

Page 1

FI
01-30
NEOPULSE 400 CW
MIG/MAG - TIG - MMA-hitsauskoneet
73502 V1 08/07/2021
Find more languages of user manuals
www.gys.fr
Page 2

Ohjekirja
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
1
2
3
4
M6x12 (x8)
M6 (x8)
M6x12 (x8)
Älä irrota tarraa ennen pyörien kokoamista.
M8x12 (x8)
2
Page 3

Ohjekirja
M4x10 (x6)
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
Chaine
Chain
1. KÄYTTÖ
Tarkista uudet päivitykset ennen kuin käytät laitettasi ensimmäisen kerran.
1 2 3 4
Ennen kuin käytät laitetta ensimmäistä kertaa, kalibroi hitsauskaapelit.
FI
HMI
3
Page 4

Ohjekirja
MINÄ
Alkuperäisen ohjekirjan
käännös
1 2 3 4 5 6
NEOPULSE 400 CW
9
10
11
12
13
14
15
II
Teräs - Ruostumaton teräs
A
7 8
Terästuppi
Stahlseele
Boxwood
kapillaari
16
1718
19
B
Alumiini
Kapillaariputki
C
Teon tuppi
91151
4
Page 5

Ohjekirja
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
VAROITUKSET - TURVALLISUUSOHJEET
YLEISET OHJEET
Nämä ohjeet on luettava ja ymmärrettävä huolellisesti ennen kaikkia toimenpiteitä.
Mitään muutoksia tai huoltoja, joita ei ole mainittu käsikirjassa, ei saa tehdä.
Henkilövahinkoja tai aineellisia vahinkoja, jotka johtuvat tämän oppaan ohjeiden vastaisesta käytöstä, ei voida pitää vastuullisena valmistajalle.
Jos sinulla on ongelmia tai epävarmuutta, ota yhteyttä pätevään henkilöön asennuksen suorittamiseksi oikein.
YMPÄRISTÖ
Tätä laitetta saa käyttää vain hitsaukseen tyyppikilven ja/tai ohjekirjan rajoissa. Turvallisuusohjeita on noudatettava. Epäasianmukaisesta tai
vaarallisesta käytöstä valmistaja ei ole vastuussa.
Asennusta tulee käyttää huoneessa, jossa ei ole pölyä, happoa, syttyviä kaasuja tai muita syövyttäviä aineita. Sama pätee sen varastointiin. Varmista
ilmankierto käytön aikana.
Lämpötila-alue:
Käytä -10 - 40°C (14 - 104°F).
Varastointi -20 - 55°C (-4 - 131°F).
Ilman kosteus:
Vähemmän tai yhtä suuri kuin 50 % 40 °C:ssa (104 °F).
Vähemmän tai yhtä suuri kuin 90 % 20 °C:ssa (68 °F).
Korkeus :
Jopa 1000 metriä merenpinnan yläpuolella (3280 jalkaa)
YKSILÖLLISTEN JA MUIDEN SUOJAUS
Valokaarihitsaus voi olla vaarallista ja aiheuttaa vakavan vamman tai kuoleman.
Hitsaus altistaa ihmiset vaaralliselle lämmönlähteelle, valokaaren valosäteilylle, sähkömagneettisille kentille (ole varovainen, jos käytät
sydämentahdistinta), sähköiskun vaaralle, melulle ja kaasumaisille höyryille.
Noudata seuraavia turvallisuusohjeita suojellaksesi itseäsi ja muita kunnolla:
Suojautuaksesi palovammilta ja säteilyltä, käytä hihansuutettomia, eristäviä, kuivia, paloa hidastavia ja hyväkuntoisia vaatteita,
jotka peittävät koko kehon.
Käytä käsineitä, jotka takaavat sähkö- ja lämpöeristyksen.
Käytä hitsaussuojaa ja/tai hitsaussuojaa, jonka suojaustaso on riittävä (vaihtelee sovelluksen mukaan). Suojaa silmät
puhdistustoimenpiteiden aikana. Piilolinssit ovat erityisesti kiellettyjä.
Joskus on tarpeen rajata alueet paloturvallisilla verhoilla suojaamaan hitsausaluetta kaarisäteiltä, roiskeilta ja hehkuvilta jätteiltä.
Kerro hitsausalueella oleville ihmisille, etteivät he tuijota valokaaren säteitä tai sulaneita osia ja käytä asianmukaisia vaatteita
suojatakseen itsensä.
Käytä melua suojaavia kuulokkeita, jos hitsausprosessi saavuttaa melutason, joka ylittää sallitun rajan (myös kaikille hitsausalueella
oleville).
Pidä kädet, hiukset ja vaatteet loitolla liikkuvista osista (tuuletin).
Älä koskaan irrota kylmäyksikön kotelon suojuksia hitsausvirtalähteen ollessa jännitteinen; valmistaja ei ole vastuussa
onnettomuuden sattuessa.
FI
Juuri juotetut osat ovat kuumia ja voivat aiheuttaa palovammoja käsiteltäessä. Kun suoritat huoltoa polttimelle tai elektrodin
pidikkeelle, varmista, että se on riittävän viileä odottamalla vähintään 10 minuuttia ennen toimenpiteitä. Jäähdyttimen tulee olla
päällä käytettäessä vesijäähdytteistä taskulamppua, jotta neste ei voi aiheuttaa palovammoja.
On tärkeää turvata työalue ennen sieltä poistumista ihmisten ja omaisuuden suojelemiseksi.
HITSAUSHÖYRU JA KAASUT
Hitsauksen höyryt, kaasut ja pöly ovat vaarallisia terveydelle. Riittävä ilmanvaihto on järjestettävä, joskus ilmansyöttö on tarpeen.
Raitisilmanaamari voi olla ratkaisu, jos ilmanvaihto on riittämätön.
Tarkista, että imuteho on turvallisuusstandardien mukainen.
Huomaa, että hitsaus pienissä ympäristöissä vaatii valvontaa turvalliselta etäisyydeltä. Lisäksi tiettyjen lyijyä, kadmiumia, sinkkiä tai elohopeaa tai
jopa berylliumia sisältävien materiaalien hitsaus voi olla erityisen haitallista, myös rasvanpoisto osista ennen hitsausta.
Sylinterit on säilytettävä avoimissa tai hyvin ilmastoiduissa tiloissa. Niiden on oltava pystyasennossa ja pidettävä tuella tai kärryssä.
Hitsaus on kiellettyä lähellä rasvaa tai maalia.
5
Page 6

Ohjekirja
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
TULIPALO- JA RÄJÄHDYSVAARA
Suojaa hitsausalue täysin, syttyvät materiaalit on säilytettävä vähintään 11 metrin päässä.
Hitsaustyön läheisyydessä tulee olla sammutuslaitteita.
Varo kuumia materiaaleja tai kipinöitä ja jopa halkeamien läpi, ne voivat aiheuttaa tulipalon tai räjähdyksen.
Pidä ihmiset, syttyvät esineet ja paineistetut säiliöt riittävän turvaetäisyyden päässä.
Hitsaus suljetuissa säiliöissä tai putkissa tulee kieltää ja jos ne ovat auki, ne on tyhjennettävä syttyvistä tai räjähdysherkistä aineista (öljy, polttoaine,
kaasujäämät jne.).
Hiontatoimenpiteitä ei saa suunnata kohti hitsausvirtalähdettä tai syttyviä materiaaleja.
KAASUPULLOT TAI KAASUSYLINTERI
Pulloista karkaava kaasu voi olla tukehtumislähde, jos se keskittyy hitsaustilaan (tuuleta hyvin).
Kuljetus on suoritettava täysin turvallisesti: pullot kiinni ja hitsausvirtalähde pois päältä. Ne on säilytettävä pystyasennossa ja tuen
varassa putoamisvaaran vähentämiseksi.
Sulje pullo kahden käyttökerran välillä. Varo lämpötilan vaihteluita ja altistumista auringolle.
Pullo ei saa joutua kosketuksiin liekin, sähkökaaren, taskulampun, maadoituspuristimen tai muiden lämmön- tai hehkunlähteiden kanssa.
Muista pitää se kaukana sähkö- ja hitsauspiireistä, äläkä siksi koskaan hitsaa pulloa paineen alaisena.
Ole varovainen avaaessasi pullon venttiiliä, siirrä pää poispäin venttiilistä ja varmista, että käytetty kaasu on sopiva hitsausprosessiin.
SÄHKÖTURVALLISUUS
Käytettävässä sähköverkossa on oltava maadoitus. Käytä arvotaulukossa suositeltua sulakkeen kokoa.
Sähköpurkaus voi aiheuttaa vakavan suoran tai välillisen onnettomuuden tai jopa kuoleman.
Älä koskaan kosketa jännitteisiä osia alijännitevirtalähteen sisällä tai ulkopuolella (polttimet, pihdit, kaapelit, elektrodit), koska ne on kytketty
hitsauspiiriin.
Ennen kuin avaat hitsausvirtalähteen, irrota se verkosta ja odota 2 minuuttia. niin, että kaikki kondensaattorit purkautuvat.
Älä koske polttimeen tai elektrodin pidikkeeseen ja maadoituspuristimeen samanaikaisesti.
Muista vaihtaa kaapelit ja polttimet, jos ne ovat vaurioituneet, pätevän ja valtuutetun henkilön toimesta. Kokoa kaapelin osa sovelluksen mukaan.
Käytä aina hyväkuntoisia kuivia vaatteita eristäytyäksesi hitsauspiiristä. Käytä eristettyjä kenkiä työympäristöstä riippumatta.
LAITTEIDEN EMC-LUOKITUS
Tätä luokan A laitetta ei ole tarkoitettu käytettäväksi asuinalueella, jossa sähkövirta syötetään julkisesta pienjänniteverkosta.
Sähkömagneettisen yhteensopivuuden varmistamisessa näissä paikoissa voi olla vaikeuksia johtuen johtuvista ja säteilevistä
radiotaajuushäiriöistä.
Tämä laite on standardin IEC 61000-3-11 mukainen.
Tämä laite ei ole standardin IEC 61000-3-12 mukainen, ja se on tarkoitettu liitettäväksi yksityisiin pienjänniteverkkoihin, jotka on
liitetty yleiseen syöttöverkkoon vain keski- ja korkeajännitetasolla. Jos laite on liitetty yleiseen pienjänniteverkkoon, on laitteen
asentajan tai käyttäjän vastuulla varmistaa yhdessä jakeluverkonhaltijan kanssa, että laite voidaan kytkeä.
SÄHKÖMAGNEETTISET PÄÄSTÖT
Minkä tahansa johtimen läpi kulkeva sähkövirta tuottaa paikallisia sähkö- ja magneettikenttiä (EMF). Hitsausvirta tuottaa
sähkömagneettisen kentän hitsauspiirin ja hitsauslaitteiden ympärille.
EMF-sähkömagneettikentät voivat häiritä tiettyjä lääketieteellisiä implantteja, esimerkiksi sydämentahdistimia. Henkilöille, joilla on lääketieteelliset
implantit, on ryhdyttävä suojatoimenpiteisiin. Esimerkiksi ohikulkijoiden pääsyrajoitukset tai hitsaajien henkilökohtainen riskiarviointi.
Kaikkien hitsaajien tulee käyttää seuraavia toimenpiteitä minimoidakseen altistumisen hitsauspiirin sähkömagneettisille kentille:
• aseta hitsauskaapelit yhteen – kiinnitä ne sidoksella, jos mahdollista;
• aseta itsesi (vartalo ja pää) mahdollisimman kauas hitsauspiiristä;
• Älä koskaan kääri hitsauskaapeleita kehosi ympärille;
• Älä aseta runkoa hitsauskaapeleiden väliin. Pidä molempia hitsauskaapeleita samalla puolella runkoa;
• Liitä paluukaapeli työkappaleeseen mahdollisimman lähelle hitsattavaa aluetta;
• älä työskentele hitsausvirtalähteen vieressä, älä istu sen päällä tai nojaa sitä vasten;
• älä hitsaa, kun kannat hitsausvirtalähdettä tai langansyöttölaitetta.
6
Page 7

