventilator sistem de răcire 51046
10 CTN cu r 52105
11 Senzor de nivel 71766
12 Cablu rapid roșu 71695
13 Cablu rapid albastru 71694
14 Port-siguranță 51387
15 Siguranță. 51401
16 Grilaj de protecție frontal 51010
17 Cablu de inversare a polarității + presetupă A0117
24
Page 25

Piese de schimb
NEOPULSE 400 CW
18 Priză texas 51468
19 Cablu analogic în 14 puncte 91424ST
20 Mâner plastic 56047
21 Carcasă din plastic 46199
22 Tastatură 51973
23 Buton negru 73016
24 Circuit IHM 97712C
25 Auto de ieșire 96142
26 Modul de putere 97549
27 Ventilator mic 51018
28 Circuit de putere 97704C
29 Pod diode 52193
30 SMI putere 97735
31 Diode izotope 52197
32 Rezistențe 51417
33 Ventilator mare 50999
34 Grilaj de protecție spate 56225
35 Electrovană 71542
36 Cablu de alimentare 21470
37 Întrerupător 51069
38 Senzor de curent 64460
39 Transformator 63728
40 Circuit ltru CEM 97804C
41 Circuit de control 97707C
42 Circuit alimentator 97709C
43 Circuit de alimentare 97711C
44 Alimentator motorizat 51201
45 LED cu r 51990
46 Buton de inversare 52468
47 Cablu USB 71857
48 Suport bobină 71613
49 Geam alimentator 56231
50 Sticlă geam alimentator 56238
51 Lacăt 71003
52 Cutie accesorii 71567
53 Balama 56239
25
Page 26

Spécications
Techniques
TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / ESPECIFICACIONES TÉCNICAS /
ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE
Primaire / Primary / Primär / Primario / Первичка / Primaire / Primario
Tension d’alimentation / Power supply voltage / Versorgungsspannung / Tensión de red eléctrica / Напряжение
питания / Voedingsspanning / Tensione di alimentazione
Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Частота сети / Frequentie sector / Frequenza settore 50 / 60 Hz
Fusible disjoncteur / Fuse / Sicherung / Fusible disyuntor / Плавкий предохранитель прерывателя / Zekering hoofdschakelaar / Fusibile disgiuntore
Secondaire / Secondary / Sekundär / Secundario / Вторичка / Secondair / Secondario
Tension à vide / No load voltage / Leerlaufspannung / Tensión al vacío / Напряжение холостого хода / Nul-
lastspanning / Tensione a vuoto
Courant de sortie nominal / Rate current output / nominaler Arbeitsstrom / Corriente de salida nominal /
Номинальный выходной ток / Nominale uitgangsstroom / Corrente di uscita nominale
Tension de sortie conventionnelle / Conventional voltage output / entsprechende Arbeitsspannung / Условное
выходные напряжения / Tensión de salida convencional / Conventionele uitgangsspanning / Tensione di uscita
convenzionale
Facteur de marche à 40°C (10 min), Norme EN60974-1 / Duty cycle at 40°C (10 min), Standard EN60974-1.
Einschaltdauer @ 40°C (10 min), EN60974-1-Norm / Ciclo de trabajo a 40°C (10 min), Norma EN60974-1/
*
ПВ% при 40°C (10 мин), Норма EN60974-1. / Inschakelduur bij 40°C (10 min), Norm EN60974-1, Ciclo di
lavoro a 40°C (10 min), Norma EN60974-1.
