

Page 1

FI
01-30
NEOPULSE 320 C
MIG/MAG - TIG - MMA generaattori
73502 V3.1 23/12/2023
Find more languages of user manuals
www.gys.fr
Page 2

Ohjekirja
I
Alkuperäisen ohjekirjan
käännös
NEOPULSE 320C
16
1
2
3
4
5
II
Acier - Steel - Stahl - Acero - Staal - Aço
A
Inox - Stainless steel - Edelstahl
Gaine acier
Steel sheath
Stahlseele
Capillaire buis
9
6
7
10
11
8
12
B
Aluminium
Tube capillaire / Capillary Pipe / Kapillarrohr
Gaine téon
Teon sheath
Teon-Drahtseele
Teon mantell
C
91151
13
14
15
4
2
Page 3

Ohjekirja
Alkuperäisen ohjekirjan
käännös
1. KÄYTTÖ
FI
Ennen kuin käytät laitetta ensimmäistä kertaa, tarkista, onko siinä uusia päivityksiä.
1 2 3 4
NEOPULSE 320C
FI
Kalibroi hitsauskaapelit ennen koneen ensimmäistä käyttökertaa.
IHM
FI
3
Page 4

Ohjekirja
Alkuperäisen ohjekirjan
käännös
NEOPULSE 320C
VAROITUKSET - TURVALLISUUSOHJEET
YLEISET OHJEET
Nämä ohjeet on luettava ja ymmärrettävä ennen koneen käyttöä.
Mitään muutoksia tai huoltotoimenpiteitä, joita ei ole mainittu käsikirjassa, ei saa tehdä.
Valmistaja ei ole vastuussa mistään henkilö- tai omaisuusvahingoista, jotka aiheutuvat tämän tuotteen käyttöohjeiden noudattamatta jättämisestä.
Jos sinulla on ongelmia tai kysymyksiä, ota yhteyttä pätevään myyjään tuotteen oikean asennuksen varmistamiseksi.
YMPÄRISTÖ
Tätä laitetta tulee käyttää vain hitsaukseen, joka suoritetaan tietopaneelissa ja/tai tässä käsikirjassa ilmoitettujen rajojen puitteissa. Näitä
turvallisuusohjeita on noudatettava. Valmistaja ei ole vastuussa epäasianmukaisesta tai vaarallisesta käytöstä.
Kone on sijoitettava paikkaan, jossa ei ole pölyä, happoa, syttyviä kaasuja tai muita syövyttäviä aineita. Tämä koskee myös koneen säilytystä. Käytä
konetta avoimessa tai hyvin ilmastoidussa tilassa.
Lämpötila-alue:
Käytä -10 - 40°C (14 - 104°F).
Säilytä -20 - 55°C (-4 - 131°F).
Ilman kosteus:
Vähemmän tai yhtä suuri kuin 50 % 40 °C:ssa (104 °F).
Alempi tai yhtä suuri kuin 90 % 20 °C:ssa (68 °F).
Korkeus:
Jopa 1 000 metriä merenpinnan yläpuolella (3 280 jalkaa).
SUOJAA ITSESI JA MUITA
Valokaarihitsaus voi olla vaarallista ja aiheuttaa vakavan vamman tai kuoleman.
Hitsaus altistaa ihmiset vaaralliselle lämmönlähteelle, kaarivalolle, sähkömagneettisille kentille (ole tietoinen sydämentahdistinta käyttävistä),
sähköiskun vaarasta, kovista äänistä ja savuista.
Suojellaksesi itseäsi ja muita, noudata seuraavia turvallisuusohjeita:
Suojautuaksesi palovammilta ja säteilyltä käytä eristäviä, kuivia ja tulenkestäviä vaatteita ilman käänteitä. Varmista, että vaatteet
ovat hyvässä kunnossa ja peittävät koko kehon.
Käytä käsineitä, jotka varmistavat sähkö- ja lämpöeristyksen.
Käytä hitsaussuojaimia ja/tai hitsauskypärää, jonka suojaustaso on riittävä (riippuen käyttötarkoituksesta). Suojaa silmäsi
puhdistustoimenpiteiden aikana. Piilolinssit ovat erityisesti kiellettyjä.
Hitsausalue voi olla tarpeen leikata paloturvallisilla verhoilla alueen suojaamiseksi kaarisäteilyltä ja kuumilta roiskeilta.
Neuvo hitsausalueella olevia ihmisiä olemaan tuijottamatta kaarisäteitä tai sulaa materiaalia ja käyttämään asianmukaista
suojavaatetusta.
Käytä melusuojattuja kuulokkeita, jos hitsausprosessista tulee sallitun rajan voimakkaampi (tämä koskee myös kaikkia muita
hitsausalueella).
Pidä kätesi, hiuksesi ja vaatteet etäällä liikkuvista osista (esimerkiksi tuulettimista).
Älä koskaan irrota jäähdytysyksikön kotelon suojuksia hitsausvirtalähteen ollessa jännitteinen, valmistaja ei ole vastuussa
onnettomuuden sattuessa.
Hitsatut osat ovat kuumia ja voivat aiheuttaa palovammoja käsiteltäessä. Kun polttimelle tai elektrodipitimelle suoritetaan huoltotöitä,
varmista, että se on riittävän kylmä odottamalla vähintään 10 minuuttia ennen minkään töiden suorittamista. Jäähdytysyksikkö on
kytkettävä päälle, kun käytetään vesijäähdytteistä taskulamppua, jotta neste ei aiheuta palovammoja.
Ihmisten ja omaisuuden suojelemiseksi on tärkeää turvata työalue kunnolla ennen poistumista.
HITSAUSHÖYRU JA KAASU
Hitsauksen aikana vapautuvat höyryt, kaasut ja pölyt ovat haitallisia terveydelle. Riittävä ilmanvaihto on järjestettävä ja lisäilman
syöttö voidaan tarvita. Ilmasyötteinen maski voisi olla ratkaisu tapauksissa, joissa ilmanvaihto on riittämätön.
Tarkista, että imu toimii tehokkaasti tarkistamalla se turvallisuusstandardien mukaisesti.
Varoitus: pienillä alueilla hitsattaessa tarvitaan valvontaa turvalliselta etäisyydeltä. Lisäksi tiettyjen lyijyä, kadmiumia, sinkkiä, elohopeaa tai jopa
berylliumia sisältävien materiaalien hitsaus voi olla erityisen haitallista. Poista kaikki rasva osista ennen hitsausta.
Kaasupulloja on säilytettävä avoimissa tai hyvin ilmastoiduissa tiloissa. Ne tulee pitää pystyasennossa ja kärryssä tai kärryssä.
4
Page 5

Ohjekirja
Hitsausta ei saa suorittaa rasvan tai maalin lähellä.
Alkuperäisen ohjekirjan
käännös
NEOPULSE 320C
TULIPALO- JA RÄJÄHDYSVAARAT
Suojaa hitsausalue täysin, syttyvät materiaalit tulee säilyttää vähintään 11 metrin päässä.
Hitsaustyön läheisyydessä tulee olla palonsammutusvälineitä.
Varo kuumia roiskeita tai kipinöitä, jopa halkeamien läpi, jotka voivat aiheuttaa tulipalon tai räjähdyksen.
Pidä ihmiset, syttyvät esineet ja paineistetut säiliöt turvallisen välimatkan päässä.
Älä hitsaa suljetuissa astioissa tai putkissa. Jos ne ovat auki, poista kaikki syttyvät tai räjähtävät materiaalit (öljy, polttoaine jne.) ennen hitsausta.
Hiontatyötä ei saa suunnata kohti hitsausvirran lähdettä tai mitään syttyviä materiaaleja.
KAASUSYLINTERIT
Sylintereistä karkaava kaasu voi aiheuttaa tukehtumisen, jos se keskittyy hitsausalueelle (tuuleta hyvin).
Koneen kuljetus on suoritettava turvallisesti: kaasupullot on suljettava ja hitsausvirta on kytketty pois päältä. Ne tulee säilyttää
pystyasennossa ja tukea putoamisvaaran vähentämiseksi.
Sulje pullo tiiviisti käyttökertojen välillä. Varo lämpötilan muutoksia ja auringonottoa.
Pullo ei saa joutua kosketuksiin liekkien, sähkökaarien, taskulamppujen, maadoituskiinnittimien tai muiden lämmönlähteiden kanssa.
Pysy kaukana sähkö- ja hitsauspiireistä äläkä koskaan hitsaa paineistettua sylinteriä.
Kun avaat pullon venttiilin, pidä pääsi poissa venttiilistä ja varmista, että käytettävä kaasu on sopiva hitsausprosessiin.
SÄHKÖTURVALLISUUS
Käytettävä sähköverkko on maadoitettava. Käytä tietotaulukosta valittua suositeltua sulakekokoa.
Sähköiskut voivat aiheuttaa vakavia suoria ja epäsuoria onnettomuuksia tai jopa kuoleman.
Älä koskaan kosketa jännitteisiä osia, jotka on kytketty jännitteelliseen virtaan, joko virtalähteen kotelon sisällä tai ulkopuolella (polttimet, puristimet,
kaapelit, elektrodit), koska nämä osat on kytketty hitsauspiiriin.
Ennen kuin avaat hitsauskoneen virtalähteen, irrota se verkkovirrasta ja odota kaksi minuuttia varmistaaksesi, että kaikki kondensaattorit ovat
tyhjentyneet täysin.
Älä koske polttimeen tai elektrodin pidikkeeseen ja maadoituspuristimeen samanaikaisesti.
Jos kaapelit tai polttimet vaurioituvat, pätevän ja valtuutetun henkilön on vaihdettava ne. Mittaa kaapelin pituus käytön mukaan. Käytä aina kuivia,
laadukkaita vaatteita eristääksesi itsesi hitsauspiiristä. Tämän lisäksi käytä hyvin eristettyjä jalkineita kaikissa työympäristöissä.
EMC-LUOKITUS
Tätä luokan A laitetta ei ole tarkoitettu kotitalouskäyttöön, jossa sähköä syötetään pienjänniteverkosta. Sähkömagneettisen
yhteensopivuuden varmistaminen voi olla vaikeaa näissä paikoissa johtuvien sekä säteilevien radiotaajuisten häiriöiden vuoksi.
Tämä laite on standardin IEC 61000-3-11 mukainen.
Tämä laite ei ole IEC 61000-3-12 -standardin mukainen, ja se on suunniteltu kytkettäväksi yksityisiin pienjänniteverkkoihin.
Se on tarkoitettu kytkettäväksi yleiseen verkkovirtaan vain keski- tai korkeajännitetasolla. Jos laite on liitetty yleiseen
pienjänniteverkkoon, on asentajan tai käyttäjän vastuulla varmistaa, että laite voidaan liittää oikein verkko-operaattorilta.
FI
SÄHKÖMAGNEETTISET HÄIRIÖT
Minkä tahansa johtimen läpi kulkeva sähkövirta tuottaa paikallisia sähkö- ja magneettikenttiä (EMF). Hitsausvirta tuottaa
sähkömagneettisen kentän hitsauspiirin ja hitsauslaitteen ympärille.
Sähkömagneettiset kentät (EMF) voivat häiritä joidenkin lääkinnällisten laitteiden, esimerkiksi sydämentahdistimien, toimintaa. Suojatoimenpiteitä
tulisi toteuttaa niille, joilla on lääketieteellisiä implantoituja laitteita. Esimerkiksi rajoitettu pääsy katsojille tai henkilökohtainen riskiarviointi hitsaajille.
Kaikkien hitsaajien tulee noudattaa seuraavia ohjeita minimoidakseen altistumisen hitsauspiirin sähkömagneettisille kentille:
• aseta hitsauskaapelit yhteen - jos mahdollista, kiinnitä ne puristimella,
• aseta itsesi (pää ja vartalo) mahdollisimman kauas hitsauspiiristä,
• Älä koskaan kiedo hitsauskaapeleita kehosi ympärille,
• älä asetu hitsauskaapeleiden väliin ja pidä molemmat hitsauskaapelit samalla puolellasi,
• liitä paluukaapeli työkappaleeseen mahdollisimman lähelle hitsattavaa aluetta,
5
Page 6

