

Page 1

FR
02-06 / 07-21 / 111-120
GALAXY
EN
DE
ES
RU
NL
IT
73502 V1 26/01/2024
02-06 / 22-35 / 111-120
02-06 / 36-50 / 111-120
02-06 / 51-65 / 111-120
02-06 / 66-80 / 111-120
02-06 / 81-95 / 111-120
02-06 / 96-110 / 111-120
400T DUO / 400T W
Générateur MIG/MAG - TIG - MMA
MIG/MAG - TIG - MMA welding machine
Schweissgerät für MIG/MAG - WIG - E-Hand
Equipo de soldadura MIG/MAG - TIG - MMA
Сварочный аппарат МИГ/МАГ - ТИГ - ММА
MIG/MAG - TIG - MMA lasapparaat
Dispositivo saldatura MIG/MAG - TIG - MMA
Find more languages of user manuals
www.gys.fr
Page 2

Manuel d’utilisation
Notice originale
GALAXY 400T DUO / 400T W
1
1 2
2
3
4
400T DUO seulement
400T DUO only
3 4
5
2
Page 3

Manuel d’utilisation
Notice originale
GALAXY 400T DUO / 400T W
400T W :
Ne pas décoller l’autocollant avant l’assemblage des roues.
Do not remove the sticker until the wheels are assembled.
FR
3
Page 4

Manuel d’utilisation
Notice originale
SUPPORT BOUTEILLE / BOTTLE SUPPORT / FLASCHENHALTER / PORTABOTELLAS / FLESSENHOUDER / PORTABOTTIGLIE
400T DUO 400T W
GALAXY 400T DUO / 400T W
2x 4 m
3
10 m
3
4 m3 / 10 m
3
4
Page 5

Manuel d’utilisation
1
Notice originale
RACCORD GAZ / GAS FITTINGS / GASANSCHLUSS / CONEXIÓN DE GAS / ГАЗОВОЕ СОЕДИНЕНИЕ /
GAS AANSLUITING / COLLEGAMENTO GAS
GALAXY 400T DUO / 400T W
400T W 400T DUO 400T DUO + WF 36 (option)
1 x 2 m
Faisceau en option
Optional connection cable
1 x 1 m 1 x 2 m
ou / or / oder / o
2
1
2 m
1
2 Faisceau / Connection cable
PROCÉDURE DE MISE À JOUR / UPDATE PROCEDURE
Clé USB non fournie / USB key not included.
Logiciel de mise à jour disponible sur le site GYS, partie S.A.V. / Update software available on the GYS website, After sales section.
FR
400T DUO
WF 36
(option)
WF 36
(option)
400T DUO
1 2
STOP
3 4 5
START
I
Acier - Steel - Stahl - Acero - Staal - Aço
A
Inox - Stainless steel - Edelstahl
Gaine acier
Steel sheath
Stahlseele
Capillaire buis
B
Aluminium
Tube capillaire / Capillary Pipe / Kapillarrohr
Gaine téon
Teon sheath
Teon-Drahtseele
Teon mantell
C
90950
5
Page 6

Manuel d’utilisation
II
400T DUO
Notice originale
GALAXY 400T DUO / 400T W
3
400T W
4
1
2
5
17
6
7
8
9
10
3
11
12
13
14
15
18
16
4
5
1
2
14
15
19
6
7
8
9
10
11
12
13
16
20
17
18
21
6
Page 7

Manuel d’utilisation
Notice originale
GALAXY 400T DUO / 400T W
AVERTISSEMENTS - RÈGLES DE SÉCURITÉ
CONSIGNE GÉNÉRALE
Ces instructions doivent être lues et bien comprises avant toute opération.
Toute modication ou maintenance non indiquée dans le manuel ne doit pas être entreprise.
Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant.
En cas de problème ou d’incertitude, veuillez consulter une personne qualiée pour manier correctement l’installation.
ENVIRONNEMENT
Ce matériel doit être utilisé uniquement pour faire des opérations de soudage dans les limites indiquées par la plaque signalétique et/ou le manuel.
Il faut respecter les directives relatives à la sécurité. En cas d’utilisation inadéquate ou dangereuse, le fabricant ne pourra être tenu responsable.
L’installation doit être utilisée dans un local sans poussière, ni acide, ni gaz inammable ou autres substances corrosives. Il en est de même pour son
stockage. S’assurer d’une circulation de l’air lors de l’utilisation.
Plage de température :
Utilisation entre -10 et +40°C (+14 et +104°F).
Stockage entre -20 et +55°C (-4 et 131°F).
Humidité de l’air :
Inférieur ou égal à 50% à 40°C (104°F).
Inférieur ou égal à 90% à 20°C (68°F).
FR
Altitude :
Jusqu’à 1000m au-dessus du niveau de la mer (3280 pieds)
PROTECTION INDIVIDUELLE ET DES AUTRES
Le soudage à l’arc peut être dangereux et causer des blessures graves voire mortelles.
Le soudage expose les individus à une source dangereuse de chaleur, de rayonnement lumineux de l’arc, de champs électromagnétiques (attention
au porteur de pacemaker), de risque d’électrocution, de bruit et d’émanations gazeuses.
Pour bien se protéger et protéger les autres, respecter les instructions de sécurité suivantes :
An de se protéger de brûlures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifugés et en bon état, qui
couvrent l’ensemble du corps.
Utiliser des gants qui garantissent l’isolation électrique et thermique.
Utiliser une protection de soudage et/ou une cagoule de soudage d’un niveau de protection susant (variable selon les applications).
Protéger les yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.
Il est parfois nécessaire de délimiter les zones par des rideaux ignifugés pour protéger la zone de soudage des rayons de l’arc, des
projections et des déchets incandescents.
Informer les personnes dans la zone de soudage de ne pas xer les rayons de l’arc ni les pièces en fusion et de porter les vêtements
adéquats pour se protéger.
Utiliser un casque contre le bruit si le procédé de soudage atteint un niveau de bruit supérieur à la limite autorisée (de même pour
toute personne étant dans la zone de soudage).
Tenir à distance des parties mobiles (ventilateur) les mains, cheveux, vêtements.
Ne jamais enlever les protections carter du groupe froid lorsque la source de courant de soudage est sous tension, le fabricant ne
pourrait être tenu pour responsable en cas d’accident.
Les pièces qui viennent d’être soudées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation. Lors d’intervention
d’entretien sur la torche ou le porte-électrode, il faut s’assurer que celui-ci soit susamment froid en attendant au moins 10 minutes
avant toute intervention. Le groupe froid doit être allumé lors de l’utilisation d’une torche refroidie eau an d’être sûr que le liquide
ne puisse pas causer de brûlures.
Il est important de sécuriser la zone de travail avant de la quitter an de protéger les personnes et les biens.
FUMÉES DE SOUDAGE ET GAZ
Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation susante, un
apport d’air est parfois nécessaire. Un masque à air frais peut être une solution en cas d’aération insusante.
Vérier que l’aspiration est ecace en la contrôlant par rapport aux normes de sécurité.
Attention le soudage dans des milieux de petites dimensions nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains
matériaux contenant du plomb, cadmium, zinc ou mercure voire du béryllium peuvent être particulièrement nocifs, dégraisser également les pièces
avant de les souder.
7
Page 8

Manuel d’utilisation
Notice originale
Les bouteilles doivent être entreposées dans des locaux ouverts ou bien aérés. Elles doivent être en position verticale et maintenues à un support
ou sur un chariot.
Le soudage doit être proscrit à proximité de graisse ou de peinture.
RISQUE DE FEU ET D’EXPLOSION
Protéger entièrement la zone de soudage, les matières inammables doivent être éloignées d’au moins 11 mètres.
Un équipement anti-feu doit être présent à proximité des opérations de soudage.
Attention aux projections de matières chaudes ou d’étincelles et même à travers des ssures, elles peuvent être source d’incendie ou d’explosion.
Éloigner les personnes, les objets inammables et les containers sous pressions à une distance de sécurité susante.
Le soudage dans des containers ou des tubes fermés est à proscrire et dans le cas où ils sont ouverts il faut les vider de toute matière inammable
ou explosive (huile, carburant, résidus de gaz …).
Les opérations de meulage ne doivent pas être dirigées vers la source de courant de soudage ou vers des matières inammables.
BOUTEILLES DE GAZ
Le gaz sortant des bouteilles peut être source de suocation en cas de concentration dans l’espace de soudage (bien ventiler).
Le transport doit être fait en toute sécurité : bouteilles fermées et la source de courant de soudage éteinte. Elles doivent être
entreposées verticalement et maintenues par un support pour limiter le risque de chute.
GALAXY 400T DUO / 400T W
Fermer la bouteille entre deux utilisations. Attention aux variations de température et aux expositions au soleil.
La bouteille ne doit pas être en contact avec une amme, un arc électrique, une torche, une pince de masse ou toutes autres sources de chaleur ou
d’incandescence.
Veiller à la tenir éloignée des circuits électriques et de soudage et donc ne jamais souder une bouteille sous pression.
Attention lors de l’ouverture du robinet de la bouteille, il faut éloigner la tête de la robinetterie et s’assurer que le gaz utilisé est approprié au procédé
de soudage.
SÉCURITÉ ÉLECTRIQUE
Le réseau électrique utilisé doit impérativement avoir une mise à la terre. Utiliser la taille de fusible recommandée sur le tableau
signalétique.
Une décharge électrique peut être une source d’accident grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l’intérieur comme à l’extérieur de la source de courant sous-tension (Torches, pinces, câbles, électrodes)
car celles-ci sont branchées au circuit de soudage.
Avant d’ouvrir la source de courant de soudage, il faut la déconnecter du réseau et attendre 2 minutes. an que l’ensemble des condensateurs soit
déchargé.
Ne pas toucher en même temps la torche ou le porte-électrode et la pince de masse.
Veiller à changer les câbles, torches si ces derniers sont endommagés, par des personnes qualiées et habilitées. Dimensionner la section des câbles
en fonction de l’application. Toujours utiliser des vêtements secs et en bon état pour s’isoler du circuit de soudage. Porter des chaussures isolantes,
quel que soit le milieu de travail.
CLASSIFICATION CEM DU MATERIEL
Ce matériel de Classe A n’est pas prévu pour être utilisé dans un site résidentiel où le courant électrique est fourni par le réseau
public d’alimentation basse tension. Il peut y avoir des dicultés potentielles pour assurer la compatibilité électromagnétique
dans ces sites, à cause des perturbations conduites, aussi bien que rayonnées à fréquence radioélectrique.
Sous réserve que l’impédance de réseau public d’alimentation basse tension au point de couplage commun soit inférieure à
Zmax = 0.29 Ohms, ce matériel est conforme à la CEI 61000-3-11 et peut être connecté aux réseaux publics d’alimentation
basse tension. Il est de la responsabilité de l’installateur ou de l’utilisateur du matériel de s’assurer, en consultant l’opérateur du
réseau de distribution si nécessaire, que l’impédance de réseau est conforme aux restrictions d’impédance.
Ce matériel est conforme à la CEI 61000-3-12.
EMISSIONS ELECTRO-MAGNETIQUES
Le courant électrique passant à travers n’importe quel conducteur produit des champs électriques et magnétiques (EMF) localisés.
Le courant de soudage produit un champ électromagnétique autour du circuit de soudage et du matériel de soudage.
Les champs électromagnétiques EMF peuvent perturber certains implants médicaux, par exemple les stimulateurs cardiaques. Des mesures
de protection doivent être prises pour les personnes portant des implants médicaux. Par exemple, restrictions d’accès pour les passants ou une
évaluation de risque individuelle pour les soudeurs.
8
Page 9

Manuel d’utilisation
Notice originale
Tous les soudeurs devraient utiliser les procédures suivantes an de minimiser l’exposition aux champs électromagnétiques provenant du circuit de
soudage:
• positionner les câbles de soudage ensemble – les xer avec une attache, si possible;
• se positionner (torse et tête) aussi loin que possible du circuit de soudage;
• ne jamais enrouler les câbles de soudage autour du corps;
• ne pas positionner le corps entre les câbles de soudage. Tenir les deux câbles de soudage sur le même côté du corps;
• raccorder le câble de retour à la pièce mise en œuvre aussi proche que possible à la zone à souder;
• ne pas travailler à côté de la source de courant de soudage, ne pas s’assoir dessus ou ne pas s’y adosser ;
• ne pas souder lors du transport de la source de courant de soudage ou le dévidoir.
Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d’utiliser ce matériel.
L’exposition aux champs électromagnétiques lors du soudage peut avoir d’autres eets sur la santé que l’on ne connaît pas
encore.
RECOMMANDATIONS POUR EVALUER LA ZONE ET L’INSTALLATION DE SOUDAGE
Généralités
L’utilisateur est responsable de l’installation et de l’utilisation du matériel de soudage à l’arc suivant les instructions du fabricant. Si des perturbations
électromagnétiques sont détectées, il doit être de la responsabilité de l’utilisateur du matériel de soudage à l’arc de résoudre la situation avec
l’assistance technique du fabricant. Dans certains cas, cette action corrective peut être aussi simple qu’une mise à la terre du circuit de soudage. Dans
d’autres cas, il peut être nécessaire de construire un écran électromagnétique autour de la source de courant de soudage et de la pièce entière avec
montage de ltres d’entrée. Dans tous les cas, les perturbations électromagnétiques doivent être réduites jusqu’à ce qu’elles ne soient plus gênantes.
Évaluation de la zone de soudage
Avant d’installer un matériel de soudage à l’arc, l’utilisateur doit évaluer les problèmes électromagnétiques potentiels dans la zone environnante. Ce
qui suit doit être pris en compte:
a) la présence au-dessus, au-dessous et à côté du matériel de soudage à l’arc d’autres câbles d’alimentation, de commande, de signalisation et de
téléphone;
b) des récepteurs et transmetteurs de radio et télévision;
c) des ordinateurs et autres matériels de commande;
d) du matériel critique de sécurité, par exemple, protection de matériel industriel;
e) la santé des personnes voisines, par exemple, emploi de stimulateurs cardiaques ou d’appareils contre la surdité;
f) du matériel utilisé pour l’étalonnage ou la mesure;
g) l’immunité des autres matériels présents dans l’environnement.
L’utilisateur doit s’assurer que les autres matériels utilisés dans l’environnement sont compatibles. Cela peut exiger des mesures de protection
supplémentaires;
h) l’heure du jour où le soudage ou d’autres activités sont à exécuter.
GALAXY 400T DUO / 400T W
FR
La dimension de la zone environnante à prendre en compte dépend de la structure du bâtiment et des autres activités qui s’y déroulent. La zone
environnante peut s’étendre au-delà des limites des installations.
Évaluation de l’installation de soudage
Outre l’évaluation de la zone, l’évaluation des installations de soudage à l’arc peut servir à déterminer et résoudre les cas de perturbations. Il convient
que l’évaluation des émissions comprenne des mesures in situ comme cela est spécié à l’Article 10 de la CISPR 11. Les mesures in situ peuvent
également permettre de conrmer l’ecacité des mesures d’atténuation.
RECOMMANDATIONS SUR LES METHODES DE REDUCTION DES EMISSIONS ELECTROMAGNETIQUES
a. Réseau public d’alimentation: Il convient de raccorder le matériel de soudage à l’arc au réseau public d’alimentation selon les recommandations
du fabricant. Si des interférences se produisent, il peut être nécessaire de prendre des mesures de prévention supplémentaires telles que le ltrage
du réseau public d’alimentation. Il convient d’envisager de blinder le câble d’alimentation dans un conduit métallique ou équivalent d’un matériel de
soudage à l’arc installé à demeure. Il convient d’assurer la continuité électrique du blindage sur toute sa longueur. Il convient de raccorder le blindage
à la source de courant de soudage pour assurer un bon contact électrique entre le conduit et l’enveloppe de la source de courant de soudage.
b. Maintenance du matériel de soudage à l’arc : Il convient que le matériel de soudage à l’arc soit soumis à l’entretien de routine suivant les
recommandations du fabricant. Il convient que tous les accès, portes de service et capots soient fermés et correctement verrouillés lorsque le matériel
de soudage à l’arc est en service. Il convient que le matériel de soudage à l’arc ne soit modié en aucune façon, hormis les modications et réglages
mentionnés dans les instructions du fabricant. Il convient, en particulier, que l’éclateur d’arc des dispositifs d’amorçage et de stabilisation d’arc soit
réglé et entretenu suivant les recommandations du fabricant.
c. Câbles de soudage : Il convient que les câbles soient aussi courts que possible, placés l’un près de l’autre à proximité du sol ou sur le sol.
d. Liaison équipotentielle : Il convient d’envisager la liaison de tous les objets métalliques de la zone environnante. Toutefois, des objets métalliques
reliés à la pièce à souder accroissent le risque pour l’opérateur de chocs électriques s’il touche à la fois ces éléments métalliques et l’électrode. Il
convient d’isoler l’opérateur de tels objets métalliques.
e. Mise à la terre de la pièce à souder : Lorsque la pièce à souder n’est pas reliée à la terre pour la sécurité électrique ou en raison de ses
dimensions et de son emplacement, ce qui est le cas, par exemple, des coques de navire ou des charpentes métalliques de bâtiments, une connexion
raccordant la pièce à la terre peut, dans certains cas et non systématiquement, réduire les émissions. Il convient de veiller à éviter la mise à la terre
des pièces qui pourrait accroître les risques de blessure pour les utilisateurs ou endommager d’autres matériels électriques. Si nécessaire, il convient
que le raccordement de la pièce à souder à la terre soit fait directement, mais dans certains pays n’autorisant pas cette connexion directe, il convient
que la connexion soit faite avec un condensateur approprié choisi en fonction des réglementations nationales.
f. Protection et blindage : La protection et le blindage sélectifs d’autres câbles et matériels dans la zone environnante peuvent limiter les problèmes
de perturbation. La protection de toute la zone de soudage peut être envisagée pour des applications spéciales.
9
Page 10
Manuel d’utilisation
Notice originale
TRANSPORT ET TRANSIT DE LA SOURCE DE COURANT DE SOUDAGE
Ne pas utiliser les câbles ou torche pour déplacer la source de courant de soudage. Elle doit être déplacée en position verticale.
Ne pas faire transiter la source de courant au-dessus de personnes ou d’objets.
Ne jamais soulever une bouteille de gaz et la source de courant de soudage en même temps. Leurs normes de transport sont distinctes.
Il est préférable d’enlever la bobine de l avant tout levage ou transport de la source de courant de soudage.
INSTALLATION DU MATÉRIEL
• Mettre la source de courant de soudage sur un sol dont l’inclinaison maximum est de 10°.
• Prévoir une zone susante pour aérer la source de courant de soudage et accéder aux commandes.
• Ne pas utiliser dans un environnement comportant des poussières métalliques conductrices.
• La source de courant de soudage doit être à l’abri de la pluie battante et ne pas être exposée aux rayons du soleil.
• Le matériel est de degré de protection IP23S, signiant :
- une protection contre l’accès aux parties dangereuses des corps solides de diam >12.5 mm et,
- une protection contre la pluie dirigée à 60° par rapport à la verticale lorsque ses parties mobiles (ventilateur) sont stationnaires.
Ce matériel peut donc être stocké à l’extérieur en accord avec l’indice de protection IP23.
Les courants de soudage vagabonds peuvent détruire les conducteurs de terre, endommager l’équipement et les dispositifs
électriques et causer des échauements de composants pouvant entrainer un incendie.
GALAXY 400T DUO / 400T W
- Toutes les connexions de soudages doivent être connectées fermement, les vérier régulièrement !
- S’assurer que la xation de la pièce est solide et sans problèmes électriques !
- Attacher ou suspendre tous les éléments conducteurs d’électricité de la source de soudage comme le châssis, le chariot et les systèmes de levage
pour qu’ils soient isolés !
- Ne pas déposer d’autres équipements comme des perceuses, dispositifs d’autage, etc sur la source de soudage, le chariot, ou les systèmes de
levage sans qu’ils soient isolés !
- Toujours déposer les torches de soudage ou portes électrodes sur une surface isolée quand ils ne sont pas utilisés !
Les câbles d’alimentation, de rallonge et de soudage doivent être totalement déroulés an d’éviter toute surchaue.
Le fabricant n’assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une utilisation
incorrecte et dangereuse de ce matériel.
ENTRETIEN / CONSEILS
• L’entretien ne doit être eectué que par une personne qualiée. Un entretien annuel est conseillé.
• Couper l’alimentation en débranchant la prise, et attendre deux minutes avant de travailler sur le matériel. A l’intérieur, les
tensions et intensités sont élevées et dangereuses.
• Régulièrement, enlever le anc et dépoussiérer à la souette. En proter pour faire vérier la tenue des connexions électriques avec un outil isolé
par un personnel qualié.
• Contrôler régulièrement l’état du cordon d’alimentation. Si le câble d’alimentation est endommagé, il doit être remplacé par le fabricant, son service
après-vente ou une personne de qualication similaire, an d’éviter tout danger.
• Laisser les ouïes de la source de courant de soudage libres pour l’entrée et la sortie d’air.
• Ne pas utiliser cette source de courant de soudage pour dégeler des canalisations, recharger des batteries/accumulateurs ou démarrer des
moteurs.
400T W :
Le liquide de refroidissement doit être changé tous les 12 mois an d’éviter les dépôts pouvant boucher le circuit de refroidissement de la torche. Toutes fuites ou résidus de produit, après utilisation, doivent être traités dans une usine de purication
appropriée. Il convient si possible de recycler le produit. Il est interdit de vider le produit usé dans les cours d’eau, dans les fosses
ou les systèmes de drainage. Le uide dilué ne devrait pas être vidé dans les égouts, sauf si cela est admis par la réglementation
locale.
10
Page 11

Manuel d’utilisation
Notice originale
GALAXY 400T DUO / 400T W
INSTALLATION – FONCTIONNEMENT PRODUIT
Seul le personnel expérimenté et habilité par le fabricant peut eectuer l’installation. Pendant l’installation, s’assurer que le générateur est déconnecté
du réseau. Les connexions en série ou en parallèle de générateur sont interdites. Il est recommandé d’utiliser les câbles de soudage fournis avec
l’appareil an d’obtenir les réglages optimums du produit.
DESCRIPTION
Ce matériel est une source de puissance triphasée pour le soudage semi-automatique « synergique » (MIG ou MAG), le soudage à électrode enrobée
(MMA) et le soudage à l’électrode réfractaire (TIG). Il accepte les bobines de l Ø 200 et 300 mm.
DESCRIPTION DU MATÉRIEL (II)
400T DUO
1- Support bobine Ø 200/300 mm 10- Connecteur Euro (torche)
2- Trappe boite accessoire 11- Connecteur gaz
3- Support câble 12- Cache option
4- Support torche 13- Connecteur, commande dévidoir séparé
5- IHM (Interface Homme Machine) 14- Douille de polarité positive
6- Interrupteur START/STOP 15- Câble secteur (5 m)
7- Douille de polarité positive 16- Support bouteille 4 m3 ou 10 m
8- Câble d’inversion de polarité 17- Connecteur USB
9- Douille de polarité négative 18- Motodévidoir
3
FR
400T W
1- Support bobine Ø 200/300 mm 12- Fusible du groupe froid
2- Trappe boite accessoire 13- Jauge de remplissage
3- Support câble 14- Sortie liquide du refroidissement (Bleu)
4- Support torche 15- Entrée liquide du refroidissement (Rouge)
5- IHM (Interface Homme Machine) 16- Connecteur gaz
6- Interrupteur START/STOP 17- Câble secteur (5 m)
7- Douille de polarité positive 18- Support bouteille 4 m3 ou 10 m
8- Câble d’inversion de polarité 19- Connecteur USB
9- Douille de polarité négative 20- Motodévidoir
10- Connecteur Euro (torche) 21- Tuyau d’amorçage
11- Bouchon de remplissage
3
INTERFACE HOMME-MACHINE (IHM)
Veuillez lire la notice d’utilisation de l’interface (IHM) qui fait partie de la documentation complète du matériel.
IHM
ALIMENTATION-MISE EN MARCHE
Ce matériel est livré avec prise 32 A de type EN 60309-1 et ne doit être utilisé que sur une installation électrique triphasée 400V (50-60 Hz) à quatre
ls avec un neutre relié à la terre.
Le courant eectif absorbé (I1e) est indiqué sur l’appareil, pour les conditions d’utilisation maximales. Vérier que l’alimentation et ses protections
(fusible et/ou disjoncteur) sont compatibles avec le courant nécessaire en utilisation. Dans certains pays, il peut être nécessaire. de changer la prise
pour permettre une utilisation aux conditions maximales.
• La source de puissance est prévue pour fonctionner sur une tension électrique 400V +/- 15%. Elle se met en protection si la tension d’alimentation
est inférieure à 330 Ve ou supérieure à 490Ve. (un code défaut apparaitra sur l’achage de l’écran).
• Le démarrage se fait par appui sur l’interrupteur START/STOP (Allumé), inversement l’arrêt se fait par appui sur ce même interrupteur (Eteint).
Attention ! Ne jamais couper l’alimentation lorsque le poste est en charge.
BRANCHEMENT SUR GROUPE ÉLECTROGÈNE
Ce matériel peut fonctionner avec des groupes électrogènes à condition que la puissance auxiliaire réponde aux exigences suivantes :
- La tension doit être alternative, sa valeur ecace doit être de 400 V +/- 15%, et de tension crête inférieure à 700 V,
- La fréquence doit être comprise entre 50 et 60 Hz.
Il est impératif de vérier ces conditions, car de nombreux groupes électrogènes produisent des pics de haute tension pouvant endommager le matériel.
UTILISATION DE RALLONGE ÉLECTRIQUE
Toutes les rallonges doivent avoir une longueur et une section appropriées à la tension du matériel. Utiliser une rallonge conforme aux réglementations nationales.
Tension d’entrée Longueur - Section de la rallonge (Longueur < 45m)
400 V 4 mm²
11
Page 12

Manuel d’utilisation
a
b
c
a
a
INSTALLATION DE LA BOBINE
Notice originale
GALAXY 400T DUO / 400T W
a b
CHARGEMENT DU FIL D’APPORT
b
- Enlever la buse (a) et le tube contact (b) de votre torche MIG/MAG.
- Ouvrir la trappe du générateur.
- Positionner la bobine sur son support.
- Tenir compte de l’ergot d’entrainement (c) du support bobine. Pour monter une bobine
200 mm, serrer le maintien bobine en plastique (a) au maximum.
- Régler la molette de frein (b) pour éviter lors de l’arrêt de la soudure que l’inertie de la
bobine n’emmêle le l. De manière générale, ne pas trop serrer, ce qui provoquerait une
surchaue du moteur.
Pour changer les galets, procéder comme suit :
- Desserrer la molette (a) au maximum et l’abaisser.
- Déverrouiller les galets en dévissant les vis de maintien (b).
- Mettre en place les galets moteur adaptés à votre utilisation et revisser les vis de maintien.
Les galets fournis sont des galets double gorge :
- acier Ø 1.0/1.2
- Contrôlez l’inscription sur le galet pour vérier que les galets sont adaptés au diamètre du l et à
la matière du l (pour un l de Ø 1.0, utiliser la gorge de Ø 1.0).
- Utiliser des galets avec rainure en V pour les ls acier et autres ls durs.
- Utiliser des galets avec rainure en U pour les ls aluminium et autres ls alliés, souples.
: inscription visible sur le galet (exemple : 10 = Ø 1.0)
: gorge à utiliser
Pour installer le l de métal d’apport, procéder comme suit :
- Desserrer la molette au maximum et l’abaisser.
- Insérer le l, puis refermer le motodévidoir et serrer la molette selon les indications.
- Appuyer sur la gâchette de la torche pour actionner le moteur, une procédure s’ache à
l’écran.
Remarques :
• Une gaine trop étroite peut entrainer des problèmes de dévidage et une surchaue du moteur.
• Le connecteur de la torche doit être également bien serré an d’éviter son échauement.
• Vérier que ni le l, ni la bobine ne touche la mécanique de l’appareil, sinon il y a danger de court-circuit.
RISQUE DE BLESSURE LIÉ AUX COMPOSANTS MOBILES
12
Les dévidoirs sont pourvus de composants mobiles qui peuvent happer les mains, les cheveux, les vêtements ou les outils et
entrainer par conséquent des blessures !
• Ne pas porter la main aux composants pivotants ou mobiles ou encore aux pièces d’entrainement!
• Veiller à ce que les couvercles du carter ou couvercles de protection restent bien fermés pendant le fonctionnement !
• Ne pas porter de gants lors de l’enlement du l d’apport et du changement de la bobine du l d’apport.
Page 13

Manuel d’utilisation
Notice originale
AMORÇAGE DU CIRCULATEUR DE LIQUIDE DE REFROIDISSEMENT (400T W)
Lors de la première utilisation du produit ou après avoir totalement vidé le réservoir de liquide de refroidissement, il est nécessaire d’appliquer la
procédure suivante pour amorcer en liquide le circulateur :
- Remplir le réservoir de liquide de refroidissement jusqu’à son niveau maximum. Le réservoir a une capacité de 5.5 litres.
- Brancher le tuyau d’amorçage (II-21) au connecteur de sortie du liquide de refroidissement (I-14) et placer l’autre extrémité dans un récipient vide
(idéalement une bouteille).
- Mettre le générateur sous tension.
- Dans le menu « Système/Groupe froid », appuyer sur le bouton-poussoir n°2 ( ) pour lancer la procédure d’amorçage.
- Une fois la pompe amorcée (récipient qui se remplit de liquide de refroidissement), arrêter le groupe froid en appuyant sur un des boutons de
l’IHM.
- Débrancher le tuyau d’amorçage, remettre le liquide dans le groupe froid : la pompe est amorcée.
REFROIDISSEMENT LIQUIDE (400T W)
REMPLISSAGE
MAX
Le réservoir du groupe froid doit être impérativement rempli au niveau MAX conseillé de la jauge indiquée à l’avant du groupe froid,
mais jamais en dessous du niveau MIN sous réserve d’un message d’avertissement.
Utiliser impérativement un liquide de refroidissement spécique pour les machines à souder ayant une faible conductivité électrique,
étant anticorrosion et antigel (ref. 052246).
L’utilisation de liquides de refroidissement autres, et en particulier du liquide standard automobile, peut conduire, par un phénomène
d’électrolyse, à l’accumulation de dépôts solides dans le circuit de refroidissement, dégradant ainsi le refroidissement, et pouvant aller
jusqu’à l’obstruction du circuit.
Ce niveau MAX conseillé est essentiel à l’optimisation des facteurs de marche de la torche à refroidissement liquide.
MIN
Toute dégradation de la machine liée à l’utilisation d’un autre liquide de refroidissement que le type préconisé ne sera pas considérée
dans le cadre de la garantie.
GALAXY 400T DUO / 400T W
FR
UTILISATION
NE JAMAIS UTILISER le générateur SANS LIQUIDE DE REFROIDISSEMENT lorsque la pompe est en fonctionnement.
1.
Respecter le niveau minimal. En cas de non respect, vous risquez de détériorer de manière dénitive la pompe du système de refroidissement.
Il faut s’assurer que le groupe de refroidissement est éteint avant la déconnexion des tuyaux d’entrée et/ou de sortie de liquide de la torche.
2.
Le liquide de refroidissement est nocif et irrite les yeux, les muqueuses et la peau. Le liquide chaud peut provoquer des brulures.
Danger de brûlures par liquide chaud. Ne jamais vidanger le groupe froid après son utilisation. Le liquide à l’intérieur est bouillant, attendre
3.
qu’il se refroidisse avant de vidanger.
En mode «AUTO», la pompe du refroidisseur commence à fonctionner au démarrage du soudage. Lorsque le soudage s’arrête, la pompe
4.
continue à fonctionner durant 10 minutes. Pendant ce délai, le liquide refroidit la torche de soudage et la ramène à la température ambiante. Laisser le générateur branché, quelques minutes, après soudage pour permettre son refroidissement.
En procédé MIG-MAG, le groupe froid est activé par défaut (AUTO). Pour utiliser une torche MIG-MAG avec refroidissement air, il est nécessaire de
désactiver le groupe froid (OFF). Pour ce faire, veuillez consulter la notice de l’interface.
SOUDAGE SEMI-AUTOMATIQUE EN ACIER/INOX (MODE MAG)
Le matériel peut souder du l acier et acier inoxydable de Ø 0.6 à 1.2 mm (I-A). L’appareil est livré d’origine avec des galets Ø 1.0/1.2 pour acier ou
acier inoxydable. Le tube contact, la gorge du galet, la gaine de la torche sont prévus pour cette application.
L’utilisation en acier nécessite un gaz spécique au soudage (Ar+CO2). La proportion de CO2 peut varier selon le type de gaz utilisé. Pour l’inox,
utiliser un mélange à 2% de CO2 . En cas de soudage avec du CO2 pur, il est nécessaire de connecter un dispositif de préchauage de gaz sur la
bouteille de gaz. Pour des besoins spéciques en gaz, veuillez contacter votre distributeur de gaz. Le débit de gaz pour l’acier est compris entre
8 et 15 litres / minute selon l’environnement. Pour contrôler le débit de gaz sur le manomètre sans dérouler de l d’apport, faire un appui long sur
le bouton-poussoir n°1 et suivre la procédure à l’écran. Ce contrôle doit se faire périodiquement pour assurer un soudage optimal. Se reporter à la
notice IHM.
SOUDAGE SEMI-AUTOMATIQUE ALUMINIUM (MODE MIG)
Le matériel peut souder du l aluminium de Ø 0.8 à 1.2 mm (I-B).
L’utilisation en aluminium nécessite un gaz spécique argon pur (Ar). Pour le choix du gaz, demander conseil à un distributeur de gaz. Le débit de
gaz en aluminium se situe entre 15 et 20 l/min selon l’environnement et l’expérience du soudeur.
Voici les diérences entre les utilisations acier et aluminium :
- Utiliser des galets spéciques pour le soudage alu.
- Mettre un minimum de pression des galets presseurs du motodévidoir pour ne pas écraser le l.
- Utiliser le tube capillaire (destiné au guidage l entre les galets du motodévidoir et le connecteur EURO) uniquement pour le soudage acier/inox
(I-B).
- Utiliser une torche spéciale aluminium. Cette torche aluminium possède une gaine téon an de réduire les frottements. NE PAS couper la gaine au
bord du raccord ! Cette gaine sert à guider le l à partir des galets.
- Tube contact : utiliser un tube contact SPÉCIAL aluminium correspondant au diamètre du l.
Lors de l’utilisation de gaine rouge ou bleu (soudage aluminium), il est conseillé d’utiliser l’accessoire 079601 (I-C).
Ce guide gaine en acier inoxydable améliore le centrage de la gaine et facilite le débit du l.
13
Vidéo
Page 14

Manuel d’utilisation
Notice originale
SOUDAGE SEMI-AUTOMATIQUE EN CUSI ET CUAL (MODE BRASAGE)
Le matériel peut souder du l CuSi et CuAl de Ø 0.8 et 1.0 mm.
De la même façon qu’en acier, le tube capillaire doit être mis en place et l’on doit utiliser une torche avec une gaine acier. Dans le cas du brasage, il
faut utiliser de l’argon pur (Ar).
SOUDAGE SEMI-AUTOMATIQUE FIL FOURRÉ
Le matériel peut souder du l fourré de Ø 0.9 à 1.6 mm. Les galets d’origines doivent être remplacer par des galets spéciques au l fourré (en
option). Souder du l fourré avec une buse standard peut entraîner une surchaue et la détérioration de la torche. Enlever la buse d’origine de votre
torche MIG-MAG.
CHOIX DE LA POLARITÉ
Polarité + Polarité -
GALAXY 400T DUO / 400T W
Le soudage MIG/MAG sous protection gazeuse nécessite généralement une polarité
positive.
Dans tous les cas, se référer aux recommandations du fabricant de l pour le choix de la polarité.
Le soudage MIG/MAG sans protection gazeuse (No Gaz) nécessite généralement
une polarité négative.
RACCORDEMENT GAZ
- Monter un manodétendeur adapté sur la bouteille de gaz. Le raccorder au poste à souder avec le tuyau fourni. Mettre les 2 colliers de serrage an
d’éviter les fuites.
- Assurer le bon maintien de la bouteille de gaz en respectant la xation de la chaine sur le générateur.
- Régler le débit de gaz en ajustant la molette de réglage située sur le manodétendeur.
NB : pour faciliter le réglage du débit de gaz, actionner les galets du motodévidoir en appuyant sur la gâchette de la torche (desserrer la molette de
frein du motodévidoir pour ne pas entrainer de l). Pression maximale de gaz : 0.5 MPa (5 bars).
Cette procédure ne s’applique pas au soudage en mode « No Gaz ».
COMBINAISONS CONSEILLÉES
Courant (A) Ø Fil (mm) Ø Buse (mm) Débit (L/min)
MIG
MAG
(mm)
0.8-2 20-100 0.8 12 10-12
2-4 100-200 1.0 12-15 12-15
4-8 200-300 1.0/1.2 15-16 15-18
8-15 300-500 1.2/1.6 16 18-25
0.6-1.5 15-80 0.6 12 8-10
1.5-3 80-150 0.8 12-15 10-12
3-8 150-300 1.0/1.2 15-16 12-15
8-20 300-500 1.2/1.6 16 15-18
MODE DE SOUDAGE MIG / MAG (GMAW/FCAW)
Procédés de
soudage
Paramètres Réglages
MANUEL
Couple
matériau/gaz
Diamètre de l Ø 0.8 > Ø 1.6 mm - Choix du diamètre l
- Fe Ar 25% CO
- ...
2
-
PULSE
STANDARD
Choix de la matière à souder.
Paramètres de soudage synergique
14
Page 15
Manuel d’utilisation
Notice originale
ModulArc OFF - ON - - Active ou non la modulation du courant de soudage (Double Pulse)
Comportement
gâchette
Mode de pointage Spot, Spot-Délai Choix du mode de pointage
1st Réglage
L’accès à certains paramètres de soudage dépend du mode d’achage sélectionné : Paramètres/Mode d’achage : Easy ou Expert. Se reporter à
la notice IHM.
PROCÉDÉS DE SOUDAGE
Pour plus d’informations sur les synergies GYS et les procédés de soudage, scannez le QR code :
MODE DE POINTAGE
• Spot
Ce mode de soudage permet le préassemblage des pièces avant soudage. Le pointage peut-être manuel par la gâchette ou temporisé avec un délai
de pointage prédéni. Ce temps de pointage permet une meilleure reproductibilité et la réalisation de point non oxydé.
2T, 4T Choix du mode de gestion du soudage à la gâchette.
Épaisseur
Courant
Vitesse
-
Choix du réglage principal à acher (Épaisseur de la pièce à souder, courant
moyen de soudage ou vitesse du l).
GALAXY 400T DUO / 400T W
FR
• Spot-Délai
C’est un mode de pointage semblable au Spot, mais enchainant pointages et temps d’arrêt déni tant que la gâchette est appuyée. Cette fonction
permet de souder des tôles très nes en acier ou en aluminium, en limitant le risque de perçage et de déformation de la tôle (surtout pour le soudage
aluminium).
DÉFINITION DES RÉGLAGES
Unité
Burnback -
Courant froid % Deuxième courant de soudage dit «froid»
Crater Filler %/s
Délai s Durée entre la n d’un point (hors Post gaz) et la reprise d’un nouveau point (Pré-Gaz compris).
Épaisseur mm
Évanouisseur s Rampe de descente en courant.
Fréquence du Pulse Hz Fréquence de pulsation
Hot Start %/s
Intensité A Le courant de soudage est réglé en fonction du type de l utilisé et du matériau à souder.
I Start - Réglage du courant d’amorçage.
Longueur d’arc - Permet d’ajuster la distance entre l’extrémité du l et le bain de fusion (ajustement de la tension).
Pré-gaz s Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Point s Durée dénie.
Post gaz s
Rapport cyclique % En pulsé, règle le temps de courant chaud par rapport au temps de courant froid.
Self - Amortit plus ou moins le courant de soudage. À régler en fonction de la position de soudage.
Spot s Durée dénie.
Tension V Inuence sur la largeur du cordon.
Upslope s Rampe de montée progressive du courant.
Vitesse d’approche -
Vitesse l m/min Quantité de métal d’apport déposé et indirectement l’intensité de soudage et la pénétration.
Fonction prévenant le risque de collage du l à la n du cordon. Ce temps correspond à une remontée du l
hors du bain de fusion.
Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Il se règle en intensité (% du courant de soudage) et en temps (secondes).
La synergie permet un paramétrage totalement automatique. L’action sur l’épaisseur paramètre automatique-
ment la tension et la vitesse de l adaptées.
Le Hot Start est une surintensité à l’amorçage évitant le collage du l sur la pièce à souder. Il se règle en inten-
sité (% du courant de soudage) et en temps (secondes).
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de protéger la pièce ainsi que
l’électrode contre les oxydations.
Vitesse de l progressive. Avant l’amorçage, le l arrive doucement pour créer le premier contact sans engendrer d’à-coups.
L’accès à certains paramètres de soudage et pointage dépend du procédé de soudage (Manuel, Synergique) et du mode d’achage sélectionné
(Easy ou Expert). Se reporter à la notice IHM.
15
Page 16