U1 400 V +/- 15%
MMA
(SMAW)
U0
(TCO)
I2
U2
20.4 36 V 14.5 34 V 10.4 26 V
60 % 400 A
100 % 360 A
NEOPULSE 400 CW
NEOPULSE 400 CW
32 A
MIG-MAG
(GMAW-FCAW)
85 V
10 400 A
TIG
(GTAW)
Acier / Steel
Inox / Stainless
Fils supportés / Supported wires / Unterstützte Drähte / Hilos soportados / Подходящие виды
проволоки / Ondersteunde draden / Fili supportati
Aluminium
Fil fourré / Cored
CuSi / CuAl
Connectique de torche / Torch connector / Brenneranschluss / Conexiones de antorcha / Соединения горелки / Aansluiting
toorts / Connettori della torcia
Type de galet / Drive roller type / Drahtführungsrolle-Typ / Tipo de rodillo / Тип ролика / Type draadaanvoerrol / Tipo di rullo F
Vitesse de dévidage / Motor speed / Motor-Drehzahl / Velocidad de motor / Скорость двигателя / Snelheid motor / Velocità
del motore
Puissance du moteur / Motor power / Leistung des Motors / Potencia del motor / Vermogen van de motor / Potenza del
motore
Bobines supportées / Supported wire reels / Gestützte Spulen / Bobinas soportadas / Подходящие бобины / Ondersteunde
spoelen / Bobine supportate
Pression maximale de gaz / Maximum gas pressure / Maximaler Gasdruck / Presión máxima del gas /
Максимальное давление газа / Maximale gasdruk / Pressione massima del gas
Pmax 0.4 MPa (4 bar)
Puissance de refroidissement à 1l/min à 25°C / Cooling power at 1l/min at 25°C / Kühlleistung bei 1l/min bei
25°C / Potencia frigoríca a 1 l/min a 25°C / Мощность охлаждения 1 л/мин при 25°C / Koelvermogen 1l/min bij
P1 L/min 1 kW
25°C / Potenza di raffreddamento a 1l/min à 25°C
Température de fonctionnement / Functionning temperature / Betriebstemperatur / Temperatura de funcionamiento /
Рабочая температура / Gebruikstemperatuur / Temperatura di funzionamento
Température de stockage / Storage temperature / Lagertemperatur / Temperatura de almacenaje / Температура хранения /
Bewaartemperatuur / Temperatura di stoccaggio
Degré de protection / Protection level / Schutzart / Grado de protección / Степень защиты / Beschermingsklasse / Grado di
protezione
Dimensions (Lxlxh) / Dimensions (LxWxH) / Abmessungen (Lxbxt) / Dimensiones (Lxlxh) / Размеры (ДхШхВ) / Afmetingen
(Lxlxh) / Dimensioni (Lxlxh)
Poids / Weight / Gewicht / Вес / Peso / Gewicht / Peso
*Les facteurs de marche sont réalisés selon la norme EN60974-1 à 40°C et sur un cycle de 10 min. Lors d’utilisation intensive (supérieur au facteur
de marche) la protection thermique peut s’enclencher, dans ce cas, l’arc s’éteint et le témoin s’allume. Laissez l’appareil alimenté pour permettre
son refroidissement jusqu’à annulation de la protection. L’appareil, en fonction du mode choisi, décrit une caractéristique soit de type courant
constant, soit de type tension constante. Dans certains pays, U0 est appelé TCO.
*The duty cycles are measured according to standard EN60974-1 à 40°C and on a 10 min cycle. While under intensive use (> to duty cycle) the
thermal protection can turn on, in that case, the arc swictes off and the indicator switches on. Keep the machine’s power supply on to enable cooling
until thermal protection cancellation. The device, depending on the selected mode, describes either an output characteristic of «constant current»
type, or an output characteristic of «constant voltage» type. In some countries, U0 is called TCO.
* Einschaltdauer gemäß EN60974-1 (10 Minuten - 40°C). Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Thermoschutz ausgelöst
werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung erscheint auf der Anzeige. Das Gerät zum Abkühlen
nicht ausschalten und laufen lassen bis das Gerät wieder bereit ist. Je nach ausgewähltem Modus arbeitet das Gerät mit einer Konstantstrom- oder
Konstantspannungs-Kennlinie. In einigen Ländern wird U0 als TCO bezeichnet.
*Los ciclos de trabajo están realizados en acuerdo con la norma EN60974-1 a 40ºC y sobre un ciclo de diez minutos. Durante un uso intensivo
(superior al ciclo de trabajo), se puede activar la protección térmica. En este caso, el arco se apaga y el indicador se enciende. Deje el aparato
conectado para permitir que se enfríe hasta que se anule la protección. El equipo, en función del modo elegido, posee una característica de salida
26
de tipo corriente constante o tensión constante. En algunos países, U0 se llama TCO.