Ohjekirja
• Älä työskentele hitsausvirran lähteen vieressä, istu tai nojaa siihen,
• älä hitsaa, kun kuljetat hitsausvirran lähdettä tai langansyöttölaitetta.
Tahdistimen käyttäjien tulee neuvotella lääkärin kanssa ennen tämän laitteen käyttöä.
Altistuminen sähkömagneettisille kentille hitsauksen aikana voi aiheuttaa muita terveysvaikutuksia, joita ei vielä tunneta.
Alkuperäisen ohjekirjan
käännös
NEOPULSE 320C
SUOSITUKSET HITSAUSALAN JA LAITTEISTON ARVIOINTIIN
Yleistä tietoa
Valokaarihitsauslaitteiston asentaminen ja käyttö valmistajan ohjeiden mukaisesti on käyttäjän vastuulla. Jos sähkömagneettisia häiriöitä havaitaan,
on käyttäjän vastuulla ratkaista tilanne käyttämällä valmistajan teknistä tukea. Joissakin tapauksissa tämä korjaava toimenpide voi olla yhtä
yksinkertaista kuin hitsauspiirin maadoitus. Muissa tapauksissa voi olla tarpeen rakentaa sähkömagneettinen suoja hitsausvirtalähteen ympärille ja
koko työkappaleen ympärille asettamalla sisääntulosuodattimet. Joka tapauksessa sähkömagneettisia häiriöitä tulee vähentää, kunnes niistä ei enää
ole haittaa.
Hitsausalueen arviointi
Ennen kaarihitsauslaitteiden asentamista käyttäjän tulee arvioida mahdolliset sähkömagneettiset ongelmat ympäristössä. Seuraavat asiat tulee ottaa
huomioon:
a) virta-, ohjaus-, signaali- ja puhelinkaapeleiden olemassaolo kaarihitsauslaitteen ylä-, ala- ja vieressä,
b) radio- ja televisiovastaanottimet ja -lähettimet,
c) tietokoneet ja muut ohjauslaitteet,
d) kriittiset turvalaitteet, kuten teollisuuslaitteiden suojaus,
e) lähistöllä olevien, esimerkiksi sydämentahdistimia tai kuulolaitteita käyttävien henkilöiden terveys,
f) kalibrointiin tai mittaukseen käytetyt laitteet,
g) muiden ympäröivien laitteiden suojaaminen.
Käyttäjän on varmistettava, että samalla alueella käytettävät laitteet ja laitteet ovat yhteensopivia keskenään. Tämä saattaa edellyttää lisätoimenpiteitä;
h) kellonaika, jolloin hitsaus tai muu toiminta suoritetaan.
Huomioon otettavan ympäröivän alueen koko riippuu rakennuksen rakenteesta ja muusta siellä tapahtuvasta toiminnasta. Ympäröivä alue voi ulottua
tilojen rajojen ulkopuolelle.
Hitsauslaitteiden arviointi
Ympäröivän alueen arvioinnin lisäksi kaarihitsauslaitteiston arviointia voidaan käyttää häiriötapausten tunnistamiseen ja ratkaisemiseen. On
asianmukaista, että kaikkien päästöjen arviointiin sisällytetään CISPR 11:n 10 artiklassa määritellyt in situ -menettelyt. In situ -menettelyjä voidaan
käyttää myös lieventämistoimenpiteiden tehokkuuden vahvistamiseen.
OHJEET SÄHKÖMAGNEETTISTEN PÄÄSTÖJEN VÄHENTÄMISEEN
a. Verkkovirtaverkko: Valokaarihitsauslaitteet tulee liittää verkkovirtaan valmistajan suositusten mukaisesti. Jos häiriöitä ilmenee, voi olla tarpeen
ryhtyä lisävarotoimenpiteisiin, kuten suodattaa verkkovirtalähde. Harkitse kiinteästi asennettujen kaarihitsauslaitteiden virtakaapeleiden suojaamista
metalliputken tai vastaavan kotelon sisällä. Virtajohto tulee suojata koko pituudeltaan. Suojakotelo tulee liittää hitsauskoneen virtalähteeseen, jotta
suojaputken ja hitsauskoneen virtalähteen kotelon välillä on hyvä sähköinen kontakti.
b. Valokaarihitsauslaitteiden huolto: Valokaarihitsauslaitteistolle tulee tehdä rutiinihuolto valmistajan suosittelemalla tavalla. Kaikki pääsykohdat,
huoltoaukot ja konepellit tulee sulkea ja lukita kunnolla, kun kaarihitsauslaitteisto on käytössä. Valokaarihitsauslaitteistoa ei saa muuttaa millään
tavalla, lukuun ottamatta valmistajan ohjeissa mainittuja muutoksia ja säätöjä. Valokaarikäynnistimien ja stabilointilaitteiden kipinäväli tulee säätää ja
huoltaa valmistajan suositusten mukaisesti.
c. Hitsauskaapelit: Kaapeleiden tulee olla mahdollisimman lyhyitä ja sijoitettava lähelle toisiaan joko maan lähelle tai päälle.
d. Potentiaalin tasaus: Kaikkien ympärillä olevien metalliesineiden liittäminen tulee huomioida . Työkappaleeseen liitetyt metalliesineet lisäävät
kuitenkin sähköiskun riskiä käyttäjälle, jos ne koskettavat sekä näitä metalliosia että elektrodia. Käyttäjä tulee eristää tällaisista metalliesineistä.
e. Työkappaleen maadoitus: Tapauksissa, joissa hitsattava osa on irrotettu sähköturvallisuussyistä tai sen koosta ja sijainnista johtuen, kuten
laivojen rungoissa tai teräsrakenteisissa rakennuksissa, maadoitettu liitäntä voi joissakin tapauksissa vähentää päästöjä, joskaan ei aina. On varottava
maadoittamasta osia, jotka voivat lisätä käyttäjien loukkaantumisvaaraa tai muiden sähkölaitteiden vaurioitumista. Tarvittaessa työkappaleen liitäntä
tulee maadoittaa suoraan, mutta joissain maissa, joissa suora kytkentä ei ole sallittua, liitäntä tulee tehdä sopivalla kondensaattorilla, joka valitaan
kansallisten määräysten mukaan.
f. Suojaus ja suojakotelo: Muiden kaapelien ja laitteiden selektiivinen suojaus ja kotelointi ympäröivällä alueella voi rajoittaa häiriöongelmia.
Erikoissovelluksissa voidaan harkita koko hitsausalueen turvaamista.
KONEEN VIRTALÄHTEEN KULJETUS JA SIIRTO
Koneessa on kahva(t), jotka helpottavat kuljetusta. Varo, ettet aliarvioi koneen painoa.
Kahvia ei voi käyttää nojaukseen.
Älä käytä kaapeleita tai poltinta hitsausvirtalähteen siirtämiseen. Se tulee kuljettaa pystyasennossa.
Älä kanna tai kuljeta virtalähdettä ihmisten tai esineiden yläpuolella.
Älä koskaan nosta kaasupulloa ja hitsausvirtalähdettä samanaikaisesti. Niiden kuljetusvaatimukset ovat erilaiset.
On suositeltavaa poistaa lankakela ennen hitsausvirtalähteen nostamista tai kuljettamista.
LAITTEISTON KÄYTTÖÖNOTTO
• Aseta hitsausvirtalähde lattialle, jonka kaltevuus on enintään 10°.
• Jätä riittävästi tilaa hitsausvirtalähteen tuuletukseen ja säätimiin pääsyä varten.
• Älä käytä tilassa, jossa on sähköä johtavaa metallipölyä.
• Hitsausvirtalähde tulee suojata voimakkaalta sateelta eikä altistaa suoralle auringonvalolle.
6
Page 7

Ohjekirja
• Laitteen suojausluokka on IP23, mikä tarkoittaa:
- sen vaaralliset osat on suojattu yli 12,5 mm:n esineiltä ja
- se on suojattu sateelta 60° pystysuoraan nähden.
Laitetta voidaan käyttää ulkona IP23-suojaussertikaatin mukaisesti.
Hajahitsausvirrat voivat tuhota maadoitusjohtimia, vaurioittaa sähkölaitteita ja -laitteita sekä aiheuttaa osien ylikuumenemisen ja
aiheuttaa tulipalon.
- Kaikki hitsausliitokset on kiinnitettävä tiukasti ja tarkastettava säännöllisesti!
- Varmista, että esineen kiinnitys on tukeva ja turvallinen, ilman sähköongelmia!
- Liitä yhteen tai ripusta kaikki hitsauslähteen sähköä johtavat osat, kuten runko, vaunu ja nostojärjestelmät siten, että ne on eristetty!
- Älä aseta muita laitteita, kuten poraa tai hiomalaitteita jne. hitsauslähteen, vaunun tai nostojärjestelmän päälle, elleivät ne ole eristettyjä!
- Aseta hitsauspolttimet tai puikkopidikkeet aina eristetylle pinnalle, kun niitä ei käytetä!
Virtakaapelit, jatkojohdot ja hitsauskaapelit on kelattava kokonaan auki ylikuumenemisen välttämiseksi.
Valmistaja ei ota vastuuta henkilöille tai esineille aiheutuneista vahingoista, jotka aiheutuvat tämän laitteen väärästä ja vaarallisesta
käytöstä.
Alkuperäisen ohjekirjan
käännös
NEOPULSE 320C
HUOLTO / SUOSITUKSET
• Huollon saa suorittaa vain pätevä henkilö. Vuosihuolto on suositeltavaa.
• Katkaise virransyöttö vetämällä pistokkeesta ja odota kaksi minuuttia ennen kuin aloitat laitteen parissa työskentelemisen.
Koneen sisällä jännitteet ja virrat ovat korkeita ja vaarallisia.
• Poista kansi säännöllisesti ja puhalla pöly pois. Hyödynnä tilaisuus tarkastaa sähköliitännät eristetyllä työkalulla pätevän ammattilaisen toimesta.
• Tarkista säännöllisesti virtajohdon kunto. Jos virtajohto on vaurioitunut, se on vaihdettava valmistajan, huoltoliikkeen tai vastaavan pätevän henkilön
toimesta vaarojen välttämiseksi.
• Jätä hitsausvirtalähteen tuuletusaukot vapaiksi ilmanottoa ja ulosvirtausta varten.
• Älä käytä tätä hitsausvirtalähdettä putkien sulattamiseen, akkujen/akkujen lataamiseen tai käynnistysmoottoreiden lataamiseen.
ASENNUS - TUOTTEEN KÄYTTÖ
Vain kokeneet ja valmistajan valtuuttamat henkilöt saavat suorittaa asennuksen. Varmista asennuksen aikana, että virtalähde on irrotettu verkkovirrasta.
Sarja- tai rinnakkaisvirtalähdeliitännät eivät ole sallittuja. Parhaan suorituskyvyn saavuttamiseksi on suositeltavaa käyttää laitteen mukana toimitettuja
hitsauskaapeleita.
KUVAUS
Tämä kone on kolmivaiheinen virtalähde puoliautomaattiseen, ohjelmistotuettuun hitsaukseen (MIG tai MAG), päällystettyyn elektrodihitsaukseen
(MMA) ja tulenkestävään elektrodihitsaukseen (TIG). Se hyväksyy halkaisijaltaan 200 ja 300 mm lankakelat.
LAITTEISTON KUVAUS (I)
1- On / o kytkin 10- Käyttöliittymä (MMI)
2- Kaasuliitin 11- Digitaalinen RC-liitin (lisävaruste viite 063938)
3- Kaapeliholkki (verkkokaapeli) 12- Analoginen liitin
4- Ulkoiset ristikot 13- Euroliitin
5- Kelan tuki 14- - napaisuus pistoke
6- USB-liitin 15- napaisuus pistoke
7- Keinukytkin langansyöttö / kaasunpoisto 16- Napaisuuden vaihtokaapeli
8- Langallinen moottori 17- SMC-liitäntäjärjestelmä (valinnainen)
FI
IHMIS-KONEEN LIITTYMÄ (HMI)
Lue Human Machine Interface (HMI), joka on osa laitteen käyttäjäkirjallisuutta.
HMI
VIRTAKYTKIN
• Tämä laite toimitetaan 32 A:n EN 60309-1 -pistorasialla, ja sitä tulee käyttää vain kolmivaiheisessa, 400 V (50-60 Hz) nelijohtimisessa maadoite-
tussa sähköjärjestelmässä. Todellinen absorboitunut virta (I1e) optimaalisille käyttöolosuhteille on ilmoitettu laitteessa. Tarkista, että virtalähde ja
sen suojalaitteet (sulakkeet ja/tai katkaisijat) ovat yhteensopivia koneen käyttöön tarvittavan virran kanssa. Tietyissä maissa optimaalisen toiminnan
varmistamiseksi pistoke voi olla tarpeen vaihtaa.
• Virtalähde on suunniteltu toimimaan 400 V /- 15 % jännitteellä. • Kone siirtyy suojaustilaan, jos syöttöjännite putoaa alle 330 Ve (nimelliseristysjännite) tai ylittää 490 Ve (näyttöön tulee virhekoodi).
• Kytke kone päälle kääntämällä virtakytkin (I-1) asentoon I, kun taas sammutus tapahtuu kääntämällä kytkin asentoon 0. Varoitus! Älä koskaan irrota
7
Page 8

Ohjekirja
a
b
c
a
laitetta virtalähteestä, kun kone latautuu.
• Tuulettimen suorituskyky: Tämä laite on varustettu älykkäällä ilmanvaihdon hallintajärjestelmällä koneen aiheuttaman melun minimoimiseksi. Tuulettimet säätävät nopeuttaan käytön ja ympäristön lämpötilan mukaan. Ne voidaan kytkeä pois päältä MIG- tai TIG-tilassa.
Alkuperäisen ohjekirjan
käännös
NEOPULSE 320C
LIITTÄMINEN VIRTALÄHTEEEN
Tätä laitetta voidaan käyttää sähkögeneraattoreiden kanssa edellyttäen, että lisävirtalähde täyttää seuraavat vaatimukset:
- Jännitteen tulee olla vuorotellen RMS-arvolla 400 V /- 15 % ja huippujännitteen ollessa alle 700 V.
- Taajuuden on oltava välillä 50 - 60 Hz.
On elintärkeää tarkistaa nämä olosuhteet, koska monet generaattorit tuottavat suuria jännitepiikkejä, jotka voivat vahingoittaa laitteita.
LAAJENNUSJOHTOJEN KÄYTTÄMINEN
Kaikkien jatkojohtojen tulee olla sopivan pituisia ja leveitä, jotka sopivat laitteen jännitteeseen. Käytä jatkojohtoa, joka on kansallisten turvallisuusmääräysten mukainen.
Tulojännite Pituus - Jatkojohdon koko (pituus < 45m)
400 V 4 mm²
KELAN ASETTAMINEN
a b
TÄYTTÖJOHDON LATAAAMINEN
a
b
- Irrota suutin (a) ja kontaktiputki (b) MIG/MAG-polttimesta.
Avaa virtalähteen luukku.
- Aseta kela pidikkeeseensä.
- Ota huomioon kelatelineiden käyttökorvake (c). 200 mm:n kelan asentamiseksi kiristä
muovikelan pidike (a) mahdollisimman tiukasti.
- Säädä jarrupyörää (b), jotta liikkumaton kela ei sotke lankaa hitsauksen loppuessa.
Yleensä älä kiristä liikaa, koska tämä aiheuttaa moottorin ylikuumenemisen.
Voit vaihtaa rullat seuraavasti:
- Löysää nupit (a) maksimissaan ja laske ne alas.
- Avaa telojen lukitus kääntämällä kiinnitysrenkaita (b) neljänneskierroksen verran.
- Asenna käyttöösi sopivat käyttörullat ja lukitse kiinnitysrenkaat paikoilleen.
Toimitetut telat ovat kaksiuraisia teräsrullia (1.0 ja 1.2).
- Tarkista telan merkinnästä, että telat sopivat langan halkaisijalle ja materiaalille (Ø 1,2 langalle,
käytä Ø 1,2 uraa).
- Käytä teräkselle ja muille koville langoille V-uritettuja rullia.
- Käytä alumiinia ja muita pehmeitä seostettuja lankoja U-uritettuja teloja.
: näkyvä kirjoitus telassa (esimerkki: 1,2 VT)
: käytettävä ura
8
Asenna täyttölanka seuraavasti:
- Löysää valitsimia maksimissaan ja laske ne.
- Aseta johto paikalleen, sulje sitten moottorin kela ja kiristä valitsimet kuvan mukaisesti.
- Käytä moottoria polttimen liipaisimen tai manuaalisen langansyöttöpainikkeen (I-6) avulla.
Page 9