Manuel d’utilisation
Notice originale
CONTRÔLE DU DÉBIT DE GAZ
Pour contrôler le débit de gaz sur le manomètre sans dérouler de l d’apport, faire un appui long sur le bouton-poussoir n°1 et suivre la procédure à
l’écran. Ce contrôle doit se faire périodiquement pour assurer un soudage optimal. Se reporter à la notice IHM.
MODE DE SOUDAGE TIG (GTAW)
BRANCHEMENT ET CONSEILS
• Le soudage TIG DC requiert une protection gazeuse (Argon).
• Brancher la pince de masse dans le connecteur de raccordement positif (+). Brancher la torche TIG en option (réf. 046108) dans le connecteur
EURO du générateur et le câble d’inversion dans le connecteur de raccordement négatif (-).
• S’assurer que la torche est bien équipée et que les consommables (pince-étau, support collet, diuseur et buse) ne sont pas usés.
• Le choix de l’électrode est en fonction du courant du procédé TIG DC.
AFFUTAGE DE L’ÉLECTRODE
Pour un fonctionnement optimal, il est conseillé d’utiliser une électrode autée de la manière suivante :
GALAXY 400T DUO / 400T W
d
L = 3 x d pour un courant faible.
L = d pour un courant fort.
L
COMBINAISONS CONSEILLÉES
(mm)
0.3 - 3 3 - 75 1 6.5 6 - 7
2.4 - 6 60 - 150 1.6 8 6 - 7
4 - 8 100 - 200 2 9.5 7 - 8
6.8 - 8.8 170 - 250 2.4 11 8 - 9
9 - 12 225 - 300 3.2 12.5 9 - 10
PARAMÈTRES DU PROCÉDÉ
Paramètres Réglages
Procédé de soudage
Mode de gâchette 2T, 4T, Valve Choix du mode de gestion du soudage à la gâchette.
L’accès à certains paramètres de soudage dépend du mode d’achage sélectionné : Paramètres/Mode d’achage : Easy ou Expert. Se reporter à
la notice IHM.
Courant (A) Ø Electrode (mm) Ø Buse (mm) Débit Argon (L/min)
Standard Courant lisse
Pulsé Courant pulsé
Spot Pointage lisse
Spot-Pulsé Pointage pulsé
RÉGLAGES
• Standard
Le procédé de soudage TIG DC Standard permet le soudage de grande qualité sur la majorité des matériaux ferreux tels que l’acier, l’acier inoxydable,
mais aussi le cuivre et ses alliages, le titane… Les nombreuses possibilités de gestion du courant et gaz vous permettent la maitrise parfaite de votre
opération de soudage, de l’amorçage jusqu’au refroidissement nal de votre cordon de soudure.
• Pulsé
Ce mode de soudage à courant pulsé enchaine des impulsions de courant fort (I, impulsion de soudage) puis des impulsions de courant faible
(I_Froid, impulsion de refroidissement de la pièce). Ce mode pulsé permet d’assembler les pièces tout en limitant l’élévation en température et les
déformations. Idéal aussi en position.
Exemple :
Le courant de soudage I est réglé à 100A et % (I_Froid) = 50%, soit un courant froid = 50% x 100A = 50A.
F(Hz) est réglé à 10Hz, la période du signal sera de 1/10Hz = 100ms -> toutes les 100ms, une impulsion à 100A puis une autre à 50A se succèderont.
• Spot
Ce mode de soudage permet le préassemblage des pièces avant soudage. Le pointage peut-être manuel par la gâchette ou temporisé avec un délai
de pointage prédéni. Ce temps de pointage permet une meilleure reproductibilité et la réalisation de points non oxydés.
16
Page 17

Manuel d’utilisation
t
t
T2
T1
Bouton principal
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
Notice originale
• Spot-Pulsé
Ce mode de soudage sur tôle ne permet le pré-assemblage des pièces avant soudage. Le pointage peut-être manuel par la gâchette ou temporisé
avec un délai de pointage prédéni. Ce temps de pointage permet une meilleure reproductibilité et la réalisation de point non oxydé.
CHOIX DU DIAMÈTRE DE L’ÉLECTRODE
GALAXY 400T DUO / 400T W
FR
Ø Électrode (mm)
1 10 > 75 10 > 75
1.6 60 > 150 60 > 150
2 75 > 180 100 > 200
2.5 130 > 230 170 > 250
3.2 160 > 310 225 > 330
COMPORTEMENT GÂCHETTE
• 2T
• 4T
TIG DC
Tungstène pure Tungstène avec oxydes
Environ = 80 A par mm de Ø
T1 - Le bouton principal est appuyé, le cycle de soudage démarre
(PréGaz, I_Start, UpSlope et soudage).
T2 - Le bouton principal est relâché, le cycle de soudage est arrêté
(DownSlope, I_Stop, PostGaz).
Pour la torche à 2 boutons et seulement en 2T, le bouton secondaire est géré comme le bouton principal.
T1 - Le bouton principal est appuyé, le cycle démarre à partir du
PréGaz et s’arrête en phase de I_Start.
T2 - Le bouton principal est relâché, le cycle continue en UpSlope
et en soudage.
T3 - Le bouton principal est appuyé, le cycle passe en DownSlope
et s’arrête dans en phase de I_Stop.
T4 - Le bouton principal est relâché, le cycle se termine par le
PostGaz.
Nb : pour les torches, double boutons et double bouton + potentiomètre
=> bouton « haut/courant de soudage » et potentiomètre actifs,
bouton « bas » inactif.
Pour les torches double boutons ou double gâchettes, la gâchette « haute » garde la même fonctionnalité que la torche simple gâchette ou à lamelle.
La gâchette « basse » est inactive.
DÉFINITION DES RÉGLAGES
Unité
Courant d’arrêt % Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Courant de démarrage % Ce courant de palier au démarrage est une phase de préchauage avant la rampe de montée en courant.
Courant de soudage A Courant de soudage.
Courant froid % Deuxième courant de soudage dit «froid»
Durée du pulse s Phase de spot pulse manuelle ou d’une durée dénie
Durée du spot s Manuel ou une durée dénie.
Évanouisseur s Évite le cratère en n de soudage et les risques de ssuration particulièrement en alliage léger.
Fréquence de pulsation (conseils de réglage) :
Fréquence
de pulsation
• Si soudage avec apport de métal en manuel, alors F(Hz) synchronisé sur le geste d’apport,
Hz
• Si faible épaisseur sans apport (< 0.8 mm), F(Hz) > 10Hz
• Soudage en position, alors F(Hz) < 100Hz
Montée de courant s Permet une montée progressive du courant de soudage.
Post gaz s
Pré-gaz s Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de protéger la pièce ainsi que
l’électrode contre les oxydations lors du refroidissement.
Temps d’arrêt s Temps de palier à l’arrêt est une phase après la rampe de descente en courant.
Temps de démarrage s Temps de palier au démarrage avant la rampe de montée en courant.
17
Page 18

Manuel d’utilisation
Notice originale
Temps froid % Balance du temps du courant chaud (I) de la pulsation
L’accès à certains paramètres de soudage dépend du mode d’achage sélectionné : Paramètres/Mode d’achage : Easy ou Expert. Se reporter à
la notice IHM.
PURGE GAZ MANUELLE
La présence d’oxygène dans la torche peut conduire à une baisse des propriétés mécaniques et peut entrainer une baisse de la résistance à la corrosion. Pour purger le gaz de la torche, faire un appui long sur le bouton-poussoir n°1 et suivre la procédure à l’écran. Se reporter à la notice IHM.
MODE DE SOUDAGE MMA (SMAW)
BRANCHEMENT ET CONSEILS
• Brancher les câbles, porte-électrode et pince de masse dans les connecteurs de raccordement.
• Respecter les polarités et intensités de soudage indiquées sur les boites d’électrodes.
• Enlever l’électrode enrobée du porte-électrode lorsque la source de courant de soudage n’est pas utilisée.
• Le matériel est équipé de 3 fonctionnalités spéciques aux Inverters :
- Le Hot Start procure une surintensité en début de soudage.
- L’Arc Force délivre une surintensité qui évite le collage lorsque l’électrode rentre dans le bain.
- L’Anti-Sticking permet de décoller facilement l’électrode sans la faire rougir en cas de collage.
PARAMÈTRES DU PROCÉDÉ
Procédés de soudage
Paramètres Réglages Standard Pulsé
Type d’électrode
Anti-Sticking ON - OFF
Rutile
Basique
Le type d’électrode détermine des paramètres spéciques en fonction
du type d’électrode utilisée an d’optimiser sa soudabilité.
L’anti-collage est conseillé pour enlever l’électrode en toute sécurité en
cas de collage sur la pièce à souder (le courant est coupé automatiquement).
GALAXY 400T DUO / 400T W
L’accès à certains paramètres de soudage dépend du mode d’achage sélectionné : Paramètres/Mode d’achage : Easy ou Expert. Se reporter à
la notice IHM.
PROCÉDÉS DE SOUDAGE
• Standard
Ce mode de soudage MMA Standard convient pour la plupart des applications. Il permet le soudage avec tous les types d’électrodes enrobées, rutiles,
basiques, cellulosiques et sur toutes les matières : acier, acier inoxydable et fontes.
• Pulsé
Ce mode de soudage MMA Pulsé convient à des applications en position verticale montante (PF). Le pulsé permet de conserver un bain froid tout en
favorisant le transfert de matière. Sans pulsation, le soudage vertical montant demande un mouvement « de sapin », autrement dit un déplacement
triangulaire dicile. Grâce au MMA Pulsé il n’est plus nécessaire de faire ce mouvement, selon l’épaisseur de votre pièce un déplacement droit vers
le haut peut sure. Si toutefois vous voulez élargir votre bain de fusion, un simple mouvement latéral similaire au soudage à plat sut. Dans ce cas,
vous pouvez régler sur l’écran la fréquence de votre courant pulsé. Ce procédé ore ainsi une plus grande maitrise de l’opération de soudage vertical.
CHOIX DES ÉLECTRODES ENROBÉES
• Électrode Rutile : très facile d’emploi en toutes positions.
• Électrode Basique : utilisation en toutes positions, elle est adaptée aux travaux de sécurité par des propriétés mécaniques accrues.
DÉFINITION DES RÉGLAGES
Unité
Arc Force
Courant de soudage A
Durée du Hot Start s
Fréquence de
pulsation
Pourcentage Hot Start %
Pourcentage I froid %
Temps froid s
L’Arc Force est une surintensité délivrée an d’éviter les collages lorsque l’électrode ou la goutte viennent
toucher le bain de soudage.
Le courant de soudage est réglé en fonction du type d’électrode choisi (se référer à l’emballage des électro-
des).
Le Hot Start est une surintensité à l’amorçage évitant le collage de l’électrode sur la pièce à souder. Il se règle
en intensité (% du courant de soudage) et en temps (secondes).
Hz Fréquence de PULSATION du mode PULSE.
Le Hot Start est une surintensité à l’amorçage évitant le collage de l’électrode sur la pièce à souder. Il se règle
en intensité (% du courant de soudage) et en temps (secondes).
L’accès à certains paramètres de soudage dépend du mode d’achage sélectionné : Paramètres/Mode d’achage : Easy ou Expert. Se reporter à
la notice IHM.
18
Page 19

Manuel d’utilisation
Notice originale
RÉGLAGE DE L’INTENSITÉ DE SOUDAGE
Les réglages qui suivent correspondent à la plage d’intensité utilisable en fonction du type et du diamètre d’électrode. Ces plages sont assez larges
car elles dépendent de l’application et de la position de soudure.
Ø d’électrode (mm) Rutile E6013 (A) Basique E7018 (A)
1.6 30-60 30-55
2.0 50-70 50-80
2.5 60-100 80-110
3.15 80-150 90-140
4.0 100-200 125-210
5 150-290 200-260
6.3 200-385 220-340
RÉGLAGE DE L’ARC FORCE
Il est conseillé de positionner l’Arc force en position médiane (0) pour débuter le soudage et l’ajuster en fonction des résultats et des préférences de
soudage. Note : la plage de réglage de l’arcforce est spécique au type d’électrode choisi.
GALETS (B) EN OPTION
GALAXY 400T DUO / 400T W
FR
Diamètre
ø 0.6/0.8 042353 - ø 0.9/1.2 042407
ø 0.8/1.0 042360 042377
ø 1.0/1.2 046849 040915
Référence (x2)
Acier Aluminium Fil fourré
Diamètre
Référence (x2)
DÉVIDOIR WF 36 EN OPTION
Le produit 400T DUO peut-être équipé d’un dévidoir séparé WF 36 (option, ref. 082502) an d’utiliser rapidement 2 natures ou diamètres de ls sans changer de torches ou de bobines. La liaison entre ces deux
éléments se fait par l’intermédiaire d’un faisceau dédié en option :
Type de refroidissement
de la torche
Air
Liquide
Longueur Section Référence
5 m 70 mm² 075443
10 m
15 m 95 mm² 082083
20 m 95 mm² 082090
1.8 m 70 mm² 075467
5 m 70 mm² 075474
10 m
15 m 95 mm² 079816
20 m 95 mm² 082106
70 mm² 075450
95 mm² 077553
70 mm² 075481
95 mm² 075504
Pour assurer un soudage
optimal en mode Pulsé,
il est recommandé de ne
pas dépasser 10 m de
longueur de faisceau.
Pour le branchement du faisceau entre le générateur et le dévidoir, voir la notice du dévidoir séparé.
Il n’est pas possible d’utiliser 2 torches MIG/MAG en même temps. Lorsqu’un dévidoir est actif, l’autre est inactif.
IHM - dévidoir actif IHM - dévidoir inactif
Pour basculer d’un dévidoir inactif vers un dévidoir
actif, appuyer sur la gâchette de la torche non active
ou appuyer sur la molette de l’écran non actif.
19
Page 20

Manuel d’utilisation
Notice originale
ANOMALIES, CAUSES, REMÈDES
SYMPTÔMES CAUSES POSSIBLES REMÈDES
Des grattons obstruent l’orice
Le débit du l de soudage n’est pas constant.
Le moteur de dévidage ne fonctionne pas. Frein de la bobine ou galet trop serré. Desserrer le frein et les galets
Mauvais dévidage du l.
Pas de courant ou mauvais courant de soudage.
Le l bouchonne après les galets
Le cordon de soudage est poreux.
Particules d’étincelage très importantes.
Pas de gaz en sortie de torche Mauvaise connexion du gaz
Erreur lors du téléchargement
Problème de sauvegarde
Suppression automatique des JOBS.
Problème clé USB
Problème de chier
Problème de mise à jour
Le l patine dans les galets. Remettre du produit anti-adhésion.
Un des galets patine. Vérier le serrage de la vis du galet.
Le câble de la torche est entortillé.
Gaine guide-l sale ou endommagée. Nettoyer ou remplacer.
Clavette de l’axe des galets manquante Repositionner la clavette dans son logement
Frein de la bobine trop serré. Desserrer le frein.
Mauvais branchement de la prise secteur.
Mauvaise connexion de masse.
Pas de puissance. Contrôler la gâchette de la torche.
Gaine guide-l écrasée. Vérier la gaine et corps de torche.
Blocage du l dans la torche. Remplacer ou nettoyer.
Pas de tube capillaire. Vérier la présence du tube capillaire.
Vitesse du l trop importante. Réduire la vitesse de l
Le débit de gaz est insusant.
Bouteille de gaz vide. La remplacer.
Qualité du gaz non satisfaisante. Le remplacer.
Circulation d’air ou inuence du vent.
Buse gaz trop encrassée. Nettoyer la buse gaz ou la remplacer.
Mauvaise qualité du l. Utiliser un l adapté au soudage MIG-MAG.
État de la surface à souder de mauvaise qualité (rouille, etc.)
Le gaz n’est pas connecté
Tension d’arc trop basse ou trop haute. Voir paramètres de soudage.
Mauvaise prise de masse.
Gaz de protection insusant. Ajuster le débit de gaz.
Les données sur la clé USB sont erronées ou
corrompues.
Vous avez dépassé le nombre maximum de
sauvegardes.
Certains de vos jobs ont été supprimés, car
ils n’étaient plus valides avec les nouvelles
synergies.
Aucun JOB n’est détecté sur la clé USB Plus de place mémoire dans le produit Libérer de l’espace sur la clé USB.
Le Fichier «...» ne correspond pas aux syner-
gies téléchargées dans le produit
La clé USB ne semble pas reconnue. Le visuel
de l’étape n°4 de la procédure de mise à jour
ne s’ache pas sur l’écran.
Nettoyer le tube contact ou le changer remettre du produit anti-adhésion.
Le câble de la torche doit être le plus droit
possible.
Voir le branchement de la prise et regarder si
la prise est bien alimentée.
Contrôler le câble de masse (connexion et état
de la pince).
Plage de réglage de 15 à 20 L / min.
Nettoyer le métal de base.
Empêcher les courants d’air, protéger la zone
de soudage.
Nettoyer la pièce avant de souder
Vérier que le gaz est connecté à l’entrée du
générateur.
Contrôler et positionner la pince de masse au
plus proche de la zone à souder.
Vérier le branchement des entrées de gaz
Vérier que l’électrovanne fonctionne
Vérier vos données.
Vous devez supprimer des programmes.
Le nombre de sauvegardes est limité à 200.
-
Le chier a été créé avec des synergies qui ne
sont pas présentes sur la machine.
1- Insérer la clé USB dans son logement.
2- Mettre le générateur sous tension.
3- Faire un appui long sur la molette de l’IHM
pour forcer la mise à jour.
GALAXY 400T DUO / 400T W
20
Page 21

Manuel d’utilisation
Notice originale
CONDITIONS DE GARANTIE
La garantie couvre tous défauts ou vices de fabrication pendant 2 ans, à compter de la date d’achat (pièces et main-d’œuvre).
La garantie ne couvre pas :
• Toutes autres avaries dues au transport.
• L’usure normale des pièces (Ex. : câbles, pinces, etc.).
• Les incidents dus à un mauvais usage (erreur d’alimentation, chute, démontage).
• Les pannes liées à l’environnement (pollution, rouille, poussière).
En cas de panne, retourner l’appareil à votre distributeur, en y joignant :
- un justicatif d’achat daté (ticket de sortie de caisse, facture…)
- une note explicative de la panne.
GALAXY 400T DUO / 400T W
FR
21
Page 22

User manual
Translation of the original
instructions
GALAXY 400T DUO / 400T W
WARNINGS - SAFETY INSTRUCTIONS
GENERAL INSTRUCTIONS
These instructions must be read and fully understood before use.
Do not carry out any alterations or maintenance work that is not directly specied in this manual.
The manufacturer shall not be liable for any damage to persons or property resulting from use not in accordance with the instructions in this manual.
In case of problems or queries, please consult a qualied tradesperson to correctly install the product.
ENVIRONMENT
This equipment should only be used for welding operations performed within the limits indicated on the information panel and/or in this manual. These
safety guidelines must be observed. The manufacturer cannot be held responsible in the event of improper or dangerous use.
The machine must be set up somewhere free from dust, acid, ammable gases or any other corrosive substances. This also applies to the machine’s
storage. Ensure good air circulation when in use.
Temperature range:
Use between -10 and +40°C (+14 and +104°F).
Store between -20 and +55°C (-4 and 131°F).
Air humidity:
Lower than or equal to 50% at 40°C (104°F).
Lower than or equal to 90% at 20°C (68°F).
Altitude:
Up to 1000m above sea level (3,280 feet).
PROTECTING YOURSELF AND OTHERS
Arc welding can be dangerous and cause serious injury or death.
Welding exposes people to a dangerous source of heat, light radiation from the arc, electromagnetic elds (caution to those using pacemakers) and
risk of electrocution, as well as noise and fumes.
To protect yourself and others, please observe the following safety instructions:
To protect yourself from burns and radiation, wear insulating, dry and reproof clothing without lapels. Ensure the clothing is in good
condition and that covers the whole body.
Wear protective gloves which provide electrical and thermal insulation.
Use welding protection and/or a welding helmet with a sucient level of protection (depending on the specic use). Protect your
eyes during cleaning procedures. Contact lenses are specically forbidden.
It may be necessary to section o the welding area with reproof curtains to protect the area from arc radiation and hot spatter.
Inform people in the welding area not to stare at the arc rays or molten parts and to wear appropriate clothing for protection.
Wear noise protection headphones if the welding process becomes louder than the permissible limit (this is also applicable to
anyone else in the welding area).
Keep hands, hair and clothing away from moving parts (the ventilation fan, for example).
Never remove the cooling unit housing protections when the welding power source is live, the manufacturer cannot be held
responsible inthe event of an accident.
Newly welded parts are hot and can cause burns when handled. When maintenance work is carried out on the torch or electrode
holder, ensure that it is suciently cold by waiting at least 10 minutes before carrying out any work. The cooling unit must be
switched on when using a water-cooled torch to ensure that the liquid cannot cause burns.
It is important to secure the working area before leaving it, in order to protect people and property.
WELDING FUMES AND GAS
The fumes, gases and dusts emitted by welding are harmful to health. Sucient ventilation must be provided and an additional air
supply may be required. An air-fed mask could be a solution in situations where there is inadequate ventilation.
Check the extraction system’s performance against the relevant safety standards.
Caution: Welding in conned spaces requires safety monitoring from a safe distance. In addition, the welding of certain materials containing lead,
cadmium, zinc, mercury or even beryllium can be particularly harmful. Remove any grease from the parts before welding.
Cylinders should be stored in open or well-ventilated areas. They should be stored in an upright position and kept on a stand or trolley.
22
Page 23

User manual
Welding should not be carried out near grease or paint.
Translation of the original
instructions
RISK OF FIRES AND EXPLOSIONS
Fully shield the welding area, ammable materials should be kept at least 11 metres away.
Fire ghting equipment should be kept close to wherever the welding activities are being undertaken.
GALAXY 400T DUO / 400T W
Beware the expulsion of hot spatter or sparks, even through cracks, which can cause res or explosions.
Keep people, ammable objects and pressurised containers at a safe distance.
Welding in closed containers or tubes is to be avoided. If the containers or tubes are open, they must be emptied of all ammable or explosive
materials (oil, fuel, gas residues, etc.).
Grinding work must not be directed towards the source of the welding current or towards any ammable materials.
GAS CYLINDERS
Gas escaping from cylinders can cause suocation if there is too high a concentration of it in the welding area (ensure good
ventilation).
The machine must be transported in complete safety: gas cylinders must be closed and the welding power source turned o. They
should be stored upright and supported to limit the risk of falling.
Close the cylinder between uses. Beware of temperature variations and exposure to the sun.
The cylinder must not come into contact with ames, arcs, torches, earth clamps or any other sources of heat or ignition.
Be sure to keep it away from electrical and welding circuits. Never weld a pressurised cylinder.
When opening the cylinder valve, keep your head away from the valve and ensure that the gas being used is suitable for the welding process.
ELECTRICAL SAFETY
The electrical network used must be earthed. Use the recommended fuse size from the rating plate.
An electric shock can be the source of a serious accident, whether directly or indirectly, or even death.
Never touch live parts connected to the live current, either inside or outside the power source casing unit (torches, clamps, cables, electrodes), as
these items are connected to the welding circuit.
Before opening the welding machine’s power source, disconnect it from the mains and wait two minutes to ensure that all the capacitors have fully
discharged.
Do not touch the torch or the electrode holder and the earth clamp at the same time.
If the cables or torches become damaged, they must be replaced by a qualied and authorised person. Measure the cable cross-section according to
the intended application. Always use dry and in-fact clothing to insulate yourself from the welding circuit. Alongside this, wear well-insulated footwear
in all working environments.
EN
EMC CLASSIFICATION
This Class A device is not intended for use in a residential environment where power is provided by the public low-voltage local
supply network. Ensuring electromagnetic compatibilty may be dicult at these sites due to conducted, as well as radiated,
radio frequency interference.
Provided that the impedance of the public low-voltage supply network is less than Zmax = 0.29 Ohms at the common coupling
point, this equipment complies with IEC 61000-3-11 and can be connected to public low-voltage electrical supply. It is the
responsibility of the tter or operator of the equipment to ensure, by consulting the electricity distribution network provider if
necessary, that the network impedance complies with impedance restrictions.
This equipment complies with the IEC 61000-3-12 standard.
ELECTROMAGNETIC INTERFERENCES
An electric current passing through any conductor produces localised electric and magnetic elds (EMF). The welding current
produces an electromagnetic eld around the welding circuit and the welding equipment.
Electromagnetic elds (EMFs) can interfere with some medical devices, for example pacemakers. Protective measures must be taken for people with
medical implants. For example, restricted access for onlookers or an individual risk assessment for welders.
All welders should use the following guidelines to minimise exposure to the welding circuit’s electromagnetic elds:
• position the welding cables together - securing them with a clamp if possible;
• position yourself (head and body) as far away from the welding circuit as possible,
• never wrap the welding cables around your body,
23
Page 24

User manual
• do not position yourself between the welding cables. and keep both welding cables on your same side,
• connect the return cable to the workpiece, as close as possible to the area to be welded,
• do not work next to, sit or lean on the source of the welding current,
• do not transport the welding power source or wire feeder while welding.
Pacemaker users should consult a doctor before using this equipment.
Exposure to electromagnetic elds during welding may have other health eects that are not yet known.
Translation of the original
instructions
GALAXY 400T DUO / 400T W
RECOMMENDATIONS FOR ASSESSING THE WELDING AREA AND EQUIPMENT
General Information
It is the user’s responsibilit to install and use the arc welding equipment according to the manufacturer’s instructions. If electromagnetic disturbances
are detected, it is the user’s responsiblity to resolve the situation using the manufacturer’s technical support. In some cases, this corrective action may
be as simple as earthing the welding circuit. In other cases, it may be necessary to construct an electromagnetic shield around the welding current
source and around the entire workpiece by setting up input lters. In any case, electromagnetic interference should be reduced until it is no longer an
inconvenience.
Assessing the welding area
Before installing arc welding equipment, the user should assess the potential electromagnetic problems in the surrounding area. The following should
be taken into account:
a) the presence of power, control, signal and telephone cables above, below and next to the arc welding equipment,
b) radio and television receivers and transmitters,
c) computers and other control equipment,
d) critical safety equipment, e.g. the protection of industrial equipment,
e) the health of nearby persons, e.g. those using of pacemakers or hearing aids,
f) the equipment used for calibrating or measuring,
g) the protection of other surrounding equipment.
The operator has to ensure that the devices and equipment used in the same area are compatible with each other. This may require further protective
measures;
h) the time of day when welding or other operations are to be carried out.
The size of the surrounding area to be taken into account will depend on the building’s structure and the other activities taking place there. The
surrounding area may extend beyond the boundaries of the premises.
Assessment of the welding equipment
In addition to the assessment of the surrounding area, the arc welding equipment’s assessment can be used to identify and resolve cases of
interference. It is appropriate that the assessment of any emissions should include in situ procedures as specied in Article 10 of CISPR 11. In situ
measurements can also be used to conrm the eectiveness of mitigation measures.
GUIDELINES ON HOW TO REDUCE ELECTROMAGNETIC EMISSIONS
a. The mains power grid: Arc welding equipment should be connected to the mains power grid according to the manufacturer’s recommendations. If
any interference occurs, it may be necessary to take additional precautionary measures such as ltering the mains power supply. Consider protecting
the power cables of permanently installed arc welding equipment within a metal pipe or a similar casing. The power cable should be protected along
its entire length. The shield should be connected to the welding power source to ensure that there is good electrical contact between the conduit and
the welding power source enclosure.
b. The maintenance of arc welding equipment: Arc welding equipment should be subject to routine maintenance as recommended by the
manufacturer. All access points, service openings and bonnets should be closed and properly locked when the arc welding equipment is in use.
The arc welding equipment should not be modied in any way, except for those modications and adjustments mentioned in the manufacturer’s
instructions. The spark gap of arc starters and stabilisers should be adjusted and maintained according to the manufacturer’s recommendations.
c. Welding cables: Cables should be as short as possible, placed close together either near or on the ground.
d. Equipotential bonding: Consideration should be given to linking all metal objects in the surrounding area. However, metal objects connected to
the workpiece increase the risk of electric shocks to the user if they touch both these metal parts and the electrode. It is necessary to insulate the
operator from such metal objects.
e. Earthing the workpiece: In cases where the part to be welded is unearthed for electrical safety reasons or due to its size and location, such as ship
hulls or structural steel buildings, an earthed connection can reduce emissions in some cases, although not always. Care should be taken to avoid
the earthing of parts which could increase the risk of injury to users or damage to other electrical equipment. If necessary, the workpiece’s connection
should be earthed directly, but in some countries where a direct connection is not allowed, the connection should be made with a suitable capacitor
chosen according to national regulations.
f. Protection and protective casing: The selective protection and encasing of other cables and equipment in the surrounding area may limit
interference problems. The safeguarding of the entire welding area may be considered for special applications.
THE TRANSPORTING AND MOVING OF THE MACHINE’S POWER SOURCE
Do not use the cables or torch to move the welding power source. It should be moved in an upright position.
Do not carry or transport the power source overhead of people or objects.
Never lift a gas cylinder and the welding power source at the same time. Their transportation requirements are dierent.
24
Page 25

User manual
It is advisable to remove the wire spool before lifting or transporting the welding power source.
Translation of the original
instructions
GALAXY 400T DUO / 400T W
SETTING UP THE EQUIPMENT
• Place the welding power source on a oor with a maximum inclination of 10°.
• Provide sucient space to ventilate the welding power source and access the controls.
• Do not use in an area with conductive metal dust.
• The welding power source should be protected from heavy rain and not exposed to direct sunlight.
• The machine is IP23S rated, meaning:
- its dangerous parts are protected from being entered by objects greater than 12.5 mm and,
- it is protected against rain falling at an angle of up to 60° from vertical, providing that any moving parts (fan) are stationary.
This product can therefore be stored outdoors in accordance with the IP23 protection rating.
Stray welding currents can destroy earthing conductors, damage electrical equipment and devices and cause component parts
to overheat leading to res.
- All welding connections must be rmly secured and regularly checked!
- Make sure that the item’s attachment is rm and secure, without any electrical problems!
- Join together or suspend any electrically conductive parts of the welding source such as the frame, trolley and lifting systems so that they are
insulated!
- Do not place other equipment such as drills or grinding devices etc. on the welding source, trolley, or lifting systems unless they are insulated!
- Always place welding torches or electrode holders on an insulated surface when not in use!
The power cables, extensions and welding cables must be fully uncoiled to prevent overheating.
EN
The manufacturer assumes no responsibility for damage to persons or objects caused by improper and dangerous use of this
equipment.
MAINTENANCE / RECOMMENDATIONS
• Maintenance should only be carried out by a qualied person. Annual maintenance is recommended.
• Switch o the power supply by pulling the plug and wait two minutes before working on the equipment.. Inside the macine, the
voltages and currents are high and dangerous.
• Regularly remove the cover and blow out any dust. Take advantage of the opportunity to have the electrical connections checked with an insulated
tool by a qualied professional.
Regularly check the condition of the power cable. If the power cable is damaged, it must be replaced by the manufacturer, the after sales service
team or an equally qualied person to avoid any danger.
• Leave the welding power source vents free for air intake and outow.
• Do not use this welding power source for thawing pipes, recharging batteries/storage batteries or starter motors.
400T-W :
The coolant should be changed every 12 months to prevent residue from clogging the torch’s cooling system. Any leaks or product residues found after use, must be treated in an appropriate treatment plant. If possible, the product should be recycled. It is
forbidden to drain the used material into waterways, pits or drainage systems. Diluted uid should not be emptied into the sewage
system, except where allowed under local regulations.
INSTALLATION - USING THE PRODUCT
Only experienced personnel, authorised by the manufacturer, may carry out the machine’s set-up. During set-up, ensure that the power source is
unplugged from the mains. Series or parallel power source connections are not allowed. It is recommended to use the welding cables supplied with
the unit in order to obtain the best possible product performance.
DESCRIPTION
This machine is a three-phase power source for semi-automatic, software-supported welding (MIG or MAG), coated electrode welding (MMA) and
refractory electrode welding (TIG). It accepts 200 and 300 mm diameter wire spools.
25
Page 26

User manual
Translation of the original
instructions
GALAXY 400T DUO / 400T W
DESCRIPTION OF THE EQUIPMENT (II)
400T-DUO
1- Reel support Ø 200/300 mm 10- Euro connector (torche)
2- Accessory box hatch 11- Gas connector
3- Cable support 12- Cover option
4- Torch support 13- Connector for external wire feeder control
5- HMI (Human Machine Interface) 14- Positive polarity socket
6- START/STOP switch 15- Mains cable (5 m)
7- Positive polarity socket 16- Bottle holder 4m3 or 10m
8- Polarity reversal cable 17- USB connector
9- Negative polarity socket 18- Wire-feed motor
400T-W
1- Reel support Ø 200/300 mm 12- Fuse for cooling unit
2- Accessory box hatch 13- Tank level indicator
3- Cable support 14- Liquid coolant outlet (Blue)
4- Torch support 15- Liquid coolant intlet (Red)
5- HMI (Human Machine Interface) 16- Gas connector
6- START/STOP switch 17- Mains cable (5 m)
7- Positive polarity socket 18- Bottle holder 4m3 or 10m
8- Polarity reversal cable 19- USB connector
9- Negative polarity socket 20- Wire-feed motor
10- Euro connector (torche) 21- Priming hose
11- Filling cap
3
3
HUMAN-MACHINE INTERFACE (HMI)
Please read the Interface User Guide (HMI) which forms part of the complete product literature.
HMI
POWER SWITCH
This machine is tted with a 32A socket type EN 60309-1 which must only be used on a three-phase 400 V (50-60 Hz) four-wire earthed electrical
installation.
The absorbed eective current (I1e) is indicated on the device for optimum operating conditions. Check that the power supply and its safeguards
(fuse and/or circuit breaker) are compatible with the electric current being used. In some countries, it may be necessary to change the plug to allow
the use at maximum settings.
• The power source is designed to operate at 400 V +/- 15%. The unit enters protection mode if the supply voltage
is less than 330Vrms or greater than 490Vrms. (An error code will appear on the display screen).
• Starting is done by pressing the START/STOP switch (On), and stopping is done by pressing the same switch (O). Warning! Never switch o the
power supply while the unit is under load.
CONNECTING TO A POWER SOURCE
This equipment can be operated with electric generators provided that the auxiliary power supply meets the following requirements:
- The voltage must be alternating with an RMS value of 400V +/- 15% and a peak voltage of less than 700V.
- The frequency must be between 50 and 60 Hz.
It is vital to check these conditions as many generators produce high voltage peaks that can damage equipment.
USING EXTENSION LEADS
All extension leads must be of a suitable length and width that is appropriate to the equipment’s voltage. Use an extension lead that complies with
national safety regulations.
Input voltage Length - Cross-section of the extension cable (Length < 45m)
400 V 4mm²
SETTING UP THE REEL
a b
26
- Remove the nozzle (a) and contact tube (b) from your MIG/MAG torch.
Page 27

User manual
a
b
c
a
a
Translation of the original
instructions
Open the power source’s hatch.
- Position the reel on its holder.
- Take into consideration the reel stands’s drive lug (c). To t a 200 mm reel, tighten the
plastic reel holder (a) to the maximum.
- Adjust the brake wheel (b) to prevent the non-moving spool from tangling the wire when
the welding stops. Do not over tighten as this will cause the power source to overheat.
GALAXY 400T DUO / 400T W
LOADING THE FILLER WIRE
b
- Check the inscription on the roller to ensure that the rollers are suitable for the wire diameter and
the wire material (for Ø 1.0 wire, use the Ø 1.0 groove).
- Use V-grooved rollers for steel and other hard wires.
- Use U-grooved rollers for aluminium and other soft, alloyed wires.
: visible inscription on the roller (example: 10 = Ø 1.0)
: groove to be used
To change the rollers, do the following:
- Loosen the knob (a) to the maximum and lower it.
- Unlock the rollers by removing the retaining screws (b)
- Fit the appropriate drive rollers for your application and retighten the retaining screws.
The rollers supplied are double groove rollers :
- steel Ø 1.0/1.2
EN
To install the wire, follow the steps below:
- Loosen the knob to the maximum and lower it.
- Insert the wire, then close the motor reel and tighten the knob as shown.
- Press the trigger of the torch to activate the motor, and the procedure will be displayed on the
screen..
Notes:
- Too narrow a sheath can lead to unreeling issues and can lead to the overheating of the motor.
- The torch connection must also be properly tightened to prevent it from overheating.
- Ensure that neither the wire, nor the reel, touches the device’s mechanism, otherwise there is a danger of short-circuiting the machine.
RISK OF INJURY FROM MOVING COMPONENTS
The reels have moving parts that can trap hands, hair, clothing or tools causing injuries!
- Do not touch rotating, moving or driving parts of the machine!
• Ensure that the housing covers or protective covers remain fully closed when in operation.
• Do not wear gloves when threading the ller wire or changing the ller-wire’s spool.
COOLANT PUMP PRIMING (400T-W)
When using the product for the rst time, or after completely emptying the coolant tank, the following procedure must be followed to start the circulation:
- Fill the coolant reservoir to its maximum level. The tank has a 5.5 litre capacity.
- Connect the priming hose (II-21) to the coolant outlet connector (I-14) and place the other end in an empty container (ideally a bottle).
- Turn on the power source.
- In the «System/Cooling unit» menu, press push-button no. 2 ( ) to start the priming procedure.
- Once the pump is primed (container is lling with coolant), stop the cooling unit by pressing one of the buttons on the HMI.
- Disconnect the priming hose and return the liquid to the cooling system: the pump is now primed.
27
Page 28

User manual
Translation of the original
instructions
GALAXY 400T DUO / 400T W
LIQUID COOLING (400T-W)
FILLING
MAX
The cooling unit tank must be lled to the MAX level indicated by the gauge on the front, and must never be allowed to fall below the
MIN level. A warning message will be triggered if this occurs.
It is essential to use a specic coolant for welding machines that has low electrical conductivity as well as being anti-corrosion and
anti-freeze (ref. 052246).
The use of other coolants, in particular the standard automotive coolants, can lead to the accumulation of solid deposits in the cooling
system through electrolysis, thus degrading the cooling system and even clogging it entirely.
This recommended MAX level is essential for optimum performance of the liquid-cooled torch.
MIN
Any damage to the machine caused by the use of a coolant other than the recommended variety will not be covered under the warranty..
USAGE
NEVER USE the machine’s power source WITHOUT COOLING LIQUID while the pump is running.
1.
Meet the minimum coolant level. Failure to do so may result in permanent damage to the cooling system pump.
Ensure that the cooling unit is switched o before disconnecting the torch’s uid inlet and/or outlet pipes. Coolant is harmful and irritates the
2.
eyes, mucous membranes and skin. Hot liquid can cause burns.
Danger of burns from hot liquid. Never drain the cooling unit after use. The liquid inside the machine is boiling hot, wait for it to cool before
3.
draining.
In «AUTO» mode, the cooler pump starts running when welding is started. When welding stops, the pump continues to run for a further 10
4.
minutes. During this time, the liquid cools the welding torch bringing it back to room temperature. Leave the power source plugged in for a
few minutes after welding to allow it to cool.
In the MIG-MAG process, the cooling system is activated by default (AUTO). To use an air-cooled MIG-MAG torch, it is necessary to switch the cooling
system o. Please refer to the interface manual to do this.
SEMI-AUTOMATIC STEEL/STAINLESS STEEL WELDING (MAG MODE)
This machine can weld steel and stainless steel wire from Ø 0.6 to 1.2mm (I-A). The unit is supplied with Ø 1.0/1.2 rollers for steel or stainless steel
as standard. The contact tip, the grooved roller, and the torch sheath are designed for this application.
For operation on steel, a specic welding gas (Ar+CO2) is required. The amount of CO2 may vary depending on the type of gas used. For stainless
steel, use a 2% CO2 mixture. When welding with pure CO2, it is necessary to connect a gas pre-heater to the gas cylinder. For specic gas issues,
please contact your gas distributor. The gas ow rate for steel is between 8 and 15 litres per minute depending on the surroundings. To check the
gas ow rate on the manometer without unwinding the welding wire, press and hold push-button n°1 and follow the procedure on the screen. This
check should be done periodically to ensure the best possible welding. Refer to the HMI manual.
SEMI-AUTOMATIC ALUMINIUM WELDING (MIG MODE)
The unit can weld aluminium wire from Ø 0.8 to 1.2mm (I-B).
For use with aluminium, pure argon gas (Ar) is required. Seek advice from a gas distributor for a wide selection of gases. The gas ow rate for
aluminium is between 15 and 20 l/min depending on the surrounding environment and the welder’s experience.
The dierences between steel and aluminium processing are as follows:
- Use specic rollers for aluminium welding.
- Put minimum pressure on the motorised reel’s pressure rollers so as not to crush the thread.
- Only use the capillary tube (for guiding the wire between the feed rollers and the EURO connector) for steel/stainless steel welding (I-B)
- Use a special aluminium torch. This aluminium torch has a Teon coating to reduce friction. DO NOT cut away the coating at the tip of the connector!
This coating is used to guide the wire from the rollers.
- Contact tips: use a SPECIAL aluminium contact tip that matches the wire’s diameter.
When using red or blue sheathing (for aluminium welding), it is recommended to use the accessory 079601 (I-C).
This stainless steel sheath guide improves the centering of the sheath and facilitates the ow of the wire.
Video
SEMI-AUTOMATIC WELDING IN CUSI AND CUAL (BRAZING MODE)
The unit can weld Ø 0.8 and 1.0 mm CuSi and CuAl wire.
In the same way as with steel, a capillary tube must be set up and a torch with a steel sheath must be used. For brazing, pure argon (Ar) should be
used.
SEMI-AUTOMATIC WELDING WITH CORED WIRE
The unit can weld ux-cored wire from Ø 0.9 to 1.6mm. The original rollers must be replaced by specic cored wire rollers (available as an optional
extra). Welding ux-cored wire with a standard nozzle can lead to overheating and damage to the torch. Remove the original nozzle from your MIG-
MAG torch.
28
Page 29

