

Page 1

JP
2-8 / 9-29 / 30-40
GYSPOT PTI
PREMIUM PRO
220V
73502_V2_20/02/2024 www.gys.fr
Page 2

サポート組み立て
GYSPOT PTI PREMIUM PRO
JP
M6x16
アームサポートの組み立て
(x4)
10N·m
M6x16
(x4)
10N·m
M5x12
(x10)
6 N·m
2
Page 3

GYSPOT PTI PREMIUM PRO
オーバーハングアームの組立て
JP
1 | x2 : M6 x 16 x2 : M6 x2 : M8 x 25 x2 : M8 x1 : M8 x 16
M8x25
M6M820N.m
8 N.m
M8
M6x16
M6x16
M6
M6
M8x16
M8x25
2 | x4 : M6 x 12 x4 : M6
M6 8 N.m
3 | x4 : M6 x 12 x4 : M6
M8
M6 8 N.m
3
Page 4

GYSPOT PTI PREMIUM PRO
4 | x1 : M6 x 16 x1 : M6
5 | x3 : M8 x 60 x3 : M8 x1
JP
M6 8 N.m
0
M8 20N·m
1
0
1
4
Page 5

6 |
GYSPOT PTI PREMIUM PRO
JP
250 cm max.
99 inch max.
14 kg max.
31 lb max.
バランサーケーブルの張力を調整するには、 クランプをケーブルに負荷のかかる状態にする必要があります。
滑車システムのケーブル張力を調整するには、 まずはケーブルにクランプを配置して下さい。
5
Page 6

GYSPOT PTI PREMIUM PRO
7 | x2 : M8 x 20 x1 x1 x1
JP
M8 20N·m
8 | x2 : M8 x 20 x1 x1 x1
M8 20N·m
6
Page 7

9 |
GYSPOT PTI PREMIUM PRO
JP
7
Page 8

図-1
GYSPOT PTI PREMIUM PRO
JP
4
2
1
3
8
7
5
9
10
6
図-2
2
8 9
43 5 61
7
8
Page 9

GYSPOT PTI PREMIUM PRO
JP
安全にご使用いただくために
概要
製品使用開始前に次の安全勧告をお読みください。 取扱説明書に示されていない変更又は製品メンテナンスは行わないでく
ださい。 取扱説明書は大切に保管して下さい。
当製品製造者は、取扱説明書の内容に準拠しない状況で製品を使用した結果として、人やツールへ損害を及ぼした場合、責任を負うことはできま
せん。
製品使用前に問題や不明瞭な点がある場合は、適切に処理するために有資格者にご相談ください。 当取扱説明書は製品が製造元から届いたその
ままの状態であることを前提として作られています。 GYSが公開している指示に従わない場合のリスクは利用者の責任として課せられます。
環境
当製品は取扱説明書及び本体表記で示されている内容に基づいて溶接作業を行なわれるべく、設計されてます。 安全のための指示は厳守して下さ
い。 不適切または危険な使用の場合には、製造業者が責任を負うことはできません。
当製品は、埃、酸または他の腐食物質にさらされない場所に保管する必要があります。 充分に換気の良い場所で作業を行って下さい。
使用温度:
-10°C から +40°Cの間でご使用ください。
-20°C から+55°Cの間で保管してください。
湿気:
50% (40°C の場合)以下。
90% (20°C の場合)以下。
標高 : 海抜最大1000メートル。
作業者自身と周囲の人の保護の為に
スポット溶接には過大な危険が伴い、時に致命的な傷害につながる可能性があります。 使用者は事前に機械に関連する研修を受けてください。
溶接には高熱、アーク、電磁、騒音、ガス煙、および電気ショックなどの危険が伴います。 ペースメーカーをご使用中の方は、本機を使用す
る前に医師にご相談ください。
自分自身や周囲の人を適切に保護するために、 下記の警告を厳守してください。
火傷や放射線を防ぐために、 袖口は絶縁状態を保ってください。 作業中の服装は乾燥した状態にあり、 絶縁され、 体にフィッ
トしたサイズであり、 全身がしっかり覆われている必要があります。
電気および熱絶縁をする保護手袋を着用してください。
フード、手袋、ジャケット、ズボンなど、 (用途/操作によって異なります)。 クリーニング作業中は目を保護してくださ
い。 使用前にコンタクトレンズを外して下さい。
アーク、溶接スパッタや火花から周囲の人を保護するために溶接アーク光防止カーテンを必要に応じて設置してください。
アーク光線または溶融金属を見ないように作業エリア周辺の人々に知らせ、 保護服を着用させてください。
作業が正規騒音制限を超えた場合、作業者や周囲の人々は防音保護具を使用してださい。
移動部品が手、 髪、衣服に 触れぬようご注意下さい。
主電源コードが繋がれた状態でワイヤーフィーダーの安全カバーを取り外さないでください 。 メーカーは、取扱説明書の内容
に準拠しない状況でマシーンを使用した結果として、人や道具へ損害を及ぼした場合の責任を負うことはできません 。
溶接されたばかりの鋼板は、大変高温で接触時に火傷の原因になる可能性があります。 トーチのメンテナンス作業を行う場合
は、使用後少なくとも10分は経っていること、 また本体が十分に冷えていることを確認してください。 水冷式トーチ使用の
際は、 液体による火傷防止の為に冷却水循環システムが正常に作動していることを確認してください。
作業終了後は機械と周囲の人の安全の為に、作業エリアを安全な状態にするよう心がけて下さい。
溶接ヒューム及びガス
煙、 溶接中に発生するヒューム、ガス、塵などは有害です。 作業エリアから煙やガスを排除するために適切な換気を確実に
行ってください。 溶接作業エリアの空気状況によっては空気配給機能付きヘルメットを着用することをお勧めします。
空気取り入れ口が、安全規格に準拠していることを確認してください。
作業エリアが狭い場合は安全な距離からの監視が必要です。 鉛、カドミウム、亜鉛、水銀またはベリリウムを含有する特定の材料の溶接は、特
に有害であり得ます。 また、作業者は溶接前に被加工物を脱脂する必要があります。
ガスシリンダーは、換気の良い場所で保存して下さい。 落下事故を防ぐ為に垂直に保管し、サポート器具やトロリーで保持する必要があります。
グリースや塗料が保管されている領域では溶接しないでください。
• この溶接装置は、先天性奇形や癌の原因となる可能性があると考えられている化学物質を含む煙やガスを発生させます (詳しくはCalifornia
Health Code, chapter 25249.5を参照してください)。
• この溶接装置には、癌や先天性奇形などの原因となる可能性があると指摘されている鉛を含む化学物質が含まれています。 接触後は必ず手を
洗って下さい。
9
Page 10

GYSPOT PTI PREMIUM PRO
JP
火災や爆発のリスク
溶接作業エリア全体の保護 圧縮ガス容器およびその他の可燃性物質は、11メートルの最小安全距離に移動する必要がありま
す。
非常時に使用可能な消火器を常備してください。
スパッタや火花には消えた後にも注意してください。 再発や爆発の原因になることがあります。
可燃物やその容器は特定の離れた場所に厳重に保管してください。
密封容器または閉じたパイプなどの溶接は原則として行わないでください。やむを得ず行う場合は可燃性または爆発性物質(油、石油、ガス...な
ど)を除去する必要があります。
研削作業は、マシーンまたは可燃物にの付近で行わないでください。
安全な電気取り扱い
使用する主電源にはアース端子が必要です。 電気ショックは、人体に直接的または間接的に重傷や死亡を引き起こす可能性が
あります。
本体の主電源コードが接続されているうちは作動パーツ(ケーブル、電極、アーム、ガン)に触れないでください。
マシーン本体を開ける場合はすべての電源から接続を遮断し、放電されるまで最少で2分間待ってから行ってください。
破損したケーブルやトーチは専門家に依頼し、取り替えてください。 ケーブル断面積が使用に適していることを確認してください(延長ケーブ
ル及び溶接ケーブル)。 電気回路から絶縁する為に必ず乾いた服装で作業を行って下さい。 作業エリア内では絶縁された靴を履いてください。
警告! 表面が非常に高温です。 火傷の危険
溶接されたばかりの鋼板は、大変高温で接触時に火傷の原因になる可能性があります。
• 高温のパーツには触れないでください。
•鋼板に触れる場合は、事前に表面温度が十分に下がっていることをご確認下さい。
•火傷を負ってしまった場合は 流水で十分に冷やし、医師にご相談下さい。
EMC材料の分類
本機はクラスA機器に認定されており産業目的での使用を前提として設計されています。尚、低電圧供給システムによって
提供される住宅内での使用には適していません。 異なる環境では、電磁環境適合性を 保証するのは難しい場合があります。
この機器はIEC 61000-3-12に準拠しておらず、公衆電源専用の低電圧システムに中電圧または高電圧レベルまでの制限内
で接続することを目的としています。 公共の低電圧電力網使用にあたり、 適切な接続状態を確認することは、 使用者もし
くは設置責任者の責任下で 行って下さい。
電磁干渉
導体を流れる電流は、電気および磁界(EMF)を引き起こします。 溶接電流は、溶接回路および溶接装置の周囲に電磁場を生成
します。
電磁場は、ペースメーカーなどの医療機器に影響を及ぼす可能性があります。 よって、医療機器を着用している方の保護措置を取る必要があり
ます。 通行人のアクセス制限や溶接機の個別のリスク鑑定を行うことなどが推奨されます。
すべての溶接機使用に関して、 溶接回路からの電磁放出 (EMF)を最小限にするために次のガイドラインを厳守されなければなりません。:
•可能なかぎり、溶接ケーブルを一箇所にまとめてください。
•頭部と上半身はできるだけ溶接回路から遠ざけてください。
•溶接ケーブルを体に巻き付けないでください。
• ケーブルとケーブルの間に立たないでください。 複数の溶接ケーブルを(作業者から見て)同じ側に保持してください。
• アースケーブルは溶接箇所に出来るだけ近く接地してください。
• 溶接機に長時間近づきすぎたり、寄り掛かったり、上に座ったりしないでください。
•装置運搬中の溶接は行わないでください。
ペースメーカーをご使用中の方は、本機を使用する前に医師にご相談ください。
電磁は現時点では知られていないその他の健康に対する害が含まれている可能性があります。
溶接機及び溶接エリアの設定に関する推奨事項
その他の注意事項
使用者はメーカーから提供された説明書に基づいて、溶接機器の正しい設置と取扱いをする責任があります。 万一電磁波障害が検出された場合、
ユーザーはメーカーの技術的支援のもと、状況解決をする責任があります。 大抵の場合はアースを接地することによって救済措置することができ
10
Page 11

