

Page 1
PL
01-28
NEOPULSE
220 C XL
Spawarka MIG/MAG - TIG - MMA
73502 V4 29/09/2022
Find more languages of user manuals
www.gys.fr
Page 2

Instrukcja obsługi
I
Tłumaczenie instrukcji oryginalnej
NEOPULSE 220 C XL
1
2
3
4
II
Stal
A
Stal nierdzewna
Stalowa osłona
5
6
7
B
Aluminium
Rurka kapilarna
8
9
10
Osłona teonowa
11
13
12
C
90950
2
Page 3
Instrukcja obsługi
PIERWSZE UŻYCIE / ERSTE VERWENDUNG / FIRST USE / ПЕРВОЕ ИСПОЛЬЗОВАНИЕ / I° UTILIZZO /
EERSTE GEBRUIK / PRIMERA UTILIZACIÓN / 1º USO / 首首首首 / 首首首首首首首首首首首
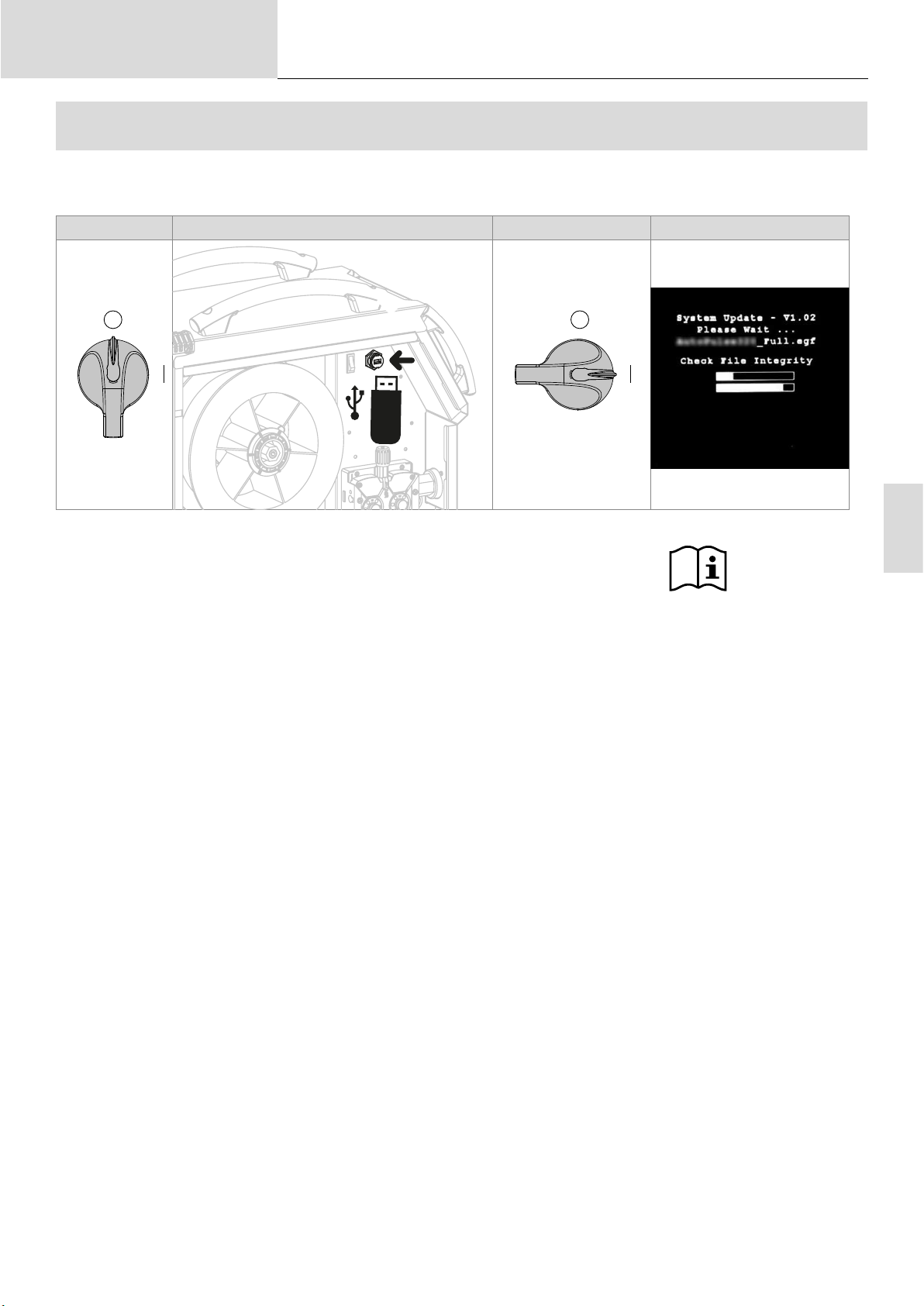
Przed pierwszym użyciem urządzenia należy sprawdzić, czy są dostępne nowe aktualizacje.
1 2 3 4
Tłumaczenie instrukcji oryginalnej
NEOPULSE 220 C XL
Przed pierwszym użyciem urządzenia należy skalibrować kable spawalnicze.
PL
HMI
3
Page 4

Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
NEOPULSE 220 C XL
OSTRZEŻENIA - ZASADY BEZPIECZEŃSTWA
WPROWADZENIE I OPIS OGÓLNY
Niniejsza instrukcja musi być przeczytana i zrozumiana przed rozpoczęciem eksploatacji.
Nie wolno przeprowadzać żadnych modykacji ani serwisu, które nie zostały określone w instrukcji.
Producent nie ponosi odpowiedzialności za jakiekolwiek szkody osobowe lub majątkowe spowodowane użytkowaniem urządzenia niezgodnie z
zaleceniami podanymi w niniejszej instrukcji.
W przypadku problemów lub wątpliwości należy skonsultować się z wykwalikowaną osobą, która przeprowadzi instalację w sposób prawidłowy.
OTOCZENIE
Urządzenie może być używane wyłącznie do spawania w zakresie podanym na tabliczce znamionowej i/lub w instrukcji. Należy przestrzegać
dyrektyw dotyczących bezpieczeństwa. W przypadku niewłaściwego lub niebezpiecznego użycia produktu producent nie ponosi odpowiedzialności.
Stanowisko powinno być używane w pomieszczeniach wolnych od substancji tj. kurz, kwasy, gazy lub innych substancji żrących. To samo dotyczy
jego przechowywania. Podczas użytkowania należy zapewnić cyrkulację powietrza.
Zakres temperatur:
Użytkowanie od -10 do +40°C (od +14 do + 104°F).
Przechowywanie w temperaturze od -20 do +55°C (-4 do 131°F).
Wilgotność powietrza:
Mniejsza lub równa 50%, w temperaturze 40°C (104°F).
Mniejsza lub równa 90%, w temperaturze 20°C (68°F).
Poziom:
Do 1000 m n.p.m. (3280 stóp)
OCHRONA SIEBIE I INNYCH
Spawanie łukowe może być niebezpieczne i spowodować poważne obrażenia lub śmierć.
Spawanie naraża ludzi na niebezpieczne źródło ciepła, promieniowanie świetlne łuku, pole elektromagnetyczne (uwaga na osoby noszące rozrusznik
serca), ryzyko porażenia prądem, hałas i opary gazowe.
Aby chronić siebie i innych, należy przestrzegać poniższych instrukcji bezpieczeństwa:
Aby uchronić się przed oparzeniami i promieniowaniem, należy nosić odzież bez mankietów, izolującą, suchą, ognioodporną, w
dobrym stanie i przykrywającą całe ciało.
Należy używać rękawic zapewniających izolację elektryczną i termiczną.
Należy stosować odpowiednią ochronę spawalniczą lub przyłbicę zapewniającą wystarczający poziom ochrony (w zależności od
aplikacji). Chronić oczy podczas czyszczenia. Szkła kontaktowe są szczególnie zabronione.
Czasami konieczne jest wydzielenie obszarów za pomocą ognioodpornych kurtyn w celu ochrony obszaru spawania przed
promieniowaniem łuku, odpryskami i żarzącymi się odpadami.
Poinformować osoby przebywające w obszarze spawania, aby nie patrzyły na promienie łuku i stopione części, oraz aby nosiły
odpowiednią odzież ochronną.
Jeżeli podczas spawania poziom hałasu przekracza dopuszczalny limit, należy używać słuchawek z redukcją szumów (dotyczy to
również osób znajdujących się w obszarze spawania).
Należy trzymać ręce, włosy i ubrania z daleka od części ruchomych (wentylatorów), rąk, włosów, ubrań.
Nigdy nie zdejmować zabezpieczeń obudowy jednostki chłodzącej, gdy źródło prądu spawania jest pod napięciem, producent nie
ponosi odpowiedzialności w razie wypadku.
Świeżo zespawane części są gorące i mogą spowodować poparzenia przy kontakcie z nimi. Aby przeprowadzić konserwację
palnika, upewnij się, że wystygł on wystarczająco i odczekaj co najmniej 10 minut przed rozpoczęciem. Urządzenie chłodzące musi
być włączone podczas używania palnika chłodzonego wodą, aby ciecz nie spowodowała poparzeń.
Ważne jest, aby zabezpieczyć miejsce pracy przed jego opuszczeniem, aby chronić ludzi i mienie.
OPARY SPAWALNICZE I GAZ
Dymy, gazy i pyły emitowane podczas spawania są niebezpieczne dla zdrowia. Należy zapewnić wystarczającą wentylację i
może być wymagane powietrze. W przypadku niewystarczającej wentylacji rozwiązaniem może być maska na świeże powietrze.
Sprawdź, czy ssanie jest skuteczne, sprawdzając je pod kątem norm bezpieczeństwa.
Uwaga! Spawanie w małym pomieszczeniu wymaga nadzoru z bezpiecznej odległości. Ponadto lutowanie niektórych materiałów zawierających ołów,
kadm, cynk lub rtęć, a nawet beryl, może być szczególnie szkodliwe, dlatego przed lutowaniem należy odtłuścić części.
4
Page 5

