

7
3502-V4-24/01/14
Gysmi E200 FV
p. 23-27 / 28-32
73502_V2_29/04/2013

FACE AVANT/FRONTAL SIDE/FRONTSEITE UND ANSCHLÜSSE/CARA DELANTERA/ПЕРЕДНЯЯ ПАНЕЛЬ
réfractaire»
Schweißmodusanzeige
Schweißmodusanzeige
Drucktaster
Afficheur Voyant mode
Display Mode indicator
Anzeige
Indicador Indicador modo
Индикатор Лампочка режима
« soudage à
l’électrode » (MMA)
« electrode welding »
(MMA)
MMA
« soldadura con
electrodo recubierto»
(MMA)
MMA
Voyant mode
« soudage à
l’électrode
(TIG)
Mode indicator « non
consumable electrode
welding» (TIG)
«WIG
Kontaktzündung»
(TIG)
Indicador modo
« soldadura con
electrodo refractario»
(TIG)
Лампочка режима
TIG
Sélecteur
valeur +
ou -
Select
button « +
or – »
Wahl
+ oder -
Selector
valor + o -
Клавиши
выбора +
или –
E200 FV
5
.5kg 7.6kg
Bouton sélection/
validation
Button selection/
validation
Button-Auswahl /
Validierung
Botón selección /
validación
Клавиша выбора/
подтверждения
Voyant de protection
thermique
Thermal protection
indicator
Gelbe
Übertemperaturanzeige
Indicador luminoso
amarillo de protección
térmica
Желтый индикатор
температурной
защиты
Bouton de mise en
marche / veille
Button on/stand by
EIN/ AUS- Taste
Puesta en marcha /
stand by
Кнопка включение /
вахтенный режим
2
ОПИСАНИЕ
Благодарим вас за выбор аппарата нашей марки! Чтобы полностью использовать его возможности,
пожалуйста, изучите данную инструкцию :
являются малогабаритными сварочными инверторами со встроенным вентилятором для сварки электродом с
обмазкой (MMA) и тугоплавким электродом (TIG Lift) на постоянном токе (DC). При сварке МMA аппараты
позволяют варить любым видом электрода: с рутиловой обмазкой (электроды для сварки на переменном
токе), с основной обмазкой (электроды для сварки на постоянном токе), электродами для сварки чугуна,
электродами для сварки нержавеющей стали и др. В режиме Tig, они варят большую часть металлов за
исключением алюминия и его сплавов. Они могут работать от электрогенератора (230В +- 15%).
ПИТАНИЕ – ЗАПУСК В РАБОТУ
• Данные аппараты поставляются с 16A-ой вилкой на 230В типа CEE7/7. GYSMI E200FV оснащен системой
плавающее напряжение FFFFlexible VVVVoltage, он подключаeтся к электрической установке С ЗАЗЕМЛЕНИЕМ с
питанием от 110В до 240В (50 - 60 Гц). Сила портебляемого из электрической сети тока (I1eff) при
интенсивном использовании указана на аппарате. Проверьте совместимость системы электрического
питания и его защиту (предохранитель и/или выключатель) с действительно потребляемым электрическим
током. В некоторых странах может быть необходимо заменить розетку для использования аппарата с
максимальной мощностью. Пользователю следует убедиться что штепсельная розетка доступна.
• Запуск в работу осуществляется нажатием на кнопку (
Защита срабатывает и останавливает аппарат, если напражнение питания превышает 265В для
однофазных аппаратов (экран афиширует ).
• Эти аппараты относятся к Классу A. Они созданы для использования в промышленной и
)
профессиональной среде. В любой другой среде ему будет сложно обеспечить электромагнитную
совместимость из-за кондуктивных и индуктивных помех. Не использовать в среде содержащей
металлическую пыль-проводник.