GYSPOT PTI PREMIUM PRO
ます。 その他の場合、電磁シールドを用い溶接電流回路全体をカバーするか、もしくは内蔵フィルターを設置するなどの処置を取ることも考え
られます。 どのような場合においても電磁干渉出来る限り減少されるべきです。
溶接エリア評価
溶接機を設置する前に使用者は溶接エリアの事前評価をし、電磁干渉の影響について特に次の事項を考慮しなければなりません。 以下の点に注
意してください。
a) 他の電源ケーブル、リモートケーブル、電話ケーブルがアーク溶接機の上、下、隣にある場合;
b)テレビの送信機や受信機;
c) コンピュータおよび他の制御機器;
d) 産業用機械の保護装置などの重要な安全装置;
e) ペースメーカーや補聴器などを使用している人々の安全性;
f)校正・測定機器 ;
g) 同じエリアにある他の機器の隔離
使用者はそれらの複数の装置に互換性があることを確認して下さい。 これにより、更なる予防措置が必要になります;
h)溶接やその他の作業が行われる正確な時間を確認してください。
作業エリアがある建物の構造や、その他のエリアの使用目的なども考慮する必要があります。 考慮すべき領域は時に会社や組織団体の規定外にも
及ぶことがあります。
溶接設備の見直し
溶接設備の見直しは、電気的な障害が発生した場合の解決に役立ちます。 CISPR11の第10条で指定された排出量の評価は、その場での測定に含
める必要があります。 2009. その場での測定はまた、緩和措置の有効性を確認するために使用することができます。
JP
電磁排出量削減の為の推薦事項
a. 国が定めた電源供給条件: アーク溶接機はメーカーの推奨に従い、国が定めた電力ネットワークに接続する必要があります。 干渉が発生した場
合、 電力供給ネットワークのフィルタリングなどの追加の予防措置をとる必要があるかもしれません。 常設のアーク溶接装置の金属製コンジッ
トまたはそれに相当する場所で電源ケーブルを密封することが推奨されます。 ケーブルの全長に沿ってシールド電気導通を確保する必要がありま
す。 シールド密封に際して確実に良好な電力接触を保つために、溶接電流源に接続されるべきです。
b. アーク溶接機器のメンテナンス: アーク溶接機は、製造業者の推奨に従って定期的なメンテナンスチェックをされなければなりません。 アー
ク溶接装置の電源が入っている間は、 すべてのドアやカバーがロックされ、適切に閉じている必要があります。 アーク溶接装置は、製造業者の
説明下での変更の場合を除いて、 どのような状況であっても変更/改造することはできません。
c. 溶接ケーブル: ケーブル同士は、お互いに出来る限り近く、短く、 また出来る限り地面の近くに配置してください。
d. 等電位ボンディング : 近隣すべての金属物は一箇所にまとめて配置されるのが好ましいです。 また、これらの金属元素と電極の両方に接触し
た場合は、感電の危険性を高めます。 それらのことから、金属物から作業者を隔離することが必要です。
e. 溶接パーツの接地: 電気安全上の理由や、大きさ、作業場所の都合など(船体や金属建築構造の場合など)により接地出来ない場合に、 特定の
状況下では電磁放射を低減することができます。 接地は直接されることが好ましくはありますが、直接接続を許可していない特定の国では、
国の規則に従って、適切な接地方法を選択してください。
f. 保護と電磁シールド: 作業の領域におけるケーブルやツールの保護やシールドは干渉を減少させるのに役立ちます。 特定の状況下では溶接領域
全体の保護を考慮する必要もあります。
装置の運搬
機械上部には手で動かす為のハンドルが取り付けられています。 マシーンの重量は厳重に確認してください。 本体を持ち上げ
る為にハンドルを使用しないでください。
ケープルやトーチをマシーン運搬の為に使用しないでください。 持ち運びの際には細心の注意を払い、人や物の上に落とさないようにしてくださ
い。
装置の設置
• 床の最大傾斜は10°までです。
マシーンは雨や直射日光の当たる場所に置かないでください。
• マシーンの保護レベルは IP20に該当します :
機械内部の危険な箇所への指の進入を阻止(直径12.5mm以上)し、
雨の進入を防ぎます。
過熱を防止するために、電源ケーブル、延長ケーブルおよび溶接ケーブルなどが絡まっていない様点検してください。
メーカーは誤った使用方法で機器を使用した結果として起きた故障や事故の責任を負いかねます。
11
Page 12
GYSPOT PTI PREMIUM PRO
JP
メンテナンス/推奨事項
• 作業者は機械を最大限に使用し、また正しく溶接するために、適切な研修を受けていなければなりません。
• 車の修理を試みる前に、どの溶接プロセスがメーカーによって承認されているかを確認して下さい。
機械のメンテナンス及び修理はメーカーのみが行うことができます。 本機の修理を第三者が行った作業は、保証が無効になりま
すのでご注意下さい。 また修理作業を行った後に発生した事故については、メーカーは責任を負いかねます。
メンテナンスチェック作業を開始する前にあらかじめ電源コードを外し、 機械停止から2分ほど待機し、内部が完全に停止してい
ることを確認してください。 内部の高電流 ・高電圧には十分お気をつけください。
• 機械メンテナンス作業を行う前にエアーの供給を止め、 回路を減圧してください。
• 機械後方にある除湿器のフィルターを定期的にパージして下さい。
• この装置には、より取り扱いしやすくするために設計されたバランスシステムが装備されています。 ただし、バランシングシステムのケーブル
の先端にクランプをぶら下げたまま長時間放置しておくと、摩耗が進む可能性があるのであまりお勧めできません。 クランプを繰り返し落とさな
いようお気をつけ下さい。バランシングシステムが壊れやすくなります。
•-付属のスパナを使用して、バランシングシステムのスプリングの張力を調整することができます。
•機械が正常に動作するためには冷却液の水位チェックが重要です。 水位が常に»minimum» と «maximum»の間にあるよう確認して下さい。
定期的に水位チックをし、必要に応じて冷却水を補充して下さい。
•冷却水は二年に一度入れ替えることが推奨されています。
•全ての溶接ツールは使用と共に消耗します。 機械がより良いパフォーマンスを発揮する為には、溶接ツールが常にきれいな状態で使用されるよ
う心がけて下さい。
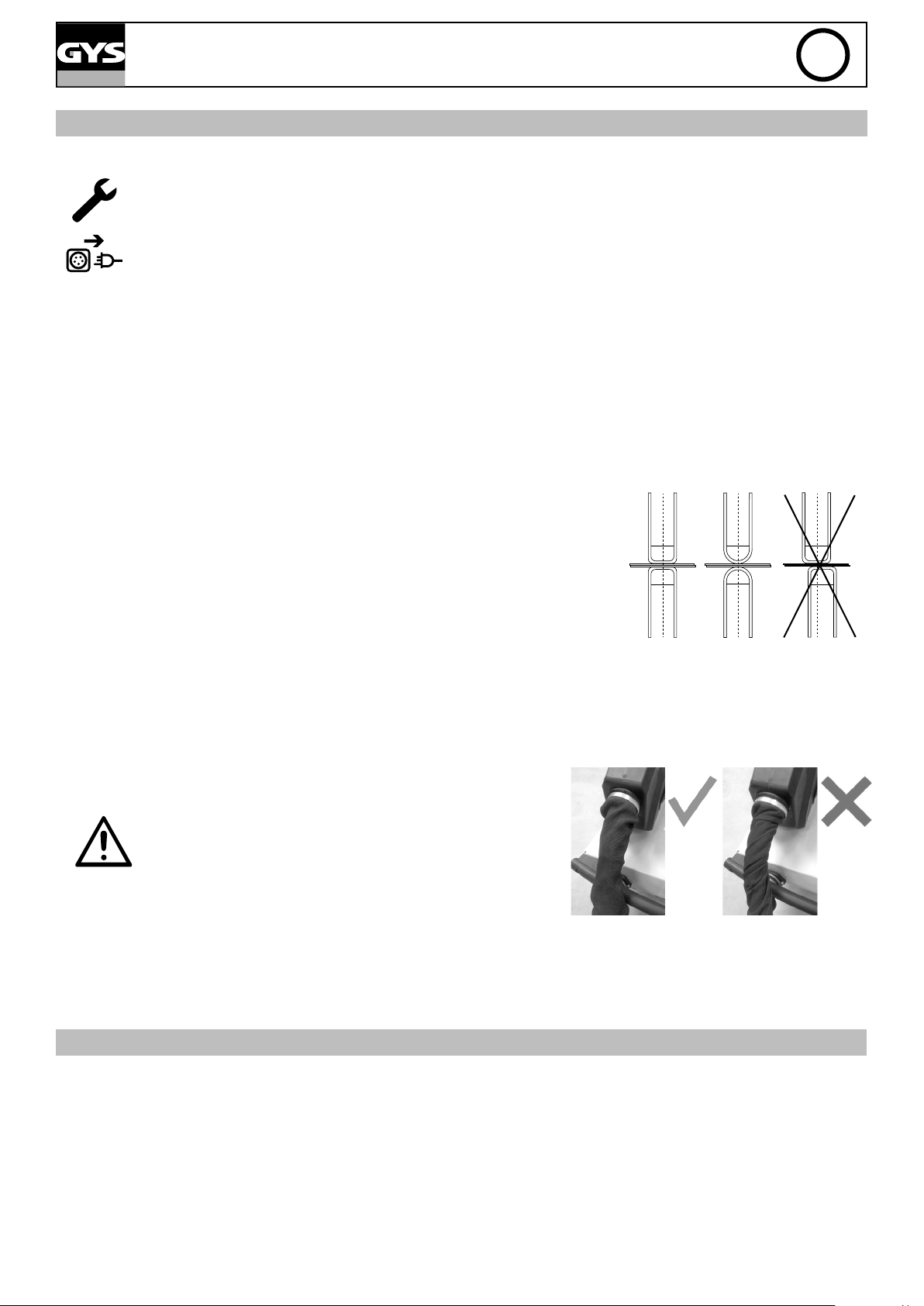
• 空気圧式クランプを使用する前に、 電極・チップの状態を確認してください。 汚れが付着してる
場合は薄めのサンドペーパーで清掃するか、新品と交換してください。〔機械本体に説明書きがあ
ります〕
• 効率的なスポット溶接をするためには、 200スポットごとにチップを交換する必要があります。
交換には:
- チップ取り外しレンチを使用してチップを取り外します。(ref. 050846)
-チップを取り付け、グリースを塗布します(ref. 050440)
•チップタイプ A (ref : 049987)
•チップタイプF (ref : 049970)
•チップ斜面タイプ (ref : 049994)
A
A
F
F
A
A
警告 : チップは完全に揃えてください。 または電極の位置合わせを確認してください。「アームの
組立と交換」の章を参照。 P. 48)
•ガンを使用する前に、 夫々のツール(スター、 片面電極、 カーボン電極など)の状態を確認し、必要に応じて清掃または交換してください。
• 定期的にハードカバーを外し、内部の埃を清掃して下さい。 同時に各パーツの電気配線が正しくインストールされているか有資格者が絶縁工具
を用い、点検してください。
- 電源ケーブルや溶接接続ケーブルの状態を定期的に見直して下さい。 目に見える外的損傷がある場合は、 メーカーまたは資格を持った技術者が
交換するように手配してください。
使用後は、ハーネスがねじれたままになっていないかご確認ください。
ハーネスが常にねじれていると、ハーネスの劣化が早まり、使用者に電
気的な危険を及ぼす可能性があります。
• 装置の通気口が塞がれていないことを確認し、十分な空気の循環が保てるようにしてください。
装置の設置– 製品操作
溶接装置の据え付けは、認可を受けた有資格者のみが行ってください。 装置設置中、 作業者は機械のプラグが抜かれていることを確認してくだ
さい。 発電機を直列または並列に接続することは禁止されています。
装置の説明 (図-1)<M3></M3>
本製品は自動車ボディ ワーク ショップにて、次の操作を遂行する様設計されています :
- 空圧クランプによるスポット溶接、
- ガンを使用した溶接、
- ネイル溶接、 リベット、 ワッシャー、 スタッド、 モールディング。
- 凹みや衝撃の修復(雹の衝撃等)。
1-
SDカードリーダー
2-
インターフェース (MMI)
3-
冷却装置
4-
オーバーハングアームロックサポート
5-
フィルター
6-
送風機
7-
電源オン・スイッチ
8-
電源コード
9-
充填口キャップ
10-
冷却液計
12
Page 13