Instrukcja obsługi
Butle powinny być przechowywane w otwartych lub dobrze wentylowanych pomieszczeniach. Muszą one być w pozycji pionowej i utrzymywane na
wsporniku lub na wózku.
Spawania nie należy przeprowadzać w pobliżu smarów lub farb.
Tłumaczenie instrukcji oryginalnej
NEOPULSE 220 C XL
RYZYKO POŻARU I WYBUCHU
Obszar spawania musi być całkowicie zabezpieczony, materiały łatwopalne muszą znajdować się w odległości co najmniej 11
metrów.
W pobliżu miejsc wykonywania prac spawalniczych powinien znajdować się sprzęt gaśniczy.
Należy uważać na rozpryski i iskry, nawet przez pęknięcia. Może to być źródłem ognia lub wybuchu.
Osoby, materiały łatwopalne i pojemniki znajdujące się pod ciśnieniem należy trzymać w bezpiecznej odległości.
Należy unikać spawania w zamkniętych pojemnikach lub rurach, a jeśli są otwarte, należy je opróżnić z wszelkich materiałów łatwopalnych lub
wybuchowych (olej, paliwo, pozostałości gazu...).
Operacje szlifowania nie mogą być skierowane w stronę źródła prądu spawania ani w stronę materiałów łatwopalnych.
BUTLE Z GAZEM
Wyciekający gaz z butli może spowodować uduszenie w przypadku dużej koncentracji w obszarze spawania (dobrze wentylować
pomieszczenie).
Transport urządzenia musi być w pełni bezpieczny : zamknięte butle z gazem oraz zamknięte źródło zasilania spawalniczego.
Muszą być one w pozycji pionowej i podtrzymywane na wsporniku, aby zmniejszyć ryzyko upadku.
Po każdym użyciu należy zamknąć butlę. Należy uważać na zmiany temperatury i ekspozycję na słońce.
Butla nie może stykać się z płomieniami, łukiem elektrycznym, palnikiem, zaciskami uziemiającymi ani innymi źródłami ciepła lub żarzenia.
Należy pamiętać, aby trzymać go z dala od obwodów elektrycznych i spawalniczych, dlatego nigdy nie należy spawać butli pod ciśnieniem.
Uwaga! Przy odkręcaniu zaworu butli, należy odchylić głowę znad zaworu i upewnić się, że stosowany gaz jest odpowiedni dla danego procesu
spawania.
BEZPIECZEŃSTWO ELEKTRYCZNE
Zastosowana instalacja elektryczna musi być uziemiona. Należy używać zalecanego rozmiaru bezpiecznika oznaczonego na
tablicy znamionowej.
Porażenie prądem elektrycznym może być źródłem poważnych, bezpośrednich lub pośrednich wypadków, a nawet śmierci.
Nigdy nie dotykać części znajdujących się pod napięciem wewnątrz lub na zewnątrz źródła prądu (palników, uchwytów, kabli, elektrod), ponieważ są
one podłączone do obwodu spawalniczego.
Przed otwarciem źródła prądu spawania należy odłączyć je od sieci i odczekać 2 minuty, aby wszystkie kondensatory zostały rozładowane.
Nie należy dotykać palnika lub uchwytu elektrody i zacisku uziemiającego jednocześnie.
W przypadku uszkodzenia przewodów i palników należy zapewnić ich wymianę przez wykwalikowany i autoryzowany personel. Zwymiarować
przekrój kabla w zależności od zastosowania. Zawsze używaj suchej, dobrej jakości odzieży, aby odizolować się od obwodu spawalniczego. We
wszystkich środowiskach pracy należy nosić izolowane obuwie.
KLASYFIKACJA MATERIAŁÓW EMC
Ten materiał Klasy A nie jest przeznaczony do użytku na terenie mieszkalnym, ponieważ dostarczana tam publiczna energia
elektryczna jest niskonapięciowa. W tych miejscach mogą występować potencjalne trudności w zapewnieniu kompatybilności
elektromagnetycznej, ze względu na zaburzenia przewodzenia, a także emitowane częstotliwości radioelektryczne.
PL
Pod warunkiem, że impedancja publicznej sieci zasilającej niskiego napięcia w punkcie wspólnego sprzężenia jest mniejsza niż
Zmax = 0.349 Ohm, to urządzenie spełnia wymagania IEC 61000-3-11 i może być podłączone do publicznej sieci zasilającej
niskiego napięcia. Do obowiązków instalatora lub użytkownika urządzenia należy zapewnienie, w razie potrzeby poprzez
konsultacje z operatorem sieci dystrybucyjnej, że impedancja sieci jest zgodna z ograniczeniami impedancji.
To urządzenie jest zgodne z normą IEC 61000-3-12.
EMISJE ELEKTROMAGNETYCZNE
Prąd elektryczny przepływający przez jakikolwiek przewodnik wytwarza lokalne pola elektryczne i magnetyczne (EMF). Prąd
spawania wytwarza pole elektromagnetyczne wokół obwodu spawalniczego i urządzenia spawalniczego.
Pola elektromagnetyczne EMF mogą zakłócać działanie niektórych implantów medycznych, na przykład rozruszników serca. Dla osób z implantami
medycznymi muszą zostać podjęte środki ochronne. Na przykład, ograniczenia dostępu dla osób przechodzących lub indywidualna ocena ryzyka dla
spawaczy.
Spawacze powinni postępować zgodnie z poniższymi instrukcjami, aby zminimalizować ekspozycję na działanie pól elektromagnetycznych z obwodu
spawania:
• ułożyć kable spawalnicze razem – w miarę możliwości zamocować je za pomocą zacisku;
5
Page 6
Instrukcja obsługi
• ustawić się (tułów i głowę) jak najdalej od obwodu spawania;
• nigdy nie owijać przewodów spawalniczych wokół ciała;
• nie umieszczać ciała pomiędzy kablami spawalniczymi. Trzymać oba kable po jednej stronie ciała;
• podłączyć kabel powrotny do przedmiotu obrabianego jak najbliżej miejsca, które ma być spawane;
• nie pracować obok źródła prądu spawania, nie siadać na nim ani nie opierać się o nie;
• nie spawać podczas transportu spawarki lub podajnika drutu.
Użytkownicy rozruszników serca powinni skonsultować się z lekarzem przed użyciem tego urządzenia.
Narażenie na pola elektromagnetyczne podczas spawania może mieć inne, nieznane jeszcze skutki dla zdrowia.
Tłumaczenie instrukcji oryginalnej
NEOPULSE 220 C XL
ZALECENIA DOTYCZĄCE OCENY OBSZARU SPAWANIA
Informacje ogólne
Użytkownik jest odpowiedzialny za instalację i użytkowanie sprzętu do spawania łukowego zgodnie z instrukcją producenta. W przypadku wykrycia
zakłóceń elektromagnetycznych użytkownik sprzętu do spawania łukowego jest odpowiedzialny za rozwiązanie tej sytuacji z pomocą techniczną
producenta. W niektórych przypadkach te działania naprawcze mogą być tak proste, jak uziemienie obwodu spawalniczego. W innych przypadkach
może być konieczne zbudowanie ekranu elektromagnetycznego wokół źródła prądu spawania i całego przedmiotu obrabianego z zamontowanymi
ltrami wejściowymi. W każdym przypadku należy ograniczyć zakłócenia elektromagnetyczne, aż przestaną być uciążliwe.
Ocena obszaru spawania
Przed zainstalowaniem sprzętu do spawania łukowego, użytkownik powinien ocenić potencjalne problemy elektromagnetyczne w otaczającym go
obszarze. Należy wziąć pod uwagę następujące elementy:
a) obecność powyżej, poniżej i w sąsiedztwie urządzeń do spawania łukowego innych kabli zasilających, sterujących, sygnałowych i telefonicznych;
b) odbiorniki i nadajniki radiowe, i telewizyjne;
c) komputery i inne urządzenia sterujące;
d) urządzenia krytyczne dla bezpieczeństwa, takie jak zabezpieczenia maszyn przemysłowych;
e) zdrowie i bezpieczeństwo osób przebywających w danym obszarze, takich jak osoby z kardiostymulatorami lub aparatami słuchowymi;
f) aparatura do kalibracji i pomiarów;
g) odizolowanie innych urządzeń, które znajdują się na tym samym obszarze.
Użytkownik musi upewnić się, że inne urządzenia używane w danym środowisku są kompatybilne. Może to wiązać się z dodatkowymi środkami
ostrożności;
h) pora dnia podczas spawania lub wykonywania innych wymaganych czynności.
Wielkość obszaru otaczającego, który należy wziąć pod uwagę, zależy od struktury budynku i innych działań odbywających się w nim. Ta strefa
otoczenia może wykraczać poza granice instalacji.
Ocena obszaru spawania
Oprócz oceny obszaru spawalniczego ocena systemów spawania łukowego może być wykorzystana do identykacji i rozwiązania różnych przypadków
zakłóceń. Ocena emisji powinna obejmować pomiary in situ, jak określono w art. 10 normy CISPR 11. Pomiary na miejscu mogą również pomóc
potwierdzić skuteczność środków ograniczających.
ZALECENIA DOTYCZĄCE METOD REDUKCJI EMISJI ELEKTROMAGNETYCZNEJ
a. Publiczna sieć zasilania: Wskazane jest podłączenie urządzeń spawalniczych do publicznej sieci zasilania zgodnie z zaleceniami producenta.
W przypadku występowania zakłóceń może być konieczne podjęcie dodatkowych środków zapobiegawczych, takich jak ltrowanie publicznej
sieci zasilania. Wskazane jest przewidzieć osłonę kabla zasilającego w przewodzie zainstalowanym na stałe, która będzie z metalu lub innego
odpowiednika materiału do spawania łukowego. Należy zapewnić ciągłość elektryczną ekranu na całej jego długości. Należy również połączyć osłonę
ze źródłem prądu spawania w celu zapewnienia dobrego połączenia elektrycznego pomiędzy przewodem i obudową źródła prądu spawania.
b. Konserwacja urządzeń do spawania łukowego: Sprzęt do spawania łukowego powinien być poddawany rutynowej konserwacji zgodnie z
zaleceniami producenta. Wszystkie wejścia, drzwi serwisowe i pokrywy powinny być zamknięte i odpowiednio zablokowane, gdy urządzenie do
spawania łukowego jest używane. Urządzenie do spawania łukowego nie powinno być w żaden sposób modykowane, z wyjątkiem zmian i regulacji
wymienionych w instrukcji producenta. W szczególności wskazane jest, aby urządzenie rozruchowe dozujące i stabilizujące łuk było regulowane i
konserwowane zgodnie z zaleceniami producenta.
c. Kable spawalnicze: Kable powinny być możliwie jak najkrótsze, ułożone blisko siebie przy ziemi lub na ziemi.
d. Uziemienie ekwipotencjalne: Należy rozważyć połączenie wszystkich przedmiotów metalowych w pobliżu. Jednakże metalowe przedmioty
podłączone do przedmiotu obrabianego zwiększają ryzyko porażenia elektrycznego, jeśli operator dotknie zarówno tych metalowych elementów, jak
i elektrody. Operator powinien być odizolowany od takich metalowych przedmiotów.
e. Uziemienie spawanego elementu: W przypadku, gdy spawana część nie jest uziemiona ze względów bezpieczeństwa elektrycznego lub
ze względu na jej rozmiar i położenie, na przykład na kadłubach statków lub stali konstrukcyjnej w budynkach, połączenie uziemione może, w
niektórych przypadkach, ale nie zawsze, zmniejszyć emisje. Należy uważać, aby uniknąć uziemienia części, które mogłoby zwiększyć ryzyko obrażeń
użytkowników lub uszkodzenia innych urządzeń elektrycznych. Jeśli to konieczne, połączenie elementu roboczego z uziemieniem powinno być
wykonane bezpośrednio, ale w niektórych krajach, gdzie takie bezpośrednie połączenie nie jest dozwolone, połączenie powinno być wykonane za
pomocą odpowiedniego kondensatora wybranego zgodnie z przepisami krajowymi.
f. Ochrona i ekranowanie: Selektywna ochrona i ekranowanie innych kabli i urządzeń w otoczeniu może ograniczyć problemy z zakłóceniami. W
przypadku specjalnych zastosowań można rozważyć ochronę całego obszaru spawania.
TRANSPORT I PRZENOSZENIE ŹRÓDŁA PRĄDU SPAWANIA
Nie należy używać kabli lub palnika do przemieszczania źródła prądu spawania. Należy je ustawić w pozycji pionowej.
Nie należy umieszczać źródła zasilania nad ludźmi lub przedmiotami.
6
Page 7

Instrukcja obsługi
Nigdy nie podnosić butli z gazem i źródła prądu spawania w tym samym czasie. Ich standardy transportowania są różne.
Zaleca się usunięcie szpuli drutu przed podniesieniem lub transportem źródła prądu spawania.
Tłumaczenie instrukcji oryginalnej
NEOPULSE 220 C XL
INSTALACJA MATERIAŁU
• Umieścić źródło prądu spawania na podłodze, której maksymalne nachylenie wynosi 10°.
• Zapewnić wystarczającą strefę do chłodzenia źródła prądu spawania i do łatwego dostępu do panelu sterowania.
• Nie stosować w środowisku, gdzie występują pyły metali przewodzących.
• Źródło prądu spawania musi być chronione przed deszczem i nie może być narażone na działanie promieni słonecznych.
• Urządzenie posiada stopień ochrony IP23S, co oznacza, że :
- zabezpieczenie przed dostępem do niebezpiecznych części stałych o średnicy > 12,5 mm i,
- ochrona przed deszczem skierowana pod kątem 60° do pionu, gdy ruchome części urządzenia nie są jeszcze uruchomione.
Dlatego też urządzenie to może być przechowywane na zewnątrz zgodnie ze stopniem ochrony IP23S.
Prądy błądzące podczas spawania mogą zniszczyć przewody uziemiające, uszkodzić sprzęt i urządzenia elektryczne oraz
spowodować nagrzewanie się elementów, co może doprowadzić do pożaru.
- Wszystkie połączenia spawalnicze muszą być solidnie połączone, należy je kontrolować regularnie !
- Upewnij się, że mocowanie części jest solidne i nie posiada problemów elektrycznych!
- Zamocować lub zawiesić wszystkie części przewodzące prąd elektryczny źródła spawania, takie jak rama, wózek i systemy podnoszące tak, aby
były izolowane!
- Nie umieszczać innych urządzeń, takich jak wiertarki, urządzenia szlierskie itp. na źródle spawalniczym, wózku lub systemach podnoszących,
chyba że są one izolowane!
- Nieużywane palniki spawalnicze lub uchwyty elektrod należy zawsze odkładać na izolowaną powierzchnię!
Przewody zasilania, przedłużacze i przewody spawalnicze muszą być całkowicie rozwinięte, aby zapobiec przegrzaniu.
Producent nie ponosi odpowiedzialności za szkody na osobach i przedmiotach spowodowane niewłaściwym i niebezpiecznym
użytkowaniem tego urządzenia.
KONSERWACJA / PORADY
• Konserwacja powinna być przeprowadzana wyłącznie przez wykwalikowaną osobę. Zalecana jest coroczna konserwacja.
• Odciąć zasilanie, odłączając wtyczkę i odczekać dwie minuty przed rozpoczęciem pracy na urządzeniu. Wewnątrz, napięcia i
prądy są wysokie i niebezpieczne.
• Regularnie zdejmować pokrywę i wydmuchiwać kurz. Przy okazji należy zlecić wykwalikowanemu personelowi sprawdzenie połączeń elektrycznych
za pomocą izolowanego narzędzia.
• Regularnie sprawdzać stan techniczny przewodu zasilającego. Jeśli kabel zasilający jest uszkodzony, musi zostać wymieniony przez producenta,
jego serwis lub osobę o podobnych kwalikacjach, aby uniknąć jakiegokolwiek niebezpieczeństwa.
• Pozostawić otwory wentylacyjne źródła prądu spawania wolne dla wlotu i wylotu powietrza.
• Nie używać tego źródła spawania do rozmrażania rur odpływu kanalizacyjnego, ładowania baterii/akumulatorów lub do rozruchu silnika.
INSTALACJA - FUNKCJONOWANIE URZĄDZENIA
Tylko doświadczony i wykwalikowany przez producenta personel może przeprowadzać instalację. Podczas montażu należy upewnić się, że
źródło prądu jest odłączone od sieci. Szeregowe lub równoległe połączenia źródła prądu są zabronione. Zaleca się stosowanie kabli spawalniczych
dostarczonych z urządzeniem w celu uzyskania optymalnych ustawień produktu.
OPIS
Urządzenie to jest jednofazowym źródłem prądu do półautomatycznego spawania «synergicznego» (MIG lub MAG), spawania łukiem krytym (MMA)
oraz spawania elektrodą otuloną (TIG). Urządzenie to przyjmuje szpule z drutem Ø 200 i 300 mm.
PL
OPIS SPRZĘTU (I)
1- Złącze gazu 7- Podajnik drutu
2- Dławik kablowy (kabel sieciowy) 8- HMI
3- Przełącznik ON / OFF 9- Sprawdź podłączenie palnika Push Pull
4- Wspornik szpuli 10- Eurozłącze
5- Złącze USB 11- Gniazdo z polaryzacją dodatnią
6- Odmulanie zaworu rewersyjnego - doprowadzenie przewodu 12- Gniazdo o ujemnej polaryzacji
13- Kabel odwracający biegunowość
INTERFEJS CZŁOWIEK-MASZYNA (HMI)
Należy zapoznać się z instrukcją obsługi interfejsu (IHM), która jest częścią kompletnej dokumentacji sprzętu.
HMI
7
Page 8