Ohjekirja
Huomautuksia:
- Liian kapea vaippa voi aiheuttaa irtoamisongelmia ja johtaa moottorin ylikuumenemiseen.
- Polttimen liitäntä on myös kiristettävä kunnolla, jotta se ei ylikuumene.
- Varmista, että lanka tai kela ei kosketa laitteen mekanismia, muuten on olemassa vaara, että kone saa oikosulun.
Alkuperäisen ohjekirjan
käännös
NEOPULSE 320C
LIIKKUVIEN OSIEN AIHEUTTAMA LOUKKAANTUMISVAARA
Keloissa on liikkuvia osia, jotka voivat tarttua käteen, hiuksiin, vaatteisiin tai työkaluihin aiheuttaen vammoja!
- Älä koske koneen pyöriviin, liikkuviin tai pyöriviin osiin!
- Varmista, että kotelon kannet tai suojakannet pysyvät täysin suljettuina käytön aikana!
- Älä käytä käsineitä pujotessasi täyttölankaa tai vaihdessasi täyttölankaa.
PUOLIAUTOMAATTINEN TERÄKSEN/RUOSTUMATTOMAN TERÄKSEN HITSAUS (MAG-TILA)
Tämä kone hitsaateräslankaa Ø 0,6 - 1,2 mm ja ruostumatonta teräslankaa Ø 0,8 - 1,2 mm (II-A).
Kone on suunniteltu käytettäväksi vakiona Ø 1,0 mm teräslangan (Ø 1,0/1,2 rulla) kanssa. Kosketinkärki, pyörän ura ja hitsauspolttimen vaippa on
suunniteltu tähän käyttöön. Käytä enintään 3 metrin pituista poltinta halkaisijaltaan 0,6 langan hitsaukseen. Moottoroidun langansyöttörullan kosketinkärki ja kelat tulee vaihtaa 0,6 uritettuun malliin (viite (viite 061859)) Aseta se tässä tapauksessa niin, että merkintä 0,6 on näkyvissä.
Tämän tekemiseen teräksen käyttäminen vaatii erityistä hitsauskaasua (Ar CO2). CO2:n määrä voi vaihdella käytetyn kaasun tyypin mukaan. Käytä
ruostumattomaan teräkseen 2 % CO2. Puhtaalla CO2:lla hitsattaessa kaasusylinteriin on liitettävä esilämmitin. Tietyissä kaasuongelmissa ota
yhteyttä kaasun jälleenmyyjään. Teräksen kaasun virtausnopeus on 8-15 litraa minuutissa ympäristöstä riippuen.
PUOLIAUTOMAATTINEN ALUMIINIHITSAUS (MIG-TILA)
Laitteella voidaan hitsata alumiinilankaa Ø 0,8 - 1,2 mm (II-B).
Alumiinin käyttö vaatii erityistä, puhdasta argonkaasua (Ar). Pyydä neuvoja kaasunjakelijalta laajasta kaasuvalikoimasta. alumiinin kaasun virtausnopeus on 15-25 l/min riippuen ympäristöstä ja hitsaajan kokemuksesta.
Teräksen ja alumiinin käsittelyn erot ovat seuraavat:
- Käytä alumiinin hitsaukseen erityisiä teloja.
- Käytä mahdollisimman vähän painetta moottoroidun kelan painerulliin, jotta lanka ei puristu.
- Käytä kapillaariputkea (johtimen ohjaamiseen moottoroitujen langansyöttörullien ja EURO-liittimen välillä) vain teräksen/ruostumattoman teräksen
hitsaukseen.
- Käytä erityistä alumiinista taskulamppua. Tässä alumiinipolttimessa on teonpinnoite, joka vähentää kitkaa. ÄLÄ leikkaa pinnoitetta liittimen kärjestä!
Tätä pinnoitetta käytetään ohjaamaan lanka teloista.
- Kosketuskärjet: käytä ERIKOISTA alumiinista kosketinkärkeä, joka vastaa langan halkaisijaa.
Käytettäessä punaista tai sinistä vaippaa (alumiinin hitsaus), on suositeltavaa käyttää 91151 (II-C) lisävarustetta.
Tämä ruostumattomasta teräksestä valmistettu vaippaohjain parantaa vaipan keskitystä ja helpottaa langan virtausta.
Video
PUOLIAUTOMAATTINEN HITSAUS CUSI- JA CUAL-TILASSA (JUOTUSTILA)
Koneella voidaan hitsata CuSi- ja CuAl-lankaa Ø 0,8 - 1,2 mm.
Samalla tavalla kuin teräksen kanssa, on asennettava kapillaariputki ja käytettävä teräsvaippaista taskulamppua. Juotoshitsauksessa tulee käyttää
puhdasta argonia (Ar).
PUOLIAUTOMAATTINEN «EI KAASUA» JOHTOJEN HITSAUS
Tällä laitteella voidaan hitsata lanka ilman kaasusuojausta (No Gas) Ø 0,9 - 1,6 mm. Hitsaus täytelangan vakiosuuttimella voi johtaa ylikuumenemiseen ja polttimen vaurioitumiseen. Irrota alkuperäinen suutin MIG-MAG-polttimesta.
FI
NAAPAISUUDEN VALINTA
Vastakkaisuus Napaisuus -
Kaasusuojattu MIG/MAG-hitsaus vaatii yleensä
positiivista napaisuutta.
Katso joka tapauksessa johdon valmistajan suosituksia MIG-MAG-polttimesi napaisuuden valinnasta.
MIG/MAG-hitsaus ilman kaasusuojausta (No
Gas) vaatii yleensä negatiivista napaisuutta.
9
Page 10

Ohjekirja
Alkuperäisen ohjekirjan
käännös
NEOPULSE 320C
KAASUN TOIMITUS
- Asenna sopiva paineensäädin kaasupulloon. Liitä se hitsausasemaan mukana toimitetulla putkella. Kiinnitä kaksi letkunkiristintä vuotojen estämiseksi.
- Varmista, että kaasupullo pysyy tukevasti paikallaan virtalähteeseen kiinnitetyn ketjun avulla.
- Aseta kaasun virtausnopeus säätämällä paineensäätimen valitsinta.
HUOM: Säädä kaasun virtausnopeutta helpommin käyttämällä moottoroidun kelan rullia vetämällä polttimen liipaisinta (löysää moottoroidun kelan
jarrupyörää, jotta lanka ei vedä sisään). Kaasun maksimipaine: 0,5 MPa (5 bar).
Tämä menettely ei koske hitsausta «No Gas» -tilassa.
SUOSITELTUJA YHDISTELMIÄ
Nykyinen (A) Ø johto (mm) Ø Suutin (mm) Virtausnopeus L/min
MIG
MAG
(mm)
0,8-2 20-100 0.8 12 10-12
2-4 100-200 1.0 12-15 12-15
4-8 200-300 1,0/1,2 15-16 15-18
8-15 300-500 1,2/1,6 16 18-25
0,6-1,5 15-80 0.6 12 8-10
1,5-3 80-150 0.8 12-15 10-12
3-8 150-300 1,0/1,2 15-16 12-15
8-20 300-500 1,2/1,6 16 15-18
MIG / MAG (GMAW/FCAW) HITSAUSTILA
Hitsausprosessit
asetukset
Pari
materiaali/kaasu
Langan halkaisija Ø 0,6 > Ø 1,6 mm Vaijerin halkaisijan valinta
ModulArc POIS, PÄÄLLE - - - - -
SÄÄDETTÄVÄT
ASETUKSET
- Fe Ar 25 % CO
- ...
MINEN
STD DYNAA-
MANUAALINEN
2
-
STD-juuri
STD-VAIKUTUS
PULSSI
KYLMÄ PULS-
SI
Hitsattavan materiaalin valinta.
Esiasennetut hitsauskäyttäjäasetukset
Hitsausvirranmodulaation aktivointi tai deaktivointi (kaksoispulssi)
KÄYTTÖ LIIPAISIN 2T, 4T Liipaisuhitsauksen hallintatilan valinta.
Pistehitsaustila KOHTA, VIIVE - Pistehitsaustilan valinta
Ensimmäinen
asetus
Tehoa
Pääsy joihinkin hitsausasetuksiin riippuu valitusta näyttötilasta: Asetukset/Näyttötila: Helppo, Expert, Advanced. Katso käyttöliittymän käyttöopas.
HITSAUSPROSESSIT
Saat lisätietoja GYS:n esiasennetuista käyttäjäasetuksista ja hitsausprosesseista skannaamalla
QR-koodin:
PISTEHITSAUSTILA
• PISTÄHITSaus
Tämä hitsaustila mahdollistaa osien esikokoonpanon ennen hitsausta. Pistehitsaus voidaan tehdä manuaalisesti liipaisimen avulla tai ajastaa ennalta
määrätyllä pistehitsausjaksolla. Tämä pistehitsaus helpottaa hapettumattomien hitsauskohtien kopioimista ja suorittamista (pääsy lisävalikosta).
• AIKARAJAT
Tämä on SPOT-hitsauksen kaltainen hitsaustila, jossa on ennalta määritellyt hitsaus- ja viipymäajat, kunhan liipaisinta pidetään painettuna.
Paksuus
Aloittaa
Nopeus
Pidä
Lämpökerroin
-
Näytettävän pääasetuksen valinta (työkappaleen paksuus,
keskimääräinen hitsausvirta tai langan nopeus).
Katso "Virta" -osio seuraavilta sivuilta.
10
Page 11

Ohjekirja
ASETUSTEN MÄÄRITTÄMINEN
Yk-
siköt
Langan nopeus m/min Kertyneen lisäainemetallin määrä ja siten hitsauksen intensiteetti ja tunkeutuminen.
Jännite V Ohjaa johdon leveyttä.
Itse - Vähentää hitsausvirtaa enemmän tai vähemmän. Asetettava hitsausasennon mukaan.
Esikaasu s Kun polttimesta poistetaan ilma ja kaasusuoja luodaan ennen sytytystä.
Jälkikaasu s
Paksuus mm
Aloittaa A
Kaaren pituus - Käytetään säätämään langan pään ja hitsisulan välistä etäisyyttä (kireyden säätö).
Lähestymisnopeus %
Hot Start % & s
Kraatterin täyttö %
Pehmeä aloitus s
Uplsope s Nousuvirta
Kylmä virta % Toinen hitsausvirta, joka tunnetaan nimellä "kylmä" hitsausvirta.
Pulssitaajuus Hz Pulssitaajuus
Käyttömäärä % Pulssitilassa kuuman virran aika säädetään suhteessa kylmävirran aikaan.
Lasku s Laskuvirta.
Tack-hitsaus s Aseta kesto.
Kahden pisteen välinen
aika
Burnback s
s Aika pisteen lopun (pois lukien Post-Gas) ja uuden pisteen (mukaan lukien esikaasu) alun välillä.
Alkuperäisen ohjekirjan
käännös
Kaasusuojauksen kesto valokaaren sammumisen jälkeen. Se suojaa työkappaletta ja elektrodia hapettumiselta.
Esiasennetut käyttäjäasetukset (syngergiat) mahdollistavat täysin automaattisen asennuksen. Työskentely eri
paksuuksilla
asettaa automaattisesti sopivan langan kireyden ja nopeuden.
Hitsausvirta asetetaan käytettävän langan tyypin ja käytettävän materiaalin mukaan
hitsattu.
Progressiivinen langan nopeus. Ennen esikäsittelyä lanka liikkuu hitaasti luodakseen ensimmäisen kosketuksen ilman tärähdystä.
Hot Start on käynnistyksessä käytetty ylivirta, joka estää lankaa tarttumasta työkappaleeseen. Voimakkuus (%
hitsausvirrasta) ja aika (sekunteina) voidaan ohjelmoida.
Tämä joutokäyntivirta on vaihe sen jälkeen, kun virta on laskettu.
Voimakkuus (% hitsausvirrasta) ja aika (sekunteina) voidaan ohjelmoida.
Virran asteittainen nousu. Virtaa ohjataan ensimmäisen koskettimen ja hitsausprosessin välillä voimakkaan
syttymisen tai tärähdysten välttämiseksi.
Ominaisuus, joka estää langan tarttumisen helmeen. Tämä on ajoitettu osumaan hitsausaltaasta nousevan
langan kanssa.
NEOPULSE 320C
Pääsy joihinkin hitsausasetuksiin riippuu hitsausprosessista (manuaalinen, vakio jne.) ja valitusta näyttötilasta (Easy, Expert tai Advanced). Katso
käyttöliittymän käyttöopas.
FI
11
Page 12
Ohjekirja
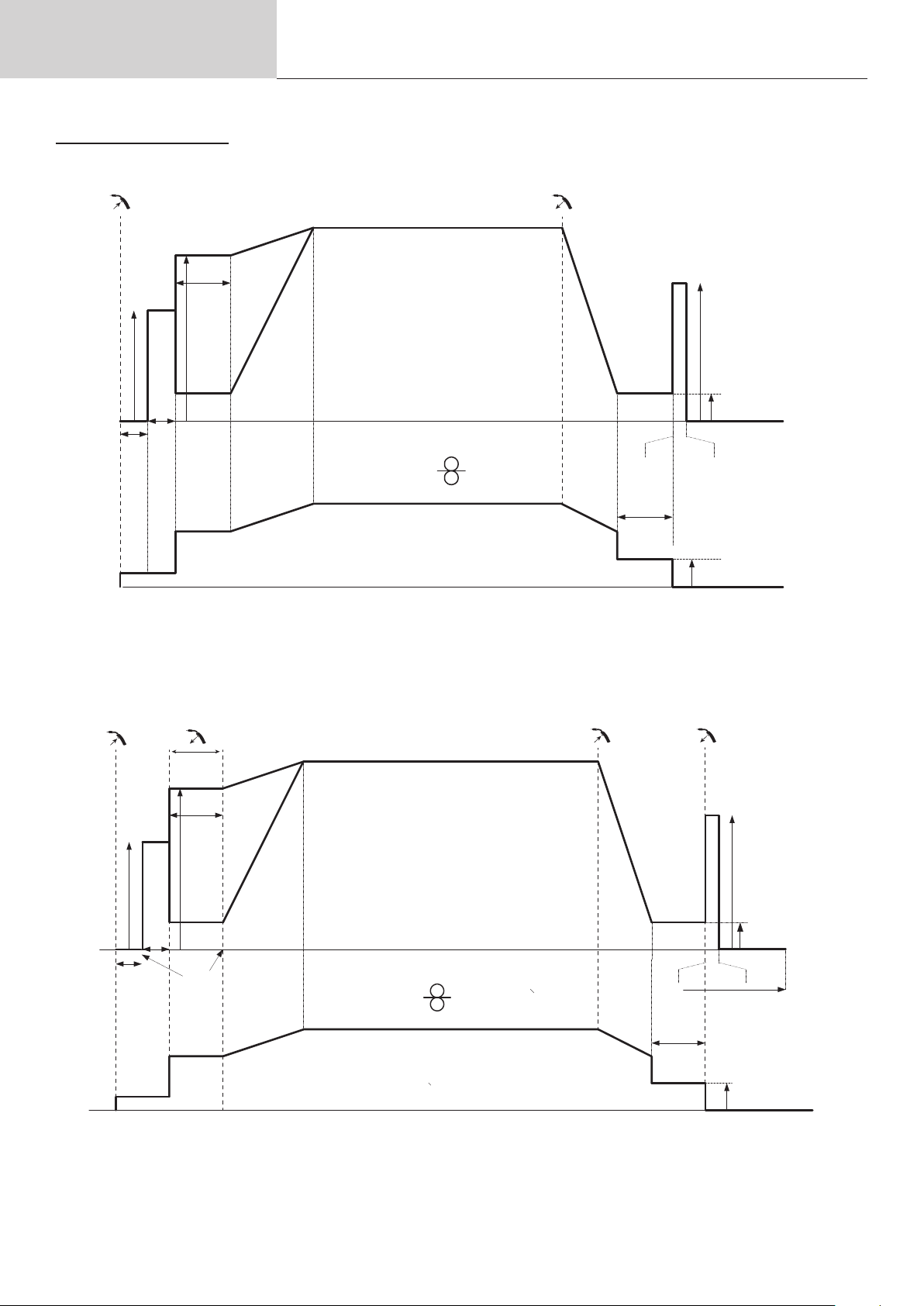
MIG/MAG-HITSAUSJAKSOT
Vakio 2T-prosessi:
T hotstart
Alkuperäisen ohjekirjan
käännös
NEOPULSE 320C
I
Istart
Dstart
Creep Speed
Gas Pre-Flow
Soft-start
I hot start
T burn-back
T crater Filler
I burn-back
I blackout
Gas post-Flow
I crater Filler
Kun liipaisinta vedetään, esikaasu käynnistyy. Kun lanka koskettaa työkappaletta, pulssi käynnistää kaaren ja hitsausjakso alkaa. Kun liipaisin vapautetaan, langansyöttö pysähtyy ja virtapulssi katkaisee langan siististi, jota seuraa jälkikaasu. Niin kauan kuin jälkikaasu ei ole päättynyt, liipaisimen
painaminen mahdollistaa hitsin nopean uudelleenkäynnistyksen (manuaalinen ketjuommel) ilman HotStart-vaihetta. HotStart- ja/tai kraatteritäyttö
voidaan lisätä kiertoon.
Normaali 4T-prosessi:
I
T hotstart
Istart
Gas Pre-Flow
Soft-start
Dstart
Creep Speed
I hot start
4T
4T
T burn-back
T crater Filler
I burn-back
I Blackout
Gas post-Flow
I crater Filler
Tavallisessa 4T-prosessissa esi- ja jälkikaasun ajoitusta hallitaan automaattisesti. HotStartia ja kraatterin täyttöä ohjataan molemmat liipaisimen
avulla.
12
Page 13