User manual
Translation of the original
instructions
CHOOSING A POLARITY
Polarity + Polarity -
GALAXY 400T DUO / 400T W
Gas-shielded MIG/MAG welding generally
requires positive polarity.
In any case, refer to the wire manufacturer’s recommendations for the choice of polarity for your MIG-MAG torch.
MIG/MAG welding without gas shielding
(No Gas) generally requires negative
polarity.
GAS SUPPLY
- Fit a suitable pressure regulator to the gas cylinder. Connect it to the welding station with the pipe supplied. Attach the two hose clamps to prevent
leaks.
- Ensure that the gas cylinder is held securely in place with a chain attached to the power source.
- Set the gas ow rate by adjusting the dial on the pressure regulator.
NB: To adjust the gas ow rate more easily, use the rollers on the motorised spool by pulling the trigger on the torch (loosen the brake wheel on the
motorised reel so that no wire is drawn in). Maximum gas pressure: 0.5 MPa (5 bar).
This procedure does not apply to welding in «No Gas» mode.
RECOMMENDED COMBINATIONS
Current (A) Ø Wire (mm) Ø Nozzle (mm) Flow (L/min)
MIG
MAG
(mm)
0.8-2 20-100 0.8 12 10-12
2-4 100-200 1.0 12-15 12-15
4-8 200-300 1.0/1.2 15-16 15-18
8-15 300-500 1.2/1.6 16 18-25
0.6-1.5 15-80 0.6 12 8-10
1.5-3 80-150 0.8 12-15 10-12
3-8 150-300 1.0/1.2 15-16 12-15
8-20 300-500 1.2/1.6 16 15-18
EN
MIG / MAG (GMAW/FCAW) WELDING MODE
Welding
processes
Settings
Couple
material/gas
Wire diameter Ø 0.8 > Ø 1.6 mm - Choice of wire diameter
ModulArc OFF - ON - - Activating or deactivating the welding current’s modulation (Double Pulse)
Using the trigger 2T, 4T Choice of trigger welding management mode.
Spot welding mode Spot, Spot-Delay Selecting spot welding mode
First Setting
Access to some of the welding parameters depends on the selected display mode: Settings/Display mode: Easy or Expert. Refer to the HMI manual.
Adjustable
settings
- Fe Ar 25% CO
- ...
Thickness
Current
Speed
MANUAL
2
-
-
PULSE
STANDARD
Choice of the material to be welded.
Pre-installed welding user settings
Choosing the main setting to be displayed (thickness of the
workpiece, average welding current or wire speed).
29
Page 30

User manual
WELDING PROCESSES
For more information on GYS pre-installed user settings and welding processes, scan the QR code:
SPOT WELDING MODE
• Spot
This welding mode allows the pre-assembly of parts before welding. Spot welding can be done manually using the trigger or timed with a predened
spot welding period. Spot welding allows for better reproduction and non-oxidised weld points.
• Spot-Delay
This is a welding mode similar to Spot welding but with predened weld and dwell times, as long as the trigger is held down. This function allows
welding very thin steel or aluminium metal sheet, limiting the risk of piercing and distortion (especially for aluminium welding).
CONFIGURING THE SETTINGS
Units
Burnback -
Cold current % Second welding current known as a «cold» welding current.
Crater Filler %/s
Delay s Time between the end of a point (excluding Post-Gas) and the start of a new point (including Pre-Gas).
Thickness mm
Crater-ll feature s Downslope current.
Pulse frequency Hz Pulse frequency
Hot Start %/s
Current A The welding current is adjusted according to the type of wire used and the material to be welded.
I Start - Adjustment of the ignition current.
Arc length - Used to adjust the distance between the end of the wire and the weld pool (tension adjustment).
Pre-Gas s When the torch is bled and the gas shield is created before ignition.
Tack welding s Set duration.
Post-Gas s
Duty cycle % In pulsed mode, the hot current time is adjusted in relation to the cold current time.
Self-Induction Coil - Lessens the welding current more or less. To be set according to the welding position.
Spot welding s Set duration.
Voltage V Control over the cord’s width.
Upslope s Upslope current
Approach speed - Progressive yarn speed. Before priming, the wire moves slowly to create the rst contact without jolting.
Wire speed m/min Amount of ller metal deposited and consequently the welding intensity and penetration.
Translation of the original
instructions
Feature to help prevent the wire sticking to the bead. This is timed to coincide with the wire rising from the weld
pool.
This idling current is the next phase after the current is lowered.
The intensity (% of welding current) and the time (seconds) can be programmed.
The pre-installed user settings (syngergies) allow for a fully-automatic set-up. Changing the thickness setting
automatically sets the appropriate wire tension and speed.
The Hot Start is an overcurrent used at the start that prevents the wire from sticking to the workpiece. The
intensity (% of welding current) and the time (seconds) can be programmed.
Duration of the gas protection after the arc is extinguished. It protects the workpiece and the electrode from
oxidation.
GALAXY 400T DUO / 400T W
Access to some of the welding settings depends on the selected welding process (Manual, Standard, etc.) and the selected display mode (Easy,
Expert or Advanced). Refer to the HMI manual.
GAS FLOW CONTROL
To check the gas ow rate on the manometer without unwinding the welding wire, press and hold push-button n°1 and follow the procedure on the
screen. This check should be done periodically to ensure the best possible welding. Refer to the HMI manual.
TIG (GTAW) WELDING MODE
INSTALLATION AND GUIDANCE
• DC TIG welding requires a protective gas shield (Argon).
• Connect the earth clamp to the positive (+) plug connector. Connect the optional TIG torch (ref. 046108) into the EURO connector of the power
source and the polarity reversal cable into the negative (-) socket.
• Ensure that the torch is properly tted and that the consumables (vice grip pliers, collet bodies, diusers and nozzles) are not worn out.
• The choice of electrode will depend on the current of the DC TIG process.
30
Page 31

User manual
ELECTRODE SHARPENING
For optimum results, it is advised to use an electrode sharpened in the following way:
Translation of the original
instructions
GALAXY 400T DUO / 400T W
d
L = 3 x d for a low current.
L = d for a high current
L
RECOMMENDED COMBINATIONS
(mm)
0.3 - 3 3 - 75 1 6.5 6 - 7
2.4 - 6 60 - 150 1.6 8 6 - 7
4 - 8 100 - 200 2 9.5 7 - 8
6.8 - 8.8 170 - 250 2.4 11 8 - 9
9 - 12 225 - 300 3.2 12.5 9 - 10
PROCESS SETTINGS
Settings Settings
Welding process
Trigger mode 2T, 4T, Valve Choice of trigger welding management mode.
Access to some of the welding parameters depends on the selected display mode: Settings/Display mode: Easy or Expert. Refer to the HMI manual.
Current (A) Ø Electrode (mm) Ø Nozzle (mm) Argon ow rate (L/min)
Standard Smooth current
Pulsed Pulsed current
Spot welding Smooth tacking
Spot-Pulse Pulsed tacking
EN
SETTINGS
• Standard
The standard DC TIG welding process allows high quality welding on most ferrous materials such as steel and stainless steel, but also copper and its
alloys including titanium. The various current and gas management possibilities allow you to perfectly control your welding operation, from priming to
the nal cooling of your weld seam.
• Pulse
This pulsed current welding mode combines high current pulses (I = welding pulses) with low current pulses (cold I, workpiece cooling pulses). The
pulsed mode allows parts to be assembled while limiting temperature rises and warping. Ideal for on site use.
Example:
The welding current (I) is set to 100 A and % (cold I) = 50%, i.e. cold current = 50% x 100 A = 50.
F(Hz) is set to 10 Hz, the signal period will be 1/10 Hz = 100 ms -> a 100 A pulse every 100 ms then followed by another at 50 A.
• Spot
This welding mode allows the pre-assembly of parts before welding. Spot welding can be done manually using the trigger or timed with a predened
spot welding period. Spot welding allows for better reproduction and non-oxidised weld points.
• Spot-Pulse
This method of welding is used to pre-assemble thin sheet metal workpieces prior to the actual welding process. Spot welding can be done manually
using the trigger or timed with a predened spot welding period. Spot welding allows for better reproduction and non-oxidised weld points.
CHOOSING THE ELECTRODE’S DIAMETER
Electrode Ø (mm)
1 10 > 75 10 > 75
1.6 60 > 150 60 > 150
2 75 > 180 100 > 200
2.5 130 > 230 170 > 250
3.2 160 > 310 225 > 330
Pure tungsten Tungsten with oxides
Approx. = 80 A per mm Ø
DC TIG
31
Page 32

User manual
t
t
T2
T1
Main button
t t
t
t
T2
T1
Main button
T3
T1
Main button
T2
T4
USING THE TRIGGER
• 2T
• 4T
Translation of the original
instructions
GALAXY 400T DUO / 400T W
T1 - The main button is pressed, the welding cycle starts (Pre-Gas,
I_Start, upslope and welding).
T2 - The main button is released, the welding cycle is stopped
(downslope, I_Stop, Post-Gas).
For two-button torches in T2 only, the secondary button is treated as
the main button.
T1 - The main button is pressed, the cycle starts from Pre-Gas and
stops at the I_Start phase.
T2 - The main button is released, the cycle continues to upslope
and welding.
T3 - The main button is pressed, the cycle goes to downslope and
stops in the I_Stop phase.
T4 - The main button is released, the cycle ends with the Post-Gas.
NB: for torches, double buttons and double button + potentiometer
=> «up/weld current» button turns on the potentiometer, the «down»
button turns it o.
For dual button or dual trigger torches, the «high» trigger retains the same functionality as the single trigger torch . The «low» trigger is not active.
CONFIGURING THE SETTINGS
Units
End current % This idling current is the next phase after the current is lowered.
Starting current % This start-up bearing current is a warm-up phase before the current is raised.
Welding current A Welding current.
Cold current % Second welding current known as a «cold» welding current.
Pulse duration s Manual or time-controlled spot pulse phase
Spot duration s Either manual or a set time.
Crater-ll feature s Avoids cratering at the end of welding and the risk of cracking, particularly in light alloys.
Pulse frequency (setting guidelines):
Pulse frequency Hz
- If welding with manual ller metal, then the F(Hz) is synchronised to the ller action,
- If the metal is thin and without ller (< 0.8mm), F(Hz) > 10Hz
- If welding in position, then F(Hz) < 100Hz
Rising current s Allows a gradual increase in welding current.
Post-Gas s
Duration of the gas protection after the arc is extinguished. It protects the workpiece and the electrode from
oxidation during cooling.
Pre-Gas s When the torch is bled and the gas shield is created before ignition.
Stopping time s This idling time is a phase that comes after the current is lowered.
Starting time s Starting time before the current is raised.
Cold weather % Pulsed hot current (I) time balance
32
Access to some of the welding parameters depends on the selected display mode: Settings/Display mode: Easy or Expert. Refer to the HMI manual.
MANUAL GAS PURGE
The presence of oxygen in the torch can lead to a decrease in mechanical quality and can result in less corrosion resistance. To ush the gas from
the torch, press and hold button no. 1 and follow the on-screen procedure. Refer to the HMI manual.
MMA (SMAW) WELDING MODE
INSTALLATION AND GUIDANCE
• Plug the cables, electrode holder and earth clamp into the plug connections.
• Respect the electrical polarities and the strength of the welding power indicated on the electrode boxes.
• Remove the coated electrode from the electrode holder when the welding power source is not in use.
• The equipment is tted with 3 inverter-specic features:
- Hot Start provides an overcurrent at the beginning of the welding process.
- Arc Force creates an overcurrent which prevents the electrode from sticking to the weld pool.
- The Anti-Stick technology makes it easier to unstick the electrode from the metal.
Page 33

User manual
PROCESS SETTINGS
Settings Settings Standard Pulsed
Electrode type
Anti-Sticking ON-OFF
Access to some of the welding parameters depends on the selected display mode: Settings/Display mode: Easy or Expert. Refer to the HMI manual.
WELDING PROCESSES
• Standard
This standard MMA welding mode is suitable for most welding applications. It enables welding with all types of coated, rutile, basic and cellulosic
electrodes, as well as on all materials: steel, stainless steel and cast iron.
• Pulse
The pulsed MMA welding mode is suitable for upright (PF) applications. The pulsed setting keeps the weld pool cold while promoting material transfer.
Without pulsing, vertical upward welding requires a ‘Christmas tree’ movement, i.e. a dicult triangular movement. Thanks to Pulsed MMA welding,
it is no longer necessary to perform this movement. Depending on the thickness of your workpiece, a straight upward movement should suce.
However, if you want to enlarge your weld pool, a simple sideways movement similar to downheld welding is sucient.. In this case, you can set the
frequency of your pulsed current on the display screen. This method oers greater control of the vertical welding operation.
Rutile
Basic
Translation of the original
instructions
Welding processes
GALAXY 400T DUO / 400T W
The type of electrode determines the settings in order to optimise its
weldability depending on the type of electrode used.
The anti-stick feature is recommended to safely remove the electrode in
the event of it sticking to the workpiece (the current is cut o automatically).
EN
CHOOSING COATED ELECTRODES
• Rutile electrodes: very easy to use in any position.
• Basic electrodes: it can be used in all positions and is suitable for safety work due to its increased mechanical properties.
CONFIGURING THE SETTINGS
Units
Arc Force
Welding current A The welding current is determined by the type of electrode chosen (see electrode packaging).
Duration of Hot Start s
Pulse
frequency
Percentage Hot Start %
Percentage I cold %
Cold weather s
Access to some of the welding parameters depends on the selected display mode: Settings/Display mode: Easy or Expert. Refer to the HMI manual.
ADJUSTING THE WELDING INTENSITY
The following settings correspond to the applicable current range depending on the type and diameter of the electrode used. These ranges are quite
large as they depend on the usage and the welding position.
Arc Force is an overcurrent administered to prevent sticking when the electrode or weld bead touches the weld
pool.
Hot Start is an overcurrent at the ignition stage which prevents the electrode from sticking to the workpiece. The
intensity (% of welding current) and the time (seconds) can be programmed.
Hz PULSE mode’s PULSING frequency.
Hot Start is an overcurrent at the ignition stage which prevents the electrode from sticking to the workpiece. The
intensity (% of welding current) and the time (seconds) can be programmed.
electrode Ø (mm) Rutile E6013 (A) Basic E7018 (A)
1.6 30-60 30-55
2.0 50-70 50-80
2.5 60-100 80-110
3.15 80-150 90-140
4.0 100-200 125-210
5 150-290 200-260
6.3 200-385 220-340
33
Page 34

User manual
ADJUSTING THE ARC FORCE
It is advisable to set the Arc Force to the middle position (0) to start welding and then adjust it according to the results obtained and individual welding
preferences. Note: The adjustment range of the Arc Force is specic to the type of electrode chosen.
Translation of the original
instructions
GALAXY 400T DUO / 400T W
ROLLERS (B) OPTIONAL
Diameter
ø 0.6/0.8 042353 - ø 0.9/1.2 042407
ø 0.8/1.0 042360 042377
ø 1.0/1.2 046849 040915
Reference (x2)
Steel Aluminum Flux-cored wire
Diameter
Reference (x2)
SEPARATE WIRE FEEDER WF 36
The 400T DUO product can be tted with a separate WF 36 wire feeder (option, ref. 082502) in order
to quickly use 2 dierent wire types or diameters without changing torches or spools. The connection
between these two parts is made through a dedicated cable link, available separately:
Type of torch cooling Length Section Reference
5 m 70 mm² 075443
70 mm² 075450
95 mm² 077553
70 mm² 075481
95 mm² 075504
Air
Water
10 m
15 m 95 mm² 082083
20 m 95 mm² 082090
1.8 m 70 mm² 075467
5 m 70 mm² 075474
10 m
15 m 95 mm² 079816
20 m 95 mm² 082106
To ensure optimum
welding in Pulse mode,
it is recommended not to
exceed 10 m beam length.
For connecting the interconnection between the power source and the wire feeder, refer to the wire feeder
manual.
It is not possible to use 2 MIG/MAG torches at the same time. When one reel is activated, the other is inactive.
HMI - wire feeder active HMI - wire feeder inactive
To switch from an inactive wire feeder to an active wire
feeder, press the trigger on the non-active torch or
press the thumbwheel on the non-active display.
DEFECTS: CAUSES & SOLUTIONS
SYMPTOMS POSSIBLE CAUSES SOLUTIONS
Clogs blocking the opening.
The ow rate of the welding wire is not
constant.
The unwinding mechanism is not working. The spool’s brake or roller is too tight. Loosen the brake and rollers.
The wire is slipping on the rollers. Reapply the non-stick product.
One of the rollers is spinning. Check the tightness of the roller screw.
The torch cable is twisted.
Clean the contact tube or replace it with nonstick material.
The torch cable should be as straight as
possible.
34
Page 35

User manual
Incorrect unwinding of the wire.
No current or wrong welding current.
The wire jams after passing through the
rollers.
The weld bead is porous.
Excessive sparks.
No gas coming from the torch. Poor gas connection.
Error while downloading.
Backup error.
Automatic deletion of JOBS.
USB key error.
File error.
Update problem
Translation of the original
instructions
Dirty or damaged wire guide. Clean or replace.
Roller pin key is missing. Reposition the pin in its slot.
Spool’s brake is too tight. Release the brake.
Incorrect mains outlet connection.
Poor earth connection.
No power. Check the torch trigger.
Crushed wire guide sheath.
Wire blockage in the torch. Replace or clean.
No capillary tube. Check that the capillary tube is present.
Wire speed too high. Reduce the wire speed.
The gas ow is insucient.
Gas cylinder empty. Replace it.
Unsatisfactory gas quality. Replace it.
Air circulation or wind inuence. Avoid draughts and protect the welding area.
Gas nozzle is too clogged. Clean or replace the gas nozzle.
Bad wire quality. Use a wire suitable for MIG/MAG welding.
Condition of the welding surface is too poor
(rusted, etc.).
The gas is not connected.
Arc voltage is too low or too high. See welding settings.
Poor earth connection.
Insucient gas protection. Adjust the gas ow.
The data on the USB stick is incorrect or
corrupted.
You have exceeded the maximum number of
backups.
Some of your JOBs have been deleted
because they were incompatible with the new
pre-installed user settings (synergies).
There is no JOB detected on the USB stick. The product’s memory space is full. Free up some space on the USB key.
The le does not match the pre-installed
user settings (synergies) downloaded to the
product.
The USB stick is not recognised. The visualisation of step 4 of the update procedure does
not appear on the display.
GALAXY 400T DUO / 400T W
Check the plug connection and verify that the
plug is connected to the power supply.
Check the earthing cable (its connection and
the condition of the clamp).
EN
Check the wire-guide sheath and body of the
torch..
Adjustment range from 15 to 20 L / min.
Clean the base metal.
Clean the workpiece before welding.
Check that the gas is connected to the power
source’s inlet.
Check and position the earth clamp as close
as possible to the area to be welded.
Check the connections of gas inlets.
Check that the solenoid valve is working.
Check your data.
You need to delete some programs.
The number of backups is limited to 200.
-
The le was created with pre-installed user
settings (synergies) that are not present on the
machine.
1- Insert the USB key into its socket.
2- Turn on the power source.
3- Hold down on the HMI thumbwheel to force
the update.
WARRANTY CONDITIONS
The warranty covers any defects or manufacturing faults for two years from the date of purchase (parts and labour).
The warranty does not cover:
• Any other damage caused during transport.
• The general wear and tear of parts (i.e. : cables, clamps, etc.).
• Incidents caused by misuse (incorrect power supply, dropping or dismantling).
• Environment-related faults (such as pollution, rust and dust).
In the event of a breakdown, please return the appliance to your distributor, along with:
- dated proof of purchase (receipt, invoice, etc.),
a note explaining the malfunction.
35
Page 36

Betriebsanleitung
Übersetzung der
Originalbetriebsanleitung
GALAXY 400T DUO / 400T W
WARNUNGEN - SICHERHEITSREGELN
ALLGEMEINER HINWEIS
Die Missachtung dieser Bedienungsanleitung kann zu schweren Personen- und Sachschäden führen.
Nehmen Sie keine Wartungsarbeiten oder Veränderungen an dem Gerät vor, die nicht in der Anleitung genannt werden.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Geräts entstanden sind.
Bei Problemen oder Unsicherheiten wenden Sie sich bitte an eine Person, die für die ordnungsgemäße Durchführung der Installation qualiziert ist.
UMGEBUNG
Dieses Gerät darf nur dazu verwendet werden, Schweißarbeiten innerhalb der auf dem Typenschild und/oder in der Anleitung angegebenen
Grenzbereichen durchzuführen. Beachten Sie die Sicherheitsanweisungen. Der Hersteller ist nicht für Schäden bei fehlerhafter oder gefährlicher
Verwendung verantwortlich.
Das Gerät muss in einem Raum betrieben werden, der frei von Staub, Säuren, brennbaren Gasen oder anderen korrosiven Stoen ist. Das Gleiche
gilt für seine Lagerung. Achten Sie bei der Verwendung auf eine gute Belüftung.
Betriebstemperatur:
Verwendung zwischen -10 und +40°C (+14 und +104°F).
Lagertemperatur zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Kleiner oder gleich 50 % bei 40 °C (104 °F).
Kleiner oder gleich 90 % bei 20 °C (68 °F).
Meereshöhe:
Das Gerät ist bis in einer Höhe von 1.000 m über Meer (3280 Fuß) einsetzbar.
PERSONENSCHUTZ
Lichtbogenschweißen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen.
Beim Schweißen sind Personen einer gefährlichen Quelle von Hitze, Lichtbogenstrahlung, elektromagnetischen Feldern (Vorsicht bei Trägern von
Herzschrittmachern), der Gefahr eines Stromschlags, Lärm und Gasen ausgesetzt.
Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:
Die Lichtbogenstrahlung kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete
trockene Schutzbekleidung (Schweißhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.
Tragen Sie elektrisch- und wärmeisolierende Handschuhe.
Tragen Sie bitte Schweißschutzkleidung und einen Schweißschutzhelm mit einer ausreichenden Schutzstufe (je nach Schweißart
und -strom). Schützen Sie Ihre Augen bei Reinigungsarbeiten. Kontaktlinsen sind ausdrücklich verboten!
Schirmen Sie den Schweißbereich bei entsprechenden Umgebungsbedingungen durch Schweißvorhänge ab, um Dritte vor
Lichtbogenstrahlung, Schweißspritzen, usw. zu schützen.
In der Nähe des Lichtbogens bendliche Personen müssen ebenfalls auf Gefahren hingewiesen werden und mit der nötigen
Schutzausrüstung ausgerüstet werden.
Verwenden Sie einen Lärmschutzhelm, wenn der Schweißprozess einen Geräuschpegel über dem zulässigen Grenzwert erreicht
(dasselbe gilt für alle Personen im Schweißbereich).
Hände, Haare, Kleidung von den beweglichen Teilen (Ventilator) fernhalten.
Entfernen Sie unter keinen Umständen das Gerätegehäuse, wenn dieses am Stromnetz angeschlossen ist. Der Hersteller
haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes bzw. Nichteinhaltung der
Sicherheitshinweise entstanden sind.
ACHTUNG! Das Werkstück ist nach dem Schweißen sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um
Verbrennungen zu vermeiden. Bei Wartungsarbeiten am Brenner oder Elektrodenhalter muss sichergestellt werden, dass dieser
ausreichend abgekühlt ist, indem vor der Arbeit mindestens 10 Minuten gewartet wird. Das Kühlaggregat muss bei der Verwendung
eines wassergekühlten Brenners eingeschaltet sein, damit die Flüssigkeit keine Verbrennungen verursachen kann.
Der Arbeitsbereich muss zum Schutz von Personen und Geräten vor dem Verlassen gesichert werden.
SCHWEISSRAUCH/-GAS
Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe. Es muss für eine ausreichende Belüftung gesorgt werden, und
manchmal ist eine Luftzufuhr erforderlich. Eine Frischluftmaske kann bei unzureichender Belüftung eine Lösung sein.
Überprüfen Sie die Wirksamkeit der Luftansaugung, indem Sie diese anhand der Sicherheitsnormen überprüfen.
36
Page 37

Betriebsanleitung
Achtung: Das Schweißen in kleinen Räumen erfordert eine Überwachung des Sicherheitsabstands. Außerdem kann das Schweißen von bestimmten
Materialien, die Blei, Cadmium, Zink, Quecksilber oder Beryllium enthalten, besonders schädlich sein. Vor dem Schweißen sollten Sie die Elemente
entfetten.
Die Flaschen müssen in oenen oder gut belüfteten Räumen gelagert werden. Sie müssen sich in senkrechter Position benden und an einer
Halterung oder einem Fahrwagen angebracht sein.
Es darf nicht in der Nähe von Fett oder Farbe geschweißt werden.
Übersetzung der
Originalbetriebsanleitung
GALAXY 400T DUO / 400T W
BRAND- UND EXPLOSIONSGEFAHR
Sorgen Sie für ausreichenden Schutz des Schweißbereiches. Der Sicherheitsabstand für Gasaschen (brennbare Gase) und
andere brennbare Materialien beträgt mindestens 11 Meter.
Brandschutzausrüstung muss im Schweißbereich vorhanden sein.
Beachten Sie, dass die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken eine potenzielle Quelle für Feuer oder Explosionen
darstellen.
Halten Sie einen Sicherheitsabstand zu Personen, entammbaren Gegenständen und Druckbehältern ein.
Das Schweißen in geschlossenen Behältern oder Rohren ist zu untersagen und wenn diese geönet sind, müssen diese von brennbaren oder
explosiven Stoen (Öl, Kraftsto, Gasrückstände etc.) entleert werden.
Schleifarbeiten dürfen nicht auf die Schweißstromquelle oder auf brennbare Materialien gerichtet werden.
UMGANG MIT GASFLASCHEN
Austretendes Gas kann in hoher Konzentration zum Erstickungstod führen. Sorgen Sie daher immer für eine gut belüftete Arbeitsund Lagerumgebung.
Der Transport muss auf sichere Art und Weise erfolgen: Flaschen geschlossen und die Schweißstromquelle ausgeschaltet.
Lagern Sie die Gasaschen ausschließlich in vertikaler Position und sichern Sie sie z. B. mithilfe eines entsprechenden
Gasaschenfahrwagens gegen Umkippen.
DE
Verschließen Sie die Gasaschen nach jedem Schweißvorgang. Achten Sie auf Temperaturschwankungen und Sonneneinstrahlung.
Die Flasche darf nicht in Kontakt mit einer Flamme, einem Lichtbogen, einem Brenner, einer Erdungsklemme oder einer anderen Wärme- oder
Glühquelle kommen.
Halten Sie die Flasche von Strom- und Schweißkreisen fern und schweißen Sie niemals in ihre unmittelbarer Nähe.
Vorsicht beim Önen des Flaschenventils: Halten Sie den Kopf von der Armatur weg und vergewissern Sie sich, dass das verwendete Gas sich für
den Schweißprozess eignet.
ELEKTRISCHE SICHERHEIT
Das verwendete Stromnetz muss zwingend geerdet sein. Verwenden Sie nur die empfohlenen Sicherungen.
Das Berühren stromführender Teile kann tödliche elektrische Schläge und schwere Verbrennungen bis zum Tod verursachen.
Berühren Sie niemals gleichzeitig Teile innerhalb und außerhalb der Stromquelle (Brenner, Zangen, Kabel, Elektroden), da diese mit dem
Schweißstromkreis verbunden sind und Stromführen können.
Trennen Sie das Gerät IMMER vom Stromnetz und warten Sie zwei weitere Minuten BEVOR Sie das Gerät önen, damit sich die Kondensatorspannungen
entladen kann.
Berühren Sie niemals gleichzeitig den Brenner oder den Elektrodenhalter und die Masseklemme.
Sorgen Sie dafür, dass beschädigte Kabel oder Brenner von qualiziertem und autorisiertem Personal ausgetauscht werden. Dimensionieren Sie den
Querschnitt der Kabel entsprechend der Anwendung. Tragen Sie zur Isolierung beim Schweißen immer trockene Kleidung in gutem Zustand. Achten
Sie unabhängig der Umgebungsbedingungen stets auf isolierendes Schuhwerk.
CEM-KLASSE DES GERÄTES
Der Norm IEC 60974-10 entsprechend, wird dieses Gerät als Klasse A Gerät eingestuft und ist somit für den industriellen und/
oder professionellen Gebrauch geeignet. An diesen Standorten kann es aufgrund von leitungsgebundenen und abgestrahlten
Hochfrequenzstörungen zu potenziellen Störungen bei der Gewährleistung der elektromagnetischen Verträglichkeit kommen.
Unter der Voraussetzung, dass die Impedanz des öentlichen Niederspannungsnetzes am gemeinsamen Koppelpunkt kleiner
als Zmax = 0,29 Ohm ist, entspricht dieses Gerät der Norm IEC 61000-3-11 und kann an öentliche Niederspannungsnetze
angeschlossen werden. Der Installateur oder Nutzers des Geräts ist zuständig dafür, dass die Netzimpedanz den
Impedanzbeschränkungen entspricht, wobei er ggf. den Betreiber des Verteilungsnetzes konsultieren muss.
Dieses Gerät ist mit der Norm IEC 61000-3-12 konform.
ELEKTROMAGNETISCHE FELDER UND STÖRUNGEN
Der durch einen Leiter ießende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMV). Beim Betrieb von
Lichtbogenschweißanlagen kann es zu elektromagnetischen Störungen kommen.
37
Page 38

Betriebsanleitung
Elektromagnetische Felder (EMF) können bestimmte medizinische Implantate stören, z. B. Herzschrittmacher. Für Personen, die medizinische
Implantate tragen, müssen Schutzmaßnahmen ergrien werden. Zum Beispiel Zugangseinschränkungen oder individuelle Risikobewertung für
Schweißer.
Alle Schweißer sollten die folgenden Verfahren anwenden, um die Wirkung von elektromagnetischen Feldern aus dem Schweißstromkreis zu
minimieren:
• Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
• Achten Sie darauf, dass Ihr Oberkörper und Kopf sich so weit wie möglich vom Schweißschaltkreis benden ;
• Achten Sie darauf, dass sich die Schweißkabel nicht um Ihren Körper wickeln;
• Positionieren Sie den Körper nicht zwischen den Schweißkabeln. Die Kabel sollten stets auf einer Seite liegen;
• Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweißzone;
• nicht in der Nähe der Schweißstromquelle arbeiten, darauf sitzen oder sich dagegen lehnen;
• beim Transportieren der Schweißstromquelle oder des Drahtvorschubgeräts nicht schweißen.
Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt
beraten lassen.
Durch den Betrieb dieses Gerätes können medizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise
beeinträchtigt werden.
Übersetzung der
Originalbetriebsanleitung
GALAXY 400T DUO / 400T W
EMPFEHLUNGEN ZUR BEURTEILUNG DES SCHWEISSBEREICHS UND DER SCHWEISSINSTALLATION
Allgemein
Der Anwender ist für den korrekten Einsatz des Schweißgerätes und des Materials gemäß den Herstellerangaben verantwortlich. Treten
elektromagnetische Störungen auf, liegt es in der Verantwortung des Anwenders des Schweißgeräts, mit Hilfe des Herstellers eine Lösung zu nden.
Die korrekte Erdung des Schweißplatzes inklusive aller Geräte hilft in vielen Fällen. In einigen Fällen kann eine elektromagnetische Abschirmung des
Schweißstroms erforderlich sein. Eine Reduktion der elektromagnetischen Störungen auf ein niedriges Niveau ist auf jeden Fall erforderlich.
Prüfung des Schweißplatzes
Der Anwender sollte den Arbeitsplatz vor dem Einsatz des Schweißgerätes auf mögliche elektromagnetische Probleme der Umgebung prüfen. Zur
Bewertung potenzieller elektromagnetischer Probleme in der Umgebung sollte der Anwender folgendes berücksichtigen:
a) das Vorhandensein von anderen Strom-, Steuer-, Signal- und Telefonkabeln oberhalb, unterhalb und neben der Lichtbogenschweißausrüstung;
b) Radio- und Fernsehgeräte;
c) Computer und andere Steuereinrichtungen;
d) sicherheitskritische Einrichtungen wie Schutz von Industrieanlagen;
e) die Gesundheit benachbarter Personen, insbesondere wenn diese Herzschrittmacher oder Hörgeräte tragen;
f) Kalibrier- und Messeinrichtungen;
g) die Störfestigkeit anderer Einrichtungen in der Umgebung.
Der Anwender muss die Verfügbarkeit anderer Alternativen prüfen. Weitere Schutzmaßnahmen können erforderlich sein;
h) durch die Tageszeit, zu der die Schweißarbeiten ausgeführt werden müssen.
Die Größe des Umgebungsbereichs ist von den örtlichen Strukturen und anderen dort stattndenden Aktivitäten abhängig. Die Umgebung kann sich
über die Grenzen des Schweißplatzes hinaus erstrecken.
Prüfung des Schweißgerätes
Neben der Überprüfung des Schweißplatzes kann eine Überprüfung des Schweißgerätes weitere Probleme lösen. Die Prüfung sollte gemäß Art. 10
der IEC/CISPR 11:2009 durchgeführt werden. In-situ Messungen können auch die Wirksamkeit der Maßnahmen bestätigen.
HINWEIS ÜBER DIE METHODEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER
a. Öentliche Stromversorgung: Das Lichtbogenschweißgerät sollte gemäß der Hinweise des Herstellers an die öentliche Versorgung
angeschlossen werden. Wenn es zu Störungen kommt, müssen Sie möglicherweise zusätzliche Gegenmaßnahmen ergreifen, wie z. B. die Filterung
des öentlichen Stromnetzes. Es sollte in Betracht gezogen werden, das Stromkabel in einem Metallrohr oder Ähnlichem von einem fest installierten
Lichtbogenschweißgerät abzuschirmen. Die elektrische Kontinuität der Abschirmung sollte über ihre gesamte Länge sichergestellt werden.
Abschirmung anderer Einrichtungen in der Umgebung oder der gesamten Schweißeinrichtung können erforderlich sein.
b. Wartung des Gerätes und des Zubehörs: Das Lichtbogenschweißgerät muss gemäß der Hinweise des Herstellers an die öentliche Versorgung
angeschlossen werden. Alle Klappen und Deckel am Gerät müssen im Betrieb geschlossen sein. Das Schweißgerät und das Zubehör dürfen nur den
Anweisungen des Geräteherstellers gemäß verändert werden. Für die Einstellung und Wartung der Lichtbogenzünd- und Stabilisierungseinrichtungen
sind die Anweisungen des Geräteherstellers besonders zu beachten.
c. Schweißkabel: Schweißkabel sollten so kurz wie möglich sein und zusammengelegt am Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile des Schweißplatzes müssen in den Potenzialausgleich einbezogen werden. Bei gleichzeitiger
Berührung der Brennerspitze und metallischer Teile besteht die Gefahr eines elektrischen Schlags. Berühren Sie beim Schweißen keine nicht
geerdeten Metallteile.
e. Erdung des Werkstücks: Die Erdung des Werkstücks kann in bestimmten Fällen die Störung reduzieren. Erden Sie keine Werkstücke, wenn
dadurch ein Verletzungsrisiko für den Benutzer oder die Gefahr der Beschädigung anderer elektrischer Geräte entsteht. Die Erdung kann direkt oder
über einen Kondensator erfolgen. Wählen Sie den Kondensator gemäß der nationalen Normen.
f. Schutz und Trennung: Der Schutz und die selektive Abschirmung anderer Kabel und Geräte in der Umgebung können Interferenzprobleme
reduzieren. Die Abschirmung der gesamten Schweißzone kann bei speziellen Anwendungen nötig sein.
TRANSPORT DER SCHWEISSSTROMQUELLE
Ziehen Sie niemals an Brenner oder Kabeln, um das Gerät zu bewegen. Das Gerät darf ausschließlich in vertikaler Position
transportiert werden.
Führen Sie die Stromquelle nicht über Personen oder Gegenstände.
38
Page 39

Betriebsanleitung
Halten Sie sich unbedingt an die unterschiedlichen Transportrichtlinien für Schweißgeräte und Gasaschen. Für beide gibt es unterschiedliche
Beförderungsvorschriften.
Vorzugsweise ist die Drahtspule zu entfernen, bevor die Schweißstromquelle angehoben oder transportiert wird.
Übersetzung der
Originalbetriebsanleitung
GALAXY 400T DUO / 400T W
AUFBAU
• Stellen Sie das Gerät ausschließlich auf festen und sicheren Grund, dessen Neigungswinkel nicht größer als 10° ist.
• Achten Sie auf eine gute Belüftung und ausreichend Schutz bzw. Ausstattung der Räumlichkeiten.
• Verwenden Sie das Gerät nicht in einer elektromagnetisch sensiblen Umgebung.
• Der Netzstecker muss zu jeder Zeit frei zugänglich sein. Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
• Das Gerät ist IP23S-Schutzart-konform, d. h.:
- das Gerät ist vor dem Eindringen mittelgroßer Fremdkörper mit einem Durchmesser > 12,5 mm und
- mit einem Regenschutz, der in einem Winkel von 60° zur Vertikalen ausgerichtet ist, geschützt, wenn seine beweglichen Teile (Ventilator) stationär
sind..
Dieses Gerät kann gemäß IP23 im Freien gelagert werden.
Schweißkriechströme können Erdungsleiter zerstören, die Schweißanlage und elektrische Geräte beschädigen und die
Erwärmung der Bauteile verursachen, die zum Brand führen können.
- Alle Schweißkabel müssen fest verbunden werden. Überprüfen Sie diese regelmäßig!
- Überprüfen Sie die Befestigung des Werkstücks! Diese muss fest und gut elektrisch leitend sein.
- Befestigen Sie alle elektrisch leitfähige Elemente (Rahmen, Wagen und Hebesysteme) der Schweißquelle, sodass sie isoliert sind !
- Legen Sie keine andere nicht isolierten Geräte (Bohrmaschine, Schleifgeräte usw.) auf die Schweißquelle, den Wagen oder die Hebesysteme!
- Legen Sie die Schweißbrenner oder die Elektrodenhalter auf eine isolierte Oberäche, wenn sie nicht benutzt werden!
Die Versorgungs-, Verlängerungs- und Schweißkabel müssen komplett abgerollt werden, um ein Überhitzen zu verhindern.
Der Hersteller GYS haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes
entstanden sind.
WARTUNG / HINWEISE
• Alle Wartungsarbeiten müssen von qualiziertem und geschultem Fachpersonal durchgeführt werden. Eine jährliche Wartung
wird empfohlen.
Schalten Sie die Stromversorgung aus, indem Sie den Stecker ziehen, und warten Sie 2 Minuten, bevor Sie an dem Gerät
arbeiten. Im Inneren des Geräts sind die Spannungen und Ströme hoch und gefährlich.
• Nehmen Sie regelmäßig (mindestens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit Pressluft. Lassen Sie die
elektrischen Anschlüsse regelmäßig von einem qualizierten Techniker prüfen.
• Prüfen Sie regelmäßig den Zustand des Netzkabels. Bei Beschädigung muss sie durch den Hersteller, seinen Reparaturservice oder eine qualizierte
Person ausgetauscht werden.
• Lüftungsschlitze nicht bedecken.
• Diese Stromquelle darf nicht zum Auftauen von gefrorenen Wasserleitungen, zur Batterieladung und zum Starten von Motoren benutzt werden.
DE
400T W:
Das Kühlmittel muss alle 12 Monate ausgewechselt werden, um zu verhindern, dass Ablagerungen das Kühlsystem des Brenners
verstopfen. Sämtliche Leckagen oder Produktrückstände müssen nach der Verwendung in einer geeigneten Kläranlage behandelt werden. Wenn möglich, sollte das Produkt recycelt werden. Leeren Sie das verbrauchte Produkt nicht in Wasserwege, Gru-
ben oder Abüsse. Verdünnte Flüssigkeit sollte nicht in die Kanalisation geleitet werden, es sei denn, dies ist nach den örtlichen
Vorschriften zulässig.
39
Page 40