Instrukcja obsługi
a
b
c
a
Tłumaczenie instrukcji oryginalnej
NEOPULSE 220 C XL
PRZYCISK URUCHAMIANIA URZĄDZENIA
• Urządzenie to jest dostarczane z wtyczką 16 A typu CEE7/7 i powinno być używana wyłącznie na jednofazowej instalacji elektrycznej 230 V (50-60
Hz) o trzech kablach w tym jednym neutralnym uziemionym. Pochłaniany prąd skuteczny (I1e) dla maksymalnych warunków użytkowania wyświetlany jest na urządzeniu. Sprawdź, czy zasilacz i jego zabezpieczenie (bezpiecznik i/lub wyłącznik automatyczny) są zgodne z prądem wymaganym do
użytkowania. W niektórych krajach może być konieczna wymiana gniazda zasilania, aby umożliwić maksymalną eksploatację urządzenia. Użytkownik
musi zapewnić dostęp do gniazda.
• Źródło zasilania przeznaczone jest do pracy przy napięciu 230 V -20% +15%. Przechodzi w stan zabezpieczenia, gdy napięcie zasilania jest poniżej
185 Ve lub powyżej 265 Ve. (na wyświetlaczu pojawi się kod usterki).
• Włączenie odbywa się przez przekręcenie przełącznika on/o (I-3) do pozycji I, odwrotnie wyłączenie odbywa się przez przekręcenie do pozycji 0.
Uwaga ! Nigdy nie wyłączać zasilania, gdy urządzenie pracuje.
PODŁĄCZENIE DO AGREGATU PRĄDOTWÓRCZEGO
Urządzenie to może być zasilane z agregatów pod warunkiem, że zasilanie pomocnicze spełnia następujące wymagania:
- Napięcie musi być zmienne, o wartości RMS 230 V -20% +15%, a napięcie szczytowe mniejsze niż 400 V,
- Częstotliwość powinna wynosić od 50 do 60 Hz.
Konieczna jest werykacja tychże warunków, ponieważ wiele agregatów wytwarza impulsy wysokiego napięcia, co może spowodować uszkodzenie
sprzętu.
UŻYWANIE PRZEDŁUŻACZY ELEKTRYCZNYCH
Wszystkie przedłużenia muszą mieć odpowiedni rozmiar i napięcie odpowiednie do urządzenia. Używać przedłużacza zgodnie z przepisami krajowymi.
Napięcie prądu wejściowe-
go
230 V 2.5 mm²
Długość - Odcinek przedłużacza (Długość < 45m)
MONTAŻ SZPULI
a b
- Zdjąć dyszę (a) i rurkę kontaktową (b) z palnika MIG/MAG.
- Otwórz klapę źródła prądu.
- Ustawić szpulę na jego podporze.
- Uwzględnić sworzeń napędowy (c) podstawy szpuli. Aby zamontować szpulę Ø 200 mm,
zaleca się użycie adaptera (klina) dołączonego do produktu.
- Wyregulować hamulec szpuli (b) w celu uniknięcia splątania drutu przy zatrzymaniu
spawania. Ogólnie rzecz biorąc, nie należy dokręcać zbyt mocno, ponieważ spowoduje to
przegrzanie silnika.
ŁADOWANIE DRUTU WYPEŁNIAJĄCEGO
Aby wymienić rolki, należy wykonać następujące czynności:
- Poluzuj pokrętło (a) do maksimum i opuść je.
- Odkręć śruby mocujące rolki (b).
- Zamontować odpowiednie dla danego zastosowania rolki silnikowe i dokręcić śruby mocujące.
Dostarczane rolki to stalowe rolki z podwójnym rowkiem (0,8 i 1,0).
b
- Sprawdź oznaczenie na rolce, aby upewnić się, że rolki są odpowiednie do średnicy drutu i materiału, z którego jest wykonana (dla drutu Ø 1,2 użyj rowka Ø 1,2).
- Do cięcia stali i innych twardych drutów należy używać rolek z rowkami w kształcie litery V.
8
- Do drutów aluminiowych i innych miękkich, stopowych drutów należy używać rolek z rowkiem w
kształcie litery U.
: widoczny napis na rolce (przykład: 1.2 VT)
: wypustka do użycia
Page 9

Instrukcja obsługi
a
Uwagi :
• Zbyt wąska osłona może prowadzić do problemów z odwijaniem i przegrzewaniem się silnika.
• Złącze palnika musi być również dokręcone, aby zapobiec jego przegrzaniu.
• Upewnij się, że ani przewód, ani szpula nie dotykają mechaniki urządzenia, w przeciwnym razie istnieje niebezpieczeństwo zwarcia.
Tłumaczenie instrukcji oryginalnej
Aby zainstalować przewód wypełniający, należy wykonać następujące czynności:
- Poluzuj pokrętło do maksimum i opuść je.
- Włożyć przewód, następnie zamknąć bęben silnika i dokręcić pokrętło zgodnie ze wskazówkami.
- Uruchomić silnik na spuście palnika lub na przycisku ręcznego podawania drutu (I-6).
RYZYKO OBRAŻEŃ SPOWODOWANYCH PRZEZ RUCHOME ELEMENTY
Rolki są wyposażone w ruchome części, które mogą chwycić dłonie, włosy, ubranie lub narzędzia, a tym samym spowodować
poważne obrażenia!
• Nie kłaść rąk na częściach obracających lub ruchomych czy też częściach napędowych!
• Należy upewnić się, że pokrywy obudowy lub osłony pozostają dobrze zamknięte podczas pracy!
• Nie używać rękawic podczas nawlekania drutu spawalniczego lub wymiany szpuli drutu spawalniczego.
NEOPULSE 220 C XL
SPAWANIE PÓŁAUTOMATYCZNE STALI / STALI NIERDZEWNEJ (TRYB MAG)
Urządzenie może spawać drut stalowy i nierdzewny od Ø 0,6 do 1,0 mm (II-A).
Urządzenie jest standardowo przystosowane do pracy z drutem stalowym Ø 1,0 mm (rolki Ø 0.8/1.0). Rura kontaktowa, rowek rolkowy i osłona palnika są zaprojektowane do tego zastosowania. Aby móc spawać drutem o średnicy 0,6, należy użyć palnika, którego długość nie przekracza 3 m.
Rurę stykową i rolki bębna silnikowego należy wymienić na model z rowkiem 0,6 (ref. 042353). W tym przypadku należy ją założyć tak, aby widzieć
napis 0,6.
Spawanie stali wymaga użycia specjalnego gazu (Ar+CO2). Proporcje CO2 mogą się różnić w zależności od rodzaju używanego gazu. Do stali
nierdzewnej należy zastosować mieszankę 2% CO2. W przypadku spawania czystym CO2 konieczne jest podłączenie podgrzewacza gazu do butli
z gazem. Aby uzyskać informacje na temat specycznych wymagań dotyczących gazu, należy skontaktować się z dystrybutorem gazu. Szybkość
przepływu gazu przy stali wynosi pomiędzy 8 a 15 L/ min w zależności od środowiska.
SPAWANIE PÓŁAUTOMATYCZNE ALUMINIUM (TRYB MIG)
Urządzenie może spawać drut aluminiowy od Ø 0,8 do 1,2 mm (II-B).
Zastosowanie aluminium wymaga specycznego gazu - czysty Argon (Ar). Do wyboru gazu, należy zasięgnąć porady od dystrybutora gazu.
Przepływ gazu z aluminium wynosi od 15 do 25 l / min, w zależności od otoczenia i doświadczenia spawacza.
Oto różnice pomiędzy zastosowaniem stali i aluminium :
- Używać specjalnych rolek do spawania aluminium.
- Ustawić na minimum napięcie rolek podajnika drutu, tak aby nie zmiażdżyć drutu.
- Rurkę kapilarną (do prowadzenia drutu między rolkami podajnika drutu a złączem EURO) należy stosować wyłącznie do spawania stali/stal
nierdzewna.
- Użyj specjalnego palnika do aluminium. Ten aluminiowy palnik posiada powłokę teonową zmniejszającą tarcie. NIE przecinać osłony na krawędzi
złącza ! Ta osłona służy do wyprowadzenia drutu z rolek.
- Tuba stykowa: stosować aluminiową rurkę stykową SPECIAL odpowiadającą średnicy przewodu.
W przypadku stosowania czerwonego lub niebieskiego rękawa (spawanie aluminium), zaleca się stosowanie
osprzętu 90950 (II-C). Ta prowadnica osłonki wykonana ze stali nierdzewnej poprawia centrowanie osłonki i ułatwia
przepływ drutu.
Wideo
PL
SPAWANIE PÓŁAUTOMATYCZNE W TECHNOLOGII CUSI I CUAL (TRYB LUTOWANIA TWARDEGO)
Urządzenie może spawać drutem CuSi i CuAl o średnicy od 0,8 do 1,0 mm.
W taki sam sposób jak w przypadku stali należy umieścić rurkę kapilarną i użyć palnika z osłoną stalową. W przypadku lutowania twardego należy
stosować czysty argon (Ar).
PÓŁAUTOMATYCZNE SPAWANIE DRUTEM «BEZ GAZU»
Urządzenie może spawać drutem bez zabezpieczenia gazowego (No Gas) od Ø 0,9 do 1,2 mm. Spawanie drutem rdzeniowym ze standardową
dyszą może spowodować przegrzanie i uszkodzenie palnika. Wyjąć oryginalną dyszę z palnika MIG-MAG.
9
Page 10

Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
WYBÓR BIEGUNOWOŚCI
Polaryzacja + Polaryzacja -
NEOPULSE 220 C XL
Spawanie MIG/MAG w osłonie gazów wymaga
na ogół dodatniej biegunowości.
We wszystkich przypadkach należy zapoznać się z zaleceniami producenta przewodów dotyczącymi wyboru biegunowości.
Spawanie MIG/MAG bez osłony gazowej (No
Gas) wymaga z reguły ujemnej biegunowości.
PODŁĄCZENIE GAZU
- Zamontować odpowiedni regulator ciśnienia na butli z gazem. Podłącz go do stacji lutowniczej za pomocą dostarczonego węża. Umieścić 2 zaciski, aby zapobiec wyciekom.
- Upewnić się, że butla z gazem jest pewnie zamocowana na miejscu, przestrzegając mocowania łańcucha na źródle prądu.
- Wyregulować przepływ gazu poprzez regulację pokrętłem znajdującym się na regulatorze ciśnienia.
NB: w celu ułatwienia regulacji prędkości przepływu gazu uruchomić rolki napędowe poprzez naciśnięcie spustu palnika (poluzować pokrętło podajnika drutu, aby nie splątać drutu). Maksymalne ciśnienie gazu: 0.5 MPa (5 barów).
Procedura ta nie dotyczy spawania w trybie «No Gaz».
ZALECANE ZESTAWIENIA
Natężenie przepływu (L/
min)
MIG
MAG
(mm)
0.8-2 20-100 0.8 12 10-12
2-4 100-200 1.0 12-15 12-15
4-8 200-300 1.0/1.2 15-16 15-18
8-15 300-500 1.2/1.6 16 18-25
0.6-1.5 15-80 0.6 12 8-10
1.5-3 80-150 0.8 12-15 10-12
3-8 150-300 1.0/1.2 15-16 12-15
8-20 300-500 1.2/1.6 16 15-18
Prąd (A) Ø Przewód (mm) Ø Dyszy (mm)
TRYB SPAWANIA MIG / MAG (GMAW/FCAW)
Metody spawania
Parametry Ustawienia
INSTRUKCJA
STD DYNAMIC
STD IMPACT
Dokręcanie
materiał/gaz
Średnica drutu Ø 0,6 > Ø 1,2 mm Możliwość wyboru średnicy drutu
ModulArc OFF - ON - - - - - Aktywuje lub nie modulację prądu spawania (Double Pulse)
Zachowanie spustu 2T, 4T Wybór trybu zarządzania spawaniem wyzwalającym.
Tryb spawania
punktowego
1. Ustawienia
Energia
Dostęp do niektórych parametrów spawania zależy od wybranego trybu wyświetlania: Ustawienia/Tryb wyświetlania: Łatwy, Ekspert, Zaawansowany.
Więcej informacji na ten temat można znaleźć w rozdziale HMI.
- Fe Ar 25% CO
- ...
MIEJSCE, CZAS - Wybór trybu punktowania
Grubość
Prąd
Prędkość
Hold
Współczynnik
termiczny
2
-
-
COLD PULSE
STD ROOT
Z PULSEM
Wybór materiału, który ma być spawany.
Parametry spawania synergicznego
Wybór głównego ustawienia, które ma być wyświetlane
(grubość obrabianego elementu, średni prąd spawania lub
prędkość drutu).
Patrz rozdział «Energia» na następnych stronach.
10
Page 11

Instrukcja obsługi
METODY SPAWANIA
Aby uzyskać więcej informacji na temat synergii GYS i procesów spawalniczych, zeskanuj kod QR :
TRYB SPAWANIA PUNKTOWEGO
• SPOT
Ten tryb spawania pozwala na wstępny montaż części przed spawaniem. Spawanie punktowe może być ręczne przez spust lub czasowe z predeniowanym opóźnieniem spawania punktowego. Taki czas spawania punktowego pozwala na lepszą powtarzalność i uzyskanie punktów nieutlenionych (dostępne w menu zaawansowanym).
• OGRANICZENIE CZASOWE
Jest to tryb wskazywania podobny do SPOT, ale z czasami wskazywania i przebywania zdeniowanymi tak długo, jak długo spust jest przytrzymany.
DEFINICJA USTAWIEŃ
Jed-
nostka
Prędkość drutu m/min Ilość osadzonego spoiwa i pośrednio natężenie spawania oraz penetracji.
Napięcie V Wpływ na szerokość spoiny.
Dławik - Tłumi prąd spawania w mniejszym lub większym stopniu. Należy ustawić w zależności od pozycji spawania.
Pre-gaz s Czas oczyszczania palnika i tworzenia ochrony gazowej przed zajarzeniem.
Post Gaz s
Grubość mm
Prąd A
Długość łuku -
Prędkość zbliżania się %
Hot Start % & s
Wypełniacz krateru %
Soft Start s
Uplsope s Stopniowe zwiększanie natężenia prądu.
Zimny prąd % Drugi prąd spawania «na zimno»
Częstotliwość im-
pulsów
Współczynnik
cykliczności
Prąd opadający (Zanik
prądu)
Punkt s Określony czas trwania.
Czas trwania między 2
punktami
Burnback s
Hz Częstotliwość pulsowania
% W trybie pulsacyjnym ustawia czas prądu gorącego w stosunku do czasu prądu zimnego.
s Krzywa spadania prądu.
s
Tłumaczenie instrukcji oryginalnej
Czas utrzymania osłony gazowej po wyłączeniu łuku. Chroni on pospawany metal oraz elektrodę przed ich
utlenieniem.
Tryb synergiczny umożliwia ustawienia w pełni automatyczne. Działanie dotyczące grubości
automatycznie ustawia odpowiednie naprężenie drutu i jego prędkość.
Prąd spawania jest ustawiany w zależności od rodzaju użytego drutu i materiału, który ma być
spawany.
Służy do regulacji odległości pomiędzy końcem drutu a roztopionym jeziorkiem spawalniczym (regulacja napięcia).
Progresywna prędkość obrotowa drutu. Przed zajarzaniem, drut przybywa powoli, aby utworzyć pierwszy
kontakt bez powodowania szarpnięć.
Hot Start umożliwia uniknięcie przyklejenia się elektrody do obrabianego przedmiotu. Może być regulowany w
zakresie natężenia (% prądu spawania) i czasu (sekundy).
Ten prąd zatrzymania jest fazą po rampie w dół prądu.
Może być regulowany w zakresie natężenia (% prądu spawania) i czasu (sekundy).
Stopniowe podnoszenie się prądu. Aby uniknąć gwałtownych zapłonów lub wstrząsów, natężenie prądu jest
kontrolowane pomiędzy pierwszym kontaktem a spawaniem.
Czas pomiędzy końcem punktu (z wyłączeniem Post-Gas) a początkiem nowego punktu (z uwzględnieniem
Pre-Gas).
Funkcja zapobiegająca ryzyku zakleszczenia się drutu na końcu spoiny. Czas ten odpowiada podnoszeniu się
drutu z wytopu.
NEOPULSE 220 C XL
PL
Dostęp do niektórych parametrów spawania zależy od procesu spawania (ręczny, standardowy, itp.) oraz wybranego trybu wyświetlania (łatwy,
zaawansowany lub ekspercki). Więcej informacji na ten temat można znaleźć w rozdziale HMI.
11
Page 12