Ohjekirja
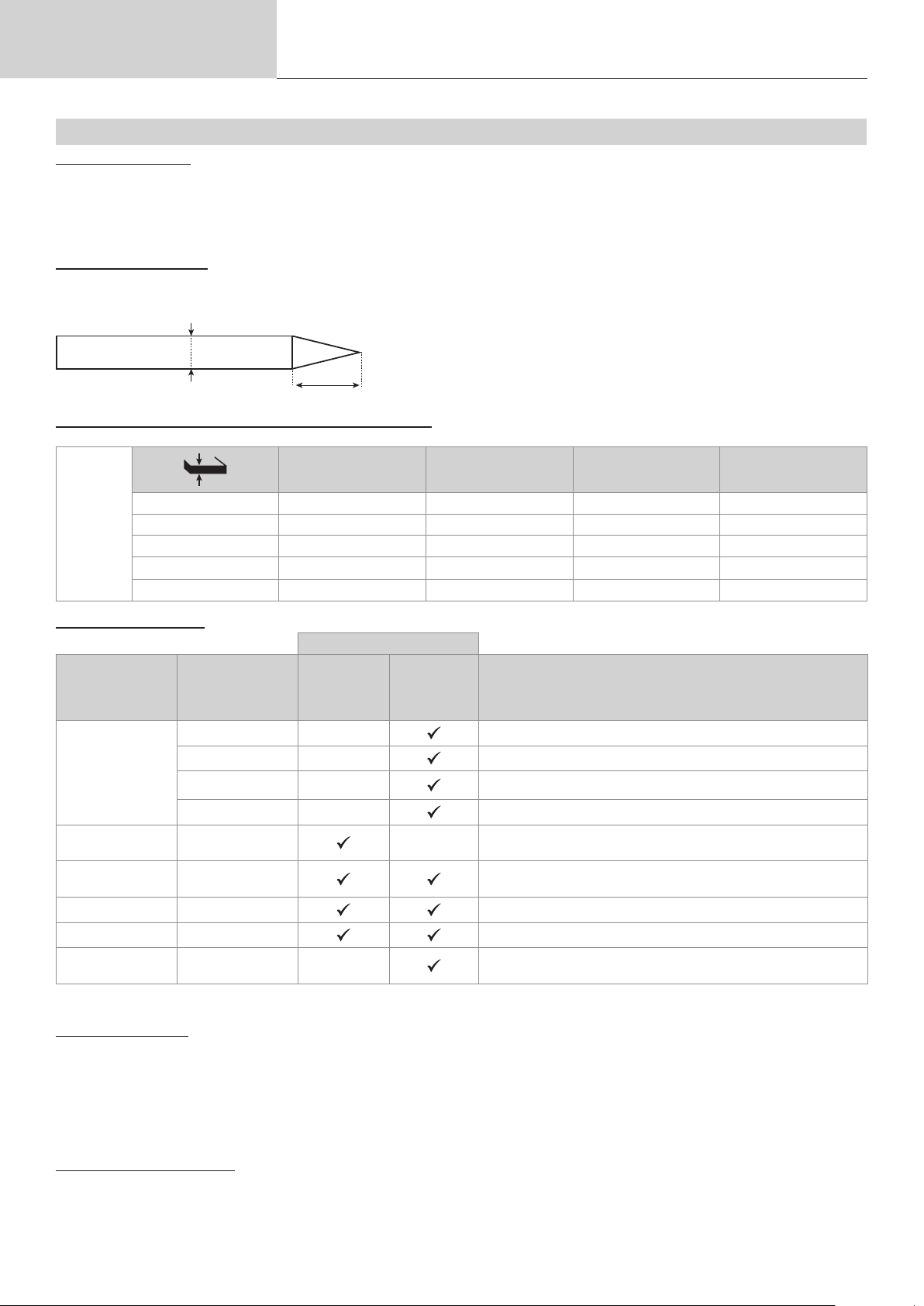
Pulssi 2T-prosessi:
T hotstart
Alkuperäisen ohjekirjan
käännös
NEOPULSE 320C
I
Istart
Dstart
Creep Speed
Gas Pre-Flow
Soft-start
I hot start
T upslope
T downslope
T burn-back
T crater Filler
I burn-back
I blackout
Gas post-Flow
I crater Filler
Kun liipaisinta vedetään, esikaasu käynnistyy. Kun lanka koskettaa työkappaletta, pulssi käynnistää kaaren. Sitten kone käynnistyy HotStartilla tai
upslopeilla ja lopuksi alkaa hitsausjakso. Kun liipaisin vapautetaan, alamäki alkaa, kunnes se saavuttaa kraatterin täyttymisen. Sitten STOP PEAK
katkaisee langan ja sen jälkeen Post kaasu. Kuten vakiotilassa, käyttäjä voi nopeasti käynnistää hitsausprosessin uudelleen kaasun jälkeisen vaiheen
aikana ilman HotStart-vaihetta.
Pulssi 4T-prosessi:
I
T hotstart
Istart
Gas Pre-Flow
Soft-start
Dstart
Creep Speed
I hot start
T upslope
4T
T downslope
4T
T burn-back
T crater Filler
I burn-back
I Blackout
Gas post-Flow
I crater Filler
Pulssi-4T-tilassa esi- ja jälkikaasun ajoitusta hallitaan automaattisesti. HotStartia ja kraatterin täyttöä ohjataan liipaisimen avulla.
FI
13
Page 14
Ohjekirja
Alkuperäisen ohjekirjan
käännös
NEOPULSE 320C
TIG (GTAW) -HITSAUSTILA
ASENNUS JA OHJAUS
• DC TIG -hitsaus vaatii suojakaasusuojan (argon).
• Liitä maadoitusliitin positiiviseen ( ) pistokeliittimeen. Liitä TIG-poltin (viite 046108) virtalähteen EURO-liittimeen ja käänteinen kaapeli negatiiviseen
(-) liittimeen.
• Varmista, että poltin on asennettu oikein ja että kulutusosat (puristimien pihdit, holkkirungot, diuusorit ja suuttimet) eivät ole kuluneet.
• Elektrodin valinta riippuu DC TIG -prosessin virrasta.
ELEKTRODIEN TEROTUS
Parhaan tuloksen saavuttamiseksi on suositeltavaa käyttää elektrodia, joka on teroitettu seuraavalla tavalla:
d
L = 3 xd alhaisella virralla.
L = d suurelle virralle
L
APUA KULUTUSTAVAROIDEN ASETTAMISESSA JA VALINTAAN
Nykyinen (A) Elektrodi (mm) Suoja (mm)
0,3-3 mm 5-75 1 6.5 6-7
DC
PROSESSI ASETUKSET
asetukset
-
2,4 - 6 mm 60-150 1.6 8 6-7
4-8 mm 100-200 2 9.5 7-8
6,8 - 8,8 mm 170-250 2.4 11 8-9
9-12 mm 225-300 3.2 12.5 9-10
Hitsausprosessit
SÄÄDETTÄVÄT
ASETUKSET
Vakio - Tasainen virta
Pulssi - Pulssivirta
Pistehitsaus - Tasainen tartunta
Synergiaetuja
(esiasennetut
käyttäjäase-
tukset)
Argonin virtausnopeus
(l/min)
DC
Tack - Pulssillinen luoviminen
Materiaalien tyyppi Fe, Al jne. - Hitsattavan materiaalin valinta
Volframielektrodin
halkaisija
Trigger-tila 2T - 4T - 4T LOK Liipaisuhitsauksen hallintatilan valinta.
E.TIG PÄÄLLE - POIS Vakioenergiahitsaustila kaaren pituuden korjauksella.
Tehoa
Pääsy joihinkin hitsausasetuksiin riippuu valitusta näyttötilasta: Asetukset/Näyttötila: Helppo, Expert, Advanced.
HITSAUSPROSESSIT
• DC TIG -hitsaus
Suunniteltu erityisesti rautamealleille, kuten teräkselle, ruostumattomalle teräkselle, kuparille ja sen seoksille sekä titaanille.
• Synerginen TIG-hitsaus
Ei enää perustu tasavirtatyypin valintaan ja hitsausjakson asetuksiin, vaan yhdistää hitsaussäännöt/esiasennetut asetukset todellisten hitsauskokemusten perusteella. Siksi tämä tila rajoittaa säädettävien perusasetusten määrän kolmeen: materiaalityyppi, hitsauspaksuus ja hitsausasento.
SÄÄDETTÄVÄT ASETUKSET
• STANDARDIHITSaus
Standardi DC TIG -hitsausprosessi mahdollistaa korkealaatuisen hitsauksen useimpien rautapitoisten materiaalien, kuten teräksen ja ruostumattoman teräksen, mutta myös kuparin ja sen seosten, mukaan lukien titaanin, hitsauksen. Erilaisten virran- ja kaasunhallintamahdollisuuksien avulla voit
1-4 mm Elektrodin halkaisijan valinta.
Pidä
Lämpökerroin
- Katso "Virta" -osio seuraavilta sivuilta.
14
Page 15

Ohjekirja
2 mm
D
10 mm
D
5 mm
D
2 mm
D
5 mm
D
10 mm
D
t
t
T2
T1
Main button
Alkuperäisen ohjekirjan
käännös
NEOPULSE 320C
hallita täydellisesti hitsaustoimintaasi pohjustuksesta hitsaussauman lopulliseen jäähdytykseen.
• PULSSIHITSaus
Tämä pulssivirtahitsaustila yhdistää suuret virtapulssit (I = hitsauspulssit) pienivirtapulsseihin (kylmä I, työkappaleen jäähdytyspulssit). Pulssitila mahdollistaa osien kokoamisen rajoittaen samalla lämpötilan nousua ja vääntymistä. Ihanteellinen paikan päällä käytettäväksi.
Esimerkki:
Hitsausvirta (I) on asetettu arvoon 100 A ja % (kylmä I) = 50 % eli kylmävirta = 50 % x 100 A = 50.
F(Hz) on asetettu arvoon 10 Hz, signaalijakso on 1/10 Hz = 100 ms -> 100 A pulssi joka 100 ms, jota seuraa toinen 50 A.
• PISTÄHITSaus
Tämä hitsaustila mahdollistaa osien esikokoonpanon ennen hitsausta. Pistehitsaus voidaan tehdä manuaalisesti liipaisimen avulla tai ajastaa ennalta
määrätyllä pistehitsausjaksolla. Pistehitsaus mahdollistaa paremman toiston ja hapettumattomien hitsauskohtien.
• TIHTSaus
Tämä hitsaustila mahdollistaa myös osien esikokoonpanon ennen hitsausta, mutta tällä kertaa kahdessa vaiheessa: ensimmäisessä vaiheessa käytetään pulssittua tasavirtaa, joka keskittää valokaaren paremman läpäisyn saavuttamiseksi. Tätä seuraa sitten toinen vaihe, jossa käytetään tavallista
tasavirtaa valokaaren leventämiseen ja siten hitsaussulan kiinnittämiseen hitsauspisteeseen.
Kahden hitsausvaiheen vaihtelevat ajat mahdollistavat paremman toiston ja hapettumattomien hitsauskohtien.
• E-TIG-HITSaus
Tämä tila mahdollistaa jatkuvan tehohitsauksen mittaamalla kaaren pituuden vaihtelut reaaliajassa varmistaakseen tasaisen vanteen leveyden ja
tunkeutumisen. Tapauksissa, joissa kokoonpano vaatii hitsausenergian huolellista hallintaa, E-TIG-tila takaa, että hitsaaja kunnioittaa hitsaustehoa
riippumatta polttimen asennosta työkappaleeseen nähden.
Vakio
(vakiovirta)
ELEKTRODIN HALKAISIJAN VALITSEMINEN
Elektrodin Ø (mm)
1 10 > 75 10 > 75
1.6 60 > 150 60 > 150
2 75 > 180 100 > 200
2.5 130 > 230 170 > 250
3.2 160 > 310 225 > 330
4 275 > 450 350 > 480
E-TIG (vakioteho)
TIG DC
Puhdasta volframia Volframi oksideilla
FI
Noin = 80 A per mm Ø
KÄYTTÖ LIIPAISIN
• 2T
T1 - Pääpainiketta painetaan, hitsausjakso alkaa (Pre-Gas, I_Start,
upslope ja hitsaus).
T2 - Pääpainike vapautetaan, hitsausjakso pysähtyy (lasku, I_Stop,
Post-Gas).
Vain T2:n kaksipainikkeisilla taskulampuilla toissijaista painiketta
käsitellään pääpainikkeena.
15
Page 16