*ПВ% указаны по норме EN60974-1 при 40°C и для 10-минутного цикла. При интенсивном использовании (> ПВ%) может
включиться тепловая защита. В этом случае дуга погаснет и загорится индикатор . Оставьте аппарат подключенным к
питанию, чтобы он остыл до полной отмены защиты. В зависимости от выбранного режима работы устройство описывает либо
постоянную характеристику тока, либо постоянное напряжение. В некоторых странах U0 называется TCO.
*De inschakelduur is gemeten volgens de norm EN60974-1 bij een temperatuur van 40°C en bij een cyclus van 10 minuten. Bij intensief
gebruik (superieur aan de inschakelduur) kan de thermische beveiliging zich in werking stellen. In dat geval gaat de boog uit en gaat het
beveiligingslampje gaat branden. Laat het apparaat aan de netspanning staan om het te laten afkoelen, totdat de beveiliging afslaat.
Afhankelijk van de gekozen modus, beschrijft het toestel ofwel een constante stroom ofwel een constante spanningskarakteristiek. In
sommige landen wordt U0 TCO genoemd.
*I cicli di lavoro sono realizzati secondo la norma EN60974-1 a 40°C e su un ciclo di 10 min. Durante l’uso intensivo (> al ciclo di lavoro)
la protezione termica può attivarsi, in questo caso, l’arco si spegne e la spia si illumina. Lasciate il dispositivo collegato per permetterne
il raffreddamento no all’annullamento della protezione. A seconda della modalità selezionata, il dispositivo descrive una caratteristica a
corrente costante o a tensione costante. In alcuni Paesi, U0 viene chiamata TCO.
0.6 1.6 mm
0.6 1.6 mm
0.8 1.6 mm
0.9 2.4 mm
0.8 1.6 mm
Euro
1 22 m/min
100 W
Ø 200 - 300 mm
-10°C +40°C
-20°C +55°C
IP23
96 x 51 x 85 cm
78 kg
Page 27

Pictogrammes
SYMBOLS / ZEICHENERKLÄRUNG / ICONOS / СИМВОЛЫ / PICTOGRAMMEN / ICONE
FR
Attention ! Lire le manuel d’instruction avant utilisation. EN Warning ! Read the user manual before use. DE ACHTUNG ! Lesen Sie diese Anleitung sorgfältig durch vor
Inbetriebnahme des Geräts. ES ¡Atención! Lea el manual de instrucciones antes de su uso. RU Внимание! Прочтите инструкцию перед использованием. NL Let op! Lees
aandachtig de handleiding. IT Attenzione! Leggere il manuale d’istruzioni prima dell’uso.
FR
Symbole de la notice EN User manual symbol DE Symbole in der Bedienungsanleitung ES Símbolo del manual RU Символы, использующиеся в инструкции NL
Symbool handleiding IT Simbolo del manuale
FR
Source de courant de technologie onduleur délivrant un courant continu. EN Undulating current technology based source delivering direct curent. DE Invertergleichstromquelle. ES Fuente de corriente de tecnología ondulador que libera corriente continua. RU Источник тока с технологией преобразователя, выдающий постоянный ток. NL
Stroombron met UPS technologie, levert gelijkstroom. IT Fonte di corrente con tecnologia inverter che rilascia una corrente continua.
FR
Soudage à l’électrode enrobée - MMA (Manual Metal Arc) EN MMA welding (Manual Metal Arc) DE Schweißen mit umhüllter Elektrode (E-Handschweißen) ES Soldadura
con electrodo revestido (MMA - Manual Metal Arc) RU Сварка электродом с обмазкой: MMA (Manual Metal Arc) NL Lassen met beklede elektrode - MMA (Manual Metal Arc)
IT
Saldatura all’elettrodo rivestito - MMA (Manual Metal Arc).
FR
Soudage TIG (Tungsten Inert Gaz) EN TIG welding (Tungsten Inert Gas) DE TIG- (WIG-)Schweißen (Tungsten (Wolfram) Inert Gas) ES Soldadura TIG (Tungsten Inert
Gaz) RU Сварка TIG (Tungsten Inert Gaz) NL TIG lassen (Tungsten Inert Gaz) IT Saldatura TIG (Tungsten Inert Gaz).
