

7
3502-V4-24/01/14
Gysmi E200 FV
p. 13-17 / 28-32
73502_V2_29/04/2013
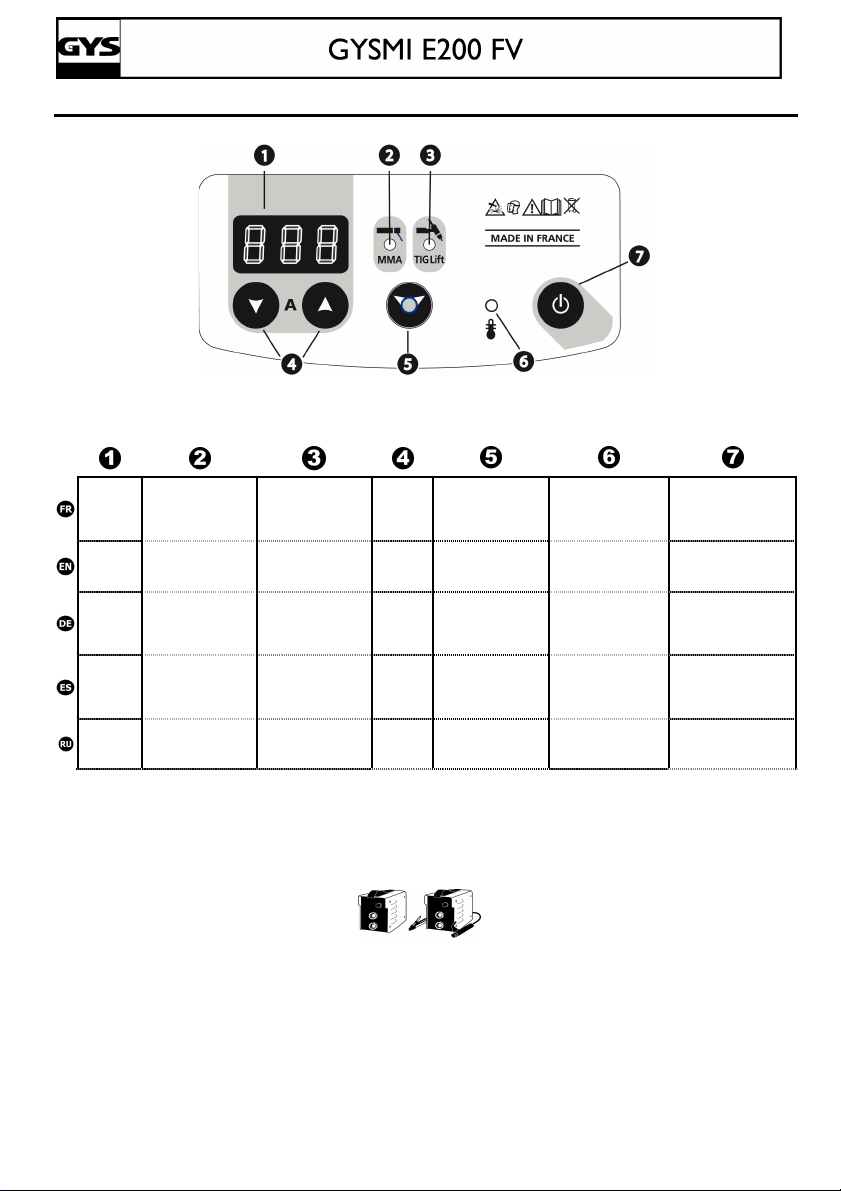
FACE AVANT/FRONTAL SIDE/FRONTSEITE UND ANSCHLÜSSE/CARA DELANTERA/ПЕРЕДНЯЯ ПАНЕЛЬ
réfractaire»
Schweißmodusanzeige
Schweißmodusanzeige
Drucktaster
Afficheur Voyant mode
Display Mode indicator
Anzeige
Indicador Indicador modo
Индикатор Лампочка режима
« soudage à
l’électrode » (MMA)
« electrode welding »
(MMA)
MMA
« soldadura con
electrodo recubierto»
(MMA)
MMA
Voyant mode
« soudage à
l’électrode
(TIG)
Mode indicator « non
consumable electrode
welding» (TIG)
«WIG
Kontaktzündung»
(TIG)
Indicador modo
« soldadura con
electrodo refractario»
(TIG)
Лампочка режима
TIG
Sélecteur
valeur +
ou -
Select
button « +
or – »
Wahl
+ oder -
Selector
valor + o -
Клавиши
выбора +
или –
E200 FV
5
.5kg 7.6kg
Bouton sélection/
validation
Button selection/
validation
Button-Auswahl /
Validierung
Botón selección /
validación
Клавиша выбора/
подтверждения
Voyant de protection
thermique
Thermal protection
indicator
Gelbe
Übertemperaturanzeige
Indicador luminoso
amarillo de protección
térmica
Желтый индикатор
температурной
защиты
Bouton de mise en
marche / veille
Button on/stand by
EIN/ AUS- Taste
Puesta en marcha /
stand by
Кнопка включение /
вахтенный режим
2

BEZEICHNUNG
Wir freuen uns, dass Sie sich für ein Markengerät unserer Firma entschieden haben und danken Ihnen für das
entgegengebrachte Vertrauen. Bitte lesen Sie sorgfältig vor dem Erstgebrauch diese Betriebsanleitung.
