

73502_V2_29/04/2013
p. 3
-
7 / 28
-
32
7
3502-V4-24/01/14
Gysmi E200 FV
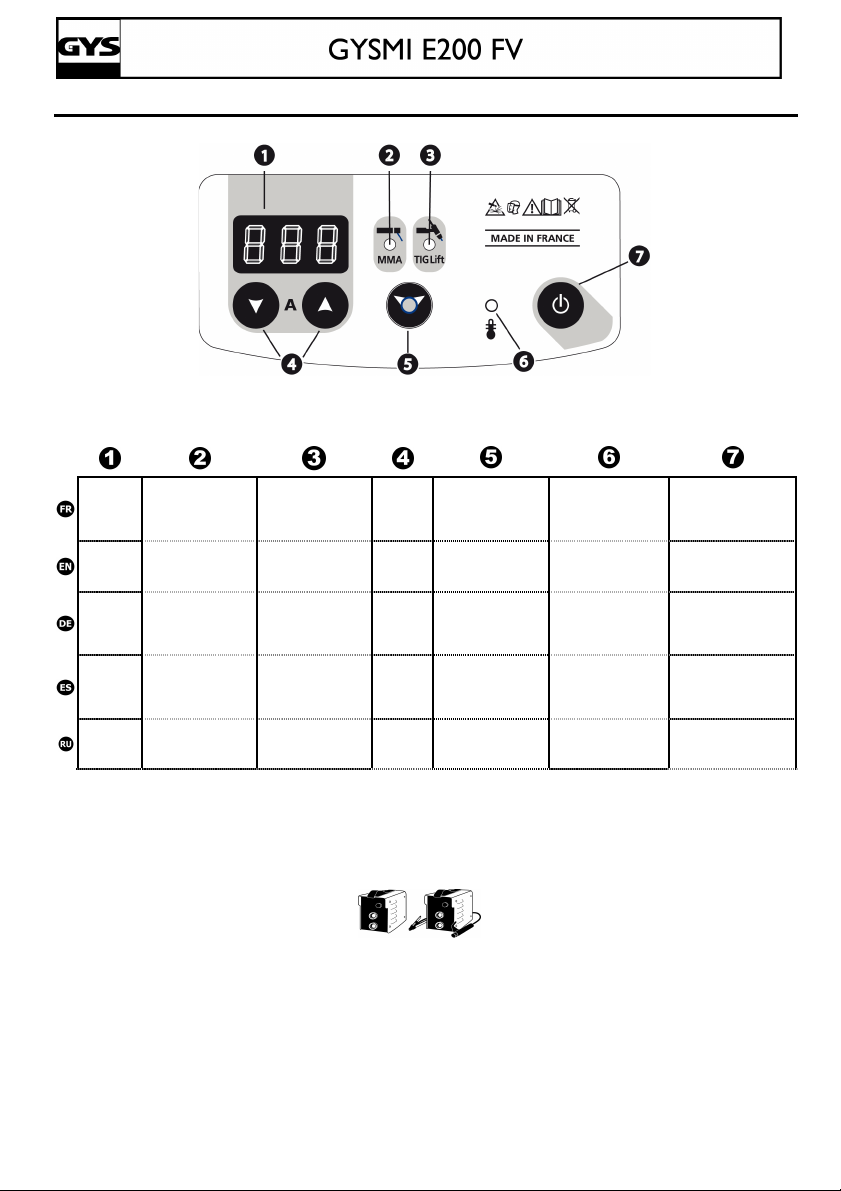
FACE AVANT/FRONTAL SIDE/FRONTSEITE UND ANSCHLÜSSE/CARA DELANTERA/ПЕРЕДНЯЯ ПАНЕЛЬ
réfractaire»
Schweißmodusanzeige
Schweißmodusanzeige
Drucktaster
Afficheur Voyant mode
Display Mode indicator
Anzeige
Indicador Indicador modo
Индикатор Лампочка режима
« soudage à
l’électrode » (MMA)
« electrode welding »
(MMA)
MMA
« soldadura con
electrodo recubierto»
(MMA)
MMA
Voyant mode
« soudage à
l’électrode
(TIG)
Mode indicator « non
consumable electrode
welding» (TIG)
«WIG
Kontaktzündung»
(TIG)
Indicador modo
« soldadura con
electrodo refractario»
(TIG)
Лампочка режима
TIG
Sélecteur
valeur +
ou -
Select
button « +
or – »
Wahl
+ oder -
Selector
valor + o -
Клавиши
выбора +
или –
E200 FV
5
.5kg 7.6kg
Bouton sélection/
validation
Button selection/
validation
Button-Auswahl /
Validierung
Botón selección /
validación
Клавиша выбора/
подтверждения
Voyant de protection
thermique
Thermal protection
indicator
Gelbe
Übertemperaturanzeige
Indicador luminoso
amarillo de protección
térmica
Желтый индикатор
температурной
защиты
Bouton de mise en
marche / veille
Button on/stand by
EIN/ AUS- Taste
Puesta en marcha /
stand by
Кнопка включение /
вахтенный режим
2
DESCRIPTION
Merci de votre choix ! Afin de tirer le maximum de satisfaction de votre poste, veuillez lire avec attention ce qui suit :
Ces postes de soudure Inverter, portables, ventilés, sont conçus pour le soudage à l’électrode enrobée (MMA) et à
électrode réfractaire (TIG Lift) en courant continu (DC). En MMA, ils soudent tout type d’électrode : rutile, inox,
fonte, basique. En Tig, ils soudent la plupart des métaux sauf l’aluminum et ses alliages. Ils sont protégés pour le
fonctionnement sur groupes électrogènes (Alim 230 V +- 15%).