Ohjekirja
Henkilöiden, joilla on sydämentahdistin, tulee neuvotella lääkärin kanssa ennen tämän laitteen käyttöä.
Altistuminen sähkömagneettisille kentille hitsauksen aikana voi aiheuttaa muita terveysvaikutuksia, joita ei vielä tunneta.
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
SUOSITUKSET HITSAUSALA JA ASENNUS ARVIOINTIIN
Kenraali
Käyttäjä on vastuussa kaarihitsauslaitteiden asennuksesta ja käytöstä valmistajan ohjeiden mukaisesti. Jos sähkömagneettisia häiriöitä havaitaan,
tulee olla valokaarihitsauslaitteen käyttäjän vastuulla ratkaista tilanne valmistajan teknisen avun avulla. Joissakin tapauksissa tämä korjaava toimenpide
voi olla yhtä yksinkertaista kuin hitsauspiirin maadoitus. Muissa tapauksissa voi olla tarpeen rakentaa sähkömagneettinen suoja hitsausvirtalähteen
ja koko työkappaleen ympärille tulosuodattimien asennuksella. Kaikissa tapauksissa sähkömagneettisia häiriöitä on vähennettävä, kunnes ne eivät
enää ole häiritseviä.
Hitsausvyöhykkeen arviointi
Ennen kaarihitsauslaitteiden asentamista käyttäjän tulee arvioida mahdolliset sähkömagneettiset ongelmat ympäristössä. Seuraavat asiat tulee ottaa
huomioon:
a) muiden teho-, ohjaus-, merkinanto- ja puhelinkaapeleiden olemassaolo kaarihitsauslaitteiden ylä-, ala- ja vieressä;
b) radio- ja televisiovastaanottimet ja -lähettimet;
c) tietokoneet ja muut ohjauslaitteet;
d) kriittiset turvalaitteet, esimerkiksi teollisuuslaitteiden suojaus;
e) naapurimaiden terveys, esimerkiksi sydämentahdistimen tai kuurouslaitteiden käyttö;
f) kalibrointiin tai mittaukseen käytetyt laitteet;
g) muiden ympäristössä olevien materiaalien sietokyky.
Käyttäjän on varmistettava, että muut ympäristössä käytettävät laitteet ovat yhteensopivia. Tämä saattaa edellyttää lisäsuojatoimenpiteitä;
h) kellonaika, jolloin hitsaus tai muu toiminta on suoritettava.
Harkittavan ympäristön koko riippuu rakennuksen rakenteesta ja muusta siellä tapahtuvasta toiminnasta. Ympäröivä alue voi ulottua tilojen rajojen
ulkopuolelle.
Hitsausasennuksen arviointi
Aluearvioinnin lisäksi kaarihitsauslaitoksen arviointia voidaan käyttää häiriötapausten määrittämiseen ja ratkaisemiseen. Päästöjen arviointiin
olisi sisällyttävä CISPR 11 -asetuksen 10 artiklassa määritellyt in situ -mittaukset. In situ -mittaukset voivat myös auttaa varmistamaan
lieventämistoimenpiteiden tehokkuuden.
SUOSITUKSET SÄHKÖMAGNEETTISTEN PÄÄSTÖJEN VÄHENTÄMISMENETELMISTÄ
on. Julkinen sähköverkko: Valokaarihitsauslaitteet tulee liittää yleiseen sähköverkkoon valmistajan suositusten mukaisesti. Jos häiriöitä esiintyy,
voi olla tarpeen ryhtyä lisätoimenpiteisiin, kuten yleisen virtalähteen suodattaminen.Virtakaapelin suojaaminen metalliputkeen tai vastaavaan
kiinteästi asennettuun kaarihitsauslaitteeseen tulee harkita . Suojauksen sähkön jatkuvuus on varmistettava koko sen pituudelta. Suojus tulee liittää
hitsausvirtalähteeseen hyvän sähköisen kontaktin varmistamiseksi putken ja hitsausvirtalähteen kotelon välillä.
b. Valokaarihitsauslaitteiden huolto: Valokaarihitsauslaitteet on huollettava säännöllisesti valmistajan suositusten mukaisesti. Kaikki sisäänkäynnit,
huoltoovet ja kannet tulee sulkea ja lukita kunnolla, kun kaarihitsauslaitteisto on käytössä. Kaarihitsauslaitteita ei saa muuttaa millään muulla tavalla
kuin valmistajan ohjeissa mainituilla muutoksilla ja säädöillä. Erityisesti valokaaren sytytys- ja vakautuslaitteiden kipinäväli tulee säätää ja huoltaa
valmistajan suositusten mukaisesti.
vs. Hitsauskaapelit: Kaapeleiden tulee olla mahdollisimman lyhyitä ja sijoitettava lähelle toisiaan lähelle lattiaa tai lattialle.
d. Potentiaalien tasausliitäntä: Kaikkien ympärillä olevien metalliesineiden kiinnittämistä tulee harkita. Työkappaleeseen liitetyt metalliesineet
lisäävät kuitenkin käyttäjän sähköiskun riskiä, jos hän koskettaa sekä näitä metalliosia että elektrodia. Käyttäjä on eristettävä tällaisista metalliesineistä.
e. Työkappaleen maadoitus: Kun hitsattavaa osaa ei ole liitetty maahan sähköturvallisuuden vuoksi tai sen mittojen ja sijainnin vuoksi, kuten
esimerkiksi laivojen rungoissa tai rakennusten metallirungoissa, tilan liittäminen maahan voi tietyissä tapauksissa vähentää päästöjä järjestelmällisesti.
On varottava maadoittamasta osia, jotka voivat lisätä käyttäjien loukkaantumisriskiä tai vaurioittaa muita sähkölaitteita. Tarvittaessa työkappaleen
maadoitus tulee tehdä suoraan, mutta joissakin maissa, joissa tämä suora kytkentä ei ole mahdollista, liitäntä tulee tehdä sopivalla kondensaattorilla,
joka on valittu kansallisten määräysten mukaan.
f. Suojaus ja suojaus: Muiden kaapelien ja laitteiden valikoiva suojaaminen ja suojaus ympäröivällä alueella voi rajoittaa häiriöongelmia. Koko
hitsausalueen suojaamista voidaan harkita erikoissovelluksissa.
FI
HITSAUSVIRTALÄHTEEN KULJETUS JA KULJETUS
Älä käytä kaapeleita tai poltinta hitsausvirtalähteen siirtämiseen. Se on siirrettävä pystysuoraan asentoon.
Älä ohjaa virtalähdettä ihmisten tai esineiden yli.
Älä koskaan nosta kaasupulloa ja hitsausvirtalähdettä samanaikaisesti. Niiden kuljetusstandardit ovat erilaiset.
On parasta poistaa lankakela ennen hitsausvirtalähteen nostamista tai kantamista.
LAITTEISTON ASENNUS
• Aseta hitsausvirtalähde lattialle, jonka kaltevuus on enintään 10°.
• Varaa riittävästi tilaa hitsausvirtalähteen tuuletukseen ja säätimiin pääsyä varten.
• Älä käytä ympäristössä, jossa on sähköä johtavaa metallipölyä.
• Hitsausvirtalähde on suojattava voimakkaalta sateelta, eikä sitä saa altistaa suoralle auringonvalolle.
• Laitteen suojausluokka on IP23, mikä tarkoittaa:
- suojaus kiinteiden kappaleiden vaarallisiin osiin, joiden halkaisija on > 12,5 mm, ja
- suoja sadetta vastaan suunnattu 60° pystysuoraan nähden
Tätä laitetta voidaan siksi käyttää ulkona IP23-suojausindeksin mukaisesti.
7
Page 8
Ohjekirja
Hajahitsausvirrat voivat tuhota maadoitusjohtimia, vaurioittaa sähkölaitteita ja -laitteita sekä aiheuttaa komponenttien
ylikuumenemista, mikä voi aiheuttaa tulipalon.
- Kaikkien hitsausliitäntöjen tulee olla tiukasti kiinni, tarkista ne säännöllisesti!
- Varmista, että osan kiinnitys on tukeva ja ilman sähköongelmia!
- Kiinnitä tai ripusta kaikki hitsauslähteen sähköä johtavat elementit, kuten runko, vaunu ja nostojärjestelmät, siten, että ne ovat eristettyjä!
- Älä aseta muita laitteita, kuten poraa, teroituslaitteita jne. hitsauslähteen, vaunun tai nostolaitteiden päälle ilman, että niitä on eristetty!
- Aseta hitsauspolttimet tai puikkokannattimet aina eristetylle pinnalle, kun ne eivät ole käytössä!
Virta-, jatko- ja hitsauskaapelit on kelattava kokonaan auki ylikuumenemisen välttämiseksi.
Valmistaja ei ota vastuuta vahingoista, jotka aiheutuvat ihmisille tai esineille tämän laitteen virheellisestä ja vaarallisesta käytöstä.
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
HUOLTO / NEUVOT
• Huollon saa suorittaa vain pätevä henkilö. Vuosihuolto on suositeltavaa.
• Katkaise virta irrottamalla pistoke ja odota kaksi minuuttia, ennen kuin aloitat laitteen parissa työskentelemisen. Sisällä jännitteet
ja intensiteetit ovat korkeita ja vaarallisia.
• Poista kansi ja pöly säännöllisesti puhaltimella. Hyödynnä tätä, jotta pätevä henkilöstö tarkastaa sähköliitäntöjen eheyden eristetyllä työkalulla.
• Tarkista säännöllisesti virtajohdon kunto. Jos virtajohto on vaurioitunut, valmistajan, sen huoltopalvelun tai vastaavan pätevyyden omaavan henkilön
on vaihdettava se vaaran välttämiseksi.
• Jätä hitsausvirtalähteen sisääntulot vapaiksi ilman tuloa ja ulostuloa varten.
• Älä käytä tätä hitsausvirtalähdettä putkien sulattamiseen, akkujen lataamiseen tai moottoreiden käynnistämiseen.
Jäähdytysneste on vaihdettava 12 kuukauden välein, jotta vältetään saostumat, jotka voivat tukkia polttimen jäähdytyspiirin.
Mahdolliset tuotteen vuodot tai jäämät käytön jälkeen on käsiteltävä asianmukaisessa puhdistuslaitoksessa. Jos mahdollista,
tuote tulee kierrättää. Käytetyn tuotteen tyhjentäminen vesistöön, kaivoon tai viemäriin on kielletty. Laimennettua nestettä ei saa
huuhdella viemäriin, elleivät paikalliset määräykset salli sitä.
ASENNUS – TUOTTEEN KÄYTTÖ
Asennuksen saa suorittaa vain kokenut valmistajan valtuuttama henkilöstö. Varmista asennuksen aikana, että generaattori on irrotettu verkosta.
Generaattorin sarja- tai rinnakkaisliitännät ovat kiellettyjä. On suositeltavaa käyttää laitteen mukana toimitettuja hitsauskaapeleita optimaalisten
tuoteasetusten saavuttamiseksi.
KUVAUS
Tämä laite on kolmivaiheinen virtalähde puoliautomaattiseen "synergistiseen" hitsaukseen (MIG tai MAG), puikkohitsaukseen (MMA) ja tulenkestävään elektrodihitsaukseen (TIG). Se hyväksyy lankakelat Ø 200 ja 300 mm.
AINEISTON KUVAUS (I)
1- Kaasuliitin 10- Liitinsarja NUM-1 (option viite 063938)
2- Liitinsarja NUM MIG-1 (lisävaruste viite 062993) 11- Positiivinen napaisuus
3- On / o kytkin 12- Napaisuuden vaihtokaapeli
4- Kaapeliholkki (verkkokaapeli) 13- Analoginen liitin
5- USB-liitin 14- Euroliitin
6- Kaasunpoisto- ja langansyöttökytkin 15- Täyttökorkki
7- Kelan tuki 16- Sulake
8- Moottoroitu letkukela 17- Jäähdytysnesteen ulostuloliitin
9- Human Machine Interface (HMI) 18- Jäähdytysnesteen tuloliitin
19- Pohjustusletku
IHMIS-KONEEN LIITTYMÄ (HMI)
Lue käyttöliittymäohjeet (HMI), jotka ovat osa täydellistä laitteistodokumentaatiota.
HMI
8
Page 9
Ohjekirja
a
b
c
a
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
VIRRAN KÄYNNISTYS
• Tämä laite toimitetaan standardin EN 60309-1 tyypin 32 A pistorasialla, ja sitä saa käyttää vain kolmivaiheisessa 400 V (50-60 Hz) nelijohtimisessa
sähköasennuksessa, jossa nolla on kytketty maahan. Tehollinen absorboitunut virta (I1e) on ilmoitettu laitteessa maksimaalisia käyttöolosuhteita
varten. Tarkista, että virtalähde ja sen suojaukset (sulake ja/tai katkaisija) ovat yhteensopivia käytössä tarvittavan virran kanssa. Joissakin maissa
pistoke voi olla tarpeen vaihtaa, jotta se voidaan käyttää mahdollisimman hyvin.
• Virtalähde on suunniteltu toimimaan sähköjännitteellä 400 V /- 15 %. Se menee suojaukseen, jos syöttöjännite on pienempi kuin 330 Vrms tai suurempi kuin 490 Vrms. (vikakoodi tulee näyttöön).
• Päällekytkentä tapahtuu kääntämällä on/o-kytkin (I-3) asentoon I, päinvastoin sammutus tapahtuu kääntämällä asentoon 0. Huomio! Älä koskaan
katkaise virtaa aseman latautuessa.
• Tuulettimen käyttäytyminen: Tämä laite on varustettu älykkäällä ilmanvaihdon ohjauksella aseman melun minimoimiseksi. Tuulettimet mukauttavat
nopeuden käytön ja ympäristön lämpötilan mukaan. Ne voidaan kytkeä pois päältä MIG- tai TIG-tilassa.
LIITÄNTÄ GENERAATORIIN
Tämä laite voi toimia generaattoreiden kanssa, jos aputeho täyttää seuraavat vaatimukset:
- Jännitteen tulee olla vaihtojännite, sen tehoarvon on oltava 400 V / - 15 % ja huippujännitteen alle 700 V,
- Taajuuden on oltava välillä 50 - 60 Hz.
Nämä olosuhteet on ehdottomasti tarkistettava, koska monet generaattorit tuottavat korkeajännitepiikkejä, jotka voivat vahingoittaa laitteita.
KÄYTTÄMÄLLÄ SÄHKÖJATKOJA
Kaikkien jatkojohtojen pituuden ja poikkileikkauksen on vastattava laitteen kireyttä. Käytä kansallisten määräysten mukaista jatkojohtoa.
Tulojännite Pituus - Jatkeosa (Pituus < 45m)
400V 4 mm²
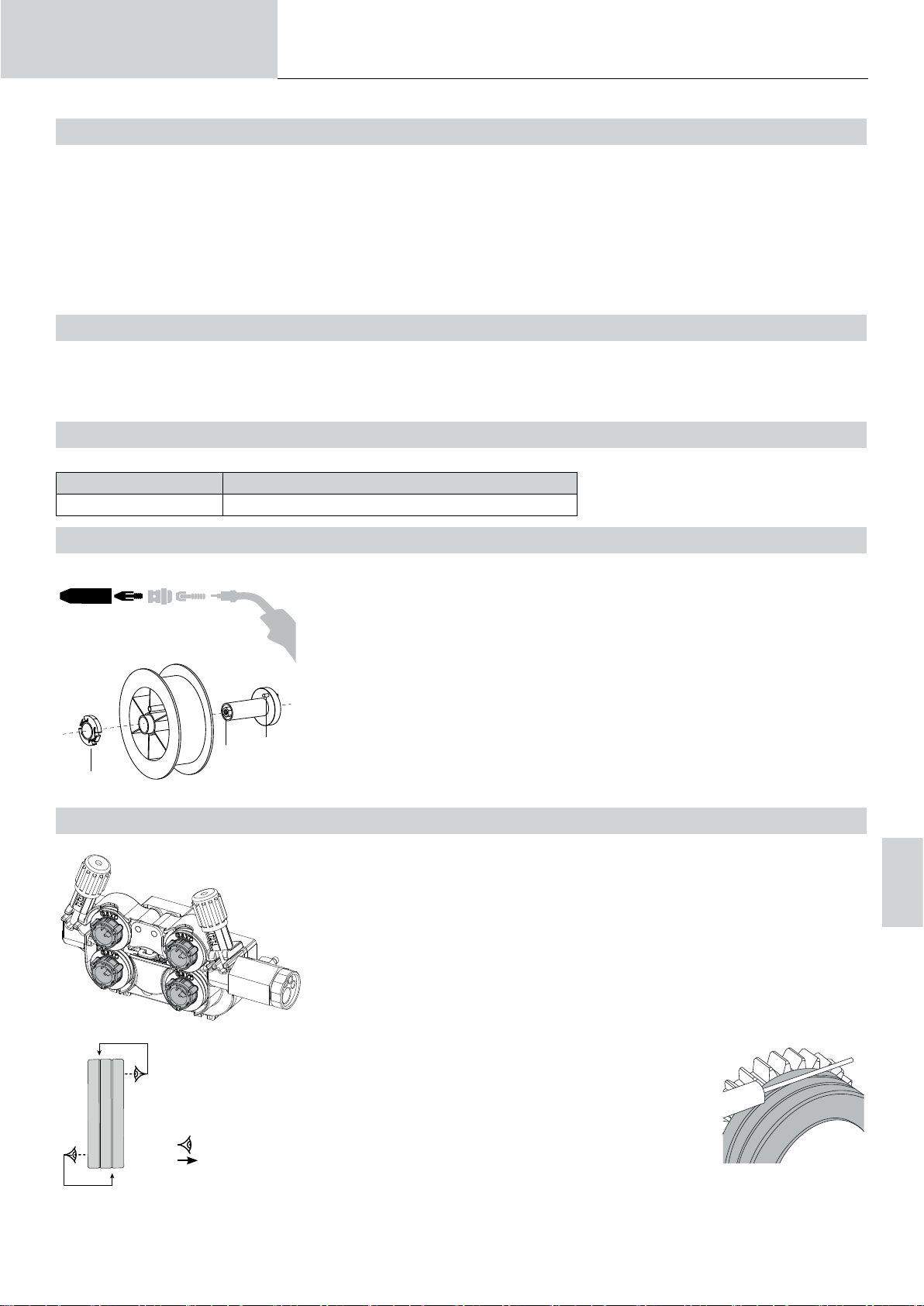
KELA-ASENNUS
a b
TÄYTTÖJOHDON LATAAAMINEN
a
- Irrota suutin (a) ja kontaktiputki (b) MIG/MAG-polttimesta.
- Avaa generaattorin luukku.
- Aseta kela kannattimelleen.
- Ota huomioon kelatuen käyttötappi (c). 200 mm:n kelan asentamiseksi kiristä muovikelan
pidike (a) niin pitkälle kuin mahdollista.
- Säädä jarrusäädintä (b), jotta puolan hitaus ei sotke lankaa hitsauksen lopettamisen
yhteydessä. Yleensä älä kiristä liikaa, mikä aiheuttaa moottorin ylikuumenemisen.
FI
Voit vaihtaa rullat seuraavasti:
- Löysää nuppeja (a) niin paljon kuin mahdollista ja laske ne alas.
- Avaa telojen lukitus kääntämällä kiinnitysrenkaita (b) neljänneskierros.
- Asenna käyttöösi sopivat moottorin rullat ja lukitse kiinnitysrenkaat.
Toimitetut telat ovat kaksiuraisia teräsrullia (1.0 ja 1.2).
b
- Tarkista telan merkinnästä, että rullat sopivat langan halkaisijalle ja langan materiaalille (Ø 1,2
langalle, käytä Ø 1,2 uraa).
- Käytä V-uralla varustettuja rullia teräslangoille ja muille koville lankoille.
- Käytä alumiinilankoja ja muita joustavia metalliseoslankoja varten teloja, joissa on U-muotoinen
ura.
: rullassa näkyvä kirjoitus (esimerkki: 1,2 VT)
: kurkku käytettäväksi
9
Page 10
Ohjekirja
Huomautukset :
• Liian kapea vaippa voi aiheuttaa purkautumisongelmia ja moottorin ylikuumenemisen.
• Myös polttimen liitin on kiristettävä hyvin ylikuumenemisen välttämiseksi.
• Tarkista, että johdin tai käämi eivät kosketa laitteen mekaniikkaa, muuten on olemassa oikosulun vaara.
Alkuperäisen ohjekirjan
käännös
Asenna täytemetallilanka seuraavasti:
- Löysää nuppeja niin paljon kuin mahdollista ja laske ne alas.
- Aseta lanka paikalleen, sulje sitten moottoroitu langansyöttölaite ja kiristä nupit ohjeiden mukaisesti.
- Aktivoi moottori käyttämällä polttimen liipaisinta tai manuaalista langansyöttöpainiketta (I-6).
LIIKKUVIEN OSIEN AIHEUTTAMA LOUKKAANTUMISVAARA
Letkukeloissa on liikkuvia osia, jotka voivat tarttua käsiin, hiuksiin, vaatteisiin tai työkaluihin ja aiheuttaa siten vammoja!
• Älä koske pyöriviin tai liikkuviin osiin tai käyttöosiin!
• Varmista, että kotelon kannet tai suojakannet pysyvät tiukasti suljettuina käytön aikana!
• Älä käytä käsineitä pujotessasi täyttölankaa ja vaihdessasi lisäainelankakelaa.
NEOPULSE 400 CW
KYLMÄRYHMÄN POHJUSTUS
Ensimmäisellä käyttökerralla pumpun esitäyttö voi olla vaikeaa ja aiheuttaa veden virtaushäiriön. Jotta se pohjustetaan oikein, on suositeltavaa
käyttää tuotteen mukana toimitettua esitäyttöletkua.t (I-19) ja noudata seuraavia ohjeita:
- Täytä jäähdytysnestesäiliö maksimitasoon asti. Säiliön tilavuus on 5,5 litraa.
- Liitä esitäyttöletku jäähdytysnesteen ulostuloliittimeen (I-17) ja aseta toinen pää tyhjään astiaan (mieluiten pulloon).
- Kytke generaattori päälle.
- Paina "Järjestelmä/Jäähdytysyksikkö" -valikossa -kuvaketta käynnistääksesi käynnistysprosessin.
- Kun pumppu on esitäytetty (säiliö, joka täyttyy jäähdytysnesteellä), pysäytä jäähdytysyksikkö painamalla jotakin käyttöliittymän painikkeista.
- Irrota esitäyttöputki, laita neste takaisin kylmäyksikköön: pumppu on esitäytetty.
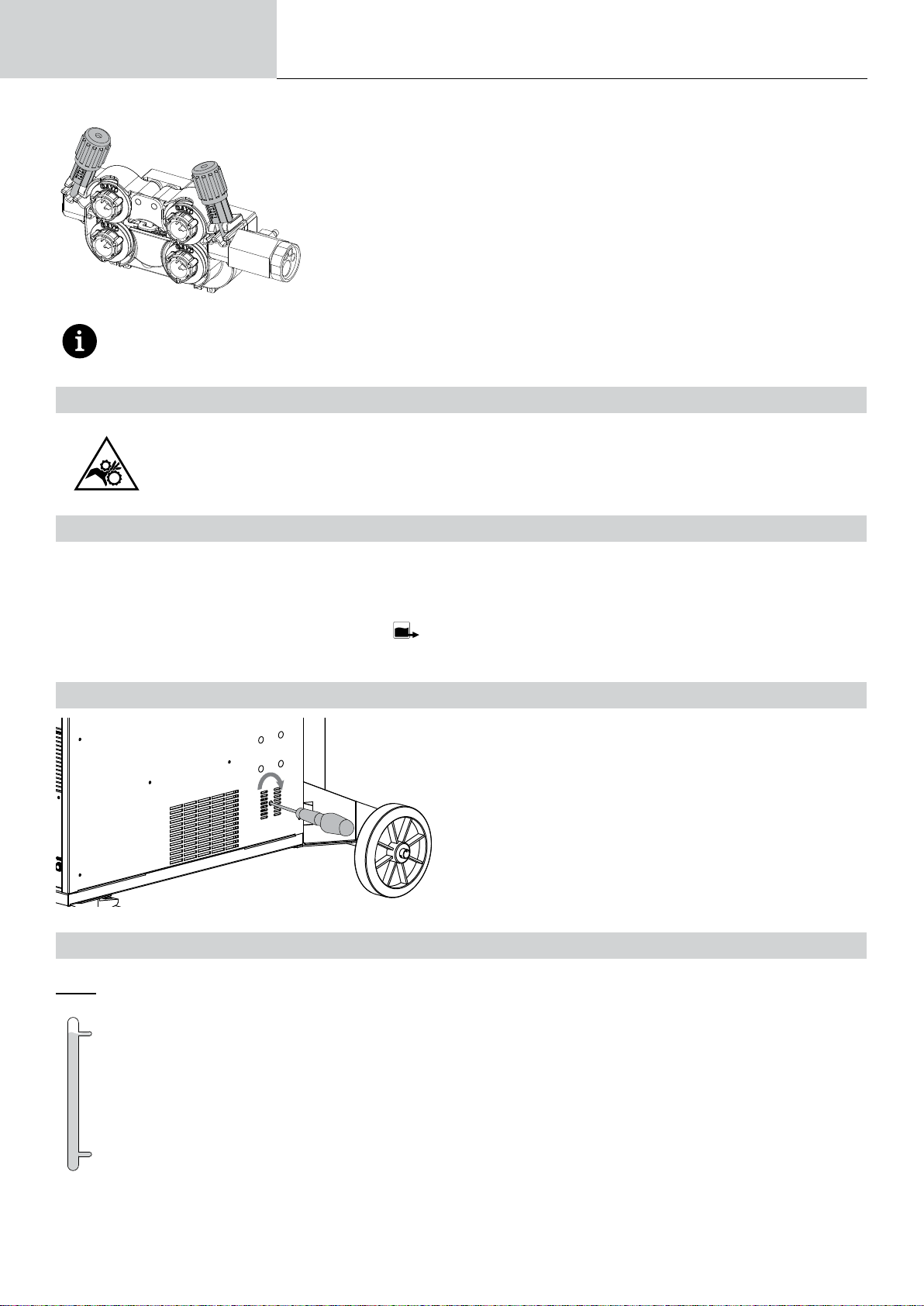
PUMPUN AKSELIN ESITÄYTTÖ
Pitkittynyt seisonta-aika ja jäähdytysnesteen epäpuhtaudet voivat aiheuttaa jäähdytyspumpun tukkeutumisen. Pumpun akselin esitäyttömenettely:
1/ Sammuta generaattori.
2/ Työnnä litteä ruuvimeisseli (Ø 9 mm max.) pumpun akselin keskelle
huoltoaukon läpi. Käännä sitten ruuvimeisseliä myötäpäivään, kunnes
pumpun akseli kääntyy jälleen tasaisesti.
3/ Irrota ruuvimeisseli.
4/ Kytke generaattori päälle.
NESTEJÄÄHDYTYS
10
TÄYTE
MAX
Jäähdytysyksikön säiliö on täytettävä jäähdytysyksikön etuosassa ilmoitetun mittarin suositeltuun MAX-tasoon asti, mutta ei koskaan
alle MIN-tason varoitusviestillä.
On välttämätöntä käyttää erityistä jäähdytysnestettä hitsauskoneille, joiden sähkönjohtavuus on alhainen ja joka on korroosion- ja
jäätymisenestoaine (viite 052246).
Muiden jäähdytysnesteiden ja erityisesti autojen vakiojäähdytysnesteen käyttö voi elektrolyysiilmiön kautta johtaa kiinteiden kerrostumien kerääntymiseen jäähdytyspiiriin, mikä heikentää jäähdytystä ja mahdollisesti jopa piirin tukkeutumiseen.
Tämä suositeltu MAX-taso on välttämätön nestejäähdytteisen polttimen käyttöjaksojen optimoimiseksi.
MIN
Muun kuin suositellun tyyppisen jäähdytysnesteen käytöstä aiheutuneita koneen vaurioita ei oteta huomioon takuun piirissä.
Page 11

