

Page 1
7
3502-V4-24/01/14
Gysmi E200 FV
p. 8-12 / 28-32
73502_V2_29/04/2013
Page 2
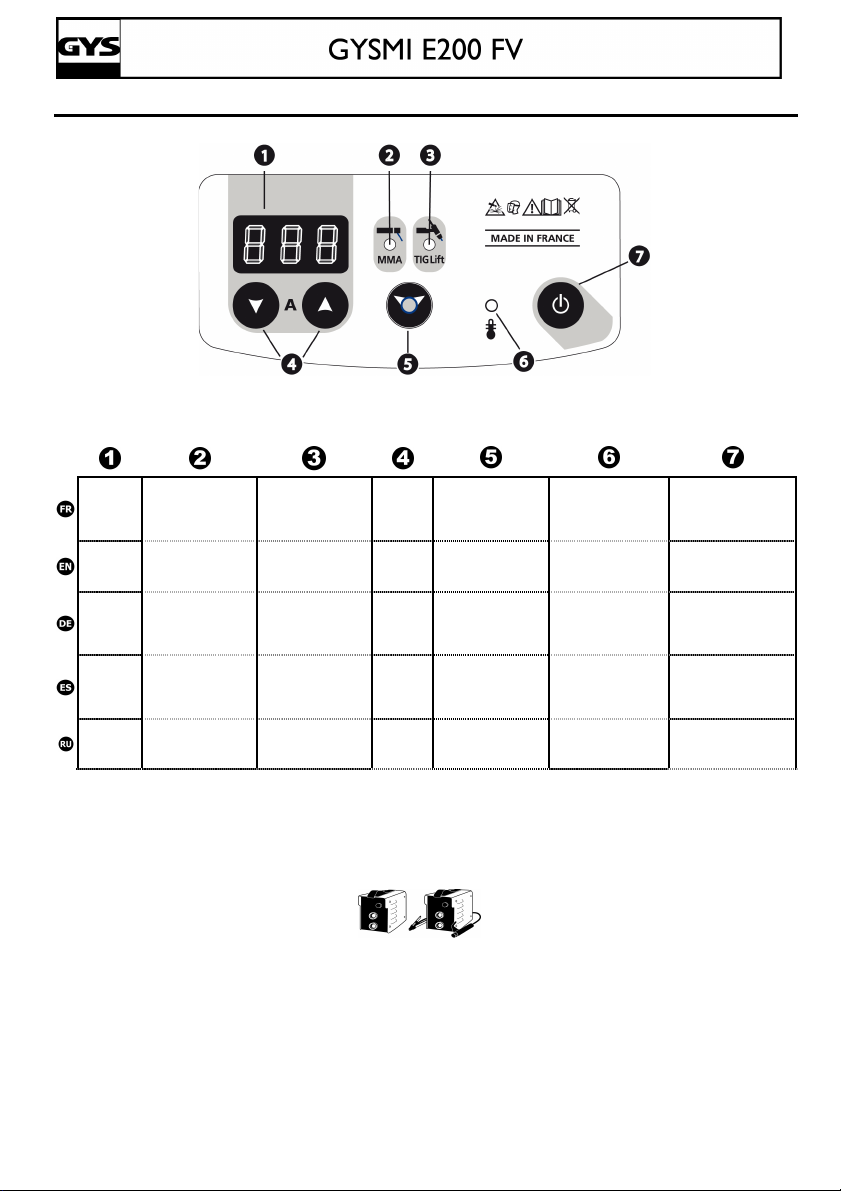
FACE AVANT/FRONTAL SIDE/FRONTSEITE UND ANSCHLÜSSE/CARA DELANTERA/ПЕРЕДНЯЯ ПАНЕЛЬ
réfractaire»
Schweißmodusanzeige
Schweißmodusanzeige
Drucktaster
Afficheur Voyant mode
Display Mode indicator
Anzeige
Indicador Indicador modo
Индикатор Лампочка режима
« soudage à
l’électrode » (MMA)
« electrode welding »
(MMA)
MMA
« soldadura con
electrodo recubierto»
(MMA)
MMA
Voyant mode
« soudage à
l’électrode
(TIG)
Mode indicator « non
consumable electrode
welding» (TIG)
«WIG
Kontaktzündung»
(TIG)
Indicador modo
« soldadura con
electrodo refractario»
(TIG)
Лампочка режима
TIG
Sélecteur
valeur +
ou -
Select
button « +
or – »
Wahl
+ oder -
Selector
valor + o -
Клавиши
выбора +
или –
E200 FV
5
.5kg 7.6kg
Bouton sélection/
validation
Button selection/
validation
Button-Auswahl /
Validierung
Botón selección /
validación
Клавиша выбора/
подтверждения
Voyant de protection
thermique
Thermal protection
indicator
Gelbe
Übertemperaturanzeige
Indicador luminoso
amarillo de protección
térmica
Желтый индикатор
температурной
защиты
Bouton de mise en
marche / veille
Button on/stand by
EIN/ AUS- Taste
Puesta en marcha /
stand by
Кнопка включение /
вахтенный режим
2
Page 3
DESCRIPTION
Thank you for choosing our product! In order to take the most of your welder, please read the following
instructions carefully:
These welding are, Inverter, portable welder, for covered electrode and TIG Lift in DC. It allows welding with rutiles,
basic, stainless steel. In TIG, it allows to weld most of metals except aluminium and alloys. It is protected for a use
on electric generators (230V /+- 15%).