Die GYSMI E200 sind tragbare, luftgekühlte Schweißinverter, konzipiert um Schweißarbeiten an ummantelten- (MMA)
und hitzebeständigen (WIG Lift) Elektroden bei Gleichstrom (DC) durchführen zu können. Im MMA Modus können
alle gängigen Rutil-, Edelstahl-, Guss-, basischen. Im WIG Modus ist es möglich die meisten Metalle mit Ausnahme
von Legierungen und Aluminium zu schweißen. Diese Geräte sind generatortauglich und gegen Überspannung
geschützt (230V +/- 15%).
ANSCHLUSS - INBETRIEBNAHME
• Die Geräte GYSMI E200 werden mit einem 16 A CEE7/7. Die GYSMI E200FV verfügen über die «Flexible Voltage»
Technologie, die den Anschluss der Geräte an jedes Stromnetz von 110V bis 240V (50-60Hz) ermöglicht. Der
aufgenommene Strom (I1eff) ist am Gerät aufgedruckt. Überprüfen Sie, ob die Stromversorgung und die
Schutzeinrichtungen (Sicherungen und/oder Schutzschalter) mit dem Strom, den Sie beim Schweißen benötigen,
übereinstimmen. Achten Sie während des Schweißens auf einen sicheren Stand des Gerätes und einen frei
zugänglichen Netzanschluss.
• Zum Starten drücken Sie die ( )
• Steigt die Netzspannung über 265V bei einphasigen Geräten, schaltet sich das Gerät selbständig aus
Überhitzungsschutz ( angezeigt). Wieder unter den maximalen Spannungswert, geht das Gerät automatisch
in Betriebsbereitschaft.
• Diese Geräte sind Klasse A und sind für den industriellen und/ oder professionellen Gebrauch geeignet. In einem
anderen Umfeld ist die elektromagnetische Verträglichkeit schwieriger zu gewährleisten. Verwenden Sie das Gerät
nicht in Räumen, in denen sich in der Luft metallische Staubpartikel befinden, die Elektrizität leiten können.
• Das Gysmi E200 PFC verfugt uber Einstellmoglichkeiten in Bezug auf den Netzanschluss. Es wird empfohlen die
mitgelieferten Kabel zu verwenden.
SCHWEISSEN MIT UMHÜLLTEN ELEKTRODEN (MMA MODUS)
• Schließen Sie Elektroden- und Massekabel an die entsprechenden Anschlüsse an. Beachten Sie die auf der
Elektrodenpackung beschriebenen Polaritätsangaben
• Beachten Sie die allgemeinen Regeln zur Unfallprävention beim Schweißen
• Ihr Schweißgerät ist mit drei spezifischen Funktionen zur Verbesserung der Schweißeigenschaften ausgerüstet:
Auswahl der Betriebsart und Stromstärke:
Hot Start (Einstellbarer Modus, je nach Modell - s. unten): Erhöht den Schweißstrom beim Zünden der
Elektrode
Arc Force (Einstellbarer Modus, je nach Modell - s. unten): Erhöht kurzzeitig den Schweißstrom. Ein
mögliches Festbrennen (Sticking) der Elektrode am Werkstück während des Eintauchens ins
Schweißbad wird verhindert.
Anti Sticking: Verbessert den Einbrand und verhindert mögliches Festbrennen
- Wählen Sie mit der Drucktaste den MMA Modus aus
- Wählen Sie mit der Drucktaste die gewünschte Stromstärke (Anzeige ) aus
Konfiguration Hot Start und Arc Force:
E200 FV
Hot Start 0 90%
Arc Force Automatisch
Hinweis:
Niedriger Hot Start für dünne Metallbleche;
hoher Hot Start für schwer zu schweißende Metalle mit verschmutzen oder oxidierten Stellen.