• Так как регулировка GYSMI E200 PFC на первичной цепи, советуем использовать кабели, поставляющиеся в
наборе с аппаратом
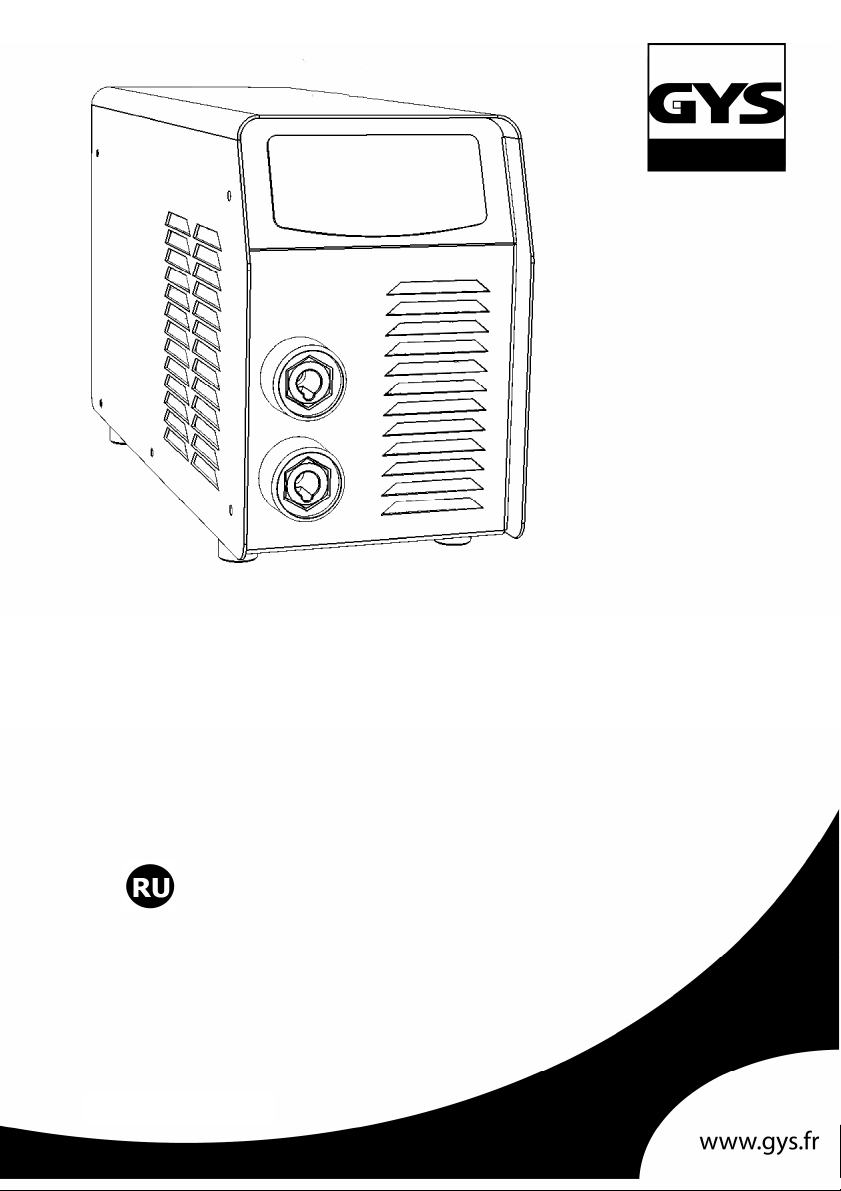
СВАРКА ЭЛЕКТРОДОМ С ОБМАЗКОЙ (режим МMA)
• Подключите кабель электорододержателя и зажима массы в коннекторы. Соблюдайте полярность
указанную на упаковке с электродами.
• Следуйте общепринятым правилам сварки.
• Ваш аппарат снабжен 3 функциями свойственными инвертору:
Hot Start (регулируемый режим в зависимости от модели, см. ниже) выдает импульс высокого тока (по
сравнению с током сварки) в момент пожига дуги
Arc Force (регулируемый режим в зависимости от модели, см. ниже) выдает сверхток препятствующий
привариванию электрода в момент его погружения в жидкий металл
Anti-Sticking позволяет легко отделить электрод не вызывая его приваривания в случае замыкания
электрода на землю
Активирование режима MMA и регулировка интенсивности:
- Выбрать позицию MMA с помощью кнопки
- Отрегулировать желаемую интенсивность (индикатор ) с помощью кнопок .
Регулируемые Hot start и Arc force:
E200 FV
Hot Start 0 90%
Arc Force Автоматический
Наш совет :
Слабый Hot start, для тонких листов металла – повышенный Hot start для трудно
свариваемых металлов (плохо очищенные или окисленные детали)
СВАРКА TIG Lift (режим TIG) (Аргонодуговая сварка)
Сварка TIG DC (при постоянном токе) требует использования защитного газа (Aргон).
Для сварки в режиме TIG, следуйте следующим этапам:
1. Подключите зажим массы на положительную полярность (+).
23
2. Подсоедините горелку с вентилем (арт. 044425)
∅∅∅∅
∅∅∅∅
L = 2,5 x d.
к отрицательной полярности (-).
3. Подсоедините газовую трубку горелки к газовому баллону
4. Выберите позицию TIG с помощью кнопки .
5. Отрегулируйте желаемую силу тока (индикатор ) с помощью кнопок .