POWER SUPPLY – START UP
• These machine are delivered with a 230V socket /16A plug type EEC7/7. The GYSMI E200 FV integrate a
« Flexible Voltage » system. It has to be on a power supply variable between 110V and 240V (50 – 60 Hz) WITH
earth. The absorbed effective current (I1eff) is shown on the machine, for maximal using conditions. Check that
the power supply and its protection (fuse and/or circuit-breaker) is compatible with the necessary current during
use. In some countries, the change of plug can be necessary to allow a use at maximal conditions. The welder
must be installed so that the main plug is accessible.
• The start-up is done by pressing ( )
The device turns into protection mode if the supply voltage is over 265V for the single-phase products
(the sсreen displays ). Normal operation will resume when the voltage has returned to its nominal
range.
• These are A-class devices. They are designed to be used in an industrial or professional environment. In a
different environment, it can be difficult to ensure electromagnetic compatibility, due to conducted
disturbances as well as radiation.
The GYSMI E200 FV features primary regulation, it is recommended to use the cables supplied with the unit.
•
ELECTRODE WELDING (MMA Mode)
• Leave the machine connected to the supply after welding in order to let it cool down.
• Thermal protection: thermal protection indicator turns on and the cooling time is about 2 to 5 min
according to external temperature.
• Your machine is equipped with 3 specific functions to Inverters :
The Hot Start (adjustable mode depending on model, see below) increases the current at the beginning
of the welding.
The Arc Force (adjustable mode depending on model, see below) increases the current in order to avoid
the sticking when electrode enters in melted metal.
The Anti Sticking allows you to easily withdraw your electrode without damaging it in case of sticking.
Selection of MMA Mode and intensity setting:
- Select the MMA position with the selector.
- Adjust the wished current (display ) using the key .
Hot Start & Arc Force adjustments:
Hot Start 0 90%
Arc Force Automatic
Advice:
Low Hot Start: for thin metal sheets
High Hot Start for metals that are difficult to weld (dirty or oxidized parts)
T
IG LIFT
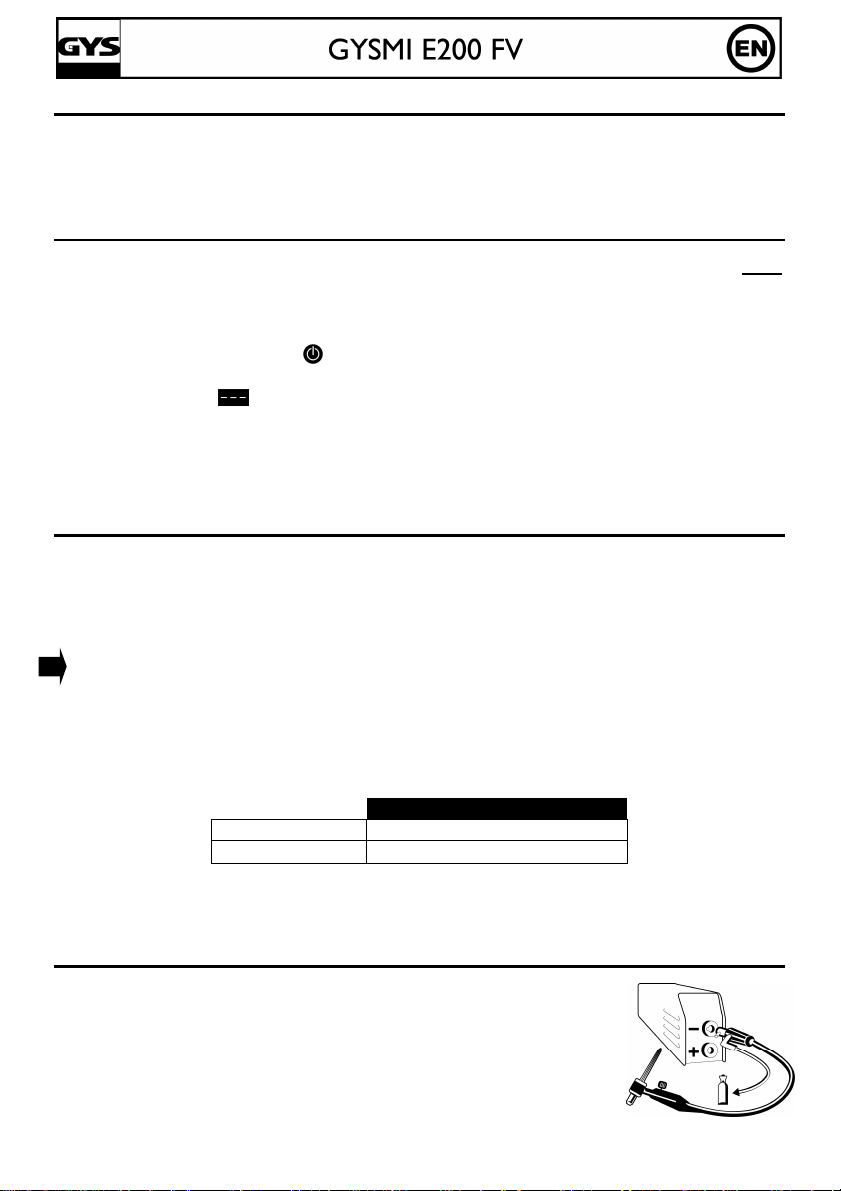
The DC TIG welding requires a protective gas (argon).
Follow the steps as below :
1. Connect the earth clamp on the positive pole (+).
2. C
onnect a torch "valve" negative polarity (-).(Ref. 044425)
3. Connect the pipe gas torch on the gas cylinder
4. Select TIG mode using the selector button .
5. Adjust the wished current (display ) using the keys .
Advice : Take 30A/mm as a default setting and adjust according to the part to weld.
E200 FV
8
Page 4
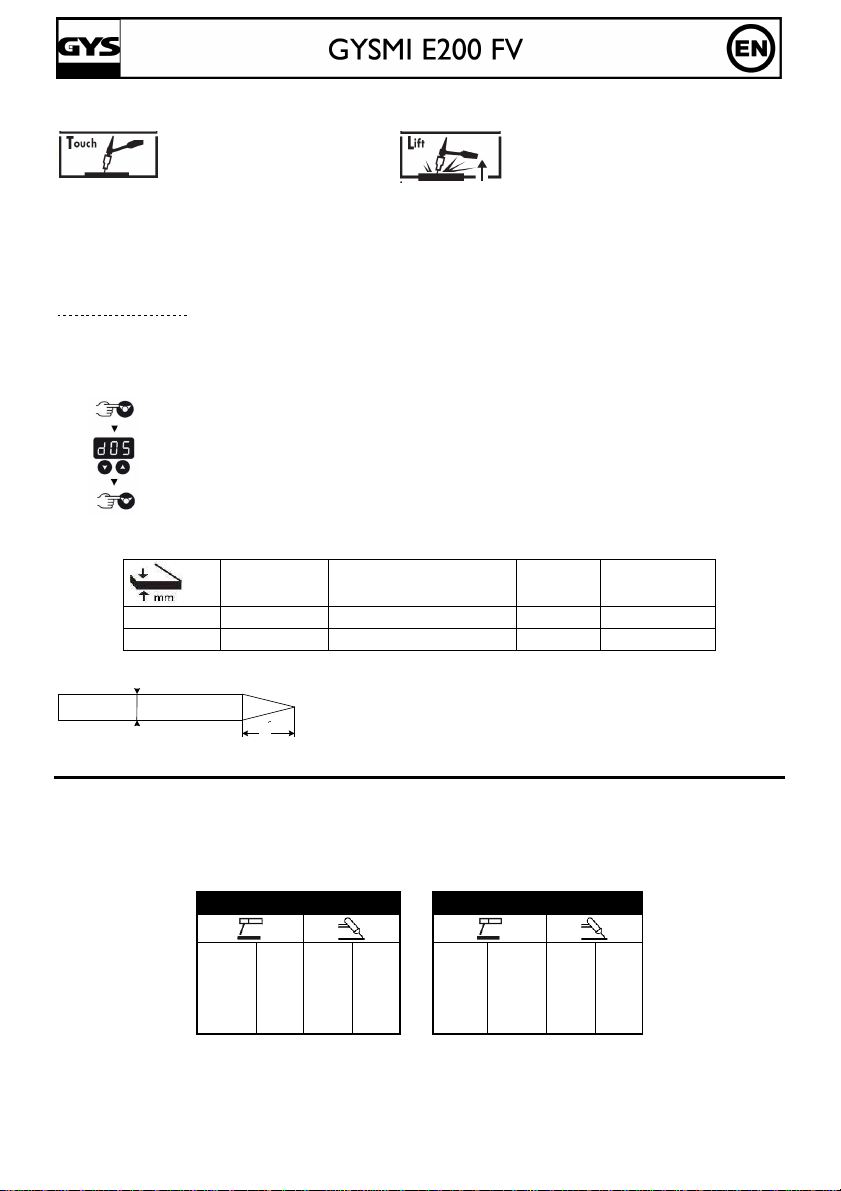
6. Set the gas flow on flewmeter of the gas cylinder, and then open the valve of the torch
Touch the electrode on
Raise the electrode 2 to 5
L = 2,5 x d.
7. To boot :
a-
the welding part
b-
mm of the part to be welded
8. At end of welding:
Up 2 times the arc (up-down-up-down) to trigger the automatic fade (see paragraph below). This
movement must be performed in less than 4 sec, at a height of 5 to 10 mm. Then close the valve to
stop the torch gas after cooling of the electrode.
Automatic Arc slope with time adjustable
Function activation:
This corresponds to the end of welding time required for the gradual decline in the welding current until the
stop of the arc. This function helps to avoid cracks and craters at end of welding.
1- Press 3 seconds on the selector button
et the automatic arc slope you wish from 1 to 10 sec (display) using key.
2. S
3. Validate the required figure by pressing the selector button .
Recommended combinations / Electrode grinding
Current (A) Ø Electrode (mm)
= Ø wire (filler metal)
0,5-5 10-130 1,6 9,8 6-7
4-8 130-200 2,4 11 7-8
Ø Nozzle
(mm)
Flow rate
(Argon L/mn)