FR
Soudage à MIG / MAG EN MIG / MAG welding DE MIG / MAG-Schweißen ES Soldadura MIG / MAG RU Сварка MIG / MAG NL MIG/ MAG lassen IT Saldatura MIG /
MAG
FR
Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit toutefois pas être placée dans de tels locaux.
EN
Suitable for welding in an environment with an increased risk of electric shock. However this a machine should not placed in such an environment. DE Geeignet für
Schweißarbeiten im Bereich mit erhöhten elektrischen Risiken. ES Adaptado para soldadura en lugar con riesgo de choque eléctrico. Sin embargo, la fuente eléctrica no debe
estar presente en dichos lugares. RU Подходит для сварки в среде с повышенным риском удара током. В этом случае источник тока не должен находиться в том же
самом помещении. NL Geschikt voor het lassen in een ruimte met verhoogd risico op elektrische schokken. De voedingsbron zelf moet echter niet in dergelijke ruimte worden
geplaatst. IT Conviene alla saldatura in un ambiente a grande rischio di scosse elettriche. L’origine della corrente non deve essere localizzata in tale posto.
FR
Courant de soudage continu EN Direct welding current DE Gleichschweißstrom ES Corriente de soldadura continua. RU Постоянный сварочный ток NL Gelijkstroom IT
Corrente di saldatura continuo
FR
U0
X(40°C)
Tension assignée à vide EN Open circuit voltage DE Leerlaufspannung ES Tensión asignada en vacío RU Номинальное напряжение холостого хода NL Nullastspanning IT Tensione nominale a vuoto
FR
Facteur de marche selon la norme EN60974-1 (10 minutes – 40°C). EN Duty cycle according to standard EN 60974-1 (10 minutes – 40°C). DE Einschaltdauer: 10 min
- 40°C, richtlinienkonform EN60974-1. ES Ciclo de trabajo según la norma EN60974-1 (10 minutos – 40°C). RU ПВ% согласно норме EN 60974-1 (10 минут – 40°C). NL
Inschakelduur volgens de norm EN60974-1 (10 minuten – 40°C). IT Ciclo di lavoro conforme alla norma EN60974-1 (10 minuti – 40°C).
NEOPULSE 400 CW
I2
A
U2
V
Hz
m/min
U1
I1max
I1eff
FR
Courant de soudage conventionnel correspondant EN Corresponding conventional welding current DE Entsprechender Schweißstrom ES Corriente de soldadura convencional correspondiente. RU Соответствующий номинальный сварочный ток NL Corresponderende conventionele lasstroom IT Corrente di saldatura convenzionale.
FR
Ampères EN Amperes DE Ampere ES Amperios RU Амперы NL Ampère IT Amper
FR
Tensions conventionnelles en charges correspondantes EN Conventional voltage in corresponding loads. DE Entsprechende Arbeitsspannung ES Tensiones convencionales en cargas correspondientes. RU Номинальные напряжения при соответствующих нагрузках. NL Conventionele spanning in corresponderende belasting IT Tensioni
convenzionali in cariche corrispondenti
FR
Volt EN Volt DE Volt ES Voltio RU Вольт NL Volt IT Volt
FR
Hertz EN Hertz DE Hertz ES Hercios RU Герц NL Hertz IT Hertz
FR
Vitesse du l EN Wire speed DE Drahtgeschwindigkeit ES Velocidad de hilo RU Скорость проволоки NL Draadsnelheid IT Velocità di lo
FR
Mètre par minute EN Meter per minute DE Meter pro Minute ES Metro por minuto RU Метр в минуту NL Meter per minuut IT Metro per minuto
FR
Alimentation électrique triphasée 50 ou 60Hz EN Three-phase power supply 50 or 60Hz DE Dreiphasige Netzversorgung mit 50 oder 60Hz ES Alimentación eléctrica
trifásica 50 o 60Hz RU Трехфазное электропитание 50 или 60Гц NL Driefasen elektrische voeding 50Hz of 60Hz. IT Alimentazione elettrica trifase 50 o 60Hz
FR
Tension assignée d’alimentation EN Assigned voltage DE Netzspannung ES Tensión asignada de alimentación eléctrica. RU Номинальное напряжение питания NL
Nominale voedingsspanning IT Tensione nominale d’alimentazione
FR
Courant d’alimentation assigné maximal (valeur efcace) EN Maximum rated power supply current (effective value). DE Maximaler Versorgungsstrom ES Corriente de
alimentación eléctrica asignada máxima (valor ecaz). RU Максимальный сетевой ток (эффективное значение) NL Maximale nominale voedingsstroom (effectieve waarde)
IT
Corrente d’alimentazione nominale massima (valore effettivo)
FR
Courant d’alimentation effectif maximal EN Maximum effective power supply current. DE Maximaler effektiver Versorgungsstrom ES Corriente de alimentación eléctrica
máxima. RU Максимальный эффективный сетевой ток NL Maximale effectieve voedingsstroom IT Corrente effettivo massimo di alimentazione
FR
Matériel conforme aux Directives européennes. La déclaration UE de conformité est disponible sur notre site (voir à la page de couverture). EN Device complies with europeans directives, The EU declaration of conformity is available on our website (see cover page). DE Gerät entspricht europäischen Richtlinien. Die Konformitätserklärung nden
Sie auf unsere Webseite. ES Aparato conforme a las directivas europeas. La declaración de conformidad UE está disponible en nuestra página web (dirección en la portada).