Ohjekirja
KÄYTTÄÄ
ÄLÄ KOSKAAN KÄYTÄ generaattoria ILMAN JÄÄHDYTYSnestettä pumpun ollessa käynnissä.
1.
Noudata vähimmäistasoa. Jos näin ei tehdä, jäähdytysjärjestelmän pumppu voi vaurioitua pysyvästi.
On varmistettava, että jäähdytysyksikkö on kytketty pois päältä ennen polttimen nesteen tulo- ja/tai poistoputkien irrottamista. Jää-
2.
hdytysneste on haitallista ja ärsyttää silmiä, limakalvoja ja ihoa. Kuuma neste voi aiheuttaa palovammoja.
Palovammojen vaara kuumasta nesteestä. Älä koskaan tyhjennä kylmälaitetta käytön jälkeen. Sisällä oleva neste kiehuu, odota sen jäähty-
3.
mistä ennen tyhjentämistä.
”AUTO”-tilassa jäähdytinpumppu alkaa toimia, kun hitsaus alkaa. Kun hitsaus loppuu, pumppu jatkaa toimintaansa 10 minuuttia. Tänä
4.
aikana neste jäähdyttää hitsauspolttimen takaisin huoneenlämpöiseksi. Jätä generaattori kytkettynä virtalähteeseen muutamaksi minuutiksi
hitsauksen jälkeen, jotta se jäähtyy.
MIG-MAG-prosessissa kylmäyksikkö aktivoituu oletusarvoisesti (AUTO). Ilmajäähdytyksellä varustetun MIG-MAG-polttimen käyttämiseksi kylmäyksikkö on deaktivoitava (OFF). Voit tehdä tämän tutustumalla käyttöliittymän ohjeisiin.
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
PUOLIAUTOMAATTINEN TERÄKSEN/INOX-HITSAUS (MAG-TILA)
Laitteella voidaan hitsata teräslankaa ja ruostumatonta teräslankaa Ø 0,6 - 1,6 mm (II-A).
Laite toimitetaan vakiona toimimaan Ø 1,0 mm teräslangalla (tela Ø 1,0/1,2). Kosketusputki, rullan ura, polttimen vaippa on suunniteltu tätä sovellusta varten. Jotta voit hitsata lankaa, jonka halkaisija on 0,6, käytä poltinta, jonka pituus on enintään 3 m. Moottorin syöttölaitteen kosketusputki
sekä rullat kannattaa vaihtaa malliin, jonka ura on 0,6 (viite 061859). Tässä tapauksessa aseta se siten, että se huomioi merkinnän 0.6.
Käyttö teräksessä vaatii hitsauskohtaisen kaasun (Ar CO2). CO2-osuus voi vaihdella käytetyn kaasun tyypin mukaan. Käytä ruostumattomaan teräkseen 2 % CO2-seosta. Puhtaalla CO2:lla hitsattaessa kaasusylinteriin on liitettävä kaasun esilämmityslaite. Ota yhteyttä kaasun
jälleenmyyjään erityisiä kaasuvaatimuksia varten. Teräksen kaasun virtausnopeus on 8-15 litraa/minuutti ympäristöstä riippuen.
PUOLIAUTOMAATTINEN ALUMIINIHITSAUS (MIG-TILA)
Laitteella voidaan hitsata alumiinilankaa Ø 0,8 - 1,6 mm (II-B).
Alumiinin käyttö vaatii erityistä puhdasta argonkaasua (Ar). Kysy neuvoa kaasun jakelijalta kaasun valinnassa. Alumiinikaasun virtaus on 15-25 l/min
riippuen ympäristöstä ja hitsaajan kokemuksesta.
Tässä ovat erot teräksen ja alumiinin käyttötarkoitusten välillä:
- Käytä alumiinin hitsaukseen erityisiä teloja.
- Käytä mahdollisimman vähän painetta moottorin syöttölaitteen painerulliin, jotta lanka ei puristu.
- Käytä kapillaariputkea (joka on tarkoitettu ohjaamaan lankaa moottorin syöttölaitteen rullien ja EURO-liittimen välillä) vain teräksen/ruostumattoman teräksen hitsaukseen.
- Käytä erityistä alumiinista taskulamppua. Tässä alumiinipolttimessa on teonvaippa kitkan vähentämiseksi. ÄLÄ leikkaa vaippaa liittimen reunasta!
Tätä vaippaa käytetään ohjaamaan lanka teloista.
- Kosketusputki: käytä ERIKOISTA alumiinista kosketusputkea, joka vastaa langan halkaisijaa.
Käytettäessä punaista tai sinistä vaippaa (alumiinihitsaus), on suositeltavaa käyttää lisävarustetta 91151 (II-C).
Tämä ruostumattomasta teräksestä valmistettu vaippaohjain parantaa vaipan keskitystä ja helpottaa langan virtausta.
Video
PUOLIAUTOMAATTINEN HITSAUS CUSI- JA CUAL-TILASSA (JUOTUSTILA)
Laitteella voidaan hitsata CuSi- ja CuAl-lankaa Ø 0,8 - 1,6 mm.
Samalla tavalla kuin teräksessä tulee kapillaariputki laittaa paikoilleen ja käyttää teräsvaippaista poltinta. Juotoksissa on käytettävä puhdasta argonia
(Ar).
PUOLIAUTOMAATTINEN "EI KAASU" JOHTOJEN HITSAUS
Laitteella voidaan hitsata lanka ilman kaasusuojaa (No Gas) Ø 0,9 - 2,4 mm. Hitsauslanka vakiosuuttimella voi aiheuttaa ylikuumenemisen ja vaurioittaa poltinta. Irrota alkuperäinen suutin MIG-MAG-polttimesta.
FI
NAPAISUUDEN VALINTA
Vastakkaisuus Napaisuus -
Kaasusuojattu MIG/MAG-hitsaus vaatii yleensä
positiivista napaisuutta.
Katso kaikissa tapauksissa johdon valmistajan suosituksia napaisuuden valinnassa.
MIG/MAG-hitsaus ilman kaasusuojausta (No
Gas) vaatii yleensä negatiivista napaisuutta.
11
Page 12
Ohjekirja
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
KAASULIITÄNTÄ
- Asenna sopiva paineensäädin kaasupulloon. Liitä se hitsausasemaan mukana tulevalla letkulla. Kiinnitä 2 kiinnikettä vuotojen välttämiseksi.
- Varmista, että kaasupulloa huolletaan asianmukaisesti ottaen huomioon ketjun kiinnitys generaattoriin.
- Säädä kaasun virtausta säätämällä paineensäätimessä olevaa säätönuppia.
HUOM: helpottaa kaasuvirran säätämistä aktivoimalla moottorin syöttölaitteen rullat painamalla polttimen liipaisinta (löysää moottorin syöttölaitteen
jarrunuppia välttääksesi langan vetämisen). Kaasun maksimipaine: 0,5 MPa (5 bar).
Tämä menettely ei koske hitsausta "No Gas" -tilassa.
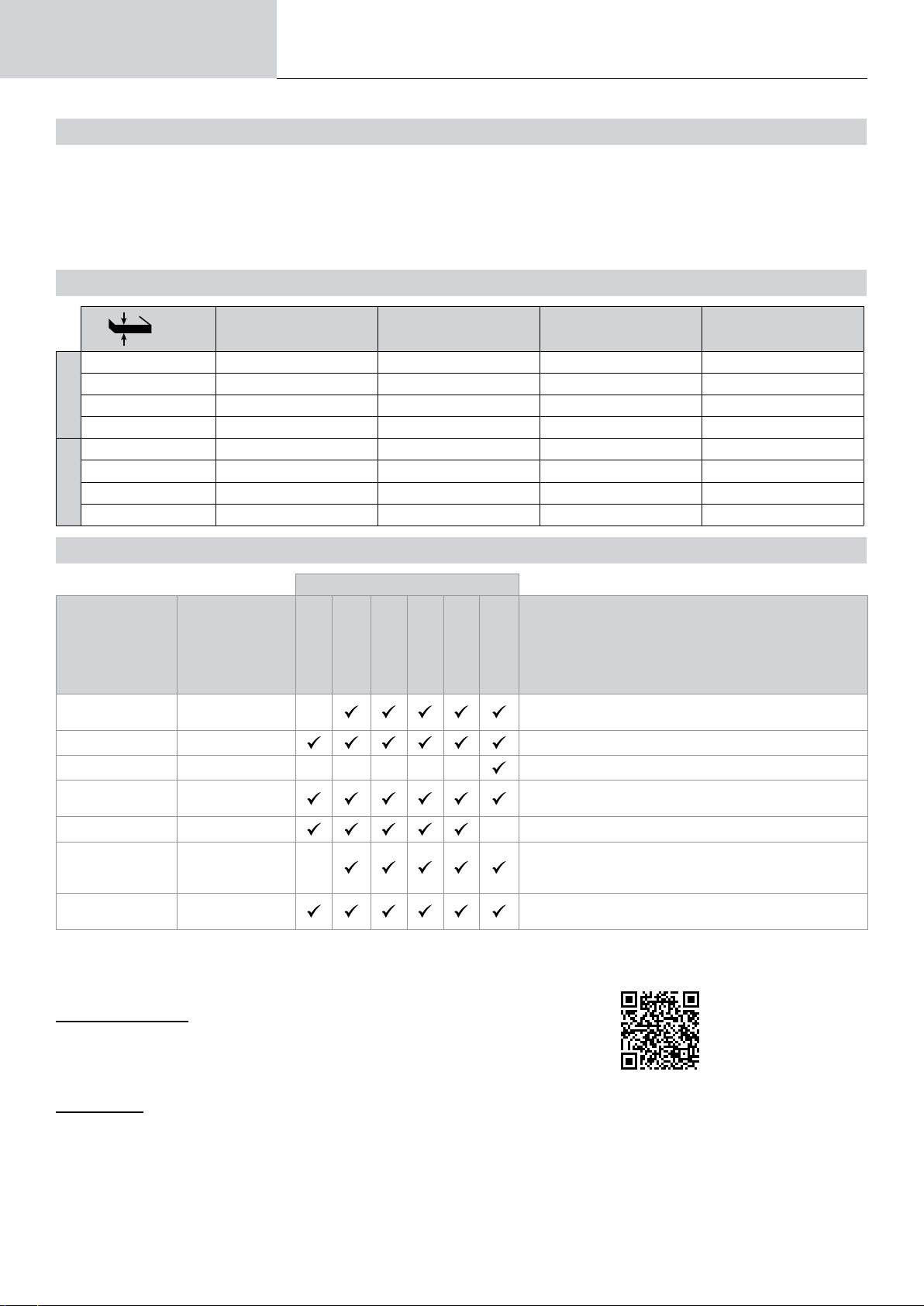
SUOSITELTUJA YHDISTELMIÄ
Nykyinen (A) Ø johto (mm) Ø Suutin (mm) Virtaus (l/min)
MIG
MAG
(mm)
0,8-2 20-100 0.8 12 10-12
2-4 100-200 1.0 12-15 12-15
4-8 200-300 1,0/1,2 15-16 15-18
8-15 300-500 1,2/1,6 16 18-25
0,6-1,5 15-80 0.6 12 8-10
1,5-3 80-150 0.8 12-15 10-12
3-8 150-300 1,0/1,2 15-16 12-15
8-20 300-500 1,2/1,6 16 15-18
MIG/MAG-HITSAUSTILA (GMAW/FCAW)
Hitsausprosessit
asetukset asetukset
MANUAA-
LINEN
STD DYNAA-
MINEN
STD-VAIKUTUS
Pari
materiaali/kaasu
Langan halkaisija Ø 0,6 > Ø 1,6 mm Vaijerin halkaisijan valinta
ModulArc POIS, PÄÄLLE - - - - - Aktivoi virran modulointi tai älä hitsaus (kaksoispulssi)
Liipaisun käyttäytyminen
Osoitustila KOHTA, VIIVE - Osoitustilan valinta
1st Paksuuden
Energiaa
- Fe Ar 25 % CO
-...
2T, 4T Liipaisuhitsauksen hallintatilan valinta.
säätö
Sujuva
Nopeus
Pidä
Coef. lämpö
2
-
-
KYLMÄ PULS-
SI
STDROOT
PULSSI
Hitsattavan materiaalin valinta.
Synergistiset hitsausparametrit
Näytettävän pääasetuksen valinta (hitsattavan osan paksuus, keskimääräinen hitsausvirta tai langan nopeus).
Katso luku "Energia" seuraavilta sivuilta.
Pääsy tiettyihin hitsausparametreihin riippuu valitusta näyttötilasta: Parametrit/Näyttötila: Helppo, Expert, Advanced. Katso HMI-ohjeet.
HITSAUSPROSESSIT
Lisätietoja GYS-synergioista ja hitsausprosesseista skannaamalla QR-koodi:
OSOITUSTILA
• SPOT
Tämä hitsaustila mahdollistaa osien esikokoonpanon ennen hitsausta. Osoittaminen voi olla manuaalista liipaisinta käyttämällä tai ajastettua ennalta
määritetyllä osoitusviiveellä. Tämä osoitusaika mahdollistaa paremman toistettavuuden ja hapettumattomien pisteiden muodostuksen (saatavilla
lisävalikosta).
• TAKARAJA
Tämä on osoitustila, joka on samanlainen kuin SPOT, mutta jossa on sarja pisteitä ja määritetty pysäytysaika niin kauan kuin liipaisinta painetaan.
12
Page 13
Ohjekirja
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
ASETUSTEN MÄÄRITTÄMINEN
Yksik-
kö
Langan nopeus m/min Kertyneen lisäainemetallin määrä ja epäsuorasti hitsauksen intensiteetti ja tunkeutuminen.
Jännitys V Vaikutus johdon leveyteen.
Itse - Vaimentaa hitsausvirtaa enemmän tai vähemmän. Säädettävä hitsausasennon mukaan.
Esikaasu s Polttimen tyhjennys ja kaasusuojan luominen ennen esitäyttöä.
Postikaasu s
Paksuus mm
Sujuva ON
Kaasusuojauksen ylläpidon kesto valokaaren sammutuksen jälkeen. Se auttaa suojaamaan osaa sekä elektrodia hapettumista vastaan.
Synergia mahdollistaa täysin automaattisen konguroinnin. Toimenpide paksuuteen
asettaa automaattisesti oikean kireyden ja vaijerin nopeuden.
Hitsausvirtaa säädetään käytetyn langan tyypin ja käytettävän materiaalin mukaan
hitsaus sauma.
Kaaren pituus - Voit säätää langan pään ja hitsisulan välistä etäisyyttä (kireyden säätö).
Lähestymisnopeus %
Hot Start % & s
Kraatterin täyttö %
Pehmeä aloitus s
Progressiivinen langan nopeus. Ennen esikäsittelyä lanka saapuu hitaasti luomaan ensimmäisen kosketuksen
aiheuttamatta nykimistä.
Hot Start on ylivirta käynnistyksen yhteydessä, joka estää langan tarttumisen hitsattavaan osaan. Sen voimakkuutta (% hitsausvirrasta) ja aikaa (sekunteina) voidaan säätää.
Tämä laakerivirta pysähdyksissä on yksi vaihe virran laskurampin jälkeen.
Sen voimakkuutta (% hitsausvirrasta) ja aikaa (sekunteina) voidaan säätää.
Virran asteittainen lisäys. Voimakkaiden syttymien tai iskujen välttämiseksi virtaa ohjataan ensimmäisen kosketuksen ja hitsauksen välillä.
Uplsope s Asteittainen virran nousuramppi.
Kylmä virta % Toinen niin kutsuttu "kylmä" hitsausvirta
Pulssitaajuus Hz Pulssi
Suhdanneraportti % Pulssitilassa asettaa kuuman virran ajan suhteessa kylmään nykyiseen aikaan.
Himmeämpi s Juokseva laskuramppi.
Kohta s Määritelty kesto.
Kesto 2 pisteen välillä s Kesto pisteen päättymisen (pois lukien Post Gas) ja uuden pisteen jatkamisen (mukaan lukien esikaasu) välillä.
Burnback s Toiminto, joka estää johdon juuttumisen johdon päähän. Tämä aika vastaa langan nousua sulasta kylvystä.
Tiettyjen hitsausparametrien käyttö riippuu hitsausprosessista (manuaalinen, vakio jne.) ja valitusta näyttötilasta (Easy, Expert tai Advanced). Katso
HMI-ohjeet.
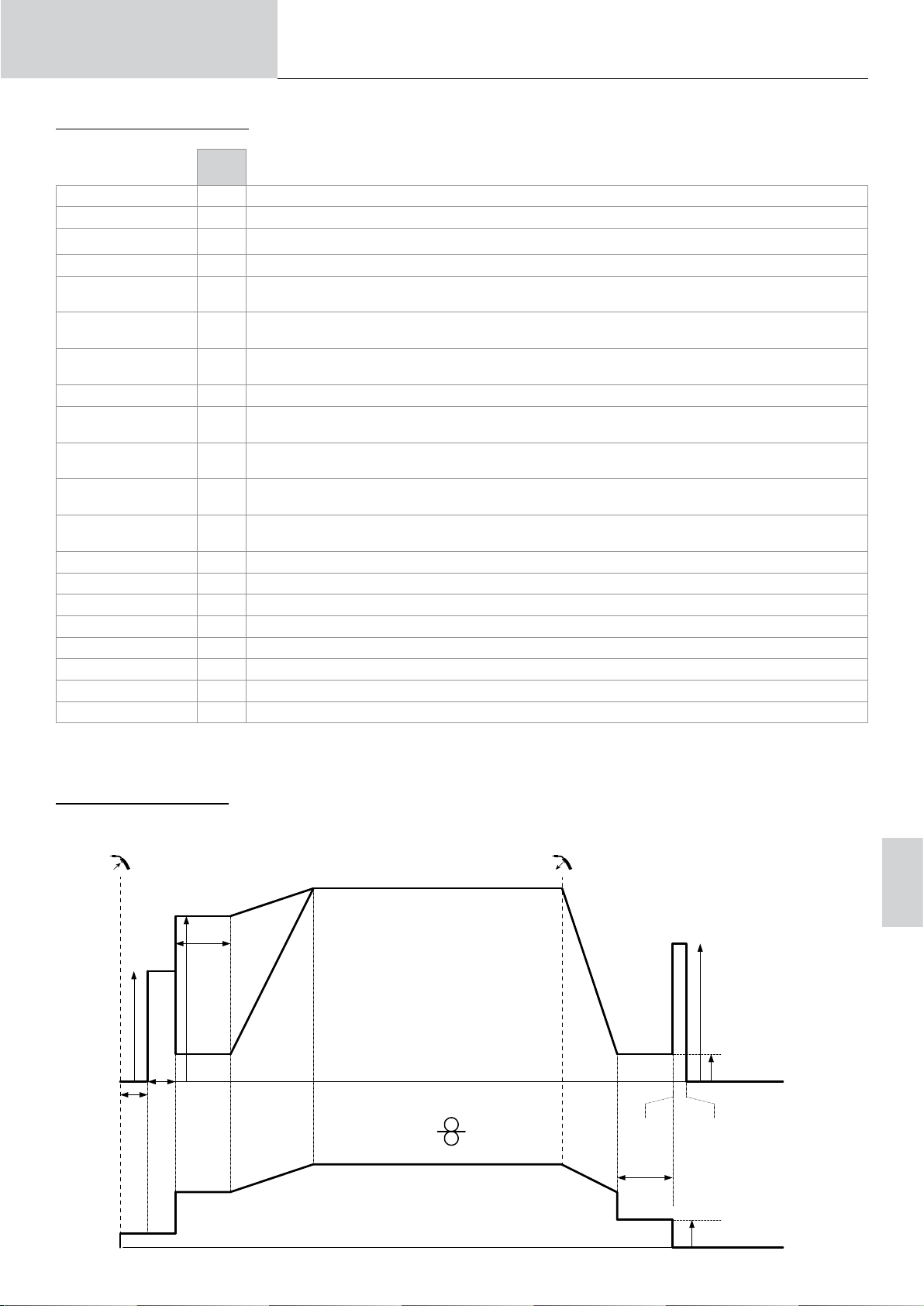
MIG/MAG-HITSAUSJAKSOT
Vakio 2T-prosessi:
I
T hotstart
Istart
I hot start
Dstart
T burn-back
T crater Filler
I burn-back
I blackout
Gas post-Flow
FI
Creep Speed
Gas Pre-Flow
Soft-start
I crater Filler
13
Page 14