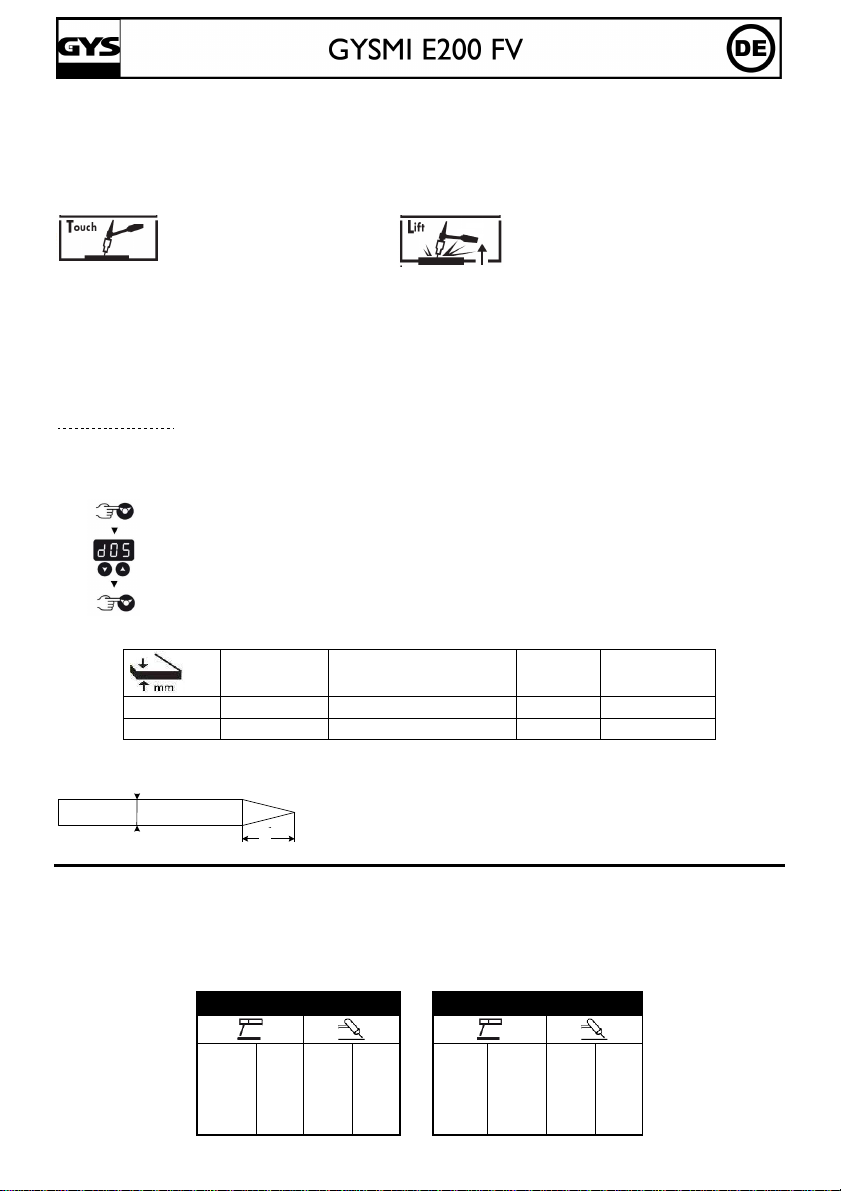
WIG KONTAKTZÜNDUNG
Verwenden Sie beim WIG DC- Schweißen Argon- Schutzgas.
Um im WIG Modus zu schweißen, gehen Sie bitte wie folgt vor:
1. Schließen Sie die Masseklemme an der (+) Schweißbuchse an
Schließen Sie einen Brenner mit Ventil an der (-) Buchse an (Art.Nr- 044425)
2. Verbinden Sie die Brennergasleitung über den Druckminderer direkt an der Gasflasche.
13
Trennen Sie Überwurfmutter und Flansch von der Brennergasleitung, wenn diese nicht auf den Druckminderer
s 5mm über
L = 2,5 x d.
L
passen und fixieren Sie die Gasleitung direkt am Gasnippel des Manometers
3. Wählen Sie mithilfe des Drucktasters den WIG Modus an
4. Stellen Sie den gewünschten Schweißstrom (Anzeige ) mithilfe des Drucktasters ein
5. Gehen Sie danach wie folgt vor:
6. Zum Schweißende :
Heben Sie den Brenner zwei Mal (auf-ab-auf-ab), um die Funktion „Automatisches Stromabsenken“ (s.
nachfolgender Abschnitt) zu aktivieren. Führen Sie diese Bewegung innerhalb von 4 Sek. 5-10mm über dem
Werkstück aus und schließen Sie das Gasventil erst, wenn der Lichtbogen erloschen ist und die Elektrode sich
abgekühlt hat.
Automatische Stromabsenkfunktion mit Zeiteinstellung
a- Werkstück mit der
Elektrode berühren und
Brennertaster
b- Brenner 2 bi
dem Werkstück anheben
Start der Funktion:
Am Ende des Schweißprozesses wird der Strom in definierter Zeit stufenlos heruntergefahren.
Diese Funktion hilft, Sprünge und Krater am Ende der Schweißnaht zu vermeiden.
Diese Funktion ist zunächst inaktiv (Zeit 0 Sek.). Um sie zu aktivieren, gehen Sie bitte wie
folgt vor:
1- Drücken Sie 3 Sek. lang die Taste
2- Stellen Sie die gewünschte Absenkzeit zwischen 1 und 10 Sek.