Instrukcja obsługi
CYKLE SPAWANIA MIG/MAG
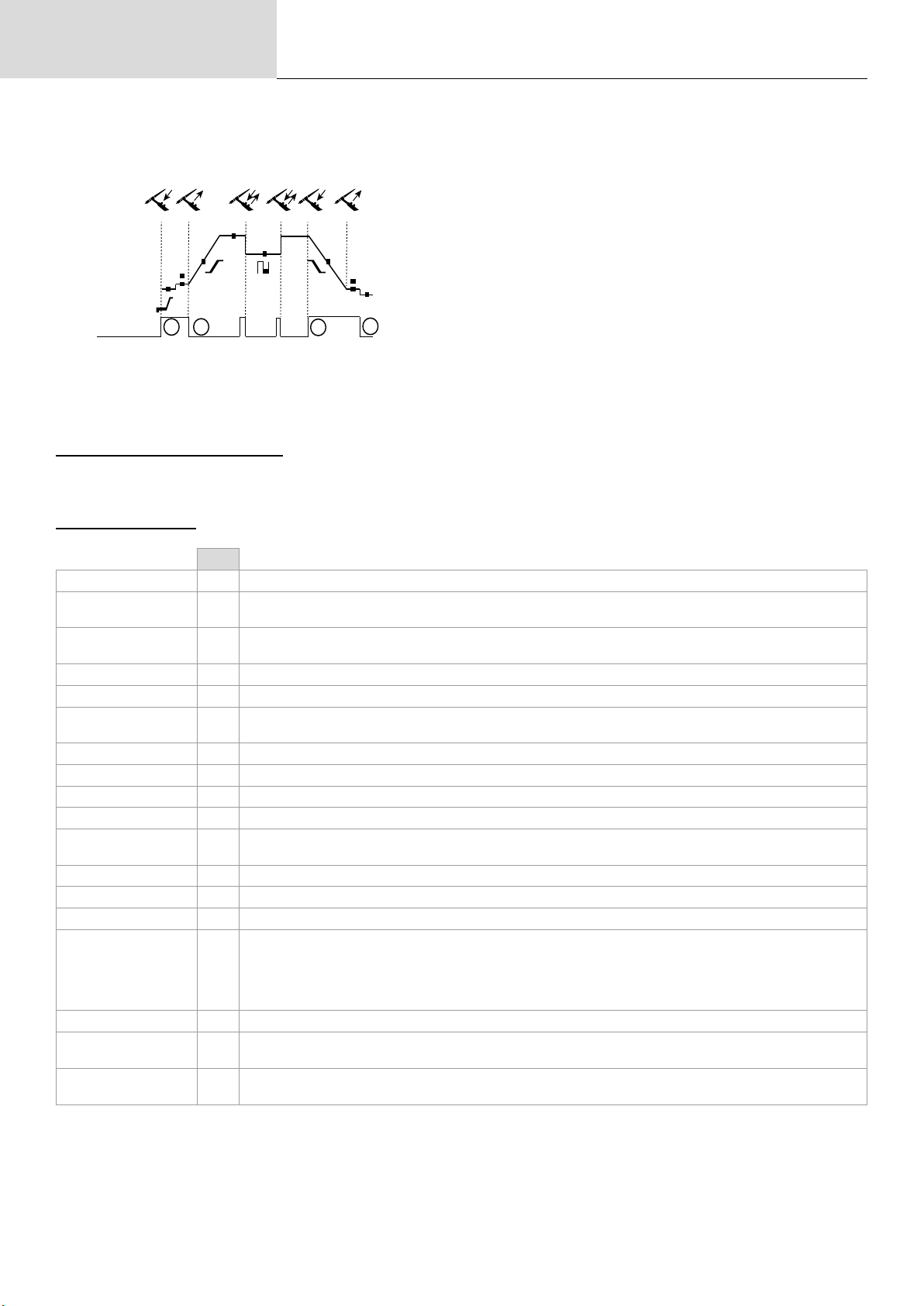
Proces 2T standardowy:
T hotstart
Tłumaczenie instrukcji oryginalnej
NEOPULSE 220 C XL
I
Istart
Dstart
Creep Speed
Gas Pre-Flow
Soft-start
I hot start
T burn-back
T crater Filler
I burn-back
I blackout
Gas post-Flow
I crater Filler
Po naciśnięciu spustu zaczyna się gaz wstępny. Gdy drut dotyka elementu spawanego, impuls inicjuje łuk i rozpoczyna się cykl spawania. Po zwolnieniu spustu drut przestaje się odwijać, a impuls prądowy przecina drut, po czym następuje wypływ gazu. Dopóki post-gaz nie jest zakończony, naciśnięcie spustu umożliwia szybkie wznowienie spawania (ręczny ścieg łańcuchowy) bez przechodzenia przez fazę HotStart. Do cyklu można dodać
HotStart i/lub wypełniacz Crater.
Proces 4T standardowy:
I
T hotstart
Istart
Gas Pre-Flow
Soft-start
Dstart
Creep Speed
I hot start
4T
4T
T burn-back
T crater Filler
W standardzie 4T czas trwania Pre-gazu i Post-gazu jest zarządzany przez czasy. HotStart i wypełniacz krateru przez spust.
I burn-back
I Blackout
Gas post-Flow
I crater Filler
12
Page 13

Instrukcja obsługi
Proces 2T z pulsem :
T hotstart
Tłumaczenie instrukcji oryginalnej
NEOPULSE 220 C XL
I
Istart
Dstart
Creep Speed
Gas Pre-Flow
Soft-start
I hot start
T upslope
T downslope
T burn-back
T crater Filler
I burn-back
I blackout
Gas post-Flow
I crater Filler
Po naciśnięciu spustu zaczyna się gaz wstępny. Kiedy drut dotyka przedmiotu obrabianego, impuls inicjuje łuk. Następnie urządzenie rozpoczyna
pracę od HotStart, Upslope i w końcu rozpoczyna się cykl spawania. Gdy spust zostanie zwolniony, rozpoczyna się zjazd w dół zbocza, aż do osiągnięcia wypełnienia ICrater. Następnie kolec oporowy przecina przewód, po czym następuje Post-gaz. Podobnie jak w wersji «Standard», użytkownik
ma możliwość szybkiego wznowienia procesu spawania w fazie po zgazowaniu, bez konieczności przechodzenia przez fazę HotStart.
Proces 4T z pulsem:
I
T hotstart
PL
Istart
Gas Pre-Flow
Soft-start
Dstart
Creep Speed
I hot start
T upslope
4T
T downslope
4T
T burn-back
T crater Filler
W 4T z pulsem czas trwania Pre-gazu i Post-gazu jest zarządzany przez czasy. HotStart i wypełniacz krateru poprzez spust.
I burn-back
I Blackout
Gas post-Flow
I crater Filler
13
Page 14

Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
NEOPULSE 220 C XL
TRYB SPAWANIA TIG (GTAW)
PODŁĄCZENIE I PORADY
• Spawanie TIG DC wymaga gazu osłonowego (Argon).
• Podłączyć zacisk uziemiający do gniazda bieguna dodatniego (+). Podłączyć palnik TIG (nr kat. 046108) do złącza EURO źrodła prądu, a przewód
odwracający do złącza ujemnego (-).
• Upewnić się, że palnik jest odpowiednio wyposażony i że materiały takie jak szczypce, kołnierz wzmacniający, dyfuzor i dysza nie są zużyte.
• Wybór elektrody zależy od natężenia prądu w procesie TIG DC.
OSTRZENIE ELEKTRODY
Dla optymalnego działania zaleca się stosować zaostrzone elektrody w następujący sposób:
d
L = 3 x d dla niskiego prądu spawania.
L = d dla wysokiego prądu spawania.
L
PARAMETRY PROCESU
Metody spawania
Parametry Ustawienia Synergiczny DC
Standard - Gładki prąd
-
Rodzaj materiału Fe, Al, itd. - Wybór materiału do spawania
Średnica elektrody
wolframowej
Tryb wyzwalania 2T - 4T - 4T LOG Wybór trybu zarządzania spawaniem wyzwalającym.
E.TIG ON - OFF Tryb spawania stałą energią z korekcją długości łuku
Energia
Dostęp do niektórych parametrów spawania zależy od wybranego trybu wyświetlania: Ustawienia/Tryb wyświetlania: Łatwy, Ekspert, Zaawansowany.
Impulsowy - Prąd pulsujący
Spot - Gładkie punktowanie
Tack - Punktowanie impulsowe
1 - 4 mm Wybór średnicy elektrody.
Hold
Współczynnik
termiczny
- Patrz rozdział «Energia» na następnych stronach.
METODY SPAWANIA
• TIG DC
Dedykowany do przepływu metali żelaznych takich jak stal, stal nierdzewna, ale także miedź i jej stopy oraz tytan.
• TIG Synergiczny
Nie opiera się już na wyborze rodzaju prądu stałego i ustawieniach parametrów cyklu spawania, ale uwzględnia zasady spawania/synergie oparte
na doświadczeniu. Tryb ten ogranicza zatem liczbę ustawień do trzech podstawowych: Rodzaj materiału, grubość do spawania i pozycja spawania.
USTAWIENIA
• Standard
Metoda spawania TIG DC Standard pozwala na wysokiej jakości spawanie na większości materiałów żelaznych takich jak stal, stal nierdzewna, ale
też miedź i jej różne odmiany stopów, czy tytan... Liczne opcje zarządzania prądem i gazem pozwalają Państwu na doskonałą kontrolę spawania od
zajarzania, aż do chłodzenia końcowej spoiny.
• Z pulsem
W tym trybie impulsowym tryb spawania łączy wysokie impulsy prądu (I, impulsy spawania) oraz niskie impulsy prądu (I_Cold, impulsy chłodzące
obrabianą część). Ten tryb impulsowy pozwala na złączenie części przy jednoczesnym ograniczeniu wzrostu temperatury. Idealny również w pozycji.
Przykład :
Prąd spawania I jest ustawiony na 100A i % (I_Cold) = 50%, tzn. prąd zimny = 50% x 100A = 50A.
F(Hz) jest ustawiony na 10Hz, okres sygnału będzie wynosił 1/10Hz = 100ms -> co 100ms będzie następował impuls o natężeniu 100A, a następnie
kolejny o natężeniu 50A.
• SPOT
Ten tryb spawania pozwala na wstępny montaż części przed spawaniem. Spawanie punktowe może być ręczne przez spust lub czasowe z predeniowanym opóźnieniem spawania punktowego. Regulacja czasu spawania punktowego pozwala na powtarzalność i realizację punktów nieutlenionych.
14
Page 15