Ohjekirja
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
Kun painat liipaisinta, esikaasu käynnistyy. Kun lanka koskettaa osaa, pulssi alustaa kaaren, jonka jälkeen hitsausjakso alkaa. Kun liipaisin vapautetaan, langansyöttö pysähtyy ja virtapulssi katkaisee langan siististi ja sen jälkeen kaasutolppa. Niin kauan kuin kaasupylväs ei ole valmis, liipaisimen
painaminen mahdollistaa hitsauksen nopean käynnistämisen uudelleen (manuaalinen ketjuommel) ilman HotStart-vaihetta. HotStart- ja/tai Crater-täyteaine voidaan lisätä kiertoon.
4T:n vakioprosessi:
I
T hotstart
Istart
Gas Pre-Flow
Soft-start
Dstart
Creep Speed
I hot start
4T
4T
T burn-back
T crater Filler
Normaalissa 4T:ssä esikaasun ja jälkikaasun kestoa hallitaan aikojen mukaan. HotStart ja Crater-täyttö liipaisimen avulla.
2T-pulssiprosessi:
I
T hotstart
I burn-back
I Blackout
Gas post-Flow
I crater Filler
Istart
Dstart
Creep Speed
Gas Pre-Flow
Soft-start
I hot start
T upslope
T downslope
T burn-back
T crater Filler
I burn-back
I blackout
Gas post-Flow
I crater Filler
Kun painat liipaisinta, esikaasu käynnistyy. Kun lanka koskettaa osaa, pulssi käynnistää kaaren. Sitten kone käynnistyy HotStartilla, Upslopella ja
lopuksi alkaa hitsausjakso. Kun liipaisin vapautetaan, alamäki alkaa, kunnes saavutetaan ICrater-täyttö. Sitten tulppa katkaisee vaijerin ja sen jälkeen
kaasutolppa. Kuten “Standardissa”, käyttäjällä on mahdollisuus käynnistää hitsaus nopeasti uudelleen kaasutolpan aikana ilman HotStart-vaihetta.
14
Page 15

Ohjekirja
4T-pulssiprosessi:
T hotstart
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
I
Istart
Gas Pre-Flow
Soft-start
Pulssitilassa 4T esikaasun ja jälkikaasun kestoa hallitaan aikojen mukaan. HotStart ja Crater-täyttö liipaisimen avulla
Dstart
Creep Speed
I hot start
T upslope
4T
T downslope
4T
T burn-back
T crater Filler
I burn-back
I Blackout
Gas post-Flow
I crater Filler
TIG (GTAW) -HITSAUSTILA
YHTEYDET JA NEUVOT
• TIG DC -hitsaus vaatii kaasusuojauksen (argon).
• Kytke maadoitusliitin plusliittimeen ( ). Liitä TIG-poltin (viite 046108) generaattorin EURO-liittimeen ja inversiokaapeli negatiiviseen (-)-liitäntään.
• Varmista, että poltin on hyvin varusteltu ja että kulutusosat (varapihdit, kauluksen tuki, diuusori ja suutin) eivät ole kuluneet.
• Elektrodin valinta riippuu TIG DC -prosessivirrasta.
ELEKTRODIN TEROTUS
Parhaan toiminnan varmistamiseksi on suositeltavaa käyttää elektrodia, joka on teroitettu seuraavasti:
d
L = 3 xd matalalle virralle.
L = d voimakkaalle virralle.
L
PROSESSIN PARAMETRIT
Hitsausprosessit
asetukset asetukset Synergistinen DC.
Vakio - Tasainen virta
-
Materiaalien tyyppi Fe, Al jne. - Hitsattavan materiaalin valinta
Volframielektrodin
halkaisija
Trigger-tila 2T - 4T - 4T LOK Liipaisuhitsauksen hallintatilan valinta.
E.TIG ON-OFF Vakioenergiahitsaustila kaaren pituusvaihteluiden korjauksella
Energiaa
Pääsy tiettyihin hitsausparametreihin riippuu valitusta näyttötilasta: Parametrit/Näyttötila: Helppo, Expert, Advanced.
Pulssi - Pulssivirta
Kohta - Tasainen osoitus
Tack - Pulssi osoittaa
1-4 mm Elektrodin halkaisijan valinta.
Pidä
Coef. lämpö
- Katso luku "Energia" seuraavilta sivuilta.
FI
15
Page 16

Ohjekirja
2 mm
D
10 mm
D
5 mm
D
2 mm
D
5 mm
D
10 mm
D
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
HITSAUSPROSESSIT
• DC TIG
Omistettu rautametallien, kuten teräksen, ruostumattoman teräksen, mutta myös kuparin ja sen seosten sekä titaanin virralle.
• Synergistinen TIG
Ei enää toimi tasavirtatyypin ja hitsaussyklin parametrien valinnassa, mutta sisältää kokemukseen perustuvat hitsaussäännöt/synergiat. Tämä tila
rajoittaa asetusten määrän kolmeen perusasetukseen: materiaalityyppi, hitsattava paksuus ja hitsausasento.
ASETUKSET
• Vakio
Soodaprosessige TIG DC Standard mahdollistaa korkealaatuisen hitsauksen useimpien rautapitoisten materiaalien, kuten teräksen, ruostumattoman
teräksen, mutta myös kuparin ja sen metalliseosten, titaanin jne. ansiosta. Lukuisat virran- ja kaasunhallintamahdollisuudet mahdollistavat hitsaustoiminnan täydellisen hallinnan aloitus hitsauspaan lopulliseen jäähdytykseen.
• Pulssi
Tämä pulssivirtahitsaustila yhdistää suurivirtapulsseja (I, hitsauspulssi) ja matalavirtapulsseja (I_Cold, osan jäähdytyspulssi). Tämä pulssitila mahdollistaa osien kokoamisen rajoittaen samalla lämpötilan nousua ja muodonmuutoksia. Ihanteellinen myös asennossa.
Esimerkki:
Hitsausvirta I on asetettu arvoon 100A ja % (I_Cold) = 50%, eli kylmävirta = 50% x 100A = 50A.
F(Hz) on asetettu arvoon 10 Hz, signaalijakso on 1/10 Hz = 100 ms -> joka 100 ms, pulssi 100 A ja toinen 50 A seuraa toisiaan.
• SPOT
Tämä hitsaustila mahdollistaa osien esikokoonpanon ennen hitsausta. Osoittaminen voi olla manuaalista liipaisinta käyttämällä tai ajastettua ennalta
määritetyllä osoitusviiveellä. Tämä osoitusaika mahdollistaa paremman toistettavuuden ja hapettumattomien pisteiden muodostuksen.
• TACK
Hitsaustila mahdollistaa myös osien esiasentamisen ennen hitsausta, mutta tällä kertaa kahdessa vaiheessa: ensimmäinen pulssimainen DC-vaihe,
joka keskittää kaaren paremman läpäisyn saavuttamiseksi, jota seuraa toinen vakiotasavirta, joka laajentaa kaaria ja siten kylpyä pisteen varmistamiseksi.
Kahden osoitusvaiheen säädettävät ajat mahdollistavat paremman toistettavuuden ja hapettumattomien pisteiden muodostuksen.
• E-TIG
Tämä tila mahdollistaa jatkuvan tehohitsauksen mittaamalla kaaren pituuden vaihtelut reaaliajassa varmistaakseen tasaisen vanteen leveyden ja
tunkeutumisen. Tapauksissa, joissa kokoonpano vaatii hitsausenergian hallintaa, E.TIG-tila takaa, että hitsaaja kunnioittaa hitsaustehoa riippumatta
polttimen asennosta osaan nähden.
Vakio
(vakiovirta)
E-TIG (vakioenergia)
ELEKTRODIN HALKAISIJAN VALINTA
Ø Elektrodi (mm)
Puhdasta volframia Volframi oksideilla
DC TIG
1 10 > 75 10 > 75
1.6 60 > 150 60 > 150
2 75 > 180 100 > 200
2.5 130 > 230 170 > 250
3.2 160 > 310 225 > 330
4 275 > 450 350 > 480
Noin = 80 A per Ø mm
16
Page 17