図-3
赤
GYSPOT PTI PREMIUM PRO
クランプケーブルに赤いホースが装備されている場合は、基準値に続いて ND を取得します。
JP
13
Page 14

Gクランプの説明 (図-2)<M3></M3>
GYSPOT PTI PREMIUM PRO
JP
1-
アームロック/アンロックレバー
2-
冷却パイプ
3-
ジャイロスコープ
4-
空圧ボディ
5-
電極
6-
モバイル・アーム
7-
サイドハンドル
8-
リモート設定ボタン
9-
スポット溶接ボタン
電源供給
• 本製品は3相200V/240V電源のみ(50-60Hz)で、4本のワイヤーと1本のニュートラルがアースに接続され、30AのD定格サーキットブレーカ
ー(またはaM型ヒューズ)が取り付けられています。
本書の「技術仕様」に表示されている永久吸収電流(l1pまたはILp)は、最大電力での使用に関するものです。 吸収電流(I1e)は本体に表示
されます。電源とその保護製品(ヒューズまたはブレーカー)が適切であることを確認してください 一部の国や地域では マシンを最大セッティ
ング値で使用するためにはプラグを交換する必要がある場合もあります。
•電源供給について:
電源ラインの電圧降下をコントロールし、保護機能が停止する危険性を回避するために、 機器を「専用」のソケットに接続して下さい。 接続さ
れた電源は、この機器のみに電源を供給していなくてはいけません。
延長コードを使用する場合は、 機器の電圧に適した長さと断面を持つものを使用してください。 延長コードは各国の規制に準拠したものを使用
してください。
電源供給コード プラグ 230 V / 3相 + アース
L2
L1
L1 : フェーズ 1
L2 : フェーズ 2
L1
L2
L3
L3 : フェーズ 3
: アース (緑色/黄色又は緑色)
ニュートラル (不使用)
L3
電源電圧が指定された電圧の15%以下または15%以上であれば、本体は保護モードになります。 本体が保護モードに入ると 画面上に エラーコ
ードが表示されます。
• 当装置を最適に機能させるためには圧縮空気回路が8 bar (116 Psi)を供給できることを確認し、 空気供給を機械の後部に接続してください。
圧力が4バール(58 Psi)以下または10バール(145 Psi)以上のエアネットワークでは使用しないでください。
発電機への接続
この装置は発電機から発せられる通常の過電圧波から保護されていません。 そのため、このタイプの電源に接続することは推奨されていません。
付属品とオプション品
冷却水
5 リットル: 062511
10 リットル: 052246
チップ40個
x 10
048935 050068 050853 050914 059696
x 18
x 18
x 6
保護カバー SDカード
自動プログラム入り
オーバーハング・バラン
サー10>14 kg
キャップ・シャープナー 圧力センサー 溶接テストケース 耐食性Europax ガンキット
048966 052314 050433 052758 067318
14
Page 15

GYSPOT PTI PREMIUM PRO
100
180
96
100
93
205
180
96
154
117
100
44
15540
1000
250
G1 (550 daN) - 品番 022768付属品 G2 (550 daN) - 品番 022775 G3 (550 daN) - 品番 022782
G2 + G3 + G4 - 品番 022898 G6 (550 daN) - 品番 022812 G7 (150 daN) - 品番 022829
JP
250
500
180
128
G4 (550 daN) - 品番 022799
G5 (550 daN) (6.25 kg) - 品番 022805
G10 (400 daN) (5 kg) - 品番 067165
450
430
384
324
G8 (550 daN) - 品番 022836 G11 - 品番 071766
250
600
235
177
G12 (550 daN) - 品番 075238
冷却液タンクの補充
GYS推奨の冷却液(または同等品)をご使用ください。:
5 リットル: 品番 062511 • 10 リットル : 品番 052246
他の冷却液の使用、特に自動車用冷却水などを使用すると電気分解によって冷却装置内に固形堆積物を蓄積させ、冷却力を低下させます。これに
よりシステムが機能しなくなる事もあります。 他の冷却液を使用したことによる機械の損傷は、保証の対象外となります。
推奨された冷却液を使用することで、-20℃までの不凍液対策が可能です。 希釈することもできますが、 その際は脱イオン水のみを使用してくだ
さい。 水道水は混ぜないで下さい! 冷却システムを最低限保護するために、いかなる場合であっても最少10リットルの冷却水を使用してくださ
い。
30 リットルの冷却水 (8 US Gal) -20°Cまでの不凍結保護
15
Page 16