Instrukcja obsługi
2 mm
D
10 mm
D
5 mm
D
2 mm
D
5 mm
D
10 mm
D
t
t
T2
T1
Bouton principal
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
Tłumaczenie instrukcji oryginalnej
NEOPULSE 220 C XL
• TACK
Ten tryb pozwala również na wstępny montaż części przed spawaniem, tym razem w 2 fazach : pierwsza faza prądu pulsującego skupia łuk dla
lepszej penetracji, natomiast druga faza prądu standardowego łuk ten poszerza, i tym samym oddziałuje na jeziorko spawalnicze w celu zapewnienia
odpowiedniego zgrzewania punktowego.
Regulowany czas dwóch etapów zgrzewania punktowego umożliwiający lepszą powtarzalność i osiągnięcie nieutlenionego zgrzewu.
• E-TIG
Tryb ten umożliwia spawanie ze stałą mocą dzięki pomiarowi zmian długości łuku w czasie rzeczywistym, co zapewnia stałą szerokość spoiny i
wtopienie. W przypadkach, gdy montaż wymaga kontroli energii spawania, tryb E.TIG gwarantuje, że spawacz będzie respektował moc spawania
niezależnie od pozycji jego palnika względem części.
Standard
(prąd stały)
WYBÓR ŚREDNICY ELEKTRODY
Ø Elektroda (mm)
1 10 > 75 10 > 75
1.6 60 > 150 60 > 150
2 75 > 180 100 > 200
2.5 130 > 230 170 > 250
3.2 160 > 310 225 > 330
4 275 > 450 350 > 480
E-TIG (energia stała)
TIG DC
Czysty wolfram Wolfram z tlenkami
Około = 80 A na mm Ø
PL
ZACHOWANIE SPUSTU
• 2T
• 4T
T1 - Główny przycisk jest wciśnięty, rozpoczyna się cykl spawania
(PreGas, I_Start, UpSlope i spawanie).
T2 - Zwolnienie przycisku głównego powoduje zatrzymanie cyklu
spawania (DownSlope, I_Stop, PostGas).
Dla palnika z dwoma przyciskami i jedynie w trybie 2T przycisk
pomocniczy jest zarządzany jak przycisk główny.
T1 - Naciśnięcie przycisku głównego powoduje rozpoczęcie cyklu
od fazy PreGaz i zatrzymanie w fazie I_Start.
T2 - Zwolnienie głównego przycisku, cykl kontynuowany jest w
trybie Upslope i w spawaniu.
T3 - Główny przycisk jest wciśnięty, przechodzi cykl opadania
(DownSlope) i zatrzymuje się w fazie I_Stop.
T4 - Główny przycisk jest zwolniony, cykl kończy się poprzez PostGas.
Uwaga: dla palników podwójne przyciski i podwójny przycisk +
potencjometr
=> przycisk «góra/prąd spawania» i potencjometr aktywne, przycisk
«dół» nieaktywny.
15
Page 16
Instrukcja obsługi
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
>0.5s<0.5s<0.5s
Tłumaczenie instrukcji oryginalnej
NEOPULSE 220 C XL
• 4T LOG
T1 - Naciśnięcie przycisku głównego powoduje rozpoczęcie cyklu
od fazy PreGaz i zatrzymanie w fazie I_Start.
T2 - Zwolnienie głównego przycisku, cykl kontynuowany jest w
trybie Upslope i w spawaniu.
LOG : ten tryb pracy jest wykorzystywany w fazie spawania :
- poprzez krótkie naciśnięcie przycisku głównego (<0,5s), prąd
przełącza się z prądu I spawania na I cold i na odwrót.
- gdy przycisk pomocniczy jest wciśnięty, prąd przełącza się z I
spawania na I zimny
- zwolnienie przycisku pomocniczego pozwala na przełączenie się z
prądu I zimnego na I spawania
T3 - Długie wciśnięcie głównego przycisku (>0,5s) powoduje przejście cyklu na DownSlope i zatrzymanie w fazie I_Stop.
T4 - Poprzez zwolnienie głównego przycisku, cykl kończy się na
trybie PostGas.
Dla palników z dwoma przyciskami i z podwójnym spustem + potencjometrem spust «wysoki» ma taką samą funkcjonalność jak w przypadku palników z pojedynczym spustem lub palników lamelowych. Wyzwalanie «low» nieaktywne.
RĘCZNE PRZEDMUCHIWANIE GAZU
Obecność tlenu w palniku może prowadzić do pogorszenia właściwości mechanicznych i może powodować spadek odporności na korozję. W celu
usunięcia gazu z palnika należy nacisnąć i przytrzymać przycisk nr 1 i postępować zgodnie z procedurą wyświetlaną na ekranie.
DEFINICJA USTAWIEŃ
Jed-
Pre-gaz s Czas oczyszczania palnika i tworzenia ochrony gazowej przed zajarzeniem.
Prąd
uruchomienia
Czas
uruchomienia
% Ten prąd rozruchowy jest fazą poprzedzającą rampę prądową.
s Czas przebywania przy rozruchu przed zwiększeniem mocy.
Wzrost prądu s Umożliwia stopniowe zwiększanie natężenia prądu spawania.
Prąd spawania A Prąd spawania.
Prąd opadający s
Zapobiega powstawaniu kraterów pod koniec procesu spawania i ryzyku pęknięć, szczególnie w przypadku
stopów lekkich.
Prąd zatrzymania % Ten prąd zatrzymania jest fazą po rampie w dół prądu.
Czas zatrzymania s Czas przebywania w stanie spoczynku jest fazą po rampie spadku prądu.
Grubość mm Grubość spawanej części
Pozycja - Pozycja spawania
Post Gaz s
Forma fali - Przebieg części impulsowej.
Zimny prąd % Drugi prąd spawania «na zimno»
Czas utrzymania osłony gazowej po wyłączeniu łuku. Chroni obrabiany przedmiot i elektrodę przed utlenianiem
podczas chłodzenia.
Czas zimny % Bilans czasowy prądu gorącego (I) impulsu
Częstotliwość pulsowania
Częstotliwość
pulsowania
WSKAZÓWKI DOTYCZĄCE REGULACJI :
Hz
• W przypadku spawania z wypełniaczem ręcznym, F(Hz) zsynchronizowane z działaniem wypełniacza,
• Jeśli mała grubość bez wejścia (< 0.8 mm), F(Hz) >10Hz
• Spawanie w pozycji; w zakresie F(Hz) 5 < 100 Hz
Spot s Ręczne lub przez ustawiony czas.
Czas trwania trybu
PULSE
Czas trwania bez
PULSE
s Ręczna lub zależna od czasu faza impulsu
s Ręczna lub zależna od czasu gładka faza prądu
16
Dostęp do niektórych parametrów spawania zależy od procesu spawania (ręczny, standardowy, itp.) oraz wybranego trybu wyświetlania (łatwy,
zaawansowany lub ekspercki).
Page 17
Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
NEOPULSE 220 C XL
TRYB SPAWANIA MMA (SMAW)
PODŁĄCZENIE I PORADY
• Podłączyć kable, uchwyt elektrody i zacisk uziemiający w złączach.
• Przestrzegać biegunowości i natężenia spawania podanych na pudełkach elektrod.
• Usunąć elektrodę z uchwytu, gdy urządzenie nie jest używane.
• Urządzenie jest wyposażone w 3 cechy charakterystyczne dla Inwertorów:
- Hot Start zapewnia przetężenie na początku spawania.
- Arc Force zapewnia przetężenia, które zapobiegają przywieraniu elektrody, gdy elektroda ta wchodzi do jeziorka spawalniczego.
- Anti-Sticking umożliwia łatwe odklejenie elektrody bez konieczności rozgrzewania jej do czerwoności w przypadku jej przyklejenia.
PARAMETRY PROCESU
Metody spawania
Parametry Ustawienia Standard
Typ elektrody
Anti-Sticking OFF - ON
Energia
Rutylowa
Zasadowa
Celulozowy
Hold
Współczynnik
termiczny
Impul-
sowy
Rodzaj elektrody określa specyczne parametry w zależności od rodzaju użytej elektrody w celu zoptymalizowania jej spawalności.
Urządzenie zapobiegające przywieraniu jest zalecane do bezpiecznego usunięcia elektrody w przypadku przyklejenia się do obrabianego
przedmiotu (prąd jest automatycznie odcinany).
Patrz rozdział «Energia» na następnych stronach.
Dostęp do niektórych parametrów spawania zależy od wybranego trybu wyświetlania: Ustawienia/Tryb wyświetlania: Łatwy, Ekspert, Zaawansowany.
Więcej informacji na ten temat można znaleźć w rozdziale HMI.
METODY SPAWANIA
• Standard
Tryb spawania MMA Standard nadaje się do większości zastosowań. Spawanie jest możliwe z użyciem dowolnego typu elektrody otulonej: rutylowej,
zasadowej, celulozowej oraz dowolnego materiału: stali, stali nierdzewnej i żeliwa.
• Z pulsem
Tryb MMA z pulsem nadaje się do zastosowań w pozycji pionowej (PF). Tryb z pulsem pozwala na utrzymanie zimnego jeziorka spawalniczego,
ułatwiającego przenoszenie materii. Bez pulsowania spawanie pionowe do góry wymaga ruchu choinkowego, czyli trudnego ruchu trójkątnego. Dzięki
MMA z pulsem ruch ten nie jest już konieczny, w zależności od grubości elementu wystarczy prosty ruch w górę. Jednakże, jeśli chcesz powiększyć
swoje jeziorko spawalnicze, wystarczy prosty ruch boczny podobny do płaskiego spawania. W tym wypadku można dostosować na wyświetlaczu
częstotliwość prądu pulsującego. Metoda ta daje, więc lepszą kontrolę procesu spawania pionowego.
WYBÓR ELEKTROD OTULONYCH
• Elektroda Rutylowa : bardzo łatwy w użyciu we wszystkich pozycjach.
• Elektroda Zasadowa : może być stosowana we wszystkich pozycjach i dzięki swoim podwyższonym właściwościom mechanicznym nadaje się do
prac zabezpieczających.
• Elektroda Celulozowa : bardzo dynamiczny łuk o dużej szybkości topnienia, jego zastosowanie we wszystkich pozycjach sprawia, że szczególnie
nadaje się do prac przy rurociągach.
DEFINICJA USTAWIEŃ
Jed-
Procent
Hot Start
Czas trwania Hot Start s
Prąd spawania A
Arc Force %
Procent I zimny %
Czas zimny s
Częstotliwość
pulsacji
%
Hot Start umożliwia uniknięcie przyklejenia się elektrody do obrabianego przedmiotu. Może być regulowany w
zakresie natężenia (% prądu spawania) i czasu (sekundy).
Prąd spawania jest regulowany w zależności od typu wybranej elektrody (należy odnieść się do opakowania
elektrod).
Arc Force to zabezpieczenie nadprądowe, które zapobiega przywieraniu elektrody lub kropli do jeziorka spawalniczego.
Hz Częstotliwość PULSOWANIA w trybie PULSE.
PL
Dostęp do niektórych parametrów spawania zależy od wybranego trybu wyświetlania: Ustawienia/Tryb wyświetlania: Łatwy, Ekspert, Zaawansowany. Więcej informacji na ten temat można znaleźć w rozdziale HMI.
17
Page 18

Instrukcja obsługi
USTAWIANIE NATĘŻENIA SPAWANIA
Poniższe ustawienia odpowiadają zakresowi prądu użytkowego w zależności od typu i średnicy elektrody. Zakresy te są dość szerokie, ponieważ
zależą od zastosowania i pozycji spawania.
Ø elektrody (mm) Rutylowa E6013 (A) Zasadowa E7018 (A) Celulozowa E6010 (A)
1.6 30-60 30-55 -
2.0 50-70 50-80 -
2.5 60-100 80-110 60-75
3.15 80-150 90-140 85-90
4.0 100-200 125-210 120-160
5 150-290 200-260 110-170
USTAWIANIE ARC FORCE
Zaleca się ustawienie siły łuku w pozycji środkowej (0) przed rozpoczęciem spawania i wyregulowanie jej w zależności od wyników i preferencji
spawalniczych. Wyjaśnienia: zakres regulacji siły łuku jest specyczny dla wybranego typu elektrody.
Tłumaczenie instrukcji oryginalnej
NEOPULSE 220 C XL
ENERGIA
Tryb opracowany dla spawania z kontrolą energii w ramce DMOS. Tryb ten pozwala, oprócz wyświetlania energii spoiny po spawaniu, na ustawienie współczynnika termicznego zgodnie z zastosowaną normą: 1 dla norm ASME i 0,6 (TIG) lub 0,8 (MMA/MIG-MAG) dla norm europejskich.
Wyświetlana energia jest obliczana, biorąc pod uwagę ten współczynnik.
OPCJONALNY PALNIK PUSH-PULL
Nr kat. Średnica drutu Długość Rodzaj chłodzenia
046283 0.6 > 1.2 mm 4 m powietrze
Uchwyt typu Push-Pull może być podłączona do zasilacza poprzez złącze (I-9). Ten typ palnika umożliwia stosowanie drutu AlSi nawet w Ø 0,8 mm
przy długości palnika 8 m. Palnik ten może być stosowany we wszystkich trybach spawania MIG-MAG.
Palnik Push-Pull jest wykrywany przez proste pociągnięcie za spust.
W przypadku stosowania palnika Push-Pull z potencjometrem maksymalna wartość zakresu regulacji może zostać ustawiona na interfejsie.
Potencjometr może być używany do zmiany w zakresie od 50% do 100% tej wartości.
ROLKI (B) OPCJONALNIE
Średnica
ø 0.6/0.8 042353 - ø 0.9/1.2 042407
ø 0.8/1.0 042360 042377
ø 1.0/1.2 046849 040915
Odnośnik (x2)
Stal Aluminium Drut rdzeniowy
Średnica
Odnośnik (x2)
BŁĘDY, PRZYCZYNY, ROZWIĄZANIA PROBLEMÓW
DYSFUNKCJA PRZYCZYNY ROZWIĄZANIA
Wyczyść rurkę kontaktową lub wymień ją na
produkt zapobiegający przyleganiu.
Poluzować hamulec i rolki
Wyczyścić lub wymienić.
Sprawdzić podłączenie z siecią i czy gniazdo
jest dobrze zasilane.
Sprawdzić kabel uziemiający (stan podłączenia oraz zacisku).
Prędkość podawania drutu spawalniczego nie
jest stała.
Silnik podajnika drutu nie działa.
Nieprawidłowe podawanie drutu.
Brak prądu lub niewłaściwy prąd spawania.
Zablokowany przewód za rolkami
18
Zgarniacze zatykające otwór wentylacyjny
Drut ślizga się na rolkach. Ponownie nałożyć środek antyadhezyjny.
Jedna z rolek ślizga się. Sprawdź, czy śruba wałka jest dokręcona.
Kabel palnika jest skręcony. Kabel palnika powinien być możliwie prosty.
Hamulec szpuli lub rolki są zbyt mocno
ściśnięte.
Prowadnik drutu jest zabrudzony lub uszko-
dzony.
Brak wpustu na rolce Ponownie umieścić klucz na swoim miejscu
Zbyt mocno dociśnięty hamulec szpuli. Zwolnić hamulec.
Nieprawidłowe podłączenie do zasilania.
Nieprawidłowe podłączenie uziemienia.
Brak mocy. Wymienić spust palnika.
Osłona prowadnicy drutu zmiażdżona. Sprawdzić osłonę i palnik.
Zacięcie drutu w palniku. Wyczyścić lub wymienić.
Brak rurki kapilarnej. Sprawdzić obecność tuby kapilarnej.
Zbyt wysoka prędkość drutu. Zmniejszyć prędkość drutu
Page 19