Betriebsanleitung
Übersetzung der
Originalbetriebsanleitung
GALAXY 400T DUO / 400T W
AUFBAU - PRODUKTFUNKTION
Das Gerät darf nur von qualizierten und befugten Personen montiert und in Betrieb genommen werden. Stellen Sie während der Installation sicher,
dass die Stromquelle vom Netz getrennt ist. Reihen- oder Parallelschaltungen von Generatoren sind nicht zulässig. Es sollten die mitgelieferten
Schweißkabel verwendet werden, um die optimalen Einstellungen des Produkts zu erreichen.
BESCHREIBUNG
Das Gerät ist ein dreiphasiges, synergetisch geregeltes Schweißgerät für MIG/MAG-, Elektrodenschweißungen (MMA) und Schweißen mit umhüllten
Stabelektroden (WIG). Es nimmt Drahtspulen mit Ø 200 und 300 mm auf.
GERÄTEBESCHREIBUNG (II)
400T DUO
1- Spulenträger Ø 200/300 mm 10- Euro-Anschluss (Brenner)
2- Abdeckung Zubehörkasten 11- Gasanschluss
3- Kabelhalter 12- Optionale Abdeckung
4- Brennerhalter 13- Stecker, externe Drahtvorschubkoer
5- HMI (Human Machine Interface) 14- Pluspolbuchse
6- Schalter START/STOPP 15- Netzkabel (5 m)
7- Pluspolbuchse 16- Flaschenhalter 4 m3 oder 10 m
8- Umpolungskabel 17- USB-Anschluss
9- Minuspolbuchse 18- Drahtvorschubmotor
3
400T W
1- Spulenträger Ø 200/300 mm 12- Sicherung des Kühlaggregats
2- Abdeckung Zubehörkasten 13- Füllanzeige
3- Kabelhalter 14- Ausgang Kühlmittel (Blau)
4- Brennerhalter 15- Eingang Kühlmittel (Rot)
5- HMI (Human Machine Interface) 16- Gasanschluss
6- Schalter START/STOPP 17- Netzkabel (5 m)
7- Pluspolbuchse 18- Flaschenhalter 4 m3 oder 10 m
8- Umpolungskabel 19- USB-Anschluss
9- Minuspolbuchse 20- Drahtvorschubmotor
10- Euro-Anschluss (Brenner) 21- Ansaugschlauch
11- Einfüllstutzen
3
MENSCH-MASCHINE-SCHNITTSTELLE (HMI)
Bitte lesen Sie die Betriebsanleitung für die Schnittstelle (HMI), die Bestandteil der kompletten Hardware-Dokumentation ist.
HMI
VERSORGUNG - INBETRIEBNAHME
Es ist mit einem 400V/32A CEE-Stecker (EN 60309-1) ausgestattet und muss an einer dreiphasigen 400V/32A (50-60Hz) Steckdose mit korrekt
angeschlossenem Schutzleiter betrieben werden.
Der eektiv aufgenommene Strom (I1e) ist auf dem Gerät für maximale Betriebsbedingungen angegeben. Überprüfen Sie, ob ihre Stromversorgung
und Schutzeinrichtungen (Sicherungen und/oder Fehlerstromschutzschalter) mit den für den Betrieb des Gerätes nötigen Werten übereinstimmen. In
einigen Ländern muss man den Stecker wechseln, um die Nutzung unter maximalen Bedingungen zu ermöglichen.
• Das Schweißgerät arbeitet mit einer elektrischen Spannung von 400 V +/-15 %. Unter 330Ve und über 490Ve
wird der Spannungsschutz des Geräts aktiviert. (auf der Bildschirmanzeige erscheint ein Fehlercode).
• Der Start erfolgt durch Drücken des START/STOP-Schalters (Ein), der Stopp durch Drücken desselben Schalters (Aus). Achtung! Schalten Sie
niemals die Stromversorgung aus, wenn das Gerät sich in „Hochboot“ Phase bendet.
GENERATORBETRIEB
Dieses Gerät kann mit Stromaggregat betrieben werden, sofern die folgenden Anforderungen erfüllt:
- Die Wechselspannung 400V + /- 15% beträgt und die Spitzenspannung kleiner als 700 V ist.
- Die Frequenz muss zwischen 50 und 60 Hz liegen.
Diese Bedingungen müssen unbedingt überprüft werden, da viele Generatoren Hochspannungsspitzen erzeugen, die die Geräte beschädigen können.
EINSATZ VON VERLÄNGERUNGSLEITUNGEN
Eingesetzte Verlängerungsleitungen müssen für die auftretenden Spannungen und Ströme geeignet sein. Verlängerungskabel müssen den natio-
nalen Regeln entsprechen.
Versorgungsspannung Länge - Querschnitt des Verlängerungskabels(Länge < 45m)
400 V 4 mm²
40
Page 41

Betriebsanleitung
a
b
c
a
a
EINBAU DER SPULE
Übersetzung der
Originalbetriebsanleitung
GALAXY 400T DUO / 400T W
a b
- Entfernen Sie die Düse (a) und das Kontaktrohr (b) von Ihrem MIG/MAG-Brenner.
- Önen Sie die Generatorklappe.
- Positionieren Sie die Spule auf ihrer Halterung.
- Achten Sie auf den Mitnehmerzapfen (c) der Spulenhalterung. Um eine 200-mm-Spule zu
montieren, ziehen Sie den Kunststo-Spulenhalter (a) bis zum Maximum an.
- Stellen Sie das Bremsrad (b) so ein, dass sich der Draht beim Stoppen des Schweißvorgangs nicht durch die Trägheit der Spule verheddert. Ziegen Sie die Bremse nicht zu stark
an, um ein Überhitzen des Motors zu vermeiden.
EINSETZEN DES SCHWEISSDRAHTES
Um die Rollen zu wechseln, gehen Sie wie folgt vor:
- Drehrädchen (a) so weit wie möglich lösen, und absenken.
- Rollen durch Herausdrehen der Halteschrauben (b) lösen.
- Die für Ihren Verwendungszweck geeigneten Motorrollen einsetzen und die Halteschrauben
wieder anbringen.
Die im Lieferumfang enthaltenen Rollen sind Doppelnutrollen:
- Stahl Ø 1,0/1,2
b
- Kontrollieren Sie die Beschriftung auf der Rolle, um sicherzustellen, dass die Rollen für den Drahtdurchmesser und das Drahtmaterial geeignet sind (für einen Draht mit Ø 1,0 verwenden Sie die
Nut mit Ø 1,0).
- Zum Schweißen von Stahl und anderer Drähte benötigen Sie Drahtführungsrollen mit V-Form Nut.
- Zum Aluminiumschweißen benötigen Sie Drahtführungsrollen mit U-Form Nut.
: sichtbare Beschriftung auf der Drahtführungsrolle (z. B.: 10 = Ø 1,0)
: Aktive Nutbreite
DE
Gehen Sie wie folgt vor, um den Zusatzdraht zu installieren:
- Drehrädchen so weit wie möglich lösen, und absenken.
- Draht einführen, Drahtvorschubkoer wieder schließen und das Drehrädchen wie angegeben
festziehen.
- Drücken Sie den Brennertaster des Brenners, um den Motor zu betätigen; auf dem Bildschirm
wird ein Verfahren angezeigt.
Hinweis:
• Eine falsche Drahtseele kann Drahtvorschubprobleme und Überhitzung des Motors verursachen.
• Der Brenner muss fest im Eurozentralanschluss montiert sein, um ein Überhitzung zu vermeiden.
• Weder Draht noch Spule dürfen mit der Mechanik des Gerätes in Berührung kommen, da sonst die Gefahr eines Kurzschluss
besteht.
MIT BEWEGLICHEN KOMPONENTEN ZUSAMMENHÄNGENDEN VERLETZUNGSGEFAHR
Drahtvorschubkoer verfügen über bewegliche Komponenten, die die Hände, Haare, Kleidungsstücke oder Werkzeuge erfassen und von daher Verletzungen verursachen können!
• Nicht in rotierende oder bewegliche Bauteile oder Antriebsteile greifen!
• Achten Sie darauf, dass Gehäuse- und Schutzdeckel während des Betriebs geschlossen bleiben!
• Tragen Sie weder beim Einlegen des Drahts noch beim Wechseln der Drahtspule Handschuhe.
41
Page 42

Betriebsanleitung
Übersetzung der
Originalbetriebsanleitung
GALAXY 400T DUO / 400T W
ZÜNDUNG DER UMWÄLZPUMPE DES KÜHLMITTELS (400T W)
Bei der ersten Verwendung des Produkts oder nach vollständiger Entleerung des Kühlmittelbehälters muss das folgende Verfahren angewendet
werden, um die Umwälzpumpe mit Flüssigkeit anzusaugen:
- Füllen Sie den Kühlmitteltank bis zum maximalen Füllstand. Der Tank hat ein Fassungsvermögen von 5,5 Litern.
- Verbinden Sie den Ansaugschlauch (II-21) mit dem Kühlmittel-Ausgangsanschluss (I-14) und stecken Sie das andere Ende in einen leeren Behäl-
ter (idealerweise eine Flasche).
- Schalten Sie die Stromquelle ein.
- Drücken Sie im Menü „System/Kühlaggregat“ die Drucktaste Nr. 2 ( ), um den Ansaugvorgang zu starten.
- Nachdem die Pumpe angesaugt wurde (Behälter wird mit Kühlmittel gefüllt), stoppen Sie das Kühlaggregat, indem Sie eine der Tasten auf der HMI
drücken.
- Ziehen Sie den Ansaugschlauch ab und führen Sie die Flüssigkeit in das Kühlaggregat zurück: die Pumpe ist angesaugt.
KÜHLMITTEL (400T W)
FÜLLEN
MAX
Der Tank des Kühlaggregats muss bis zum empfohlenen MAX-Füllstand der Statusanzeige an der Vorderseite des Kühlaggregats
gefüllt werden, jedoch niemals unter den MIN-Füllstand, es sei denn, es wird eine Warnmeldung angezeigt.
Verwenden Sie unbedingt ein spezielles Kühlmittel für Schweißgeräte, das eine geringe elektrische Leitfähigkeit hat, korrosionsbeständig und frostsicher ist. (Art. Nr. 052246).
Die Verwendung anderer Kühlmittel, insbesondere des Standard-Automobil-Kühlmittels, kann dazu führen, dass sich durch Elektrolyse
feste Ablagerungen im Kühlkreislauf ansammeln und so die Kühlung verschlechtern oder sogar den Kreislauf blockieren.
Dieser empfohlene MAX-Pegel ist wichtig für die Optimierung der Betriebsfaktoren des üssigkeitsgekühlten Brenners.
Schäden an der Maschine, die durch die Verwendung eines anderen als des empfohlenen Kühlmittels verursacht werden, fallen nicht
MIN
unter die Garantie.
VERWENDUNG
Benutzen Sie den Generator NIEMALS OHNE KÜHLFLÜSSIGKEIT, während die Pumpe läuft.
1.
Halten Sie den Mindestpegel ein. Andernfalls kann es zu dauerhaften Schäden an der Kühlsystempumpe kommen.
Das Kühlaggregat muss ausgeschaltet sein, wenn Sie die Kühlschläuche anschließen oder entfernen. Die Kühlüssigkeit ist gesund-
2.
heitsschädlich und reizt die Augen, die Haut und die Schleimhäute. Die heiße Kühlüssigkeit kann zu schweren Verbrennungen führen.
Gefahr von Verbrennungen durch heiße Flüssigkeit. Entleeren Sie das Kühlaggregat niemals nach dem Gebrauch. Die Flüssigkeit im Inne-
3.
ren kocht, warten Sie, bis sie abgekühlt ist, bevor Sie diese entleeren.
Im „AUTO“-Modus beginnt die Kühlerpumpe zu laufen, wenn das Schweißen gestartet wird. Bei Anhalten des Schweißvorgangs läuft die
4.
Pumpe noch 10 Minuten lang weiter. Während dieser Zeit kühlt die Flüssigkeit den Schweißbrenner ab und bringt ihn wieder auf Raumtemperatur. Lassen Sie den Generator nach dem Schweißen noch einige Minuten eingesteckt, damit er abkühlen kann.
Beim MIG-MAG-Verfahren ist das Kühlaggregat standardmäßig aktiviert (AUTO). Um einen MIG-MAG-Brenner mit Luftkühlung zu verwenden, ist es
erforderlich, das Kühlaggregat zu deaktivieren (OFF). Lesen Sie dazu bitte das Schnittstellenhandbuch.
HALBAUTOMATISCHES SCHWEISSEN STAHL / EDELSTAHL (MAG-MODUS)
Das Gerät kann Stahl- und Edelstahldraht von Ø 0,6 bis 1,2 mm (I-A) schweißen. Das Gerät wird standardmäßig mit Rollen Ø 1,0/1,2 für Stahl oder
Edelstahl geliefert. Das Kontaktrohr, die V-Nut der Drahtvorschubrolle, die Drahtseele des Brenners sind für diese Verwendung geeignet.
Das Schweißen vom Stahl erfordert die Verwendung eines bestimmten Schutzgas (Argon+CO2). Der Anteil von CO2 kann je nach der benutzten
Gasart variieren. Für Edelstahl, nutzen Sie eine Mischung von Argon und CO2 mit 2% CO2. Beim Schweißen mit reinem CO2 sollen Sie eine
Gasvorwärmeinrichtung an die Gasasche anschließen. Für spezielle Gasanforderungen fragen Sie Ihren Schweißfachhändler oder Schweißgasehändler. Der Gasdurchuss für Stahl liegt zwischen 8 und 15 l/Min je nach Umgebung. Um den Gasdurchsatz auf dem Manometer zu prüfen,
ohne einen Fülldraht abzuwickeln, drücken Sie lange auf die Drucktaste Nr. 1 und folgen Sie dem Verfahren auf dem Bildschirm. Dies muss regelmäßig überprüft werden, um ein optimales Schweißen zu gewährleisten. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
HALBAUTOMATISCHES SCHWEISSEN ALUMINIUM (MIG-MODUS)
Das Gerät ist zum Schweißen von Aluminiumdraht mit Ø 0,8 bis 1,2 mm geeignet (I-B).
Der Einsatz bei Aluminium erfordert ein spezielles Gas, nämlich reines Argon (Ar). Lassen Sie sich bei der Wahl des Gases von einem Gaslieferanten beraten. Der Gasuss liegt je nach Umgebung und Erfahrung des Schweißers zwischen 15 und 20 l/min.
Unterschiede zwischen der Stahl- und Alu-Anwendung:
- Nutzen Sie spezielle Drahtführungsrollen beim Alu-Schweißen (U-Rille).
- Bei Aluminium-Draht muss der Anpressdruck geringer sein, da der Draht sonst zerdrückt wird.
- Verwenden Sie das Kapillarrohr (zur Drahtführung zwischen den Rollen des Drahtvorschubkoers und dem EURO-Anschluss) nur für das
Schweißen von Stahl/Edelstahl (I-B).
- Nutzen Sie einen für Aluminium geeigneten Brenner. Dieser Aluminiumbrenner ist mit einer reibungsarmen Teonseele ausgerüstet. Schneiden Sie
die Drahtseele am Anschluss nicht ab! Diese Drahtseele wird verwendet, um den Draht von den Rollen zu führen.
- Kontaktrohr: Nutzen Sie ein speziell zum Schweißen vom Aluminium geeignetes Kontaktrohr, das an den Drahtdurchmesser angepasst ist.
42
Page 43

Betriebsanleitung
Bei der Verwendung von rotem oder blauem Mantel (Aluminiumschweißen) wird empfohlen, das Zubehör 079601
(I-C) zu verwenden. Diese Mantelführung aus Edelstahl verbessert die Zentrierung des Mantels und erleichtert das
Ablaufen des Drahtes.
Übersetzung der
Originalbetriebsanleitung
GALAXY 400T DUO / 400T W
Video
HALBAUTOMATISCHES SCHWEISSEN BEI CUSI UND CUAL (LÖTEN)
Das Gerät ist zum Schweißen von CuSi- und CuAl-Draht mit Ø 0,8 bis 1,0 mm geeignet.
Wie beim Schweißen von Stahl, muss ein Kapillarrohr eingesetzt werden. Der Brenner sollte mit einer Teonseele ausgerüstet werden. Beim Löten
muss reines Argon (Ar) als Schutzgas eingesetzt werden.
HALBAUTOMATISCHES SCHWEISSEN FÜLLDRAHT
Das Gerät ist zum Schweißen von Aluminiumdraht mit Ø 0,9 bis 1,6 mm geeignet. Die Originalrollen müssen durch Rollen ersetzt werden, die
speziell für Fülldraht geeignet sind (optional). Das Verschweißen vom Fülldraht mit einer Standarddüse kann zu Überhitzung und Beschädigung des
Brenners führen. Entfernen Sie die Originaldüse von Ihrem MIG-MAG-Brenner.
WAHL DER POLARITÄT
+ Polarität - Polarität
DE
Das MIG/MAG-Schweißen unter Gasschutz
erfordert in der Regel eine positive Polarität..
Beachten Sie in jedem Fall die Empfehlungen des Fühldrahtherstellers zur Wahl der Polarität.
MIG/MAG-Schweißen ohne Schutzgas
(No Gas) erfordert generell negative
Polarität.
GAS-ANSCHLUSS
- Montieren Sie einen geeigneten Druckminderer an der Gasasche. Schließen Sie ihn mit dem mitgelieferten Schlauch an das Schweißgerät an.
Benutzen Sie die beiden mitgelieferten Ohrschellen, um Undichtigkeiten zu vermeiden.
- Stellen Sie sicher, dass die Gasasche ordnungsgemäß befestigt ist und die Kette am Generator befestigt ist.
- Stellen Sie die Gasdurchussmenge am Druckminderer ein.
Anmerkung: Um die Einstellung des Gasdurchuss zu erleichtern, betätigen Sie die motorisierten Drahtführungsrollen durch Drücken des Brenner-
tasters (lösen Sie den Knopf an dem Drahtvorschubmotor, um keinen Draht anzutreiben). Maximaler Gasdruck: 0.5 MPa (5 bar).
Dieses Verfahren gilt nicht für das Schweißen im Modus „Kein Gas“.
EMPFOHLENE KOMBINATIONEN
Strom (A) Ø Draht (mm) Ø Düse (mm) Durchsatz (L/min)
MIG
MAG
(mm)
0,8-2 20-100 0,8 12 10-12
2-4 100-200 1,0 12-15 12-15
4-8 200-300 1,0/1,2 15-16 15-18
8-15 300-500 1,2/1,6 16 18-25
0,6-1,5 15-80 0,6 12 8-10
1,5-3 80-150 0,8 12-15 10-12
3-8 150-300 1,0/1,2 15-16 12-15
8-20 300-500 1,2/1,6 16 15-18
43
Page 44
Betriebsanleitung
Übersetzung der
Originalbetriebsanleitung
SCHWEISSMODUS MIG / MAG (GMAW/FCAW)
Schweißverfahren
Parameter Einstellungen
GALAXY 400T DUO / 400T W
MANUELL
Drehmoment
Material/Gas
Drahtdurchmesser Ø 0.8 > Ø 1.6 mm - Auswahl des Drahtdurchmessers
ModulArc
(Lichtbogen-Modul)
Brennertaster
Modus
Modus Punktschweißen
1. Einstellung
Der Zugri auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy oder Expert. Beachten Sie
die Betriebsanleitung für die Schnittstelle (HMI).
SCHWEISSVERFAHREN
Für weitere Informationen zu GYS-Synergien und Schweißverfahren, scannen Sie den QR-Code :
HEFTSCHWEISSEN-MODUS
• Spot
Dieser Schweißmodus ermöglicht das Heften der Werkstücke vor dem eigentlichen Schweißprozess. Das Heften kann manuell über die Brennertaste
erfolgen oder mit einer eingestellten Heftzeit automatisiert werden. Diese Zeit für das Punktschweißen ermöglicht eine bessere Reproduzierbarkeit
und die Herstellung eines nicht oxidierten Punktes.
- Fe Ar 25% CO
- ...
OFF - ON - - Aktiviert oder deaktiviert die Modulation des Schweißstroms (Doppelimpuls)
2T, 4T Wahl des Modus zur Verwaltung des Schweißens am Brennertaster
Spot, Spot-Verzögerung
Stärke
Strom
Geschwindigkeit
2
-
-
PULSE
STANDARD
Auswahl des zu verschweißenden Materials.
Synergetische Schweißparameter
Auswahl des Modus Punktschweißen
Auswahl der anzuzeigenden Haupteinstellung (Dicke des zu schweißenden
Werkstücks, durchschnittlicher Schweißstrom oder Drahtgeschwindigkeit).
• Spot-Verzögerung
Dies ist ein ähnlicher Anheft-Modus wie Spot, bei dem jedoch denierte Heft- und Stoppzeiten aufeinander folgen, solange der Brennertaster gedrückt
wird. Diese Funktion ermöglicht das Schweißen von sehr dünnen Stahl- oder Aluminiumblechen, wobei das Risiko des Durchfallens und der Verfor-
mung des Blechs (vor allem beim Aluminiumschweißen) minimiert wird.
FESTLEGUNG DER EINSTELLUNGEN
Maßeinheit
Rückbrand -
Kalter Strom % Zweiter Schweißstrom, der als «kalter» Schweißstrom bezeichnet wird.
Crater Filler %/s
Verzögerung s
Stärke mm
Stromabsenkung s Absenkzeit des Schweißstroms (Endkraterfüllstrom)
Frequenz des Impulses Hz Frequenz des Impulses
Hot Start %/s
Stärke A Der Schweißstrom muss je nach verwendetem Draht und Material ausgewählt werden.
I Start - Einstellung des Zündstroms.
Lichtbogenlänge -
Gasvorströmung s Dauer der Gasvorströmung vor der Zündung.
Funktion, die das Risiko des Anhaftens des Drahtes am Ende der Naht zu verhindert. Diese Zeit
entspricht der Zeit, in der der Draht wieder aus dem Schmelzbad auftaucht.
Dieser Endstrom beim Anhalten ist eine Phase nach der Stromabsenkung.
Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
Dauer zwischen dem Ende eines Punktes (ohne Gas-nach) und der Wiederaufnahme eines neuen
Punktes (einschließlich Gas- vor).
Die Synergie ermöglicht eine vollautomatische Einstellung. Die Anpassung für die Dicke stellt automatisch die passende Prozessspannung und die Drahtgeschwindigkeit ein.
Der Hot Start ist ein Überstrom beim Zünden, der verhindert, dass der Draht am Werkstück klebt. Die
Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
Dient zur Einstellung des Abstands zwischen dem Drahtende und dem Schmelzbad (Spannungseinstellung).
44
Page 45
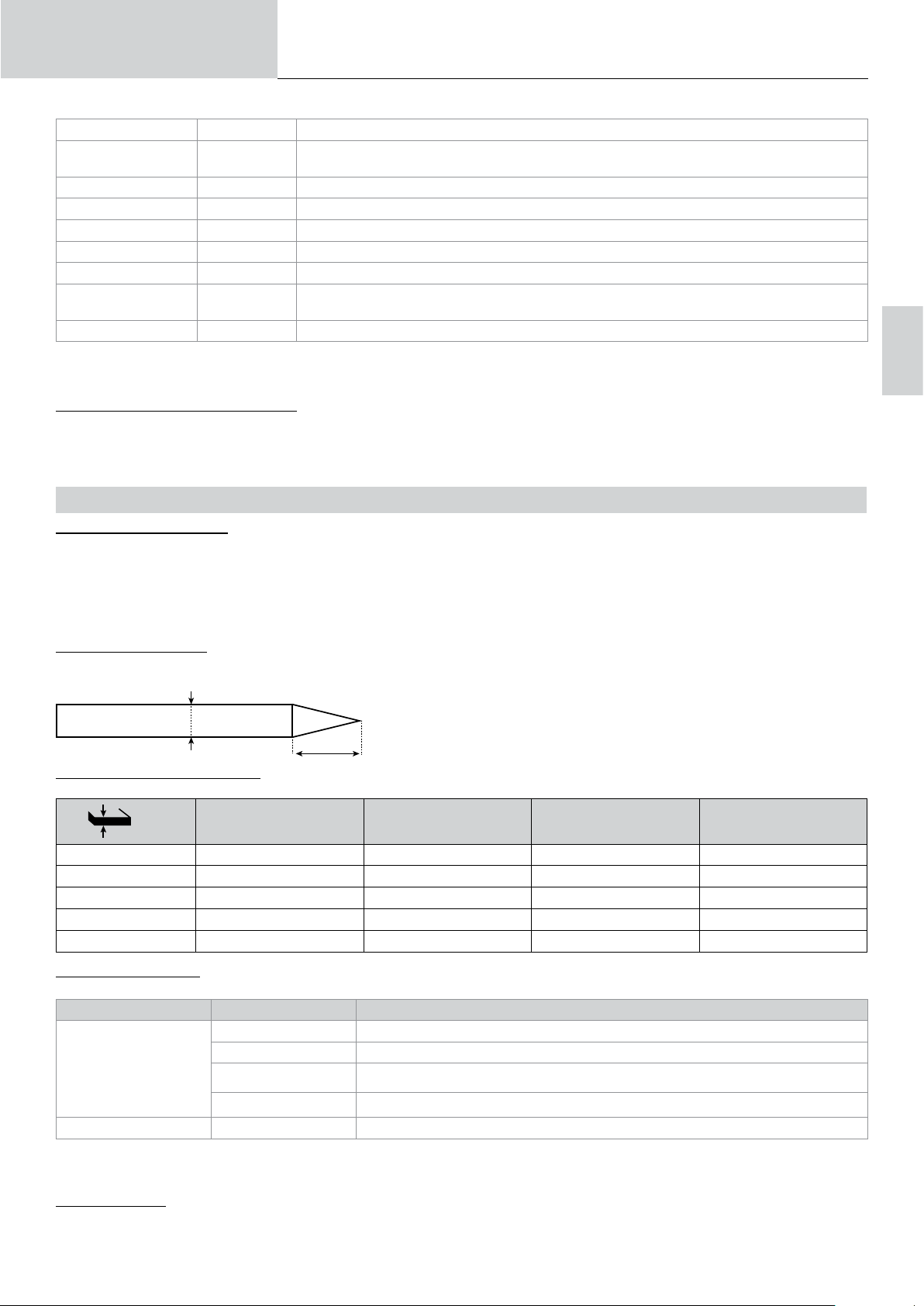
Betriebsanleitung
Punkt s Denierte Dauer.
Gasnachströmung s
Duty cycle % Im gepulsten Betrieb wird die Heißstromzeit im Verhältnis zur Kaltstromzeit eingestellt.
Drossel - Reguliert den Schweißstromanstieg. Wird entsprechend der Schweißposition eingestellt.
Heften - Spot s Denierte Dauer.
Spannung V Einuss auf die Breite der Schweißnaht.
Upslope s Stromanstieg.
Anschleichgeschwin-
digkeit
Drahtgeschwindigkeit m/min Menge des aufgetragenen Schweißzusatzwerkstos und indirekt Schweißintensität und Eindringtiefe
Übersetzung der
Originalbetriebsanleitung
Dauer der Aufrechterhaltung des Schutzgases nach dem Erlöschen des Lichtbogens. Es schützt das
Werkstück und die Elektrode vor Oxidation.
-
Stufenlose Drahtgeschwindigkeit Vor der Zündung kommt der Draht langsam an, um den ersten
Kontakt sanft herzustellen.
GALAXY 400T DUO / 400T W
Der Zugri auf bestimmte Schweiß- und Punktschweißparameter hängt vom Schweißverfahren (Manuell, Synergie) und dem gewählten Anzeigemodus (Easy oder Expert) ab. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
STEUERUNG DES GASDURCHSATZES
Um den Gasdurchsatz auf dem Manometer zu prüfen, ohne einen Fülldraht abzuwickeln, drücken Sie lange auf die Drucktaste Nr. 1 und folgen Sie
dem Verfahren auf dem Bildschirm. Dies muss regelmäßig überprüft werden, um ein optimales Schweißen zu gewährleisten. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
SCHWEISSMODUS WIG (GTAW)
ANSCHLUSS UND HINWEISE
• Beim WIG-Schweißen ist Schutzgas (Argon) erforderlich.
• Verbinden Sie die Masseklemme mit der positiven Anschlussbuchse (+). Stecken Sie den optionalen WIG-Brenner (Art.-Nr. 046108) in den EU-
RO-Anschluss der Stromquelle und das Inversionskabel in den negativen Anschluss (-).
• Kontrollieren Sie vor dem Schweißen den Brenner auf Vollständigkeit und Zustand der Verschleißteile (Keramikgasdüse, Spannhülsengehäuse,
Spannhülse, Brennerkappe und Wolfram-Elektrode).
• Die Wahl der Elektrode ist abhängig von der Stromstärke des WIG-Verfahrens mit Gleichstrom.
ELEKTRODE-SCHLEIFEN
Für optimale Funktion wird empfohlen, eine wie folgt geschliene Elektrode zu verwenden:
L = 3 x d bei niedrigem Schweißs-
d
L
EMPFOHLENE KOMBINATIONEN
trom.
L = d bei hohem Schweißstrom.
DE
(mm)
0,3 - 3 3 - 75 1 6,5 6 - 7
2,4 - 6 60 - 150 1,6 8 6 - 7
4 - 8 100 - 200 2 9,5 7 - 8
6,8 - 8,8 170 - 250 2,4 11 8 - 9
9 - 12 225 - 300 3,2 12,5 9 - 10
PROZESSPARAMETER
Parameter Einstellungen
Schweißverfahren
Zündungsart 2T, 4T, Valve Wahl des Modus zur Verwaltung des Schweißens am Brennertaster.
Der Zugri auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy oder Expert. Beachten Sie
die Betriebsanleitung für die Schnittstelle (HMI).
EINSTELLUNGEN
• Standardverfahren
Das WIG-Standard-Schweißverfahren mit Gleichstrom (TIG DC Standard) ermöglicht qualitativ hochwertiges Schweißen auf den meisten
Eisenwerkstoen wie Stahl, Edelstahl, aber auch Kupfer und seinen Legierungen, Titan... Die zahlreichen Möglichkeiten des Strom- und Gasmanagements erlauben es Ihnen, Ihren Schweißvorgang perfekt zu steuern, vom Start bis zur endgültigen Abkühlung Ihrer Schweißraupe.
Strom (A) Ø Elektrode (mm) Ø Düse (mm) Argon-Durchsatz (l/min)
Standard Gleichstrom
Puls Impulsstrom
Heften - Spot Durchgehendes Punktschweißen
Spot-Gepulst Puls Punktschweißen
45
Page 46
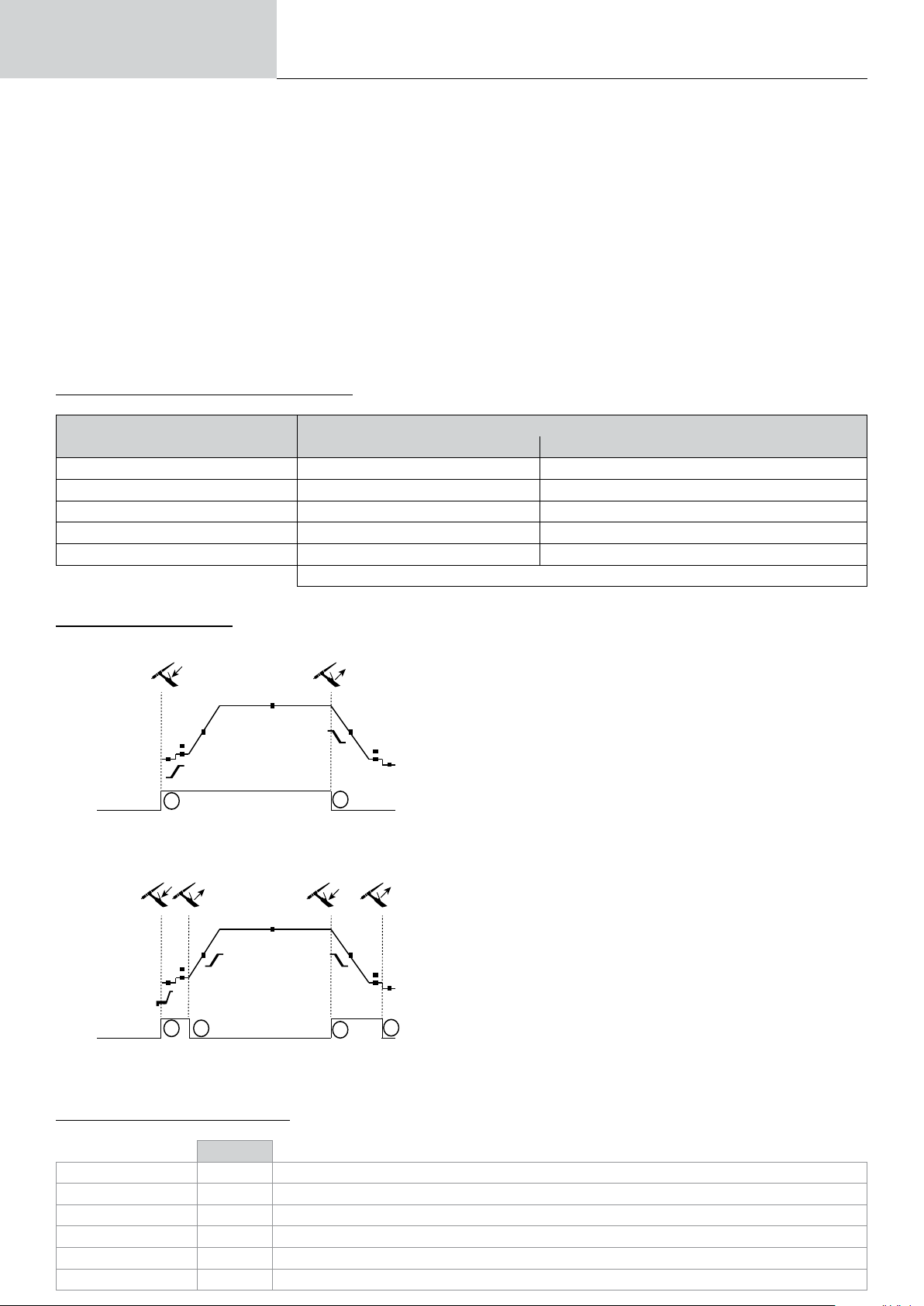
Betriebsanleitung
t
t
T2
T1
Haupttaste
t t
t
t
T2
T1
Haupttaste
T3
T1
Haupttaste
T2
T4
Übersetzung der
Originalbetriebsanleitung
GALAXY 400T DUO / 400T W
• Pulse
Dieser Modus lässt den Schweißstrom zwischen Puls- (I, Schweißimpuls) und Grundstrom (I-Kalt, Abkühlphase) wechseln. Der Pulsmodus ermöglicht die Bearbeitung von Werkstücken bei begrenztem Temperaturanstieg und geringer Verformung. Hält auch ideal die Position bei.
Beispiel:
Der Schweißstrom I ist eingestellt auf 100A und % (I-Kalt) = 50, d.h. Grundstrom = 50 % x 100A = 50A.
F(Hz) ist auf 10Hz eingestellt, die Signalperiode wird 1/10Hz betragen = 100ms -> Alle 100ms folgt auf einen 100A-Impuls einer mit 50A.
• Spot
Dieser Schweißmodus ermöglicht das Heften der Werkstücke vor dem eigentlichen Schweißprozess. Das Heften kann manuell über die Brenner-
taste erfolgen oder mit einer eingestellten Heftzeit automatisiert werden. Die einstellbare Schweißdauer ermöglicht die kontrollierte Reduzierung der
Schweißzeit für bessere, nicht oxidierte Ergebnisse beim Heftschweißen.
• Spot-Gepulst
Dieser Schweißmodus auf feinem Blech ermöglicht die Vormontage der Teile vor dem Schweißen. Das Heften kann manuell über die Brennertaste
erfolgen oder mit einer eingestellten Heftzeit automatisiert werden. Diese Zeit für das Punktschweißen ermöglicht eine bessere Reproduzierbarkeit
und die Herstellung eines nicht oxidierten Punktes.
WAHL DES DURCHMESSERS DER ELEKTRODE
Ø Elektrode (mm)
Wolfram pur Wolfram mit Oxiden
WIG DC
1 10 > 75 10 > 75
1,6 60 > 150 60 > 150
2 75 > 180 100 > 200
2,5 130 > 230 170 > 250
3,2 160 > 310 225 > 330
Ca. = 80 A pro mm Ø
BETRIEB BRENNERTASTER
• 2T
T1 - Die Haupttaste wird gedrückt, der Schweißzyklus startet
(Gasvorströmung, I_Start, Stromanstieg und Schweißen).
T2 - Haupttaste ist gelöst, der Schweißzyklus stoppt (Stromabsenkung, Endstrom, Gasnachströmung).
Beim Brenner mit 2 Tasten, und nur im 2-T-Modus, wird die Sekundär-Taste als Haupttaste verwendet.
• 4T
T1 - Die Haupttaste wird gedrückt, der Zyklus startet aus
Gasvorströmung und stoppt in der I_Start-Phase.
T2 - Haupttaste ist gelöst, der Schweißzyklus läuft weiter in Stromanstieg und Schweißstrom.
T3 - Die Haupttaste wird gedrückt, der Zyklus wechselt auf Stromabsenken und stoppt in der I_Stop-Phase.
4 - Die Haupttaste wird losgelassen, der Zyklus endet mit Gasnachströmen.
Anm: für die Brennertaster, Doppeltasten und Doppeltaste + Poten-
Bei WIG-Brenner mit Doppelttaste oder Poti- Doppelttaste hat die obere Taste die gleiche Funktion wie bei Lamellen/ Einzeltaste- Brennern. Der
Trigger «low» ist inaktiv.
tiometer
=> Taste „Hoch/Schweißstrom“ und Potentiometer aktiv, Taste
„Niedrig“ inaktiv.
46
FESTLEGUNG DER EINSTELLUNGEN
Maßeinheit
Abschaltstrom % Der Schlussstrom beschreibt die Phase nach der Stromabsenkung.
Courant de démarrage % Der Startstrom beschreibt die Phase vor Beginn des Stromanstiegs.
Schweißstrom A Schweißstrom
Kaltstrom % Zweitstrom (Kaltstrom)
Pulsdauer s Manuelle oder zeitabhängige Spot-Puls-Phase
Spot-Dauer s Manuell oder denierte Dauer.
Page 47
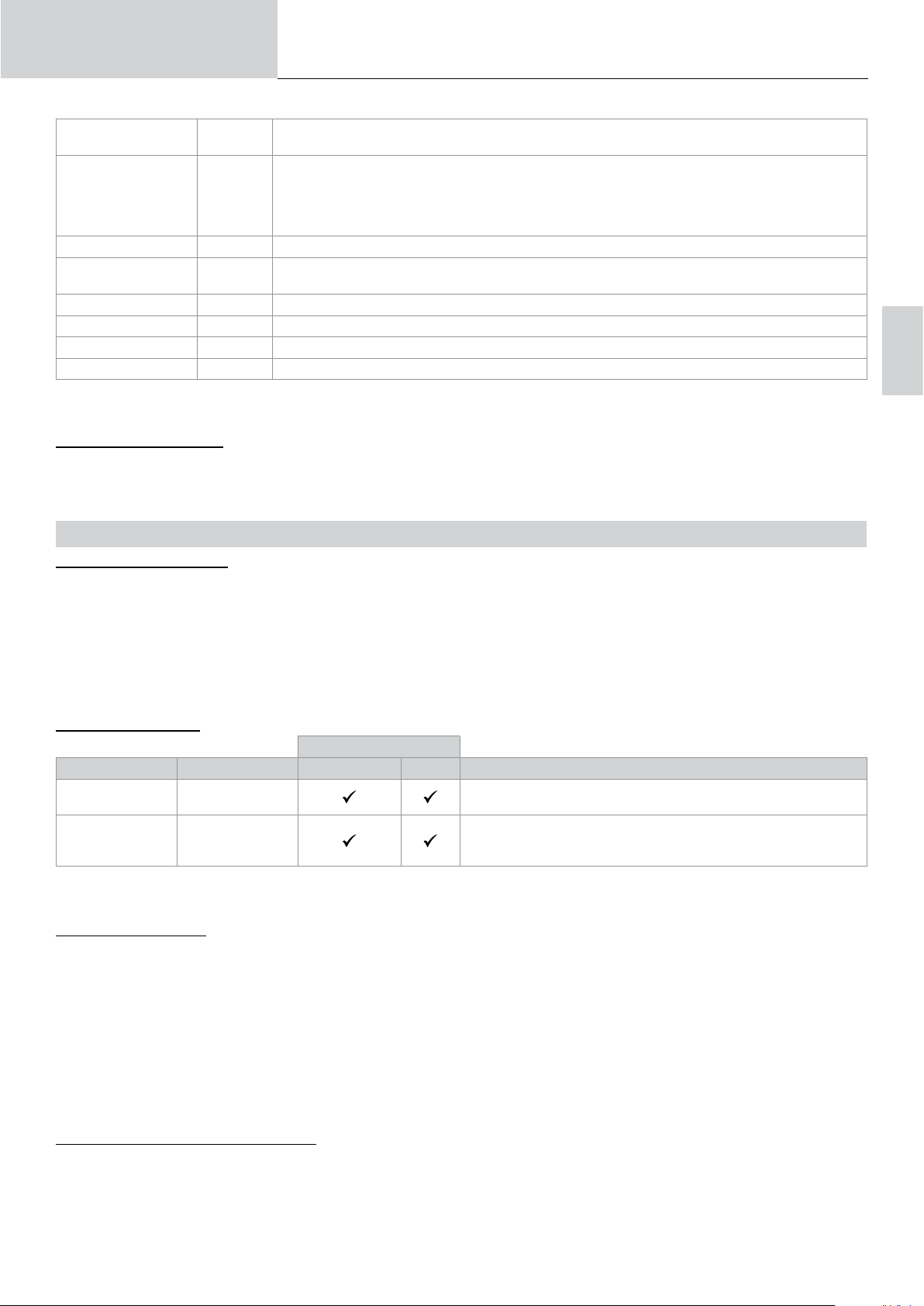
Betriebsanleitung
Übersetzung der
Originalbetriebsanleitung
GALAXY 400T DUO / 400T W
Stromabsenkung s
Puls-
frequenz
Stromanstieg s Ermöglicht einen progressiven Anstieg des Schweißstroms.
Gasnachströmung s
Gasvorströmung s Dauer der Gasvorströmung vor der Zündung.
Pausenzeit s Die Stopp-Stromstufe ist eine Phase nach der Stromabstiegsrampe.
Startzeit s Start-Stromstufe (?) vor der Stromanstiegsrampe.
Kaltanteil % Zeitanteil (?) des Impuls-Heißstroms (I)
Der Zugri auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy oder Expert. Beachten Sie
die Betriebsanleitung für die Schnittstelle (HMI).
MANUELLE GASSPÜLUNG
Das Vorhandensein von Sauersto im Brenner kann zu einer Verschlechterung der mechanischen Eigenschaften führen und eine Verringerung der
Korrosionsbeständigkeit zur Folge haben. Um das Gas aus dem Brenner zu spülen, halten Sie die Drucktaste 1 gedrückt und befolgen Sie die Anweisungen auf dem Display. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
Hz
Vermeidet Kraterbildung am Ende des Schweißvorgangs und die Gefahr von Rissbildung, insbesondere
bei Leichtmetalllegierungen.
Pulsfrequenz (Tipps zur Einstellung):
• Beim Schweißen mit manueller Zusatzdraht-Zuführung, F(Hz) mit der Zufuhr synchronisieren
• Bei dünnen Materialien (< 0,8mm) und ohne Zusatzdraht F(Hz) > 10Hz wählen
• Beim Schweißen spezieller Materialien die ein oszillierendes Schweißbad benötigen, F(Hz) < 100Hz
wählen
Dauer der Aufrechterhaltung des Schutzgases nach dem Erlöschen des Lichtbogens. Er schützt das
Werkstück und die Elektrode vor Oxidation beim Abkühlen.
SCHWEISSMODUS MMA (SMAW)
ANSCHLUSS UND HINWEISE
• Schließen Sie Elektrodenhalter und Masseklemme an die entsprechenden Anschlüsse an.
• Beachten Sie die auf den Elektrodenpackungen angegebene Schweißpolarität und Schweißstrom.
• Entfernen Sie die Elektrode aus dem Elektrodenhalter, wenn das Gerät nicht benutzt wird.
- Das Gerät ist mit spezischen für den MMA Modus drei Funktionen ausgestattet:
- Hot Start: erhöht den Schweißstrom beim Zünden der Elektrode.
- Arc Force: erhöht kurzzeitig den Schweißstrom. Ein mögliches Festbrennen der Elektrode am Werkstück während des Eintauchens ins
Schweißbad wird verhindert.
- Anti Sticking: schaltet den Schweißstrom ab. Ein mögliches Ausglühen der Elektrode während des oben genannten, möglichen Festbrennens wird vermieden.
DE
PROZESSPARAMETER
Schweißverfahren
Parameter Einstellungen Standard Puls
Elektrodentyp
Anti-Sticking ON - OFF
Der Zugri auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy oder Expert. Beachten Sie
die Betriebsanleitung für die Schnittstelle (HMI).
SCHWEISSVERFAHREN
• Standard
Der Schweißmodus MMA Standard ist für die meisten Anwendungen geeignet. Dieses Verfahren erlaubt ein Verschweißen mit aller gängigen umhül-
lten, Rutil-, Zellulose- und basischen Elektroden und auf allen Materialen : Stahl, Edelstahl
• Pulse
Das MMA-Puls Schweißverfahren ist besonders für Steignähte geeignet. Der Pulsstrom ermöglicht eine Materialverschmelzung bei geringerer Energieeinbringung. Ohne Pulsen erfordert das Steignahtschweißen eine Elektrodenführung nach dem „Tannenbaumprinzip“, d. h. schwierige Dreiecksbewegungen. Dank dem MMA-Puls-Modus sind solche Bewegungsabläufe nicht mehr zwingend notwendig. Je nach Werkstückstärke kann eine
geradlinige Aufwärtsbewegung genügen. Wenn Sie Ihr Schmelzbad verbreitern möchten, ist eine einfache Seitwärtsbewegung ausreichend, ähnlich
wie beim Schweißen in acher Position. Über das Display lässt sich die Frequenz des Pulsstroms einstellen. Mit diesem Verfahren ist das Schweißen
von Steignähten besser beherrschbar.
AUSWAHL DER UMHÜLLTEN ELEKTRODEN
• Rutile Elektrode: einfache Bedienung in allen Positionen.
• Basische Elektrode: Bedienung in allen Positionen, und dank ihrer mechanischen Eigenschaften für Sicherheitsarbeiten geeignet.
Rutil
Basisch
Der Elektrodentyp bestimmt je nach verwendetem Elektrodentyp spezi-
sche Parameter, um die Schweißprozess zu optimieren.
Die Antihaft-Funktion wird empfohlen, um die Elektrode sicher zu entfernen, wenn sie am zu schweißenden Werkstück festklebt (der Strom
wird automatisch abgeschaltet).
47
Page 48