(Anzeige ) mit der Taste ein
3- Bestätigen Sie die Gewünschte Einstellung mit der Taste
Empfohlene Schweißeinstellungen/ Elektrode schleifen
Strom (A) Ø Elektrode (mm)
= Ø Zusatzdraht
0,5-5 10-130 1,6 9,8 6-7
4-8 130-200 2,4 11 7-8
Um einen optimalen Schweißverlauf zu gewährleisten, nutzen Sie nur Elektroden, welche nach folgendem Vorbild
geschliffen wurden:
Ø Düse
(mm)
Gasströmung
(Argon l/min)
d
l
THERMISCHE ÜBERWACHUNG & EINSCHALTDAUER
• Thermischer Überlastschutz: Lassen Sie das Gerät sich- je nach Umgebungstemperatur- 1 bis 5 min abkühlen, bis
die Kontrollanzeige erlischt
• Lassen Sie das Gerät auch nach Schweißende einige Zeit am Stromnetz angeschlossen, damit sich das GYSMI
abkühlen kann
Die GYS-Schweißgeräte entsprechen in ihrer Charakteristik einer Konstantstromquelle. Die Einschaltdauer entspricht
wie unten beschrieben der Norm EN60974-1 (bei 40°C und einem 10min Zyklus):
E200 FV (110Veff) E200 FV (230Veff)
X% @ I max X% @ I max
39% 130A 58% 130A
60% 95A 60% 125A
100% 80A 100% 100A
X% @ I max X% @ I max
22% 200A 27% 200A
60% 120A 60% 140A
100% 90A 100% 115A
14

INSTANDHALTUNG
• Die Instandhaltungsarbeiten dürfen nur von qualifiziertem Fachpersonal durchgeführt werden
• Nehmen Sie regelmäßig (mindestens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des
Gerätes mit Pressluft. Lassen Sie regelmäßig Prüfungen des GYS Geräts auf seine elektrische Betriebssicherheit
von qualifiziertem Fachpersonal durchführen
• Trennen Sie vor dem Öffnen des GYS Gerätes die Stromversorgung zum Gerät und warten Sie, bis der Ventilator
sich nicht mehr dreht. Im Gerät sind die Spannungen sehr hoch und deshalb gefährlich
• Prüfen Sie regelmäßig den Zustand der Netzzuleitung. Wenn diese beschädigt ist, muss sie durch den Hersteller,
seinen Reparaturservice oder eine qualifizierte Person ausgetauscht werden, um Gefahren zu vermeiden
• Verdecken Sie nicht die Lüftungsschlitze
HINWEISE - EMPFEHLUNGEN
• Beachten Sie die Angaben auf der Elektrodenverpackung für Schweißstrom und Polarität.
• Entfernen Sie nach dem Schweißprozess die Elektrode aus ihrem Halter.
• Führen Sie regelmäßig die Wartungsarbeiten durch.
UNFALLPRÄVENTION
Lichtbogenschweißen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen Verletzungen führen. Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden
Sicherheitshinweise:
Lichtbogenstrahlung
Umgebung
Feuchtigkeit
Stromversorgung
Transport
Verbrennungsgefahr
Brandgefahr
Schweißrauch
Weitere Hinweise
Halten Sie beim Arbeiten ausreichend Abstand zu Personen mit Herzschrittmacher! Personen mit
Das Gerät ist nicht geeignet für das Auftauen von Leitungen! Achten Sie beim Umgang mit Gasflaschen auf
sicheren Stand und Schutz des Flaschenventils! Beschädigte Flaschen stellen ein Sicherheitsrisiko dar!
Wir raten Personen mit einem Herzschrittmacher davon ab, diese Geräte zu benutzen.
Gesichtshaut und Augen sind durch ausreichend dimensionierte EN 175 konforme
Schutzschirme mit Spezialschutzgläsern nach EN 169 / 379 vor der intensiven
Ultraviolettstrahlung zu schützen.
Auch in der Nähe des Lichtbogens befindliche Personen oder Helfer müssen auf
Gefahren hingewiesen und mit den nötigen Schutzmitteln ausgerüstet werden.
Benutzen Sie das Gerät nur in sauberer und gegen Nässeeinwirkung geschützter
Umgebung.
Achten Sie auf den Stromanschluss der jeweiligen Geräte. Keine
Spannungsführenden Teile berühren.
Unterschätzen Sie nicht das Gewicht der Anlage. Bewegen Sie das Gerät nicht
über Personen oder Sachen hinweg, und lassen Sie es nicht herunterfallen oder
hart aufsetzen.
Schützen Sie sich durch geeignete trockene Schweißerkleidung (Schürze, Handschuhe,
Kopfbedeckung sowie feste Schuhe). Tragen Sie auch die Schutzbrille, wenn Sie
Schlacke abklopfen. Schützen Sie andere durch nicht entzündbare Trennwände. Nicht
in den Lichtbogen schauen und ausreichende Distanz halten.