Instrukcja obsługi
Tłumaczenie instrukcji oryginalnej
NEOPULSE 220 C XL
Niewystarczający przepływ gazu.
Pusta butla gazowa. Wymienić.
Niezadowalająca jakość gazu. Wymienić.
Spoina spawalnicza jest porowata.
Znaczne iskrzenie cząstek stałych.
Brak przepływu gazu na końcówce palnika Nieprawidłowe podłączenie gazu
Błąd podczas pobierania
Problem z kopią zapasową
Automatyczne usuwanie JOBS.
Błąd wykrywania palnika Push Pull - Sprawdź podłączenie palnika Push Pull
Problem z pamięcią USB
Problem z plikiem
Przepływ powietrza lub wpływ wiatru.
Dysza gazowa zabrudzona. Oczyścić lub wymienić dyszę gazową.
Słaba jakość drutu.
Zła jakość powierzchni do spawania (rdza itp.) Oczyścić metal przed spawaniem
Gaz nie jest podłączony
Napięcie łuku jest zbyt niskie lub zbyt wysokie. Sprawdzić ustawienia spawania.
Nieprawidłowe gniazdo uziemienia.
Niedostateczny gaz osłonowy. Wyregulować przepływ gazu.
Dane w pamięci USB są nieprawidłowe lub
uszkodzone.
Przekroczona została maksymalna liczba kopii
zapasowych.
Niektóre z Twoich zadań zostały usunięte,
ponieważ nie były już ważne przy nowych
synergiach.
Nie wykryto JOB w pamięci USB Więcej miejsca w pamięci produktu Zwolnij miejsce w pamięci USB.
Plik «...» nie jest zgodny z synergiami
pobranymi do produktu
Dostosować zakres przepływu od 15 do 20 L/
min.
Oczyścić obrabiany metal.
Unikać przeciągów, zabezpieczyć obszar
spawania.
Stosować odpowiedni drut do spawania MIGMAG.
Sprawdzić, czy gaz jest podłączony do wejścia
źródła prądu.
Sprawdzić i ustawić zacisk uziemiający jak
najbliżej spawanego obszaru.
Sprawdzić podłączenie wlotów gazu
Sprawdzić zawór elektromagnetyczny
Sprawdź swoje dane.
Musisz usunąć programy.
Liczba kopii zapasowych jest ograniczona do
500.
-
Plik został utworzony z synergiami, które nie
są obecne na komputerze.
PL
WARUNKI GWARANCJI
Gwarancja obejmuje wszystkie usterki lub wady produkcyjne przez okres 2 lat od daty zakupu (części i robocizna).
Gwarancja nie obejmuje:
• Wszelkich innych uszkodzeń powstałych w wyniku transportu.
• Zwykłego zużycia części (Np. : kabli, zacisków itp.).
• Przypadków nieodpowiedniego użycia (błędów zasilania, upadków czy demontażu).
• Uszkodzeń związanych ze środowiskiem (zanieczyszczenia, rdza, kurz).
W przypadku usterki należy zwrócić urządzenie do dystrybutora, załączając:
- dowód zakupu z datą (paragon skalny, fakturę...)
- notatkę z wyjaśnieniem usterki.
19
Page 20
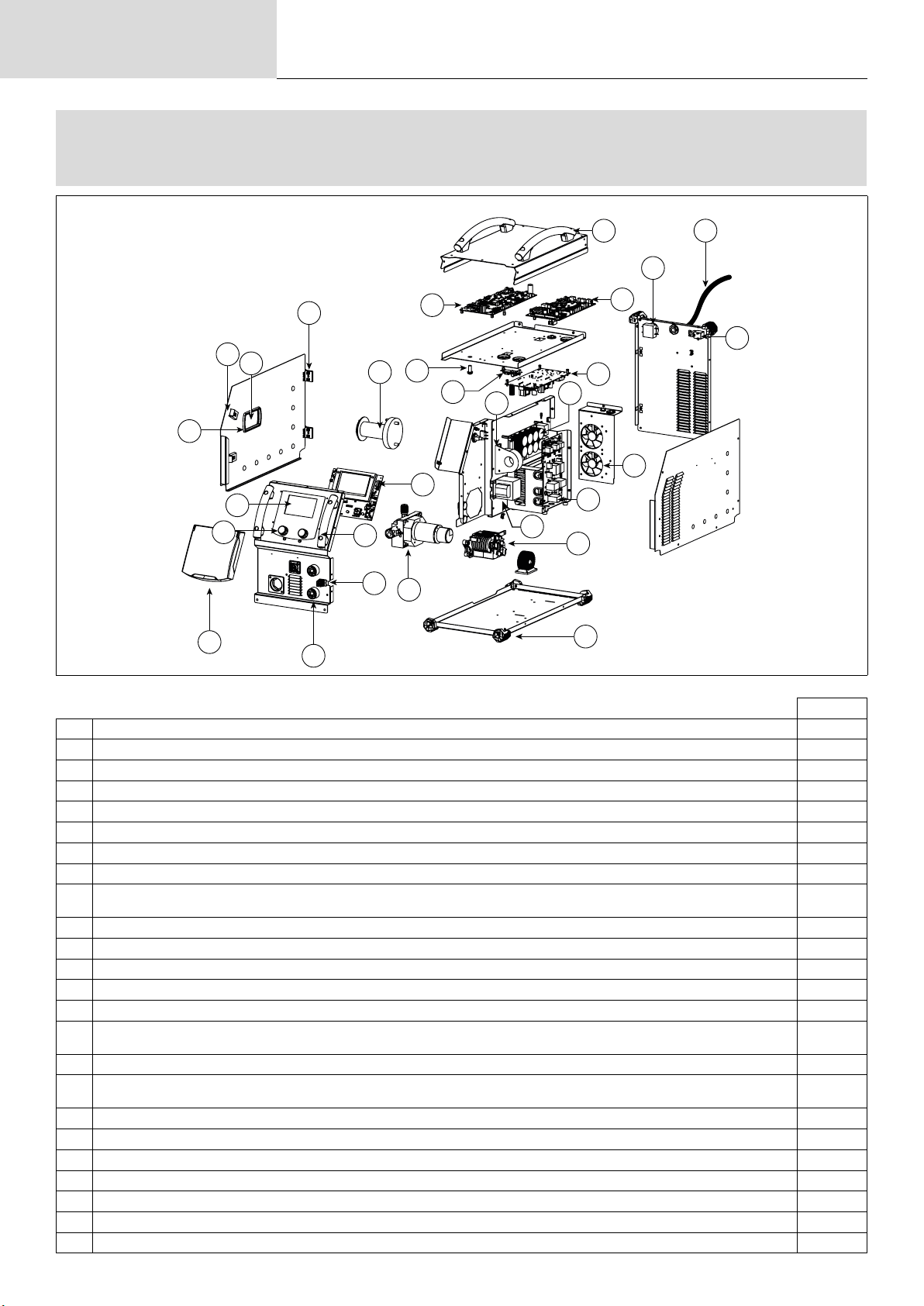
Pièces de rechange
NEOPULSE 220 C XL
SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / ЗАПАСНЫЕ ЧАСТИ / RESERVE
ONDERDELEN / PEZZI DI RICAMBIO
27
23
21
22
7
11
10
20
8
28
25
29
14
16
12
13
19
4
3
2
5
26
9
17
1
15
18
24
6
1 Carter plastique / Plastic Crankcase / Kunststogehäuse / Carter plástico / Kunststoen behuizing / Contenitore plastico
2 Bouton noir 28mm / Black button 28mm / Schwarzer Knopf 28mm / Botón negro 28mm / Zwarte knop 28mm / Tasto nero 28mm
3 Clavier / Keypad / Bedienfeld / Teclado / Tarjeta Interfaz / Tastiera
4 Circuit IHM / MMI circuit / Displayplatine / MMI circuit / IHM circuit / Circuito IHM (interfaccia)
5 Poignée plastique S / Plastic handle S / Plastikhandgri S / Mango de plástico S / Kunststoen handvat S / Impugnatura plastica S
6 Embase texas / Texas connector / Texasstecker / Conector texas / Texas aansluiting / Colletto Texas
7 Charnière / Hinge / Gelenk / Bisagra / Scharnier / Cerniera
8 Verrou / Lock / Verriegelung / Cerrojo / Vergrendeling / Bloccare
Moto dévidoir24V 50W / Wire feeder 24V 50W / Drahtvorschubmotor 24V 50W / Motodevanadera 24V 50W / Draadaanvoerssyteem 24V 50W /
9
Trainalo 24V 50W
10 Circuit dévidoir / Wire feeder circuit / Drahtvorschubplatine / Circuito devanadera / Circuit draadaanvoersysteem / Circuito trainalo
11 Circuit contrôle / Control circuit / Steuerplatine / Circuito de control / Circuit controle / Circuito di controllo
12 Circuit alimentation / Power supply circuit / Versorgungsspannungsplatine / Circuito alimentación / Voedingscircuit / Circuto alimentazione
13 Circuit condensateurs / Capacitors circuit / Kondensatorplatine / Circuito condensadores / Circuit condensatoren / Circuito condensatori
14 Circuit CEM / CEM circuit / EMV-Platine / Tarjeta CEM / EMC Circuit / Scheda CEM
Module puissance complet / Complete power module / Leistungsplatine / Modulo de potencia completo / Full Power Module / Modulo di piena
15
potenza
16 Capteur de courant 500A / 500A current sensor / Stromsensor 500A / Sensor de corriente 500A / Stroomsensor 500A / Sensore di corrente 500A
Transformateur de puissance / Power transformer / Netztransformator / Transformador de potencia / Vermogenstransformator / Trasformatore di
17
potenza
18 Self de sortie / Output capacitor / Ausgangsdrossel / Inductancia de salida / Uitgaande smoorklep / Self di uscita
19 Ventilateur / Fan / Lüfter / Ventilador / Ventilator / Ventilatore
20 Electrovanne / Solenoid valve / Schutzgasmagnetventil / Electroválvula / Magneetventiel / Elettrovalvola
21 Cordon secteur / Power supply cable / Netzleitung / Cable de conexión eléctrica / Elektrisch netsnoer / Cavo corrente
22 Interrupteur marche/arrêt / On/o switch / Schalter Start/Stop / Interruptor encendido / apagado / Schakelaar aan/uit / Interruttore avvio/stop
23 Poignée L / handle L / Handgri L / Mango L / Handvat L / Impugnatura L
24 Patin d'angle / Angle pad / Winkel-Gummifuß / Soporte de angulo / Hoekblokje / Cuscinetto angolare
220 C XL
56199
73016
51973
97712C
56047
51468
56239
71003
51141
97777C
97776C
97781C
97479C
97369C
97555
64460
96138
96143
50999
71542
21462
51075
56014
56120
20
Page 21
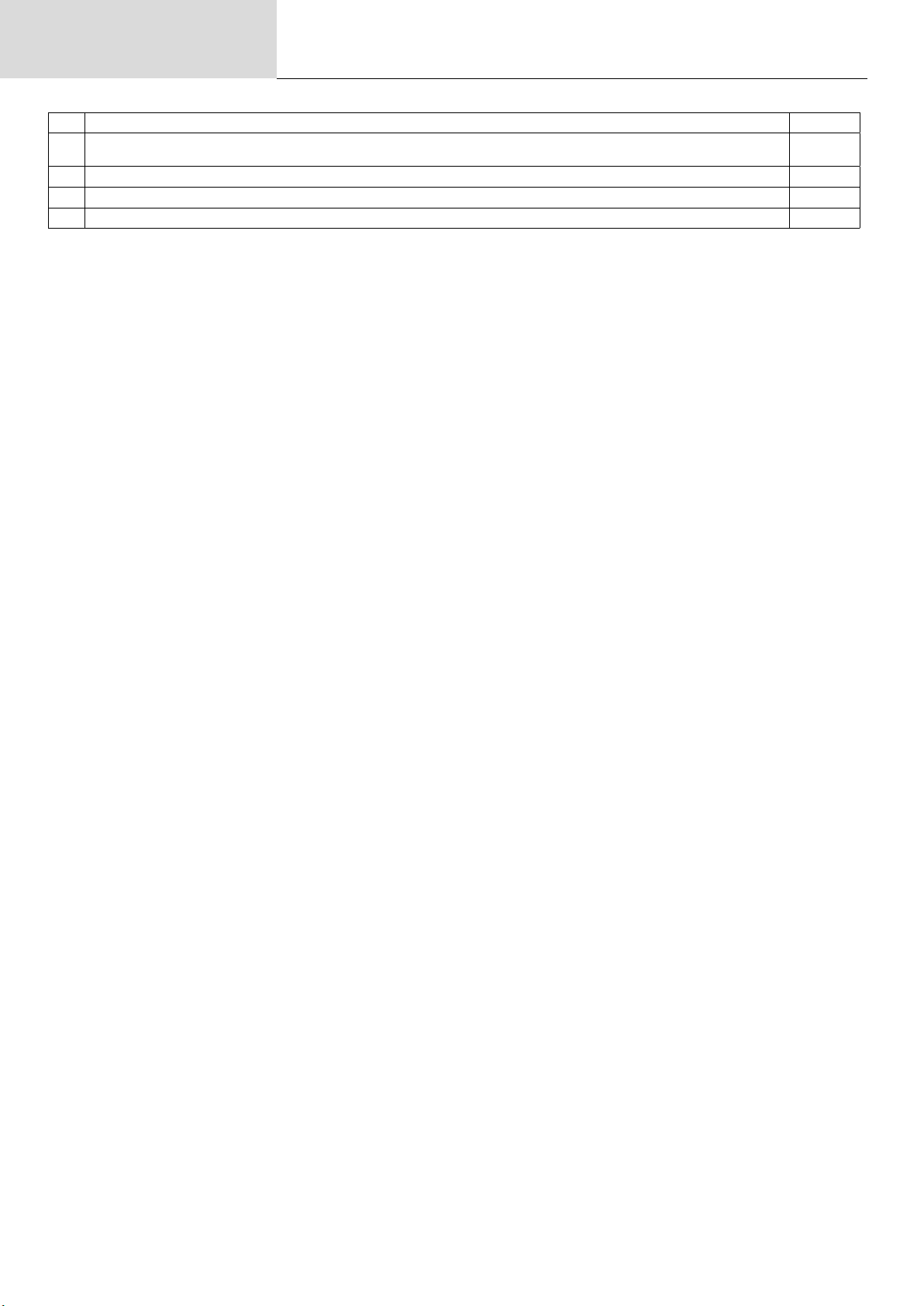
Pièces de rechange
NEOPULSE 220 C XL
25 Support bobine / Wire reel holder / Drahtspule-Aufnahme / Soporte de bobine / Spoelhouder / Supporto bobina
Câble inversion de polarité / Polarity reversal cable / Umpolungskabel / Cable de inversión de polaridad / Kabel ompoling / Cavo di inversione di
26
polarità
27 Fenêtre dévidoir / Wirefeeder opening / Drahtvorschubklappe / Ventana devanadera / Venster draadaanvoersysteem / Finestra trainalo
28 Vitre fenêtre / Glass opening / Glasscheibe / Vidrio ventana / Scherm venster / Vetro nestra
29 LED laire / LED laire / LED-Lichtband / LED lar / LED / LED cablato
71613
71919
56231
56238
51990
21
Page 22