To optimize the working, you have to use an electrode grinded as below:
d
l
L
THERMAL PROTECTION & DUTY CYCLE
• Thermal protection : thermal protection indicator turns on and the cooling time is about 2 to 5 min
according to external temperature.
• Leave the machine connected to the supply after welding in order to let it cool down
• The welding unit describes an output characteristic of "constant current" type. The duty cycles following
the norm EN60974-1 (at 40°C on a 10mn cycle) are indicated in the table here below:
E200 FV (110Veff) E200 FV (230Veff)
X% @ I max X% @ I max
39% 130A 58% 130A
60% 95A 60% 125A
100% 80A 100% 100A
X% @ I max X% @ I max
22% 200A 27% 200A
60% 120A 60% 140A
100% 90A 100% 115A
9
Page 5

MAINTENANCE
• Refer all servicing to qualified personnel.
• Disconnect the generator and wait until the ventilator stopped before working on the unit. Inside the
device, voltages and current are dangerous.
• 2 or 3 times a year, remove the steel cover and blow off the dust with compressed air. Let check the
electrical connections (with an insulated tool) and the insulations by qualified personnel.
• Regularly control the state of the cord. If this supply cable is damaged, it must be replaced by the
manufacturer, its after sales service or a similarly qualified technician to avoid any danger.
ADVICE
• Respect welding polarities and currents indicated on the electrode packaging
• Remove the electrode from the electrode holder when you do not use it.
• Leave the inlets free to allow in/out air circulation.
SECURITY
The arc welding can be dangerous and leads serious injury, may fatal. Protect yourself and
protect the others.
Respect the following warnings:
Arc rays
Rain, steam,
humidity
Electric shocks
Moving
Burns
Fire risks
Smokes
Extraprecautions
Protect yourself thanks to a welding helmet in compliance with EN175 equiped with filters
in compliance with EN 169 or EN 379. Inform and protect by the same means any people
in the welding environment.