Herzschrittmacher dürfen mit dem Gerät nicht ohne ärztliche Zustimmung arbeiten!
Entfernen Sie alle entflammbaren Produkte vom Schweißplatz und arbeiten Sie nicht in
der Nähe von brennbaren Stoffen und Gasen
Die beim Schweißen entstehenden Gase und der Rauch sind gesundheitsschädlich. Der
Arbeitsplatz sollte daher gut belüftet sein und der entstehende Rauch und die Gase
müssen abgesaugt werden.
Führen Sie Schweißarbeiten
-in Bereichen mit erhöhten elektrischen Risiken,
-in abgeschlossenen Räumen,
-in der Umgebung von entflammbaren oder explosiven Produkten
nur in Anwesenheit von qualifiziertem Rettungs- und/oder Fachpersonal durch. Treffen
Sie Vorsichtsmaßnahmen in Übereinstimmung mit "IEC 62081". Schweißarbeiten an
Gegenständen in erhöhter Position dürfen nur auf professionell aufgebauten Gerüsten
durchgeführt werden.
15

HINWEISE ZUR REDUZIERUNG VON ELEKTROMAGNETISCHEN STÖRUNGEN
Allgemein
Es liegt in der Verantwortung des Anwenders dafür Sorge zu tragen, dass die Schweißausrüstung nach den Vorgaben
des Herstellers angeschlossen und verwendet wird. Liegen elektromagnetische Störungen vor, ist der Anwender
dafür verantwortlich dieses Problem mithilfe des technischen Supports des Herstellers zu beheben.
Prüfung des Schweißbereiches
Prüfen Sie vor Anschluss der Schweißausrüstung die Arbeitsumgebung auf potentielle elektromagnetische Probleme.
a. Allgemeine Verkabelung, Steuerkabel, Fernmeldekabel und Datenleitungen über, unter und in direkter Nähe
des Schweißgerätes;
b. Radio/ TV Sende- und Empfangsgeräte;;
c. Computer und andere Kontrollgeräte;;
d. Empfindliche Anlagen für bspw. Sicherheitsüberprüfungen von industrieller Ausrüstung;
e. Gesundheitszustand (Herzschrittmacher, Hörgerät, usw.) der sich in der Umgebung des Gerätes befindlichen
Personen;
f. Geräte zum Kalibrieren und Messen;;
g. Unempfindlichkeit anderer externer Ausrüstung in der Nähe des Gerätes. Dies kann zusätzliche
Sicherheitsmaßnahmen erfordern;
h. Tageszeit, zu der Schweiß- und andere Arbeiten durchgeführt werden sollen;;
i. Berücksichtigung der Geräteumgebung, in Abhängigkeit der Gebäudestruktur und anderer Vorgänge am
Arbeitsplatz. Diese Umgebungsgrenze kann sich auch über die Grundstücksgrenzen erstrecken.
Hinweise zu den Methoden zur Reduzierung von elektromagnetischen Störungen
a. Hauptstromversorgung: Die Schweißausrüstung muss nach Herstellerangeben angeschlossen werden.
Treten Störungen auf, sind eventuell weitere Sicherheitsmaßnahmen, wie die Filterung der
Versorgungsspannung, notwendig.
b. Schweißkabel: Die Schweißkabel sollten so kurz wie möglich gehalten werden und gemeinsam auf bzw.
möglichst nahe am Bodenbereich verlaufen.
c. Schutz und Verstärkung: Selektiver Schutz und Abschirmung von anderen Kabeln und Geräten in der
Umgebung kann Störungsprobleme verringern. Das Maschinennetzkabel muss eventuell. abgeschirmt werden.
Die Abschirmung muss der gesamten Kabellänge entsprechen. Achten Sie darauf, dass das
Schweißgerätegehäuse extra geerdet ist.
d. Erdung des Werkstückes: Die Erdung des zu verschweißenden Werkstücks kann eventuelle
Störungsprobleme verringern. Sie sollte direkt bzw. über einen entsprechenden Kondensator erfolgen, je nach
landesspezifischen Vorgaben.
16

FEHLERSUCHE
Fehler
Ursache
Lösungen
Das Gerät liefert keinen
Schweißstrom und die gelbe
Übertemperaturanzeige leuchtet.
Die Anzeige ist an, das Gerät liefert
jedoch keinen Schweißstrom.
Bei Berührung des Gerätes,
verspüren Sie ein leichtes Kribbeln.
MMA-TIG
Die Maschine schweißt nicht
korrekt.
Beim Start zeigt das Display für
eine Sek.
Unstabiler Lichtbogen. Schlechte Wolfram-Elektrode. Benutzen Sie eine Wolfram-Elektrode
TIG
Die Wolfram-Elektrode oxidiert und
verfärbt sich am Ende des
Schweißvorgangs dunkel.
Die Elektrode glüht. Polaritätsfehler. Überprüfen Sie ob die Masseklemme
Der Übertemperaturschutz wurde
ausgelöst.