Отрегулируйте расход газа на редукторе газового баллона и отгоройте вентиль на горелке
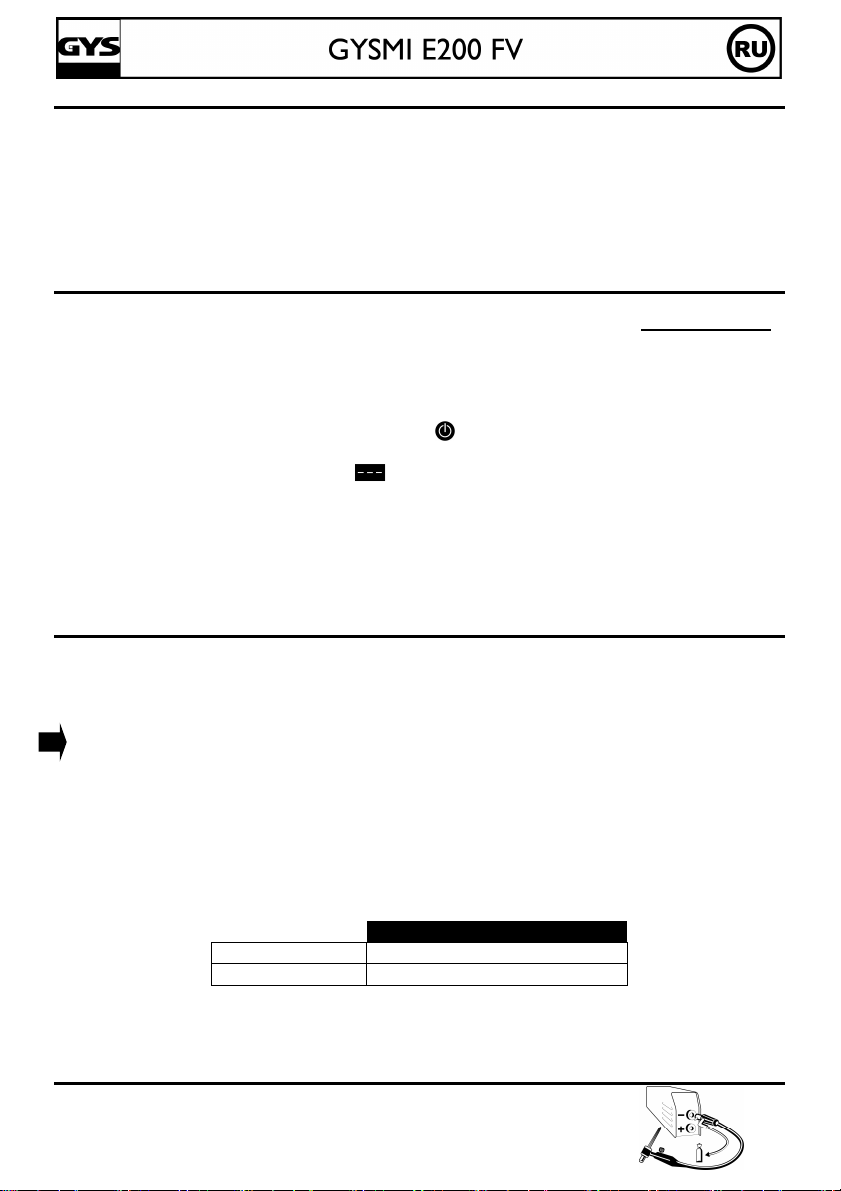
7. Для пожига дуги:
a- коснитесь детали
электродом
Окончание сварки:
9. Поднять дугу 2 раза (вверх-вниз-вверх-вниз) чтобы спровоцировать автоматическое затухание (см
параграф ниже). Это действие должно занять минимум 4 секунды на высоте от 5 до 10мм. Затем
закройте вентиль горелки чтобы прекратить доступ газа после охлаждения электрода.
Автоматическое затухание дуги с регулируемой длительностью
b- поднимите электрод на 25мм от свариваемой детали
Активация функции:
Данное действие соответствует времени необходимому для постепенного снижения сварочного тока при
окончании сварки для затухания дуги. Эта функция позволяет избежать образования трещин и кратеров при
окончании сварки. По умолчанию эта функция неактивна (= 0 сек). Для активации проделайте следующее:
1. Нажмите на кнопку в течении 3 сек
2. Отрегулируйте желаемое время затухания от 1 до 10 сек (индикатор ) с помощью кнопок
3. Подтвердите выбранное значение нажатием кнопки .