Ohjekirja
t
t
T2
T1
Bouton principal
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
>0.5s<0.5s<0.5s
TRIGGERIN KÄYTTÄYTYMINEN
• 2T
• 4T
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
T1 - Pääpainiketta painetaan, hitsausjakso alkaa (Pregas, I_Start,
UpSlope ja hitsaus).
T2 - Pääpainike vapautetaan, hitsausjakso pysähtyy (DownSlope,
I_Stop, PostGaz).
2-painikkeisessa taskulampussa ja vain 2T:ssä toissijaista painiketta
hallitaan kuten pääpainiketta.
T1 - Pääpainiketta painetaan, sykli alkaa esikaasusta ja pysähtyy
I_Start-vaiheeseen.
T2 - Pääpainike vapautetaan, sykli jatkuu UpSlope-tilassa ja hitsauksessa.
T3 - Pääpainiketta painetaan, sykli menee DownSlope-tilaan ja
pysähtyy I_Stop-vaiheeseen.
T4 - Pääpainike vapautetaan, sykli päättyy PostGasiin.
Huom: taskulamput, kaksoispainikkeet ja kaksoispotentiometripainike
=> “ylös/hitsausvirta”-painike ja potentiometri aktiivinen, “alas”-painike ei aktiivinen.
• 4T HIRSI
T1 - Pääpainiketta painetaan, sykli alkaa esikaasusta ja pysähtyy
I_Start-vaiheeseen.
T2 – Pääpainike vapautetaan, sykli jatkuu UpSlope-tilassa ja hitsauksessa.
LOG: tätä toimintatilaa käytetään hitsausvaiheessa:
- lyhyt painallus pääpainiketta (<0,5s), virta vaihtaa virran I-hitsauksesta I kylmään ja päinvastoin.
- toissijainen painike pidetään painettuna, virta vaihtaa virran I-hitsauksesta I kylmään
- toisiopainike pidetään vapautettuna, virta vaihtaa virran I kylmästä
I hitsaukseen
T3 – Pääpainikkeen pitkä painallus (>0,5 s), sykli siirtyy
DownSlopeen ja pysähtyy I_Stop-vaiheeseen.
T4 - Pääpainike vapautetaan ja sykli päättyy PostGasiin.
Kaksoisnappulaisilla tai kaksoisliipaisupolttimilla "korkea" liipaisin säilyttää samat toiminnot kuin yksiliipaisuinen tai sälelamppu. "Matala" liipaisin ei
ole aktiivinen.
MANUAALINEN KAASUNPOISTO
Hapen läsnäolo polttimessa voi johtaa mekaanisten ominaisuuksien heikkenemiseen ja voi johtaa korroosionkestävyyden heikkenemiseen. Kaasun
poistamiseksi polttimesta paina ja pidä painettuna painiketta nro 1 ja seuraa näytöllä olevia ohjeita.
ASETUSTEN MÄÄRITTÄMINEN
Esikaasu s Polttimen tyhjennys ja kaasusuojan luominen ennen esitäyttöä.
Sujuva
alkaa
Aika
alkaa
Nykyinen nousu s Mahdollistaa hitsausvirran asteittaisen lisäyksen.
Hitsausvirta ON Hitsausvirta.
Himmeämpi s
Sammutusvirta % Tämä pysäytyslaakerivirta on yksi vaihe virran laskurampin jälkeen.
Tauon aika s Pysäytysvaiheen aika on nykyisen laskeutumisrampin jälkeinen vaihe.
Paksuus mm Hitsattavan osan paksuus
Yk-
sikkö
% Tämä tasovirta käynnistyksen yhteydessä on esilämmitysvaihe ennen virran nousuramppia.
s Käynnistysaika ennen nykyistä ylösajoa.
Välttää kraatterien muodostumisen hitsauksen lopussa ja halkeamisvaaran, erityisesti kevyissä metalliseoksissa.
FI
17
Page 18

Ohjekirja
asema - Hitsausasento
Postikaasu s
Aaltomuoto - Pulssiosan aaltomuoto.
Kylmä virta % Toinen niin kutsuttu "kylmä" hitsausvirta
Kylmä sää % Kuumavirran (I) pulssin aikatasapaino
Taajuus
pulsaatio
Kohta s Manuaalinen tai asetettu kesto.
Pulssin kesto s Manuaalinen pulsaatiovaihe tai määrätty kesto
Pulssiton kesto s Manuaalinen tasaisen virran vaihe tai määrätty kesto
Pääsy tiettyihin hitsausparametreihin riippuu hitsausprosessista (vakio, pulssi jne.) ja valitusta näyttötilasta (Easy, Expert tai Advanced)
Hz
Alkuperäisen ohjekirjan
käännös
Kaasusuojauksen ylläpidon kesto valokaaren sammutuksen jälkeen. Se auttaa suojaamaan osaa sekä elektrodia hapettumista vastaan jäähdytyksen aikana.
Pulssi
SÄÄTÖVINKKEJÄ:
• Jos hitsataan manuaalisella metallilisäyksellä, F(Hz) synkronoidaan lisäyseleen kanssa,
• Jos pieni paksuus ilman lisäystä (< 0,8 mm), F(Hz) > 10 Hz
• Hitsaus paikallaan, sitten F(Hz) < 100Hz
NEOPULSE 400 CW
PUIKKOHITSAUSTILA (SMAW)
YHTEYDET JA NEUVOT
• Liitä kaapelit, elektrodin pidike ja maadoitusliitin liitäntäliittimiin.
• Noudata elektrodikoteloissa ilmoitettuja napaisuutta ja hitsausvoimakkuutta.
• Irrota puikkoelektrodi puikkopitimestä, kun hitsausvirtalähde ei ole käytössä.
• Laitteisto on varustettu kolmella invertterikohtaisella ominaisuudella:
- Hot Start tarjoaa ylivirran hitsauksen alussa.
- Arc Force tuottaa ylivirran, joka estää tarttumisen, kun elektrodi tulee kylpyyn.
- Tarttumisenesto tekee elektrodin irti kuorimisesta helppoa ilman, että se muuttuu punaiseksi, jos se on kiinni.
PROSESSIN PARAMETRIT
Hitsausprosessit
asetukset asetukset Vakio Pulssi
Elektrodin tyyppi
Tarttumisenesto POIS, PÄÄLLE
Energiaa
Pääsy tiettyihin hitsausparametreihin riippuu valitusta näyttötilasta: Parametrit/Näyttötila: Helppo, Expert, Advanced.
HITSAUSPROSESSIT
• Vakio
Tämä standardi puikkohitsaustila sopii useimpiin sovelluksiin. Se mahdollistaa hitsauksen kaikentyyppisillä päällystetyillä elektrodeilla, rutiililla, emäksillä, selluloosalla ja kaikilla materiaaleilla: teräksellä, ruostumattomalla teräksellä ja valuraudalla.
• Pulssi
Tämä pulssipuikkohitsaustila sopii sovelluksiin pystysuorassa nousuasennossa (PF). Pulssin avulla voit ylläpitää kylmää kylpyä ja edistää samalla
materiaalin siirtymistä. Ilman pulsaatiota ylöspäin suuntautuva pystyhitsaus vaatii "kuusen" liikettä, toisin sanoen vaikeaa kolmioliikettä. Pulsed MMA:n
ansiosta tätä liikettä ei enää tarvitse tehdä, vaan kappaleen paksuudesta riippuen suora ylöspäin suuntautuva liike saattaa riittää. Jos kuitenkin haluat
laajentaa hitsausallasta, riittää yksinkertainen sivuttaisliike, joka on samanlainen kuin tasainen hitsaus. Tässä tapauksessa voit säätää pulssivirtasi
taajuutta näytöllä. Tämä prosessi tarjoaa siten paremman pystysuoran hitsaustoiminnan hallinnan.
PALVELTUJEN ELEKTRODIEN VALINTA
Rutiili
Perus
Selluloosa
Pidä
Coef. lämpö
Elektrodin tyyppi määrittää tietyt parametrit käytetyn elektrodin tyypistä
riippuen sen hitsattavuuden optimoimiseksi.
Tarttumisenesto on suositeltavaa poistaaksesi elektrodi turvallisesti, jos
se tarttuu hitsattavaan osaan (virta katkeaa automaattisesti).
Katso luku "Energia" seuraavilta sivuilta.
Katso HMI-ohjeet.
• Rutiilielektrodi: erittäin helppokäyttöinen kaikissa asennoissa.
• Peruselektrodi: käytettävä kaikissa asennoissa, soveltuu turvallisuustyöhön lisääntyneiden mekaanisten ominaisuuksiensa ansiosta.
• Selluloosaelektrodi: erittäin dynaaminen kaari korkealla sulamisnopeudella, sen käyttö kaikissa asennoissa sopii erityisen hyvin putkistoihin.
ASETUSTEN MÄÄRITTÄMINEN
Yk-
sikkö
Prosenttiosuus
Hot Start
Hot Start Kesto s
%
Hot Start on käynnistyksen yhteydessä ylivirta, joka estää elektrodia tarttumasta hitsattavaan osaan. Sen voimakkuutta (% hitsausvirrasta) ja aikaa (sekunteina) voidaan säätää.
18
Page 19

Ohjekirja
Hitsausvirta ON Hitsausvirta säädetään valitun elektrodin tyypin mukaan (katso puikkopakkaus).
Arc Force % Arc Force on ylivirta, joka toimitetaan estämään tarttumista, kun elektrodi tai pisara koskettaa hitsausallasta.
Olen kylmä %
Kylmä sää s
Taajuus
pulsaatio
Pääsy tiettyihin hitsausparametreihin riippuu valitusta näyttötilasta: Parametrit/Näyttötila: Helppo, Expert, Advanced. Katso HMI-ohjeet.
HITSAUKSEN VOIMAKKUUDEN SÄÄTÖ
Seuraavat asetukset vastaavat käytettävää intensiteettialuetta elektrodin tyypistä ja halkaisijasta riippuen. Nämä alueet ovat melko laajat, koska ne
riippuvat sovelluksesta ja hitsausasennosta.
Elektrodin Ø (mm) Rutiili E6013 (A) Basic E7018 (A) Selluloosa E6010 (A)
1.6 30-60 30-55 -
2.0 50-70 50-80 -
2.5 60-100 80-110 60-75
3.15 80-150 90-140 85-90
4.0 100-200 125-210 120-160
5 150-290 200-260 110-170
6.3 200-385 220-340 -
Hz PULSSI-tilan PULSATION-taajuus.
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
KAAREN VOIMAN SÄÄTÖ
On suositeltavaa asettaa kaarivoima keskiasentoon (0) hitsauksen aloittamiseksi ja säätää sitä tulosten ja hitsausmieltymysten mukaan. Huomautus:
kaarivoiman säätöalue on valittu valitun elektrodin mukaan.
TALTTAUS
Talttauksen aikana talttauselektrodin ja metalliosan välissä palaa sähkökaari, joka lämmittää osaa, kunnes se sulaa. Tämä nestemäinen hitsausallas "puhdistetaan" paineilmalla. Talttaukseen tarvitaan elektrodipidike, joka on varustettu paineilmaliitännällä (viite 041516) ja talttauselektrodilla:
Ystävällinen Määrä Ampeeri viite.
6,5 x 305 mm 50 400 A 086081
PROSESSIN PARAMETRIT
Yk-
sikkö
Hitsausvirta ON
Pääsy tiettyihin käyttöliittymätoimintoihin ei ole käytettävissä talttaustilassa (JOB jne.)
Hitsausvirta säädetään talttauselektrodin halkaisijan ja tyypin mukaan (enintään 400 A)
(katso elektrodin pakkausta).
ENERGIA
Tila on kehitetty hitsaukseen DMOS:n valvomalla energiansäädöllä. Tämä tila mahdollistaa hitsauksen jälkeisen vanan energianäytön lisäksi lämpökertoimen säätämisen käytetyn standardin mukaan: 1 ASME-standardeille ja 0,6 (TIG) tai 0,8 (MMA/MIG-MAG) eurooppalaisille standardeille.
Näytetty energia lasketaan ottaen huomioon tämä kerroin.
FI
VALINNAINEN TYÖNTÄ-VETOLAITIN
Viite Langan halkaisija Pituus Jäähdytystyyppi
038738 0,8 > 1,2 mm 8 m ilmaa
038141 0,8 > 1,2 mm 8 m nestettä
038745 0,8 > 1,6 mm 8 m nestettä
Push-Pull-poltin voidaan liittää generaattoriin liittimen (I-13) kautta. Tämäntyyppinen poltin mahdollistaa AlSi-langan käytön jopa Ø 0,8 mm:n polttimen pituudella 8 m. Tätä poltinta voidaan käyttää kaikissa MIG-MAG-hitsaustiloissa.
Push-Pull-polttimen tunnistaminen tapahtuu yksinkertaisesti painamalla liipaisinta.
Käytettäessä Push-Pull-poltinta potentiometrillä, käyttöliittymän säädöllä voit asettaa säätöalueen maksimiarvon.
Potentiometrin avulla voit sitten vaihdella 50 % ja 100 % välillä tästä arvosta.
19
Page 20

Ohjekirja
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
VALINNAINEN KAUKOSÄÄDIN
• RC-HA2 analoginen kaukosäädin (viite 047679):
Analoginen kaukosäädin voidaan liittää generaattoriin liittimen (I-13) kautta.
Tämä komento vaikuttaa jännitteeseen (1. potentiometri) ja langan nopeuteen (2e potentiometri). Nämä asetukset eivät ole silloin käytettävissä
generaattorin käyttöliittymässä.
• Digitaalinen kaukosäädin RC-HD2 (viite 062122):
Digitaalinen kaukosäädin voidaan liittää generaattoriin NUM-1 Kitin kautta (optio viite 063938).
Tämä kaukosäädin on tarkoitettu MIG/MAG-, MMA- ja TIG-hitsausprosesseihin. Se mahdollistaa hitsausaseman etäsäädön. ON/OFF-painike
kytkee digitaalisen kaukosäätimen pois päältä tai päälle. Kun kaukosäädinTämä digitaali on päällä, generaattorin käyttöliittymä näyttää virta- ja
jännitearvot. Heti kun käyttöliittymä sammutetaan tai irrotetaan, generaattori HMI aktivoituu uudelleen.
TELAT (F) KOHDASSA OPTION
Halkaisija
ø 0,6/0,8 061859 - ø0,9/1,1 061927
ø0,8/1,0 061866 061897 ø1,2/1,6 061934
ø1,0/1,2 061873 061903 ø1,4/2,0 061941
ø1,2/1,6 061880 061910 ø1,6/2,4 061958
Jos rullat ovat kuluneet tai käytetään täyttölankaa, jonka halkaisija on > 1,6 mm, on suositeltavaa vaihtaa muovilanganohjain:
Halkaisija Väri Viite
ø 0,6>1,6 sininen 061965
ø1,8>2,8 punainen 061972
Viite (x4)
Teräs Alumiini Täydellinen lanka
Halkaisija
Viite (x4)
VALINNAINEN VIRTAUSMITTARISARJA
Virtausmittarisarjan (viite 073395) avulla voit säätää ja ohjata kaasuvirtausta polttimen ulostulossa, kun se on kytketty
kaasuverkkoon (Ar ja Ar/Co2). Verkkokaasun paineen on oltava vakaa ja välillä 2-7 baaria. Virtausnopeus on säädettävissä välillä 3 - 30 l/min.
VALINNAINEN SUODATINSARJA
Pölysuodatin (viite 063143), suodatuksen hienous: 270 µm (0,27 mm).
Huomaa, että tämän suodattimen käyttö vähentää generaattorisi käyttöjaksoa.
Tuuletusaukkojen tukkeutumisen aiheuttaman ylikuumenemisen välttämiseksi pölysuodatin on
puhdistettava säännöllisesti. Irrota ja puhdista paineilmalla.
LISÄTUT OMINAISUUDET
Valmistaja GYS tarjoaa laajan valikoiman tuotteesi kanssa yhteensopivia ominaisuuksia.
Löydä ne skannaamalla QR-koodi.
20
Hitsaus
manuaalinen
Hitsaus
Automaattinen
Page 21