Ohjekirja
t t
t
t
T2
T1
Main button
T3
T1
Main button
T2
T4
t t
t t
t
t
T2
T1
Main button
T3
T1
Main button
T2
T4
T3
T1
Main button
T2
T4
>0.5s<0.5s<0.5s
• 4T
• 4T- LOKI
Alkuperäisen ohjekirjan
käännös
NEOPULSE 320C
T1 - Pääpainiketta painetaan, sykli alkaa esikaasusta ja pysähtyy
I_Start-vaiheeseen.
T2 - Pääpainike vapautetaan, sykli jatkaa nousua ja hitsausta.
T3 - Pääpainiketta painetaan, sykli menee alamäkeen ja pysähtyy
I_Stop-vaiheeseen.
T4 - Pääpainike vapautetaan, sykli päättyy jälkikaasuun.
HUOM: taskulamppuille, kaksoispainikkeille ja kaksoispainikkeille
=> «ylös/hitsausvirta»-painike kytkee potentiometrin päälle,
«alas»-painike sammuttaa sen.
T1 - Pääpainiketta painetaan, sykli alkaa esikaasusta ja pysähtyy
I_Start-vaiheeseen.
T2 - Pääpainike vapautetaan, sykli jatkaa nousua ja hitsausta.
LOG: tätä toimintatilaa käytetään hitsausvaiheessa:
- Pääpainikkeen nopea painallus (<0,5 s) vaihtaa virran I_hitsauksesta I_kylmään ja päinvastoin.
- Jos toissijaista painiketta painetaan, virta vaihtuu I_hitsauksesta
I_kylmään.
- jos toissijaista painiketta ei paineta, virta vaihtuu I_kylmätilasta
I_hitsaukseen.
T3 - Pääpainikkeen painamisen jälkeen (>0,5 s) sykli menee
alamäkeen ja pysähtyy I_Stop-vaiheeseen.
T4 - Pääpainike vapautetaan ja sykli päättyy Post-Gasiin.
Kaksoispainikkeilla tai kaksoisliipaisupolttimilla «korkea» liipaisin säilyttää saman toiminnallisuuden kuin yksiliipaisuinen taskulamppu. "Matala" liipaisin ei ole aktiivinen.
MANUAALINEN KAASUN HUUHTELU
Hapen läsnäolo polttimessa voi heikentää mekaanista laatua ja heikentää korroosionkestävyyttä. Huuhtele kaasu polttimesta pitämällä painiketta #1
painettuna ja noudata näytön ohjeita.
ASETUSTEN MÄÄRITTÄMINEN
Yk-
siköt
Esikaasu s Kun polttimesta poistetaan ilma ja kaasusuoja luodaan ennen sytytystä.
Aloittaa
aika
Alkaa
aika
% Tämä käynnistyslaakerivirta on lämmitysvaihe ennen virran nostamista.
s Aloitusaika ennen virran nostoa.
Nouseva virta s Mahdollistaa hitsausvirran asteittaisen lisäyksen.
Hitsausvirta A Hitsausvirta.
Kraatterin täyttöominaisuus
Välttää kraattereiden muodostumisen hitsauksen lopussa ja halkeamisvaaran, erityisesti kevyissä metalliseok-
s
sissa.
Loppuvirta % Tämä joutokäyntivirta on vaihe sen jälkeen, kun virta on laskettu.
Pysähdysaika s Tämä joutokäyntiaika on vaihe, joka tulee sen jälkeen, kun virta on laskettu.
Paksuus mm Hitsattavan työkappaleen paksuus.
asema - Hitsauspaikannus
Jälkikaasu s
Aallon muoto - Pulssiaaltomuoto.
Kylmä virta % Toinen hitsausvirta, joka tunnetaan nimellä "kylmä" hitsausvirta.
Kylmä sää % Pulssi kuumavirran (I) aikatasapaino
Pulssi
taajuus
Kaasusuojauksen kesto valokaaren sammumisen jälkeen. Se suojaa työkappaletta ja elektrodia hapettumiselta
jäähdytyksen aikana.
Pulssitaajuus
ASETUSVINKKEJÄ:
Hz
- Jos hitsataan manuaalisella täytemetallilla, F(Hz) synkronoidaan langan tuloon.
- Jos metalli on ohutta ja ilman täyteainetta (< 0,8 mm), F(Hz) > 10 Hz
- Jos hitsataan paikallaan, niin F(Hz) < 100 Hz
Pistehitsaus s Joko manuaalinen tai asetettu aika.
Ajastettu pulssi s Manuaalinen tai ajastettu pulssihaku
Ajastettu pulssiton s Manuaalinen tai ajastettu tasainen virtavaihe
16
Pääsy tiettyihin hitsausasetuksiin riippuu hitsausprosessista (vakio, pulssi jne.) ja valitusta näyttötilasta (Easy, Expert tai Advanced).
Page 17

Ohjekirja
Alkuperäisen ohjekirjan
käännös
MMA (SMAW) -HITSAUSTILA
ASENNUS JA OHJAUS
• Kytke kaapelit, elektrodin pidike ja maadoitusliitin pistoliitäntöihin.
• Noudata elektrodikoteloissa ilmoitettuja sähköisiä napaisuutta ja hitsaustehon vahvuutta.
• Poista päällystetty elektrodi puikkopitimestä, kun hitsausvirtalähde ei ole käytössä.
• Laitteessa on kolme invertterikohtaista ominaisuutta:
- Hot Start tarjoaa ylivirran hitsausprosessin alussa.
- Arc Force luo ylivirran, joka estää elektrodia tarttumasta hitsausaltaaseen.
- Anti-Stick-teknologia helpottaa elektrodin irrottamista metallista.
PROSESSI ASETUKSET
Hitsausprosessit
asetukset
Elektrodin tyyppi
Tarttumisenesto POIS, PÄÄLLE
Tehoa
SÄÄDETTÄVÄT
ASETUKSET
Rutiili
Perus
Selluloosa
Pidä
Lämpökerroin
Vakio Pulssi
Elektrodin tyyppi määrittää asetukset sen hitsattavuuden optimoimiseksi käytetyn elektrodin tyypin mukaan.
Tarttumisenestotoimintoa suositellaan elektrodin turvalliseen poistamiseen, jos se tarttuu työkappaleeseen (virta katkeaa automaattisesti).
Katso "Virta" -osio seuraavilta sivuilta.
NEOPULSE 320C
Pääsy joihinkin hitsausasetuksiin riippuu valitusta näyttötilasta: Asetukset/Näyttötila: Helppo, Expert, Advanced.
HITSAUSPROSESSIT
• STANDARDIHITSaus
Tämä standardi puikkohitsaustila sopii useimpiin hitsaussovelluksiin. Se mahdollistaa hitsauksen kaikentyyppisillä pinnoitetuilla, rutiili-, perus- ja selluloosaelektrodilla sekä kaikilla materiaaleilla: teräksellä, ruostumattomalla teräksellä ja valuraudalla.
• PULSSIHITSaus
Pulssipuikkohitsaustila sopii pystysovelluksiin (PF). Pulssiasetus pitää hitsausaltaan kylmänä ja edistää materiaalin siirtoa. Ilman pulssia pystysuora
ylöspäin suuntautuva hitsaus vaatii «joulukuusi»-liikkeen eli vaikean kolmioliikkeen. Pulssipuikkohitsauksen ansiosta tätä liikettä ei enää tarvitse
suorittaa. Työkappaleen paksuudesta riippuen suoran ylöspäin suuntautuvan liikkeen pitäisi riittää. Jos kuitenkin haluat suurentaa hitsausaltaasi,
riittää yksinkertainen sivuttaisliike, joka on samanlainen kuin alaspainettuna. Tässä tapauksessa voit asettaa pulssivirtasi taajuuden näytön näytöltä.
Tämä menetelmä tarjoaa paremman pystysuoran hitsaustoiminnan hallinnan.
PÄÄLLYTETYT ELEKTRODIEN VALINTA
• Rutiilielektrodit: erittäin helppo käyttää missä tahansa asennossa.
• Peruselektrodit: sitä voidaan käyttää kaikissa asennoissa ja se soveltuu turvallisuustyöhön parantuneiden mekaanisten ominaisuuksiensa ansiosta.
• Selluloosaelektrodit: erittäin voimakas valokaari, jolla on korkea sulamisnopeus, minkä tahansa käyttökelpoisuuden ansiosta se sopii erityisen hyvin
putkistotöihin.
ASETUSTEN MÄÄRITTÄMINEN
Yk-
siköt
Prosenttiosuus
Hot Start
Hot Startin kesto s
Hitsausvirta A Hitsausvirta määräytyy valitun elektrodin tyypin mukaan (katso puikkopakkaus).
Arc Force % Arc Force on ylivirta, jota käytetään estämään tarttuminen, kun elektrodi tai hitsauspalla koskettaa hitsisulaa.
Olen kylmä %
Kylmä sää s
Pulssi
taajuus
%
Hot Start on ylivirta sytytysvaiheessa, joka estää elektrodia tarttumasta työkappaleeseen. Voimakkuus (%
hitsausvirrasta) ja aika (sekunteina) voidaan ohjelmoida.
Hz PULSSI-tilan PULSSItaajuus.
Katso käyttöliittymän käyttöopas.
FI
Pääsy joihinkin hitsausasetuksiin riippuu valitusta näyttötilasta: Asetukset/Näyttötila: Helppo, Expert, Advanced. Katso käyttöliittymän käyttöopas.
HITSAUSVIRRAN SÄÄTÖ
Seuraavat asetukset vastaavat sovellettavaa virta-aluetta käytetyn elektrodin tyypistä ja halkaisijasta riippuen. Nämä alueet ovat melko suuria, koska
ne riippuvat käytöstä ja hitsausasennosta.
17
Page 18

Ohjekirja
elektrodin Ø (mm) Rutiili E6013 (A) Basic E7018 (A) Selluloosa E6010 (A)
1.6 30-60 30-55 -
2.0 50-70 50-80 -
2.5 60-100 80-110 60-75
3.15 80-150 90-140 85-90
4.0 100-200 125-210 120-160
5 150-290 200-260 110-170
6.3 200-385 220-340 -
KAAREEN SÄÄTÖ
On suositeltavaa asettaa Arc Force keskiasentoon (0) hitsauksen aloittamiseksi ja sitten säätää sitä saatujen tulosten ja yksilöllisten hitsausmieltymysten mukaan. Huomautus: Arc Forcen säätöalue riippuu valitusta elektrodityypistä.
Alkuperäisen ohjekirjan
käännös
NEOPULSE 320C
POWER
Menetelmä, joka on kehitetty hitsaukseen DMOS-säädellyllä energiansäädöllä. Sen lisäksi, että tämä tila näyttää hitsauspalon energian hitsauksen
jälkeen, se mahdollistaa lämpökertoimen asettamisen käytetyn standardin mukaan: Yksi ASME-standardeille ja 0,6 (TIG) tai 0,8 (MMA/MIG-MAG)
eurooppalaisille standardeille. Näytetty energia lasketaan ottaen huomioon tämä kerroin.
VALINNAINEN TYÖNTÄ-VETOLAITIN
Viitenumero Langan halkaisija Pituus Jäähdytystyyppi
038738 0,8 > 1,2 mm 8 m ilmaa
038141 0,8 > 1,2 mm 8 m Nestemäinen
038745 0,8 > 1,6 mm 8 m Nestemäinen
Push-pull-poltin voidaan liittää virtalähteeseen pistorasian (I-11) kautta. Tämän tyyppinen taskulamppu mahdollistaa AlSi-langan käytön jopa Ø 0,8
mm polttimen pituudella 8 m. Tätä poltinta voidaan käyttää kaikissa MIG-MAG-hitsaustiloissa.
Push-Pull-poltin tunnistetaan yksinkertaisesti vetämällä liipaisinta.
Potentiometrillä varustettua push-pull-poltinta käytettäessä korkein ohjausalueen asetus voidaan asettaa käyttöliittymän avulla.
Potentiometri voi sitten vaihdella missä tahansa välillä 50 % ja 100 % tässä asetuksessa.
VALINNAINEN KAUKOSÄÄDIN
• RC-HA2 analoginen kaukosäädin (viite 047679):
Analoginen kaukosäädin voidaan liittää virtalähteeseen pistorasian (I-11) kautta.
Tämä säädin vaikuttaa jännitteeseen (ensimmäinen potentiometri) ja johtimen nopeuteen (toinen potentiometri). Nämä asetukset eivät ole silloin
käytettävissä virtalähteen käyttöliittymästä.
• RC-HD2 digitaalinen kaukosäädin (viite 062122):
Digitaalinen kaukosäädin voidaan liittää virtalähteeseen NUM-1 Kitin kautta (lisävaruste viite 063938).
Tämä kaukosäädin on suunniteltu MIG/MAG-, MMA- ja TIG-hitsausprosesseihin. Se mahdollistaa hitsausyksikön etäohjauksen. ON/OFF-painiketta
käytetään digitaalisen kaukosäätimen kytkemiseen päälle tai pois päältä. Kun digitaalinen kaukosäädin on kytketty päälle, käyttöliittymän virtalähde
näyttää virta- ja jännitearvot. Heti kun käyttöliittymä sammutetaan tai irrotetaan, HMI-virtalähde aktivoituu uudelleen.
VALINNAINEN JÄÄHDYTYSYKSIKKÖ
Viite Nimitys Jäähdytysteho Tankin tilavuus Virtalähteen jännite
013537 WCU 1KW C 1000 W 5,5 litraa 400 V /-15 %
Kone tunnistaa jäähdytysyksikön automaattisesti. Katso jäähdytysyksikön deaktivoimiseksi (OFF) käyttöliittymän käsikirjasta.
Jäähdytysyksikön tukemat suojat taskulampun ja käyttäjän suojan varmistamiseksi ovat:
• Jäähdytysnesteen vähimmäismäärä.
• Polttimen läpi virtaavan jäähdytysnesteen vähimmäisvirtausnopeus.
• Jäähdytysnesteen lämpösuojaus.
Varmista, että jäähdytysyksikkö on sammutettu, ennen kuin irrotat polttimen nesteen tulo- ja poistoletkut.
Jäähdytysneste on haitallista ja ärsyttää silmiä, limakalvoja ja ihoa. Kuuma neste voi aiheuttaa palovammoja.
KÄYTTÖRULLAT (F) VALINNAINEN
18
Page 19