Schéma électrique
NEOPULSE 220 C XL
CIRCUIT DIAGRAM / SCHALTPLAN / DIAGRAMA ELECTRICO / ЭЛЕКТРИЧЕСКАЯ СХЕМА /
ELEKTRISCHE SCHEMA / SCEMA ELETTRICO
21462
51075
51973
75045
63615
63616
97477C
97479C
10
97781
97712
52104
4 8 6
8
71542
2
M
50999M50999
4
4
4
97705
64674
96138
97478C
2
64460
+
96143
64673
97555
97369C
-
22
71919
63616
-
8
54
M
51141
97777
P.P
94392ST
97776
+
3
51468
+
51468
-
Page 23

Spécications
Techniques
TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / ESPECIFICACIONES TÉCNICAS /
ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE
Primaire / Primary / Primär / Primario / Первичка / Primaire / Primario
Tension d’alimentation / Power supply voltage / Versorgungsspannung / Tensión de red eléctrica / Напряжение питания / Voedingsspanning / Tensione
di alimentazione
Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Частота сети / Frequentie sector / Frequenza settore
Nombre de phases / Number of phases / Anzahl der Phasen / Número de fases / Количество фаз / Aantal fasen / Numero di fase
Fusible disjoncteur / Fuse / Sicherung / Fusible disyuntor / Плавкий предохранитель прерывателя / Zekering hoofdschakelaar / Fusibile disgiuntore 16 A
Courant d’alimentation effectif maximal / Maximum effective supply current / Corriente de alimentación efectiva máxima / Maximale effectieve voe-
dingsstroom / Corrente di alimentazione effettiva massima / Maksymalny efektywny prąd zasilania
Courant d’alimentation maximal / Maximum supply current / Corriente de alimentación máxima / Maximale voedingsstroom / Corrente di alimentazione
massima / Maksymalny prąd zasilania
Section du cordon secteur / Mains cable section / Sectie netsnoer / Sección del cable de alimentación / Sezione del cavo di alimentazione / Odcinek przewodu
zasilającego
Puissance active maximale consommée / Maximum active power consumed / Consumo máximo de energía activa / Maximale actieve verbruikte vermogen / Potenza
attiva massima consumata / Maksymalny pobór mocy czynne
Consommation au ralenti / Idle consumption / Consumo en ralentizado / Stationair verbruik / Consumo al minimo / Zużycie na biegu jałowym 28.8 W
Rendement à I2max / Efciency at I2max / Eciencia a I2máx / Rendement bij I2max / Efcienza a I2max / Sprawność przy I2max
Facteur de puissance à I2max / Power factor at I2max / Factor de potencia a I2max / Inschakelduur bij I2max / Ciclo di potenza a I2max / Współczynnik
mocy przy I2max
Classe CEM / EMC class / Classe CEM / Klasse CEM / Classe CEM / Klasa EMC A
Secondaire / Secondary / Sekundär / Secundario / Вторичка / Secondair / Secondario
Tension à vide / No load voltage / Leerlaufspannung / Tensión al vacío / Напряжение холостого хода / Nullastspanning / Tensione a vuoto
Nature du courant de soudage / Type of welding current / Tipo de corriente de soldadura / Type lasstroom / Tipo di corrente di saldatura / Rodzaj prądu
spawania
Modes de soudage / Welding modes / Modos de soldadura / Lasmodules / Modalità di saldatura / Tryby spawania
Courant de soudage minimal / Minimum welding current / Corriente mínima de soldadura / Minimale lasstroom / Corrente minima di saldatura /
Minimalny prąd spawania
Courant de sortie nominal / Rate current output / nominaler Arbeitsstrom / Corriente de salida nominal / Номинальный выходной ток / Nominale
uitgangsstroom / Corrente di uscita nominale
Tension de sortie conventionnelle / Conventional voltage output / entsprechende Arbeitsspannung / Условное выходные напряжения / Tensión de
salida convencional / Conventionele uitgangsspanning / Tensione di uscita convenzionale
Facteur de marche à 40°C (10 min), Norme EN60974-1 / Duty cycle at 40°C (10 min), Standard EN60974-1.
*
Einschaltdauer @ 40°C (10 min), EN60974-1-Norm / Ciclo de trabajo a 40°C (10 min), Norma EN60974-1/ ПВ% при 40°C (10 мин), Норма
EN60974-1. / Inschakelduur bij 40°C (10 min), Norm EN60974-1, Ciclo di lavoro a 40°C (10 min), Norma EN60974-1.
U1 230 V +15%/-20%
I1eff 16 A
I1max 35.5 A
λ 0.995
MMA
(SMAW)
U0
(TCO)
I2
U2
20.4 28.8 V 14.5 25 V 10.4 18.8 V
Imax 20 % 20 % 25 %
60 % 150 A 150 A 160 A
100 % 120 A 130 A 150 A
NEOPULSE 220 C XL
50 / 60 Hz
3 x 2.50 mm²
7920 W
MIG-MAG
(GMAW-FCAW)
MMA, TIG, MIG-MAG
10 220 A
81 %
80 V
DC
10 A
1
TIG
(GTAW)
Acier / Steel
Diamètre minimal et maximal du l d’apport / Minimum and maximum diameter of ller wire / Minimaler und maximaler Durchmesser
des Schweißfülldrahtes / Diámetro mínimo y máximo del hilo de soldadura / Минимальный и максимальный диаметр присадочной
проволоки / Minimale en maximale diameter van het lasdraad / Diametro minimo e massimo del lo d’apporto
Connectique de torche / Torch connector / Brenneranschluss / Conexiones de antorcha / Соединения горелки / Aansluiting toorts / Connettori della torcia Euro
Type de galet / Drive roller type / Drahtführungsrolle-Typ / Tipo de rodillo / Тип ролика / Type draadaanvoerrol / Tipo di rullo B
Vitesse de dévidage / Motor speed / Motor-Drehzahl / Velocidad de motor / Скорость двигателя / Snelheid motor / Velocità del motore
Puissance du moteur / Motor power / Leistung des Motors / Potencia del motor / Vermogen van de motor / Potenza del motore 50 W
Diamètre maximal de la bobine d’apport / Maximum diameter of the supply reel / Maximaler Durchmesser der Schweißfülldrahtspule / Diámetro máximo de la bobina
de alambre / Максимальный диаметр проволочной бобины / Maximale diameter van de spoel / Diametro massimo della bobina d’apporto
Poids maximal de la bobine de l d’apport / Maximum weight of the ller wire reel / Maximales Gewicht der Schweißfülldrahtspule / Peso máximo de la bobina de
alambre / Максимальный вес проволочной бобины / Maximale gewicht van de spoel / Peso massimo della bobina del lo d’apporto
Pression maximale de gaz / Maximum gas pressure / Maximaler Gasdruck / Presión máxima del gas / Максимальное давление газа / Maximale
gasdruk / Pressione massima del gas
Température de fonctionnement / Functionning temperature / Betriebstemperatur / Temperatura de funcionamiento / Рабочая температура / Gebruikstemperatuur /
Temperatura di funzionamento
Température de stockage / Storage temperature / Lagertemperatur / Temperatura de almacenaje / Температура хранения / Bewaartemperatuur / Temperatura di
stoccaggio
Degré de protection / Protection level / Schutzart / Grado de protección / Степень защиты / Beschermingsklasse / Grado di protezione IP23S
Classe d’isolation minimale des enroulements / Minimum coil insulation class / Clase mínima de aislamiento del bobinado / Minimale isolatieklasse omwikkelingen /
Classe minima di isolamento degli avvolgimenti / Minimalna klasa izolacji okablowania
Dimensions (Lxlxh) / Dimensions (LxWxH) / Abmessungen (Lxbxt) / Dimensiones (Lxlxh) / Размеры (ДхШхВ) / Afmetingen (Lxlxh) / Dimensioni (Lxlxh) 61 x 32 x 49 cm
Poids / Weight / Gewicht / Вес / Peso / Gewicht / Peso
Inox / Stainless
Aluminium
Fil fourré / Cored
CuSi / CuAl
Pmax 0.5 MPa (5 bar)
0.6 1.0 mm
0.6 1.0 mm
0.8 1.2 mm
0.9 1.2 mm
0.8 1.0 mm
0.5 20 m/min
Ø 300 mm
15 kg
-10°C +40°C
-20°C +55°C
B
29.5 kg
23
Page 24

Spécications
Techniques
*Les facteurs de marche sont réalisés selon la norme EN60974-1 à 40°C et sur un cycle de 10 min.
Lors d’utilisation intensive (supérieur au facteur de marche) la protection thermique peut s’enclencher, dans ce cas, l’arc s’éteint et le témoin s’allume.
Laissez l’appareil alimenté pour permettre son refroidissement jusqu’à annulation de la protection.
La source de courant décrit une caractéristique de sortie de type tombante
La source de courant décrit une caractéristique de sortie de type plate.
*The duty cycles are measured according to standard EN60974-1 à 40°C and on a 10 min cycle.
While under intensive use (> to duty cycle) the thermal protection can turn on, in that case, the arc swictes off and the indicator switches on.
Keep the machine’s power supply on to enable cooling until thermal protection cancellation.
The welding power source describes an external drooping characteristic.
The power supply shows a at output pattern.
* Einschaltdauer gemäß EN60974-1 (10 Minuten - 40°C).
Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Thermoschutz ausgelöst werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung erscheint auf der Anzeige.
Das Gerät zum Abkühlen nicht ausschalten und laufen lassen bis das Gerät wieder bereit ist.
Das Gerät entspricht in seiner Charakteristik einer Spannungsquelle mit fallender Kennlinie.
Die Stromquelle hat eine ache Kennliniencharakteristik.
*Los ciclos de trabajo están realizados en acuerdo con la norma EN60974-1 a 40ºC y sobre un ciclo de diez minutos.
Durante un uso intensivo (superior al ciclo de trabajo), se puede activar la protección térmica. En este caso, el arco se apaga y el indicador se enciende.
Deje el aparato conectado para permitir que se enfríe hasta que se anule la protección.
La fuente de corriente de soldadura posee una salida de tipo corriente constante.
La fuente de corriente describe una característica de salida de tipo plano.
*ПВ% указаны по норме EN60974-1 при 40°C и для 10-минутного цикла.
При интенсивном использовании (> ПВ%) может включиться тепловая защита. В этом случае дуга погаснет и загорится индикатор .
Оставьте аппарат подключенным к питанию, чтобы он остыл до полной отмены защиты.
Аппарат описывает падающую характеристику на выходе.
Источник тока имеет выходную характеристику типа «плоская характеристика»
*De inschakelduur is gemeten volgens de norm EN60974-1 bij een temperatuur van 40°C en bij een cyclus van 10 minuten.
Bij intensief gebruik (superieur aan de inschakelduur) kan de thermische beveiliging zich in werking stellen. In dat geval gaat de boog uit en gaat het beveiligingslampje gaat branden.
Laat het apparaat aan de netspanning staan om het te laten afkoelen, totdat de beveiliging afslaat.
Het apparaat heeft een uitgaande dalende eigenschap.
De stroombron heeft een vlakke uitgangskarakteristiek.
*I cicli di lavoro sono realizzati secondo la norma EN60974-1 a 40°C e su un ciclo di 10 min.
Durante l’uso intensivo (> al ciclo di lavoro) la protezione termica può attivarsi, in questo caso, l’arco si spegne e la spia si illumina.
Lasciate il dispositivo collegato per permetterne il raffreddamento no all’annullamento della protezione.
La fonte di corrente di saldatura presenta una caratteristica di uscita spiovente.
La fonte di corrente descrive una caratteristica di uscita di tipo piatto.
NEOPULSE 220 C XL
24
Page 25