The working environment must be clean (degree of pollution ≤ 3) and protected against
rain. Put the appliance on an even place and at least at one meter from the parts to be
welded. Do not use them under rain or snow.
This appliance may only be used in accordance with the power supply requirements listed
before. Do not touch live parts. Check that the supply system is suitable for the post.
Do not underestimate the weight of the apparatus. Do not carry it over people or things.
Do not drop it. Do not set it brutally
Wear protective or fire-proof clothing (overalls, jeans).
Use some welder gloves and a fire-proof apron.
Protect the others by installing non flammable protection wall, or prevent the others
from looking at the arc and have them keep a sufficient distance
Suppress all flammable products from the working area. Do not works near flammable gas.
Do not inhale gas or welding smokes. If indoors ventilate the area well and/or use local
extraction ventilation equipment to remove fumes and gases.
Any welding operation :
-in environments with increased risk of electric shock,
-in confined spaces,
-in the presence of flammable or explosive materials
must be evaluated in advance by an “Expert supervisor” and must always be carried
out in the presence of other people trained to intervene in case of emergency.
Technical protection measures MUST BE taken as described in the TECHNICAL
SPECIFICATION "IEC 62081".
Welding in raised positions is forbidden unless safety platforms are used.
People wearing Pacemakers are advised not to use this machine, however if necessary, please
seek medical advice prior to use.
Do not use the welding unit to unfreeze pipes.
Handle gas bottles with care - there is increased danger if the bottle or its valve are damaged.
10
Page 6

RECOMMENDATION TO REDUCE ELECTRO-MAGNETIC EMISSIONS
General
The user is responsible for installing and using the arc welding equipment according to the manufacturer’s
instructions. If electromagnetic disturbances are detected, then it shall be the responsibility of the user of the arc
welding equipment to resolve the situation with the technical assistance of the manufacturer.
Evaluation of the welding area
Before installing arc welding equipment the user shall make an assessment of potential electromagnetic problems in
the surrounding area
a. Other wiring, control cables, telephones and communication cables; above, below and adjacent to the
welding machine
b. Radio and television transmitters and receivers;
c. Computer and other control equipment;
d. Equipment critical for safety purposes such as safety checks of industrial equipment;
e. The health of persons in the vicinity, for example persons who wear pacemakers and hearing aids;
f. Equipment used for calibration or measurements;
g. The immunity of other equipment in which the equipment is to be used. The user must ensure that other
equipment used in the same place is compatible. This may require additional protection measures;
h. The time of day when welding or other activities are carried out
i. The size of the area to be considered will depend on the structure of the building and any other
processes in the area. The surrounding area may extend beyond the boundaries of the buildings.
Recommendation to reduce electro-magnetic emission
a. Mains power supply: the equipment must be connected to the power mains as specified in the
Manufacturer’s instructions. If interference occurs, additional precautions such as filtering of the mains
supply may be required. The supply cable in the welding machine’s permanent installations may have to
be screened in metal conduits or similar. The screening should be electrically continuous for the entire
length of the cable. It should also be connected to the welding machine with a good electrical contact
between the metal conduit and the casing.
b. Welding cables: The welding cables should be kept as short as possible and should be positioned close
together, running at or close to the floor level.
c. Protection and reinforcement: Selective screening and shielding of other cables and equipment in the
surrounding area may alleviate problems of interference. Screening of the entire welding area may be
considered for special applications
d. Connect the earth directly to the metal piece to be welded: Where necessary, the connection of
the workpiece to earth should be made by a direct connection to the workpiece, but in some countries
where direct connection is not permitted, the bonding should be achieved by suitable capacitance,
selected according to national regulations.
11
Page 7

TROUBLESHOOTING
Anomalies Causes Remedies
The device does not deliver any
current and the yellow indicator
lamp of thermal defect lights
up.
The display is on but the device
does not deliver any current.
If, when the unit is on and you
put your hand on the welding
MMA-TIG
unit’s body, you feel tingling
sensation.
The display is on but the device
does not deliver any current.
When starting up, the display
indicates .
Instable arc Default coming from the
TIG
The tungsten electrode gets
oxidised and tern at the end of
welding.
The electrode melts
The welder thermal protection
has turned on.
The cable of the earth clamp or
electrode holder is not connected
to the welder.
The welding unit is not correctly
connected to the earth.
The cable of the earth clamp or
electrode holder is not connected
to the welder.
The voltage is not included in the
range 230V +/- 15%
tungsten electrode
Too important gas flow rate Reduce gas flow rate
Welding zone
Default coming from post-gas or
the gas has been stopped
prematurely.