ALIMENTATION-MISE EN MARCHE
• Ce poste est livré avec une prise 230V 16A de type CEE7/7. Le GYSMI E200 FV, équipé d’un système « Flexible
Voltage », s’alimente sur une installation électrique AVEC terre comprise entre 110V et 240V (50 - 60 Hz). Le
courant effectif absorbé (I1eff) est indiqué sur l'appareil pour les conditions d'utilisation maximales. Vérifier que
l'alimentation et ses protections (fusible et/ou disjoncteur) sont compatibles avec le courant nécessaire en
utilisation. Dans certains pays, il peut être nécessaire de changer la prise pour permettre une utilisation aux
conditions maximales. L'utilisateur doit s'assurer de l'accessibilité de la prise.
• La mise en marche s’effectue par une pression sur la touche ( )
• L’appareil se met en protection si la tension d'alimentation est supérieure à 265V pour les postes monophasés
(l’afficheur indique ). Le fonctionnement normal reprend dès que la tension d'alimentation revient dans sa
plage nominale.
• Cet appareil est de Classe A. Il est conçus pour un emploi dans un environnement industriel ou professionnel.
Dans un environnement différent, il peut être difficile d’assurer la compatibilité électromagnétique, à cause de
perturbations conduites aussi bien que rayonnées.
• Ne pas utiliser dans un environnement comportant des poussières métalliques conductrices.
• Le GYSMI E200 FV dispose d’une régulation au primaire, il est conseillé d’utiliser les câbles fournis avec l’appareil.
SOUDAGE A L'ÉLECTRODE ENROBEE (MODE MMA)
• Brancher les câbles porte électrode et pince de masse dans les connecteurs. Respecter les polarités indiquées sur
l'emballage des électrodes.
• Respecter les règles classiques du soudage.
• Votre appareil est muni de 3 fonctionnalités spécifiques aux Inverters :
Le HOT START (mode réglable selon modèle, cf ci-dessous) procure une surintensité en début de soudage.
L’ARC FORCE (mode réglable selon modèle, cf ci-dessous) délivre une surintensité qui évite le collage
lorsque l’électrode rentre dans le bain.
L'ANTI-STICKING vous permet de décoller facilement votre électrode sans la faire rougir en cas de collage.
Activation du mode MMA et réglage de l’intensité :
- Sélectionner la position MMA avec le sélecteur (presser 3 secondes)
- Régler l’intensité souhaitée (afficheur) grâce aux touches .
Hot Start et Arc Force réglable :
E200 FV
Hot Start 0 90%
Arc Force Automatique
Conseils :
Hot Start faible pour les tôles fines.
Hot Start élevé pour les métaux difficiles à souder (pièces sales ou oxydées).
SOUDAGE TIG LIFT (MODE TIG)
Le soudage TIG DC requiert une protection gazeuse (Argon).