Ohjekirja
Alkuperäisen ohjekirjan
käännös
NEOPULSE 400 CW
POIKKAUKSET, SYYT, KORJAUKSET
OIREET MAHDOLLISET SYYT KORJAUSTOIMET
Naarmut tukkivat aukon
Hitsauslangan virtausnopeus ei ole vakio.
Langansyöttömoottori ei toimi. Kelajarru tai rulla liian tiukka. Löysää jarrua ja rullat
Huono langansyöttö.
Ei virtaa tai heikko hitsausvirta.
Lanka jumittuu telojen jälkeen
Hitsauspalle on huokoinen.
Erittäin suuria kipinähiukkasia.
Polttimesta ei tule kaasua Huono kaasuliitäntä
Virhe latauksessa
Varmuuskopiointiongelma
JOBS:ien automaattinen poistaminen.
Push Pull -polttimen tunnistusvirhe - Tarkista Push Pull -polttimen liittimet
USB-avain ongelma
Tiedoston ongelma
Lanka luistaa kivissä. Levitä uudelleen tarttumista estävää tuotetta.
Yksi kivistä luistaa. Tarkista rullaruuvin kireys.
Polttimen kaapeli on mutkalla.
Likainen tai vaurioitunut vaijeriohjaimen
vaippa.
Rulla-akselin avain puuttuu Aseta avain takaisin koteloonsa
Kelan jarru liian tiukka. Vapauta jarru.
Huono liitäntä pistorasiaan.
Huono maadoitusliitäntä.
Ei virtaa. Tarkista polttimen liipaisin.
Murskattu vaijeriohjainvaippa. Tarkista suojus ja polttimen runko.
Johto tukossa taskulampussa. Vaihda tai puhdista.
Ei kapillaariputkea. Tarkista kapillaariputken läsnäolo.
Johdon nopeus liian suuri. Vähennä langan nopeutta
Kaasun virtaus on riittämätön.
Tyhjä kaasupullo. Korvaa se.
Epätyydyttävä kaasun laatu. Korvaa se.
Ilmankierto tai tuulen vaikutus. Estä veto, suojaa hitsausaluetta.
Kaasusuutin liian tukossa. Puhdista kaasusuutin tai vaihda se.
Huono langan laatu. Käytä MIG-MAG-hitsaukseen sopivaa lankaa.
Hitsattavan pinnan huonolaatuinen kunto
(ruoste jne.)
Kaasua ei ole kytketty
Valokaarijännite liian pieni tai liian korkea. Katso hitsausparametrit.
Huono massan lisäys.
Riittämätön suojakaasu. Säädä kaasun virtaus.
USB-muistitikun tiedot ovat virheellisiä tai
vioittuneet.
Olet ylittänyt varmuuskopioiden enimmäismäärän.
Jotkut työtehtävistäsi on poistettu, koska ne
eivät enää olleet voimassa uusien synergioiden kanssa.
USB-tikulta ei löydy TYÖTÄ -
Lisää muistitilaa tuotteessa Vapauta tilaa USB-tikulta.
Tiedosto ”…” ei vastaa tuotteeseen ladattuja
synergiaetuja
Puhdista kontaktiputki tai vaihda se ja lisää
tarttumisenestoaine.
Polttimen kaapelin tulee olla mahdollisimman
suora.
Puhdista tai vaihda.
Tarkista pistorasian liitäntä ja katso, onko
pistorasiassa virtaa kunnolla.
Tarkista maadoituskaapeli (liitäntä ja puristimen kunto).
Säätöalue 15-20 l/min.
Puhdista perusmetalli.
Puhdista osa ennen hitsausta
Tarkista, että kaasu on kytketty generaattorin
sisääntuloon.
Tarkista ja aseta maadoituspuristin mahdollisimman lähelle hitsattavaa aluetta.
Tarkista kaasun tuloliitäntä
Tarkista, että solenoidiventtiili toimii
Tarkista tietosi.
Sinun on poistettava ohjelmat.
Varmuuskopioiden määrä on rajoitettu
500:aan.
-
Tiedosto luotiin synergioilla, joita koneessa ei
ole.
FI
21
Page 22
Ohjekirja
Alkuperäisen ohjekirjan
käännös
TAKUUEHDOT
Takuu kattaa kaikki viat tai valmistusvirheet 2 vuoden ajan ostopäivästä (osat ja työ).
Takuu ei kata:
• Kaikki muut kuljetuksesta johtuvat vauriot.
• Osien normaalia kulumista (esim. kaapelit, puristimet jne.).
• Väärästä käytöstä johtuvat vaaratilanteet (virtalähdevirhe, putoaminen, purkaminen).
• Ympäristöön liittyvät viat (saaste, ruoste, pöly).
Vian sattuessa palauta laite jälleenmyyjällesi, mukaan lukien:
- päivätty ostotodistus (kuitti, lasku jne.)
- vikaa koskeva selitys.
NEOPULSE 400 CW
22
Page 23

Pièces de rechange
NEOPULSE 400 CW
SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / ЗАПАСНЫЕ ЧАСТИ / RESERVE
ONDERDELEN / PEZZI DI RICAMBIO
51
21
50
52
49
20
19
13
12
53
22
23
48
18
17
16
14
15
24
47
46
27
43
37
36
35
42
41
34
33
39
38
44
28
25
27
6
5
7
4
10
3
2
1
1 Roue pivotante / Rueda giratoria / Поворотное колесо / Zwenkwieltje / Ruota girevole 71360
2 Roue arrière / Rueda trasera / Заднее колесо / Achterwiel / Ruote posteriori 71735
Circuit groupe froid / Circuito equipo de refrigeración / Цепь системы охлаждения / Circuit koelgroep / Circuito unità di rared-
3
damento
4 Réservoir / Tanque / Бак / Tank / Serbatoio 90861
5 Bouchon de remplissage / Tapón de envase / Пробка заправочного отверстия / Vuldop / Tappo del serbatoio 71299
6 Pompe / Bomba / Насос / Pomp / Pompa 71744
7 Dissipateur / Disipador / Гаситель / Koel element / Dissipatore 71778
8 Capteur de débit / Sensor de caudal / Датчик расхода / Sensor / Sensore del usso 81100
Ventilateur groupe froid / Ventilador de la unidad de refrigeración / Вентилятор система охлаждения / Ventilator koelgroep /
9
Ventilatore unità di rareddamento
10 CTN laire / CTN alambre / Проводной NTC / CTN / CTN con lo
11 Capteur de niveau / Sensor de nivel / Датчик уровня / Sensor niveau / Sensore di livello 71766
Raccord rapide rouge / Conector rápido rojo / Быстроразъёмное соединение красный / Snelkoppeling rood / Raccordo
12
rapido rosso
Raccord rapide bleu / Conector rápido azul / Быстроразъёмное соединение синий / Snelkoppeling blauw / Raccordo rapido
13
blu
< 23.06.062061.000001 52105
> 23.06.062061.000001 52107
97292C
51046
71695
71694
23
Page 24

Pièces de rechange
NEOPULSE 400 CW
14 Porte-fusible / Porta-fusibles / Патрон плавкого предохранителя / Zekeringhouder / Porta-fusibile 51387
15 Fusible / Fusible / Плавкий предохранитель / Zekering / Fusibile 51401
Grille de protection avant / Rejilla de protección frontal / Передняя защитная решетка / Beschermrooster voor / Griglia di
16
protezione anteriore
Câble d’inversion de polarité + presse étoupe / Cable de polaridad inversa + prensaestopas / Кабель инверсии полярности +
17
сальник / Kabel ompoling + kabelwartel / Cavo d’inversione di polarità + pressacavo
18 Embase texas / Conector texas / Разъем Texas / Texas aansluiting / Colletto Texas 51468
Faisceau analogique 14 pts / Cable conector analógico14 pts / Аналоговый луч 14 баллов / Analoge kabel 14-polig / Fascio-
19
cavo analogico 14 pts
20 Poignée plastique / Mango de plástico / Пластиковая ручка / Kunststoen handvat / Impugnatura plastica 56047
21 Carter plastique / Carcasa de plástico / Пластмассовый кожух / Kunststoen behuizing / Contenitore plastico 46199
22 Clavier / Teclado / Панель управления / Bedieningspaneel / Tastiera 51973
23 Bouton noir / Botón negro / Черная кнопка / Zwarte knop / Tasto nero 73016
24 Circuit IHM / Tarjeta IHM / Плата IHM / IHM circuit / Circuito IHM 97712C
25 Self de sortie / Inductancia de salida / Выходной дроссель / Inductor uitgang / Self di uscita 96142
26 Module de puissance / Módulo de potencia / Модуль мощности / Vermogensmodule / Modulo di potenza 97549
27 Petit ventilateur / Pequeño ventilador / Малый вентилятор / Kleine ventilator / Piccola ventola 51018
28 Circuit puissance / Circuito de potencia / Плата мощности / Vermogenscircuit / Circuito potenza 97704C
29 Pont de diodes / Puente de diodos / Диодный мост / Diode brug / Ponte a diodi 52193
30 SMI puissance / SMI de potencia / Плата мощности SMI / Vermogenskaart / SMI potenza 97735
31 Diodes isotope / Diodos isotópicos / Диоды изотопные / Isotoopdiode / Diodi isotopi 52197
32 Résistances / Resistencias / Сопротивление / Weerstanden / Resistenze 51417
33 Grand ventilateur / Gran Ventilador / Большой вентилятор / Grote Ventilator / Grande ventola 50999
Grille de protection arrière / Rejilla de protección trasera / Задняя защитная решетка / Beschermrooster achter / Griglia di
34
protezione posteriore
35 Electrovanne / Electroválvula / Электроклапан / Magneetventiel / Elettrovalvola 71542
36 Cordon secteur / Cable de conexión eléctrica / Сетевой шнур / Elektrisch netsnoer / Cavo corrente 21470
37 Interrupteur / Interruptor / Выключатель / Schakelaar / Interruttore 51069
38 Capteur de courant / Sensor de corriente / Датчик тока / Stroomsensor / Sensore di corrente 64460
39 Transformateur / Transformador / Трансформатор / Transformator / Trasformatore 63728
40 Circuit ltre CEM / Circuito del ltro CEM / Плата фильтра ЭМС / EMC lter card / Circuito ltro CEM 97804C
41 Circuit de contrôle / Circuito de control / Контрольная плата / Controle circuit / Circuito di controlllo 97707C
42 Circuit dévidoir / Circuito devanadera / Плата подающего механизма / Circuit draadaanvoersysteem / Circuito trainalo 97709C
43 Circuit d’alimentation / Circuito de Alimentación / Плата питания / Voedingscircuit / Circuto di alimentazione 97711C
44 Moto-dévidoir / Moto-devanadera / Моторизированный подающий механизм / Gemotoriseerde rollen / Trainalo 51201
45 Led laire / LED lar / Проводной светодиод / LED / LED cablato 51990
46 Bouton inverseur / Botón de inversión / Кнопка переключения / Revers knop / Pulsante inverter 52468
47 Connecteur USB / Conector USB / Коннектор USB / USB aansluiting / Connettore USB 71857
48 Support bobine / Soporte bobina / Держатель бобины / Spoel-houder / Supporto bobina 71613
49 Fenêtre dévidoir / Ventana devanadera / Окно подающего механизма / Venster draadaanvoersysteem / Finestra trainalo 56231
Vitre fenêtre dévidoir / Cristal de carrete para ventanas / Стекло окна подающего механизма / Raampje draadaanvoer-
50
systeem / Vetro nestra trainalo
51 Verrou / Cerrojo / Затвор / Vergrendeling / Bloccare 71003
52 Boite accessoire / Caja de accesorios / Набор расходных материалов / Doos met accessoires / Confezione accessori 71567
53 Charnière / Bisagra / Шарнирная петля / Scharnier / Cerniera 56239
51010
A0117
91424ST
56225
56238
24
Page 25
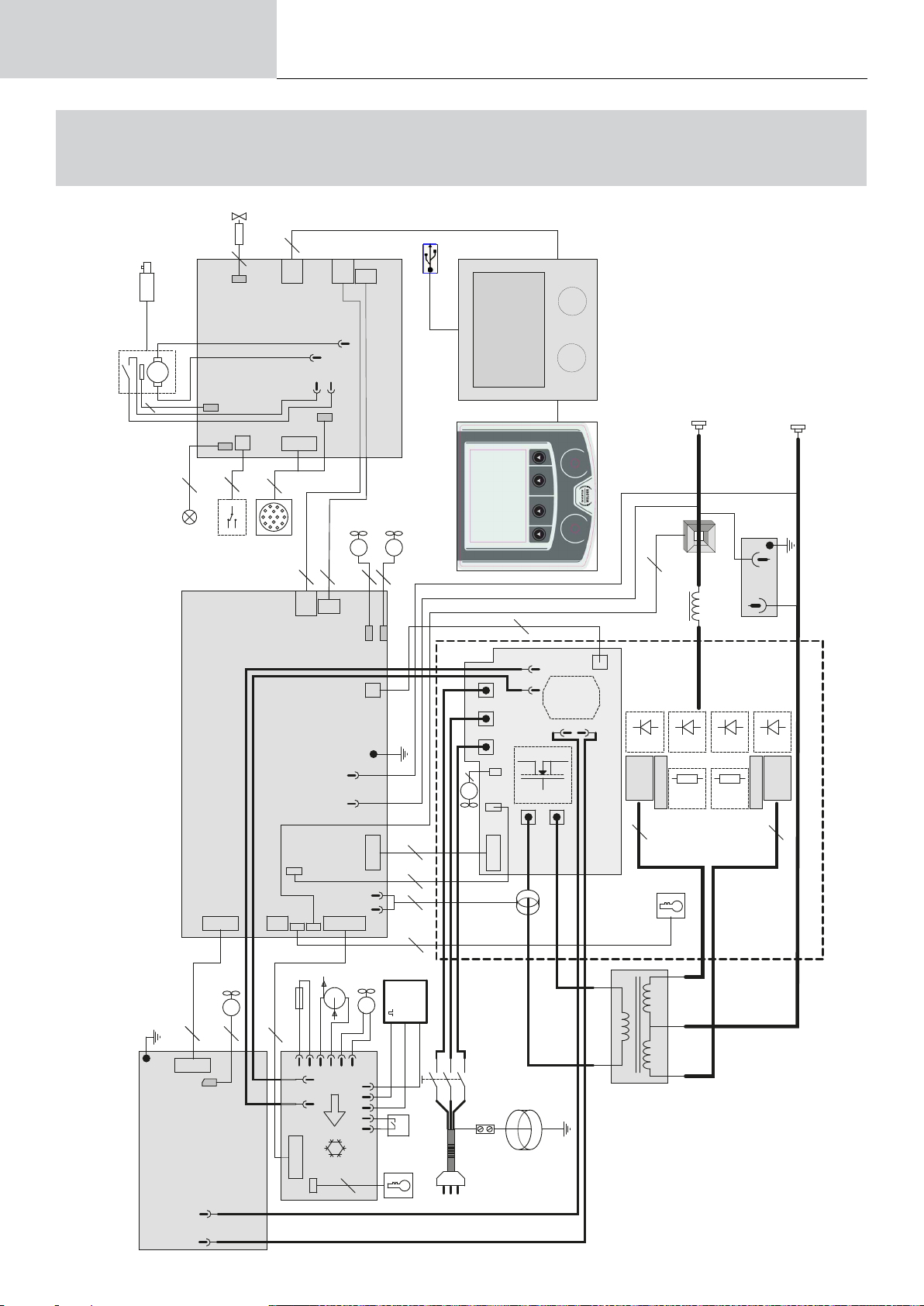
Schéma électrique
NEOPULSE 400 CW
CIRCUIT DIAGRAM / SCHALTPLAN / DIAGRAMA ELECTRICO / ЭЛЕКТРИЧЕСКАЯ СХЕМА /
ELEKTRISCHE SCHEMA / SCEMA ELETTRICO
44
17
5
35
2
M
8
47
24
18
+
-
18
42
2
3
14
33
45
46
19
M33M
8
6
4
4
22
38
3
25
4
+
-
40
29
+
-
31
31
31
31
-
+
10
4
2
2
M
30
27
28
28
32
3
32
28
28
3
28
41
2
27
M
9
2
10
6M9
14
8
D
-
+
39
26
37
N
11
36
3
+
-
43
2
25
Page 26
Annexe
NEOPULSE 400 CW
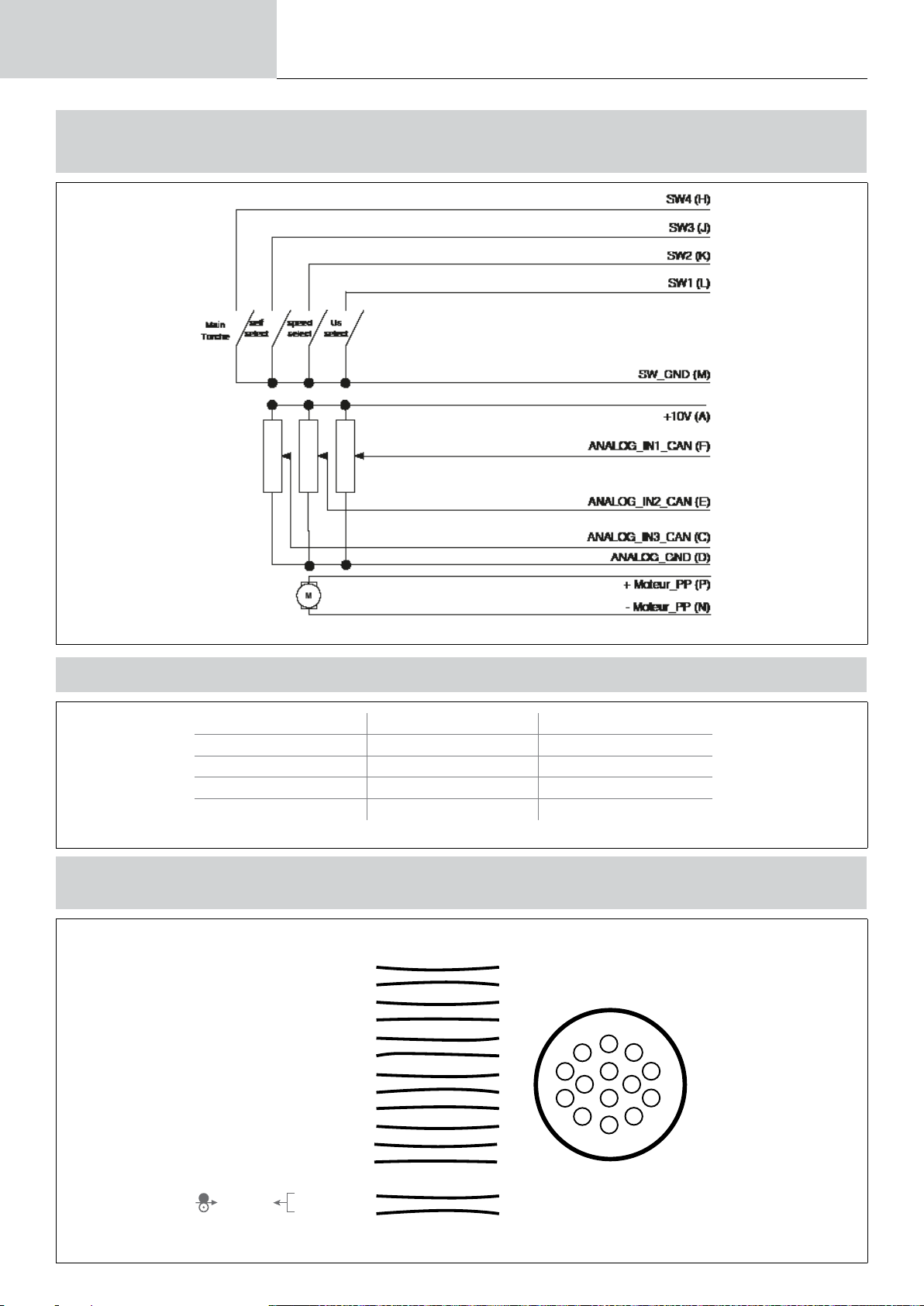
SCHÉMA ÉLECTRIQUE DE LA COMMANDE A DISTANCE ANALOGIQUE / ELECTRIC DIAGRAM FOR THE
ANALOGUE REMOTE CONTROL
LOGIQUE DE PRISE EN COMPTE DE LA TORCHE PUSH-PULL / WIRING THE PUSH-PULL TORCH
SW5 (G) ANALOG_IN4_CAN (B) Detect
0 0 No Push-Pull
0 =+10V No Push-Pull
1 0 Push-Pull 24V
1 =+10V Push-Pull 42V
SPÉCIFICATION FAISCEAU ANALOGIQUE (AVANT DÉVIDOIR) / ANALOGUE CONNECTION CABLE
SPECIFICATION (FRONT OF THE WIRE FEEDER)
+10
ANALOG_IN4_CAN
ANALOG_IN3_CAN
ANALOG_GND
ANALOG_IN2_CAN
ANALOG_IN1_CAN
SW5
SW4
SW3
SW2
SW_GND
SW1
A
B
C
D
E
F
G
H
J
K
M
L
53076
A
K
J
P
H
G
B
C
L
M
D
N
E
F
26
Push-Pull
+Moteur_PP
-Moteur_PP
P
N
Page 27