Ohjekirja
Alkuperäisen ohjekirjan
käännös
NEOPULSE 320C
Halkaisija
ø 0,6/0,8 061859 - ø 0,9/1,1 061927
ø 0,8/1,0 061866 061897 ø 1,2/1,6 061934
ø 1,0/1,2 061873 061903 ø 1,4/2,0 061941
Jos käyttörullat ovat kuluneet tai jos käytetään täyttölankaa, jonka halkaisija on > 1,6 mm, muovinen vaijeriohjain on suositeltavaa vaihtaa:
Halkaisija Väri Osa numero
ø 0,6>1,6 sininen 061965
ø 1,8>2,8 punainen 061972
Osanumero (x4)
Teräs Alumiini Flux-sydänlanka
Halkaisija
Osanumero (x4)
VALINNAINEN VIRTAUSMITTARISARJA
Virtausmittarisarjaa (viite 073395) käytetään kaasuvirtauksen säätämiseen ja ohjaamiseen polttimen ulostulossa, kun
se on kytketty kaasunsyöttöön (Ar ja Ar/Co2). Kaasunpaineen järjestelmässä on oltava vakaa ja välillä 2-7 bar. Virtausnopeus voidaan asettaa välille 3 - 30 l/min.
VALINNAINEN SUODATINSARJA
Pölysuodatin (PN. 063143), jonka suodattimen hienous on 270 µm (0,27 mm).
Huomaa, että tämän suodattimen käyttö vähentää koneen virtalähteen käyttöjaksoa.
Tukkeutuneiden tuuletusaukkojen aiheuttaman ylikuumenemisen välttämiseksi pölysuodatin tulee
puhdistaa säännöllisesti. Irrota ja puhdista paineilmalla.
LISÄOMINAISUUDET
Hitsaus
manuaalinen
Valmistaja GYS tarjoaa laajan valikoiman tuotteesi kanssa yhteensopivia ominaisuuksia.
Saat lisätietoja skannaamalla QR-koodin.
VIRHEET: SYYT JA RATKAISUT
OIREET MAHDOLLISET SYYT RATKAISUT
Tukokset tukkivat aukon.
Hitsauslangan virtaus ei ole vakio.
Kelan moottori ei toimi. Kelan jarru tai rulla on liian tiukka. Löysää jarrua ja rullat.
Virheellinen langan kelaus.
Lanka luistaa rullassa. Levitä tarttumatonta tuotetta uudelleen.
Yksi teloista pyörii. Tarkista rullaruuvin kireys.
Polttimen kaapeli on kierretty.
Likainen tai vaurioitunut johdinohjain. Puhdista tai vaihda.
Rullatappi avain puuttuu. Aseta tappi uudelleen uraansa.
Kelan jarru on liian tiukka. Löysää jarrua.
Puhdista kontaktiputki tai vaihda se tarttumattomaan materiaaliin.
Polttimen kaapelin tulee olla mahdollisimman
suora.
Hitsaus
Automaattinen
FI
19
Page 20

Ohjekirja
Alkuperäisen ohjekirjan
käännös
NEOPULSE 320C
Virtapistokkeen väärä liitäntä.
Ei virtaa tai väärä hitsausvirta.
Lanka jumittuu kulkiessaan telojen läpi.
Hitsausnauha on huokoinen.
Liiallisia kipinöitä.
Polttimesta ei tule kaasua. Huono kaasuliitäntä.
Virhe latauksessa. USB-tikun tiedot ovat virheellisiä tai vioittuneet. Tarkista tietosi.
Varmuuskopiointivirhe.
JOBS:ien automaattinen poistaminen.
Push Pull -polttimen tunnistusvirhe. - Tarkista Push Pull -polttimen liitäntä.
USB-avaimen virhe.
Tiedostovirhe.
Huono maadoitusliitäntä.
Ei virtaa. Tarkista polttimen liipaisin.
Murskattu vaijeriohjainvaippa. Tarkista suojus ja taskulamppu.
Johdon jumiutuminen taskulamppuun. Vaihda tai puhdista.
Ei kapillaariputkea. Tarkista, että kapillaariputki on paikallaan.
Johdon nopeus liian suuri. Vähennä langan nopeutta.
Kaasun virtaus on riittämätön.
Kaasupullo tyhjä. Korvaa se.
Epätyydyttävä kaasun laatu. Korvaa se.
Ilmankierto tai tuulen vaikutus. Vältä vetoa ja suojaa hitsausaluetta.
Kaasusuutin on liian tukossa. Puhdista tai vaihda kaasusuutin.
Huono langan laatu. Käytä MIG/MAG-hitsaukseen sopivaa lankaa.
Hitsauspinnan kunto on liian huono (ruostunut
jne.).
Kaasua ei ole kytketty.
Valokaarijännite on liian pieni tai liian korkea. Katso hitsausasetukset.
Huono maadoitusliitäntä.
Riittämätön kaasusuoja. Säädä kaasun virtaus.
Olet ylittänyt varmuuskopioiden enimmäismäärän.
Jotkin TYÖT on poistettu, koska ne eivät
olleet yhteensopivia uusien esiasennettujen
käyttäjäasetusten kanssa (synergia).
USB-tikulta ei löydy TYÖTÄ. -
Tuotteen muistitila on täynnä. Vapauta tilaa USB-muistitikulta.
Tiedosto ei vastaa tuotteeseen ladattuja esiasennettuja käyttäjäasetuksia (synergioita).
Tarkista pistokeliitäntä ja varmista, että pistoke
on kytketty virtalähteeseen.
Tarkista maadoituskaapeli (sen liitäntä ja
puristimen kunto).
Säätöalue 15-20 l/min.
Puhdista perusmetalli.
Puhdista työkappale ennen hitsausta.
Tarkista, että kaasu on kytketty virtalähteen
sisääntuloon.
Tarkista ja aseta maadoituspuristin mahdollisimman lähelle hitsattavaa aluetta.
Tarkista kaasun tuloliitännät.
Tarkista, että solenoidiventtiili toimii.
Sinun on poistettava joitain ohjelmia.
Varmuuskopioiden määrä on rajoitettu
500:aan.
-
Tiedosto luotiin esiasennetuilla käyttäjän asetuksilla (synergioilla), joita ei ole koneessa.
TAKUUEHDOT
Takuu kattaa kaikki viat tai valmistusvirheet kahden vuoden ajan ostopäivästä (osat ja työ).
Takuu ei kata:
• Muut kuljetuksen aiheuttamat vahingot.
• Osien yleinen kuluminen (esim.: kaapelit, puristimet jne.).
• Väärinkäytön aiheuttamat vauriot (virheellinen virransyöttö, laitteiden pudottaminen tai purkaminen).
• Ympäristöhäiriöt (saaste, ruoste ja pöly).
Vian sattuessa palauta laite jälleenmyyjälle yhdessä:
- päivätty ostotodistus (kuitti, lasku jne.),
- huomautus, jossa selitetään vika..
20
Page 21

Pièces de rechange
SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / ЗАПАСНЫЕ ЧАСТИ / RESERVE
ONDERDELEN / PEZZI DI RICAMBIO
30
13
31
29
NEOPULSE 320 C
32
35
10
11
14
12
16
17
18
15
4
19
3
2
5
20
21
28
33
34
27
26
25
22
6
7
1
9
8
23
24
1 Carter plastique / Plastic Crankcase / Kunststogehäuse / Carter plástico / Kunststoen behuizing
2 Bouton noir 28mm / Black button 28mm / Schwarzer Knopf 28mm / Botón negro 28mm / Zwarte knop 28mm
3 Clavier / Keypad / Bedienfeld / Teclado / Toetsenbord
4 Circuit IHM / MMI circuit / Displayplatine / Tarjeta Interfaz / IHM circuit
5 Poignée plastique S / Plastic handle S / Plastikhandgri S / Mango de plástico S / Kunststoen handvat S
6 Embase texas / Texas connector / Texasstecker / Conector texas / Texas aansluiting
7 Câble inversion de polarité / Polarity reversal cable / Umpolungskabel / Cable de inversión de polaridad / Kabel ompoling
Grille de protection Extérieur / External protection grill / Äußeres Schutzgitter / Rejilla de protección exterior / Buitenste
8
beschermrooster
Faisceau analogique 14 pts / Analog beam 14 pin / Analoganschluss 14-polig / Cable conector analógico14 pts / Analoge kabel
9
14-polig
10 Verrou / Lock / Verriegelung / Cerrojo / Vergrendeling
11 Fenêtre dévidoir / Wirefeeder opening / Drahtvorschubklappe / Ventana devanadera / Venster draadaanvoersysteem
12 Vitre fenêtre / Glass opening / Glasscheibe / Vidrio ventana / Scherm venster
13 Charnière / Hinge / Gelenk / Bisagra / Scharnier / Deurscharnier
14 Support bobine / Wire reel holder / Drahtspule-Aufnahme / Soporte de bobine / Spoelhouder
15 Moto dévidoir / Wire feeder / Drahtvorschubmotor / Motodevanadera / Draadaanvoerssyteem
16 Circuit dévidoir / Wire feeder circuit / Drahtvorschubplatine / Circuito devanadera / Circuit draadaanvoersysteem
17 Connecteur USB / USB connector / USB-Anschluss / Conector USB / USB-aansluiting
18 Petit ventilateur / Small fan / Kleiner Ventilator / Ventilador pequeño / Kleine ventilator
19 Bouton inverseur / Reversing button / Umkehrknopf / Botón de inversión / Omkeren knop
20 LED laire / LED laire / LED-Lichtband / LED lar / LED
21 Capteur de courant / Current sensor / Stromsensor / Sensor de corriente / Stroomsensor
56199
73016
51973
97712C
56047
51468
93267
51010
91424ST
71003
56231
56238
56239
71613
51201
97708C
71857
51018
52468
51990
64460
21
Page 22

Pièces de rechange
NEOPULSE 320 C
22 Circuit ltre CEM / EMC lter circuit / EMV-Platine / Circuito de ltro EMC / EMC-ltercircuit
23 Self de sortie / Output capacitor / Ausgangsdrossel / Inductancia de salida / Uitgaande smoorklep
24 Patin d’angle / Angle pad / Winkel-Gummifuß / Soporte de angulo / Hoekblokje
25 Module puissance / Power module / Leistungsplatine / Modulo de potencia / Power Module
26 Transformateur de puissance / Power transformer / Netztransformator / Transformador de potencia / Vermogenstransformator
27 Circuit groupe froid / Cooling unit circuit / Kühlgerätekreislauf / Circuito de la unidad de refrigeración / Koeleenheidscircuit
28 Circuit contrôle / Control circuit / Steuerplatine / Circuito de control / Circuit controle
29 Circuit alimentation / Power supply circuit / Versorgungsspannungsplatine / Circuito alimentación / Voedingscircuit
30 Poignée XL / handle XL / Handgri XL / Mango XL / Handvat XL
31 Interrupteur marche/arrêt / On/o switch / Schalter Start/Stop / Interruptor encendido / apagado / Schakelaar aan/uit
32 Cordon secteur / Power supply cable / Netzleitung / Cable de conexión eléctrica / Elektrisch netsnoer
33 Electrovanne / Solenoid valve / Schutzgasmagnetventil / Electroválvula / Magneetventiel
34 Grand ventilateur / Large fan / Großer Ventilator / Ventilador grande / Grote ventilator
Grille de protection extérieure / External protection grid / Externes Schutzgitter / Rejilla de protección externa / Extern bescher-
35
mingsrooster
97804C
96143
56120
97548
63728
97767C
97706C
97711C
56044
51069
21470
71542
50999
56225
22
Page 23

Schéma électrique
NEOPULSE 320 C
CIRCUIT DIAGRAM / SCHALTPLAN / DIAGRAMA ELECTRICO / ЭЛЕКТРИЧЕСКАЯ СХЕМА /
ELEKTRISCHE SCHEMA / SCEMA ELETTRICO
71542
2
93267
M
51201
5
3
2
51990
52468
97767C
9
8
21574
71857
71856
97708C
97712C
14
91424ST
6
M
50999M50999
4
4
51973
4
3
8
21575
+
51468
+
64460
-
96143
-
51468
97804C
+
-
97706C
10
M
51018
2
97711C
+
-
+
10
4
2
51069
2
M51018
64674
63728
63598
75045
21470
97703C_B
3
97703C_A
52105
2
97703C_B
52197
3
97548
-
23
Page 24