Pour souder en TIG, suivre les étapes suivantes :
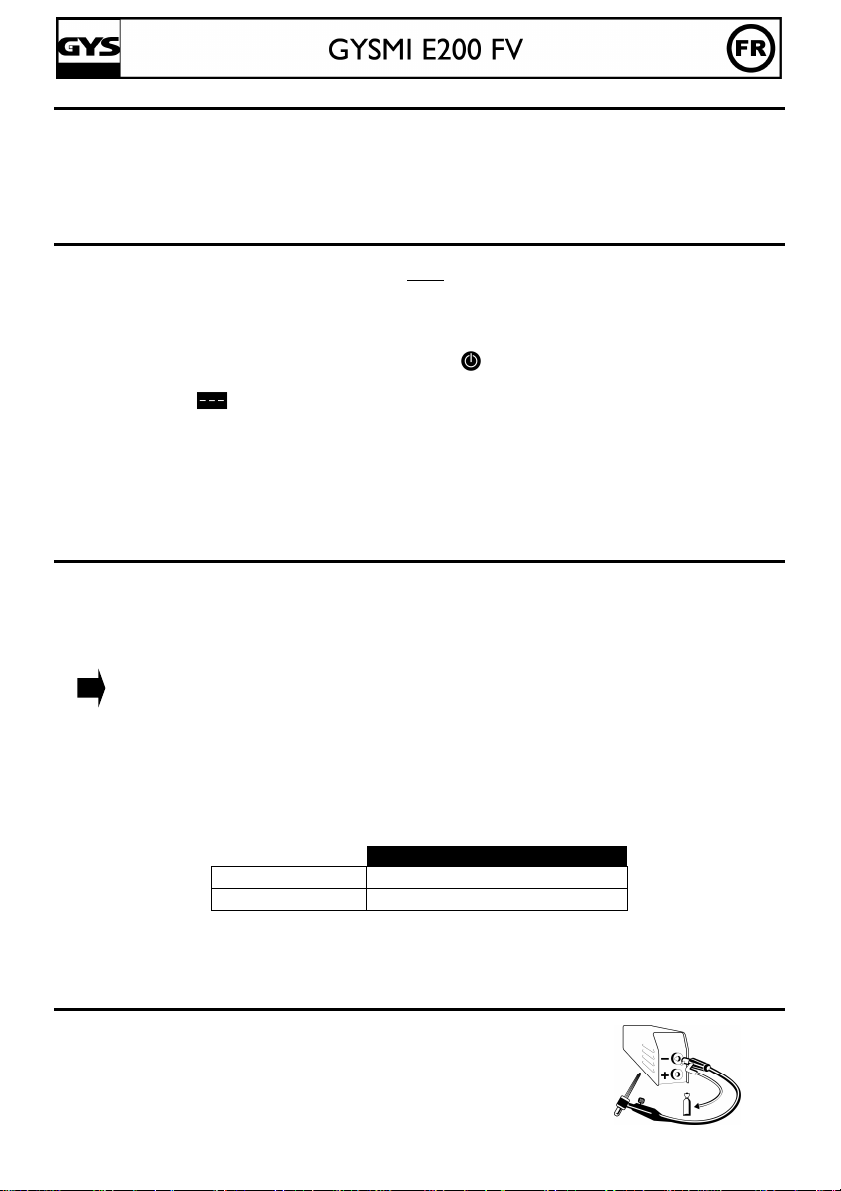
1. Connecter la pince de masse sur la polarité positive (+).
2. Brancher une torche « à valve » sur la polarité négative (-). (Ref. 044425)
3. Raccorder le tuyau de gaz au manodétendeur de la bouteille de gaz.
3
Il sera parfois nécessaire de le couper avant l’écrou si ce dernier n’est pas adapté au manodétendeur
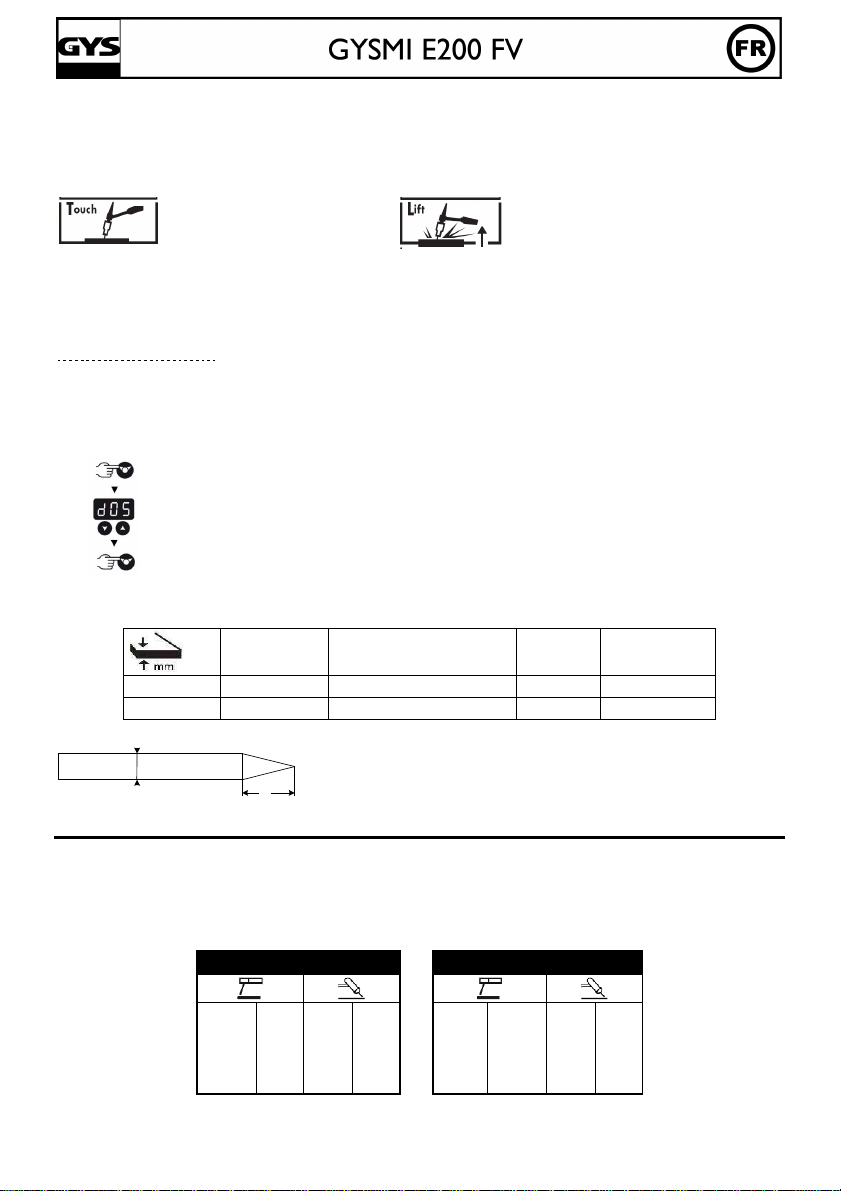
relever l’électrode 2 à 5 mm
L
4. Sélectionner la position TIG avec le sélecteur. (presser 3 secondes)
5. Régler l’intensité souhaitée (afficheur ) grâce aux touches , selon l’épaisseur à souder (30A/mm).
6. Régler le débit de gaz sur le manodétendeur de la bouteille de gaz, puis ouvrir la valve de la torche
7. Pour amorcer :
a- toucher l’électrode sur la
pièce à souder
8. En fin de soudure : Lever 2 fois l'arc (haut-bas-haut-bas) pour déclencher l'évanouissement automatique (cf
paragraphe ci-dessous). Ce mouvement doit être effectué en moins de 4 secondes, sur une hauteur de 5 à 10
mm. Puis fermer la valve de la torche pour arrêter le gaz après refroidissement de l'électrode.
Évanouissement automatique de l'arc à durée réglable
Activation de la fonction :
Cela correspond en fin de soudure au temps nécessaire pour la baisse progressive du courant de soudage jusqu’à