Spécications
Techniques
TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / ESPECIFICACIONES TÉCNICAS /
ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE
Primaire / Primary / Primär / Primario / Первичка / Primaire / Primario
Tension d’alimentation / Power supply voltage / Versorgungsspannung / Tensión de red eléctrica / Напряжение питания / Voedingsspanning / Tensione
di alimentazione
Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Частота сети / Frequentie sector / Frequenza settore 50 / 60 Hz
Nombre de phases / Number of phases / Anzahl der Phasen / Número de fases / Количество фаз / Aantal fasen / Numero di fase
Fusible disjoncteur / Fuse / Sicherung / Fusible disyuntor / Плавкий предохранитель прерывателя / Zekering hoofdschakelaar / Fusibile disgiuntore 32 A
Courant d’alimentation effectif maximal / Maximum effective supply current / Corriente de alimentación efectiva máxima / Maximale effectieve voe-
dingsstroom / Corrente di alimentazione effettiva massima / Maksymalny efektywny prąd zasilania
Courant d’alimentation maximal / Maximum supply current / Corriente de alimentación máxima / Maximale voedingsstroom / Corrente di alimentazione
massima / Maksymalny prąd zasilania
Section du cordon secteur / Mains cable section / Sectie netsnoer / Sección del cable de alimentación / Sezione del cavo di alimentazione / Odcinek przewodu
zasilającego
Puissance active maximale consommée / Maximum active power consumed / Consumo máximo de energía activa / Maximale actieve verbruikte vermogen / Potenza
attiva massima consumata / Maksymalny pobór mocy czynne
Consommation au ralenti / Idle consumption / Consumo en ralentizado / Stationair verbruik / Consumo al minimo / Zużycie na biegu jałowym 34.4 W
Rendement à I2max / Efciency at I2max / Eciencia a I2máx / Rendement bij I2max / Efcienza a I2max / Sprawność przy I2max 90 %
Facteur de puissance à I2max / Power factor at I2max / Factor de potencia a I2max / Inschakelduur bij I2max / Ciclo di potenza a I2max / Współczynnik
mocy przy I2max
Classe CEM / EMC class / Classe CEM / Klasse CEM / Classe CEM / Klasa EMC A
Secondaire / Secondary / Sekundär / Secundario / Вторичка / Secondair / Secondario
Tension à vide / No load voltage / Leerlaufspannung / Tensión al vacío / Напряжение холостого хода / Nullastspanning / Tensione a vuoto
Nature du courant de soudage / Type of welding current / Tipo de corriente de soldadura / Type lasstroom / Tipo di corrente di saldatura / Rodzaj prądu
spawania
Modes de soudage / Welding modes / Modos de soldadura / Lasmodules / Modalità di saldatura / Tryby spawania MMA, TIG, MIG-MAG
Courant de soudage minimal / Minimum welding current / Corriente mínima de soldadura / Minimale lasstroom / Corrente minima di saldatura /
Minimalny prąd spawania
Courant de sortie nominal / Rate current output / nominaler Arbeitsstrom / Corriente de salida nominal / Номинальный выходной ток / Nominale
uitgangsstroom / Corrente di uscita nominale
Tension de sortie conventionnelle / Conventional voltage output / entsprechende Arbeitsspannung / Условное выходные напряжения / Tensión de
salida convencional / Conventionele uitgangsspanning / Tensione di uscita convenzionale
Facteur de marche à 40°C (10 min), Norme EN60974-1 / Duty cycle at 40°C (10 min), Standard EN60974-1.
*
Einschaltdauer @ 40°C (10 min), EN60974-1-Norm / Ciclo de trabajo a 40°C (10 min), Norma EN60974-1/ ПВ% при 40°C (10 мин), Норма
EN60974-1. / Inschakelduur bij 40°C (10 min), Norm EN60974-1, Ciclo di lavoro a 40°C (10 min), Norma EN60974-1.
U1 400 V +/- 15%
I1eff 27 A
I1max 30 A
λ 0.73
MMA
(SMAW)
U0
(TCO)
I2
U2
20.4 36 V 14.5 34 V 10.4 26 V
60 % 400 A
100 % 360 A
NEOPULSE 400 CW
NEOPULSE 400 CW
3
4 x 4.00 mm²
15 460 W
MIG-MAG
(GMAW-FCAW)
85 V
DC
10 A
10 400 A
TIG
(GTAW)
Acier / Steel
Diamètre minimal et maximal du l d’apport / Minimum and maximum diameter of ller wire / Minimaler und maximaler Durchmesser
des Schweißfülldrahtes / Diámetro mínimo y máximo del hilo de soldadura / Минимальный и максимальный диаметр присадочной
проволоки / Minimale en maximale diameter van het lasdraad / Diametro minimo e massimo del lo d’apporto
Connectique de torche / Torch connector / Brenneranschluss / Conexiones de antorcha / Соединения горелки / Aansluiting toorts / Connettori della torcia Euro
Type de galet / Drive roller type / Drahtführungsrolle-Typ / Tipo de rodillo / Тип ролика / Type draadaanvoerrol / Tipo di rullo F
Vitesse de dévidage / Motor speed / Motor-Drehzahl / Velocidad de motor / Скорость двигателя / Snelheid motor / Velocità del motore
Puissance du moteur / Motor power / Leistung des Motors / Potencia del motor / Vermogen van de motor / Potenza del motore 100 W
Diamètre maximal de la bobine d’apport / Maximum diameter of the supply reel / Maximaler Durchmesser der Schweißfülldrahtspule / Diámetro máximo de la bobina
de alambre / Максимальный диаметр проволочной бобины / Maximale diameter van de spoel / Diametro massimo della bobina d’apporto
Poids maximal de la bobine de l d’apport / Maximum weight of the ller wire reel / Maximales Gewicht der Schweißfülldrahtspule / Peso máximo de la bobina de
alambre / Максимальный вес проволочной бобины / Maximale gewicht van de spoel / Peso massimo della bobina del lo d’apporto
Pression maximale de gaz / Maximum gas pressure / Maximaler Gasdruck / Presión máxima del gas / Максимальное давление газа / Maximale
gasdruk / Pressione massima del gas
Puissance de refroidissement à 1l/min à 25°C / Cooling power at 1l/min at 25°C / Kühlleistung bei 1l/min bei 25°C / Potencia frigoríca a 1 l/min a 25°C
/ Мощность охлаждения 1 л/мин при 25°C / Koelvermogen 1l/min bij 25°C / Potenza di raffreddamento a 1l/min à 25°C
Température de fonctionnement / Functionning temperature / Betriebstemperatur / Temperatura de funcionamiento / Рабочая температура / Gebruikstemperatuur /
Temperatura di funzionamento
Température de stockage / Storage temperature / Lagertemperatur / Temperatura de almacenaje / Температура хранения / Bewaartemperatuur / Temperatura di
stoccaggio
Degré de protection / Protection level / Schutzart / Grado de protección / Степень защиты / Beschermingsklasse / Grado di protezione
Classe d’isolation minimale des enroulements / Minimum coil insulation class / Clase mínima de aislamiento del bobinado / Minimale isolatieklasse omwikkelingen /
Classe minima di isolamento degli avvolgimenti / Minimalna klasa izolacji okablowania
Dimensions (Lxlxh) / Dimensions (LxWxH) / Abmessungen (Lxbxt) / Dimensiones (Lxlxh) / Размеры (ДхШхВ) / Afmetingen (Lxlxh) / Dimensioni (Lxlxh) 96 x 51 x 85 cm
Poids / Weight / Gewicht / Вес / Peso / Gewicht / Peso
Inox / Stainless
Aluminium
Fil fourré / Cored
CuSi / CuAl
Pmax 0.5 MPa (5 bar)
P1 L/min 1 kW
0.6 1.6 mm
0.6 1.6 mm
0.8 1.6 mm
0.9 2.4 mm
0.8 1.6 mm
1 22 m/min
Ø 300 mm
18 kg
-10°C +40°C
-20°C +55°C
IP23
B
78 kg
27
Page 28
Spécications
Techniques
NEOPULSE 400 CW
*Les facteurs de marche sont réalisés selon la norme EN60974-1 à 40°C et sur un cycle de 10 min. Lors d’utilisation intensive (supérieur au facteur
de marche) la protection thermique peut s’enclencher, dans ce cas, l’arc s’éteint et le témoin s’allume. Laissez l’appareil alimenté pour permettre
son refroidissement jusqu’à annulation de la protection. La source de courant décrit une caractéristique de sortie de type tombante. La source de
courant décrit une caractéristique de sortie de type plate. Dans certains pays, U0 est appelé TCO.
*The duty cycles are measured according to standard EN60974-1 à 40°C and on a 10 min cycle. While under intensive use (> to duty cycle) the
thermal protection can turn on, in that case, the arc swictes off and the indicator switches on. Keep the machine’s power supply on to enable cooling
until thermal protection cancellation. The welding power source describes an external drooping characteristic. The power supply shows a at output
pattern.. In some countries, U0 is called TCO.
* Einschaltdauer gemäß EN60974-1 (10 Minuten - 40°C). Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Thermoschutz ausgelöst
werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung erscheint auf der Anzeige. Das Gerät zum Abkühlen
nicht ausschalten und laufen lassen bis das Gerät wieder bereit ist. Das Gerät entspricht in seiner Charakteristik einer Spannungsquelle mit fallender
Kennlinie. Die Stromquelle hat eine ache Kennliniencharakteristik. In einigen Ländern wird U0 als TCO bezeichnet.
*Los ciclos de trabajo están realizados en acuerdo con la norma EN60974-1 a 40ºC y sobre un ciclo de diez minutos. Durante un uso intensivo (superior al ciclo de trabajo), se puede activar la protección térmica. En este caso, el arco se apaga y el indicador se enciende. Deje el aparato conectado para permitir que se enfríe hasta que se anule la protección. La fuente de corriente de soldadura posee una salida de tipo corriente constante.
La fuente de corriente describe una característica de salida de tipo plano. En algunos países, U0 se llama TCO.
*ПВ% указаны по норме EN60974-1 при 40°C и для 10-минутного цикла. При интенсивном использовании (> ПВ%) может
включиться тепловая защита. В этом случае дуга погаснет и загорится индикатор . Оставьте аппарат подключенным к
питанию, чтобы он остыл до полной отмены защиты. Аппарат описывает падающую характеристику на выходе. Источник тока
имеет выходную характеристику типа «плоская характеристика». В некоторых странах U0 называется TCO.
*De inschakelduur is gemeten volgens de norm EN60974-1 bij een temperatuur van 40°C en bij een cyclus van 10 minuten. Bij intensief
gebruik (superieur aan de inschakelduur) kan de thermische beveiliging zich in werking stellen. In dat geval gaat de boog uit en gaat het
beveiligingslampje gaat branden. Laat het apparaat aan de netspanning staan om het te laten afkoelen, totdat de beveiliging afslaat.
Het apparaat heeft een uitgaande dalende eigenschap. De stroombron heeft een vlakke uitgangskarakteristiek. In sommige landen
wordt U0 TCO genoemd.
*I cicli di lavoro sono realizzati secondo la norma EN60974-1 a 40°C e su un ciclo di 10 min. Durante l’uso intensivo (> al ciclo di lavoro)
la protezione termica può attivarsi, in questo caso, l’arco si spegne e la spia si illumina. Lasciate il dispositivo collegato per permetterne
il raffreddamento no all’annullamento della protezione. La fonte di corrente di saldatura presenta una caratteristica di uscita spiovente.
La fonte di corrente descrive una caratteristica di uscita di tipo piatto. In alcuni Paesi, U0 viene chiamata TCO.
28
Page 29