Polarity error Check that the earth clamp is really
Wait for the end of the cooling time,
around 2 minutes. The indicator
lamp turns off.
Check the connections.
Check the plug and the earth of
your electrical network.
Check the connections.
Have the electrical installation
checked.
Use a tungsten electrode with the
adequate size
Use a well prepared tungsten
electrode
Protect welding zone against air
flows
Check and tighten all gas
connections. Wait until the electrode
cools down before stopping the gas.
connected to +
12
Page 8

DECLARATION DE CONFORMITE :
GYS atteste que le poste de soudure est fabriqué conformément aux exigences des directives Basse tension
2006/95/CE du 12/12/2006, et aux directives CEM 2004/108/CE du 15/12/2004.
Cette conformité est établie par le respect des normes harmonisées EN 60974-1 de 2005, EN 60974-10 de 2007 et
EN 50445 de 2008.
Le marquage CE a été apposé en 2012.
DECLARATION OF CONFORMITY :
The equipment described on this manual complies with the instructions of low voltage 2006/95/CE of 12/12/2006,
and the instructions of CEM 2004/108/CE of the 15/12/2004.
This conformity respects the standards EN60974-1 of 2005, EN 60974-10 of 2007 and EN50445 of 2008.
CE marking was added in 2012.
KONFORMITÄTSERKLÄRUNG
GYS erklärt, dass die beschriebene Geräte in Übereinstimmung mit den Anforderungen der folgenden europäischen
Bestimmungen: Niederspannungsrichtlinie 2006/95/CE –12.12.2006 und EMV- Richtlinien 2004/108/CE – 15.12.2004
elektromagnetische Verträglichkeit- hergestellt wurden. Diese Geräte stimmen mit den harmonisierten Normen
EN60974-1 von 2005, EN 60974-10 von 2007 und EN 50445 von 2008 überein.
CE Kennzeichnung: 2012
DECLARACION DE CONFORMIDAD :
GYS certifica que el aparato de soldadura E200 FV es fabricado en conformidad con las directivas baja tensión
2006/95/CE del 12/12/2006, y las directivas compatibilidad electromecánica 2004/108/CE del 15/12/2004. Esta
conformidad está establecida por el respeto a las normas EN 60974-1 de 2005, EN 60974-10 de 2007 y EN 50445 de
2008.
El marcado CE fue fijado en 2012.
ДЕКЛАРАЦИЯ О СООТВЕТСТВИИ:
GYS заявляет, что сварочные аппараты E200 FV произведены в соответствии с директивами Евросоюза
2006/95/CE о низком напряжении от 12/12/2006, а также с директивами CEМ 2004/108/CE от 15/12/2004.
Данное соответствие установлено в соответствии с согласованными нормами EN 60974-1 2005 г, EN 60974-10
2007 г и EN 50445 2008 г.
Маркировка ЕС нанесенна в 2012 г.
20/07/12 Nicolas BOUYGUES
Sas GYS Président Directeur Général
134 BD des Loges
53941 Saint Berthevin
28
Page 9

SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM / SCHALTPLAN
Gysmi E200 FV
29
Page 10

PIÈCES DE RECHANGE/ SPARE PARTS / ERSATZTEILE/ RECAMBIOS / ЗАПЧАСТИ
GYSMI E 200 FV
N°
1 Douilles / Connectors / Schweißbuchsen / Conectores / Коннекторы 51469
2 Clavier/ Display / Anzeige / Teclado / Дисплей / Οθόνη 51914
3 Carte électronique / Electronic card / Elektronikplatine / Tarjeta electrónica / Электронная плата 97143C
4 Cordon secteur / Power cord / Netzkabel / Cable de conexión / Сетевой шнур 21480
5 Ventillateur / Fan / Ventilator / ventilador / Вентилятор 51021
6 Grille / Protective screen / Ventilator- Grill / rejilla / Решетка 51010
7 Pieds / Feets / Füsse / Pies / Ножки 71140
Désignation E200 FV
30
Page 11

ICÔNES/ SYMBOLS/ ZEICHENERKLÄRUNG / ICONOS/ ПЕРЕДНЯЯ ПАНЕЛЬ
Schutz gegen Risiko von
soldadura en un entorno que comprende riesgos de choque eléctrico. La fuente de corriente ella misma no debe estar
de cuerpos solidos de diametro >12.5mm y
A
V
Hz
IP23
Uo
U1
I1max
I1eff
EN 60974-1
X
/10min
@40°C
Ampère Amp Ampere Amperio Ампер
Volt Volt Volt Voltios Вольт
Hertz Hertz Hertz Hertz Герц
Soudage à l’électrode enrobée (MMA – Manual Metal Arc Schweißen mit umhüllter Elektrode (MMA)
Schweißen mit umhüllter Elektrode (E-Handschweißen) Soldadura con electrodos refractarios (TIG – Tungsten
Inert Gas) Ручная дуговая сварка (MMA – Manual Metal Arc)
Soudage TIG (Tungsten Inert Gaz) TIG welding (Tungsten Inert Gas) Schweißen mit Wolfram Elektrode
(Wolfram Edelgas) Soldadura TIG (Tungsten Inert Gaz) Сварка TIG (Tungsten Inert Gaz)
Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant ellemême ne doit toutefois pas être placée dans de tels locaux. Adapted for welding in environment with increased
risks of electrical shock. However, the welding source must not be placed in such places.