l’arrêt de l’arc. Cette fonction permet d’éviter les fissures et les cratères de fin de soudure.
Par défaut cette fonction n'est pas activée (OFF). Pour l'activer, procéder comme suit :
1- Presser sur le sélecteur
2- Régler le temps d'évanouissement souhaité de 1 à 10 sec (afficheur ) grâce aux
touches
3- Valider la valeur souhaitée en pressant sur le sélecteur .
Combinaisons conseillées / affutage électrode
Courant (A) ∅∅∅∅ Electrode (mm)
= ∅∅∅∅ fil (métal d’apport)
0,5-5 10-130 1,6 9,8 6-7
4-8 130-200 2,4 11 7-8
Pour un fonctionnement optimal vous devez utiliser une électrode affûtée de la manière suivante :
bde la pièce à souder
∅∅∅∅ Buse
(mm)
(Argon l/mn)
Débit
d
l
L = 2,5 x d.
PROTECTION THERMIQUE ET FACTEURS DE MARCHE
• Protection thermique : le voyant s’allume et la durée de refroidissement est de 1 à 5 mn en fonction de la
température ambiante.
• Laisser l’appareil branché après soudage pour permettre le refroidissement
• Les postes décrits ont une caractéristique de sortie de type "courant constant". Leurs facteurs de marche selon la
norme EN60974-1 sont indiqués dans le tableau suivant :
E200 FV (110Veff) E200 FV (230Veff)
X% @ I max X% @ I max
39% 130A 58% 130A
60% 95A 60% 125A
100% 80A 100% 100A
X% @ I max X% @ I max
22% 200A 27% 200A
60% 120A 60% 140A
100% 90A 100% 115A
4
 Loading...
Loading...