

7
3502-V4-24/01/14
Gysmi E200 FV
p. 18-22 / 28-32
73502_V2_29/04/2013
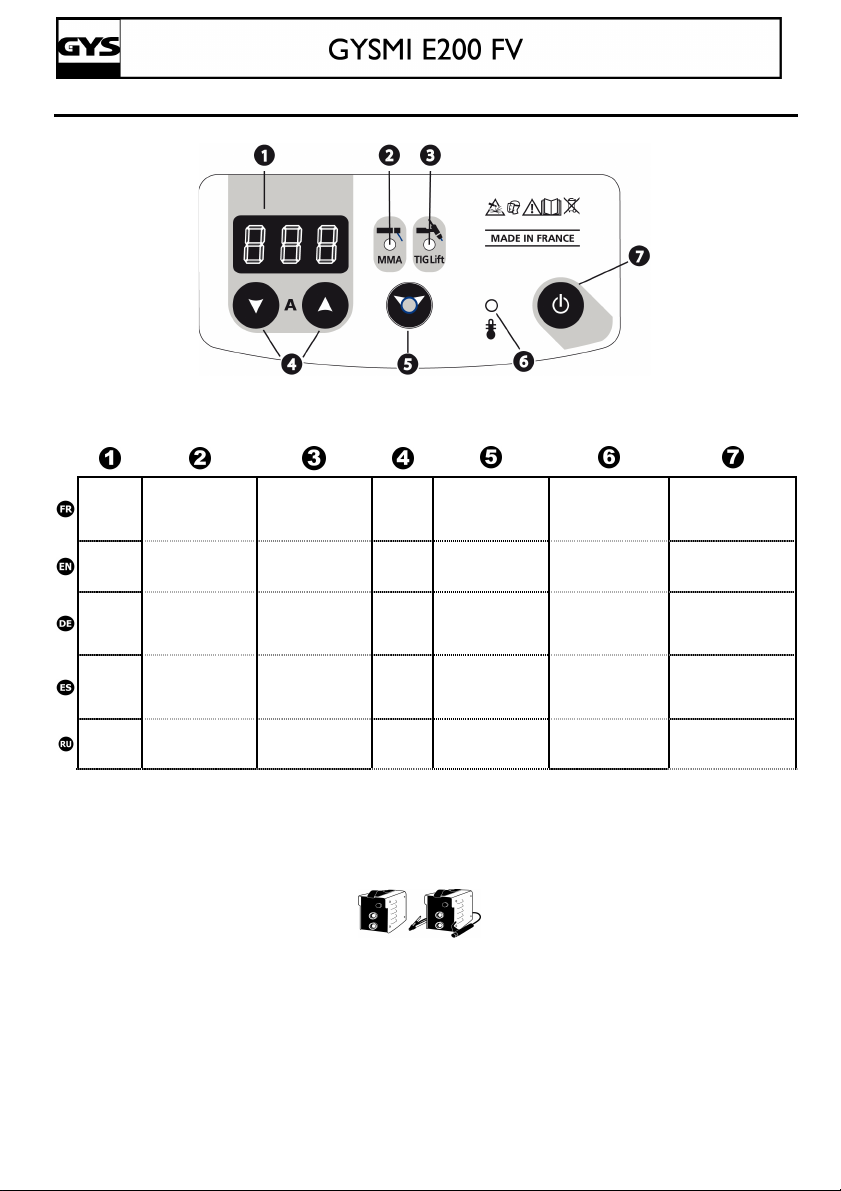
FACE AVANT/FRONTAL SIDE/FRONTSEITE UND ANSCHLÜSSE/CARA DELANTERA/ПЕРЕДНЯЯ ПАНЕЛЬ
réfractaire»
Schweißmodusanzeige
Schweißmodusanzeige
Drucktaster
Afficheur Voyant mode
Display Mode indicator
Anzeige
Indicador Indicador modo
Индикатор Лампочка режима
« soudage à
l’électrode » (MMA)
« electrode welding »
(MMA)
MMA
« soldadura con
electrodo recubierto»
(MMA)
MMA
Voyant mode
« soudage à
l’électrode
(TIG)
Mode indicator « non
consumable electrode
welding» (TIG)
«WIG
Kontaktzündung»
(TIG)
Indicador modo
« soldadura con
electrodo refractario»
(TIG)
Лампочка режима
TIG
Sélecteur
valeur +
ou -
Select
button « +
or – »
Wahl
+ oder -
Selector
valor + o -
Клавиши
выбора +
или –
E200 FV
5
.5kg 7.6kg
Bouton sélection/
validation
Button selection/
validation
Button-Auswahl /
Validierung
Botón selección /
validación
Клавиша выбора/
подтверждения
Voyant de protection
thermique
Thermal protection
indicator
Gelbe
Übertemperaturanzeige
Indicador luminoso
amarillo de protección
térmica
Желтый индикатор
температурной
защиты
Bouton de mise en
marche / veille
Button on/stand by
EIN/ AUS- Taste
Puesta en marcha /
stand by
Кнопка включение /
вахтенный режим
2
DESCRIPCION
Gracias por su elección! Para sacar la mayor satisfacción de su aparato, lea atentamente lo que sigue :
Los aparatos son de soldadura Inverter, portables, con ventilación, para la soldadura con electrodos recubiertos
(MMA) y con electrodos refractarios (TIG Lift) en corriente continua (DC). En modo MMA, permiten soldar todo tipo
de electrodos: rutile, inox, básico. En modo Tig, permiten soldar la mayor parte de los metales excepto aluminio y
sus aleaciones. Están protegidos para el funcionamiento con grupos electrógenos (230 V +- 15%).