Советуемые комбинации / затачивание электрода
0,5-5 10-130 1,6 9,8 6-7
4-8 130-200 2,4 11 7-8
Для оптимального функционирования вы должны использовать электрод, заточенный следующим образом:
Ток (A)
Электрод (мм)
= ∅∅∅∅ проволока
(присад. металл)
Сопло
(мм)
Подача газа
(Аргон
л/мин)
d
l
L
ТЕРМОЗАЩИТА И ПРОДОЛЖИТЕЛЬНОСТЬ ВКЛЮЧЕНИЯ (ПВ%)
• Термозащита : лампочка загорается и аппарат остывает от 1 до 5 минут в зависимости от температуры
окружающей среды.
• Оставьте аппарат включенным после сварки для того, чтобы он остыл.
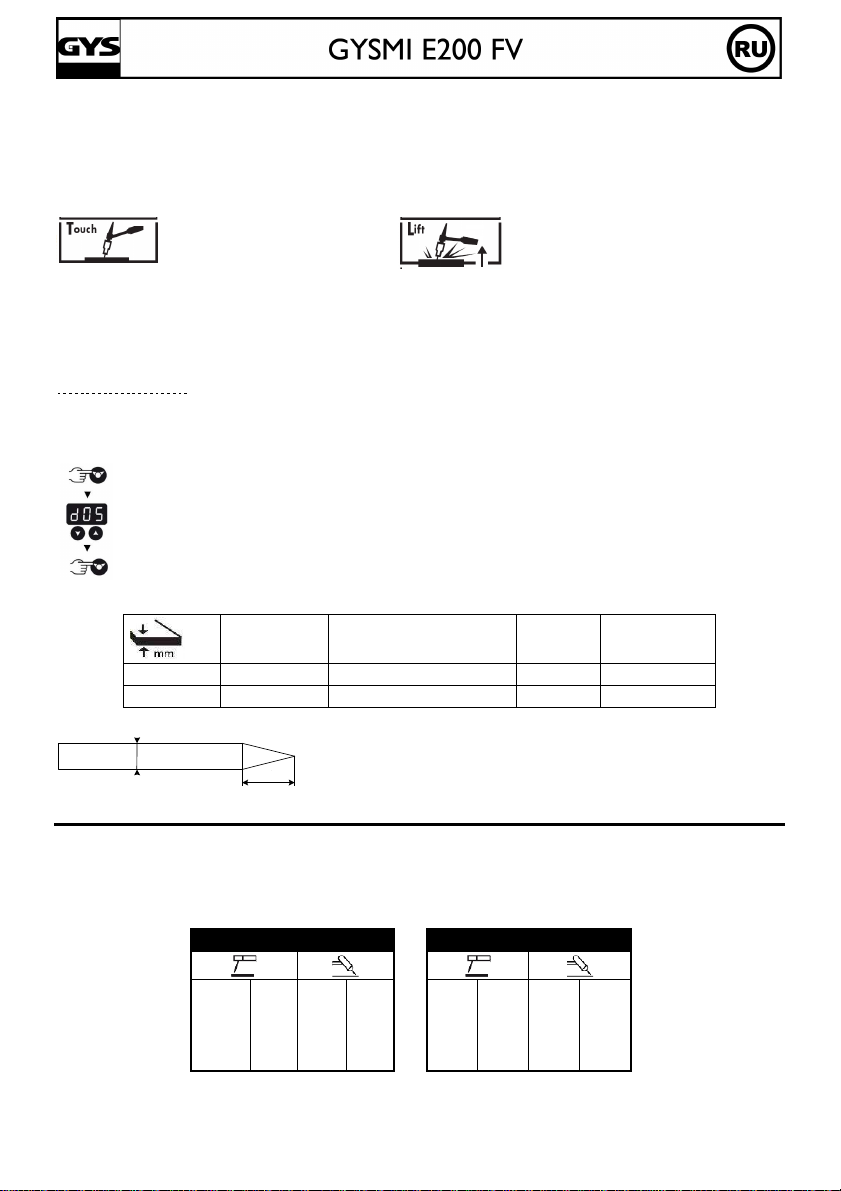
• Описанные аппараты имеют "постоянный ток" на выходе. Их продолжительность включения по норме
EN60974-1 указаны в нижеследующих таблицах :
E200 FV (110Veff) E200 FV (230Veff)
X% @ I max X% @ I max X% @ I max X% @ I max
39% 130A 58% 130A 22% 200A 27% 200A
60% 95A 60% 125A 60% 120A 60% 140A
100% 80A 100% 100A 100% 90A 100% 115A
24
 Loading...
Loading...