Betriebsanleitung
FESTLEGUNG DER EINSTELLUNGEN
Maßeinheit
Arc Force
Schweißstrom A Der Schweißstrom muss je nach Elektrodentyp ausgewählt werden (siehe Elektrodenverpackung).
Dauer Hot Start s
Impuls-
frequenz
Prozentsatz Hot Start %
Prozentsatz I Kaltanteil %
Kaltanteil s
Der Zugri auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy oder Expert. Beachten Sie
die Betriebsanleitung für die Schnittstelle (HMI).
EINSTELLUNG DER SCHWEISSINTENSITÄT
Die folgenden Einstellungen entsprechen dem nutzbaren Stärkebereich je nach Elektrodentyp und -durchmesser. Hinweis: Der Einstellbereich des
Arc Force ist abhängig vom ausgewählten Elektrodentyp.
Hz Verhältnis zwischen Pulsstromzeit u. Grundstromzeit
Übersetzung der
Originalbetriebsanleitung
Die Arc Force ist ein Überstrom, der erzeugt wird, um ein Festkleben zu vermeiden, wenn die Elektrode
mit dem Schweißbad in Kontakt kommt.
Der Hot Start ist ein Überstrom beim Zünden, der verhindert, dass die Elektrode am Werkstück kleben
bleibt. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
Der Hot Start ist ein Überstrom beim Zünden, der verhindert, dass die Elektrode am Werkstück kleben
bleibt. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
GALAXY 400T DUO / 400T W
Ø Elektrode (mm) Rutile-Elektrode E6013 (A) Basische Elektrode E7018 (A)
1,6 30-60 30-55
2,0 50-70 50-80
2,5 60-100 80-110
3.15 80-150 90-140
4,0 100-200 125-210
5 150-290 200-260
6,3 200-385 220-340
EINSTELLUNG DER ARC FORCE
Es wird empfohlen, die Arc Force auf die mittlere Position (0) einzustellen, um mit dem Schweißen zu beginnen, und sie entsprechend den Ergeb-
nissen und Schweißpräferenzen anzupassen. Hinweis: Der Einstellbereich der Arc Force ist spezisch für den gewählten Elektrodentyp.
ROLLEN (B) OPTIONAL
Durchmesser
Ø 0,6/0,8 042353 - Ø 0,9/1,2 042407
Ø 0,8/1,0 042360 042377
Ø 1,0/1,2 046849 040915
Referenz (x2)
Stahl Aluminium Fülldraht
Durchmesser
Referenz (x2)
48
Page 49

Betriebsanleitung
Übersetzung der
Originalbetriebsanleitung
OPTIONALER DRAHTVORSCHUBKOFFER WF 36
Das Produkt 400T DUO kann mit einem separaten Drahtvorschub WF 36 (Option, Art. Nr. 082502)
ausgestattet werden, um schnell zwei verschiedene Drahtarten oder -durchmesser zu verwenden, ohne
Brenner oder Spulen wechseln zu müssen. Die Verbindung zwischen diesen beiden Elementen erfolgt
über einen optionalen zweckmäßigen Kabelbaum:
Kühltyp des Brenners Länge Abschnitt Artikel-Nr.
Luft
Luft
5 m 70 mm² 075443
10 m
15 m 95 mm² 082083
20 m 95 mm² 082090
1.8 m 70 mm² 075467
5 m 70 mm² 075474
10 m
15 m 95 mm² 079816
20 m 95 mm² 082106
70 mm² 075450
95 mm² 077553
70 mm² 075481
95 mm² 075504
GALAXY 400T DUO / 400T W
Um eine optimale
Schweißleistung im
Pulsmodus zu gewährleisten, sollten Sie eine
Strahllänge von 10 m nicht
überschreiten.
DE
Den Anschluss des Kabelbaums zwischen Stromquelle und Drahtvorschubkoer entnehmen Sie bitte der
Anleitung für den separaten Drahtvorschubkoer.
Es können nicht gleichzeitig 2 MIG/MAG-Brenner eingesetzt werden. Wenn ein Drahtvorschub aktiv ist, ist der andere inaktiv.
HMI - aktiver Drahtvorschub HMI - inaktiver Drahtvorschub
Um von einem inaktiven zu einem aktiven Drahtvorschub zu wechseln, drücken Sie den Brennertaster
des nicht aktiven Brenners oder drücken Sie das
Drehrädchen auf dem nicht aktiven Bildschirm.
ANOMALIEN, URSACHEN, LÖSUNGEN
SYMPTOME MÖGLICHE URSACHEN LÖSUNGEN
Reinigen Sie das Kontaktrohr oder ersetzen
Sie es.
Prüfen Sie den Sitz der Drahtführungsrollenschraube.
Das Brennerkabel muss möglichst gerade
sein.
Lösen Sie die Bremse und die Drahtführungsrollen.
Reinigen oder ersetzen Sie es.
Ergänzen Sie die fehlende Passfeder im
Gehäuse.
Kontrollieren Sie den Anschluss der Steckdose
und überprüfen Sie, ob die Steckdose richtig
versorgt ist.
Prüfen Sie das Massekabel (Anschluss und
Zustand der Masseklemme).
Der Schweißdrahtvorschub ist nicht konstant.
Der Drahtvorschubmotor funktioniert nicht.
Falscher Drahtvorschub.
Kein Strom oder falscher Schweißstrom.
Partikel verstopfen die Gasdüse
Der Draht rutscht in den Drahtführungsrollen. Fügen Sie Antihaftmittel hinzu.
Eine Drahtführungsrolle rutscht.
Das Brennerschlauch ist geknickt.
Spulenbremse oder Drahtführungsrollen zu
fest.
Schmutzige oder beschädigtes Drahtführungsseele.
Fehlende Passfeder bei den Drahtführungsrollen
Spulenbremse zu fest angezogen. Lösen Sie die Bremse.
Falscher Netzanschluss.
Falscher Masseanschluss.
Keine Leistung. Prüfen Sie den Brennertaster.
49
Page 50

Betriebsanleitung
Übersetzung der
Originalbetriebsanleitung
GALAXY 400T DUO / 400T W
Zerdrückter Drahtführungsmantel.
Der Draht reibt sich auf den Drahtführungsrollen ab.
Poröse Schweißnaht.
Starke Funkenbildung.
Kein Gas am Ausgang des Brenners Falscher Gasanschluss
Fehler beim Download
Backup-Problem Alle Speicherplätze sind belegt.
Automatische Löschung der JOBs.
Fehler beim USB-Stick
Datei-Problem
Problem bei der Aktualisierung
Draht stockt im Brenner. Ersetzen Sie oder reinigen Sie den Brenner.
Kein Kapillarrohr. Prüfen Sie, ob das Kapillarrohr vorhanden ist.
Drahtgeschwindigkeit zu hoch. Drahtgeschwindigkeit reduzieren
Gasdurchuss zu niedrig.
Gasasche leer. Das Gas ersetzen.
Schlechte Gasqualität. Das Gas ersetzen.
Durchzug oder Einuss des Windes.
Verstopfte Gasdüse. Reinigen oder ersetzen Sie die Gasdüse.
Schlechte Drahtqualität.
Werkstück nicht ausreichend vorbereitet (Rost
usw.)
Das Gas ist nicht angeschlossen
Lichtbogen-Spannung zu niedrig oder zu hoch. Siehe Schweiß-Parameter.
Falscher Masseanschluss. Die Masseklemme am Werkstück anschließen.
Schutzgasmenge zu niedrig. Stellen Sie den Gasdurchuss ein.
Die Daten auf die SD-Karte sind falsch oder
beschädigt.
Manche JOBs wurden gelöscht, weil sie mit
den neuen Synergien nicht mehr kompatibel
waren.
Kein JOB auf dem USB-Stick entdeckt Kein Speicher mehr frei Geben Sie Speicher auf dem USB-Stick frei.
Die Datei «...» entspricht nicht den herunterge-
ladenen Synergien des Produktes.
Der USB-Stick scheint nicht erkannt zu
werden. Das Bildmaterial aus Schritt Nr. 4 des
Aktualisierungsverfahrens wird nicht auf dem
Bildschirm angezeigt.
Prüfen Sie die Drahtseele und den Bren-
nergri.
Einstellbereich von 15 bis 20l/min.
Reinigen Sie das Basismetall.
Vermeiden Sie Luftzug und schützen Sie den
Schweißbereich.
Nutzen Sie nur zum MIG/MAG-Schweißen
geeigneten Draht.
Reinigen Sie das Werkstück vor dem
Schweißen.
Prüfen Sie, ob das Gas an das Gerät
angeschlossen ist.
Prüfen Sie die Gasanschlüsse
Prüfen Sie, ob das Gasventil richtig funktio-
niert.
Prüfen Sie Ihre Daten.
Sie müssen Programme löschen.
Die Anzahl an Speicherplätzen ist auf 200
beschränkt.
-
Die Datei wurde mit Synergien erstellt, die
nicht in der Maschine sind.
1- Stecken Sie den USB-Stick in den Steckplatz
2- Schalten Sie die Stromquelle ein.
3- Langes Drücken des Drehrädchens der
HMI, um die Aktualisierung zu starten.
GARANTIEBEDINGUNGEN
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller bzw. seines Beauftragten erfolgen eine für den Käufer
kostenlose Reparatur und ein kostenloser Ersatz von Ersatzteilen. Die Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Die Garantieleistung erfolgt nicht bei Defekten, die durch:
• Transportschäden, die infolge des Einsendens zur Reparatur, hervorgerufen worden sind.
• Normalen Verschleiß von Teilen (Bsp. : Kabel, Klemmen usw.).
• Schäden durch unsachgemäßen Gebrauch (fehlerhafte Stromversorgung, Sturz, Demontage).
• Umgebungsbedingte Ausfälle (Verschmutzung, Rost, Staub).
Bei einem Ausfall schicken Sie das Gerät an Ihren Händler zurück und legen Folgendes bei:
- einen mit Datum versehenen Kaufnachweis (Quittung, Rechnung...)
- Eine Fehlerbeschreibung.
50
Page 51

Manual de uso
Traducción de las instrucciones
originales
GALAXY 400T DUO / 400T W
ADVERTENCIAS - NORMAS DE SEGURIDAD
CONSIGNA GENERAL
Estas instrucciones se deben leer y comprender antes de toda operación.
Toda modicación o mantenimiento no indicado en el manual no se debe llevar a cabo.
Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuírsele al fabricante.
En caso de problema o de incertidumbre, consulte con una persona cualicada para manejar correctamente el aparato.
ENTORNO
Este material se debe utilizar solamente para realizar operaciones de soldadura dentro de los límites indicados en el aparato y el manual. Se deben
respetar las instrucciones relativas a la seguridad. En caso de uso inadecuado o peligroso, el fabricante no podrá considerarse responsable.
La instalación se debe hacer en un local sin polvo, ni ácido, ni gas inamable u otras sustancias corrosivas. Igualmente para su almacenado. Hay
que asegurarse de que haya una buena circulación de aire cuando se esté utilizando.
Zona de temperatura:
Uso entre -10 et +40°C (+14 et +104°F).
Almacenado entre -20 y +55°C (-4 y 131°F).
Humedad del aire :
Inferior o igual a 50% a 40°C (104°F).
Inferior o igual a 90% a 20°C (68°F).
ES
Altitud:
Hasta 1000 m por encima del nivel del mar (3280 pies).
PROTECCIÓN INDIVIDUAL Y DE LOS OTROS
La soldadura al arco puede ser peligrosa y causar lesiones graves e incluso mortales.
La soldadura expone a los individuos a una fuente peligrosa de calor, de radiación lumínica del arco, de campos electromagnéticos (atención a los
que lleven marcapasos), de riesgo de electrocución, de ruido y de emisiones gaseosas.
Para protegerse correctamente y proteger a los demás, siga las instrucciones de seguridad siguientes:
Para protegerse de quemaduras y de radiaciones, lleve ropas sin solapas, aislantes, secos, ignífugos y en buen estado que cubran
todo el cuerpo.
Utilice guantes que aseguren el aislamiento eléctrico y térmico.
Utilice una protección de soldadura y/o una capucha de soldadura de un nivel de protección suciente (variable según aplicaciones).
Protéjase los ojos durante operaciones de limpieza. Las lentillas de contacto están particularmente prohibidas.
A veces es necesario delimitar las zonas mediante cortinas ignífugas para proteger la zona de soldadura de los rayos del arco,
proyecciones y de residuos incandescentes.
Informe a las personas en la zona de soldadura de que no miren los rayos del arco ni las piezas en fusión y que lleven ropas
adecuadas para protegerse.
Utilice un casco contra el ruido si el proceso de soldadura alcanza un nivel de ruido superior al límite autorizado (así como cualquier
otra persona que estuviera en la zona de soldadura).
Las manos, el cabello y la ropa deben estar a distancia de las partes móviles (ventilador).
No quite nunca el cárter del grupo de refrigeración del aparato estando bajo tensión, el fabricante no podrá ser considerado
responsable en caso de accidente.
Las piezas soldadas están caliente y pueden provocar quemaduras durante su manipulación. Cuando se hace un mantenimiento
de la antorcha o portaelectrodos, se debe asegurar que esta esté lo sucientemente fría y espere al menos 10 minutos antes de
toda intervención. El grupo de refrigeración se debe encender cuando se utilice una antorcha refrigerada por líquido para que el
líquido no pueda causar quemaduras.
Es importante asegurar la zona de trabajo antes de dejarla para proteger las personas y los bienes materiales.
HUMOS DE SOLDADURA Y GAS
El humo, el gas y el polvo que se emite durante la soldadura son peligrosos para la salud. Hay que prever una ventilación
suciente y en ocasiones puede ser necesario un aporte de aire. Una máscara de aire puede ser una solución en caso de
aireación insuciente.
Compruebe que la aspiración es ecaz controlándola conforme a las normas de seguridad.
Atención, la soldadura en los lugares de pequeñas dimensiones requiere una vigilancia a distancia de seguridad. La soldadura de algunos materiales
que contengan plomo, cadmio, zinc, mercurio o berilio pueden ser particularmente nocivos. Desengrase las piezas antes de soldarlas.
Las botellas se deben colocar en locales abiertos o bien aireados. Se deben colocar en posición vertical y sujetadas con un soporte o sobre un carro.
51
Page 52

Manual de uso
La soldadura no se debe efectuar cerca de grasa o de pintura.
Traducción de las instrucciones
originales
GALAXY 400T DUO / 400T W
RIESGO DE FUEGO Y DE EXPLOSIÓN
Proteja completamente la zona de soldadura, los materiales inamables deben alejarse al menos 11 metros.
Cerca de la zona de operaciones de soldadura debe haber un anti-incendios.
Atención a las proyecciones de materiales calientes o chispas incluso a través de las suras. Pueden generar un incendio o una explosión.
Aleje las personas, objetos inamables y contenedores a presión a una distancia de seguridad suciente.
La soldadura en contenedores o tubos cerrados está prohibida y en caso de que estén abiertos se les debe vaciar de cualquier material inamable o
explosivo (aceite, carburante, residuos de gas...).
Las operaciones de pulido no se deben dirigir hacia la fuente de energía de soldadura o hacia materiales inamables.
BOTELLAS DE GAS
El gas que sale de las botella puede ser una fuente de sofocamiento en caso de concentración en el espacio de soldadura
(comprobar bien).
El transporte debe realizarse de forma segura: cilindros cerrados y la fuente de energía de soldadura apagada. Se deben colocar
verticalmente y sujetadas con un soporte para limitar el riesgo de caída.
Cierre la botella entre dos usos. Atención a las variaciones de temperatura y a las exposiciones al sol.
La botella no debe entrar en contacto con una llama, un arco eléctrico, una antorcha, una pinza de masa o cualquier otra fuente de calor o de
incandescencia.
Tenez-les éloignés des circuits électriques et du circuit de soudage et ne soudez jamais sur une bouteille sous pression.
Cuidado al abrir la válvula de una botella, hay que alejar la cabeza de la válvula y asegurarse de que el gas utilizado es el apropiado para el proceso
de soldadura.
SEGURIDAD ELÉCTRICA
La red eléctrica utilizada debe tener imperativamente una conexión a tierra. Utilice el tamaño de fusible recomendado sobre la
tabla de indicaciones.
Una descarga eléctrica puede ser una fuente de accidente grave directo o indirecto, incluso mortal.
No toque nunca las partes bajo tensión tanto en el interior como en el exterior del generador de corriente cuando este está encendido (antorchas,
pinzas, cables, electrodos) ya que están conectadas al circuito de soldadura.
Antes de abrir el aparato, es necesario desconectarlo de la red eléctrica y esperar dos minutos, para que el conjunto de los condensadores se
descarguen.
No toque al mismo tiempo la antorcha o el portaelectrodos y la pinza de masa.
Cambie los cables y antorcha si estos están dañados, acudiendo a una persona cualicada. Dimensione la sección de los cables de forma adecuada
a la aplicación. Utilizar siempre ropas secas y en buen estado para aislarse del circuito de soldadura. Lleve zapatos aislantes, sin importar el lugar
donde trabaje.
CLASIFICACIÓN CEM DEL MATERIAL
Este aparato de Clase A no está previstos para ser utilizado en un lugar residencial donde la corriente eléctrica está suministrada
por la red eléctrica pública de baja tensión. En estos lugares puede encontrar dicultades a nivel de potencia para asegurar
una compatibilidad electromagnética, debido a las interferencias propagadas por conducción y por radiación con frecuencia
radioeléctrica.
Siempre que la impedancia de la red pública de baja tensión en el punto de acoplamiento común sea inferior a Zmax =
0,29 ohmios, este equipo cumple la norma IEC 61000-3-11 y puede conectarse a las redes públicas de baja tensión. Es
responsabilidad del instalador o del usuario del equipo asegurarse, consultando al operador de la red de distribución si es
necesario, de que la impedancia de la red cumple con las restricciones de impedancia.
Este material es conforme a la norma CEI 61000-3-12.
EMISIONES ELECTROMAGNÉTICAS
La corriente eléctrica causa campos electromagnéticos (EMF) localizados al pasar por cualquier conductor. La corriente de
soldadura produce un campo electromagnético alrededor del circuito de soldadura y del material de soldadura.
Los campos electromagnéticos EMF pueden alterar algunos implantes médicos, como los estimuladores cardíacos. Se deben tomar medidas de
protección para personas con implantes médicos. Por ejemplo, restricciones de acceso para las visitas o una evaluación de riesgo individual para
los soldadores.
Todos los soldadores deben utilizar los siguientes procedimientos para minimizar la exposición a los campos electromagnéticos del circuito de
52
Page 53

Manual de uso
soldadura:
• coloque los cables de soldadura juntos - asegúrelos con una abrazadera, si es posible;
• Coloque su cabeza y torso lo más lejos posible del circuito de soldadura.
No enrolle cables de soldadura alrededor de su cuerpo.
• no coloque su cuerpo entre los cables de soldadura. Sujete los dos cables de soldadura en el mismo lado del cuerpo;
• Conecte el cable de retorno a la pieza lo más cerca posible de la zona a soldar;
• no trabaje junto a la fuente, no se siente o se apoye en la fuente de corriente de soldadura.
• No suelde mientras transporta la fuente de energía de soldadura o el cable de soldadura.
Las personas con marcapasos deben consultar un médico antes de utilizar este aparato.
La exposición a los campos electromagnéticos durante la soldadura puede tener otros efectos sobre la salud que se desconocen
hasta ahora.
Traducción de las instrucciones
originales
GALAXY 400T DUO / 400T W
RECOMENDACIONES PARA EVALUAR LA ZONA Y LA INSTALACIÓN DE SOLDADURA
Generalidades
El usuario se responsabiliza de instalar y usar el aparato siguiendo las instrucciones del fabricante. Si se detectan alteraciones electromagnéticas,
el usuario debe resolver la situación siguiendo las recomendaciones del manual de usuario o consultando el servicio técnico del fabricante. En
algunos casos, esta acción correctiva puede ser tan simple como una conexión a tierra del circuito de soldadura. En otros casos, puede ser necesario
construir una pantalla electromagnética alrededor de la fuente de corriente de soldadura y de la pieza entera con ltros de entrada. En cualquier caso,
las perturbaciones electromagnéticas deben reducirse hasta que no sean nocivas.
Evaluación de la zona de soldadura
Antes de instalar el aparato de soldadura al arco, el usuario deberá evaluar los problemas electromagnéticos potenciales que podría haber en la zona
donde se va a instalar. Se debe considerar lo siguiente:
a) la presencia por encima, por debajo y junto al equipo de soldadura por arco de otros cables de alimentación, control, señal y teléfono;
b) receptores y transmisores de radio y televisión;
c) ordenadores y otros equipos de control;
d) equipos críticos para la seguridad, por ejemplo, la protección de equipos industriales;
e) la salud de los vecinos, por ejemplo, el uso de marcapasos o audífonos;
f) el equipo utilizado para la calibración o la medición;
g) la inmunidad de otros equipos en el entorno.
El usuario deberá asegurarse de que los aparatos del local sean compatibles entre ellos. Esto puede requerir medidas de protección adicionales;
h) la hora del día en que se van a realizar las soldaduras u otras actividades.
ES
La dimensión de la zona conjunta a tomar en cuenta depende de la estructura del edicio y de las otras actividades que se lleven a cabo en el lugar.
La zona se puede extender más allá de los límites de las instalaciones.
Evaluación de las instalaciones de soldadura
Además de la evaluación de la zona, la evaluación de las instalaciones de soldadura al arco puede servir para determinar y resolver los problemas de
alteraciones. Conviene que la evaluación de las emisiones incluya las medidas hechas en el lugar como especicado en el Artículo 10 de la CISPR
11. Las medidas hechas en el lugar pueden permitir al mismo tiempo conrmar la ecacia de las medidas de mitigación.
RECOMENDACIONES SOBRE LOS MÉTODOS DE REDUCCIÓN DE EMISIONES ELECTROMAGNÉTICAS
a. Alimentación pública: El equipo de soldadura por arco debe conectarse a la red eléctrica pública de acuerdo con las recomendaciones del
fabricante. Si se produjeran interferencias, podría ser necesario tomar medidas de prevención suplementarias como el ltrado de la red pública de
alimentación eléctrica. Se recomienda apantallar el cable de red eléctrica en un conducto metálico o equivalente para material de soldadura instalado
de forma ja. Conviene asegurar la continuidad eléctrica del apantallado sobre toda la longitud. Se recomienda conectar el cable apantallado al
generador de soldadura para asegurar un buen contacto eléctrico entre el conducto y la fuente de soldadura.
b. Mantenimiento de equipos de soldadura por arco: El equipo de soldadura por arco debe someterse a un mantenimiento rutinario según
las recomendaciones del fabricante. Los accesos, aperturas y carcasas metálicas estén correctamente cerradas cuando se utilice el material de
soldadura al arco. El material de soldadura al arco no se debe modicar de ningún modo, salvo modicaciones y ajustes mencionados en el manual
de instrucciones del fabricante. Se recomienda, en particular, que los dispositivos de cebado y de estabilización de arco se ajusten y se les haga un
mantenimiento siguiendo las recomendaciones del fabricante.
c. CABLES DE SOLDADURA: Conviene que los cables sean lo más cortos posible, colocados cerca y a proximidad del suelo sobre este.
d. Conexión equipotencial: Hay que tener en cuenta la unión de todos los objetos metálicos de los alrededores. En cualquier caso, los objetos
metálicos junto a la pieza que se va a soldar incrementan el riesgo del operador a sufrir descargas eléctricas si toca estos elementos metálicos y el
hilo a la vez. Conviene aislar al operador de esta clase de objetos metálicos.
e. Puesta a tierra de la pieza: Cuando la pieza no está conectada a tierra por seguridad eléctrica o por su tamaño y ubicación, como en el casco de
un barco o el acero estructural de un edicio, una conexión que conecte a tierra la pieza puede, en algunos casos y no siempre, reducir las emisiones.
Conviene evitar la conexión a tierra de piezas que podrían incrementar el riesgo de heridas para los usuarios o dañar otros materiales eléctricos. Si
fuese necesario, conviene que la conexión a tierra de la pieza a soldar se haga directamente, pero en algunos países no se autoriza este conexión
directa, por lo que conviene que la conexión se haga con un condensador apropiado seleccionado en función de la normativa nacional.
f. Protección y blindaje: La protección selectiva y el apantallamiento de otros cables y equipos en el área circundante pueden limitar los problemas
de interferencia. La protección de toda la zona de soldadura puedes ser necesaria para aplicaciones especiales.
TRANSPORTE Y TRÁNSITO DE LA FUENTE DE CORRIENTE DE SOLDADURA
No utilice los cables o la antorcha para desplazar el aparato. Se debe desplazar en posición vertical.
No transporte el generador de corriente por encima de otras personas u objetos.
No eleve una botella de gas y el generador al mismo tiempo. Sus normas de transporte son distintas.
Es preferible quitar la bobina antes de elevar o transportar el generador.
53
Page 54

Manual de uso
Traducción de las instrucciones
originales
GALAXY 400T DUO / 400T W
INSTALACIÓN DEL MATERIAL
• La fuente de corriente de soldadura se debe colocar sobre una supercie cuya inclinación máxima sea 10°.
• Coloque la máquina en una zona lo sucientemente amplia para airearla y acceder a los comandos.
• No utilice en un entorno con polvos metálicos conductores.
• La máquina debe ser protegida de la lluvia y no se debe exponer a los rayos del sol.
• El equipo tiene clasicación IP23S, lo que signica :
- Una protección contra el acceso a las partes peligrosas con un dedo y contra objetos sólidos con un diámetro superior o igual a 12.5mm.
- protección contra la lluvia dirigida a 60° con respecto a la vertical cuando sus partes móviles (ventilador) están paradas.
Por lo tanto, este equipo puede almacenarse en el exterior de acuerdo con el grado de protección IP23.
Las corrientes vagabundas de soldadura pueden destruir los conductores de tierra, dañar el equipo y los dispositivos eléctricos
y provocar el calentamiento de los componentes, pudiendo causar un incendio.
- Todas las conexiones de soldadura deben conectarse con rmeza, compruebe con regularidad.
- Asegúrese de que la jación de la pieza es sólida y sin problemas eléctricos.
- Fije o deje en suspensión todos los elementos conductores de electricidad de la fuente de soldadura como el chasis, carrito y los sistemas de
elevado para que estén aislados.
- No coloque otros equipos como taladros, aparatos de alado, etc sobre la fuente de soldadura, el carrito o los sistemas de elevado sin que estén
aislados.
- Coloque siempre las antorcha de soldadura o los portaelectrodos sobre una supercie aislada cuando no estén siendo utilizados.
Los cables de alimentación, de prolongación y de soldadura deben estar completamente desenrollados para evitar cualquier sobrecalentamiento.
El fabricante no asume ninguna responsabilidad respecto a daños provocados a personas y objetos debido a un uso incorrecto
y peligroso de este aparato.
MANTENIMIENTO / CONSEJOS
• El mantenimiento sólo debe realizarse por personal cualicado. Se aconseja efectuar un mantenimiento anual.
• Corte el suministro eléctrico, luego desconecte el enchufe y espere 2 minutos antes de trabajar sobre el aparato. En su interior,
la tensión y la intensidad son elevadas y peligrosas.
• De forma regular, quite el capó y desempolve con un soplador de aire. Aproveche la ocasión para pedir a un personal cualicado que compruebe
que las conexiones eléctricas estén bien en sitio con una herramienta aislada.
• Compruebe regularmente el estado del cable de alimentación. Si el cable de alimentación está dañado, debe ser sustituido por el fabricante, su
servicio post-venta o una persona con cualicación similar, para evitar cualquier peligro.
• Deje los oricios del equipo libres para la entrada y la salida de aire.
• No utilice este generador de corriente para deshelar cañerías, recargar baterías/acumuladores o arrancar motores.
400T W :
El líquido de refrigeración se debe cambiar cada 12 meses para evitar que se formen depósitos que puedan taponar la circulación de la refrigeración de la antorcha. Todas las fugas o residuos de producto, tras su uso, se deben tratar en una fábrica de
puricación apropiada. Si es posible, recicle el producto. Está prohibido vaciar el producto usado en la corriente de agua, en las
fosas o los sistemas de drenado. El uido diluido no se debe vaciar en desagües, salvo si lo admite la normativa local.
INSTALACIÓN - FUNCIONAMIENTO DEL PRODUCTO
Solo el personal experimentado y habilitado por el fabricante puede efectuar la instalación. Durante la instalación, asegúrese que el generador
está desconectado de la red eléctrica. Las conexiones en serie o en paralelo del generador están prohibidas. Se recomienda utilizar los cables de
soldadura suministrados con el aparato para obtener los ajustes óptimos del producto.
DESCRIPCIÓN
Este equipo es una fuente de corriente trifasuca para la soldadura semi automatica « sinergica » (MIG o MAG), la soldadura al electrodo revestido
(MMA) y la soldadura al electrodo TIG. Soporta bobinas de 200 mm y 300mm de diámetro
54
Page 55

Manual de uso
Traducción de las instrucciones
originales
GALAXY 400T DUO / 400T W
DESCRIPCIÓN DEL EQUIPO (II)
400T DUO
1- Soporte bobina Ø 200/300 mm 10- Conector Euro (antorcha)
2- Cubierta de la caja de accesorios 11- Conector de gas
3- Soporte de cables 12- Cache opción
4- Soporte de antorcha 13- Conector, control de devanadera separada
5- HMI (Interfaz hombre-máquina) 14- Conector de polaridad positiva
6- Interruptor START/STOP 15- Cable de conexión (5 m)
7- Conector de polaridad positiva 16- Soporte para botella 4 m3 o 10 m
8- Cable de inversión de polaridad 17- Conector USB
9- Conector de polaridad negativa 18- Moto-devanadera
400T W
1- Soporte bobina Ø 200/300 mm 12- Fusible de grupo de refrigeración
2- Cubierta de la caja de accesorios 13- Nivel de llenado
3- Soporte de cables 14- Salida de refrigerante (azul)
4- Soporte de antorcha 15- Entrada de refrigerante (Rojo)
5- HMI (Interfaz hombre-máquina) 16- Conector de gas
6- Interruptor START/STOP 17- Cable de conexión (5 m)
7- Conector de polaridad positiva 18- Soporte para botella 4 m3 o 10 m
8- Cable de inversión de polaridad 19- Conector USB
9- Conector de polaridad negativa 20- Moto-devanadera
10- Conector Euro (antorcha) 21- Tubo de cebado
11- Tapón de envase
3
3
ES
INTERFAZ HOMBRE-MÁQUINA (IHM)
Lea las instrucciones de uso de la interfaz (IHM) que forman parte de la documentación completa del equipo.
IHM
RED ELÉCTRICA - PUESTA EN MARCHA
Este equipo se suministra con una toma de corriente de 32A EN 60309-1 y sólo debe utilizarse en una instalación eléctrica trifásica de 400V (50-60
Hz) con cuatro hilos conectados a tierra.
La corriente efectiva absorbida (I1e) está señalada sobre el equipo para condiciones de uso máximas. Compruebe que la alimentación y sus
protecciones (fusible y/o disyuntor) sean compatibles con la corriente necesaria durante su uso. En algunos países, puede ser necesario cambiar el
enchufe para permitir el uso en condiciones máximas.
• El generador de potencia funciona sobre una tensión eléctrica de 400V +/- 15%. Entra en protección si la tensión de alimentación
es inferior a 330Ve o superior a 490Ve. (aparecerá un código de fallo en la pantalla).
• La puesta en marcha se realiza pulsando el interruptor START/STOP (On), por el contrario la parada se realiza pulsando el mismo interruptor (O).
¡Atención! No interrumpa nunca la alimentación eléctrica cuando esté en uso.
CONEXIÓN SOBRE GRUPO ELECTRÓGENO
Este equipo puede funcionar con generadores siempre que la energía auxiliar cumpla los siguientes requisitos:
- La tensión debe ser alterna, su valor RMS debe ser de 400 V +/- 15%, y la tensión de pico inferior a 700 V,
- La frecuencia debe estar entre 50 y 60 Hz.
Es imperativo comprobar estas condiciones, ya que muchos grupos electrógenos producen picos de alta tensión que pueden dañar los aparatos.
USO DE PROLONGADOR ELÉCTRICO
Todos los prolongadores deben tener un tamaño de sección apropiados a la tensión del aparato. Utilice un prolongador que se ajuste a las normativas
nacionales.
Tensión de entrada Longitud - Sección del cable de extensión (Longitud < 45m)
400 V 4 mm²
INSTALACIÓN DE LA BOBINA
a b
- Retire la boquilla (a) y el tubo de contacto (b) de su antorcha MIG/MAG.
55
Page 56

Manual de uso
a
b
c
a
a
CARGAR EL HILO DE RELLENO
b
Traducción de las instrucciones
originales
- Abra la escotilla del generador.
- Coloque la bobina en su soporte.-
- Observe la clavija de accionamiento (c) en el soporte de la bobina. Para montar una bobina de 200 mm, apriete al máximo el soporte de plástico de la bobina (a).
- Ajuste la rueda de freno (b) para evitar que la inercia de la bobina enrede el hilo cuando
la soldadura se detenga. Evite apretar demasiado, pues podría provocar un sobrecalentamiento del motor.
Para cambiar los rodillos, proceda como sigue:
- Aoje el pomo (a) al máximo y bájelo.
-Desbloquee los rodillos desenroscando los tornillos de sujeción (b).
- Coloque los rodillos del motor adecuados para su aplicación y apriete los tornillos de sujeción.
Los rodillos suministrados son de doble ranura:
- acero Ø 1.0/1.2
GALAXY 400T DUO / 400T W
- Compruebe la marca del rodillo para asegurarse de que los rodillos son adecuados para el diáme-
tro y el material del alambre (para alambre de Ø 1,0, utilice la ranura de Ø 1,0).
- Utilice rodillos con ranura en V para hilos de acero y otros hilos duros.
- Use rodillos con ranura en U para hilos de aluminio y otras aleaciones blandas.
: : inscripción visible en el rodillo (ejemplo:) 10 = Ø 1.0)
: ranura a utilizar
Para instalar el cable de relleno, proceda como sigue:
- Aoje el pomo al máximo y bájelo.
- Introduzca el cable, luego cierre el carrete del motor y apriete el pomo como se indica.
- Pulse el gatillo de la linterna para activar el motor, un procedimiento aparecerá en la pantalla.
Notas:
• Una funda demasiado estrecha puede provocar problemas de devanado y un sobrecalentamiento del motor.
• El conector de la antorcha debe estar igualmente bien apretado para evitar su calentamiento.
• Compruebe que ni el hilo ni la bobina toquen la mecánica del aparato, de lo contrario habría peligro de cortocircuito.
RIESGO DE HERIDAS DEBIDAS A LOS COMPONENTES MÓVILES
Las devanaderas contienen componentes móviles que pueden atrapar las manos, el cabello, la ropa o las herramientas y
provocar heridas.
• No coloque su mano sobre componentes giratorios o móviles, o piezas de arrastre.
• Asegúrese de que la carcasa del aparato o cubiertas de protección estén cerradas durante el funcionamiento.
• No lleve guantes cuando coloque el hilo de soldadura y cuando cambie la bobina de hilo.
CEBADO DEL CIRCULADOR DE REFRIGERANTE (400T W)
Al utilizar el producto por primera vez o después de haber vaciado completamente el depósito de refrigerante, es necesario aplicar el siguiente
procedimiento para cebar el circulador con líquido:
- Llene el depósito de refrigerante hasta su nivel máximo. El depósito tiene una capacidad de 5,5 litros.
- Conecte la manguera de cebado (II-21) al conector de salida del refrigerante (I-14) y coloque el otro extremo en un recipiente vacío (idealmente
una botella).
- Enciende el generador.
- En el menú «Sistema/Unidad de refrigeración», pulse el botón 2 ( ) para iniciar el proceso de cebado.
- Una vez que la bomba esté cebada (recipiente que se llena con refrigerante), detenga la unidad de refrigeración pulsando uno de los botones del
HMI.
- Desconecte la manguera de cebado y vuelva a introducir el líquido en el refrigerador: la bomba está cebada.
56
Page 57