ALIMENTACION-PUESTA EN MARCHA
• El aparato se vende con un enchufe 230V 16A de tipo CEEE7/7. El GYSMI E200FV dispone de un sistema
« Flexible Voltage », funciona con una instalación eléctrica CON tierra comprendida entre 110V y 240V (50 - 60
Hz). La corriente efectiva consumida (I1eff) está indicada sobre el aparato para asegurar condiciones de uso
máximas. Comprobar que la alimentación y sus protecciones (fusible y/o disyuntor) estén compatibles con la
corriente necesaria en uso. En algunos países, puede ser necesario cambiar el enchufe para permitir una
utilización con condiciones máximas. . El usuario debe asegurarse de la accesibilidad del enchufe.
• La puesta en marcha se efectúa apretando el botón ( )
El aparato se pone en protecciόn cuando la tensiόn de alimentaciόn supera los 265V, para los aparatos
monofásicos (la pantalla indica )
• Estos aparatos son de Clase A. Son concebidos para un uso en un ambiente industrial o profesional. En un
entorno distinto, puede ser difícil asegurar la compatibilidad electromagnética, a causa de perturbaciones
conducidas tan bien como radiadas. No utilizar en un entorno con polvos metálicos conductores.
• El GYSMI E200 PFC dispone de una regulaciόn de la corriente primaria, es aconsejado utilizar los cables
entregados con el aparato.
SOLDADURA CON ELECTRODO RECUBIERTO (modo MMA)
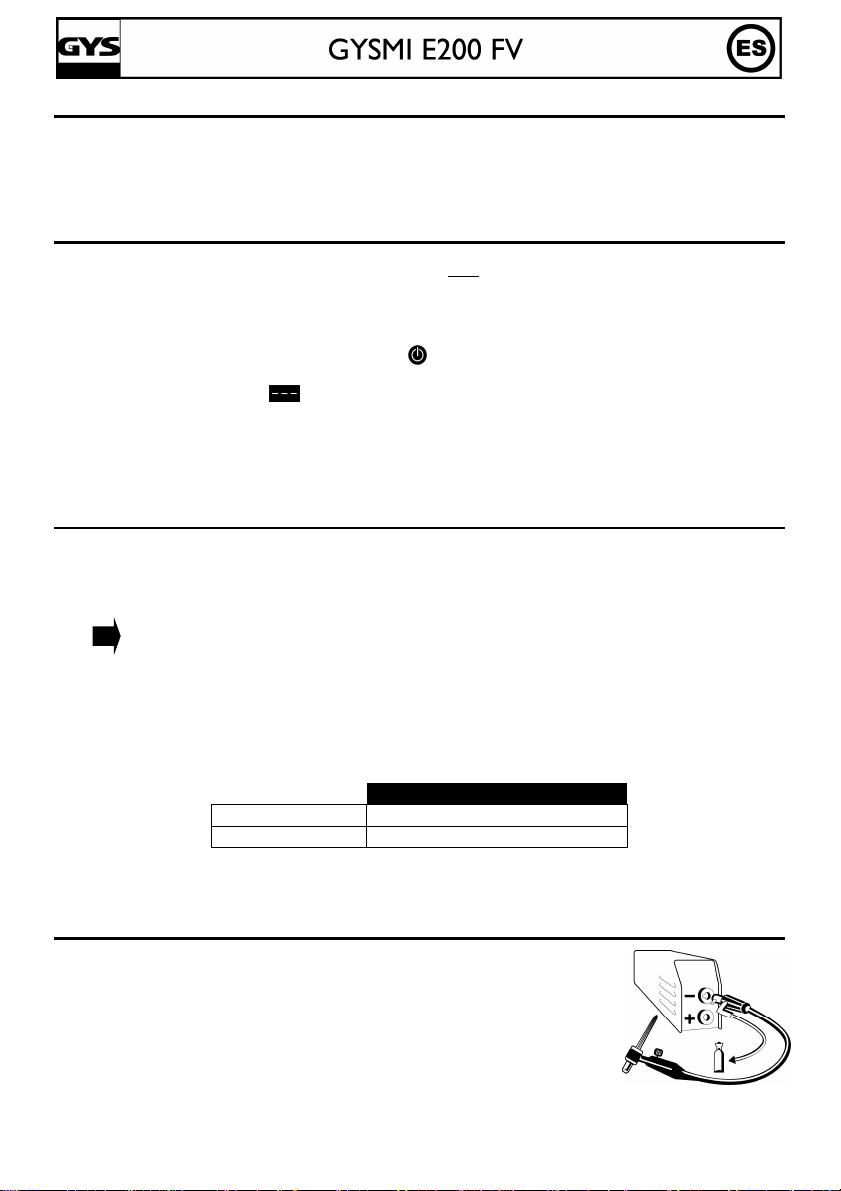
• Conectar los cables porta eléctrodo y pinza de masa a los conectadores. Respetar las polaridades indicadas sobre
el embalaje de los electrodos.
• Respetar las prácticas clásicas de la soldadura.
• Su aparato cuenta con 3 funcionalidades específicas a los Inverters :
Puesta en marcha del modo MMA y reglaje de la intensidad:
Hot start & Arc force regulables:
El Hot Start procura una sobreintensidad a la cebadura (modo regulable según modelo, ver más abajo).
El Arc Force procura una sobreintensidad para evitar la pegadura cuando el electrodo entra en el baño.
((modo regulable según modelo, ver más abajo)
El Anti-Sticking le permite despegar fácilmente su electrodo sin que se ponga roja en caso de
pegadura.
- Elegir la posición MMA con la tecla de selección
- Elegir la intensidad deseada (indicador) gracias a las teclas .
E200 FV
Hot Start 0 90%
Arc Force Automático
Aconsejo:
Hot start bajo para las finas chapas
Hot start elevado para los metales difíciles a soldar (partes sucias u oxidadas).
SOLDADURA TIG Lift (modo TIG)
La soldadura TIG DC requiere una atmósfera gaseosa (Argon).
Para soldar con el TIG, seguir las etapas siguientes:
1. Conectar la pinza de masa sobre la polaridad positiva (+).
2. Conectar una entorcha « con válvula » (ref. 044425)
Sobre la polaridad negativa (-).
3. Conectar el tubo de gas de la entorcha sobre la bombona de gas
4. Elegir la posición TIG con la tecla de selección.
5. Ajustar la intensidad deseada (indicador) gracias a las teclas.
Consejo: Elegir como base 30A / mm y ajustar según el metal que soldar.
6. Regular el caudal de gas con el manómetro de la bombona de gas y abrir la válvula de la entorcha
18
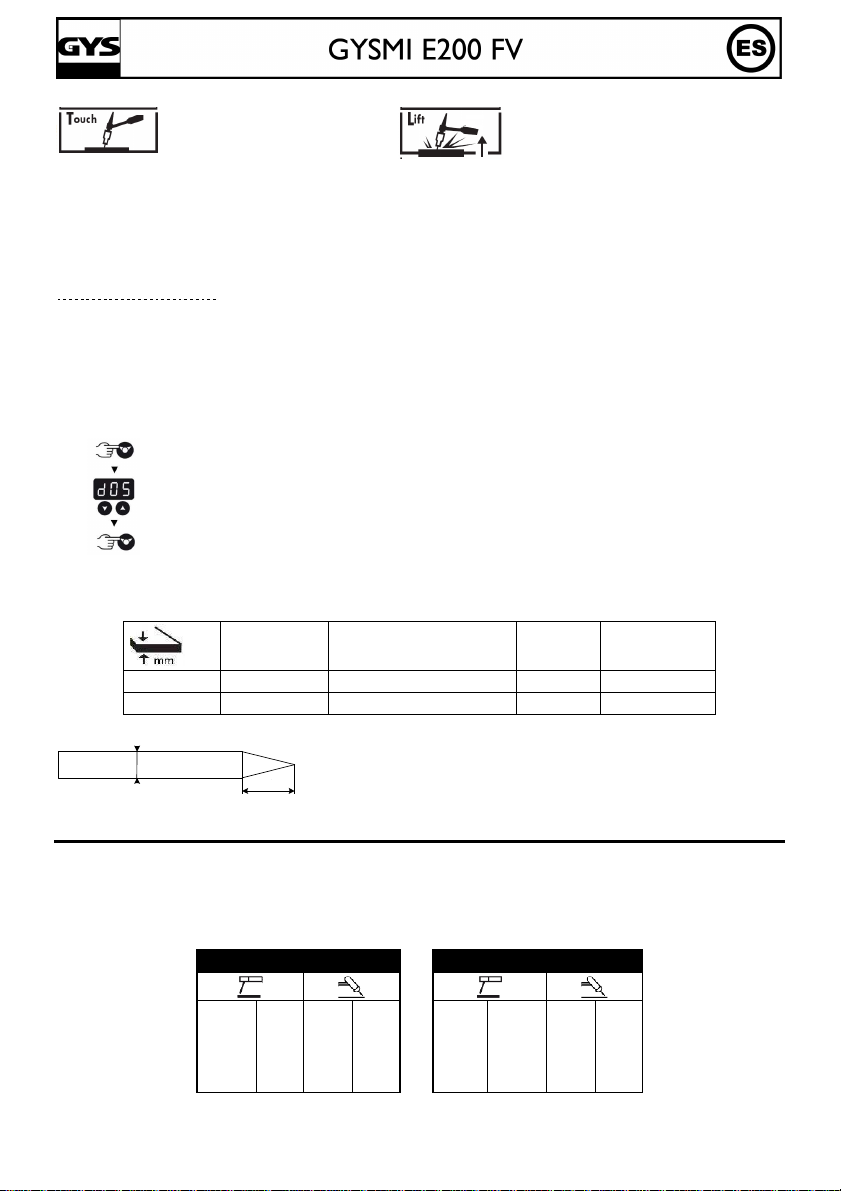
7. Para cebar :
a. tocar con el electrodo el
b. levantar el electrodo de
2
1
- Pulsar 3 segundos la tecla de selección
∅∅∅∅
∅∅∅∅
L = 2,5 x d.
L
metal que soldar
8. Al final de la soldadura:
a 5mm del metal que soldar
levantar el arco 2 veces (arriba-abajo-arriba-abajo) para iniciar el desvanecimiento automático (ver