Annexe
NEOFEED-4W
SCHÉMA ÉLECTRIQUE DE LA COMMANDE A DISTANCE ANALOGIQUE / ELECTRIC DIAGRAM FOR THE
ANALOGUE REMOTE CONTROL
SW4 (H)
SW3 (J)
SW2 (K)
SW1 (L)
self
select
speed
selectUsselect
SW_GND (M)
+10V (A)
ANALOG_IN1_CAN (F)
Main
Torche
ANALOG_IN2_CAN (E)
ANALOG_IN3_CAN (C)
ANALOG_GND (D)
M
+ Moteur_PP (P)
- Moteur_PP (N)
LOGIQUE DE PRISE EN COMPTE DE LA TORCHE PUSH-PULL / WIRING THE PUSH-PULL TORCH
SW5 (G) ANALOG_IN4_CAN (B) Detect
0 0 No Push-Pull
0 =+10V No Push-Pull
1 0 Push-Pull 24V
1 =+10V Push-Pull 42V
SPÉCIFICATION FAISCEAU ANALOGIQUE (AVANT DÉVIDOIR) / ANALOGUE CONNECTION CABLE
SPECIFICATION (FRONT OF THE WIRE FEEDER)
24
ANALOG_IN4_CAN
ANALOG_IN3_CAN
ANALOG_IN2_CAN
ANALOG_IN1_CAN
Push-Pull
+10
ANALOG_GND
SW5
SW4
SW3
SW2
SW_GND
SW1
+Moteur_PP
-Moteur_PP
A
B
C
D
E
F
G
H
J
K
M
L
P
N
53076
A
K
J
P
H
G
B
C
L
M
D
N
E
F
Page 25

Spécications
Techniques
TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / ESPECIFICACIONES TÉCNICAS /
ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE
Primaire / Primary / Primär / Primario / Первичка / Primaire / Primario
Tension d’alimentation / Power supply voltage / Versorgungsspannung / Tensión de red eléctrica / Напряжение питания / Voedingsspanning / Tensione
di alimentazione
Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Частота сети / Frequentie sector / Frequenza settore 50 / 60 Hz
Nombre de phases / Number of phases / Anzahl der Phasen / Número de fases / Количество фаз / Aantal fasen / Numero di fase
Fusible disjoncteur / Fuse / Sicherung / Fusible disyuntor / Плавкий предохранитель прерывателя / Zekering hoofdschakelaar / Fusibile disgiuntore 32 A
Courant d’alimentation effectif maximal / Maximum effective supply current / Corriente de alimentación efectiva máxima / Maximale effectieve voe-
dingsstroom / Corrente di alimentazione effettiva massima / Maksymalny efektywny prąd zasilania
Courant d’alimentation maximal / Maximum supply current / Corriente de alimentación máxima / Maximale voedingsstroom / Corrente di alimentazione
massima / Maksymalny prąd zasilania
Section du cordon secteur / Mains cable section / Sectie netsnoer / Sección del cable de alimentación / Sezione del cavo di alimentazione / Odcinek przewodu
zasilającego
Puissance active maximale consommée / Maximum active power consumed / Consumo máximo de energía activa / Maximale actieve verbruikte vermogen / Potenza
attiva massima consumata / Maksymalny pobór mocy czynne
Consommation au ralenti / Idle consumption / Consumo en ralentizado / Stationair verbruik / Consumo al minimo / Zużycie na biegu jałowym 32.7 W
Rendement à I2max / Efciency at I2max / Eciencia a I2máx / Rendement bij I2max / Efcienza a I2max / Sprawność przy I2max 89 %
Facteur de puissance à I2max / Power factor at I2max / Factor de potencia a I2max / Inschakelduur bij I2max / Ciclo di potenza a I2max / Współczynnik
mocy przy I2max
Classe CEM / EMC class / Classe CEM / Klasse CEM / Classe CEM / Klasa EMC A
Secondaire / Secondary / Sekundär / Secundario / Вторичка / Secondair / Secondario
Tension à vide / No load voltage / Leerlaufspannung / Tensión al vacío / Напряжение холостого хода / Nullastspanning / Tensione a vuoto
Nature du courant de soudage / Type of welding current / Tipo de corriente de soldadura / Type lasstroom / Tipo di corrente di saldatura / Rodzaj prądu
spawania
Modes de soudage / Welding modes / Modos de soldadura / Lasmodules / Modalità di saldatura / Tryby spawania MMA, TIG, MIG-MAG
Courant de soudage minimal / Minimum welding current / Corriente mínima de soldadura / Minimale lasstroom / Corrente minima di saldatura /
Minimalny prąd spawania
Courant de sortie nominal / Rate current output / nominaler Arbeitsstrom / Corriente de salida nominal / Номинальный выходной ток / Nominale
uitgangsstroom / Corrente di uscita nominale
Tension de sortie conventionnelle / Conventional voltage output / entsprechende Arbeitsspannung / Условное выходные напряжения / Tensión de
salida convencional / Conventionele uitgangsspanning / Tensione di uscita convenzionale
Facteur de marche à 40°C (10 min), Norme EN60974-1 / Duty cycle at 40°C (10 min), Standard EN60974-1.
*
Einschaltdauer @ 40°C (10 min), EN60974-1-Norm / Ciclo de trabajo a 40°C (10 min), Norma EN60974-1/ ПВ% при 40°C (10 мин), Норма
EN60974-1. / Inschakelduur bij 40°C (10 min), Norm EN60974-1, Ciclo di lavoro a 40°C (10 min), Norma EN60974-1.
U1 400 V +/- 15%
I1eff 22 A
I1max 26 A
λ 0.77
MMA
(SMAW)
U0
(TCO)
I2
U2
20.4 32.8 V 14.5 30 V 10.4 22.8 V
Imax 40 %
60 % 300 A
100 % 280 A
NEOPULSE 320 C
NEOPULSE 320 C
3
4 x 4.00 mm²
11 830 W
MIG-MAG
(GMAW-FCAW)
85 V
DC
10 A
10 320 A
TIG
(GTAW)
Acier / Steel
Diamètre minimal et maximal du l d’apport / Minimum and maximum diameter of ller wire / Minimaler und maximaler Durchmesser
des Schweißfülldrahtes / Diámetro mínimo y máximo del hilo de soldadura / Минимальный и максимальный диаметр присадочной
проволоки / Minimale en maximale diameter van het lasdraad / Diametro minimo e massimo del lo d’apporto
Connectique de torche / Torch connector / Brenneranschluss / Conexiones de antorcha / Соединения горелки / Aansluiting toorts / Connettori della torcia Euro
Type de galet / Drive roller type / Drahtführungsrolle-Typ / Tipo de rodillo / Тип ролика / Type draadaanvoerrol / Tipo di rullo F
Vitesse de dévidage / Motor speed / Motor-Drehzahl / Velocidad de motor / Скорость двигателя / Snelheid motor / Velocità del motore
Puissance du moteur / Motor power / Leistung des Motors / Potencia del motor / Vermogen van de motor / Potenza del motore 100 W
Diamètre maximal de la bobine d’apport / Maximum diameter of the supply reel / Maximaler Durchmesser der Schweißfülldrahtspule / Diámetro máximo de la bobina
de alambre / Максимальный диаметр проволочной бобины / Maximale diameter van de spoel / Diametro massimo della bobina d’apporto
Poids maximal de la bobine de l d’apport / Maximum weight of the ller wire reel / Maximales Gewicht der Schweißfülldrahtspule / Peso máximo de la bobina de
alambre / Максимальный вес проволочной бобины / Maximale gewicht van de spoel / Peso massimo della bobina del lo d’apporto
Pression maximale de gaz / Maximum gas pressure / Maximaler Gasdruck / Presión máxima del gas / Максимальное давление газа / Maximale
gasdruk / Pressione massima del gas
Température de fonctionnement / Functionning temperature / Betriebstemperatur / Temperatura de funcionamiento / Рабочая температура / Gebruikstemperatuur /
Temperatura di funzionamento
Température de stockage / Storage temperature / Lagertemperatur / Temperatura de almacenaje / Температура хранения / Bewaartemperatuur / Temperatura di
stoccaggio
Degré de protection / Protection level / Schutzart / Grado de protección / Степень защиты / Beschermingsklasse / Grado di protezione IP23
Classe d’isolation minimale des enroulements / Minimum coil insulation class / Clase mínima de aislamiento del bobinado / Minimale isolatieklasse omwikkelingen /
Classe minima di isolamento degli avvolgimenti / Minimalna klasa izolacji okablowania
Dimensions (Lxlxh) / Dimensions (LxWxH) / Abmessungen (Lxbxt) / Dimensiones (Lxlxh) / Размеры (ДхШхВ) / Afmetingen (Lxlxh) / Dimensioni (Lxlxh) 68 x 30 x 55 cm
Poids / Weight / Gewicht / Вес / Peso / Gewicht / Peso 36 kg
Inox / Stainless
Aluminium
Fil fourré / Cored
CuSi / CuAl
Pmax 0.5 MPa (5 bar)
0.6 1.2 mm
0.8 1.2 mm
0.8 1.2 mm
0.9 1.6 mm
0.8 1.2 mm
1 22 m/min
Ø 300 mm
18 kg
-10°C +40°C
-20°C +55°C
B
25
Page 26

Spécications
Techniques
NEOPULSE 320 C
*Les facteurs de marche sont réalisés selon la norme EN60974-1 à 40°C et sur un cycle de 10 min. Lors d’utilisation intensive (supérieur au facteur
de marche) la protection thermique peut s’enclencher, dans ce cas, l’arc s’éteint et le témoin s’allume. Laissez l’appareil alimenté pour permettre
son refroidissement jusqu’à annulation de la protection. La source de courant décrit une caractéristique de sortie de type tombante. La source de
courant décrit une caractéristique de sortie de type plate. Dans certains pays, U0 est appelé TCO.
*The duty cycles are measured according to standard EN60974-1 à 40°C and on a 10 min cycle. While under intensive use (> to duty cycle) the
thermal protection can turn on, in that case, the arc swictes off and the indicator switches on. Keep the machine’s power supply on to enable cooling
until thermal protection cancellation. The welding power source describes an external drooping characteristic. The power supply shows a at output
pattern.. In some countries, U0 is called TCO.
* Einschaltdauer gemäß EN60974-1 (10 Minuten - 40°C). Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Thermoschutz ausgelöst
werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung erscheint auf der Anzeige. Das Gerät zum Abkühlen
nicht ausschalten und laufen lassen bis das Gerät wieder bereit ist. Das Gerät entspricht in seiner Charakteristik einer Spannungsquelle mit fallender
Kennlinie. Die Stromquelle hat eine ache Kennliniencharakteristik. In einigen Ländern wird U0 als TCO bezeichnet.
*Los ciclos de trabajo están realizados en acuerdo con la norma EN60974-1 a 40ºC y sobre un ciclo de diez minutos. Durante un uso intensivo (superior al ciclo de trabajo), se puede activar la protección térmica. En este caso, el arco se apaga y el indicador se enciende. Deje el aparato conectado para permitir que se enfríe hasta que se anule la protección. La fuente de corriente de soldadura posee una salida de tipo corriente constante.
La fuente de corriente describe una característica de salida de tipo plano. En algunos países, U0 se llama TCO.
*ПВ% указаны по норме EN60974-1 при 40°C и для 10-минутного цикла. При интенсивном использовании (> ПВ%) может
включиться тепловая защита. В этом случае дуга погаснет и загорится индикатор . Оставьте аппарат подключенным к
питанию, чтобы он остыл до полной отмены защиты. Аппарат описывает падающую характеристику на выходе. Источник тока
имеет выходную характеристику типа «плоская характеристика». В некоторых странах U0 называется TCO.
*De inschakelduur is gemeten volgens de norm EN60974-1 bij een temperatuur van 40°C en bij een cyclus van 10 minuten. Bij intensief
gebruik (superieur aan de inschakelduur) kan de thermische beveiliging zich in werking stellen. In dat geval gaat de boog uit en gaat het
beveiligingslampje gaat branden. Laat het apparaat aan de netspanning staan om het te laten afkoelen, totdat de beveiliging afslaat.
Het apparaat heeft een uitgaande dalende eigenschap. De stroombron heeft een vlakke uitgangskarakteristiek. In sommige landen
wordt U0 TCO genoemd.
*I cicli di lavoro sono realizzati secondo la norma EN60974-1 a 40°C e su un ciclo di 10 min. Durante l’uso intensivo (> al ciclo di lavoro)
la protezione termica può attivarsi, in questo caso, l’arco si spegne e la spia si illumina. Lasciate il dispositivo collegato per permetterne
il raffreddamento no all’annullamento della protezione. La fonte di corrente di saldatura presenta una caratteristica di uscita spiovente.
La fonte di corrente descrive una caratteristica di uscita di tipo piatto. In alcuni Paesi, U0 viene chiamata TCO.
26
Page 27