Manual de uso
Traducción de las instrucciones
originales
GALAXY 400T DUO / 400T W
REFRIGERACIÓN LÍQUIDA (400T W)
LLENADO
La reserva del equipo de refrigeración se debe llenar obligatoriamente hasta el nivel MAX aconsejado en el nivel que se encuentra en
MAX
la parte frontal del equipo de refrigeración y nunca se debe dejar por debajo del indicador MIN, de lo contrario se recibirá un mensaje
de error.
Es imperativo utilizar un refrigerante especial para las máquinas de soldar de baja conductividad eléctrica, que sea anticorrosivo y
anticongelante (ref. 052246).
El uso de otros líquido de refrigeración, y en particular de líquido estándar para automóviles, puede provocar, mediante un fenómeno
de electrolisis, la acumulación de depósitos sólidos en el circuito de refrigeración, que disminuyen la calidad de la refrigeración y
pueden llegar a obstruir el circuito.
Este nivel MAX recomendado es esencial para optimizar los factores de funcionamiento de la antorcha refrigerada por líquido.
MIN
Toda degradación de la máquina vinculada al uso de otro liquido de refrigeración que no sea el tipo recomendado (o equivalente) no
se considerará en garantía.
UTILIZACIÓN
NUNCA UTILICE el generador SIN LÍQUIDO REFRIGERANTE cuando la bomba esté en funcionamiento.
1.
Respete el nivel mínimo. En caso de no hacerlo, se arriesga a que la bomba de sistema de refrigeración se deteriore de forma denitiva.
Se debe asegurar que el equipo de refrigeración esté apagado antes de la desconexión de los tubos de entrada y salida de líquido de la
2.
antorcha. El líquido de refrigeración es nocivo e irrita los ojos, las membranas mucosas y la piel. El liquido caliente puede provocar quemaduras.
Peligro de quemaduras por líquido caliente. No vacíe el equipo de refrigeración tras su uso. El líquido en el interior está hirviendo, espere a
3.
que se enfríe antes de vaciarlo.
En el modo «AUTO», la bomba del refrigerador comienza a funcionar cuando se inicia la soldadura. Cuando la soldadura se detiene, la
4.
bomba sigue funcionando durante 10 minutos. Durante este tiempo, el líquido enfría el soplete y lo devuelve a la temperatura ambiente.
Deje el aparato conectado algunos minutos después de soldar para permitir que se enfríe.
ES
En el proceso MIG-MAG, la unidad de refrigeración está activada por defecto (AUTO). Para utilizar una antorcha MIG-MAG con refrigeración por aire,
es necesario desactivar la unidad de refrigeración (OFF). Para ello, consulte el manual de la interfaz.
SOLDADURA SEMI-AUTOMATICA CON ACERO / ACERO INOXIDABLE (MODO MAG)
El equipo puede soldar alambre de acero y acero inoxidable de Ø 0,6 a 1,2 mm (I-A). La unidad se suministra de serie con rodillos de Ø 1,0/1,2
para acero o acero inoxidable. El tubo de contacto, la ranura del rodillo y la funda de la antorcha están diseñados para esta aplicación.
La utilización en modo acero requiere un gas especíco para la soldadura (Ar+CO2). La proporción de CO2 puede variar según el tipo de gas utilizado. Para el acero inoxidable, utilice una mezcla de 2% de CO². Al soldar con CO2 puro, es necesario conectar un dispositivo de precalentamiento
de gas a la botella de gas. Para requerimientos especícos de gas, por favor contacte a su distribuidor de gas. El caudal de gas de acero se sitúa
entre 8 y 15 litros / minuto según el ambiente. Para comprobar el caudal de gas en el manómetro sin desenrollar el cable de llenado, mantenga pul-
sado el botón 1 y siga el procedimiento que aparece en pantalla. Esta comprobación debe realizarse periódicamente para garantizar una soldadura
óptima. Consulte el manual de la IHM
SOLDADURA SEMI-AUTOMATICA CON ALUMINIO (MODO MIG)
El equipo puede soldar alambre de aluminio de Ø 0,8 a 1,2 mm (I-B).
El uso en aluminio requiere un gas especíco de argón puro (Ar). Para la elección del gas, pida consejo a un distribuidor. El caudal de gas en el
aluminio oscila entre 15 y 20 l/min, dependiendo del entorno y de la experiencia del soldador.
Estas son las diferencias entre los usos del acero y del aluminio:
- Utilice rodillos especícos para la soldadura de aluminio.
- Coloque una presión mínima en los rodillos de la motodevanadera para no aplastar el hilo.
- Utilice el tubo capilar (para el guiado del hilo entre los rodillos del carrete y el conector EURO) sólo para la soldadura de acero/acero inoxidable
(I-B).
- Utilice una antorcha especial aluminio. La antorcha de aluminio posee una funda de teón que reduce las fricciones. ¡NUNCA corte la funda a ras
del empalme! Esta funda sirve para guiar el hilo desde los rodillos.
Tubo de contacto: utilice un tubo de contacto ESPECIAL aluminio adaptado al diámetro de hilo.
Cuando se utilizan mangas rojas o azules (soldadura de aluminio), se recomienda utilizar el accesorio 079601 (I-C).
Esta guía de funda de acero inoxidable mejora el centrado de la funda y facilita el caudal de hilo.
Vídeo
SOLDADURA SEMIAUTOMÁTICA CON CUSI Y CUAL (MODO BRASEADO)
El equipo puede soldar alambre de CuSi y CuAl de Ø 0,8 y 1,0 mm.
Del mismo modo que en acero, el tubo capilar se debe colocar y se debe utilizar una antorcha con funda acero. En el caso del braseado, hay que
utilizar argón puro (Ar).
SOLDADURA SEMIAUTOMÁTICA ALAMBRE TUBULAR
El equipo puede soldar alambre tubular de Ø 0,9 a 1,6 mm. Los rodillos originales deben sustituirse por rodillos especícos de alambre tubular
(opcional). Soldar hilo tubular con una boquilla estándar puede ocasionar un sobrecalentamiento y provocar la deterioro de la antorcha. Retire la
boquilla original de su antorcha MIG-MAG.
57
Page 58
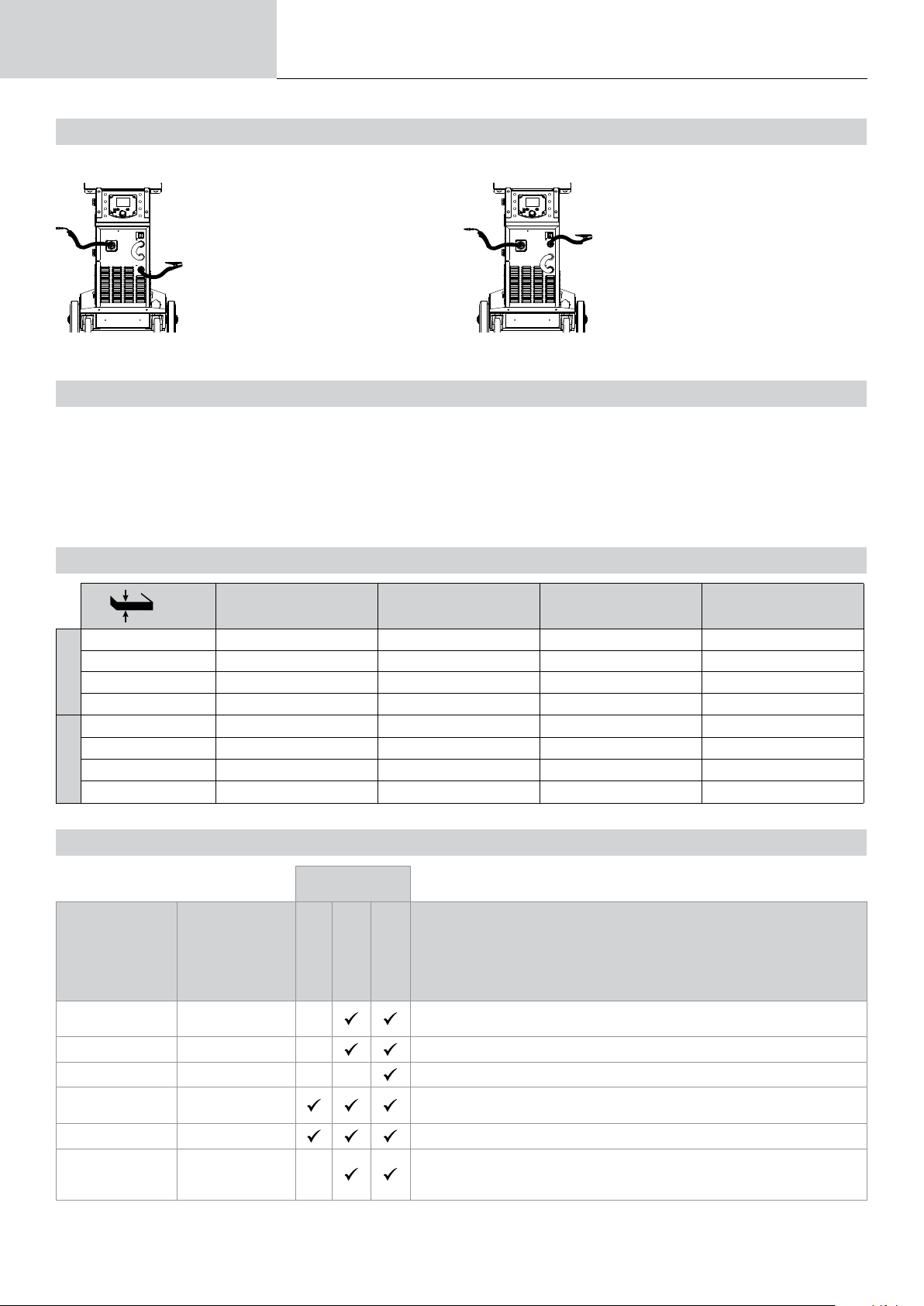
Manual de uso
Traducción de las instrucciones
originales
ELECCIÓN DE LA POLARIDAD
Polaridad + Polaridad -
GALAXY 400T DUO / 400T W
La soldadura MIG/MAG con protección de
gas requiere generalmente una polaridad
positiva.
En todos los casos, consulte las recomendaciones del fabricante del cable para la elección de la polaridad.
La soldadura MIG/MAG sin gas de protección (No Gas) requiere generalmente una
polaridad negativa.
CONEXIÓN GAS
- Monte un manorreductor adaptado sobre la botella de gas. Conéctelo al equipo con el conducto incluido. Ponga las 2 abrazaderas de jación
para evitar fugas.
- Asegúrese de que la botella de gas esté bien mantenida, respetando la jación de la cadena al generador.
- Ajuste el caudal de gas ajustando la ruedecilla de ajuste situada en el manorreductor.
NB: para facilitar el ajuste del caudal de gas, accione los rodillos apoyando sobre el gatillo de la antorcha (aoje la ruedecilla de la motodevanadera
para que no arrastre hilo). Presión máxima de gas. 0.5 MPa (5 bars).
Este procedimiento no se aplica a la soldadura en modo «No Gas».
COMBINACIONES ACONSEJADAS
Corriente (A) Ø Fil (mm) ø Boquilla (mm) Caudal (L/min)
MIG
MAG
(mm)
0.8-2 20-100 0.8 12 10-12
2-4 100-200 1.0 12-15 12-15
4-8 200-300 1.0/1.2 15-16 15-18
8-15 300-500 1.2/1.6 16 18-25
0.6-1.5 15-80 0.6 12 8-10
1.5-3 80-150 0.8 12-15 10-12
3-8 150-300 1.0/1.2 15-16 12-15
8-20 300-500 1.2/1.6 16 15-18
MODO DE SOLDADURA MIG / MAG (GMAW/FCAW)
Procesos de
soldadura
Parámetros Ajustes
MANUAL
Par
material/gas
Diámetro de hilol Ø 0.8 > Ø 1.6 mm - Selección del diámetro del hilo
ModulArc OFF - ON - - Activa o desactiva la modulación de la corriente de soldadura (Doble Pulsado)
Comportamiento
gatillo
Modo Punteado Spot, Spot-Tiempo Elección del modo de punteado
1er Ajuste
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Modo de visualización: Easy o Experto. Consulte el manual de la IHM
- Fe Ar 25% CO
- ...
2T, 4T Elección del modo de gestión de la soldadura por gatillo
Grosor
Corriente
Velocidad
2
-
-
PULSADO
ESTÁNDAR
Selección del material a soldar
Parámetros de soldadura sinérgicos
Elección del ajuste principal a visualizar (espesor de la pieza
a soldar, corriente de soldadura media o velocidad del hilo).
58
Page 59

Manual de uso
PROCESOS DE SOLDADURA
Para obtener más información sobre las sinergias y los procesos de soldadura de GYS, escanee el código QR :
MODO PUNTEADO
• Spot
Le mode soudage permet le préassemblage des pièces avant le soudage. El punteado puede ser manual por el gatillo o temporizada con un retardo
de punteado predenido. Este tiempo de puntuación permite una mejor reproducibilidad y la obtención de manchas no oxidadas.
• Spot-Tiempo de reacción
Se trata de un modo de apuntar similar a Spot, pero con un tiempo de apuntar y de permanencia denido mientras se mantenga pulsado el gatillo.
Esta función permite soldar chapas muy nas de acero o aluminio, limitando el riesgo de perforación y deformación de la chapa (especialmente para
la soldadura de aluminio).
DEFINICIÓN DE LOS AJUSTES
Traducción de las instrucciones
originales
GALAXY 400T DUO / 400T W
Unidad
Burnback -
Corriente fría % Segunda corriente de soldadura «fría»
Crater ller %/s
Tiempo de reacción s
Grosor mm
Desvanecimiento s Rampa de descenso de corriente.
Frecuencia de Pulsado Hz Frecuencia de pulsación
Hot Start %/s
Intensidad A La corriente de soldadura se ajusta en función del tipo de hilo utilizado y del material a soldar.
I Start - Ajuste de la corriente de encendido.
Longitud de arco - Permite ajustar la distancia entre el extremo del hilo y el baño de fusión (ajuste de tensión).
Pre-gas s Tiempo de purga de la antorcha y de creación de la protección gaseosa antes del cebado.
Punto s Duración denida.
Post-gas s
Ciclo de servicio % En modo pulsado, ajusta el tiempo de corriente caliente en relación con el tiempo de corriente fría.
Self - Alisa más o menos la corriente de soldadura. A ajustar según la posición de soldadura.
Spot s Duración denida.
Tensión V Inuencia en el ancho del cordón.
Upslope s Rampa de subida de corriente gradual.
Velocidad de acerca-
miento
Velocidad de hilo
Función para prevenir el riesgo de que el hilo se atasque al nal del cordón. Este tiempo corresponde a una
subida del hilo fuera del baño de fusión.
Esta secuencia de corriente es una fase tras la rampa de descenso de corriente.
Es ajustable en intensidad (% de la corriente de soldadura) y en tiempo (segundos).
Tiempo entre el nal de un punto (excluido el Post-gas) y la recuperación de un nuevo punto (incluido el
pregas).
La sinergia permite una conguración totalmente automática. La acción sobre el grosor establece automática-
mente la tensión del hilo y la velocidad adecuadas.
El Hot Start es una sobrecorriente durante el cebado que impide que el hilo se pegue a la pieza a soldar. Es
ajustable en intensidad (% de la corriente de soldadura) y en tiempo (segundos).
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco. Permite proteger tanto
la pieza como el electrodo contra las oxidaciones.
Velocidad progresiva del hilo. Antes del cebado, el hilo llega suavemente para crear el primer contacto sin
causar una sacudida.
m /
Cantidad de metal de aportación depositado e indirectamente la intensidad de soldadura y la penetración.
min
ES
El acceso a algunos parámetros de soldadura y remate depende del proceso de soldadura (Manual, Sinérgico) y del modo de visualización seleccionado (Fácil o Experto). Consulte el manual de la IHM.
CONTROL DEL FLUJO DE GAS
Para comprobar el caudal de gas en el manómetro sin desenrollar el cable de llenado, mantenga pulsado el botón 1 y siga el procedimiento que
aparece en pantalla. Esta comprobación debe realizarse periódicamente para garantizar una soldadura óptima. Consulte el manual de la IHM
MODO DE SOLDADURA TIG (GTAW)
Conexiones y consejos
• La soldadura TIG DC requiere una protección gaseosa (Argón).
• Conecte la pinza de masa en el conector de conexión positivo (+). Conecte la antorcha TIG opcional (ref. 046108) en el conector EURO del generador y el cable de inversión en el conector negativo (-).
• Asegúrese de que la antorcha está bien equipada y de que los consumibles (mordazas, soporte, difusor, boquilla) no estén desgastados.
• La elección del electrodo depende de la corriente del proceso TIG DC
59
Page 60

Manual de uso
AFILADO DEL ELECTRODO
Para un funcionamiento óptimo, debe utilizar un electrodo alado de la siguiente manera:
Traducción de las instrucciones
originales
GALAXY 400T DUO / 400T W
d
L = 3 x d para una corriente débil.
L = d para una corriente fuerte.
L
COMBINACIONES ACONSEJADAS
(mm)
0.3 - 3 3 - 75 1 6.5 6 - 7
2.4 - 6 60 - 150 1.6 8 6 - 7
4 - 8 100 - 200 2 9.5 7 - 8
6.8 - 8.8 170 - 250 2.4 11 8 - 9
9 - 12 225 - 300 3.2 12.5 9 - 10
PARÁMETROS DEL PROCESO
Parámetros Ajustes
Procesos de soldadura
Modo de gatillo 2T, 4T, Valve Elección del modo de gestión de la soldadura por gatillo.
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Modo de visualización: Easy o Experto. Consulte el manual de la IHM
Corriente (A) Ø Electrodo (mm) ø Boquilla (mm) Caudal Argón (L/min)
Estándar Corriente homogénea
Pulsado Corriente pulsada
Spot Punteado homogéneo
Spot-Pulsé Punteado pulsado
AJUSTES
• Estándar
El proceso de soldadura TIG DC Standard permite la soldadura de alta calidad en la mayoría de los materiales ferrosos como el acero, el acero
inoxidable, pero también el cobre y sus aleaciones, el titanio.... Las múltiples posibilidades de gestión de la corriente y del gas le permiten controlar
perfectamente su proceso de soldadura, desde el cebado hasta el enfriamiento nal de su cordón de soldadura.
• Pulsado
Este modo de soldadura por corriente pulsada es una combinación de pulsos de alta corriente (I, pulso de soldadura) y pulsos de baja corriente
(I_Frío, pulso de enfriamiento de la pieza). El modo pulsado permite ensamblar las piezas limitando el aumento de la temperatura y las deformaciones. Ideal también en posición.
Ejemplo:
La corriente de soldadura I está congurada a 100A y %(I_Froid) = 50%, es decir corriente fría = 50% x 100A = 50A.
F(Hz) está congurado a 10Hz, el período de la señal será 1/10Hz = 100ms -> cada 100ms, un impulso a 100A y luego otro a 50A.
• Spot
Le mode soudage permet le préassemblage des pièces avant le soudage. El punteado puede ser manual por el gatillo o temporizada con un retardo
de punteado predenido. El ajuste del tiempo de punteado permite una mejor reproducibilidad y la realización de puntos sin oxidación.
• Spot-Pulsé
Este método de soldadura de chapas nas permite preensamblar las piezas antes de soldarlas. El punteado puede ser manual por el gatillo o temporizada con un retardo de punteado predenido. Este tiempo de puntuación permite una mejor reproducibilidad y la obtención de manchas no oxidadas.
ELECCIÓN DEL DIÁMETRO DEL ELECTRODO
Ø Electrodo (mm)
1 10 > 75 10 > 75
1.6 60 > 150 60 > 150
2 75 > 180 100 > 200
2.5 130 > 230 170 > 250
3.2 160 > 310 225 > 330
Tungsteno puro Tungsteno con óxidos
Aproximadamente = 80 A por mm de Ø
TIG DC
60
Page 61

Manual de uso
t
t
T2
T1
Bouton principal
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
COMPORTAMIENTO GATILLO
• 2T
• 4T
Traducción de las instrucciones
originales
GALAXY 400T DUO / 400T W
T1 - Al presionar el botón principal, el ciclo de soldadura inicia (PreGas, I_Start, UpSlope y soldadura).
T2 - Al soltar el botón principal, el ciclo de soldadura se detiene
(DownSlope, I_Stop, PostGas).
Para la antorcha de dos botones y solo en modo 2T, el botón secundario funciona como botón principal.
T1 - Se pulsa el botón principal, el ciclo comienza desde PreGas y
se detiene en I_Start.
T2 - Se suelta el botón principal, el ciclo continúa en pendiente
ascendente y soldadura.
T3 - Al presionar el botón principal, el ciclo pasa a DownSlope y se
detiene en la fase de I_Stop.
T4 - Al soltar el botón principal, el ciclo se acaba mediante el Postgas.
NB: para antorchas, botones dobles y botón doble + potenciómetro
=> Botón de «corriente ascendente/soldadura» y potenciómetro
activos, botón «descendente» inactivo.
ES
Para las antorchas de doble botón o doble gatillo + potenciómetro, el gatillo «superior» tiene la misma funcionalidad que la de la antorcha de gatillo
simple o de lamina El gatillo «inferior» está inactivo.
DEFINICIÓN DE LOS AJUSTES
Unidad
Corriente de interrupción
Corriente de arranque %
% Esta secuencia de corriente es una fase tras la rampa de descenso de corriente.
Esta secuencia de corriente al arranque es una fase de precalentamiento antes de la rampa de subida de
corriente.
Corriente de soldadura A Corriente de soldadura
Corriente fría % Segunda corriente de soldadura «fría»
Duración de Pulsada s Fase de impulso puntual manual o en función del tiempo
Duración del punto s Manual o una duración denida.
Desvanecimiento s Evita los cráteres al nal de la soldadura y el riesgo de grietas, especialmente en la aleación ligera.
Frecuencia de impulsos (consejos de ajuste) :
Frecuencia
de pulsado
• Si se suelda con aportación manual de metal, entonces F(Hz) se sincroniza con el gesto de aportación,
Hz
• Si el espesor es pequeño y no se añade metal (< 0,8 mm), F(Hz) >> 10Hz
• Soldadura en posición, entonces F(Hz) < 100Hz
Subida de corriente s Permite un aumento progresivo de la corriente de soldadura.
Post-gas s
Duración del mantenimiento de la protección gaseosa tras el desvanecimiento del arco. Permite proteger
tanto la pieza como el electrodo de la oxidación durante el enfriamiento..
Pre-gas s Tiempo de purga de la antorcha y de creación de la protección gaseosa antes del cebado.
Tiempo de interrupción s Esta secuencia de corriente a la parada es una fase tras la rampa de descenso de corriente.
Tiempo de arranque s Tiempo de espera al arranque antes de la rampa.
Tiempo de refrigera-
ción
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Modo de visualización: Easy o Experto. Consulte el manual de la IHM
% Equilibrio de tiempo de la corriente caliente (I) de la pulsación
PURGADO DE GAS MANUAL
La presencia de oxígeno en la antorcha puede conducir a una disminución de las propiedades mecánicas y puede resultar en una disminución de
la resistencia a la corrosión. Para purgar el gas de la antorcha, mantenga pulsado el botón nº 1 y siga el procedimiento que aparece en la pantalla.
Consulte el manual de la IHM
61
Page 62

Manual de uso
Traducción de las instrucciones
originales
GALAXY 400T DUO / 400T W
MODO DE SOLDADURA MMA (SMAW)
Conexiones y consejos
• Conecte los cables del portaelectrodos y de la pinza de masa en los conectores.
• Respete las polaridades e intensidades de soldadura indicadas sobre el embalaje de los electrodos.
• Quite el electrodo del portaelectrodos cuando no se esté usando el equipo.
• El equipo está dotado de 3 características especícas para los inversores:
- El Hot Start procura una sobreintensidad al inicio de la soldadura.
- El Arc Force libera una sobreintensidad que impide que el electrodo se pegue cuando entre en el baño de fusión.
- El Anti-Sticking permite despegar fácilmente su electrodo sin que tenga que calentarlo en caso de que se pegue.
PARÁMETROS DEL PROCESO
Procesos de soldadura
Parámetros Ajustes Estándar Pulsado
Tipo de electrodo
Anti-Sticking ON - OFF
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Modo de visualización: Easy o Experto. Consulte el manual de la IHM
Rutilo
Básico
El tipo de electrodo determina los parámetros especícos en función
del tipo de revestimiento utilizado para optimizar su soldabilidad.
Se recomienda el antiadherente para quitar con seguridad el electrodo
si está pegado a la pieza que se va a soldar (se corta automáticamente
la corriente).
PROCESOS DE SOLDADURA
• Estándar
Este modo de soldadura MMA estándar es adecuado para la mayoría de las aplicaciones. Permite soldar con todo tipo de electrodos revestidos,
rutilos, básicos y sobre todos los materiales:: acero, acero inoxidable y hierro fundido.
• Pulsado
El modo de soldadura MMA Pulsado conviene a aplicaciones en posición vertical ascendente (PF). El pulsado permite conservar un baño frío favoreciendo la transferencia de materia. Sin pulsación, la soldadura vertical ascendente requiere un movimiento «de abeto», es decir un desplazamiento
triangular difícil. Mediante el MMA Pulsado ya no es necesario realizar este movimiento, según el grosor de su pieza un desplazamiento recto hacia
arriba puede bastar. Si aún así desea ampliar su baño de fusión, un simple movimiento lateral similar al de soldadura en llano es suciente. En este
caso, puede ajustar sobre la pantalla la frecuencia de su corriente pulsada. Este proceso ofrece así un mayor control de la operación de soldadura
vertical.
ELECCIÓN DE LOS ELECTRODOS REVESTIDOS
Electrodos rutilos Muy fácil de usar en todas las posiciones.
Electrodos básicos Para su uso en todas las posiciones, es adecuado para trabajos de seguridad debido a sus mayores propiedades mecánicas.
DEFINICIÓN DE LOS AJUSTES
Unidad
Arc Force
Corriente de soldadura A
Duración del Hot Start s
Frecuencia
de pulsado
Porcentaje Hot Start %
Porcentaje I froid %
Tiempo de refrigera-
ción
Hz Frecuencia de PULSACIÓN del modo PULSE.
El Arc Force es una sobrecorriente suministrada para evitar que se peguen el electrodo o la gota al tocar
el baño de soldadura..
La corriente de soldadura se ajusta según el tipo de electrodo elegido (consulte el embalaje de los electrodos).
El Hot Start es una sobrecorriente durante el cebado para evitar que el electrodo se pegue a la pieza a
soldar. Es ajustable en intensidad (% de la corriente de soldadura) y en tiempo (segundos).
El Hot Start es una sobrecorriente durante el cebado para evitar que el electrodo se pegue a la pieza a
soldar. Es ajustable en intensidad (% de la corriente de soldadura) y en tiempo (segundos).
s
El acceso a algunos parámetros de soldadura depende del modo de visualización seleccionado: Parámetros/Modo de visualización: Easy o Experto. Consulte el manual de la IHM
62
Page 63

Manual de uso
AJUSTE DE LA INTENSIDAD DE SOLDADURA
Los ajustes siguientes corresponden a la zona de intensidad utilizable en función del tipo y del diámetro del electrodo. Estas zonas son bastante
amplias ya que dependen de la aplicación y de la posición de soldadura.
Ø de electrodo (mm) Rutilo E6013 (A) Básico E7018 (A)
1.6 30-60 30-55
2.0 50-70 50-80
2.5 60-100 80-110
3.15 80-150 90-140
4.0 100-200 125-210
5 150-290 200-260
6.3 200-385 220-340
AJUSTE DEL ARC FORCE
Se aconseja posicionar el Arc Force en posición media para iniciar la soldadura y ajustarla en función de los resultados y de las preferencias de
soldadura. NOTA : el rango de ajuste de la fuerza de arco es especíco para el tipo de electrodo elegido.
Traducción de las instrucciones
originales
GALAXY 400T DUO / 400T W
RODILLOS (B) OPCIONAL
Diámetro
ø 0.6/0.8 042353 - ø 0.9/1.2 042407
ø 0.8/1.0 042360 042377
ø 1.0/1.2 046849 040915
Referencia (x2)
Acero Aluminio Hilo revestido
Diámetro
Referencia (x2)
WF 36 DEVIDOIR OPCIONAL
El producto 400T DUO puede equiparse con un carrete WF 36 independiente (opción, ref. 082502) para
utilizar rápidamente 2 tipos o diámetros de hilo sin cambiar de soplete ni de bobina. La conexión entre
estos dos elementos se realiza a través de un arnés dedicado opcional :
Tipo de refrigeración de la
antorcha
Aire
Líquido
Longitud Sección Referencia
5 m 70 mm² 075443
10 m
15 m 95 mm² 082083
20 m 95 mm² 082090
1.8 m 70 mm² 075467
5 m 70 mm² 075474
10 m
15 m 95 mm² 079816
20 m 95 mm² 082106
70 mm² 075450
95 mm² 077553
70 mm² 075481
95 mm² 075504
ES
Para garantizar una sol-
dadura óptima en el modo
Pulse, se recomienda no
superar los 10 m de longi-
tud del haz.
Para la conexión del arnés entre el generador y el carrete, consulte el manual del carrete por separado.
No es posible utilizar 2 antorchas MIG/MAG al mismo tiempo. Cuando un carrete está activo, el otro está inactivo.
IHM - devanadera activo IHM - devanadera inactivo
Para pasar de un alimentador de alambre inactivo a
uno activo, pulse el gatillo de la lámpara inactiva o
pulse la rueda de la pantalla inactiva.
63
Page 64

Manual de uso
Traducción de las instrucciones
originales
ANOMALÍAS, CAUSAS Y SOLUCIONES
Anomaías Causas posibles Soluciones
El oricio está obstruido por salpicaduras.
La velocidad del hilo de soldadura no es
constante.
Le motor de devanado no funciona.
Mal devanado del hilo.
No hay corriente de soldadura o la corriente
es incorrecta.
El hilo se tapona tras los rodillos.
El cordón de soldadura es poroso.
Partículas de chisporroteo importantes
No sale gas de la antorcha. Mala conexión del gas.
Error en la descarga.
Problema de guardado
Supresión automática de los JOBS.
El hilo patina en los rodillos. Vuelva a poner producto anti-adherente.
Uno de los rodillos patina. Compruebe el ajuste del tornillo del rodillo.
El cable de la antorcha está retorcido.
El freno de la bobina o el rodillo están demasiado apretados.
Funda pasa-hilos sucia o dañada. Límpiela o reemplácela.
La cuña del eje de los rodillos no está pre-
sente
Freno de la bobina demasiado apretado. Aoje el freno.
Mala conexión de la toma de corriente.
Mala conexión de masa.
No hay potencia. Compruebe el gatillo de la antorcha.
La funda pasa-hilos está aplastada.
Bloqueo del hilo en la antorcha. Límpiela o reemplácela.
No hay tubo capilar. Compruebe el tubo capilar.
Velocidad demasiado alta. Reduzca la velocidad del hilo.
El caudal de gas es insuciente.
Botella de gas vacía. Reemplácela.
Calidad del gas insuciente. Reemplácelo.
Corriente de aire o inuencia del viento.
Boquilla de gas demasiado ensuciada. Limpie la boquilla de gas o reemplácela.
Mala calidad de hilo.
Mal estado de la supercie que se va a soldar
(óxido, etc...)
El gas no está conectado
Tensión del arco demasiado baja o demasiado
alta.
La masa no está bien colocada.
Gas de protección insuciente. Ajuste el caudal de gas
Los datos del lápiz de memoria USB son
incorrectos o están dañados.
Ha superado el número máximo de guardados.
Algunos de sus JOBS se han suprimido, ya
que no eran válidos con las nuevas sinergías.
GALAXY 400T DUO / 400T W
Limpie el tubo de contacto o cámbielo y vuelva
a poner producto anti-adherente.
El cable de la antorcha debe estar lo más
recto posible.
Aoje el freno y los rodillos
Coloque la cuña en su lugar.
Compruebe la conexión de la toma y verique
que esta es trifásica.
Compruebe el cable de masa (conexión y
estado de la pinza).
Compruebe la funda y el cuerpo de la antorcha.
Zona de ajuste de 15 a 20 L / min.
Limpie el metal de base.
Evite corrientes de aire, proteja la zona de
soldadura.
Utilice un hilo adaptado a la soldadura MIGMAG.
Limpie la pieza antes de soldar.
Compruebe que el gas esté conectado a la
entrada del generador.
Ver parámetros de soldadura.
Compruebe y posicione la pinza de masa lo
más cerca posible de la zona donde se va a
soldar.
Compruebe la conexión de las entradas de
gas.
Compruebe que la electroválvula funciona.
Compruebe sus datos.
Debe suprimir algunos programas de soldadura.
El número de conguraciones guardadas está
limitado a 200.
-
64
Page 65
Manual de uso
Traducción de las instrucciones
originales
GALAXY 400T DUO / 400T W
Problema de tarjeta USB
Problema de archivo
Problema de actualización
No se ha detectado ningún JOB en la llave
USB
No queda espacio en la memoria del producto Libere espacio en la tarjeta USB.
El archivo «...» no corresponde a sinergias
descargadas en el producto
La memoria USB no parece ser reconocida.
La visualización del paso 4 del procedimiento
de actualización no aparece en la pantalla.
-
El chero se ha creado con sinergías que no
están presentes en la máquina.
1- Inserte la memoria USB en su ranura.
2- Encender el generador.
3- Mantenga pulsada la rueda HMI para forzar
la actualización.
CONDICIONES DE GARANTÍA
La garantía cubre todo fallo o vicio de fabricación durante dos años, a contar a partir de la fecha de compra (piezas y mano de obra).
La garantía no cubre :
• Tout autre dommage dû au transport.
• El desgaste normal de las piezas (Ej. : cables, pinzas, etc.).
• Los incidentes debidos a un mal uso (error de red eléctrica, caída, desmontaje).
• Los fallos debidos al entorno (contaminación, óxido, polvo).
En caso de avería, devuelva la unidad a su distribuidor, adjuntando:
- una prueba de compra fechada (recibo, factura...)
- una nota explicativa de la avería.
ES
65
Page 66

Инструкция по
применению
Перевод оригинальных
инструкций
GALAXY 400T DUO / 400T W
ПРЕДОСТЕРЕЖЕНИЯ - ПРАВИЛА БЕЗОПАСНОСТИ
ОБЩИЕ УКАЗАНИЯ
Эти указания должны быть прочитаны и поняты до начала любых работ.
Изменения и ремонт, не указанные в этой инструкции, не должны быть осуществлены.
Производитель не несет ответственности за травмы и материальные повреждения связанные с несоответствующим данной инструкции
использованием аппарата.
В случае проблемы или сомнений, обратитесь к квалифицированному профессионалу для правильного подключения.
ОКРУЖАЮЩАЯ СРЕДА
Это оборудование должно быть использовано исключительно для сварочных работ, ограничиваясь указаниями заводской таблички и/или
инструкции. Необходимо соблюдать указания по мерам безопасности. В случае ненадлежащего или опасного использования производитель
не несет никакой ответственности.
Аппарат должен быть установлен в помещении без пыли, кислоты, возгораемых газов, или других коррозийных веществ. Такие же условия
должны быть соблюдены для его хранения. Убедитесь в присутствии вентиляции при использовании аппарата.
Температурный диапазон
Используйте при температуре -10 и +40°Ц (+14 и +104°Ф).
Хранение: от -20 до +55°Ц (от -4 до 131°Ф).
Влажность воздуха:
Меньше или равно 50% при 40°Ц (104°Ф)..
90% или ниже при 20°Ц (68°Ф).
Высота над уровнем моря
До 1000м высоты над уровнем моря (3280 футов).
ИНДИВИДУАЛЬНАЯ ЗАЩИТА И ЗАЩИТА ОКРУЖАЮЩИХ
Дуговая сварка может быть опасной и вызвать тяжелые и даже смертельные ранения.
Сварочные работы подвергают пользователя воздействию опасного источника тепла, светового излучения дуги, электромагнитных полей
(особое внимание лицам, имеющим электрокардиостимулятор), сильному шуму, выделениям газа, а также могут стать причиной поражения
электрическим током.
Что бы правильно защитить себя и окружающих, соблюдайте следующие правила безопасности:
Чтобы защитить себя от ожогов и облучения при работе с аппаратом, надевайте сухую рабочую защитную одежду (в
хорошем состоянии) из огнеупорной ткани, без отворотов, которая покрывает полностью все тело.
Работайте в защитных рукавицах, обеспечивающие электро- и термоизоляцию.
Используйте средства защиты для сварки и/или шлем для сварки соответствующего уровня защиты (в зависимости от
использования). Защищайте глаза при операциях очистки. Ношение контактных линз воспрещается.
В некоторых случаях необходимо окружить зону огнеупорными шторами, чтобы защитить зону сварки от лучей, брызг и
накаленного шлака.
Предупредите окружающих не смотреть на дугу и обрабатываемые детали и надевать защитную рабочую одежду.
Носите наушники против шума, если сварочный процесс достигает звукового уровня выше дозволенного (это же относится
ко всем лицам, находящимся в зоне сварки).
Держите руки, волосы, одежду подальше от подвижных частей (двигатель, вентилятор…).
Никогда не снимайте защитный корпус с системы охлаждения, когда источник под напряжением. Производитель не несет
ответственности в случае несчастного случая.
Только что сваренные детали горячи и могут вызвать ожоги при контакте с ними. Во время техобслуживания горелки или
электрододержателя убедитесь, что они достаточно охладились и подождите как минимум 10 минут перед началом работ.
При использовании горелки с жидкостным охлаждением система охлаждения должна быть включена, чтобы не обжечься
жидкостью.
Очень важно обезопасить рабочую зону перед тем, как ее покинуть, чтобы защитить людей и имущество.
СВАРОЧНЫЕ ДЫМ И ГАЗ
Выделяемые при сварке дым, газ и пыль опасны для здоровья. Вентиляция должна быть достаточной, и может
потребоваться дополнительная подача воздуха. При недостаточной вентиляции можно воспользоваться маской
сварщика-респиратором.
Проверьте, чтобы всасывание воздуха было эффективным в соответствии с нормами безопасности.
66
Page 67

Инструкция по
применению
Будьте внимательны: сварка в небольших помещениях требует наблюдения на безопасном расстоянии. Кроме того, сварка некоторых
металлов, содержащих свинец, кадмий, цинк, ртуть или даже бериллий, может быть чрезвычайно вредной. Следует очистить от жира детали
перед сваркой.
Газовые баллоны должны храниться в открытых или хорошо проветриваемых помещениях. Они должны быть в вертикальном положении и
закреплены на стойке или тележке.
Ни в коем случае не варить вблизи жира или краски.
Перевод оригинальных
инструкций
GALAXY 400T DUO / 400T W
РИСК ПОЖАРА И ВЗРЫВА
Полностью защитите зону сварки. Возгораемые материалы должны быть удалены как минимум на 11 метров.
Противопожарное оборудование должно находиться вблизи проведения сварочных работ.
Осторожно с брызгами горячего материала или искр. Они могут повлечь за собой пожар или взрыв даже через щели.
Удалите людей, возгораемые предметы и все емкости под давлением на безопасное расстояние.
Ни в коем случае не варите в контейнерах или закрытых трубах. В случае, если они открыты, то перед сваркой их нужно освободить от всех
взрывчатых или возгораемых веществ (масло, топливо, остаточные газы …).
Во время операции шлифования не направляйте инструмент в сторону источника сварочного тока или возгораемых материалов.
ГАЗОВЫЕ БАЛЛОНЫ
Газ, выходящий из баллонов, может стать источником удушья в случае его концентрации в зоне сварки (хорошо
проветривайте).
Транспортировка должна быть выполнена безопасно: цилиндры закрыты, а источник сварочного тока выключен. Баллоны
должны быть в вертикальном положении и закреплены на подставке, чтобы ограничить риск падения.
Закрывайте баллон в перерыве между двумя использованиями. Будьте внимательны к изменению температуры и пребыванию на солнце.
Баллон не должен соприкасаться с пламенем, электрической дугой, горелкой, зажимом массы или с любым другим источником тепла или
свечения.
Держите его подальше от электрических и сварочных цепей и, следовательно, никогда не варите баллон под давлением.
Будьте внимательны: при открытии вентиля баллона уберите голову от вентиля и убедитесь, чтоиспользуемый газ соответствует методу
сварки..
RU
ЭЛЕКТРИЧЕСКАЯ БЕЗОПАСНОСТЬ
Используемая электрическая сеть должна обязательно быть заземленной. Используйте рекомендуемый размер
предохранителя, указанный на табличке с номинальными характеристиками.
Поражение электрическим током может стать источником серьезного прямого или косвенного несчастного случая или
даже смерти.
Никогда не дотрагивайтесь до частей под напряжением как внутри, так и снаружи источника, когда он под напряжением (горелки, зажимы,
кабели, электроды), т.к. они подключены к сварочной цепи.
Перед тем, как открыть источник, его нужно отключить от сети и подождать 2 минуты для того, чтобы все конденсаторы разрядились.
Никогда не дотрагивайтесь одновременно до горелки или электрододержателя и до зажима массы.
Если кабели, горелки повреждены, попросите квалифицированных и уполномоченных специалистов их заменить. Размеры сечения
кабелей должны соответствовать применению. Всегда носите сухую одежду в хорошем состоянии для изоляции от сварочной цепи. Носите
изолирующую обувь независимо от той среды, где вы работаете.
КЛАССИФИКАЦИЯ ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ
Это оборудование класса A не подходит для использования в жилых кварталах, где электрический ток подается
общественной системой питания низкого напряжения. Могут возникнуть потенциальные трудности с обеспечением
электромагнитной совместимости на этих объектах из-за проводимых, а также излучаемых радиочастотных помех.
При условии, что импеданс общественной низковольтной сети питания в точке общего соединения меньше Zmax = 0,29
Ом, данное оборудование соответствует IEC 61000-3-11 и может быть подключено к общественной низковольтной сети
питания. Ответственность за обеспечение соответствия импеданса сети ограничениям импеданса лежит на установщике
или пользователе оборудования, при необходимости проконсультировавшись с оператором распределительной сети.
Это оборудование соответствует норме CEI 61000-3-12.
МАГНИТНЫЕ ПОЛЯ
Электрический ток, проходящий через любой проводник вызывает локализованные электромагнитные поля (EMF).
Сварочный ток вызывает электромагнитное поле вокруг сварочной цепи и сварочного оборудования.
67
Page 68