GYSPOT PTI PREMIUM PRO
JP
20リットルの 保護不凍液 (5 US Gal)+ 10 リットルの脱イオン
水 (3 US Gal)
10リットルの 保護不凍液 (3 US Gal)+ 20 リットルの脱イオン
水 (5 US Gal)
霜による損傷は保証の対象外となります。
冷却液タンクに液体を補充するには、 次の手順で行って下さい。
- 空圧クランプをサポーターに取り付けてください。
- 表示されているレベルの半分になるように30リットルの液体を注ぎます。
液体に関する安全データ:
- 誤って目に入った場合、 コンタクトレンズを装着している場合は外し、水道水で数分間よく洗い流してください。 合併症が発生
した場合は、医師にご相談下さい。
- 皮膚に触れた場合は 石鹸で十分に洗浄し、汚染された衣類をすぐに取り除いてください。 皮膚が炎症を起こした場合は、医師に
ご相談下さい。
- 万が一液体を飲み込んだ場合は、 水道水で十分口をすすいでください。 飲料水を出来るだけたくさんお飲みください。 また、
医師の助言をお求め下さい。
メンテナンス : メンテナンス:「注意事項とメンテナンス」の章を参照してください。
-13°Cまでの不凍結保護
-5°Cまでの不凍結保護
機械の起動
• 主電源をONにして機械を起動し(図1~7)、<m3></m3> OFFにすると機械を停止させます。 警告! 溶接配電中は絶対に電源を切らないで
ください。 機械内部のPCBはテストサイクルを開始し、約10秒かかる設定を開始します。 そのサイクルが終了すると、 機械は使用できる状態に
なります。
• 機械の電源を入れるとすぐに、 液体がケーブル内を循環し始めます。念の為液漏れがないかチェックして下さい。
人と機械の接点
1
2
1
ボタン
• ボタンを短く押すとクランプ、またはガンモード、 若しくは «クラ
ンプ設定 «のいずれかを選択できます。
• ボタンを2秒間押すと、他のすべてのモードから「通常」モードに戻
ります。
• スポットカウントが表示されているときに2秒間ボタンを押すと、ス
ポットカウントがリセットされます。
• ボタンを2秒間押すと「設定」メニューに戻ります。
• 短く2回押すと、ログ表示モードで表示されているログが消去され
ます。
• プログラム保存モードで、ボタンを短く押すと 選択したプログラム
を消去します。
5
6
7
3 4
4
設定の保存
•ボタン
ルモードで調整された 電流、 継続時間、圧力の設定)。
• ボタン
ために使用されます。 機械は保存された溶接設定(電流、持続時間、
圧力)とツール(クランプまたはガン)を使用して、マニュアルモー
ドで自動的に起動します。
は機械の設定を保存するために使用されます(マニュア
は、以前に同じ名前で保存された設定を上書き保存する
16
2
レポートの保存
5
母材厚の設定
Page 17
GYSPOT PTI PREMIUM PRO
JP
この機能については、別の章で詳しく説明しています。
ボタン
ボタン を押すと実行された一連のポイントが表示されます。
3
ボタン は、異なる溶接モードを介して移動するために使用され
ます。 モードボタンを長押しすると、言語の選択、 日付の設定、お
よび「電流が低すぎる」「圧力が低すぎる」などの警告音を鳴らすた
めに使用される設定モードが有効になります。 ボタン( または
)を使って、変更したい設定を選択します。 ボタン + と - を押して
その値を増減します。
は、レポートの作成を有効または無効にします。
様々なモードの使用について
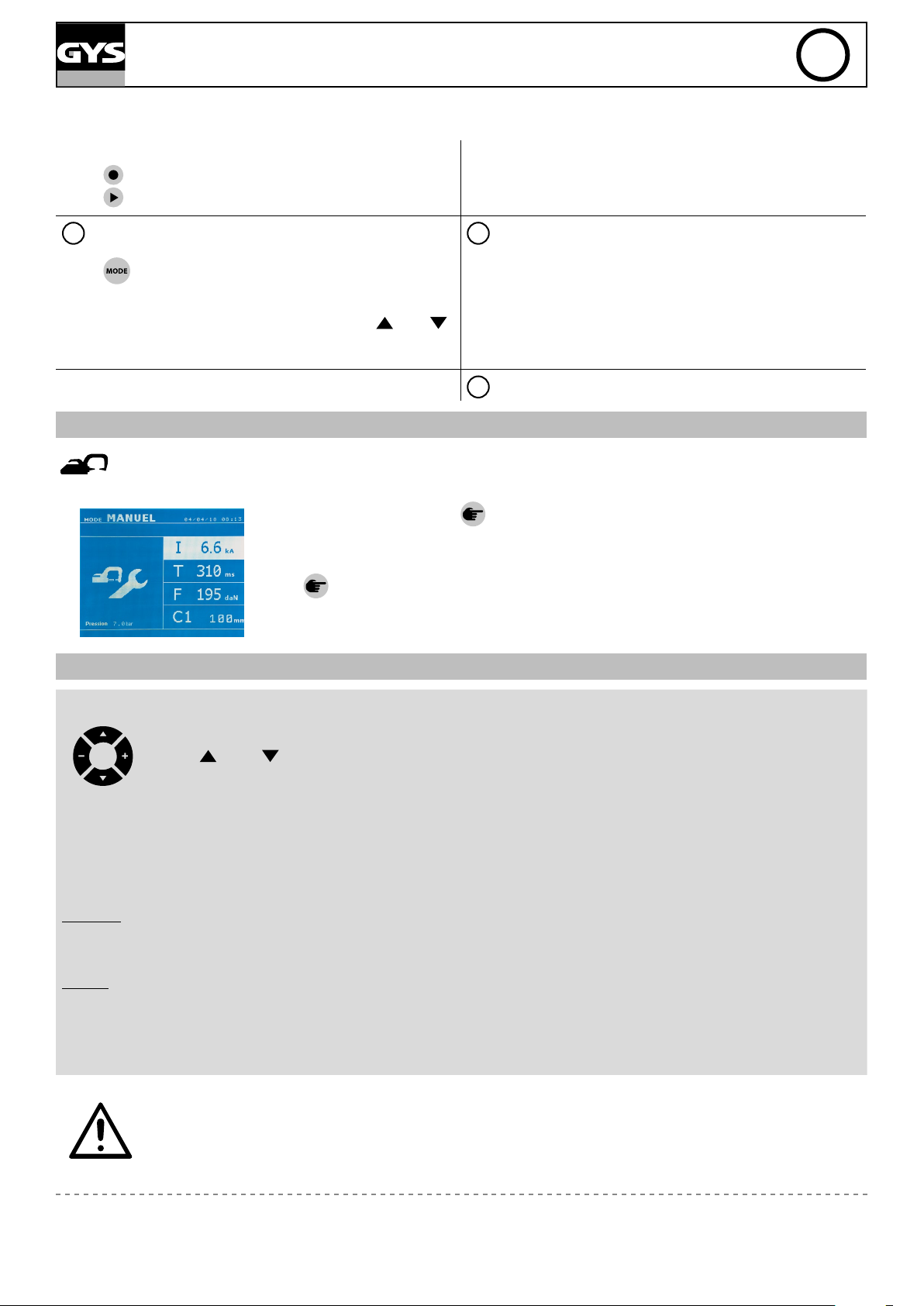
Gクランプの取り付け
レバーを使用して G アームを所定の位置にロックします(図 2 - 1)。
クランプ設定機能を選択するには、 ボタンを使用します。 «クランプ設定»機能は、クランプを閉じ
て電極であらかじめ選択した圧力を電力を通さずにかけるために使用されます。 トリガーが押されている
間、クランプは閉じたままです。 この関数は、電極先端のセンタリングをチェックするために設計されて
います。
ボタン
を 2 秒間押すと AUTO モードに戻ります。
溶接される母材の厚さを設定できます。 厚さは+と-ボタンを使用して
選択できます。 設定可能な厚さは、 0.8、 1.0、 1.2、 1.5、 1.8、
2.0、 2.5及び3.0 mmです。
6
母材のタイプを設定
この設定は溶接される金属板の種類を指定するために使用されます。
選択肢は、 コーティング鋼、 HLE/THLE鋼、 UHLE鋼、およびボア/
USIBOR鋼です。 この設定は、+ボタンと-ボタンでも調整できます。
7
アーム取り付け方法
GYSPOT INVERTER PTI は、アーム交換時にポンプが停止するモードでなくてはなりません。 電極がクラ
ンプ内に収納されます。 ポンプが停止すると、ボタンの赤いインジケータが点灯します。
さまざまな溶接モード
全モデル対象 :
ボタン( または )を使って、変更したい設定を選択します。 各調整はサイドキーの+と-で行います。
クランプ上のボタンを使用して、溶接の設定(厚さ、母材の種類)を遠隔操作することが出来ます。
- 長押し: 設定変更(設定を変更してから別の設定に移行します)
- 短押し : 値の変更
このボタンでは、画面上でアームを変更することはできません。 アームを変更するには(例えばG1をG2に変更するには) 機械のキーパッドを
操作する必要があります。
圧力不足 :
入力圧力が不足している場合、 溶接前に「Insucient network pressure 〔圧力不足〕」というエラーメッセージが表示されます。 この際ト
リガーを2回目に押すと、利用可能な最大圧力を「強制的に」使用して溶接が実行されます。
低電流 :
スポット溶接中に得られた電流が期待値(<6 %)を下回ると、溶接後に「Low current (低電流)」と表示され、 溶接状態を再チェックする必要
があることを意味します。
いずれの場合も 溶接後には、測定された電流と圧力を示すメッセージが表示されます。 このメッセージは、キーパッドのボタンを押すか、次
の溶接を続けるまで画面に表示されたままになります。
毎回新しく溶接を始めるたびに、溶接条件を見直す必要があります。 試行操作は金属パネルやシートの上で、次の新しい溶接
と同様の操作を行わなければなりません。 スポット溶接作業は指定された条件に従い、 各スポットの間隔を適切に空けて下さ
い。 次に2回目の溶接強度のをテストします。 スポットを引き抜く際に母材が割れ、中心部が引き抜かれていればテストは成
功です。 スポットの直径は、車両の仕様に合わせた最小径でなければなりません。
17
Page 18

GYSPOT PTI PREMIUM PRO
このモードは、マシン起動時にデフォルトで表示されます。
オートモード
このモードを使用する際は ディスプレイに表示されるように、ブランクスポット(電極間に母材を挟まずに)を行ってください。 ボタンを押す
と 画面には「Do a spot without a load 〔負荷のかからないスポットをしてください〕」と表示されます。 もう一度ボタンを押して較正しま
す。 較正が完了すると 機械はすべての設定をゼロに表示し、 溶接準備ができている状態になります。 溶接する部分のクランプを閉じて機械にパ
ラメータを 入力することなく、自動的に溶接します。 30スポットごとに 新しい較正が必要になります。
このモードは、C10以外のアームを使用する場合に使用できます。
標標標標標
これは画面上で設定を指定することなく、シート・母材の溶接を行うモードで 機械が自動的に適切な設定
を行います。
このモードでは、板厚や母材に応じて溶接設定を決定します。
このモードを使用する際に設定する必要がある事項は以下の通りです。:
- 母材の厚さ 0.60mm~3.00mm の範囲で設定します。
2枚の母材を溶接する場合は、 最も薄い母材の厚みを入力してください。
3枚の母材を溶接する場合は、 累積厚の合計値を2で割ってください。
- 母材の種類(被覆鋼、 HLE/THLE鋼、 UHLE鋼、 ボロン鋼。
異なる種類の鋼を混ぜて溶接する場合は、 最も強いものを選択してください。
- 使用するアームの種類
JP
ボタン を 2 秒間押すと AUTO モードに戻ります。
手動モード
このモードは、修理マニュアルの指示に従ってスポットのパラメータを選択する際に使用されます。
このモードで設定するパラメータは以下の通りです。:
-電流
-継続時間
- 圧力
- 使用するアームの種類
ボタン を 2 秒間押すと AUTO モードに戻ります。
マルチモード
ボタン を 2 秒間押すと AUTO モードに戻ります。
このモードは、各母材の厚さと種類を正確に設定するために使用されます。
始めに (thickness of sheet 1―母材の厚み 1)が選択されます。 上下のキーは調整する設定を選択するため
に使用され、 左右のキーは値を増減するために使用されます。 また、数値を調整している箇所はハイライ
ト表示されます。
このモードを使用する際に設定する必要がある事項は以下の通りです。:
- 母材の厚さ 0.60mm~3.00mm の範囲で設定します。
- 母材の種類(被覆鋼、 HLE/THLE鋼、 UHLE鋼、 ボロン鋼。
異なる種類の鋼を混ぜて溶接する場合は、 最も強いものを選択してください。
- 母材3を有効にするには、 スクロールキー( または )を押して母材3をハイライト表示させます。 その
後、+と-キーを使用して、母材の厚さを選択します。
- 使用するアームの種類
18
Page 19