Masseklemme oder
Elektrodenhalter- Kabel sind nicht
korrekt mit dem Gerät verbunden.
Das Gerät ist nicht korrekt geerdet. Überprüfen Sie den Netzanschluss und
Polaritätsfehler. Überprüfen Sie die vom Hersteller
Die Spannung liegt außerhalb des
Spannungstoleranzbereiches:
230V +/- 15%
Zu hohe Gasströmung. Reduzieren Sie die Gasmenge.
Schweißumgebung.
Fehler wird durch Gasnachströmen
oder defektes Gasventil verursacht.
Warten Sie ca. 2 min bis der
Kühlvorgang abgeschlossen ist. Die
Anzeige erlischt danach.
Überprüfen Sie die Anschlüsse.
die Erdverbindung.
angegebene Polarität der Elektroden.
Überprüfen Sie die Netzspannung.
von angemessener Länge.
Benutzen Sie eine sauber
angeschliffene Elektrode.
Schützen Sie die Schweißumgebung
vor Wind oder Luftzug.
Überprüfen Sie die Gasanschlüsse.
an der (+) Buchse angeschlossen ist.
GARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 12
Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den
Hersteller bzw. seines Beauftragten erfolgen eine für den Käufer kostenlose Reparatur und ein kostenloser Ersatz
von Ersatzteilen. Der Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Ausschluss:
Die Garantieleistung erfolgt nicht bei Defekten, die durch unsachgemäßen Gebrauch, Sturz oder harte Stöße sowie
durch nicht autorisierte Reparaturen oder durch Transportschäden, die in Folge des Einsendens zur Reparatur,
hervorgerufen worden sind. Keine Garantie wird für Verschleißteile (z.B. Kabel, Klemmen, Vorsatzscheiben etc.)
sowie bei Gebrauchsspuren übernommen.
Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den Fachhandel
einschicken. Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten
Kostenvoranschlags durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den
Rückversand an den Fachhändler.
17
DECLARATION DE CONFORMITE :
GYS atteste que le poste de soudure est fabriqué conformément aux exigences des directives Basse tension
2006/95/CE du 12/12/2006, et aux directives CEM 2004/108/CE du 15/12/2004.
Cette conformité est établie par le respect des normes harmonisées EN 60974-1 de 2005, EN 60974-10 de 2007 et
EN 50445 de 2008.
Le marquage CE a été apposé en 2012.
DECLARATION OF CONFORMITY :
The equipment described on this manual complies with the instructions of low voltage 2006/95/CE of 12/12/2006,
and the instructions of CEM 2004/108/CE of the 15/12/2004.
This conformity respects the standards EN60974-1 of 2005, EN 60974-10 of 2007 and EN50445 of 2008.
CE marking was added in 2012.
KONFORMITÄTSERKLÄRUNG
GYS erklärt, dass die beschriebene Geräte in Übereinstimmung mit den Anforderungen der folgenden europäischen
Bestimmungen: Niederspannungsrichtlinie 2006/95/CE –12.12.2006 und EMV- Richtlinien 2004/108/CE – 15.12.2004
elektromagnetische Verträglichkeit- hergestellt wurden. Diese Geräte stimmen mit den harmonisierten Normen
EN60974-1 von 2005, EN 60974-10 von 2007 und EN 50445 von 2008 überein.
CE Kennzeichnung: 2012
DECLARACION DE CONFORMIDAD :
GYS certifica que el aparato de soldadura E200 FV es fabricado en conformidad con las directivas baja tensión
2006/95/CE del 12/12/2006, y las directivas compatibilidad electromecánica 2004/108/CE del 15/12/2004. Esta
conformidad está establecida por el respeto a las normas EN 60974-1 de 2005, EN 60974-10 de 2007 y EN 50445 de
2008.
El marcado CE fue fijado en 2012.
ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ:
GYS заявляет, что сварочные аппараты E200 FV произведены в соответствии с директивами Евросоюза
2006/95/CE о низком напряжении от 12/12/2006, а также с директивами CEМ 2004/108/CE от 15/12/2004.
Данное соответствие установлено в соответствии с согласованными нормами EN 60974-1 2005 г, EN 60974-10
2007 г и EN 50445 2008 г.
Маркировка ЕС нанесенна в 2012 г.