RU
Устройство соответствует директивам Евросоюза. Декларация о соответствии доступна для просмотра на нашем сайте (ссылка на обложке). NL Apparaat in overeenstemming met de Europese richtlijnen. De verklaring van overeenstemming is te downloaden op onze website (adres vermeld op de omslag). IT Materiale in conformità
alle Direttive europee. La dichiarazione di conformità è disponibile sul nostro sito (vedere sulla copertina).
FR
Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture). EN Equipment in
compliance with British requirements. The British Declaration of Conformity is available on our website (see home page). DE Das Gerät entspricht den britischen Richtlinien
und Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite). ES Equipo conforme a los requisitos británicos. La
Declaración de Conformidad Británica está disponible en nuestra página web (véase la portada). RU Материал соответствует требованиям Великобритании. Заявление о
соответствии для Великобритании доступно на нашем веб-сайте (см. главную страницу) NL Materiaal conform aan de Britse eisen. De Britse verklaring van overeenkomt
is beschikbaar op onze website (zie omslagpagina). IT Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito
(vedere pagina di copertina).
27
Page 28
Pictogrammes
IEC 60974-1
IEC 60974-10
Class A
IEC 60974-2
IEC 60974-5
NEOPULSE 400 CW
FR
Matériel conforme aux normes Marocaines. La déclaration Cم (CMIM) de conformité est disponible sur notre site (voir à la page de couverture). EN Equipment in conformity
with Moroccan standards. The declaration Cم (CMIM) of conformity is available on our website (see cover page). DE Das Gerät entspricht die marokkanischen Standards. Die
Konformitätserklärung Cم (CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite). ES Equipamiento conforme a las normas marroquíes. La declaración de conformidad C
م (CMIM) está disponible en nuestra página web (ver página de portada). RU Товар соответствует нормам Марокко. Декларация Cم (CMIM) доступна для скачивания на
нашем сайте (см на титульной странице). NL Dit materiaal voldoet aan de Marokkaanse normen. De verklaring Cم (CMIM) van overeenstemming is beschikbaar op onze
internet site (vermeld op de omslag). IT Materiale conforme alle normative marocchine. La dichiarazione Cم (CMIM) di conformità è disponibile sul nostro sito (vedi scheda del
prodotto).
FR
L’appareil respecte la norme EN60974-1 et EN60971-10 appareil de classe A. EN The device is compliant with standard EN60974-1 and EN60971-10 class A device. DE
Das Gerät erfüllt die Norm EN 60974-1 und EN 60971-10 der Geräteklasse A ES El aparato se ajusta a la norma EN60974-1 y EN 60971-10, aparato de clase A. RU Аппарат
соответствует нормам EN60974-1 и EN60971-10 аппарат класса A. NL Dit klasse A apparaat voldoet aan de EN60974-1 en EN60971-10 normen. IT Il dispositivo rispetta
la norma EN60974-1 e EN 60971-10 dispositivo classe A.