GYSPOT PTI PREMIUM PRO
JP
GYSスチールモード
ボタン を 2 秒間押すと AUTO モードに戻ります。
自動車メーカー
モード
プログラムされたスポット溶接は、メーカーリストでUSERを選択することで呼び出すことができます。 溶接スポットは、GYSPOTソフトウェア
と溶接スポット設定モジュールを使用してプログラムすることができます。
GYSTEEL モードは補助的なオプションモードで、 «Settings» メニューから変更できます。»Settings»
メニューから変更できます。»
このモードは金属の弾性率(Re)を入力できる機能がある以外は、標準モードと同じです。 この値「Re」
は弾性率計測器などを使用するか、あらかじめ仕様書に記載された数値を参照し、ご確認下さい。
Re : 1-10 -- 軟鋼
Re : : 11-18 -- HLE/THLE鋼
Re : 19-35 -- UHLE鋼
Re : 36-99 ---ボア/ボロン鋼
このモードを使用する際に設定する必要がある事項は以下の通りです。:
- 母材の厚さ 0.60mm~3.00mm の範囲で設定します。
2枚の母材を溶接する場合は、 最も薄い母材の厚みを入力してください。
3枚の母材を溶接する場合は、 累積厚の合計値を2で割ってください。
- 使用するアームの種類
自動車メーカーモードは補助的なオプションモードで、 «Settings» メニューから変更できま
す。»Settings» メニューから変更できます。»
メーカー発行の修理マニュアルを元に、事前登録したスポットに名前を付けるモードです。
ボタン を 2 秒間押すと AUTO モードに戻ります。
エネルギー モードは補助的なオプションモードで、»Settings» メニューから変更できます。
エネルギーモード
このモードを有効にするには、 まず無負荷で溶接を行います。 ボタンを押します(図 2 -9)。<m3></m3> 画面には「Do a spot without a
load 〔負荷のかからないスポットをしてください〕」と表示されます。 もう一度ボタンを押して較正します。 較正が完了すると、 このモード
で使用された電流とエネルギーの最後の数値が表示されます。 その後、溶接電流、エネルギー、 抵抗値を変更することができます。 溶接の持続
時間は、機械が必要なエネルギーレベルに達するまでに必要な時間に基づいて異なります。 時間がかかりすぎる場合は、 「最大持続時間に達し
ました」というエラーメッセージが表示されます。
ボタン
を 2 秒間押すと AUTO モードに戻ります。
このモードは、溶接中に送信されるエネルギーを制御するために使用されます。 このモードは、修理用で
はなく車体検査を行うメーカーや品質管理組織のために設計されています。
設定メニュー
このメニューにアクセスするには、ボタン を2秒間長押しして下さい。
言語は1行目で変更することができます。
日付と時間は2行目で変更することができます。
GYSスチールモード、 自動車メーカーモード、 オートモード、 エネルギーモード、 標準モード及びマルチ
シートモードを有効または無効にすることができます。
19
Page 20

GYSPOT PTI PREMIUM PRO
このメニューは、 キーを2秒以上押すことで表示されます。
メニュー言語は1行目で選択できます。
日付と時刻は2行目でプログラムできます。
GYSスチールモード、 カー・メーカー・モード、 オートモード、 エネルギーモード、 標準モード及びマル
チシートモードを有効または無効にすることができます。
daN コントロール :
この設定は、溶接中にクランプを作動させたり、ク ランプ力を制御したりするために使用します。
グルーモード:
下の設定画面で、 母材間の接着剤の有無を指定することができます。 このモードを使用するには、 溶接作業の前にプリ・スポットが行われま
す。 このプリ・スポットの持続時間はミリ秒単位で設定され、 0~400ミリ秒、 50ミリ秒のしきい値で設定されます。 グルーモードを選択する
と、 標準、マニュアル、マルチ、GYSTEEL のメニューに «GLUE «の文字が表示されます。
JP
ガンの使用(オプション)
- ボタン を使用してGUNツールを選択します。
ガン接地ケーブルを可動電極に取り付けます。 ローレットをスライドさせて締めます。
コントロールケーブルをジャックプラグに接続します。
アームをクランプから外し、 ガンケーブルを 固定します。
20
シューとケーブルラグをつなぐネジが締まっていることを確認してください。
Page 21

GYSPOT PTI PREMIUM PRO
- アースパッドをしっかりと固定し、できるだけ溶接部に近づけてください。
片面ガン溶接の場合は、 必ず溶接電極と接触していない母材にアースを設置してください(電流が溶接される2枚のシートを通過するため)。
スポット溶接を進める順位は、アースからより遠い箇所から始め、徐々に近づいて行くよう進めて下さい。
- 星型を使用した通常の溶接モードがデフォルト設定されています。
―片面ガンは標準モードまたはマニュアルモードにて使用できます。
通常モードでは 1.5mm厚のシートに限定されます。
ガンを使用して 異なるツール(片面、 スター型ワッシャー、 インパクト、 ヒート、 ピン、 リベット、
ナット、 引き出し爪)を選択することができます。 +キーと―キーを使用して目的のツールを選択しま
す。
マニュアルモードでは 最大強度は8 kAで、最大持続時間は500 msです。 画面に表示される設定値は、こ
れらの値を超えることはありません。
+キーと-キーを使用し溶接する母材の厚さを設定します。 マニュアルモード時には電流と時間の設定を調
整することができます。
ボタンを2秒間押すと標準モードに戻ります。
JP
エラー管理
様々な要素でエラーが発生する可能性があります。 それらは4つのカテゴリーに分けられます。 :
1/ オーバーヒート、圧力不足、パワー不足などを警告するように設計された警告メッセージ など、
この種のメッセージは画面に表示され、ボタンが押されるまで表示されたままになります。
2/不十分な空気圧または電源供給に関連して発生するエラー。
3/機械を停止させる重大な欠陥。 このような場合は、 アフターサービス部門にご連絡ください。
4/ 熱保護はダイオードブリッジ上の熱抵抗によってリンクされており、それが作動すると機械はロッ
クされ、メッセージ «過熱 «が表示されます。
低バッテリー
機械のスイッチを入れた際に «Battery low「バッテリーが残り少なくなっています」»というメッセ
ージが表示されるとコマンドボードのバッテリーが減っていることを示しています。 このバッテリー
は、機械の電源を切った日時を記録するためのものです。
無効なツール
機械のスイッチを入れた際に«Invalid tool「無効なツール」»というメッセージが表示された場合
は、 溶接ボタンが押されたこと、またはガンのトリガーが押されたこと、または短絡が発生したこと
を示しています。 トリガーまたはクランプのボタンを確認し、メッセージを削除します。
無効なアーム
使用されているアームは、選択した溶接モードに対応していない事を示します。
21
Page 22

低電流
空気圧不足
スポットカウント
GYSPOT PTI PREMIUM PRO
1/ 溶接部のチェック
スポット溶接中に得られた電流が期待値(<6 %)を下回ると、溶接後に「Low current, check the
weld(低電流、要確認)」と表示されます。
2/母材をチェック
必要な電流を供給できない場合は、 「Low current, check the sheets - 低電流、 母材を確認してく
ださい」というエラーメッセージが表示されます。 この際スポット溶接はされず、エラーの原因を取
り除く必要があります。
入力圧力が不足している場合、 機械はビープ音を鳴らし、 溶接前に
エラーメッセージ「Insucient air pressure - 空気圧が不足していま
す」を表示します。
この際トリガーを2回目に押すと、利用可能な最大圧力を「強制的に」
使用して溶接が実行されます。 記録された圧力が不十分な場合は、
「Low pressure - 低圧」と表示されます。
アクティブレポートには» p low»と記録されます。
JP
スポットカウントツールは、同じチップを使用して溶接された夫々のスポット溶接をカウントしま
す。 溶接中に問題がなければ、 次のメッセージが表示されます。
画面左上にカウントされた数が表示されます。
リセットされます。
当装置はそれぞれのアームでスポット溶接したポイント数を独立してカウントします。 ポイント
が限界に達した場合、画面に警告メッセージが表示されます。 このメッセージは各スポット溶接
後、カウンターがリセットされるまで表示され続けます。
警告メッセージが表示された後にチップを交換せず、カウントをリセットすると、 チップが劣化して溶接品質に悪影響を及ぼす可能
性があります。
を2秒間押すと、チップ交換後のカウントが
記録機能
識別モードはオプション機能で、»settings» メニューからアクティブ化することができます。
識別モードがオフになっている場合は、 レポート名を入力してアクティブにするだけで、実行された溶接ポイントを記憶することができます。
ログは、クランプを使用して作成されたスポットのパラメータを保存することができます。
ードで使用可能です。
ユーザープログラムは、
キーと キーを押すことで、すべてのモードで利用可能です。
と の2つのボタンを押すことで、すべてのモ
レポート (ログ)
レポートの保存は、クランプを使用して作られた一連のスポットのデータを取得し、 それらをPCか
ら検索できるようにメモリカードに保存することができます。 GYSは、SDカードを読み込み、PC
でログを編集するGYSPOTというソフトを提供しています。 このGYSPOTソフトウェアは、取扱説
明書と同様にSDカードに保存されています。
デフォルトでは この機能はマシンの電源が入ると無効になります。 記録ボタン(オン/オフ)と「
モード」ボタンを押すと、選択したログへのレポートの記録が開始されます。 再度記録ボタンを押
すと(オン/オフ)、現在の記録を停止します。
作成されたログには以下の情報が含まれます: ユーザーID、 各スポットごとに使用された ツールとアーム、 マシンの設定値(パワーと圧力)。
また、記録中に発生した可能性のある以下のエラーメッセージも含まれます I LOW, P LOW, PB CAPS.
IDは4桁で入力します。+, す。
ボタンを使用して、以前に保存したレポートを取り出し、画面上で読み返すことができます。
又は . 既に使用済みのIDを入力すると、 既存のIDを削除することなく、新しいポイントを連続して記録しま
22
Page 23