Pictogrammes
NEOPULSE 220 C XL
SYMBOLS / ZEICHENERKLÄRUNG / ICONOS / СИМВОЛЫ / PICTOGRAMMEN / ICONE / ÍCONES /
IKONY / IKONER / IKONER / IKONER / KUVAKKEET / IKONOK / VYSVĚTLENÍ SYMBOLŮ / アイコン / 图示 /
ΕΙΚΟΝΙΔΙΑ / ICOANE
FR
Attention ! Lire le manuel d’instruction avant utilisation. EN Warning ! Read the user manual before use. DE ACHTUNG ! Lesen Sie diese Anleitung sorgfältig durch vor
Inbetriebnahme des Geräts. ES ¡Atención! Lea el manual de instrucciones antes de su uso. RU Внимание! Прочтите инструкцию перед использованием. NL Let op! Lees
aandachtig de handleiding. IT Attenzione! Leggere il manuale d’istruzioni prima dell’uso.
FR
Symbole de la notice EN User manual symbol DE Symbole in der Bedienungsanleitung ES Símbolo del manual RU Символы, использующиеся в инструкции NL Symbool
handleiding IT Simbolo del manuale
FR
Source de courant de technologie onduleur délivrant un courant continu. EN Undulating current technology based source delivering direct curent. DE Invertergleichstromquelle. ES Fuente de corriente de tecnología ondulador que libera corriente continua. RU Источник тока с технологией преобразователя, выдающий постоянный ток. NL
Stroombron met UPS technologie, levert gelijkstroom. IT Fonte di corrente con tecnologia inverter che rilascia una corrente continua.
FR
Soudage à l’électrode enrobée - MMA (Manual Metal Arc) EN MMA welding (Manual Metal Arc) DE Schweißen mit umhüllter Elektrode (E-Handschweißen) ES Soldadura con
electrodo revestido (MMA - Manual Metal Arc) RU Сварка электродом с обмазкой: MMA (Manual Metal Arc) NL Lassen met beklede elektrode - MMA (Manual Metal Arc) IT
Saldatura all’elettrodo rivestito - MMA (Manual Metal Arc).
FR
Soudage TIG (Tungsten Inert Gaz) EN TIG welding (Tungsten Inert Gas) DE TIG- (WIG-)Schweißen (Tungsten (Wolfram) Inert Gas) ES Soldadura TIG (Tungsten Inert Gaz)
RU
Сварка TIG (Tungsten Inert Gaz) NL TIG lassen (Tungsten Inert Gaz) IT Saldatura TIG (Tungsten Inert Gaz).
FR
Soudage à MIG / MAG EN MIG / MAG welding DE MIG / MAG-Schweißen ES Soldadura MIG / MAG RU Сварка MIG / MAG NL MIG/ MAG lassen IT Saldatura MIG / MAG
FR
Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit toutefois pas être placée dans de tels locaux. EN
Suitable for welding in an environment with an increased risk of electric shock. However this a machine should not placed in such an environment. DE Geeignet für Schweißarbeiten im Bereich mit erhöhten elektrischen Risiken. ES Adaptado para soldadura en lugar con riesgo de choque eléctrico. Sin embargo, la fuente eléctrica no debe estar presente en
dichos lugares. RU Подходит для сварки в среде с повышенным риском удара током. В этом случае источник тока не должен находиться в том же самом помещении. NL
Geschikt voor het lassen in een ruimte met verhoogd risico op elektrische schokken. De voedingsbron zelf moet echter niet in dergelijke ruimte worden geplaatst. IT Conviene
alla saldatura in un ambiente a grande rischio di scosse elettriche. L’origine della corrente non deve essere localizzata in tale posto.
FR
Courant de soudage continu EN Direct welding current DE Gleichschweißstrom ES Corriente de soldadura continua. RU Постоянный сварочный ток NL Gelijkstroom IT
Corrente di saldatura continuo
FR
U0
X(40°C)
I2
A
U2
V
Hz
Tension assignée à vide EN Open circuit voltage DE Leerlaufspannung ES Tensión asignada en vacío RU Номинальное напряжение холостого хода NL Nullastspanning
IT
Tensione nominale a vuoto
FR
Facteur de marche selon la norme EN60974-1 (10 minutes – 40°C). EN Duty cycle according to standard EN 60974-1 (10 minutes – 40°C). DE Einschaltdauer: 10 min - 40°C,
richtlinienkonform EN60974-1. ES Ciclo de trabajo según la norma EN60974-1 (10 minutos – 40°C). RU ПВ% согласно норме EN 60974-1 (10 минут – 40°C). NL Inschakelduur
volgens de norm EN60974-1 (10 minuten – 40°C). IT Ciclo di lavoro conforme alla norma EN60974-1 (10 minuti – 40°C).
FR
Courant de soudage conventionnel correspondant EN Corresponding conventional welding current DE Entsprechender Schweißstrom ES Corriente de soldadura convencional correspondiente. RU Соответствующий номинальный сварочный ток NL Corresponderende conventionele lasstroom IT Corrente di saldatura convenzionale.
FR
Ampères EN Amperes DE Ampere ES Amperios RU Амперы NL Ampère IT Amper
FR
Tensions conventionnelles en charges correspondantes EN Conventional voltage in corresponding loads. DE Entsprechende Arbeitsspannung ES Tensiones convencionales
en cargas correspondientes. RU Номинальные напряжения при соответствующих нагрузках. NL Conventionele spanning in corresponderende belasting IT Tensioni convenzionali in cariche corrispondenti
FR
Volt EN Volt DE Volt ES Voltio RU Вольт NL Volt IT Volt
FR
Hertz EN Hertz DE Hertz ES Hercios RU Герц NL Hertz IT Hertz
m/min
U1
I1max
I1eff
FR
Vitesse du l EN Wire speed DE Drahtgeschwindigkeit ES Velocidad de hilo RU Скорость проволоки NL Draadsnelheid IT Velocità di lo
FR
Mètre par minute EN Meter per minute DE Meter pro Minute ES Metro por minuto RU Метр в минуту NL Meter per minuut IT Metro per minuto
FR
Alimentation électrique monophasée 50 ou 60Hz EN Single phase power supply 50 or 60 Hz DE Einphasige Netzversorgung mit 50 oder 60Hz ES Alimentación eléctrica
monofásica 50 o 60Hz RU Однофазное электропитание 50 или 60Гц NL Enkelfase elektrische voeding 50Hz of 60Hz. IT Alimentazione elettrica monofase 50 o 60Hz.
FR
Tension assignée d’alimentation EN Assigned voltage DE Netzspannung ES Tensión asignada de alimentación eléctrica. RU Номинальное напряжение питания NL Nominale voedingsspanning IT Tensione nominale d’alimentazione
FR
Courant d’alimentation assigné maximal (valeur efcace) EN Maximum rated power supply current (effective value). DE Maximaler Versorgungsstrom ES Corriente de
alimentación eléctrica asignada máxima (valor ecaz). RU Максимальный сетевой ток (эффективное значение) NL Maximale nominale voedingsstroom (effectieve waarde) IT
Corrente d’alimentazione nominale massima (valore effettivo)
FR
Courant d’alimentation effectif maximal EN Maximum effective power supply current. DE Maximaler effektiver Versorgungsstrom ES Corriente de alimentación eléctrica
máxima. RU Максимальный эффективный сетевой ток NL Maximale effectieve voedingsstroom IT Corrente effettivo massimo di alimentazione
FR
Matériel conforme aux Directives européennes. La déclaration UE de conformité est disponible sur notre site (voir à la page de couverture). EN Device complies with europeans directives, The EU declaration of conformity is available on our website (see cover page). DE Gerät entspricht europäischen Richtlinien. Die Konformitätserklärung nden
Sie auf unsere Webseite. ES Aparato conforme a las directivas europeas. La declaración de conformidad UE está disponible en nuestra página web (dirección en la portada).
RU
Устройство соответствует директивам Евросоюза. Декларация о соответствии доступна для просмотра на нашем сайте (ссылка на обложке). NL Apparaat in overeenstemming met de Europese richtlijnen. De verklaring van overeenstemming is te downloaden op onze website (adres vermeld op de omslag). IT Materiale in conformità alle
Direttive europee. La dichiarazione di conformità è disponibile sul nostro sito (vedere sulla copertina).
FR
Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture). EN Equipment in
compliance with British requirements. The British Declaration of Conformity is available on our website (see home page). DE Das Gerät entspricht den britischen Richtlinien und
Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite). ES Equipo conforme a los requisitos británicos. La Declaración
de Conformidad Británica está disponible en nuestra página web (véase la portada). RU Материал соответствует требованиям Великобритании. Заявление о соответствии
для Великобритании доступно на нашем веб-сайте (см. главную страницу) NL Materiaal conform aan de Britse eisen. De Britse verklaring van overeenkomt is beschikbaar
op onze website (zie omslagpagina). IT Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito (vedere pagina di
copertina).
25
Page 26

Pictogrammes
FR
with Moroccan standards. The declaration Cم (CMIM) of conformity is available on our website (see cover page). DE Das Gerät entspricht die marokkanischen Standards. Die
Konformitätserklärung Cم (CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite). ES Equipamiento conforme a las normas marroquíes. La declaración de conformidad C
م (CMIM) está disponible en nuestra página web (ver página de portada). RU Товар соответствует нормам Марокко. Декларация Cم (CMIM) доступна для скачивания на
нашем сайте (см на титульной странице). NL Dit materiaal voldoet aan de Marokkaanse normen. De verklaring Cم (CMIM) van overeenstemming is beschikbaar op onze
internet site (vermeld op de omslag). IT Materiale conforme alle normative marocchine. La dichiarazione Cم (CMIM) di conformità è disponibile sul nostro sito (vedi scheda del
prodotto).
IEC 60974-1
IEC 60974-10
Class A
IEC 60974-5
FR
Das Gerät erfüllt die Norm EN 60974-1 und EN 60971-10 der Geräteklasse A ES El aparato se ajusta a la norma EN60974-1 y EN 60971-10, aparato de clase A. RU Аппарат
соответствует нормам EN60974-1 и EN60971-10 аппарат класса A. NL Dit klasse A apparaat voldoet aan de EN60974-1 en EN60971-10 normen. IT Il dispositivo rispetta la
norma EN60974-1 e EN 60971-10 dispositivo classe A.
FR
a las normas EN60974-5. RU Аппарат соблюдает нормы EN 60974-5. NL Het apparaat voldoet aan de norm EN 60974-5. IT Il disposittivo rispetta la norma EN 60974-5.
FR
waste collection according to the European directives 2012/19/EU. Do not throw out in a domestic bin ! DE Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen
(sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll entsorgt werden! ES Este material requiere una recogida de basuras selectiva según
la directiva europea 2012/19/UE. ¡No tirar este producto a la basura doméstica! RU Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE.
Не выбрасывать в общий мусоросборник! NL Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval ! IT
Questo materiale è soggetto alla raccolta differenziata seguendo la direttiva europea 2012/19/UE. Non smaltire coni riuti domestici!
FR
reciclable que requiere una separación determinada. RU Этот аппарат подлежит утилизации. NL Product recyclebaar, niet bij het huishoudelijk afval gooien IT Prodotto
riciclabile soggetto a raccolta differenziata.
FR
sische Wirtschaftsgemeinschaft) ES Marca de conformidad EAC (Comunidad económica euroasiática). RU Знак соответствия EAC (Евразийское экономическое сообщество)
NL
FR
sobre la temperatura (protección térmica) RU Информация по температуре (термозащита). NL Informatie over de temperatuur (thermische beveiliging) IT Informazione sulla
temperatura (protezione termiche)
NEOPULSE 220 C XL
Matériel conforme aux normes Marocaines. La déclaration Cم (CMIM) de conformité est disponible sur notre site (voir à la page de couverture). EN Equipment in conformity
L’appareil respecte la norme EN60974-1 et EN60971-10 appareil de classe A. EN The device is compliant with standard EN60974-1 and EN60971-10 class A device. DE
L’appareil respecte la norme EN 60974-5. EN This product is compliant with standard EN 60974-5. DE Das Gerät entspricht der Norm EN 60974-5. ES El aparato es conforme
Ce matériel faisant l’objet d’une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique ! EN This hardware is subject to
Produit recyclable qui relève d’une consigne de tri. EN This product should be recycled appropriately DE Recyclingprodukt, das gesondert entsorgt werden muss. ES Producto
Marque de conformité EAC (Communauté économique Eurasienne) EN EAEC Conformity marking (Eurasian Economic Community). DE EAC-Konformitätszeichen (Eura-
EAC (Euraziatische Economische Gemeenschap) merkteken van overeenstemming IT Marca di conformità EAC (Comunità Economica Eurasiatica)
Information sur la température (protection thermique) EN Temperature information (thermal protection) DE Information zur Temperatur (Thermoschutz) ES Información
IP23S
FR
Entrée de gaz EN Gas input DE Gaseingang ES Entrada de gas RU Подача газа NL Ingang gas IT Entrata di gas
FR
Polarité (+) / (-) EN Polarity (+) / (-) DE Polarität (+) / (-) ES Polaridad (+) / (-) RU Полярность (+) / (-) NL Polariteit (+) / (-) IT Polarità (+) / (-)
FR
Marche (mise sous tension) / Arrêt (mise hors tension) EN On (power on) / Off (power off) DE Ein (Einschalten) / Aus (Ausschalten) ES On (encendido) / Off (apagado) RU
Вкл (включение) / Выкл (выключение) NL Aan (stroom aan) / Uit (stroom uit) IT On (accensione) / Off (spegnimento)
FR
Matériel ventilé EN Fan cooled hardware. DE Lüfter. ES Material ventilado. RU Вентилируемое оборудование. NL Geventileerd materiaal. IT Materiale ventilato
FR
Protégé contre l’accès aux parties dangereuses des corps solides de diam >12.5 mm et protégé contre la pluie dirigée à 60° par rapport à la verticale lorsque les parties
mobiles de l’appareil ne sont pas encore en fonctionnement. EN Protected against access to dangerous parts of solid bodies with diam >12.5 mm and protected against rain
directed at 60° to the vertical when the moving parts of the device are not yet in operation. DE Geschützt gegen den Zugang zu gefährlichen Teilen von festen Körpern mit
einem Durchmesser >12,5 mm und geschützt gegen Regen, der unter einem Winkel von 60° zur Senkrechten gerichtet ist, wenn die beweglichen Teile des Geräts noch nicht
in Betrieb sind. ES Protegido contra el acceso a partes peligrosas de cuerpos sólidos de diámetro >12,5 mm y protegido contra la lluvia dirigida a 60° con respecto a la vertical
cuando las partes móviles del dispositivo aún no están en funcionamiento. RU Защита от доступа к опасным частям твердых тел диаметром >12,5 мм и защита от дождя,
направленного под углом 60° к вертикали, когда движущиеся части устройства еще не работают. NL Beschermd tegen de toegang tot gevaarlijke delen van vaste lichamen
met een diameter >12,5 mm en beschermd tegen regen onder een hoek van 60° ten opzichte van de verticaal wanneer de bewegende delen van het toestel nog niet in werking
zijn. IT Protetto contro l’accesso a parti pericolose di corpi solidi con diam >12,5 mm e protetto contro la pioggia diretta a 60° rispetto alla verticale quando le parti mobili del
dispositivo non sono ancora in funzione.
FR
Purge gaz EN Gas purge DE Gasventil einschalten ES Epurazione del gas RU Продувка взором NL Afvoeren gas IT Gas di lavaggio PT Purga de gás
26
Page 27

Page 28

GYS France
Siège social / Headquarter
1, rue de la Croix des Landes - CS 54159
53941 Saint-berthevin Cedex
France
www.gys.fr
+33 2 43 01 23 60
service.client@gys.fr
GYS UK
Filiale / Subsidiary
Unit 3
Great Central Way
CV21 3XH - Rugby - Warwickshire
United Kingdom
www.gys-welding.com
+44 1926 338 609
uk@gys.fr
GYS Italia
Filiale / Filiale
Vega – Parco Scientico Tecnologico di
Venezia
Via delle Industrie, 25/4
30175 Marghera - VE
Italia
www.gys-welding.com
+39 041 53 21 565
italia@gys.fr
GYS China
Filiale / 子公司
6666 Songze Road,
Qingpu District
201706 Shanghai
China
www.gys-china.com.cn
+86 6221 4461
contact@gys-china.com.cn
GYS GmbH
Filiale / Niederlassung
Professor-Wieler-Straße 11
52070 Aachen
Deutschland
www.gys-schweissen.com
+49 241 / 189-23-710
aachen@gys.fr
GYS Iberica
Filiale / Filial
Avenida Pirineos 31, local 9
28703 San Sebastian de los reyes
España
www.gys-welding.com
+34 917.409.790
iberica@gys.fr
 Loading...
Loading...