20/07/12 Nicolas BOUYGUES
Sas GYS Président Directeur Général
134 BD des Loges
53941 Saint Berthevin
28

SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM / SCHALTPLAN
Gysmi E200 FV
29

PIÈCES DE RECHANGE/ SPARE PARTS / ERSATZTEILE/ RECAMBIOS / ЗАПЧАСТИ
GYSMI E 200 FV
N°
1 Douilles / Connectors / Schweißbuchsen / Conectores / Коннекторы 51469
2 Clavier/ Display / Anzeige / Teclado / Дисплей / Οθόνη 51914
3 Carte électronique / Electronic card / Elektronikplatine / Tarjeta electrónica / Электронная плата 97143C
4 Cordon secteur / Power cord / Netzkabel / Cable de conexión / Сетевой шнур 21480
5 Ventillateur / Fan / Ventilator / ventilador / Вентилятор 51021
6 Grille / Protective screen / Ventilator- Grill / rejilla / Решетка 51010
7 Pieds / Feets / Füsse / Pies / Ножки 71140
Désignation E200 FV
30

ICÔNES/ SYMBOLS/ ZEICHENERKLÄRUNG / ICONOS/ ПЕРЕДНЯЯ ПАНЕЛЬ
Schutz gegen Risiko von
soldadura en un entorno que comprende riesgos de choque eléctrico. La fuente de corriente ella misma no debe estar
de cuerpos solidos de diametro >12.5mm y
A
V
Hz
IP23
Uo
U1
I1max
I1eff
EN 60974-1
X
/10min
@40°C
Ampère Amp Ampere Amperio Ампер
Volt Volt Volt Voltios Вольт
Hertz Hertz Hertz Hertz Герц
Soudage à l’électrode enrobée (MMA – Manual Metal Arc Schweißen mit umhüllter Elektrode (MMA)
Schweißen mit umhüllter Elektrode (E-Handschweißen) Soldadura con electrodos refractarios (TIG – Tungsten
Inert Gas) Ручная дуговая сварка (MMA – Manual Metal Arc)
Soudage TIG (Tungsten Inert Gaz) TIG welding (Tungsten Inert Gas) Schweißen mit Wolfram Elektrode
(Wolfram Edelgas) Soldadura TIG (Tungsten Inert Gaz) Сварка TIG (Tungsten Inert Gaz)
Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant ellemême ne doit toutefois pas être placée dans de tels locaux. Adapted for welding in environment with increased
risks of electrical shock. However, the welding source must not be placed in such places.
elektrischen Schlag. Das Schweißgerät darf nicht direkt auf dem Schweißwerkstück gestellt warden. Adaptado a la
situada dentro de tal locales. Подходит для сварки в среде с повышенной опасностью удара электрическим
током. Тем не менее не следует ставить источник тока в такие помещения.
Protégé contre l’accès aux parties dangereuses des corps solides de diam >12,5mm et chute d'eau (30%
horizontal) Protected against access to dangerous parts by any solid body which Ø > 12,5mm and against water
falls (30% horizontal) Kontaktschutz zu gefärlichen Teilen mit Ø > 12,5mm und Schutz gegen Spritzwasser
Einfallwinkel 30%. Protegido contra el acceso a las partidas peligrosas
las caídas de agua (30% horizontal) Защищен против доступа твердых тел диаметром >12,5мм к опасным
частям и от воды (30% горизонт.)
Courant de soudage continu Welding direct current Gleichschweißstrom La corriente de soldadura es
continua Сварка на постоянном токе
Alimentation électrique monophasée 50 ou 60Hz Single phase power supply 50 or 60Hz Einphasiege
Netzspannungsversorgung 50 oder 60 Hz Alimentación eléctrica monofásica 50 o 60 Hz Однофазное
напряжение 50 или 60Гц
Tension assignée à vide Rated no-load voltage Leerlaufversorgungspannung Tensión asignada de vacío
Напряжение холостого хода
Tension assignée d’alimentation rated supply voltage Versorgungsspannung unter Belastung. Tensión de
la red Напряжение сети
Courant d’alimentation assigné maximal (valeur efficace) Rated maximum supply current (effective value)
Maximaler Versorgungsstrom (Effektivwert) Corriente maxima de alimentacion de la red Максимальный
сетевой ток (эффективная мощность)
Courant d’alimentation effectif maximal Maximum effective supply current Maximaller tatsächlicher
Versorgungsstrom Corriente de alimentación efectiva maxima Максимальный эффективный сетевой ток
L’appareil respecte la norme EN60974-1 The device complies with EN60974-1 standard relative to welding
units Die Normen EN60974-1 für Schweißanlagen El aparato está conforme a la norma EN60974-1 referente a
los aparatos de soldadura Аппарат соответствует европейской норме EN60974-1
Convertisseur monophasé transformateur-redresseur Single phase inverter, converter-rectifier Einphasige
Schweißinverter Convertidor monofásico transformador-rectificador Однофазный инвертор, с
трансформацией и выпрямлением.
X : Facteur de marche à …% X : duty factor at …% X : Einschaltdauer Faktor ...% X : Factor de
…%
funcionamiento de …% X : Продолжительность включения …%
Nombre d'électrodes normalisées soudables en 1 heure, à 20°C, avec un temps d'arrêt de 20 s. entre chaque
électrode Number of standardized electrodes weldable during 1 hour at 20°C, with a delay of 20 s. between each
electrode. Anzahl der Standard-Elektroden, die in 1 Stunde bei 20°C geschweißt werden können mit einer Pause
von 20 s zwischen jeder Elektrode Cantidad de electrodos normalizados soldables en 1 hora, a 20°C, incluyendo
una parada de 20 seg. entre cada electrodo Количество стандартных электродов использованных за 1 час
при 20°C с 20-ти секундными перерывами между электродами.