FR
L’appareil respecte la norme EN 60974-2. EN This product is compliant with standard EN 60974-2. DE Das Gerät entspricht der Norm EN 60974-2. ES El aparato es
conforme a las normas EN60974-2. RU Аппарат соблюдает нормы EN 60974-2. NL Het apparaat voldoet aan de norm EN 60974-2. IT Il disposittivo rispetta la norma EN
60974-2.
FR
L’appareil respecte la norme EN 60974-5. EN This product is compliant with standard EN 60974-5. DE Das Gerät entspricht der Norm EN 60974-5. ES El aparato es
conforme a las normas EN60974-5. RU Аппарат соблюдает нормы EN 60974-5. NL Het apparaat voldoet aan de norm EN 60974-5. IT Il disposittivo rispetta la norma EN
60974-5.
FR
Ce matériel faisant l’objet d’une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique ! EN This hardware is subject to
waste collection according to the European directives 2012/19/EU. Do not throw out in a domestic bin ! DE Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen
(sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll entsorgt werden! ES Este material requiere una recogida de basuras selectiva según la directiva europea 2012/19/UE. ¡No tirar este producto a la basura doméstica! RU Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/
UE. Не выбрасывать в общий мусоросборник! NL Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval
! IT Questo materiale è soggetto alla raccolta differenziata seguendo la direttiva europea 2012/19/UE. Non smaltire coni riuti domestici!
FR
Produit recyclable qui relève d’une consigne de tri. EN This product should be recycled appropriately DE Recyclingprodukt, das gesondert entsorgt werden muss. ES
Producto reciclable que requiere una separación determinada. RU Этот аппарат подлежит утилизации. NL Product recyclebaar, niet bij het huishoudelijk afval gooien IT
Prodotto riciclabile soggetto a raccolta differenziata.
FR
Marque de conformité EAC (Communauté économique Eurasienne) EN EAEC Conformity marking (Eurasian Economic Community). DE EAC-Konformitätszeichen
(Eurasische Wirtschaftsgemeinschaft) ES Marca de conformidad EAC (Comunidad económica euroasiática). RU Знак соответствия EAC (Евразийское экономическое
сообщество) NL EAC (Euraziatische Economische Gemeenschap) merkteken van overeenstemming IT Marca di conformità EAC (Comunità Economica Eurasiatica)
FR
Information sur la température (protection thermique) EN Temperature information (thermal protection) DE Information zur Temperatur (Thermoschutz) ES Información
sobre la temperatura (protección térmica) RU Информация по температуре (термозащита). NL Informatie over de temperatuur (thermische beveiliging) IT Informazione
sulla temperatura (protezione termiche)
FR
Entrée de liquide de refroidissement EN Cooling liquid input. DE Wasservorlauf ES Entrada de líquido de refrigeración. RU Вход для охлаждающей жидкости. NL Ingang
koelvloeistof. IT Entrata di liquido di raffreddamento
FR
Sortie de liquide de refroidissement EN Cooling liquid output. DE Wasserrücklauf ES Salida de líquido de refrigeración. RU Выход для охлаждающей жидкости. NL
Afvoer koelvloeistof IT Uscita di liquido di raffreddamento
IP23
P 1L/min
kW
Pmax
MPa
FR
Entrée de gaz EN Gas input DE Gaseingang ES Entrada de gas RU Подача газа NL Ingang gas IT Entrata di gas
FR
Polarité (+) / (-) EN Polarity (+) / (-) DE Polarität (+) / (-) ES Polaridad (+) / (-) RU Полярность (+) / (-) NL Polariteit (+) / (-) IT Polarità (+) / (-)
FR
Marche (mise sous tension) / Arrêt (mise hors tension) EN On (power on) / Off (power off) DE Ein (Einschalten) / Aus (Ausschalten) ES On (encendido) / Off (apagado) RU
Вкл (включение) / Выкл (выключение) NL Aan (stroom aan) / Uit (stroom uit) IT On (accensione) / Off (spegnimento)
FR
Matériel ventilé EN Fan cooled hardware. DE Lüfter. ES Material ventilado. RU Вентилируемое оборудование. NL Geventileerd materiaal. IT Materiale ventilato
FR
Protégé contre l’accès aux parties dangereuses des corps solides de diam >12.5 mm et protégé contre la pluie dirigée à 60° par rapport à la verticale. EN Protected against
access to dangerous parts of solid bodies with diam >12.5 mm and protected against rain directed at 60° to the vertical DE Schutz gegen den Zugang zu gefährlichen Teilen
von Feststoffen mit einem Durchmesser >12,5 mm und Schutz gegen Regen, der auf 60° aus der Vertikalen gerichtet ist ES Protección contra el acceso a partes peligrosas de
sólidos con un diámetro >12,5 mm y protección contra la lluvia dirigida a 60° de la vertical. RU Защита от доступа к опасным частям твердых частиц диаметром >12,5 мм
и защита от дождя, направленного на 60° от вертикали. NL Bescherming tegen toegang tot gevaarlijke delen van vaste stoffen met een diameter >12,5 mm en bescherming
tegen regen op 60° van de verticaal. IT Protezione contro l’accesso a parti pericolose di solidi con diametro >12,5 mm e protezione contro la pioggia diretta a 60° dalla
verticale.