Инструкция по
применению
Электромагнитные поля EMF могут создать помехи для некоторых медицинских имплантатов, например электрокардиостимуляторов. Меры
безопасности должны быть приняты для людей, носящих медицинские имплантаты. Например: ограничение доступа для прохожих, или
оценка индивидуального риска для сварщика.
Все сварщики должны использовать следующие процедуры для минимизации воздействия электромагнитных полей:
• расположите сварочные кабели вместе - по возможности закрепите их с помощью зажима;
• держитесь как можно дальше от сварочной цепи
• ни в коем случае не оборачивайте вокруг себя сварочные кабели.
• не размещайте корпус между сварочными кабелями. Держите оба сварочных кабеля на одной стороне корпуса;
• Подсоедините обратный кабель к заготовке как можно ближе к свариваемому участку;
• не работайте рядом, не садитесь и не прислоняйтесь к источнику сварочного тока;
• не сваривать при транспортировке источника сварочного тока или устройства подачи проволоки.
Лица, использующие электрокардиостимуляторы, должны проконсультироваться у врача перед работой с данным
оборудованием.
Воздействие электромагнитного поля в процессе сварки может иметь и другие, еще не известные науке, последствия
для здоровья.
Перевод оригинальных
инструкций
GALAXY 400T DUO / 400T W
РЕКОМЕНДАЦИИ ДЛЯ ОЦЕНКИ ЗОНЫ СВАРКИ И СВАРОЧНОЙ УСТАНОВКИ
Общие сведения
Пользователь отвечает за установку и использование установки ручной дуговой сварки, следуя указаниям производителя. При обнаружении
электромагнитных излучений пользователь аппарата ручной дуговой сварки должен разрешить проблему с помощью технической поддержки
производителя. В некоторых случаях это корректирующее действие может быть достаточно простым, например заземление сварочной цепи.
В других случаях возможно потребуется создание электромагнитного экрана вокруг источника сварочного тока и всей свариваемой детали
путем монтирования входных фильтров. В любом случае электромагнитные излучения должны быть уменьшены так, чтобы они больше не
создавали помех.
Оценка сварочной зоны
Перед установкой оборудования дуговой сварки пользователь должен оценить возможные электромагнитные проблемы, которые могут
возникнуть в окружающей среде. Что должно быть учтено:
а) наличие над, под и рядом с оборудованием для дуговой сварки других силовых, управляющих, сигнальных и телефонных кабелей;
б)Приемники и передатчики радио и телевидения.
в) компьютеры и другое контрольное оборудование;
г) оборудование, имеющее решающее значение для безопасности, например защита промышленного оборудования;
д) здоровье людей, которые находятся поблизости например, при использовании кардиостимуляторов или слуховых аппаратов;
е) оборудование, используемое для калибровки или измерения;
g) невосприимчивость другого оборудования к окружающей среде.
Пользователь должен убедиться в том, что все аппараты в помещении совместимы друг с другом. Это может потребовать дополнительных
защитных мер;
h) время суток, когда должны проводиться сварочные или другие работы.
Размеры рассматриваемой зоны сварки зависят от структуры здания и других работ, которые в нем проводятся. Рассматриваемая зона
может простираться за пределы размещения установки.
Оценка сварочной установки
Помимо оценки зоны, оценка аппаратов ручной дуговой сварки может помочь определить и решить случаи электромагнитных помех. Оценка
излучений должна учитывать измерения в условиях эксплуатации, как это указано в Статье 10 CISPR 11:2009. Измерения на месте в
условиях эксплуатации могут также позволить подтвердить эффективность мер по смягчению воздействия.
РЕКОМЕНДАЦИИ ПО МЕТОДИКЕ СНИЖЕНИЯ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ
a. Общественная сеть снабжения: Оборудование для дуговой сварки должно быть подключено к общественному электроснабжению в
соответствии с рекомендациями производителя. В случае возникновения помех возможно будет необходимо принять дополнительные
предупредительные меры, такие как фильтрация общественной системы питания. Возможно защитить шнур питания аппарата с помощью
экранизирующей оплётки, либо похожим приспособлением (в случае если аппарат ручной дуговой сварки постоянно находится на
определенном рабочем месте). Необходимо обеспечить электрическую непрерывность экранизирующей оплётки по всей длине. Необходимо
подсоединить экранизирующую оплётку к источнику сварочного тока для обеспечения хорошего электрического контакта между шнуром и
корпусом источника сварочного тока.
б. Техническое обслуживание оборудования для дуговой сварки: Оборудование для дуговой сварки должно проходить регулярное
техническое обслуживание в соответствии с рекомендациями производителя. Необходимо, чтобы все доступы, люки и откидывающиеся части
корпуса были закрыты и правильно закреплены, когда аппарат ручной дуговой сварки готов к работе или находится в рабочем состоянии.
Необходимо, чтобы аппарат ручной дуговой сварки не был переделан каким бы то ни было образом, за исключением настроек, указанных
в руководстве производителя. В частности, устройство поджига и стабилизатора дуги должно быть отрегулировано и обслуживаться в
соответствии с рекомендациями производителя.
в. Сварочные кабели: Силовые кабели : кабели должны быть как можно короче и помещены друг рядом с другом вблизи от пола или на
полу.
г. Эквипотенциальное соединение: Эквипотенциальные соединения: необходимо обеспечить соединение всех металлических предметов
окружающей зоны. Тем не менее, металлические предметы, соединенные со свариваемой деталью, увеличивают риск для пользователя
удара электрическим током, если он одновременно коснется этих металлических предметов и электрода. Оператор должен быть изолирован
от таких металлических предметов.
д. Заземление заготовки: Заземление свариваемой детали: В случае, если свариваемая деталь не заземлена по соображениям
электрической безопасности или в силу своих размеров и своего расположения, как, например, в случае корпуса судна или металлоконструкции
промышленного объекта, то соединение детали с землей, может в некоторых случаях, но не систематически, сократить выбросы.
Необходимо избегать заземление деталей, которые могли бы увеличить риск травмирования пользователей или же повреждения других
электроустановок. При надобности, следует напрямую подсоединить деталь к земле, но в некоторых странах, которые не разрешают прямое
подсоединение, его нужно сделать с помощью подходящего конденсатора, выбранного в зависимости от национального законодательства.
68
Page 69

Инструкция по
применению
е. Защита и экранирование: Защита и экранизирующая оплётка: выборочная защита и экранизирующая оплётка других кабелей и
оборудования, находящихся в близлежащем рабочем участке, поможет ограничить проблемы, связанные с помехами. Защита всей
сварочной зоны может рассматриваться в некоторых особых случаях.
Перевод оригинальных
инструкций
GALAXY 400T DUO / 400T W
ТРАНСПОРТИРОВКА И ТРАНЗИТ ИСТОЧНИКА СВАРОЧНОГО ТОКА
Не пользуйтесь кабелями или горелкой для переноса источника сварочного тока. Его можно переносить только в
вертикальном положении.
Не переносить источник над людьми или предметами.
Никогда не поднимайте газовый баллон и источник сварочного тока одновременно. Их транспортные нормы различаются.
Желательно снять бобину проволоки перед тем, как поднимать или переносить источник сварочного тока.
УСТАНОВКА АППАРАТА
• Поставьте источник сварочного тока на пол, максимальный наклон которого 10°.
• Предусмотрите достаточно большое пространство для хорошего проветривания источника сварочного тока и доступа к управлению.
• Не использовать в среде содержащей металлическую пыль-проводник.
• Источник сварочного тока должен быть укрыт от проливного дождя и не стоять на солнце.
Оборудование имеет степень защиты IP23S, что означает :
- защиту от небольших твердых инородных тел диаметром ≥12.5мм и,
- защита от дождя, направленного под углом 60° к вертикали, когда его движущиеся части (вентилятор) неподвижны.
Поэтому данное оборудование можно хранить на открытом воздухе в соответствии со степенью защиты IP23.
Блуждающие сварочные токи могут разрушить заземляющие провода, повредить оборудование и электрические приборы
и вызвать нагревание комплектующих, что может привести к пожару.
- Все сварочные соединения должны крепко держаться. Проверяйте их регулярно!
- Убедитесь в том, что крепление детали прочное и без электрических проблем!
- Соедините вместе или подвесьте все элементы сварочного источника, проводящие электричество,такие,как шасси, тележка и подъемные
элементы, чтобы изолировать их!
- Не кладите на сварочный источник, на тележку или на подъемные элементы такие приборы, как дрели, точильные машинки и т.д., если они
не изолированы!
- Всегда кладите сварочные горелки или электрододержатели на изолированную поверхность, когда вы их не используете!
Шнур питания, удлинитель и сварочный кабель должны полностью размотаны во избежание перегрева.
Производитель не несет ответственности относительно ущерба, нанесенного лицам или предметам, из-за неправильного
и опасного использования этого оборудования.
ОБСЛУЖИВАНИЕ / РЕКОМЕНДАЦИИ
• Техническое обслуживание должно производиться только квалифицированным специалистом. Советуется проводить
ежегодное техобслуживание.
• Отключите питание, выдернув вилку из розетки, и подождите 2 минуты перед тем, как приступить к техобслуживанию.
Внутри аппарата высокие и опасные напряжение и ток.
• Регулярно открывайте аппарат и продувайте его, чтобы очистить от пыли. Необходимо также проверять все электрические соединения с
помощью изолированного инструмента. Проверка должна осуществляться квалифицированным специалистом.
• Регулярно проверяйте состояние шнура питания. Если шнур питания поврежден, он должен быть заменен производителем, его сервисной
службой или квалифицированным специалистом во избежание опасности.
• Оставляйте отверстия источника сварочного тока свободными для прохождения воздуха.
• Не использовать данный аппарат для разморозки труб, зарядки батарей/аккумуляторов или запуска двигателей.
RU
400T W :
Жидкость охлаждения должна быть заменена каждые 12 месяцев, что поможет предотвратить образование осадков,
которые могут забить цепь охлаждения горелки. Любые осадки или остатки жидкости должны быть обработаны на
предназначенной для этого водоочищающей станции. Если возможно, продукт должен быть переработан. Категорически
запрещено сливать использованную жидкость в реки, отстойники или дренажные системы. Разбавленную жидкость не
следует сливать в канализацию, кроме случаев, когда это допускается местной регламентацией.
УСТАНОВКА И ПРИНЦИП ДЕЙСТВИЯ
Только опытный и уполномоченный производителем специалист может осуществлять установку. Во время установки убедитесь, что источник
отключен от сети. Последовательные или параллельные соединения источника запрещены. Для получения оптимальных настроек изделия
рекомендуется использовать сварочные кабели, поставляемые вместе с устройством.
69
Page 70

Инструкция по
применению
Перевод оригинальных
инструкций
GALAXY 400T DUO / 400T W
ОПИСАНИЕ
Это трехфазный источник питания для «синергетической» полуавтоматической сварки (MIG или MAG), сварки электродом с обмазкой (MMA)
и для сварки тугоплавким электродом (TIG). Для 200-х бобин Ø 300 мм.
ОПИСАНИЕ ОБОРУДОВАНИЯ (II)
400T DUO
1- что сопротивление сети общего пользования Ø 200/300 mm 10- Евроразъем (горелка)
2- Люк ящика для принадлежностей 11- Коннектор для газа
3- Держатель для кабеля 12- Cache option
4- Подставка для горелки 13- Коннектор, отдельное управление подающего устройства
5- HMI (человеко-машинный интерфейс) 14- Гнездо положительной полярности
6- Переключатель ПУСК/СТОП 15- Сетевой кабель (5 м)
7- Гнездо положительной полярности 16- Стеллаж для бутылок объемом 4 м3 или 10 м
8- Кабель инверсии полярности 17- USB-разъем
9- Гнездо отрицательной полярности 18- Подающий механизм
400T W
1- что сопротивление сети общего пользования Ø 200/300 mm 12- Предохранитель охлаждающего устройства
2- Люк ящика для принадлежностей 13- Уровнемер наполнения
3- Держатель для кабеля 14- Выход охлаждающей жидкости (синий)
4- Подставка для горелки 15- Вход охлаждающей жидкости (красный)
5- HMI (человеко-машинный интерфейс) 16- Коннектор для газа
6- Переключатель ПУСК/СТОП 17- Сетевой кабель (5 м)
7- Гнездо положительной полярности 18- Стеллаж для бутылок объемом 4 м3 или 10 м
8- Кабель инверсии полярности 19- USB-разъем
9- Гнездо отрицательной полярности 20- Подающий механизм
10- Евроразъем (горелка) 21- Трубка поджига
11- Пробка заправочного отверстия
3
3
ИНТЕРФЕЙС ЧЕЛОВЕК-МАШИНА (IHM)
Пожалуйста, ознакомьтесь с инструкцией по эксплуатации интерфейса (IHM), которая является частью полной
Интерфейс
документации на оборудование.
ПИТАНИЕ - ВКЛЮЧЕНИЕ
Данное оборудование поставляется с розеткой 32A EN 60309-1 и должно использоваться только в трехфазной 400В (50-60 Гц)
четырехпроводной заземленной электроустановке.
Эффективное значение потребляемого тока (I1e) для использования при максимальных условиях указано на аппарате. Проверьте чтобы
питание и защита (плавкий предохранитель и/или выключатель) совместимы с током, необходимым для работы аппарата. В некоторых
странах возможно понадобится поменять вилку для использования при максимальных условиях.
• Источник питания предназначен для работы при электрическом напряжении 400В +/-15%. Переходит в режим защиты, если напряжение
питания
составляет менее 330 Врм или более 490 Врм. (код ошибки появится на экране).
- Для запуска нажмите переключатель START/STOP (Вкл.), а для остановки нажмите переключатель START/STOP (Выкл.). Внимание!
Никогда не отключайте питание, когда аппарат под нагрузкой.
ПОДКЛЮЧЕНИЕ К ЭЛЕКТРОГЕНЕРАТОРУ
Данное оборудование может эксплуатироваться с электрогенераторами при условии, что вспомогательная энергия отвечает следующим
требованиям:
- Напряжение должно быть переменным, его среднеквадратичное значение должно быть 400 В +/- 15%, а пиковое напряжение должно быть
менее 700 В,
- Частота должна быть между 50 и 60 Гц.
Очень важно соблюдать эти условия, т.к многие электрогенераторы выдают пики напряжения, которые могут повредить оборудование.
ИСПОЛЬЗОВАНИЕ УДЛИНИТЕЛЯ
Удлинители должны иметь длину и сечение в соответствии с напряжением оборудования. Используйте удлинитель, отвечающий нормам
вашей страны.
Напряжение на входе Длина - отрезок удлинительного кабеля (Длина < 45 м)
400 V 4 мм²
70
Page 71

Инструкция по
a
b
c
a
a
применению
УСТАНОВКА БОБИНЫ
Перевод оригинальных
инструкций
GALAXY 400T DUO / 400T W
a b
- Снимите сопло (a) и контактную трубку (b) с горелки MIG/MAG.
- Откройте крышку генератора.
- Установите бобину на держатель.
- Обратите внимание на приводной штифт (c) стойки мотовила. Чтобы установить
катушку диаметром 200 мм, максимально затяните пластиковый держатель катушки
(a).
- Отрегулируйте тормоз бобины (b) так, чтобы при остановке сварки бобина по
инерции не запутала проволоку. Не зажимайте слишком сильно. Это может привести
к перегреву двигателя.
УСТАНОВКА ПРИСАДОЧНОЙ ПРОВОЛОКИ
Чтобы заменить ролики, выполните следующие действия:
- Ослабьте ручки (a) до максимума и опустите их.
- Разблокируйте ролики, открутив крепежные винты (b).
- Установите ролики двигателя в соответствии с вашим применением и затяните
крепежные винты.
Поставляемые ролики - это ролики с двойными канавками:
- сталь Ø 1.0/1.2
b
- Проверьте маркировку на ролике, чтобы убедиться, что ролики подходят для диаметра
проволоки и материала проволоки (для проволоки Ø 1,0 используйте канавку Ø 1,0).
- Используйте ролики с V-образной канавкой для стальной проволоки и другой жесткой
проволоки.
- Используйте ролики с U-образной канавкой для алюминиевых проводов и других
легированных проводов, гибких.
: надпись видна на ролике (пример: 10 = Ø 1.0)
: желоб для использования
RU
Чтобы установить присадочный провод, выполните следующие действия:
- Ослабьте ручки до максимума и опустите их.
- Вставьте провод, затем закройте подающий механизм двигателя и затяните ручки, как
указано.
- Нажмите на кнопку включения резака, чтобы активировать двигатель, и на экране
появится процедура.
Примечания
• Слишком узкий шланг может вызвать проблемы с подачей и перегревом двигателя.
• Коннектор горелки должен также быть хорошо затянут во избежание перегрева.
• Проверьте, чтобы ни проволока, ни бобина не касались механических блоков аппарата. В обратном случае существует
опасность короткого замыкания.
РИСК ОЖОГОВ, СВЯЗАННЫЙ С ПОДВИЖНЫМИ ЭЛЕМЕНТАМИ
Подающие устройства имеют подвижные элементы, в которые могут попасть руки, волосы, одежда или инструменты и
таким образом привести к ранениям!
• Не приближайте руки к подвижным или поворачивающимся элементам, а также к деталям привода!
• Проследите за тем, чтобы все крышки корпуса или защитные крышки были закрыты во время работы!
• Не носите перчатки, когда продеваете проволоку или заменяете катушку.
71
Page 72

Инструкция по
применению
Перевод оригинальных
инструкций
GALAXY 400T DUO / 400T W
ЗАПРАВКА ЦИРКУЛЯЦИОННОГО ЦИРКУЛЯТОРА ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (400 Т У. Т.)
При первом использовании изделия или после полного опорожнения бака охлаждающей жидкости необходимо выполнить следующую
процедуру для заправки циркуляционного насоса:
- Заполните бак охлаждающей жидкости до максимального уровня. Емкость бака составляет 5,5 литров.
- Подсоедините шланг для заливки (II-21) к разъему выхода охлаждающей жидкости (I-14) и поместите другой конец в пустую емкость (в
идеале - бутылку).
- Включите генератор.
- В меню «Система/Охлаждающее устройство» нажмите кнопку № 2 ( ), чтобы запустить процедуру заливки.
- После того, как насос заполнен (заполнение контейнера охлаждающей жидкостью), остановите блок охлаждения, нажав одну из кнопок
на панели управления.
- Отсоедините шланг заливки, верните жидкость в охлаждающее устройство: насос запущен.
ЖИДКОЕ ОХЛАЖДЕНИЕ (400 Т ВТ)
НАПОЛНЕНИЕ БАКА
MAX
Резервуар кулера должен обязательно быть наполнен до рекомендованного уровня MAX, указанного на уровнемере спереди
кулера, но ни в коем случае не ниже уровня MIN - в этом случае на экране аппарата TIG появится предупреждающее сообщение.
Важно использовать специальную охлаждающую жидкость для сварочных аппаратов с низкой электропроводностью,
являющихся антикоррозионными и антифризными. (ref. 052246).
Использование других охлаждающих жидкостей, например тосола, из-за процесса электролиза могут привести к накоплению
осадков в цепи системы охлаждения и, таким образом, ухудшить процесс охлаждения или даже забить ее.
MAX это рекомендуемый уровень необходим для оптимизации рабочих факторов резака с жидкостным охлаждением.
Любое повреждение машины из-за использования другой охлаждающей жидкости, отличной от рекомендуемой, не будет
MIN
рассматриваться в рамках гарантии.
ИСПОЛЬЗОВАНИЕ
НИКОГДА не используйте генератор без охлаждающей жидкости при работающем насосе.
1.
Соблюдайте минимальный уровень. Невыполнение этого требования может привести к необратимому повреждению насоса системы
охлаждения.
Убедитесь в том, что система охлаждения выключена перед тем, как отсоединить рукава подачи и вывода жидкости от горелки.
2.
Охлаждающая жидкость вредна и раздражает глаза, слизистую оболочку и кожу. Горячая жидкость может вызвать ожоги.
Опасность ожогов горячей жидкостью. Никогда не сливайте жидкость кулера после его использования. Жидкость внутри кипящая.
3.
Подождите пока она остынет прежде чем сливать ее.
В режиме «AUTO» насос охладителя начинает работать после начала сварки. Когда сварка прекращается, насос продолжает
4.
работать в течение 10 минут. За это время жидкость охлаждает сварочную горелку и доводит ее до комнатной температуры. После
сварки оставляйте аппарат подключенным несколько минут для охлаждения.
В процессе MIG-MAG охлаждающее устройство активировано по умолчанию (AUTO). Для использования горелки MIG-MAG с воздушным
охлаждением необходимо отключить блок охлаждения (OFF). Для этого обратитесь к руководству по интерфейсу.
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА СТАЛИ / НЕРЖАВЕЮЩЕЙ СТАЛИ (РЕЖИМ МАГ)
Оборудование может сваривать проволоку из стали и нержавеющей стали диаметром от 0,6 до 1,2 мм (I-A). В стандартной комплектации
устройство поставляется с роликами Ø 1,0/1,2 для стали или нержавеющей стали. Контактная трубка, желоб ролика и шланг горелки
предназначены для этого применения.
Использование аппарата для сварки стали требует специфический газ (Ar + CO2). Пропорция CO2 может меняться в зависимости от
типа используемого газа. Для нержавейки используйте смесь с 2%-содержанием CO2. При сварке чистым CO2 необходимо подключить
подогреватель газа к газовому баллону. Для конкретных требований к газу, пожалуйста, свяжитесь с вашим дистрибьютором газа.
Расход газа при сварке стали от 8 до 15 л/мин в зависимости от окружающей среды. Чтобы проверить расход газа на манометре без
разматывания заправочной проволоки, нажмите и удерживайте кнопку № 1 и следуйте процедуре, отображаемой на экране. Эта проверка
должна выполняться периодически для обеспечения оптимальных характеристик сварки. Обратитесь к руководству по эксплуатации
программируемого терминала (HMI).
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА АЛЮМИНИЯ (РЕЖИМ MIG)
Оборудование может сваривать алюминиевую проволоку диаметром от 0,8 до 1,2 мм (I-B).
Использование аппарата для сварки алюминия требует специфический газ - чистый аргон (Ar). Для выбора газа спросите совета
специалиста по продаже газа. Расход газа при сварке алюминия от 15 до 20 л/мин в зависимости от окружающей среды и опыта сварщика.
Вот различия между применением стали и алюминия:
- Используйте специальные ролики для сварки алюминия.
- Отрегулируйте давление нажимных роликов подающего механизма на минимум, чтобы не раздавить проволоку.
- Используйте капиллярную трубку (предназначенную для направления проволоки между роликами катушки двигателя и разъемом EURO)
только для сварки стали/нержавеющей стали (I-B).
- Горелка : используйте специальную горелку для алюминия. Эта горелка для алюминия оснащена тефлоновым шлангом, чтобы ограничить
трения. НЕ ОБРЕЗАТЬ шланг по краю стыка ! Этот шланг используется для направления проволоки от роликов.
- Контактная трубка используйте СПЕЦИАЛЬНУЮ контактную трубку для алюминия, соответствующую диаметру проволоки.
72
Page 73

Инструкция по
применению
При использовании красной или синей оболочки (сварка алюминия) рекомендуется использовать
дополнительного оборудования 079601 (I-C). Этот аксессуар из нержавеющей стали направляет трубку,
улучшая ее центрирование и облегчая подачу проволоки.
Перевод оригинальных
инструкций
GALAXY 400T DUO / 400T W
Видео
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА CUSI И CUAL (РЕЖИМ СВАРКИ-ПАЙКИ)
Оборудование может сваривать проволоку CuSi и CuAl Ø 0,8 и 1,0 мм.
Таким же образом, как и для стали, пользуйтесь капиллярной трубкой и горелкой со стальным шлангом. Для сварки-пайки используйте
чистый аргон (Ar).
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА ПОРОШКОВОЙ ПРОВОЛОКОЙ
Оборудование может сваривать порошковую проволоку диаметром от 0,9 до 1,6 мм. Оригинальные ролики должны быть заменены на
ролики, предназначенные для порошковой проволоки (опция). Сварка порошковой проволокой со стандартным соплом может привести к
перегреву и повреждению горелки. Снимите оригинальное сопло с вашей горелки MIG-MAG.
ВЫБОР ПОЛЯРНОСТИ
Полярность + Полярность -
Для сварки MIG/MAG в газовой среде
обычно требуется положительная
полярность.
В любом случае, при выборе полярности обратитесь к рекомендациям производителя проводов.
Для сварки MIG/MAG без газовой
защиты (No Gas) обычно требуется
отрицательная полярность.
ПОДКЛЮЧЕНИЕ ГАЗА
- Привинтите подходящий сварочный редуктор к газовому баллону. Соедините его со сварочным аппаратом с помощью шланга
(поставляется в комплекте). Установите 2 затяжных хомута, чтобы не было утечек.
- Убедитесь, что газовый баллон надежно удерживается, соблюдая крепление цепи к генератору.
- Отрегулируйте расход газа с помощью колесика на редукторе.
Пометки: для упрощения регулировки расхода газа приведите в действие ведущие ролики нажатием на кнопку горелки (ослабьте колесико
моторизированного подающего механизма, чтобы проволока не подавалась). Максимальной напор газа. 0.5 МПа (5 бар).
Этот алгоритм не работает для сварки в режиме « No Gas ».
РЕКОМЕНДУЕМЫЕ КОМБИНАЦИИ
Ток (А) Ø проволоки (мм) Ø Сопло (мм) Скорость потока (л/мин)
МИГ
МАГ
(мм)
0.8-2 20-100 0.8 12 10-12
2-4 100-200 1.0 12-15 12-15
4-8 200-300 1.0/1.2 15-16 15-18
8-15 300-500 1.2/1.6 16 18-25
0.6-1.5 15-80 0.6 12 8-10
1.5-3 80-150 0.8 12-15 10-12
3-8 150-300 1.0/1.2 15-16 12-15
8-20 300-500 1.2/1.6 16 15-18
RU
73
Page 74

Инструкция по
применению
Перевод оригинальных
инструкций
GALAXY 400T DUO / 400T W
РЕЖИМ СВАРКИ MIG / MAG (GMAW / FCAW)
Методы сварки
Параметры Настройки
РУЧНОЙ
РЕЖИМ
Парное
соединением
материал/газ
Диаметр
проволоки
ModulArc OFF - ON - - Активирует или нет модуляцию сварочного тока (двойной импульс)
Поведение
триггера
Сварка
прихваткой
1st Настройка
- Fe Ar 25% CO
- ...
Ø 0.8 > Ø 1.6 mm - Выбор диаметра проволоки
2T, 4T Выбор режима управления сваркой с помощью триггера.
Spot, Spot-Delay Выбор режима прихватки
Épaisseur
Courant
Vitesse
2
-
-
PULSE
СТАНДАРТ
Выбор свариваемого материала
Синергетические параметры сварки
Выбор основной настройки для отображения (толщина свариваемой
детали, средний сварочный ток или скорость подачи проволоки).
Доступ к некоторым параметрам сварки зависит от выбранного режима отображения: Настройки/режим отображения : Easy или Expert.
Обратитесь к руководству по эксплуатации программируемого терминала (HMI).
МЕТОДЫ СВАРКИ
Для получения дополнительной информации о синергии GYS и сварочных процессах отсканируйте QR-код :
СВАРКА ПРИХВАТКОЙ
• SPOT-сварка
Данный сварочный режим позволяет соединение деталей перед сваркой. Прихватка может быть совершена вручную с помощью триггера
или с временной задержкой с заранее определенной продолжительностью прихватки. Такое время наведения позволяет улучшить
воспроизводимость и получить неокисленные точки.
- Точечная задержка
Это режим наведения, аналогичный режиму Spot, но с последовательностью наведения и определенным временем пребывания, пока
удерживается нажатой кнопка включения. Эта функция позволяет сваривать очень тонкие стальные или алюминиевые листы, ограничивая
риск сверления и деформации листа (особенно при сварке алюминия).
ОПРЕДЕЛЕНИЕ НАСТРОЕК
ЕДИНИЦА
ИЗМЕРЕНИЯ
Burnback -
Холодный ток % Второй так называемый «холодный» сварочный ток.
Заполнение кратера
шва
Задержка s
Толщина мм
Затухание s Кривая снижения тока.
Частота импульса Гц Частота импульсов
Hot Start %/s
Сила тока А
%/s
Функция, предотвращающая риск залипания провода в конце шва. Это время соответствует
подъему проволоки из ванны расплава.
Этот ток ступени при остановке - это фаза после кривой снижения тока.
Его можно отрегулировать по мощности (% сварочного тока) и по продолжительности (в
секундах).
Продолжительность между окончанием точки (исключая Post Gas) и возобновлением новой
точки (включая Pre-Gas).
Синергия позволяет полностью автоматическую настройку. Действие на толщину автоматически
устанавливает соответствующее натяжение и скорость проволоки.
Hot Start - это сверхток при поджиге, благодаря которому электрод не прилипает к свариваемой
детали. Его можно отрегулировать по мощности (% сварочного тока) и по продолжительности (в
секундах).
Сварочный ток устанавливается в зависимости от типа используемой проволоки и подлежащего
сварке материала.
74
Page 75

Инструкция по
применению
I Start - Регулировка тока заливки.
Длина арки -
Предгаз s Время удаления воздуха из горелки и установки газовой защиты перед поджигом.
Точка s Определенная продолжительность.
Пост-газ s
Рабочий Цикл % В импульсном режиме задает время горячего тока относительно времени холодного тока.
Дроссель -
Режим Spot s Определенная продолжительность.
Напряжение В Влияние на ширину шва.
Подъем по склону s Постепенный рост текущей кривой
Скорость
приближения
Скорость подачи
проволоки
Доступ к определенным параметрам сварки и прихватки зависит от процесса сварки (Manual, Synergic) и выбранного режима отображения
(Easy или Expert). Обратитесь к руководству по эксплуатации программируемого терминала (HMI).
м/мин Количество присадочного металла и косвенный сварочный ток.
Перевод оригинальных
инструкций
Позволяет регулировать расстояние между концом проволоки и сварочной ванной (регулировка
натяжения).
Поддержание газовой защиты после затухания дуги. Это позволяет защитить свариваемую
деталь и электрод против окисления.
Сглаживает сварочный ток более или менее. Настраивается в соответствии с положением
сварки.
-
Прогрессивная скорость проволоки. Перед розжигом провод плавно входит, чтобы создать
первый контакт, не вызывая рывков.
GALAXY 400T DUO / 400T W
УПРАВЛЕНИЕ ПОТОКОМ ГАЗА
Чтобы проверить расход газа на манометре без разматывания заправочной проволоки, нажмите и удерживайте кнопку № 1 и следуйте
процедуре, отображаемой на экране. Эта проверка должна выполняться периодически для обеспечения оптимальных характеристик сварки.
Обратитесь к руководству по эксплуатации программируемого терминала (HMI).
РЕЖИМ СВАРКИ TIG (GTAW)
ПОДКЛЮЧЕНИЕ И СОВЕТЫ
• Сварка TIG DC должна осуществляться в среде защитного газа (Аргона).
• Подключите зажим массы к положительному коннектору подсоединения (+). Подключите дополнительную горелку TIG (см. 046108) в
разъем EURO на генераторе, а кабель реверса - в разъем отрицательного соединения (-).
• Убедитесь в том, что горелка правильно оснащена и что расходные комплектующие (ручные тиски, держатель цанги, диффузор и сопло)
не изношены.
• Выбор электрода зависит от тока процесса TIG DC.
ЗАТАЧИВАНИЕ ЭЛЕКТРОДА
Для оптимального функционирования рекомендуется использование электрода, заточенного следующим образом :
d
РЕКОМЕНДУЕМЫЕ КОМБИНАЦИИ
(мм)
0.3 - 3 3 - 75 1 6.5 6 - 7
2.4 - 6 60 - 150 1.6 8 6 - 7
4 - 8 100 - 200 2 9,5 7 - 8
6.8 - 8.8 170 - 250 2.4 11 8 - 9
9 - 12 225 - 300 3.2 12,5 9-10
Ток (А) Ø Электрод (мм) Ø Сопло (мм)
L
L = 3 х d для слабого тока.
L = d для высокого тока.
Расход газа Аргона (л/
мин)
RU
ТЕХНОЛОГИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Расширенные Настройки
Стандартный режим Сглаженный ток
Импульсный режим Импульсный ток
СВАРОЧНЫЕ МЕТОДЫ
Режим Spot Прихватка сглаженным током
Точечная пульсация Прихватка импульсным током
75
Page 76

Инструкция по
t
t
T2
T1
Bouton principal
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
применению
Перевод оригинальных
инструкций
GALAXY 400T DUO / 400T W
Режим триггера 2T, 4T, клапан Выбор режима управления сваркой с помощью триггера.
Доступ к некоторым параметрам сварки зависит от выбранного режима отображения: Настройки/режим отображения : Easy или Expert.
Обратитесь к руководству по эксплуатации программируемого терминала (HMI).
НАСТРОЙКИ
• Стандартный
Способ сварки TIG DC Standard позволяет производить высококачественную сварку большинства железосодержащих сплавов, например
стали, нержавейки, а также меди и ее сплавов, титана…Многочисленные возможности регулировки тока и расхода газа позволяют полностью
контролировать всю операцию сварки от поджига до охлаждения сварочного шва.
• Импульсный режим
Данный режим импульсно-дуговой сварки чередует импульсы сильного тока (I, сварочный импульс) и импульсы слабого тока (I_Cold,
импульс охлаждения детали). Этот импульсный режим позволяет соединять детали, ограничивая температуру. Иедально подходит разных
положениях сварки (наклон)
Например:
Сварочный ток I настроен на 100A и %(I_Cold) = 50%, то есть холодный ток = 50% x 100A = 50A.
F(Гц) настроен на 10 Гц, период сигнала будет равен 1/10Hz = 100 мсек -> каждые 100 мсек чередуются импульсы 100A с импульсами 50A.
• SPOT-сварка
Данный сварочный режим позволяет соединение деталей перед сваркой. Прихватка может быть совершена вручную с помощью триггера
или с временной задержкой с заранее определенной продолжительностью прихватки. Регулировка времени прицеливания обеспечивает
лучшую воспроизводимость и получение не окисленных точек.
- Точечно-импульсный
Этот метод сварки тонких листов позволяет предварительно собирать детали перед сваркой. Прихватка может быть совершена вручную с
помощью триггера или с временной задержкой с заранее определенной продолжительностью прихватки. Такое время наведения позволяет
улучшить воспроизводимость и получить неокисленные точки.
ВЫБОР ДИАМЕТРА ЭЛЕКТРОДА
Ø Электрода (мм)
Чистый вольфрам Вольфрам с окисью
TIG DC
1 10 > 75 10 > 75
1.6 60 > 150 60 > 150
2 75 > 180 100 > 200
2.5 130 > 230 170 > 250
3.2 160 > 310 225 > 330
Приблизительно = 80 А на мм Ø
ПОВЕДЕНИЕ ТРИГГЕРА
• 2T
T1 - Главная кнопка нажата, начинается сварочный цикл
(ПредГаз, I_Start, UpSlope и сварка).
T2 - Главная кнопка отпущена, сварочный цикл прекращается
(DownSlope, I_Stop, PostGaz).
В случае горелки с 2 кнопками и только в режиме 2Т
второстепенная кнопка управляется, как главная.
76
• 4T
T1 - Нажата главная кнопка, цикл начинается с PreGas
(продувка газа перед началом сварки) и останавливается в
фазе I_Start.
T2 - Главная кнопка отпущена, цикл продолжается в UpSlope и
сварке.
T3 - Главная кнопка нажата, цикл переходит в DownSlope и
прекращается на этапе I_Stop.
T4 - Главная кнопка отпущена, цикл заканчивается ПостГазом.
Пометки: для горелок, двойных кнопок и двойной кнопки +
потенциометр
=> кнопка «вверх/ток сварки» и потенциометр активны, кнопка
«вниз» неактивна.
Page 77

Инструкция по
применению
Для горелок с двумя кнопками или с двумя триггерами + потенциометр, « верхний » триггер сохраняет те же функции, что и на горелке с
одним триггером или с пластинкой. Триггер «нижний» неактивный
ОПРЕДЕЛЕНИЕ НАСТРОЕК
ЕДИНИЦА
ИЗМЕРЕНИЯ
Ток остановки % Этот ток ступени при остановке - это фаза после кривой снижения тока.
Ток запуска % Этот ток ступени при запуске - это фаза перед кривой нарастания тока.
Сварочный ток А Сварочный ток.
Холодный ток % Второй так называемый «холодный» сварочный ток.
Длительность
импульса
Продолжительность
сварной точки
Затухание s
Частота
пульсации
Наращивания тока s Позволяет постепенно увеличивать сварочный ток.
Пост-газ s
Предгаз s Время удаления воздуха из горелки и установки газовой защиты перед поджигом.
Продолжительность
остановки
Время запуска s Время выдержки при запуске до увеличения тока.
Время Холодного
тока
Гц
Перевод оригинальных
инструкций
s Фаза точечного импульса, ручная или определенной длительности
s Вручную или по заданному времени.
Предотвращает образование кратера в конце сварки и риск появления трещин, особенно в
легких сплавах.
Частота импульсов (советы по настройке) :
• При сварке ручным присадочным металлом F(Гц) синхронизируется с жестом.
• Тонкий без наполнителя (< 0,8 мм), F(Гц) >> 10 Гц
• Сварка в позиции, тогда Ф (Гц) < 100Гц
Поддержание газовой защиты после затухания дуги. Он защищает деталь и электрод от
окисления при охлаждении.
s Время выдержки остановки - это фаза после замедления тока.
% Баланс продолжительности горячей сварки (I) импульса.
GALAXY 400T DUO / 400T W
RU
Доступ к некоторым параметрам сварки зависит от выбранного режима отображения: Настройки/режим отображения : Easy или Expert.
Обратитесь к руководству по эксплуатации программируемого терминала (HMI).
РУЧАНАЯ ПРОДУВКА ГАЗА
Присутствие кислорода в горелке может привести к снижению механических свойств и может привести к снижению коррозионной стойкости.
Чтобы выпустить газ из резака, нажмите и удерживайте кнопку n°1 и следуйте процедуре, отображаемой на экране. Обратитесь к руководству
по эксплуатации программируемого терминала (HMI).
РЕЖИМ СВРКИ MMA (SMAW)
ПОДКЛЮЧЕНИЕ И СОВЕТЫ
• Подключите кабели электрододержателя и зажима массы к коннекторам подсоединения.
• Соблюдайте полярность и сварочный ток, указанные на коробке электродов.
• Снимайте электрод с покрытием с электрододержателя, когда источник сварочного тока не используется.
• Оборудование оснащено 3 функциями, характерными для инверторов:
- Hot Start (Горячий Старт) - автоматическое увеличение сварочного тока в начале сварки.
- Arc Force (Форсаж Дуги) - функция, препятствующая залипанию электрода путем увеличения сварочного тока в момент касания
электродом сварочной ванны.
- Anti-Sticking служит для предупреждения прокаливания электрода при его залипании и легкого отрыва залипшего электрода.
ТЕХНОЛОГИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Методы сварки
Расширенные Настройки
Тип электрода
Anti-Sticking
(противозалипание)
Рутиловые
C основным
покрытием
ON - OFF
Стандартный
режим
Импульсный
режим
Тип электрода определяет специфические параметры в
зависимости от обмазки для оптимизации его свариваемости.
Функция противозалипания (anti-stiking) рекомендуется для
легкого отсоединения электрода в случае его прилипания к
свариваемой детали (ток отключается автоматически).
Доступ к некоторым параметрам сварки зависит от выбранного режима отображения: Настройки/режим отображения : Easy или Expert.
Обратитесь к руководству по эксплуатации программируемого терминала (HMI).
77
Page 78