Pictogrammes
SYMBOLS / ZEICHENERKLÄRUNG / ICONOS / СИМВОЛЫ / PICTOGRAMMEN / ICONE
FR
Attention ! Lire le manuel d’instruction avant utilisation. EN Warning ! Read the user manual before use. DE ACHTUNG ! Lesen Sie diese Anleitung sorgfältig durch vor
Inbetriebnahme des Geräts. ES ¡Atención! Lea el manual de instrucciones antes de su uso. RU Внимание! Прочтите инструкцию перед использованием. NL Let op! Lees
aandachtig de handleiding. IT Attenzione! Leggere il manuale d’istruzioni prima dell’uso.
FR
Symbole de la notice EN User manual symbol DE Symbole in der Bedienungsanleitung ES Símbolo del manual RU Символы, использующиеся в инструкции NL Symbool
handleiding IT Simbolo del manuale
FR
Source de courant de technologie onduleur délivrant un courant continu. EN Undulating current technology based source delivering direct curent. DE Invertergleichstromquelle. ES Fuente de corriente de tecnología ondulador que libera corriente continua. RU Источник тока с технологией преобразователя, выдающий постоянный ток. NL
Stroombron met UPS technologie, levert gelijkstroom. IT Fonte di corrente con tecnologia inverter che rilascia una corrente continua.
FR
Soudage à l’électrode enrobée - MMA (Manual Metal Arc) EN MMA welding (Manual Metal Arc) DE Schweißen mit umhüllter Elektrode (E-Handschweißen) ES Soldadura con
electrodo revestido (MMA - Manual Metal Arc) RU Сварка электродом с обмазкой: MMA (Manual Metal Arc) NL Lassen met beklede elektrode - MMA (Manual Metal Arc) IT
Saldatura all’elettrodo rivestito - MMA (Manual Metal Arc).
FR
Soudage TIG (Tungsten Inert Gaz) EN TIG welding (Tungsten Inert Gas) DE TIG- (WIG-)Schweißen (Tungsten (Wolfram) Inert Gas) ES Soldadura TIG (Tungsten Inert Gaz)
RU
Сварка TIG (Tungsten Inert Gaz) NL TIG lassen (Tungsten Inert Gaz) IT Saldatura TIG (Tungsten Inert Gaz).
FR
Soudage à MIG / MAG EN MIG / MAG welding DE MIG / MAG-Schweißen ES Soldadura MIG / MAG RU Сварка MIG / MAG NL MIG/ MAG lassen IT Saldatura MIG / MAG
FR
Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit toutefois pas être placée dans de tels locaux. EN
Suitable for welding in an environment with an increased risk of electric shock. However this a machine should not placed in such an environment. DE Geeignet für Schweißarbeiten im Bereich mit erhöhten elektrischen Risiken. ES Adaptado para soldadura en lugar con riesgo de choque eléctrico. Sin embargo, la fuente eléctrica no debe estar presente en
dichos lugares. RU Подходит для сварки в среде с повышенным риском удара током. В этом случае источник тока не должен находиться в том же самом помещении. NL
Geschikt voor het lassen in een ruimte met verhoogd risico op elektrische schokken. De voedingsbron zelf moet echter niet in dergelijke ruimte worden geplaatst. IT Conviene
alla saldatura in un ambiente a grande rischio di scosse elettriche. L’origine della corrente non deve essere localizzata in tale posto.
FR
Courant de soudage continu EN Direct welding current DE Gleichschweißstrom ES Corriente de soldadura continua. RU Постоянный сварочный ток NL Gelijkstroom IT
Corrente di saldatura continuo
FR
U0
X(40°C)
I2
A
U2
V
Hz
Tension assignée à vide EN Open circuit voltage DE Leerlaufspannung ES Tensión asignada en vacío RU Номинальное напряжение холостого хода NL Nullastspanning
IT
Tensione nominale a vuoto
FR
Facteur de marche selon la norme EN60974-1 (10 minutes – 40°C). EN Duty cycle according to standard EN 60974-1 (10 minutes – 40°C). DE Einschaltdauer: 10 min - 40°C,
richtlinienkonform EN60974-1. ES Ciclo de trabajo según la norma EN60974-1 (10 minutos – 40°C). RU ПВ% согласно норме EN 60974-1 (10 минут – 40°C). NL Inschakelduur
volgens de norm EN60974-1 (10 minuten – 40°C). IT Ciclo di lavoro conforme alla norma EN60974-1 (10 minuti – 40°C).
FR
Courant de soudage conventionnel correspondant EN Corresponding conventional welding current DE Entsprechender Schweißstrom ES Corriente de soldadura convencional correspondiente. RU Соответствующий номинальный сварочный ток NL Corresponderende conventionele lasstroom IT Corrente di saldatura convenzionale.
FR
Ampères EN Amperes DE Ampere ES Amperios RU Амперы NL Ampère IT Amper
FR
Tensions conventionnelles en charges correspondantes EN Conventional voltage in corresponding loads. DE Entsprechende Arbeitsspannung ES Tensiones convencionales
en cargas correspondientes. RU Номинальные напряжения при соответствующих нагрузках. NL Conventionele spanning in corresponderende belasting IT Tensioni convenzionali in cariche corrispondenti
FR
Volt EN Volt DE Volt ES Voltio RU Вольт NL Volt IT Volt
FR
Hertz EN Hertz DE Hertz ES Hercios RU Герц NL Hertz IT Hertz
NEOPULSE 400 CW
m/min
U1
I1max
I1eff
FR
Vitesse du l EN Wire speed DE Drahtgeschwindigkeit ES Velocidad de hilo RU Скорость проволоки NL Draadsnelheid IT Velocità di lo
FR
Mètre par minute EN Meter per minute DE Meter pro Minute ES Metro por minuto RU Метр в минуту NL Meter per minuut IT Metro per minuto
FR
Alimentation électrique triphasée 50 ou 60Hz EN Three-phase power supply 50 or 60Hz DE Dreiphasige Netzversorgung mit 50 oder 60Hz ES Alimentación eléctrica trifásica
50 o 60Hz RU Трехфазное электропитание 50 или 60Гц NL Driefasen elektrische voeding 50Hz of 60Hz. IT Alimentazione elettrica trifase 50 o 60Hz
FR
Tension assignée d’alimentation EN Assigned voltage DE Netzspannung ES Tensión asignada de alimentación eléctrica. RU Номинальное напряжение питания NL Nominale voedingsspanning IT Tensione nominale d’alimentazione
FR
Courant d’alimentation assigné maximal (valeur efcace) EN Maximum rated power supply current (effective value). DE Maximaler Versorgungsstrom ES Corriente de
alimentación eléctrica asignada máxima (valor ecaz). RU Максимальный сетевой ток (эффективное значение) NL Maximale nominale voedingsstroom (effectieve waarde) IT
Corrente d’alimentazione nominale massima (valore effettivo)
FR
Courant d’alimentation effectif maximal EN Maximum effective power supply current. DE Maximaler effektiver Versorgungsstrom ES Corriente de alimentación eléctrica
máxima. RU Максимальный эффективный сетевой ток NL Maximale effectieve voedingsstroom IT Corrente effettivo massimo di alimentazione
FR
Matériel conforme aux Directives européennes. La déclaration UE de conformité est disponible sur notre site (voir à la page de couverture). EN Device complies with europeans directives, The EU declaration of conformity is available on our website (see cover page). DE Gerät entspricht europäischen Richtlinien. Die Konformitätserklärung nden
Sie auf unsere Webseite. ES Aparato conforme a las directivas europeas. La declaración de conformidad UE está disponible en nuestra página web (dirección en la portada).
RU
Устройство соответствует директивам Евросоюза. Декларация о соответствии доступна для просмотра на нашем сайте (ссылка на обложке). NL Apparaat in overeenstemming met de Europese richtlijnen. De verklaring van overeenstemming is te downloaden op onze website (adres vermeld op de omslag). IT Materiale in conformità alle
Direttive europee. La dichiarazione di conformità è disponibile sul nostro sito (vedere sulla copertina).
FR
Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture). EN Equipment in
compliance with British requirements. The British Declaration of Conformity is available on our website (see home page). DE Das Gerät entspricht den britischen Richtlinien und
Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite). ES Equipo conforme a los requisitos británicos. La Declaración
de Conformidad Británica está disponible en nuestra página web (véase la portada). RU Материал соответствует требованиям Великобритании. Заявление о соответствии
для Великобритании доступно на нашем веб-сайте (см. главную страницу) NL Materiaal conform aan de Britse eisen. De Britse verklaring van overeenkomt is beschikbaar
op onze website (zie omslagpagina). IT Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito (vedere pagina di
copertina).
FR
Matériel conforme aux normes Marocaines. La déclaration Cم (CMIM) de conformité est disponible sur notre site (voir à la page de couverture). EN Equipment in conformity
with Moroccan standards. The declaration Cم (CMIM) of conformity is available on our website (see cover page). DE Das Gerät entspricht die marokkanischen Standards. Die
Konformitätserklärung Cم (CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite). ES Equipamiento conforme a las normas marroquíes. La declaración de conformidad C
م (CMIM) está disponible en nuestra página web (ver página de portada). RU Товар соответствует нормам Марокко. Декларация Cم (CMIM) доступна для скачивания на
нашем сайте (см на титульной странице). NL Dit materiaal voldoet aan de Marokkaanse normen. De verklaring Cم (CMIM) van overeenstemming is beschikbaar op onze
internet site (vermeld op de omslag). IT Materiale conforme alle normative marocchine. La dichiarazione Cم (CMIM) di conformità è disponibile sul nostro sito (vedi scheda del
prodotto).
29
Page 30
Pictogrammes
IEC 60974-1
IEC 60974-10
Class A
IEC 60974-2
IEC 60974-5
FR
Das Gerät erfüllt die Norm EN 60974-1 und EN 60971-10 der Geräteklasse A ES El aparato se ajusta a la norma EN60974-1 y EN 60971-10, aparato de clase A. RU Аппарат
соответствует нормам EN60974-1 и EN60971-10 аппарат класса A. NL Dit klasse A apparaat voldoet aan de EN60974-1 en EN60971-10 normen. IT Il dispositivo rispetta la
norma EN60974-1 e EN 60971-10 dispositivo classe A.
FR
a las normas EN60974-2. RU Аппарат соблюдает нормы EN 60974-2. NL Het apparaat voldoet aan de norm EN 60974-2. IT Il disposittivo rispetta la norma EN 60974-2.
FR
a las normas EN60974-5. RU Аппарат соблюдает нормы EN 60974-5. NL Het apparaat voldoet aan de norm EN 60974-5. IT Il disposittivo rispetta la norma EN 60974-5.
FR
waste collection according to the European directives 2012/19/EU. Do not throw out in a domestic bin ! DE Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen
(sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll entsorgt werden! ES Este material requiere una recogida de basuras selectiva según
la directiva europea 2012/19/UE. ¡No tirar este producto a la basura doméstica! RU Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE.
Не выбрасывать в общий мусоросборник! NL Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval ! IT
Questo materiale è soggetto alla raccolta differenziata seguendo la direttiva europea 2012/19/UE. Non smaltire coni riuti domestici!
FR
reciclable que requiere una separación determinada. RU Этот аппарат подлежит утилизации. NL Product recyclebaar, niet bij het huishoudelijk afval gooien IT Prodotto
riciclabile soggetto a raccolta differenziata.
FR
sische Wirtschaftsgemeinschaft) ES Marca de conformidad EAC (Comunidad económica euroasiática). RU Знак соответствия EAC (Евразийское экономическое сообщество)
NL
FR
sobre la temperatura (protección térmica) RU Информация по температуре (термозащита). NL Informatie over de temperatuur (thermische beveiliging) IT Informazione sulla
temperatura (protezione termiche)
FR
koelvloeistof. IT Entrata di liquido di raffreddamento
FR
koelvloeistof IT Uscita di liquido di raffreddamento
NEOPULSE 400 CW
L’appareil respecte la norme EN60974-1 et EN60971-10 appareil de classe A. EN The device is compliant with standard EN60974-1 and EN60971-10 class A device. DE
L’appareil respecte la norme EN 60974-2. EN This product is compliant with standard EN 60974-2. DE Das Gerät entspricht der Norm EN 60974-2. ES El aparato es conforme
L’appareil respecte la norme EN 60974-5. EN This product is compliant with standard EN 60974-5. DE Das Gerät entspricht der Norm EN 60974-5. ES El aparato es conforme
Ce matériel faisant l’objet d’une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique ! EN This hardware is subject to
Produit recyclable qui relève d’une consigne de tri. EN This product should be recycled appropriately DE Recyclingprodukt, das gesondert entsorgt werden muss. ES Producto
Marque de conformité EAC (Communauté économique Eurasienne) EN EAEC Conformity marking (Eurasian Economic Community). DE EAC-Konformitätszeichen (Eura-
EAC (Euraziatische Economische Gemeenschap) merkteken van overeenstemming IT Marca di conformità EAC (Comunità Economica Eurasiatica)
Information sur la température (protection thermique) EN Temperature information (thermal protection) DE Information zur Temperatur (Thermoschutz) ES Información
Entrée de liquide de refroidissement EN Cooling liquid input. DE Wasservorlauf ES Entrada de líquido de refrigeración. RU Вход для охлаждающей жидкости. NL Ingang
Sortie de liquide de refroidissement EN Cooling liquid output. DE Wasserrücklauf ES Salida de líquido de refrigeración. RU Выход для охлаждающей жидкости. NL Afvoer
IP23
P 1L/min
kW
Pmax
MPa
5A
MAX
MIN
FR
Entrée de gaz EN Gas input DE Gaseingang ES Entrada de gas RU Подача газа NL Ingang gas IT Entrata di gas
FR
Polarité (+) / (-) EN Polarity (+) / (-) DE Polarität (+) / (-) ES Polaridad (+) / (-) RU Полярность (+) / (-) NL Polariteit (+) / (-) IT Polarità (+) / (-)
FR
Marche (mise sous tension) / Arrêt (mise hors tension) EN On (power on) / Off (power off) DE Ein (Einschalten) / Aus (Ausschalten) ES On (encendido) / Off (apagado) RU
Вкл (включение) / Выкл (выключение) NL Aan (stroom aan) / Uit (stroom uit) IT On (accensione) / Off (spegnimento)
FR
Matériel ventilé EN Fan cooled hardware. DE Lüfter. ES Material ventilado. RU Вентилируемое оборудование. NL Geventileerd materiaal. IT Materiale ventilato
FR
Protégé contre l’accès aux parties dangereuses des corps solides de diam >12.5 mm et protégé contre la pluie dirigée à 60° par rapport à la verticale. EN Protected against
access to dangerous parts of solid bodies with diam >12.5 mm and protected against rain directed at 60° to the vertical DE Schutz gegen den Zugang zu gefährlichen Teilen von
Feststoffen mit einem Durchmesser >12,5 mm und Schutz gegen Regen, der auf 60° aus der Vertikalen gerichtet ist ES Protección contra el acceso a partes peligrosas de sólidos
con un diámetro >12,5 mm y protección contra la lluvia dirigida a 60° de la vertical. RU Защита от доступа к опасным частям твердых частиц диаметром >12,5 мм и защита
от дождя, направленного на 60° от вертикали. NL Bescherming tegen toegang tot gevaarlijke delen van vaste stoffen met een diameter >12,5 mm en bescherming tegen regen
op 60° van de verticaal. IT Protezione contro l’accesso a parti pericolose di solidi con diametro >12,5 mm e protezione contro la pioggia diretta a 60° dalla verticale.
FR
Purge gaz EN Gas purge DE Gasventil einschalten ES Epurazione del gas RU Продувка взором NL Afvoeren gas IT Gas di lavaggio PT Purga de gás
FR
Groupe froid EN Cooling unit system DE System der Kühleinheit ES Sistema de refrigeración de la unidad RU Система охлаждения NL Koelgroep IT Unità di raffreddamento PT Sistema de unidade de arrefecimento
FR
Puissance de refroidissement pour 1Litre par minute EN Cooling capacity for 1 litre per minute DE Kühlleistung für 1 Liter pro Minute ES Capacidad de enfriamiento de 1 litro
por minuto RU Охлаждающая способность 1 литр в минуту NL Koelcapaciteit voor 1 liter per minuut IT Capacità di raffreddamento per 1 litro al minuto
FR
Kilowatt EN Kilowatt DE Kilowatt ES Kilovatios RU Киловатт NL Kilowatt IT Kilowatt PT Kilowatt
FR
Pression maximale en sortie EN Maximum outlet pressure DE Maximaler Ausgangsdruck ES Presión máxima de salida RU Максимальное давление на выходе NL Maxi-
male uitlaatdruk IT Pressione massima in uscita
FR
Mégapascal EN Megapascal DE Megapascal ES Megapascal RU Megapascal NL Megapascal IT Megapascal
FR
Fusible EN Fuse DE Sicherung ES Megapascal RU Fusible NL Zekering IT Fusibile
FR
Niveau maximum de liquide de refroidissement EN Maximum coolant level DE Maximaler Kühlmittelstand ES Nivel máximo de refrigerante RU Максимальный уровень
охлаждающей жидкости NL Maximum koelvloeistofpeil IT Livello massimo del refrigerante
FR
Niveau minimum de liquide de refroidissement EN Minimum coolant level DE Minimaler Kühlmittelstand ES Nivel mínimo de refrigerante RU Минимальный уровень
охлаждающей жидкости NL Minimum koelvloeistofpeil IT Livello minimo del refrigerante
30
GYS SAS
1, rue de la Croix des Landes - CS 54159
53941 Saint-berthevin Cedex
FRANCE
 Loading...
Loading...