31

I2 …
%
%
: conventional voltages in corresponding load
Separate collection
Este aparato
U2 …
Nombre d'électrodes normalisées soudables en 1 heure en continu, avec 20 secondes entre chacune, divisé par le
nombre d'électrodes soudables dans les mêmes conditions sans disjonction thermique. Number of standardized
electrodes weldable over 1 hour of continuous work, divided by the number of electrodes weldable in the same
conditions without thermal shutdown Elektroden Anzahl die inerhalb einer Arbeitsstunde verschweißt werden
können, geteilt durch Elektroden- Anzahl die tatsächlich verschweißt sind (Abkühlphasen des Geräts) Cantidad de
electrodos normalizados soldables en 1 hora de manera continua, a 20°C, dividida por la quantidad de electrodos
soldables en condiciones identicas sin disyunción térmica. . Количество стандартных электродов,
использованных за 1 час в непрерывном режиме с 20-ти секундными перерывами между электродами,
поделенное на количество электродов, которые можно сварить при тех же условиях, но без перегрева.
I2 : courant de soudage conventionnnel correspondant I2 : corresponding conventional welding current I2:
Sekundär Strom I2 : Corrientes correspondientes I2 : Соответствующий условный сварочный ток
U2 : Tensions conventionnelles en charges correspondantes U2
U2 : Sekundär Spannung U2 : Tensiones convencionales en carga U2 : Соответствующие условные
напряжения под нагрузкой
Circuit de correction du facteur de puissance Power factor corector circuit included PFC
Netzoberwellenfilter. Circuito de correción de factor de potencia integrado Цепь коррекции коэффициэнта
мощности
Ventillé Ventilated Ventilator Ventilado Содержит встроенный вентилятор
Appareil conforme aux directives européennes The device complies with European Directive Das Gerät ist
kompatibel mit Europäischen Normen El aparato está conforme a las normas europeas. Устройство
соответствует европейским нормам
Conforme aux normes GOST (Russie)
Conform to standards GOST / PCT (Russia) Das Gerät ist conform mit GOST/PCT(Rußland) Normen
Conforme a la normas GOST (PCT) (Rusia) Продукт соответствует стандарту России (РСТ)
L’arc électrique produit des rayons dangereux pour les yeux et la peau (protégez-vous !) The electric arc
produces dangerous rays for eyes and skin (protect yourself !) Der Lichtbogen erzeugt, gefährliche für die Augen
und Haut, Strahlen (Schützen Sie sich!) El arco produce rayos peligrosos para los ojos y la piel (¡ Protegase !)
Электрическая дуга производит опасные лучи для глаз и кожи (защитите себя!)
Attention, souder peut déclencher un feu ou une explosion. Caution, welding can produce fire or explosion.
Achtung. Schweißen kann Feuer oder Explosion verursachen. Cuidado, soldar puede iniciar un fuego o una
explosión. Внимание! Сварка может вызвать пожар или взрыв.
Le dispositif de déconnexion de sécurité est constitué par la prise secteur en coordination avec l'installation
électrique domestique. L'utilisateur doit s'assurer de l'accessibilité de la prise. . The mains disconnection mean is
the mains plug in combination with the house installation. Accessibility of the plug must be guaranteed by user.
Die Stromunterbrechung erfolgt durch Trennen des Netzsteckers vom häuslichen Stromnetz. Der Gerätanwender
sollte den freien Zugang zum Netzstecker immer gewährleisten El dispositivo de desconección de seguridad se
constituye de la toma de la red electrica en coordinación con la instalación eléctrica doméstica. El usuario debe
asegurarse de la accesibilidad del enchufe. Система отключения безопасности включается через сетевую
штепсельную розетку соответствующую домашней электрической установке. Пользователь должен убедиться,
что розетка доступна
Mise en veille/mise en marche standby/On Schalter Bereit/ Ein standby/ puesta en marcha
Включить/Режим ожидания
Attention ! Lire le manuel d’instruction avant utilisation Caution ! Read the user manual Achtung ! Lesen
Sie die Betriebsanleitung. Cuidado, leer las instrucciones de utilización. Внимание ! Читайте инструкцию по
использованию
Produit faisant l'objet d'une collecte sélective- Ne pas jeter dans une poubelle domestique !
required – Do not throw in a domestic dustbin Getrennt entsorgen.Nicht mit Hausmüll entsorgen.
es objeto de una recolección selectiva. No debe ser tirado en en cubo doméstico. Продукт требует специальной
утилизации. Не выбрасывать с бытовыми отходами.
32
 Loading...
Loading...