FR
Purge gaz EN Gas purge DE Gasventil einschalten ES Epurazione del gas RU Продувка взором NL Afvoeren gas IT Gas di lavaggio PT Purga de gás
FR
Groupe froid EN Cooling unit system DE System der Kühleinheit ES Sistema de refrigeración de la unidad RU Система охлаждения NL Koelgroep IT Unità di raffreddamento PT Sistema de unidade de arrefecimento
FR
Puissance de refroidissement pour 1Litre par minute EN Cooling capacity for 1 litre per minute DE Kühlleistung für 1 Liter pro Minute ES Capacidad de enfriamiento de 1
litro por minuto RU Охлаждающая способность 1 литр в минуту NL Koelcapaciteit voor 1 liter per minuut IT Capacità di raffreddamento per 1 litro al minuto
FR
Kilowatt EN Kilowatt DE Kilowatt ES Kilovatios RU Киловатт NL Kilowatt IT Kilowatt PT Kilowatt
FR
Pression maximale en sortie EN Maximum outlet pressure DE Maximaler Ausgangsdruck ES Presión máxima de salida RU Максимальное давление на выходе NL
Maximale uitlaatdruk IT Pressione massima in uscita
FR
Mégapascal EN Megapascal DE Megapascal ES Megapascal RU Megapascal NL Megapascal IT Megapascal
28
5A
MAX
MIN
FR
Fusible EN Fuse DE Sicherung ES Megapascal RU Fusible NL Zekering IT Fusibile
FR
Niveau maximum de liquide de refroidissement EN Maximum coolant level DE Maximaler Kühlmittelstand ES Nivel máximo de refrigerante RU Максимальный уровень
охлаждающей жидкости NL Maximum koelvloeistofpeil IT Livello massimo del refrigerante
FR
Niveau minimum de liquide de refroidissement EN Minimum coolant level DE Minimaler Kühlmittelstand ES Nivel mínimo de refrigerante RU Минимальный уровень
охлаждающей жидкости NL Minimum koelvloeistofpeil IT Livello minimo del refrigerante
Page 29

GYS France
Siège social / Headquarter
1, rue de la Croix des Landes - CS 54159
53941 Saint-berthevin Cedex
France
www.gys.fr
+33 2 43 01 23 60
service.client@gys.fr
GYS UK
Filiale / Subsidiary
Unit 3
Great Central Way
CV21 3XH - Rugby - Warwickshire
United Kingdom
www.gys-welding.com
+44 1926 338 609
uk@gys.fr
GYS Italia
Filiale / Filiale
Vega – Parco Scientico Tecnologico di
Venezia
Via delle Industrie, 25/4
30175 Marghera - VE
ITALIA
www.gys-welding.com
+39 041 53 21 565
italia@gys.fr
GYS China
Filiale / 子公司
6666 Songze Road,
Qingpu District
201706 Shanghai
China
www.gys-china.com.cn
+86 6221 4461
contact@gys-china.com.cn
GYS GmbH
Filiale / Niederlassung
Professor-Wieler-Straße 11
52070 Aachen
Deutschland
www.gys-schweissen.com
+49 241 / 189-23-710
aachen@gys.fr
 Loading...
Loading...