GYSPOT PTI PREMIUM PRO
現在の記録は、画面に表示する前に ボタンを押して停止する必要があります。 キーを使用してレポート表示モードを終了します。
レポートの内容を削除するには
まずはボタン
す。
を使用して画面上に表示しま
その後
次のメッセージが画面上に現れます。
ボタンを押します。
三角形が表示されているとき ボタンをも
う一度押すと、表示されているレポートの内容
が消去されます。
3秒後に自動的に画面から三角マークが消え
ます。
JP
識別モード
識別モードが「ON」に設定されている場合、 溶接を続行するために、修理オーダーのすべての必
須フィールドを入力する必要があります。
識別モードの有効/無効を切り替える、 プログラムを保存したSDカードの代わりに、SD識別カー
ドをBPカードリーダーに挿入する必要があります。
ボタンを2秒間長押しすると、設定画面が起動します。
「識別」SDカードを挿入し、「識別ON」を選択すると、 管理画面が表示されます。
この画面は、フィールドを「登録」にするために使用されます、 車両のマーク モデル モデル 修理
オーダーの入力時に「シャーシ番号」は必須項目です。
画面を終了するには、 リセットボタン
たSDカードを機械のカードリーダーに戻して下さい。
を2秒間押してください。 その後、 プログラムが入っ
修理オーダーの入力時に使用する画面の一覧 :
修復オーダーが既に作成されている場合は、 マシン上で変更または削除することはできません。 削除するには、 パソコンのGyspotソフトを使用
します。 最大で100件の修理オーダーを作成することができます。
修理オーダー ユーザー識別 登録(オプション)
車両のマーク モデル シャシー番号(オプション)
矢印キーを使用して、文字や数字を変更します。 キー - 及び + はフィールド内でのカーソル移動に使用します。 ボ
タンを短く押すと、フィールドがクリアされます。 このボタン
することができます。
を使用してフィールドをスクロールし、編集や読み取りを
23
Page 24

GYSPOT PTI PREMIUM PRO
JP
カタログ
キーは、修理オーダーを参照する際に使用します。 ページ番号を表示します(最大 13)
「-」及び「+」キーはページの切り替えに使用します。 及び キーは前のジョブと次のジョ
ブの選択に使用します。 キー
キーを使用してレポート表示モードを終了します。
•SDカード管理ライブラリでは、2GB以上のSDカードを管理することができます。
•各修理オーダーは、 ログファイルxxx.datの形式で保存されます(xxx=001から100までの識別子)。 1つのログに最大500のスポット溶接ポ
イントを記録することができます。 照会時には、 修理依頼者とユーザーの名前が表示されます。
•ページ数は右上に表示されます。
• 各修理オーダーはcatalog.GYS.というファイル上に保存されます。
•このファイルには、修理オーダーの総数、 各修理オーダーの名前、各ユーザーの名前が含まれています。 最大で100件の修理オーダーを保存す
ることができます。
を押すと、選択したリペアオーダーが表示されます。
ユーザープログラム
設定を保存することでユーザープログラムを定義し、後でその設定を見つけ易くすることができます。 最大20件のメモリースロットを保存する
ことが出来ます。 それぞれの設定内容は以下の通りです。: ツール、 アーム、 溶接出力、 溶接時間、圧力
クランプやガンにプログラムを関連付けることが出来ます。
ボタン
用されているものについては識別子で、未使用スロットについては「---」の記号で表示されます。
IDは4桁で入力します。
ボタン は、以前に保存した設定にアクセスするために使用します。空の場所を選択すると効果はありません。
キー
キー
す。
プログラムを解除するには、 マニュアル、 ノーマル、マルチプレートの3つのモードでパラメータの値を変更するか、 若しくは
ール(クランプ、ガン)を変更してください。
は、マニュアルモードの現在の設定(パワー、時間、圧力)を保存するために使用します。 また、20個のメモリースロットのうち使
既に使用済みのIDを入力すると、 既存の設定が削除されます。
を短く押すと、選択したプログラムが保存リストから削除されます。
はプログラム選択モードを終了し、 プログラムに保存されたパラメータとツールを使用して、機械をマニュアルモードに切り替えま
ボタンでツ
キーでは以前に保存したレポートを表示し、画面上で読み返すことができます。
SD メモリーカード (ref. 050914)
このメモリーカードを使用してマシンとパソコンをリンクさせることが出来ます。この機能を使用して以下のことが可能になります。:
•ログ(報告書)を取得し、 作業の記録を 保険会社へ送ることができます。
•溶接パラメータの更新、 言語の追加
• パソコンでパラメータを編集するためのソフトウェア「GYSPSOT」をSDメモリーカードに収録
• 説明書はSDメモリーカードに保存されています。
24
メモリーの容量は65000スポットのポイントを記録できる十分な空間があります。
マニュアルモードでのみSDカードなしの使用が可能です。
SDカードがマシン本体に挿入されていない場合は 以下のメッセージが表示されます。 SDカードを挿入した
後は一旦マシンを停止し、再起動する必要があります。
重要 : SDカードに保存されたデータが失われないよう、SDカードをリーダーから取り外す前にマシンの電
源を切り、 SDカードをリーダーに挿入してから再起動する必要があります。
Page 25

GYSPOT PTI PREMIUM PRO
3
JP
Gクランプのアームの組み立てと交換
G-clampアームの不適切な組み立てによる故障は保証対象外です。
重要 :
-アームには銅製のグリースを使用しないでください。
-クランプのアームベースとアームサポートを清潔に保ち、接触する部品間の電流を良好に保つよう心がけて下さい。
- 長期間使用しない場合は、 アームサポートに埃が付着しないように、必ずアームをクランプに取り付けた状態で保管してください。
アーム交換の手順 :
クランプのアームを交換する際には、 冷却回路のポンプをオフにする必要があります。 マシン上で «Clamp Setting»モードにした時に クラン
プの赤いランプ(図2-8)が点灯すると、 ポンプがオフになっていることを示しています。<m3></m3> 電極がクランプ内に収納され、アーム
を取り外すことができるようになります。
1
オープンロック側に突き出ている状態にします。
2
レバーがリアポジションで停止している必要があります。 (~120°)
3
矢印の位置は必ず合わせてください。
4
アームを約15°傾け、ハウジングから取り外します(ピンが溝にスライドして入るようにします)
2
4
3
1
アームのオーバー開口
2
ラッチがオープンロック側に突き出ている状態にします。
3
レバーがラッチのストップ位置で開いている(~90°)必要があります。
4
矢印の位置は必ず合わせてください。
アームを傾けます。
2
4
1
3
3
4
4
2
2
25
Page 26

ジャイロスコープ
GYSPOT PTI PREMIUM PRO
JP
プラスチックハンドルを取り外します、 ジャイロを図のように傾け、
シェルにスライドさせます。
クランプを中心に360°回転させることができます。
M5x10ヘッドレスネジ4本でジャイロを固定します。
ジャイロのストッパーは上げ下げ可能です。 バランサーケーブルを
ずらすことで、大きなアームをより簡単にかみ合わせることができま
す。
GYSPOT ソフトウェア
本ソフトウェアはSDカードを使用しスポット溶接レポートを編集・保存することを目的としています。 本ソフトウェアを使用するには、 SDカ
ードリーダーが搭載されているパソコンが必要です。
GYSPOTソフトウェアは、SDカード上のファイルからインストールすることができます。 ディレクトリ内のGYSPOT V X.XXで, «INSTALL.
EXE «をダブルクリックし、 画面の指示に従ってインストールしてください。 パソコンのデスクトップにGYSPOTのアイコンが自動的にインス
トールされます。
1 - 言語選択
本ソフトウェアは複数の言語に対応しています。 現在 使用可能な言語は以下の通りです:
フランス語 英語 ドイツ語 スペイン語 オランダ語 デンマーク語 フィンランド語 イタリア語 スウェーデン語 ロシア語 トルコ語
メニューから言語を選択するには オプションをクリックし、その後 言語をクリックします。
なお、一度言語を変更すると その言語を反映させるためにGYSPOTソフトウェアを一度閉じて再度開く必要があります。
2 - ユーザー識別
お客様の個人情報を使用しエディションをカスタマイズするためには、 いくつかの情報が必要です。 必要な情報を入力するには、 メニューの「
オプション」をクリックし、 「アイデンティティ」をクリックします。 新しいウィンドウが表示され、以下の情報が表示されます。
会社名
住所 /郵便番号 /市町村名
電話番号 / Fax / Eメール / ウェブサイト
ロゴ
ここで入力したデータは、各レポートに自動的に表示されます。
3 - トレーサビリティ
デフォルトでは GYSPOTソフトウェアは «トレーサビリティ «モードで開きます。 ポイント設定モードで、 オプションメニューの「トレーサビ
リティ」をクリックします。
3.1 -SDカードからのポイントレポートを読み込む :
26
Page 27