elektrischen Schlag. Das Schweißgerät darf nicht direkt auf dem Schweißwerkstück gestellt warden. Adaptado a la
situada dentro de tal locales. Подходит для сварки в среде с повышенной опасностью удара электрическим
током. Тем не менее не следует ставить источник тока в такие помещения.
Protégé contre l’accès aux parties dangereuses des corps solides de diam >12,5mm et chute d'eau (30%
horizontal) Protected against access to dangerous parts by any solid body which Ø > 12,5mm and against water
falls (30% horizontal) Kontaktschutz zu gefärlichen Teilen mit Ø > 12,5mm und Schutz gegen Spritzwasser
Einfallwinkel 30%. Protegido contra el acceso a las partidas peligrosas
las caídas de agua (30% horizontal) Защищен против доступа твердых тел диаметром >12,5мм к опасным
частям и от воды (30% горизонт.)
Courant de soudage continu Welding direct current Gleichschweißstrom La corriente de soldadura es
continua Сварка на постоянном токе
Alimentation électrique monophasée 50 ou 60Hz Single phase power supply 50 or 60Hz Einphasiege
Netzspannungsversorgung 50 oder 60 Hz Alimentación eléctrica monofásica 50 o 60 Hz Однофазное
напряжение 50 или 60Гц
Tension assignée à vide Rated no-load voltage Leerlaufversorgungspannung Tensión asignada de vacío
Напряжение холостого хода
Tension assignée d’alimentation rated supply voltage Versorgungsspannung unter Belastung. Tensión de
la red Напряжение сети
Courant d’alimentation assigné maximal (valeur efficace) Rated maximum supply current (effective value)
Maximaler Versorgungsstrom (Effektivwert) Corriente maxima de alimentacion de la red Максимальный
сетевой ток (эффективная мощность)
Courant d’alimentation effectif maximal Maximum effective supply current Maximaller tatsächlicher
Versorgungsstrom Corriente de alimentación efectiva maxima Максимальный эффективный сетевой ток
L’appareil respecte la norme EN60974-1 The device complies with EN60974-1 standard relative to welding
units Die Normen EN60974-1 für Schweißanlagen El aparato está conforme a la norma EN60974-1 referente a
los aparatos de soldadura Аппарат соответствует европейской норме EN60974-1
Convertisseur monophasé transformateur-redresseur Single phase inverter, converter-rectifier Einphasige
Schweißinverter Convertidor monofásico transformador-rectificador Однофазный инвертор, с
трансформацией и выпрямлением.
X : Facteur de marche à …% X : duty factor at …% X : Einschaltdauer Faktor ...% X : Factor de
…%
funcionamiento de …% X : Продолжительность включения …%
Nombre d'électrodes normalisées soudables en 1 heure, à 20°C, avec un temps d'arrêt de 20 s. entre chaque
électrode Number of standardized electrodes weldable during 1 hour at 20°C, with a delay of 20 s. between each
electrode. Anzahl der Standard-Elektroden, die in 1 Stunde bei 20°C geschweißt werden können mit einer Pause
von 20 s zwischen jeder Elektrode Cantidad de electrodos normalizados soldables en 1 hora, a 20°C, incluyendo
una parada de 20 seg. entre cada electrodo Количество стандартных электродов использованных за 1 час
при 20°C с 20-ти секундными перерывами между электродами.