el párrafo abajo). Este movimiento debe ser realizado en menos de 4 seg., con una altura de 5 a
10mm. Después, cerrar la válvula de la entorcha para cortar el gas después del enfriamiento del
electrodo.
Desvanecimiento del arco automático con duración regulable
Activación de la función:
Al final de la soldadura, corresponde al tiempo necesario para una baja progresiva de la
corriente de soldadura hasta el paro del arco. Esta función permite evitar las grietas y
cráteres de finales de soldadura.
Por defecto, esta función no está activada (tiempo a 0 segundos). Para activarla, seguir
las etapas siguientes:
2- Ajustar el tiempo de desvanecimiento deseado de 1 a 10 seg (indicador )
gracias a las teclas
4. Validar el valor deseado pulsando la tecla de selección.
Combinaciones aconsejadas / afiladura electrodos
0,5-5 10-130 1,6 9,8 6-7
4-8 130-200 2,4 11 7-8
Corriente
(A)
Electrodo (mm)
= ∅∅∅∅ Hilo (metal de
aportación)
Boquilla
(mm)
Caudal
(Argon l/mn)
Para un funcionamiento optimo, debe utilizar un electrodo afilado de manera siguiente:
d
l
PROTECCION TERMICA ET FACTORES DE MARCHA
• Protección térmica: el indicador luminoso se enciende y la duración del enfriamiento es de 1 a 5 mn según la
temperatura ambiente.
• Dejar el aparato conectado después de la soldadura para permitir su enfriamiento.
• Los aparatos descritos tienen una característica de salida de tipo « corriente constante ». Los factores de marcha
según la norma EN60974-1 están indicados en las tablas siguientes :
E200 FV (110Veff) E200 FV (230Veff)
X% @ I max X% @ I max X% @ I max X% @ I max
39% 130A 58% 130A 22% 200A 27% 200A
60% 95A 60% 125A 60% 120A 60% 140A
100% 80A 100% 100A 100% 90A 100% 115A
19
 Loading...
Loading...