Pictogrammes
SYMBOLS / ZEICHENERKLÄRUNG / ICONOS / СИМВОЛЫ / PICTOGRAMMEN / ICONE
FR
Attention ! Lire le manuel d’instruction avant utilisation. EN Warning ! Read the user manual before use. DE ACHTUNG ! Lesen Sie diese Anleitung sorgfältig durch vor
Inbetriebnahme des Geräts. ES ¡Atención! Lea el manual de instrucciones antes de su uso. RU Внимание! Прочтите инструкцию перед использованием. NL Let op! Lees
aandachtig de handleiding. IT Attenzione! Leggere il manuale d’istruzioni prima dell’uso.
FR
Symbole de la notice EN User manual symbol DE Symbole in der Bedienungsanleitung ES Símbolo del manual RU Символы, использующиеся в инструкции NL Symbool
handleiding IT Simbolo del manuale
FR
Source de courant de technologie onduleur délivrant un courant continu. EN Undulating current technology based source delivering direct curent. DE Invertergleichstromquelle. ES Fuente de corriente de tecnología ondulador que libera corriente continua. RU Источник тока с технологией преобразователя, выдающий постоянный ток. NL
Stroombron met UPS technologie, levert gelijkstroom. IT Fonte di corrente con tecnologia inverter che rilascia una corrente continua.
FR
Soudage à l’électrode enrobée - MMA (Manual Metal Arc) EN MMA welding (Manual Metal Arc) DE Schweißen mit umhüllter Elektrode (E-Handschweißen) ES Soldadura con
electrodo revestido (MMA - Manual Metal Arc) RU Сварка электродом с обмазкой: MMA (Manual Metal Arc) NL Lassen met beklede elektrode - MMA (Manual Metal Arc) IT
Saldatura all’elettrodo rivestito - MMA (Manual Metal Arc).
FR
Soudage TIG (Tungsten Inert Gaz) EN TIG welding (Tungsten Inert Gas) DE TIG- (WIG-)Schweißen (Tungsten (Wolfram) Inert Gas) ES Soldadura TIG (Tungsten Inert Gaz)
RU
Сварка TIG (Tungsten Inert Gaz) NL TIG lassen (Tungsten Inert Gaz) IT Saldatura TIG (Tungsten Inert Gaz).
FR
Soudage à MIG / MAG EN MIG / MAG welding DE MIG / MAG-Schweißen ES Soldadura MIG / MAG RU Сварка MIG / MAG NL MIG/ MAG lassen IT Saldatura MIG / MAG
FR
Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit toutefois pas être placée dans de tels locaux. EN
Suitable for welding in an environment with an increased risk of electric shock. However this a machine should not placed in such an environment. DE Geeignet für Schweißarbei-
ten im Bereich mit erhöhten elektrischen Risiken. ES Adaptado para soldadura en lugar con riesgo de choque eléctrico. Sin embargo, la fuente eléctrica no debe estar presente en
dichos lugares. RU Подходит для сварки в среде с повышенным риском удара током. В этом случае источник тока не должен находиться в том же самом помещении. NL
Geschikt voor het lassen in een ruimte met verhoogd risico op elektrische schokken. De voedingsbron zelf moet echter niet in dergelijke ruimte worden geplaatst. IT Conviene
alla saldatura in un ambiente a grande rischio di scosse elettriche. L’origine della corrente non deve essere localizzata in tale posto.
FR
Courant de soudage continu EN Direct welding current DE Gleichschweißstrom ES Corriente de soldadura continua. RU Постоянный сварочный ток NL Gelijkstroom IT
Corrente di saldatura continuo
FR
U0
X(40°C)
I2
A
U2
V
Hz
Tension assignée à vide EN Open circuit voltage DE Leerlaufspannung ES Tensión asignada en vacío RU Номинальное напряжение холостого хода NL Nullastspanning
IT
Tensione nominale a vuoto
FR
Facteur de marche selon la norme EN60974-1 (10 minutes – 40°C). EN Duty cycle according to standard EN 60974-1 (10 minutes – 40°C). DE Einschaltdauer: 10 min - 40°C,
richtlinienkonform EN60974-1. ES Ciclo de trabajo según la norma EN60974-1 (10 minutos – 40°C). RU ПВ% согласно норме EN 60974-1 (10 минут – 40°C). NL Inschakelduur
volgens de norm EN60974-1 (10 minuten – 40°C). IT Ciclo di lavoro conforme alla norma EN60974-1 (10 minuti – 40°C).
FR
Courant de soudage conventionnel correspondant EN Corresponding conventional welding current DE Entsprechender Schweißstrom ES Corriente de soldadura convencional correspondiente. RU Соответствующий номинальный сварочный ток NL Corresponderende conventionele lasstroom IT Corrente di saldatura convenzionale.
FR
Ampères EN Amperes DE Ampere ES Amperios RU Амперы NL Ampère IT Amper
FR
Tensions conventionnelles en charges correspondantes EN Conventional voltage in corresponding loads. DE Entsprechende Arbeitsspannung ES Tensiones convencionales
en cargas correspondientes. RU Номинальные напряжения при соответствующих нагрузках. NL Conventionele spanning in corresponderende belasting IT Tensioni convenzionali in cariche corrispondenti
FR
Volt EN Volt DE Volt ES Voltio RU Вольт NL Volt IT Volt
FR
Hertz EN Hertz DE Hertz ES Hercios RU Герц NL Hertz IT Hertz
NEOPULSE 320 C
m/min
U1
I1max
I1eff
FR
Vitesse du l EN Wire speed DE Drahtgeschwindigkeit ES Velocidad de hilo RU Скорость проволоки NL Draadsnelheid IT Velocità di lo
FR
Mètre par minute EN Meter per minute DE Meter pro Minute ES Metro por minuto RU Метр в минуту NL Meter per minuut IT Metro per minuto
FR
Alimentation électrique triphasée 50 ou 60Hz EN Three-phase power supply 50 or 60Hz DE Dreiphasige Netzversorgung mit 50 oder 60Hz ES Alimentación eléctrica trifásica
50 o 60Hz RU Трехфазное электропитание 50 или 60Гц NL Driefasen elektrische voeding 50Hz of 60Hz. IT Alimentazione elettrica trifase 50 o 60Hz
FR
Tension assignée d’alimentation EN Assigned voltage DE Netzspannung ES Tensión asignada de alimentación eléctrica. RU Номинальное напряжение питания NL Nominale voedingsspanning IT Tensione nominale d’alimentazione
FR
Courant d’alimentation assigné maximal (valeur efcace) EN Maximum rated power supply current (effective value). DE Maximaler Versorgungsstrom ES Corriente de
alimentación eléctrica asignada máxima (valor ecaz). RU Максимальный сетевой ток (эффективное значение) NL Maximale nominale voedingsstroom (effectieve waarde) IT
Corrente d’alimentazione nominale massima (valore effettivo)
FR
Courant d’alimentation effectif maximal EN Maximum effective power supply current. DE Maximaler effektiver Versorgungsstrom ES Corriente de alimentación eléctrica
máxima. RU Максимальный эффективный сетевой ток NL Maximale effectieve voedingsstroom IT Corrente effettivo massimo di alimentazione
FR
Matériel conforme aux Directives européennes. La déclaration UE de conformité est disponible sur notre site (voir à la page de couverture). EN Device complies with europeans directives, The EU declaration of conformity is available on our website (see cover page). DE Gerät entspricht europäischen Richtlinien. Die Konformitätserklärung nden
Sie auf unsere Webseite. ES Aparato conforme a las directivas europeas. La declaración de conformidad UE está disponible en nuestra página web (dirección en la portada).
RU
Устройство соответствует директивам Евросоюза. Декларация о соответствии доступна для просмотра на нашем сайте (ссылка на обложке). NL Apparaat in ove-
reenstemming met de Europese richtlijnen. De verklaring van overeenstemming is te downloaden op onze website (adres vermeld op de omslag). IT Materiale in conformità alle
Direttive europee. La dichiarazione di conformità è disponibile sul nostro sito (vedere sulla copertina).
FR
Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture). EN Equipment in
compliance with British requirements. The British Declaration of Conformity is available on our website (see home page). DE Das Gerät entspricht den britischen Richtlinien und
Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite). ES Equipo conforme a los requisitos británicos. La Declaración
de Conformidad Británica está disponible en nuestra página web (véase la portada). RU Материал соответствует требованиям Великобритании. Заявление о соответствии
для Великобритании доступно на нашем веб-сайте (см. главную страницу) NL Materiaal conform aan de Britse eisen. De Britse verklaring van overeenkomt is beschikbaar
op onze website (zie omslagpagina). IT Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito (vedere pagina di
copertina).
FR
Matériel conforme aux normes Marocaines. La déclaration Cم (CMIM) de conformité est disponible sur notre site (voir à la page de couverture). EN Equipment in conformity
with Moroccan standards. The declaration Cم (CMIM) of conformity is available on our website (see cover page). DE Das Gerät entspricht die marokkanischen Standards. Die
Konformitätserklärung Cم (CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite). ES Equipamiento conforme a las normas marroquíes. La declaración de conformidad C
م (CMIM) está disponible en nuestra página web (ver página de portada). RU Товар соответствует нормам Марокко. Декларация Cم (CMIM) доступна для скачивания на
нашем сайте (см на титульной странице). NL Dit materiaal voldoet aan de Marokkaanse normen. De verklaring Cم (CMIM) van overeenstemming is beschikbaar op onze
internet site (vermeld op de omslag). IT Materiale conforme alle normative marocchine. La dichiarazione Cم (CMIM) di conformità è disponibile sul nostro sito (vedi scheda del
prodotto).
27
Page 28

Pictogrammes
IEC 60974-1
IEC 60974-10
Class A
IEC 60974-5
FR
Das Gerät erfüllt die Norm EN 60974-1 und EN 60971-10 der Geräteklasse A ES El aparato se ajusta a la norma EN60974-1 y EN 60971-10, aparato de clase A. RU Аппарат
соответствует нормам EN60974-1 и EN60971-10 аппарат класса A. NL Dit klasse A apparaat voldoet aan de EN60974-1 en EN60971-10 normen. IT Il dispositivo rispetta la
norma EN60974-1 e EN 60971-10 dispositivo classe A.
FR
a las normas EN60974-5. RU Аппарат соблюдает нормы EN 60974-5. NL Het apparaat voldoet aan de norm EN 60974-5. IT Il disposittivo rispetta la norma EN 60974-5.
FR
waste collection according to the European directives 2012/19/EU. Do not throw out in a domestic bin ! DE Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen
(sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll entsorgt werden! ES Este material requiere una recogida de basuras selectiva según
la directiva europea 2012/19/UE. ¡No tirar este producto a la basura doméstica! RU Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE.
Не выбрасывать в общий мусоросборник! NL Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval ! IT
Questo materiale è soggetto alla raccolta differenziata seguendo la direttiva europea 2012/19/UE. Non smaltire coni riuti domestici!
FR
reciclable que requiere una separación determinada. RU Этот аппарат подлежит утилизации. NL Product recyclebaar, niet bij het huishoudelijk afval gooien IT Prodotto
riciclabile soggetto a raccolta differenziata.
FR
sische Wirtschaftsgemeinschaft) ES Marca de conformidad EAC (Comunidad económica euroasiática). RU Знак соответствия EAC (Евразийское экономическое сообщество)
NL
FR
sobre la temperatura (protección térmica) RU Информация по температуре (термозащита). NL Informatie over de temperatuur (thermische beveiliging) IT Informazione sulla
temperatura (protezione termiche)
FR
FR
NEOPULSE 320 C
L’appareil respecte la norme EN60974-1 et EN60971-10 appareil de classe A. EN The device is compliant with standard EN60974-1 and EN60971-10 class A device. DE
L’appareil respecte la norme EN 60974-5. EN This product is compliant with standard EN 60974-5. DE Das Gerät entspricht der Norm EN 60974-5. ES El aparato es conforme
Ce matériel faisant l’objet d’une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique ! EN This hardware is subject to
Produit recyclable qui relève d’une consigne de tri. EN This product should be recycled appropriately DE Recyclingprodukt, das gesondert entsorgt werden muss. ES Producto
Marque de conformité EAC (Communauté économique Eurasienne) EN EAEC Conformity marking (Eurasian Economic Community). DE EAC-Konformitätszeichen (Eura-
EAC (Euraziatische Economische Gemeenschap) merkteken van overeenstemming IT Marca di conformità EAC (Comunità Economica Eurasiatica)
Information sur la température (protection thermique) EN Temperature information (thermal protection) DE Information zur Temperatur (Thermoschutz) ES Información
Entrée de gaz EN Gas input DE Gaseingang ES Entrada de gas RU Подача газа NL Ingang gas IT Entrata di gas
Polarité (+) / (-) EN Polarity (+) / (-) DE Polarität (+) / (-) ES Polaridad (+) / (-) RU Полярность (+) / (-) NL Polariteit (+) / (-) IT Polarità (+) / (-)
IP23
FR
Marche (mise sous tension) / Arrêt (mise hors tension) EN On (power on) / Off (power off) DE Ein (Einschalten) / Aus (Ausschalten) ES On (encendido) / Off (apagado) RU
Вкл (включение) / Выкл (выключение) NL Aan (stroom aan) / Uit (stroom uit) IT On (accensione) / Off (spegnimento)
FR
Matériel ventilé EN Fan cooled hardware. DE Lüfter. ES Material ventilado. RU Вентилируемое оборудование. NL Geventileerd materiaal. IT Materiale ventilato
FR
Protégé contre l’accès aux parties dangereuses des corps solides de diam >12.5 mm et protégé contre la pluie dirigée à 60° par rapport à la verticale. EN Protected against
access to dangerous parts of solid bodies with diam >12.5 mm and protected against rain directed at 60° to the vertical DE Schutz gegen den Zugang zu gefährlichen Teilen von
Feststoffen mit einem Durchmesser >12,5 mm und Schutz gegen Regen, der auf 60° aus der Vertikalen gerichtet ist ES Protección contra el acceso a partes peligrosas de sólidos
con un diámetro >12,5 mm y protección contra la lluvia dirigida a 60° de la vertical. RU Защита от доступа к опасным частям твердых частиц диаметром >12,5 мм и защита
от дождя, направленного на 60° от вертикали. NL Bescherming tegen toegang tot gevaarlijke delen van vaste stoffen met een diameter >12,5 mm en bescherming tegen regen
op 60° van de verticaal. IT Protezione contro l’accesso a parti pericolose di solidi con diametro >12,5 mm e protezione contro la pioggia diretta a 60° dalla verticale.
FR
Purge gaz EN Gas purge DE Gasventil einschalten ES Epurazione del gas RU Продувка взором NL Afvoeren gas IT Gas di lavaggio PT Purga de gás
28
Page 29

Page 30

GYS France
Siège social / Headquarter
1, rue de la Croix des Landes - CS 54159
53941 Saint-berthevin Cedex
France
www.gys.fr
+33 2 43 01 23 60
service.client@gys.fr
GYS UK
Filiale / Subsidiary
Unit 3
Great Central Way
CV21 3XH - Rugby - Warwickshire
United Kingdom
www.gys-welding.com
+44 1926 338 609
uk@gys.fr
GYS Italia
Filiale / Filiale
Vega – Parco Scientico Tecnologico di
Venezia
Via delle Industrie, 25/4
30175 Marghera - VE
Italia
www.gys-welding.com
+39 041 53 21 565
italia@gys.fr
GYS China
Filiale / 子公司
6666 Songze Road,
Qingpu District
201706 Shanghai
China
www.gys-china.com.cn
+86 6221 4461
contact@gys-china.com.cn
GYS GmbH
Filiale / Niederlassung
Professor-Wieler-Straße 11
52070 Aachen
Deutschland
www.gys-schweissen.com
+49 241 / 189-23-710
aachen@gys.fr
GYS Iberica
Filiale / Filial
Avenida Pirineos 31, local 9
28703 San Sebastian de los reyes
España
www.gys-welding.com
+34 917.409.790
iberica@gys.fr
 Loading...
Loading...