GYSPOT PTI PREMIUM PRO
GYSPOTで作成したポイントレポートをPCに取り込むにはSDカードを PCのカードリーダーに挿入し、GYSPOTソフトウェアを起動します。
次に、SDカードが挿入されているリーダーを選択し、ボタン
データを読み込むと 実行された溶接スポットはメンテナンスオーダーの識別子でグループ化されます。 この識別子は、溶接機で指定されたレ
ポートの名前に準じています。 この識別子は「Current」タブに表示されます。
レポートを読み込むと、 検索、編集、 編集、アーカイブすることができます。 完成したスポットをレポートで閲覧するには、 レポートを選
択します。 完成したスポットは表に表示されます。
をクリックします。
JP
検索を行うには 検索フィールドに必要事項を入力し、ボタン
レポートを編集するには レポートを選択してボタン
レポートをアーカイブするには レポートを選択してボタン
削除できませんのでご注意ください。
3.2 - アーカイブされたスポットレポートを参照する。
アーカイブされたレポートを表示するには、 「Archives」タブをクリックします。 レポートは年と月ごとに分類されています。
完了したスポットを表示するには、 レポートを選択します。 完成したスポットは表に表示されます。
アーカイブされたレポートについては、 検索、編集、 削除が可能です。
アーカイブしてから削除したレポートは、クリアしていないSDからデータを読み込んでいないと再度読み込まれてしまうので注意が必要で
す。
検索を行うには 検索フィールドに必要事項を入力し、ボタン
レポートを編集するには レポートを選択してボタン
レポートを削除するには、 レポートを選択してボタン
3.3 - SD カードの内容削除:
カードをクリアすると、SDカードに記録されている完了したスポットレポートがすべて消去されます。
SDカードを消去するには、 PCのカードリーダーにSDカードを挿入し、 メニューの「オプション」をクリックし、 メニューから「オプショ
ン」をクリックして「SDカードを消去する」を選択します。
クリアすると、 まだ読み込まれていない完了済みのスポットレポートが自動的に読み込まれるので注意が必要です。
3.4 - レポートの情報を完成させるためには
各レポートには、以下の情報を入力することができます。:
使用者名、
車種,
修理オーダー,
車両番号,
初度登録年月,
介入内容,
コメント
このデータを入力するには レポートを選択し、レポートのヘッダーに情報を入力します。
をクリックします。
をクリックします。
をクリックします。
をクリックします。 警告: 読み込まれたレポートは、アーカイブされるまで
をクリックします。
をクリックします。
3.5 - レポートを印刷する :
レポートを印刷するには レポートを選択してボタン
さい。
3.6 - エディションをPDF形式で出力する:
PDF形式でレポートを書き出すには フォルダを選択し、 ボタン
リックして下さい。
GYSPOTソフトウェアを使用して印刷したパラメータを保存する例を以下に示します。
4 - スポット・パラメーター
「スポットパラメーター」モードに切り替えるには オプションメニューのスポットパラメータをクリックします。
「スポットパラメーター」モードではメーカーが設定したスポット溶接条件を使用することができます。 また、このモードではユーザーが独
自の溶接パラメータを選択することができます。
- GYSPOTスポット溶接機付属のSDカードをPCのSDカードリーダーに挿入し、ドロップダウンメニューでディスクを選択してください。
-GYSPOTスポット溶接機は、最大48件のスポット溶接設定を含む最大16個のファイルに対応しています。
- 最初の「USER」というファイルは削除できません。 スポットパラメーターは追加、 変更、削除を行うことができます。
- それ以外のファイルは、メーカーが設定したスポット溶接条件専用です。
4.1 - メーカースポットパラメータファイルの読み込み:
1列目をダブルクリックして、メーカー名を入力します。
をクリックします。 印刷プレビューが表示されます。 ボタン をクリックして下
をクリックします。 印刷プレビューが表示されます。 ボタン をク
27
Page 28

GYSPOT PTI PREMIUM PRO
I
O
D
C
I
G
I
1
1
続いて、2番目の欄をダブルクリックして、あらかじめ当社のウェブサイトからダウンロードしてお
いたメーカーファイルを選択します。
メーカーが設定したスポットのリストは、2番目のリストに表示されます。 設定したポイントを選
択すると、履歴やパラメータが表示されます。
4.2 -USERファイルに設定したスポットを追加する :
USERファイルにスポットを追加するには、 ファイルリストからUSERファイルを選択し、設定した
スポットのリストの右にあるボタン()をクリックします。
を押すか、設定されたスポットのリストの外側をクリックして、溶接パラメータを設定します。
JP
スポットの名前を入力してTABキー
設定されるスポットについては、 以下の設定が可能です。
締め付け前の段階
予備加熱の段階
異なるパルス(最大で4パルス)
熱間および冷間の空締めの段階。
設定を変更するには ボタン
をクリックして下さい。
パラメータが変更されると、 スポット履歴が更新されます。
スポット設定を有効にするには、 ボタン
スポット設定をキャンセルするには、 ボタン
をクリックして下さい。
をクリックして下さい。
4.3 -USERファイルに設定したスポットを変更する :
スポットの設定を変更するには、 リストからスポットを選択し、溶接設定を変更します。
変更内容を有効にするには、 ボタン
変更内容をキャンセルするには、 ボタン
をクリックして下さい。
をクリックして下さい。
4.4 - USERファイルで設定したポイントを削除する:
リストからスポット・パラメーターを選択し、リストの右側にあるボタン
PEUGEOT
308SW
12365849
Intensité (kA)
0243510101
0243510102
www.companyname.comSite Web :
1450UT53
01/01/2017
Mesures
Serrage
(daN)
Raison sociale :
Adresse :
Code postal :
Ville :
ntervenant :
28
rdre de réparation :
ate du journal :
ntervention :
ommentaires :
YSPOT BP.LG (1712009013)
d
1 Auto Pince en C n°1 Point Ok630 9,4 325 9,4 325 3,505/04/18 10:22
2 Auto Pince en C n°1 Point Ok630 9,4 325 9,3 325 3,505/04/18 10:22
3 Auto Pince en C n°1 Point Ok490 8,2 240 8,2 240 2,005/04/18 10:22
4 Auto Pince en C n°1 Point Ok510 8,3 250 8,2 245 2,105/04/18 10:22
5 Auto Pince en C n°1 Point Ok510 8,3 250 8,3 245 2,105/04/18 10:22
6 Normal Pince en C n°1 Point Ok350 7,3 225 7,3 225
05/04/18 10:23
7 Normal Pince en C n°1 Point Ok350 7,3 225 7,2 225
05/04/18 10:23
8 Normal Pince en C n°1 Point Ok400 8,1 265 8,0 265
05/04/18 10:23
9 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 260
05/04/18 10:23
0 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 270
05/04/18 10:23
1 Manuel Pince en C n°1 Pression faible400 8,1 510 8,1 440
05/04/18 10:23
OPERATEUR
977AC92
05/04/2018
Commentaires
Date Mode Outil
JBDC
ZI, 134 Bd des Loge s
53941
Saint-Berthevin
AILE ARRIERE
Temps
(ms)
Marque :
Modèle :
N° châssis :
Immatriculation :
Mise en circulation :
Consignes
Intensité (kA)
Téléphone :
Télécopie :
Email : contact@companyname.com
Serrage
(daN)
をクリックします。
Epaisseur
(mm)
Etat
-
-
-
-
-
-
Page 29

GYSPOT PTI PREMIUM PRO
JP
安全とメンテナンス
ユーザーを対象にした研修
本機の能力を最大限に活用し質の高い修理を行うためには、使用者は適切な研修を受ける必要があります(例: 自動車の車体整備研修など)。
母材の準備
溶接する表面を清潔にし、事前に合わせて見ることが重要です。
表面が保護フィルムである可能性があれば、 まずサンプルを使って導電性を確認します。
片面電極溶接
車を修理する際には、 メーカーがこの溶接方法を許可しているかどうかを確認してください。
翼下アームの使用
最大圧力は100daNです。
冷却水の量と質
冷却水の量を表す目盛チェックは、機械を正しく作動させるために重要です。 トロリーに表示されている冷却水の残量は最小と最大の間であるよ
う定期的にチェックして下さい。 必要に応じて脱イオン水を補充してください。
冷却水は2年ごとに交換してください。
トラブルシューティング
トラブルシューティング 原因 対処法
チップが消耗している。 チップを交換してください。
スポット溶接の溶接箇所が保たれない、また
は出来が不十分。
母材に穴が開く。
クランプによる溶接
電力不足
- 本体がの急速にオーバーヒートする。
- 電源ケーブルの膨張。
ガンの異常な加熱
ガン
ガンのパワー不足
母材に異物が付着しているか清潔な状態で
はない。
選択したアームと装着したアームが一致し
ない。
チップが消耗している。 チップを交換してください。
エア―圧が不足している。 エアー圧を確認して下さい (最小 8バール)
母材表面が正しく準備されていない。 作業する母材の表面の準備/清掃
電気供給に問題があります。 主電源電圧の安定性を確認して下さい。
チップの黒ずみや破損。 チップを交換してください。
アームロックが正確ではない。
冷却水が循環していない、または循環不良。
チャックの締め付け不良。
ガンのシースが揺るんでいる。
アースパッドの位置が正しくない。
アースパッドの接触不良。 アースの接触を確認して下さい。
チャックや付属品の締め付けが不適切。
消耗品のダメージ 消耗品を交換して下さい。
準備作業の確認
ソフトウェアで選択したアームを確認して
ください。
「組み立てとアームの交換」の章を参照して
ください。
カートタンクのチップを開けて、冷却水の循
環と戻りの動きを観察します。
チャックやスター・ホルダーの締まり具合、
また シースの状態を確認します。
ガンの内部まで冷却風が届くように、シース
を交換します。
グランドパッドが正しい板金に接触している
か確認してください。
チャックやスター・ホルダーの締まり具合、
シースの状態を確認します。
保証
保証期間は購入日から2年間です(交換部品および手数料)。
以下の場合は保障対象外になります:
• 運送中の事故
• 部品の通常の摩耗(例 : ケーブル、 クランプ、 など)
• 誤まった使用方法による損傷(電源エラー、 機器の落下、 分解など)。
• 悪環境内での使用による故障(汚染、 錆、 ほこりなど)。
故障の場合には 以下の書類と共に販売店へお問い合わせ下さい:
- 購入記録 (レシートなど)
- 故障の詳細記述
29
Page 30

スペア部品
No.
Référence
Qté
Désignation
1 71195 1
Collier de serrage
2
97067C1Circuit protection thermique primaire
3 77060 1
Shunt
4 71482 4
Raccord équerre mâle Ø6
5 94337 1
Pont de diodes
6 63090 1
Potentiomètre linéaire
7 51381 2
Bouton poussoir étanche
8 51408 1
Bouton poussoir lumineux
9 90976 1
Socle pince interchangeable
10 55227 2
Joint 13x1
11 71125 4
Joint 7x1
12 55179 3
Joint 10x2
13 56278 1
Prtotection raccords
14 11251 1
Gaine de prtotection tissée
15 94665 1
Tuyau polyuréthane vert
16 91617 1
Tuyau polyuréthane jaune
17 91611 1
Tuyau noir tréssé serti de 6.09 mètres
18 91610 1
Tuyau noir tréssé serti de 5.84 mètres
19 91734 1
Tuyau noir tréssé serti de 5.97 mètres
20
94866ST1Câble de commande
21
97123SF1Cable de puissance
91723SF
No.
Référence
Qté
Désignation
22 56179
1
Coque B
23 56178
1
Coque A
24 71251
1
Prise jack mono femelle 6.35mm
25 77027
1
Caps type A13
GYSPOT PTI PREMIUM PRO
JP
1
7
8
9
2
10
3
1211
13
54
6
15
14
17
1816
30
1
ホース・クリップ
2
一次温度測定回路トランス
クランプ
71195
97067C
Page 31