31
Page 12

I2 …
%
%
: conventional voltages in corresponding load
Separate collection
Este aparato
U2 …
Nombre d'électrodes normalisées soudables en 1 heure en continu, avec 20 secondes entre chacune, divisé par le
nombre d'électrodes soudables dans les mêmes conditions sans disjonction thermique. Number of standardized
electrodes weldable over 1 hour of continuous work, divided by the number of electrodes weldable in the same
conditions without thermal shutdown Elektroden Anzahl die inerhalb einer Arbeitsstunde verschweißt werden
können, geteilt durch Elektroden- Anzahl die tatsächlich verschweißt sind (Abkühlphasen des Geräts) Cantidad de
electrodos normalizados soldables en 1 hora de manera continua, a 20°C, dividida por la quantidad de electrodos
soldables en condiciones identicas sin disyunción térmica. . Количество стандартных электродов,
использованных за 1 час в непрерывном режиме с 20-ти секундными перерывами между электродами,
поделенное на количество электродов, которые можно сварить при тех же условиях, но без перегрева.
I2 : courant de soudage conventionnnel correspondant I2 : corresponding conventional welding current I2:
Sekundär Strom I2 : Corrientes correspondientes I2 : Соответствующий условный сварочный ток
U2 : Tensions conventionnelles en charges correspondantes U2
U2 : Sekundär Spannung U2 : Tensiones convencionales en carga U2 : Соответствующие условные
напряжения под нагрузкой
Circuit de correction du facteur de puissance Power factor corector circuit included PFC
Netzoberwellenfilter. Circuito de correción de factor de potencia integrado Цепь коррекции коэффициэнта
мощности
Ventillé Ventilated Ventilator Ventilado Содержит встроенный вентилятор
Appareil conforme aux directives européennes The device complies with European Directive Das Gerät ist
kompatibel mit Europäischen Normen El aparato está conforme a las normas europeas. Устройство
соответствует европейским нормам
Conforme aux normes GOST (Russie)
Conform to standards GOST / PCT (Russia) Das Gerät ist conform mit GOST/PCT(Rußland) Normen
Conforme a la normas GOST (PCT) (Rusia) Продукт соответствует стандарту России (РСТ)
L’arc électrique produit des rayons dangereux pour les yeux et la peau (protégez-vous !) The electric arc
produces dangerous rays for eyes and skin (protect yourself !) Der Lichtbogen erzeugt, gefährliche für die Augen
und Haut, Strahlen (Schützen Sie sich!) El arco produce rayos peligrosos para los ojos y la piel (¡ Protegase !)
Электрическая дуга производит опасные лучи для глаз и кожи (защитите себя!)
Attention, souder peut déclencher un feu ou une explosion. Caution, welding can produce fire or explosion.
Achtung. Schweißen kann Feuer oder Explosion verursachen. Cuidado, soldar puede iniciar un fuego o una
explosión. Внимание! Сварка может вызвать пожар или взрыв.
Le dispositif de déconnexion de sécurité est constitué par la prise secteur en coordination avec l'installation
électrique domestique. L'utilisateur doit s'assurer de l'accessibilité de la prise. . The mains disconnection mean is
the mains plug in combination with the house installation. Accessibility of the plug must be guaranteed by user.
Die Stromunterbrechung erfolgt durch Trennen des Netzsteckers vom häuslichen Stromnetz. Der Gerätanwender
sollte den freien Zugang zum Netzstecker immer gewährleisten El dispositivo de desconección de seguridad se
constituye de la toma de la red electrica en coordinación con la instalación eléctrica doméstica. El usuario debe
asegurarse de la accesibilidad del enchufe. Система отключения безопасности включается через сетевую
штепсельную розетку соответствующую домашней электрической установке. Пользователь должен убедиться,
что розетка доступна
Mise en veille/mise en marche standby/On Schalter Bereit/ Ein standby/ puesta en marcha
Включить/Режим ожидания
Attention ! Lire le manuel d’instruction avant utilisation Caution ! Read the user manual Achtung ! Lesen
Sie die Betriebsanleitung. Cuidado, leer las instrucciones de utilización. Внимание ! Читайте инструкцию по
использованию
Produit faisant l'objet d'une collecte sélective- Ne pas jeter dans une poubelle domestique !
required – Do not throw in a domestic dustbin Getrennt entsorgen.Nicht mit Hausmüll entsorgen.
es objeto de una recolección selectiva. No debe ser tirado en en cubo doméstico. Продукт требует специальной
утилизации. Не выбрасывать с бытовыми отходами.
32
 Loading...
Loading...