GYSPOT PTI PREMIUM PRO
JP
3
シャント・クランプ
4
Ø6オスアングルフィッティング
トランス・ダイオード・ブ
リッジ・アセンブリ
5
クランプケーブルのバージョンによ
り、品番が異なります。 図-3
6
リニアポテンショメーター3.4KΩ
7
黒色丸型押しボタン IP67
8
ライト付き丸型プッシュボタン
9
クランプアーム接続付き交換可能ベース G
10
Oリングシール 13x1 FKM グリーン 70SHORE
11
Oリング 7x1 NBR 70SH
12
Oリング 10x2 NBR 70SH
13
コネクタ-クランプ接続の保護 G
14
保護織布シース
15
ハルB
16
ハルA
17
6.35mmモノラル・メス・ジャック
18
キャップ・タイプ A13
-
パワーダイオード
PTI-PRO 220Vクランプ PTI-PRO 220Vクランプ
-
クランプケーブルのバージョンによ
り、品番が異なります。 図-3
トランス・ダイオード・ブリッジ・アセンブリ
クランプケーブルのバージョンにより、品番が異なります。< 図-3
クランプケーブルのバージョンにより、品番が異なります。< 図-3
77060
71482
A0167または
A0270 (ND)
63090
51381
51408
90976
55227
71125
55179
56278
11251
56179
56178
71251
77027
SF0641
S81139 または
S81144
(ND)
-
バンドル + クランプ PTI-PRO 220V
21
19
スパーク防止ホース
20
4ポジション電極
21
アームベース装備
S81139
19
20
G2
G2 93801
90148
94183
31
Page 32

23
22
アクセス困難アーム用電極2本
23
アームベース装備
GYSPOT PTI PREMIUM PRO
22
JP
G7
051614
94172
G1
G3
G4
26
G5
G6
G8
G10
G12
24
スパーク防止ホース
25
キャップ・タイプ A13
26
アームベース装備
24
25
G1/G3/G4/G5/G6/G8/G10/G12
G1 91264
G3 91265
G4 91266
G5 93803
G6 91269
G8 93804
G10 F0231
G12 F0668
77027
94183
32
Page 33

29
30 31
28
27
34
33
32
35
G11
GYSPOT PTI PREMIUM PRO
JP
27
スパーク防止ホース125 mm
28
スパーク防止ホース115 mm
29
スパーク防止ホース150 mm
30
スパーク防止ホース195 mm
31
エルボー取付金具 Ø6
32
傾斜キャップ22
33
クランプエクステンション G 11
34
シール 12x2
35
アームベース装備
40
G11
F0504
F0505
F0506
94512
71463
77029
90622
55121
94183
36 38 3937
オプション
41
KIT (067226) 標標
36
ガンケーブル
37
ピストルスイッチ 0.1A 125VAC
38
GYSPOTチャック用ナット
39
チップタイプ F
40
アースケーブル
41
銅製アースプレート
A0071
77053
51198
77028
A0070
91197
33
Page 34

GYSPOT PTI PREMIUM PRO
44
45
JP
42
43
51
50
42
充填キャップ
43
タンク 33リットル
44
ポンプ
45
スティラー・ブロック
46
回転ホイール
47
ラジエーター
48
ファン
49
ホイール軸
50
ホイール軸エンドキャップ
51
後方車輪
46
47
48 49
71327
71759
71771
71136
71362
71778
51014
98128ST
71382
71376
34
Page 35

ジェネレーター220V
GYSPOT PTI PREMIUM PRO
JP
65
52
53
54
55
64
62
62
56 57 58
6163
60
59
52
SDカード回路
トランスフォーマー トランスフォーマー
クランプケーブルのバージョ
53
ンにより、品番が異なりま
す。 図-3
54
プライマリ基板
55
電源基板
56
コントロールボード
57
IGBT モジュール
58
ダイオードブリッジ
59
コンタクター
60
レギュレーションフィルター
61
スイッチ
62
2方向電磁弁
63
3方向電磁弁
64
ディスプレイ LCD
65
キーボード
66
リボンコネクタ
67
4線式ハーネス
クランプケーブルのバージョンにより、品番が異なります。< 図-3
66
67
97028C
96111 また
は 96144
(ND)
97229C
97228C
E0159C
52200
52194
51131
71462
52344
71538
71537
51905
51968
53100
S91551
35
Page 36

ケーブル配線の回路図
GYSPOT PTI PREMIUM PRO
JP
5
TH1
TH2
(6m)
3
V-V+
36
Page 37

回路図
A U+
GYSPOT PTI PREMIUM PRO
JP
E
B U-
C POT +
D TH°
a
b c
d e f g
D
K
H
F
EV1
EV3
EV2
62 6263
CN72S01 CN61S01
COURANT EV
CN61S02
CAPTEURS
PS1
PISTOLET
CN81S02
SIGNAUX X
PUISSANCE
CN13S01
CN51S02 CN51S03
PINCE X
F
G POT
j
k
h
J
C
B
G
A
CN81S01
SIGNAUX C
DISPLAY
CN31S02
66
10
66
53
67
4
SD card
H TH°
E
PINCE C
PS2
SD
CN41S02
10
J POT -
K GND
CN51S01
CN31S01
KEYBOARD
56
52
64
65
57
67
4
57
61
58
7
55
54
59
48
44
M
37
Page 38

技術仕様
電気的仕様
定格電源電圧
メイン周波数
常時電源供給
最大永久一次短絡電流
GYSPOT PTI PREMIUM PRO
U1N
F 50/60 Hz
Ilp 28A
ILcc 209A 216A 238A 232A
JP
220V
3~ 200 V 3~ 208 V 3~ 230V 3~ 240V
デューティ・サイクル50%時の電力
永続的安定電力
瞬間ピークパワー
二次電圧
短絡時二次電流
連続二次電流
サーキットブレーカーまたはヒューズ (aM)
線間電力 (kVA)
差動
デューティサイクル
ヒューズF1/F2/F3 (品番 051363)
ヒューズF4 (品番 051409)
熱に関する仕様
使用温度
保管温度
湿度計 / Hygrometry / 最大湿度 Luftfeuchtigkeit
高度 / 最大 Höhenlage
ダイオードブリッジのサーミスターによる熱保護
機械仕様
保護レベル
寸法(奥行x横幅x高さ)
重量
ネットワークケーブルの長さ
クランプケーブル長
アーム口径寸法
アーム長さ寸法
空気圧仕様
最大圧力
最低圧力
冷却液の流れ
冷却液のロス
最小溶接力regulierter Anpressdruck
Cクランプで規定される最大パワー
Dauerleistung
Schweißleistung
Kurzschlussstrom
Permanentstrom
@ 40°C
@ 20°C
(104°F)
(68°F)
S50 20kVA
Sp 9.7kVA 10kVA 11kVA 11.5kVA
Smax 80kVA
U2d 6.5V 6.7V 7.4V 7.7V
I2cc 12 500 A 13 000 A 14 500 A 14 500 A
12P 1 700A
30A (Type D)
10-12 kVA
40A (Type D)
14-16 kVA
50A (Type D)
17-21 kVA
30 mA
2 %
5x20 mm T4A - 250 VAC
5x20 mm T5A - 450 VDC
5°C 40°C
+41°F +104°F
-25°C +55°C
-13°F +131°F
< 50 %
< 90 %
1 000 m
3800 ft
70°C
158°F
IP20
65 x 80 x 230 cm
99.50kg
8 m
26 ft
6m
20 ft
40 > 350 mm
1.3 から 13.8inch
20 > 1000 mm
0.8 から 39.4inch
P1
最大
P1
最少
Q
∆p
F
1min
F
max
[correspondance]8バール)
10バール
145Psi
116Psi
1 l/min
0.26US gpm
2.5バール
36Psi
100 daN
225Lbf
550 daN
1236Lbf
38
Page 39

アイコン
Hz
3
U 1N
U LP
S P
S 50
U 2d
I 2 CC
I 2 P
F max
P1 min
P1 max
∆p
m
GYSPOT PTI PREMIUM PRO
注意 ! 使用前に取扱説明書をお読みください。
-警告 ! 製品使用開始前にこの取り扱い説明書をお読みください。
- 直接溶接電流
A
V
e
Q
- アンペア
- ボルト
- ヘルツ
- 三相主電源50-60Hz
- 電源電圧
- 二次連続電流への供給電流
- 常時電力(デューティ・サイクル100%の場合)
- 50%デューティ・サイクル時の電力
- 連続無負荷電圧
- 二次側短絡の最大電流
- 二次側への永久電流
- アーム開口寸法
- アーム長寸法
- 最大溶接荷重
- 最低入力圧力
- 最大入力圧力
- 定格クーラント流量
- 定格冷却液圧力降下
- 機械質量
JP
MAXI
MINI
IEC 62135-1
ISO 669:2016
- 冷却ユニット
- 水の出口
- 水入口
- 最高水位
- 最低水位
-ペースメーカーを装着している人は、この電気器具に近寄らないでください。 ペースメーカーを装着している方は、機械に近づかないようにしてください。
-警告 ! 電磁気の影響 インプラントを装着している方は注意が必要です。
-この機械は屋外での使用に適しておりません。 機械本体にに水がかからない様ご注意下さい。
-当製品は欧州指令に準拠しています。 EU Declaration of Conformity(EU適合宣言)は、当社のウェブサイトでご覧いただけます。
-この溶接機は、IEC62135-1 及び EN ISO 669規格に準拠しています。
-本機は2013/35/EU規格に準拠しています。
39
Page 40

GYSPOT PTI PREMIUM PRO
-このハードウェアは、欧州指令2002/96/UEに基づく廃棄物回収の対象となります。 家庭ゴミとして廃棄しないで下さい。
- この製品は適切にリサイクルされることが好ましいです。
- EAEC Conformity marking (Eurasian Economic Community).
- Matériel conforme aux exigences britanniques. UK Declaration of Conformity(英国適合宣言)は、当社のウェブサイトにてご覧いただけます。
- 英国の基準に準拠した装置 英国の適合宣言は、当社のウェブサイトでご覧いただけます。
- モロッコの基準に準拠した装置 Cم (CMIM)宣言書は、当社のウェブサイトでご覧頂けます。
JP
- 温度情報(熱保護)
GYS SAS
1, rue de la Croix des Landes
53941SAINT-BERTHEVIN FRANCE
40
 Loading...
Loading...