Инструкция по
применению
МЕТОДЫ СВАРКИ
• Стандартный
Этот стандартный режим сварки MMA подходит для большинства применений. Он позволяет выполнять сварку всеми типами электродов с
покрытием, рутиловых, основных и целлюлозных электродов и на всех материалах: сталь, нержавеющая сталь и чугун.
• Импульсный режим
Этот режим импульсной сварки подходит для вертикального применения (PF). Импульсная сварка позволяет сохранять сварную ванну
холодной, способствуя при этом переносу материала. Для реализации вертикальной восходящей сварки без импульса требуется
проделывать шов типа « ёлочка ». Другими словами, очень сложное передвижение треугольником. Благодаря импульсному режиму больше
нет необходимости проделывать это движение. В зависимости от толщины детали прямое перемещение электрода снизу вверх может быть
достаточным. Тем не менее, если вы хотите расширить сварочную ванну, то достаточно будет простого бокового движения, подобного тому,
которое проделывается при горизонтальной сварке. В этом случае вы можете отрегулировать на экране частоту импульсного тока. Этот
метод сварки обеспечивает больший контроль при вертикальной сварке.
ВЫБОР ЭЛЕКТРОДОВ С ПОКРЫТИЕМ
• Рутиловые электроды: легкие в использовании в любой позиции.
• Базовые элетроды: могут использоваться во всех положениях и благодаря своим повышенным механическим свойствам подходят для
выполнения работ по технике безопасности..
ОПРЕДЕЛЕНИЕ НАСТРОЕК
ЕДИНИЦА
ИЗМЕРЕНИЯ
Arc Force
Сварочный ток А
Продолжительность
Hot Start
Частота
пульсации
Процентная доля Hot
Start
Процентная доля
холодного тока
Время Холодного
тока
Перевод оригинальных
инструкций
Arc Force - это максимальный ток, который предотвращает слипание при контакте электрода
или капли со сварочной ванной.
Сварочный ток регулируется в зависимости от выбранного типа электрода (см. указания на
упаковке электродов).
s
Гц Частота ИМПУЛЬСОВ режима PULSE (Гц)
%
%
s
Hot Start - это сверхток при поджиге, благодаря которому электрод не прилипает к
свариваемой детали. Его можно отрегулировать по мощности (% сварочного тока) и по
продолжительности (в секундах).
Hot Start - это сверхток при поджиге, благодаря которому электрод не прилипает к
свариваемой детали. Его можно отрегулировать по мощности (% сварочного тока) и по
продолжительности (в секундах).
GALAXY 400T DUO / 400T W
Доступ к некоторым параметрам сварки зависит от выбранного режима отображения: Настройки/режим отображения : Easy или Expert.
Обратитесь к руководству по эксплуатации программируемого терминала (HMI).
НАСТРОЙКА СВАРОЧНОГО ТОКА
Нижеописанные настройки соответствуют диапазону сварочного тока в зависимости от типа и диаметра электрода. Эти диапазоны
достаточно широки, так как они зависят от применения и положения сварки.
Ø электрода (мм) Рутиловый E6013 (A) С основной обмазкой E7018 (A)
1.6 30-60 30-55
2.0 50-70 50-80
2.5 60-100 80-110
3.15 80-150 90-140
4.0 100-200 125-210
5 150-290 200-260
6.3 200-385 220-340
НАСТРОЙКА ARC FORCE
Для начала сварки рекомендуется установить параметр Arc Force в среднее положение (0) и регулировать его в зависимости от результатов
и предпочтений сварщика. ПРИМЕЧАНИЯ : диапазон регулировки дуги зависит от выбранного типа электрода.
78
Page 79

Инструкция по
применению
ВАРИАНТ РОЛИКИ (B)
Перевод оригинальных
инструкций
GALAXY 400T DUO / 400T W
Диаметр
ø 0.6/0.8 042353 - ø 0.9/1.2 042407
ø 0.8/1.0 042360 042377
ø 1.0/1.2 046849 040915
Ссылка (x2)
Сталь Алюминиевые Порошковая проволока
Диаметр
Ссылка (x2)
УСТРОЙСТВО ПОДАЧИ ПРОВОЛОКИ WF 36 В КАЧЕСТВЕ ОПЦИИ
400T DUO может быть оснащен отдельной катушкой WF 36 (опция, арт. 082502) для быстрого
использования проволоки двух типов или диаметров без замены резаков или катушек. Эти два
элемента соединены дополнительным специальным кабелем:
Тип охлаждения горелки Длина Раздел Артикул
5 м 70 мм ² 075443
70 мм² 075450
95 мм² 077553
70 мм² 075481
95 мм² 075504
Воздух
Жидкость
10 м
15 м 95 мм² 082083
20 м 95 мм² 082090
1.8 м 70 мм² 075467
5 м 70 мм² 075474
10 м
15 м 95 мм² 079816
20 м 95 мм² 082106
Для обеспечения
оптимальной сварки
в импульсном режиме
рекомендуется не
превышать длину луча
10 м.
RU
Для подключения кабеля между генератором и катушкой см. отдельное руководство по катушке.
Невозможно использовать 2 горелки MIG/MAG одновременно. Когда один барабан активен, другой неактивен.
HMI - активная катушка HMI - катушка неактивна
Чтобы переключиться с неактивного устройства
подачи проволоки на активное, нажмите кнопку
включения на неактивной горелке или нажмите
большой палец на неактивном экране.
НЕИСПРАВНОСТИ, ИХ ПРИЧИНЫ И УСТРАНЕНИЕ
НЕПОЛАДКИ ВОЗМОЖНЫЕ ПРИЧИНЫ УСТРАНЕНИЕ
Очистите контактную трубку или поменяйте
ее и смажьте составом против прилипания.
Кабель горелки должен быть как можно
более прямее.
Ослабьте тормоз и ролики.
Очистите или замените ее.
Разожмите тормоз.
Подача сварочной проволоки
неравномерна.
Двигатель подачи не работает.
Плохая подача проволоки.
Наплавы металла забивают отверстие.
Проволока прокручивается в роликах. Смажьте составом против прилипания.
Один из роликов прокручивается. Проверьте, что винт ролика затянут.
Кабель горелки закручен.
Тормозное устройство бобины или ролик
слишком туго затянуты.
Нитенаправляющая трубка загрязнена или
повреждена.
Шпонка оси роликов отсутствует Поместите шпонку в ее отделение.
Тормозное устройство бобины слишком
туго затянуто.
79
Page 80

Инструкция по
применению
Перевод оригинальных
инструкций
GALAXY 400T DUO / 400T W
Аппарат неправильно подключен к сети.
Сварочный ток либо отсутствует, либо он
неправильный.
Проволока застревает после прохода через
ролики.
Пористый сварочный шов.
Многочисленные частички искрения.
Нет газа на выходе из горелки. Плохое подключение газа.
Ошибка во время загрузки
Проблема при сохранении данных
Автоматическое удаление файлов JOB.
Проблема USB накопителя
Проблема с файлами
Проблема обновления
Неправильное подключение массы.
Нет мощности. Проверьте кнопку горелки.
Нитенаправляющая трубка расплющена.
Проволока застревает в горелке. Очистите или замените ее.
Нет капиллярной трубки. Проверьте наличие капиллярной трубки.
Скорость подачи проволоки слишком
высокая.
Недостаточный расход газа.
В баллоне закончился газ. Замените ее.
Неудовлетворительное качество газа. Смените его.
Циркуляция воздуха или воздействие ветра.
Газовое сопло слишком загрязнено. Очистите сопло или замените его.
Проволока плохого качества.
Свариваемая поверхность в плохом
состоянии (ржавчина и т.п.)
Газ не подведен.
Напряжение дуги слишком низкое или
слишком высокое.
Неправильное закрепление массы.
Защитного газа недостаточно. Отрегулируйте расход газа.
Данные на флэш-накопителе USB неверны
или повреждены.
Вы превысили максимальное количество
сохраненных файлов.
Некоторые ваши «job» были удалены, т.к.
они недействительны с новыми синергиями.
Не обнаружен ни один JOB на флеш-карте
USB
В карте больше нет свободных ячеек
памяти
Файл «...» не соответствует загруженным
синергиям
Похоже, что USB-носитель не распознается.
Дисплей для шага 4 процедуры обновления
не появляется на экране.
Посмотрите штекерное соединение и
посмотрите, правильно ли поставляется
штекер.
Проверьте состояние кабеля массы
(подсоединение и зажим).
Проверьте нитенаправляющую трубку и
корпус горелки.
Снизить скорость проволоки.
Диапазон регулировки от 15 до 20 л/мин.
Зачистите основной металл.
Предотвратите сквозняки, защитите
сварочную зону.
Используйте подходящую для сварки МИГ/
МАГ проволоку.
Зачистить свариваемую деталь перед
сваркой.
Проверьте, что к входу источника подведен
газ.
См. сварочные параметры.
Проверьте и поместите зажим массы как
можно ближе к зоне сварки
Проверьте подсоединение подачи газа.
Проверьте, что электроклапан работает.
Проверьте данные.
Вам нужно удалить лишние программы.
Количество резервных копий ограничено
200.
-
-
Освободите место на USB-накопителе.
Файл был создан с синергиями, не
имеющимися в аппарате.
1- Вставьте USB-носитель в его гнездо.
2- Включите генератор.
3- Нажмите и удерживайте колесо HMI для
принудительного обновления.
УСЛОВИЯ ГАРАНТИИ
Гарантия распространяется на любой заводской дефект или брак в течение 2 лет с даты покупки изделия (запчасти и рабочая сила).
Гарантия не распространяется на:
• Любые повреждения при транспортировке.
• Нормальный износ деталей (Например : кабели, зажимы и т.д.).
• Случаи неправильного использования (ошибка питания, падение, разборка).
• Случаи выхода из строя из-за окружающей среды (загрязнение воздуха, коррозия, пыль).
В случае поломки, верните устройство своему дистрибьютору, предоставив:
- доказательство покупки с указанной датой (квитанция, счет-фактура...)
- описание поломки.
80
Page 81

Gebruikershandleiding
Vertaling van de originele handleiding
GALAXY 400T DUO / 400T W
WAARSCHUWINGEN - VEILIGHEIDSINSTRUCTIES
ALGEMENE INSTRUCTIES
Voor het in gebruik nemen moeten deze instructies zorgvuldig gelezen en goed begrepen worden.
Voer geen onderhoud of wijzigingen uit die niet in de handleiding vermeld staan.
Ieder lichamelijk letsel en iedere vorm van materiële schade, veroorzaakt door het niet naleven van de instructies in deze handleiding, kan niet
verhaald worden op de fabrikant van het apparaat.
Raadpleeg, in geval van problemen of onzekerheid over het gebruik, een gekwaliceerd en bevoegd persoon om het apparaat correct te installeren.
OMGEVING
Dit apparaat mag uitsluitend gebruikt worden voor het uitvoeren van laswerkzaamheden, en alleen volgens de in de handleiding en/of op het
typeplaatje vermelde instructies. De veiligheidsvoorschriften moeten altijd gerespecteerd worden. In geval van onjuist of gevaarlijk gebruik van dit
materiaal kan de fabrikant niet aansprakelijk worden gesteld.
De installatie moet worden gebruikt in een stof- en zuur- vrije ruimte, in afwezigheid van ontvlambaar gas of andere corrosieve substanties. Voor de
opslag van deze apparatuur gelden dezelfde voorwaarden. Zorg voor voldoende ventilatie tijdens het gebruik van dit apparaat.
Temperatuurbereik:
Gebruikstemperatuur tussen -10 en +40°C (+14 en +104°F).
Opslag tussen -20 en +55°C (-4 en 131°F).
Luchtvochtigheid:
Lager of gelijk aan 50% bij 40°C (104°F).
Lager of gelijk aan 90% bij 20°C (68°F).
Hoogte :
Tot 1000 m boven de zeespiegel (3280 voet).
PERSOONLIJKE BESCHERMING EN BESCHERMING VAN ANDEREN
Booglassen kan gevaarlijk zijn en ernstige en zelfs dodelijke verwondingen veroorzaken.
Tijdens het lassen worden de individuen blootgesteld aan een gevaarlijke warmtebron, aan de lichtstraling van de lasboog, aan elektro-magnetische
velden (waarschuwing voor dragers van een pacemaker), aan elektrocutie-gevaar, aan lawaai en aan uitstoting van gassen.
Bescherm uzelf en bescherm anderen, respecteer de volgende veiligheidsinstructies :
Draag, om uzelf te beschermen tegen brandwonden en straling, droge, goed isolerende kleding zonder omslagen, brandwerend en
in goede staat, die het gehele lichaam bedekt.
Draag handschoenen die een elektrische en thermische isolatie garanderen.
Draag een lasbescherming en/of een lashelm die voldoende bescherming biedt (afhankelijk van de lastoepassing). Bescherm uw
ogen tijdens schoonmaakwerkzaamheden. Het dragen van contactlenzen is uitdrukkelijk verboden.
Soms is het nodig om het lasgebied met brandwerende schermen af te schermen tegen stralingen, projectie en wegspattende
gloeiende deeltjes.
Informeer de personen in het lasgebied om niet naar de boog of naar gesmolten stukken te staren, en om aangepaste kleding te
dragen die hen voldoende bescherming biedt.
Gebruik een bescherming tegen lawaai als de laswerkzaamheden een hoger geluidsniveau bereiken dan de toegestane norm (dit
geldt tevens voor alle personen die zich in de las-zone bevinden).
NL
Houd uw handen, haar en kleding op voldoende afstand van bewegende delen (ventilator).
Verwijder nooit de behuizing van de koelgroep wanneer de las-installatie aan een elektrische voedingsbron is aangesloten en
onder spanning staat. Wanneer dit toch gebeurt, kan de fabrikant niet verantwoordelijk worden gehouden in geval van letsels of
ongelukken.
De elementen die net gelast zijn zijn heet, en kunnen brandwonden veroorzaken wanneer ze aangeraakt worden. Zorg ervoor
dat, tijdens onderhoudswerkzaamheden aan de toorts of de elektrode-houder, deze voldoende afgekoeld zijn en wacht ten minste
10 minuten alvorens met de werkzaamheden te beginnen. Om te voorkomen dat de vloeistof brandwonden veroorzaakt moet de
koelgroep in werking zijn tijdens het gebruik van een watergekoelde toorts.
Het is belangrijk om, voor vertrek, het werkgebied veilig achter te laten, om mensen en goederen niet in gevaar te brengen.
LASDAMPEN EN GASSEN
Dampen, gassen en stof die worden uitgestoten tijdens het lassen zijn gevaarlijk voor de gezondheid. Zorg voor voldoende
ventilatie, soms is toevoer van verse lucht tijdens het lassen noodzakelijk. Een lashelm met verse luchtaanvoer kan een oplossing
zijn als er onvoldoende ventilatie is.
Controleer of de afzuigkracht voldoende is, en verieer of deze aan de gerelateerde veiligheidsnormen voldoet.
81
Page 82

Gebruikershandleiding
Waarschuwing: bij het lassen in kleine ruimtes moet de veiligheid op afstand gecontroleerd en gemonitord worden. Bovendien kan het lassen van
materialen die bepaalde stoen zoals lood, cadmium, zink, kwik of beryllium bevatten bijzonder schadelijk zijn. Ontvet de te lassen materialen voor
aanvang van de laswerkzaamheden.
De gasessen moeten worden opgeslagen in een open of goed geventileerde ruimte. Ze moeten in verticale positie gehouden worden, in een houder
of op een trolley.
Lassen in de buurt van vet of verf is verboden.
Vertaling van de originele handleiding
GALAXY 400T DUO / 400T W
BRAND EN EXPLOSIE-RISICO
Scherm het lasgebied volledig af, brandbare stoen moeten op minimaal 11 meter afstand geplaatst worden.
Een brandblusinstallatie moet aanwezig zijn in de buurt van laswerkzaamheden.
Pas op voor projectie van hete onderdelen of vonken, zelfs door kieren heen. Deze kunnen brand of explosies veroorzaken.
Houd personen, ontvlambare voorwerpen en containers onder druk op veilige en voldoende afstand.
Het lassen in containers of gesloten buizen of houders is verboden, en als ze open zijn dan moeten ze ontdaan worden van ieder ontvlambaar of
explosief product (olie, brandstof, gas-residuen....).
Slijpwerkzaamheden mogen niet worden gericht naar de stroombron van het lasapparaat of in de richting van brandbare materialen.
GASFLESSEN
Het gas dat uit de gasessen komt kan, in geval van hoge concentraties in de lasruimte, verstikking veroorzaken (goed ventileren
is absoluut noodzakelijk).
Het transport moet absoluut veilig gebeuren : de essen moeten gesloten zijn en de lasstroombron moet uitgeschakeld zijn.
De essen moeten verticaal bewaard worden en door een ondersteuning rechtop gehouden worden, om te voorkomen dat ze
omvallen.
Sluit de essen na ieder gebruik. Wees alert op temperatuurveranderingen en blootstelling aan zonlicht.
De es mag niet in contact komen met een vlam, een elektrische boog, een toorts, een massa-klem of een andere warmtebron of gloeiend voorwerp.
Houd de es uit de buurt van elektrische circuits en lascircuits, en las nooit een es onder druk.
Wees voorzichtig bij het openen van het ventiel van de es, houd uw hoofd ver verwijderd van het ventiel en controleer voor gebruik of het gas
geschikt is voor de door u uit te voeren laswerkzaamheden.
ELEKTRISCHE VEILIGHEID
Het elektrische netwerk dat wordt gebruikt moet altijd geaard zijn. Gebruik het op de veiligheidstabel aanbevolen type zekering.
Een elektrische schok kan, direct of indirect, ernstige en zelfs dodelijke ongelukken veroorzaken.
Raak nooit delen aan de binnen- of buitenkant van de machine aan (toortsen, klemmen, kabels, elektrodes) die onder spanning staan. Deze delen
zijn aangesloten op het lascircuit.
Koppel, voordat u het lasapparaat opent, dit los van het stroom-netwerk en wacht 2 minuten totdat alle condensatoren ontladen zijn.
Raak nooit tegelijkertijd de toorts of de elektrodehouder en de massa-klem aan.
Zorg ervoor dat, als de kabels of toortsen beschadigd zijn, deze vervangen worden door gekwaliceerde en bevoegde personen. Gebruik alleen
kabels met de geschikte doorsnede. Draag altijd droge, in goede staat verkerende kleren om uzelf van het lascircuit te isoleren. Draag isolerend
schoeisel, waar u ook werkt.
EMC CLASSIFICATIE VAN HET MATERIAAL
Dit Klasse A materiaal is niet geschikt voor gebruik in een woonomgeving waar de stroom wordt aangeleverd door een openbaar
laagspanningsnet. Het is mogelijk dat er problemen ontstaan met de elektromagnetische compatibiliteit in deze omgevingen,
vanwege storingen of radio-frequente straling.
Op voorwaarde dat de impedantie van het openbare laagspanningsnetwerk op het punt van aansluiting < Zmax = 0.29 Ohms, is
dit materiaal conform aan de norm CEI61000-3-11, en kan het aangesloten worden aan een openbaar laagspanningsnetwerk.
Het valt onder de verantwoordelijkheid van de installateur en de gebruiker van het apparaat om de stroomleverancier te
contacteren en zich ervan te verzekeren dat het apparaat daadwerkelijk op het netwerk aangesloten kan worden.
Dit materiaal voldoet aan de CEI 61000-3-12 norm.
ELEKTROMAGNETISCHE EMISSIES
Elektrische stroom die door geleidend materiaal of kabels gaat veroorzaakt plaatselijk elektrische en magnetische velden (EMF).
De lasstroom wekt een elektromagnetisch veld op rondom de laszone en het lasmateriaal.
De elektromagnetische velden (EMF) kunnen de werking van bepaalde medische apparaten, zoals pacemakers, verstoren. Voor mensen met
medische implantaten moeten speciale veiligheidsmaatregelen in acht genomen worden. Bijvoorbeeld : toegangsbeperking voor voorbijgangers, of
82
Page 83

Gebruikershandleiding
een individuele risico-evaluatie voor de lassers.
Alle lassers zouden de volgende adviezen op moeten volgen om de blootstelling aan elektro-magnetische straling van het lascircuit tot een minimum
te beperken:
• plaats de laskabels samen - bind ze zo mogelijk onderling aan elkaar vast;
• houd uw romp en uw hoofd zo ver mogelijk verwijderd van het lascircuit;
• wikkel de laskabels nooit rond uw lichaam;
• ga niet tussen de laskabels in staan. Houd de twee laskabels aan dezelfde kant van uw lichaam;
• sluit de massaklem aan op het werkstuk, zo dicht mogelijk bij de te lassen zone;
• werk niet vlakbij de lasstroombron, ga er niet op zitten en leun er niet tegenaan;
• niet lassen tijdens het verplaatsen van de lasstroombron of het draadaanvoersysteem.
Personen met een pacemaker moeten een arts raadplegen voor gebruik van het apparaat.
Blootstelling aan elektromagnetische straling tijdens het lassen kan gevolgen voor de gezondheid hebben die nog niet bekend
zijn.
Vertaling van de originele handleiding
GALAXY 400T DUO / 400T W
AANBEVELINGEN OM DE LASZONE EN DE LASINSTALLATIE TE EVALUEREN
Algemene aanbevelingen
De gebruiker van dit apparaat is verantwoordelijk voor het installeren en het gebruik van het booglasmateriaal volgens de instructies van de fabrikant.
Als elektromagnetische storingen worden geconstateerd, is het de verantwoordelijkheid van de gebruiker van het booglasmateriaal om dit probleem
op te lossen, met hulp van de technische dienst van de fabrikant. In sommige gevallen kan de oplossing liggen in een eenvoudige aarding van
het lascircuit. In andere gevallen kan het nodig zijn om met behulp van lters een elektromagnetisch schild rondom de stroomvoorziening en om
het gehele werkvertrek te creëren. In ieder geval moeten de storingen, veroorzaakt door elektromagnetische stralingen, beperkt worden tot een
aanvaardbaar niveau.
Evaluatie van de lasruimte
Voor het installeren van een booglas-installatie moet de gebruiker de eventuele elektro-magnetische problemen in de omgeving evalueren. De
volgende gegevens moeten in aanmerking worden genomen :
a) de aanwezigheid boven, onder en naast het lasmateriaal van andere voedingskabels, besturingskabels, signaleringskabels of telefoonkabels;
b) de aanwezigheid van radio- en televisiezenders en ontvangers;
c) de aanwezigheid van computers en overig besturingsmateriaal;
d) de aanwezigheid van belangrijk beveiligingsmateriaal, voor bijvoorbeeld de beveiliging van industrieel materiaal;
e) de gezondheid van personen in de directe omgeving van het apparaat, en het eventueel dragen van een pacemaker of een gehoorapparaat.
f) materiaal dat wordt gebruikt voor het kalibreren of het uitvoeren van metingen;
g) de immuniteit van overig materiaal aanwezig in de omgeving.
De gebruiker moet zich ervan verzekeren dat alle apparatuur in de werkruimte compatibel is. Het is mogelijk dat er extra beschermende maatregelen
nodig zijn;
h) het moment dat het lassen of andere activiteiten plaatsvinden.
De afmeting van het omliggende gebied dat in acht moet worden genomen en/of moet worden beveiligd hangt af van de structuur van het gebouw en
van de overige activiteiten die er plaatsvinden. Dit omliggende gebied kan groter zijn dan de begrenzing van het gebouw.
Een evaluatie van de lasinstallatie
Naast een evaluatie van de laszone kan een evaluatie van de booglasinstallaties elementen aanreiken om storingen vast te stellen en op te lossen.
Bij het evalueren van de emissies moeten de werkelijke meetresultaten worden bekeken, zoals deze zijn gemeten in de reële situatie, zoals vermeld
in Artikel 10 van de CISPR 11. De metingen in de specieke situatie, op een specieke plek, kunnen tevens helpen de doeltreendheid van de
maatregelen te testen.
AANBEVELINGEN VOOR METHODES OM ELEKTROMAGNETISCHE EMISSIES TE REDUCEREN
a. Openbaar stroomnet: U kunt de booglasinstallatie aansluiten op een openbaar stroomnet, met inachtneming van de aanbevelingen van de
fabrikant. Als er storingen plaatsvinden kan het nodig zijn om extra voorzorgsmaatregelen te nemen, zoals het lteren van het openbare stroomnetwerk.
Er kan overwogen worden om de voedingskabel van de lasinstallatie af te schermen in een metalen leiding of een gelijkwaardig materiaal. Het is
wenselijk om de elektrische continuïteit van deze afscherming over de gehele lengte te verzekeren. De bescherming moet aangekoppeld worden
aan de lasstroomvoeding, om er zeker van te zijn dat er een goed elektrisch contact is tussen de geleider en het omhulsel van de lasstroomvoeding.
b. Onderhoud van het booglasmateriaal : De booglasapparatuur moet regelmatig worden onderhouden, volgens de aanwijzingen van de
fabrikant. Alle toegangen, service ingangen en kleppen moeten gesloten en correct vergrendeld zijn wanneer het booglasmateriaal in werking
is. Het booglasmateriaal mag op geen enkele manier gewijzigd worden, met uitzondering van veranderingen en instellingen zoals genoemd in de
handleiding van de fabrikant. Let u er in het bijzonder op dat het vonkenhiaat van de toorts correct afgesteld is en goed onderhouden wordt, volgens
de aanbevelingen van de fabrikant.
c. Laskabels : De kabels moeten zo kort mogelijk zijn, en dichtbij elkaar en vlakbij of, indien mogelijk, op de grond gelegd worden.
d. Equipotentiaal verbinding : Het is wenselijk om alle metalen objecten in en om de werkomgeving te aarden. Waarschuwing : metalen objecten
die verbonden zijn aan het te lassen voorwerp vergroten het risico op elektrische schokken voor de lasser, wanneer hij tegelijkertijd deze objecten en
de elektrode aanraakt. Het wordt aangeraden de lasser van deze voorwerpen te isoleren.
e. Aarding van het te lassen onderdeel : Wanneer het te lassen voorwerp niet geaard is, vanwege elektrische veiligheid of vanwege de afmetingen
en de locatie, zoals bijvoorbeeld het geval kan zijn bij scheepsrompen of metalen structuren van gebouwen, kan een verbinding tussen het voorwerp
en de aarde, in sommige gevallen maar niet altijd, de emissies verkleinen. Vermijd het aarden van voorwerpen wanneer daarmee het risico op
verwondingen van de lassers of op beschadigingen van ander elektrisch materiaal vergroot wordt. Indien nodig, is het wenselijk dat het aarden van
het te lassen voorwerp rechtstreeks plaatsvindt, maar in sommige landen waar deze directe aarding niet toegestaan is is het aan te raden te aarden
met een daarvoor geschikte condensator, die voldoet aan de richtlijnen in het betreende land.
f. Beveiliging en afscherming : Selectieve afscherming en beveiliging van andere kabels en materiaal in de omgeving kan eventuele problemen
verminderen. Voor speciale toepassingen kan de beveiliging van de gehele laszone worden overwogen.
NL
83
Page 84

Gebruikershandleiding
Vertaling van de originele handleiding
GALAXY 400T DUO / 400T W
TRANSPORT EN VERVOER VAN DE LASSTROOMBRON
Gebruik niet de kabels of de toorts om het apparaat te verplaatsen. Het apparaat moet in verticale positie verplaatst worden.
Til nooit het apparaat boven personen of voorwerpen.
Til nooit een gases en het apparaat tegelijk op. De vervoersnormen zijn verschillend.
Het is beter om eerst de spoel te verwijderen voordat u de lasstroomvoeding op wilt tillen of wilt verplaatsen.
INSTALLATIE VAN HET MATERIAAL
• Plaats de voeding op een ondergrond met een helling van minder dan 10°.
• Zorg dat er voldoende ruimte is om de machine te ventileren en om toegang te hebben tot het controlepaneel.
• Niet geschikt voor gebruik in een ruimte waar geleidend metaalstof aanwezig is.
• Plaats het lasapparaat niet in de stromende regen, en stel het niet bloot aan zonlicht.
• Dit materiaal heeft een IP23S beschermingsklasse, wat betekent dat :
- het apparaat is beveiligd tegen toegang in gevaarlijke delen van solide elementen met een diameter van >12,5mm en
- het beveiligd is tegen regendruppels als deze 60° ten opzichte van een verticale lijn vallen, wanneer de bewegende delen (ventilator) stationair zijn.
Deze apparaten kunnen dus buiten opgeslagen worden, in overeenstemming met veiligheidsindicatie IP23.
Niet gecontroleerde lasstroom kan de aardgeleiders vernietigen, gereedschap en elektrische installaties beschadigen en
onderdelen verhitten, wat kan leiden tot brand.
- Alle lasverbindingen moeten goed en stevig op elkaar aangesloten zijn. Controleer dit regelmatig !
- Verzekert u zich ervan dat de bevestiging van het werkstuk solide is en geen elektrische problemen heeft !
- Zet alle elektrisch geleidende elementen van het lasapparaat zoals het chassis, de trolley en de hefsystemen goed vast of hang ze op zodat ze
geïsoleerd zijn !
- Leg of zet geen ander gereedschap zoals boormachines, slijpgereedschap enz. op het lasapparaat, op de trolley of op de hefsystemen als deze
niet geïsoleerd zijn !
- Leg altijd de lastoortsen of elektrodehouders op een geïsoleerd oppervlak wanneer ze niet gebruikt worden !
Om oververhitting te voorkomen moeten de voedingskabels, verlengsnoeren en laskabels helemaal afgerold worden.
De fabrikant kan niet verantwoordelijk gehouden worden voor lichamelijk letsel of schade aan voorwerpen veroorzaakt door niet
correct of gevaarlijk gebruik van dit materiaal.
ONDERHOUD / ADVIES
• Het onderhoud mag alleen door gekwaliceerd personeel uitgevoerd worden. We raden u aan een jaarlijkse onderhoudsbeurt
uit te laten voeren.
• Haal de stekker uit het stopcontact om de elektriciteitsvoorziening te onderbreken en wacht twee minuten voordat u
werkzaamheden op het apparaat gaat verrichten. De spanning en de stroomsterkte binnen het toestel zijn hoog en gevaarlijk.
• Neem regelmatig de behuizing af en maak het apparaat met een blazer stofvrij. Maak van deze gelegenheid gebruik om met behulp van geïsoleerd
gereedschap ook de elektrische verbindingen te laten controleren door gekwaliceerd personeel.
• Controleer regelmatig de voedingskabel. Als de voedingskabel beschadigd is, moet deze door de fabrikant, zijn reparatie-dienst of een gekwaliceerde
technicus worden vervangen, om zo gevaarlijke situaties te voorkomen.
• Laat de ventilatie-opening van de lasstroombron vrij zodat de lucht goed kan circuleren.
• Deze lasstroombron is niet geschikt voor het ontdooien van leidingen, het opladen van batterijen / accu’s of het opstarten van motoren.
400T W :
De koelvloeistof moet iedere 12 maanden vervangen worden, om te voorkomen dat het koelvloeistofcircuit van de toorts verstopt
raakt. Ieder restant van lekkage of residu moet na gebruik in een speciale zuiveringsinstallatie verwerkt worden. Het apparaat
moet, indien mogelijk, gerecycled worden. Het is verboden om de gebruikte vloeistof in oppervlaktewater, in een put of in een
afwateringssysteem te lozen. De verdunde vloeistof mag niet in riolen geloosd worden, behalve wanneer dit is toegestaan door
de plaatselijke autoriteiten.
INSTALLATIE - GEBRUIK VAN HET APPARAAT
Alleen ervaren en door de fabrikant gekwaliceerd personeel mag de installatie uitvoeren. Verzekert u zich ervan dat de generator tijdens het installeren
NIET op het stroomnetwerk aangesloten is. Seriële en parallelle generator-verbindingen zijn verboden. Om de optimale las-omstandigheden te
creëren wordt aanbevolen om de laskabels te gebruiken die worden meegeleverd met het apparaat.
OMSCHRIJVING
Dit apparaat is een driefasen vermogensbron voor semi-automatisch « synergetisch » lassen (MIG of MAG), voor het lassen met beklede elektroden
(MMA) en voor het lassen met niet-afsmeltende elektroden (TIG). Het apparaat is geschikt voor spoelen met een draad Ø van 200 en 300 mm.
84
Page 85

Gebruikershandleiding
Vertaling van de originele handleiding
GALAXY 400T DUO / 400T W
BESCHRIJVING VAN HET MATERIAAL (II)
400T DUO
1- Spoelhouder Ø 200/300 mm. 10- Euro-aansluiting (toorts)
2- Klepje accessoire-doos 11- Aansluiting gas
3- Kabelhouder 12- Afdekplaatje optioneel
4- Toortshouder 13- Aansluiting, bediening afzonderlijk draadaanvoersysteem
5- HMI (Human Machine Interface) 14- Positieve Polariteit-aansluiting
6- START/STOP schakelaar 15- Voedingskabel (5 m)
7- Positieve Polariteit-aansluiting 16- Houder essen 4 m3 of 10 m
8- Kabel ompoling 17- USB-aansluiting
9- Negatieve polariteit aansluiting 18- Draadaanvoersysteem
400T W
1- Spoelhouder Ø 200/300 mm. 12- Zekering koelgroep
2- Klepje accessoire-doos 13- Vloeistof-niveau
3- Kabelhouder 14- Uitgang koelvloeistof (Blauw)
4- Toortshouder 15- Ingang koelvloeistof (Rood)
5- HMI (Human Machine Interface) 16- Aansluiting gas
6- START/STOP schakelaar 17- Voedingskabel (5 m)
7- Positieve Polariteit-aansluiting 18- Houder essen 4 m3 of 10 m
8- Kabel ompoling 19- USB-aansluiting
9- Negatieve polariteit aansluiting 20. Draadaanvoersysteem
10- Euro-aansluiting (toorts) 21- Aanzuigslang
11- Dop
3
3
INTERFACE HUMAN - MACHINE (HMI)
Lees de handleiding voor het gebruik van de bediening (HMI), die deel uitmaakt van de complete handleiding van het materiaal.
HMI
ELEKTRISCHE VOEDING - OPSTARTEN
Dit materieel wordt geleverd met een 32 A aansluiting type EN 60309-1 en mag alleen aangesloten worden op een driefasen 400V (50-60 Hz)
installatie met vier draden waarvan één geaard.
De eectieve stroomafname (l1e) bij optimaal gebruik staat aangegeven op het apparaat. Controleer of de stroomvoorziening en de bijbehorende
beveiligingen (netzekering en/of hoofdschakelaar) geschikt zijn voor de stroom die nodig is voor het gebruik van dit apparaat. In sommige landen kan
het nodig zijn om de elektrische aansluiting aan te passen, om het toestel optimaal te kunnen gebruiken.
• De vermogensbron is geschikt om te functioneren met een elektrische spanning van 400V +/- 15%. Het apparaat gaat over tot thermische beveiliging
wanneer de voedingsspanning
lager is dan 330 Ve of hoger is dan 490Ve. (een storingscode verschijnt dan op het scherm).
• U start het apparaat op door een druk op de START/STOP schakelaar (ON/AAN), en u schakelt het weer uit met en druk op dezelfde schakelaar
(OFF/UIT). Waarschuwing ! Nooit de stroomvoorziening afsluiten wanneer het apparaat oplaadt.
AANSLUITEN OP EEN STROOMGENERATOR
Deze apparatuur kan worden gebruikt met een stroomgenerator, op voorwaarde dat deze hulpspanning aan de volgende eisen voldoet :
- De spanning moet een wisselspanning zijn, de eectieve waarde moet 400 V +/- 15% zijn en de piekspanning moet lager zijn dan 700V.
- De frequentie moet tussen de 50 en 60 Hz liggen.
Het is belangrijk om deze voorwaarden voor het gebruik te controleren, omdat veel stroomgeneratoren hogere spanningspieken produceren die het
materiaal kunnen beschadigen.
GEBRUIK VAN VERLENGSNOEREN
Alle gebruikte verlengsnoeren moeten de voor het apparaat geschikte lengte en kabelsectie hebben. Gebruik een verlengsnoer dat voldoet aan de
nationale regelgeving.
Ingangsspanning Lengte - Sectie van het verlengsnoer (Lengte < 45m)
400 V 4 mm²
NL
INSTALLEREN VAN DE SPOEL
a b
- Verwijder de nozzle (a) en de contact-buis van uw MIG/MAG toorts.
85
Page 86

Gebruikershandleiding
a
b
c
a
a
Vertaling van de originele handleiding
INBRENGEN VAN DE LASDRAAD
b
GALAXY 400T DUO / 400T W
- Open het klepje van de generator.
- Plaats de spoel op de houder.
- Houd rekening met de aandrijf-pen (c) van de spoelhouder. Om een spoel van 200 mm te
monteren, moet u de plastiek spoelhouder (a) maximaal aandraaien.
- Stel de rem van de spoel (b) correct af, om te voorkomen dat tijdens de lasstop de draad
in de war raakt. Draai over het algemeen niet te strak aan. Dit kan de motor oververhitten.
De rollers verwisselt u als volgt :
- Draai de draaiknop (a) maximaal los en laat deze neerkomen.
- Ontgrendel de rollers door de bevestigingsschroeven (b) los te draaien.
- Plaats de aanvoerrollen die geschikt zijn voor de door u uit te voeren werkzaamheden en
schroef de schroeven weer vast.
De bijgeleverde aanvoerrollen hebben een dubbele groef :
- staal Ø 1.0/1.2
- Controleer het opschrift op de rol, om er zeker van te zijn dat deze geschikt is voor de diameter en
het materiaal van het door u gebruikte draad (voor een draad van Ø 1.0 gebruikt u de groef Ø 1.0).
- Gebruik rollen met een V-groef voor staaldraad en andere hardere draadsoorten.
- Gebruik rollen met een U-groef voor aluminiumdraad en andere soepele draadsoorten.
: de aanduiding is af te lezen op de rol (bijvoorbeeld : 10 = Ø 1.0)
: de te gebruiken groef
Ga, om het lasdraad te installeren, als volgt te werk :
- Draai het wieltje zo ver mogelijk los en laat het zakken.
- Breng de draad in, sluit vervolgens het draadaanvoersysteem en draai de draaiknop weer
aan.
- Druk op de trekker van de toorts om de motor te activeren, een procedure zal verschijnen op
het scherm.
Opmerkingen :
Opmerkingen :•Een te krappe mantel kan problemen bij de draadaanvoer geven en de motor oververhitten.
• De aansluiting van de toorts moet eveneens goed aangedraaid worden, dit om oververhitting te voorkomen.
• Controleer of het draad en de spoel niet in contact zijn met de mechaniek van het apparaat, dit kan kortsluiting veroorzaken.
RISICO OP BLESSURES ALS GEVOLG VAN BEWEGENDE ONDERDELEN
De draadaanvoersystemen zijn voorzien van bewegende delen die handen, haar, kleding en gereedschap kunnen grijpen en die
ernstige verwondingen kunnen veroorzaken !
• Raak met uw hand(en) geen bewegende, draaiende of aandrijvende onderdelen aan.
• Let goed op dat de afdekkingen van de behuizing van het apparaat correct gesloten blijven wanneer het apparaat in werking is !
• Draag geen handschoenen tijdens het afwikkelen van de lasdraad en het verwisselen van de spoelen.
HET IN WERKING STELLEN VAN DE CIRCULATIEPOMP VAN DE KOELVLOEISTOF (400T W)
Tijdens de eerste ingebruikneming van het apparaat, of nadat u het koelvloeistof-reservoir volledig heeft geleegd is het nodig om de volgende
procedure toe te passen om de vloeistof naar de circulatie-pomp te voeren :
- Vul het reservoir voor koelvloeistof tot het maximale niveau. Het reservoir heeft een capaciteit van 5,5 liter.
- Koppel de slang (II-21) aan op de uitgang van de koelvloeistof (l-14) en plaats het andere uiteinde in een leeg reservoir (het beste is een es).
- Zet de generator aan.
- In het menu « Systeem/Koelgroep » drukt u op de drukknop n°2 ( ) om de opstartprocedure op te starten.
- Wanneer de pomp is opgestart (reservoir zal zich vullen met koelvloeistof) stopt u de koelgroep door op één van de knoppen van de HMI te drukken.
- Koppel de slang af, en hervul het koelsysteem met de vloeistof : de pomp is opgestart.
86
Page 87

Gebruikershandleiding
Vertaling van de originele handleiding
GALAXY 400T DUO / 400T W
VLOEISTOF GEKOELD (400T W)
VULLEN
Het reservoir van de koelgroep moet altijd gevuld zijn tot het aanbevolen niveau MAX, aangegeven aan de voorzijde van de koelgroep,
MAX
en mag nooit onder het MIN niveau komen. Dit zal een waarschuwingsmelding geven.
Gebruik altijd een koelvloeistof die speciaal geschikt is voor lasapparatuur met een gering elektrisch geleidend vermogen, die corrosie-werend is en anti-vries. 052246).
Het gebruik van andere koelvloeistoen, met name standaard auto-koelvloeistof kan, door een elektrolytische reactie, leiden tot een
ophoping van vaste afzettingen in het circuit van het koelsysteem. Hierdoor kan de kwaliteit van de koeling verslechteren en kan het
circuit verstopt raken.
Het aanbevolen MAX niveau is essentieel voor het optimaliseren van de inschakelduur van toortsen die gekoeld worden met koelvloeistof.
MIN
Iedere degradatie van het apparaat, veroorzaakt door het gebruik van een andere koelvloeistof dan het aanbevolen type, zal niet onder
de garantievoorwaarden vallen.
GEBRUIK
GEBRUIK NOOIT de generator ZONDER KOELVLOEISTOF wanneer de pomp in werking is.
1.
Respecteer altijd het minimum niveau. Als deze indicaties niet worden gerespecteerd kan de pomp van het koelsysteem permanent
beschadigd worden.
De gebruiker moet zich ervan verzekeren dat de koelgroep uitgeschakeld is alvorens de slangen van de in- en uitgang van de toorts af te
2.
koppelen. Koelvloeistof is schadelijk en irriteert de ogen, de slijmvliezen en de huid. Deze hete vloeistof kan brandwonden veroorzaken.
Waarschuwing : de hete vloeistof kan brandwonden veroorzaken. Tap de koelgroep nooit direct na gebruik af. De vloeistof in de koelgroep
3.
is kokend heet. Wacht tot de vloeistof is afgekoeld alvorens deze af te tappen.
In de «AUTO» module zal de pomp functioneren zodra u met lassen begint. Wanneer het lassen wordt beëindigd zal de pomp nog 10
4.
minuten lang blijven functioneren. Tijdens deze 10 minuten zal de vloeistof de lastoorts afkoelen en de temperatuur tot aanvaardbare waarden laten dalen. Laat na het lassen het toestel enkele minuten aanstaan om het af te laten afkoelen.
In de procedure MIG-MAG wordt het koelsysteem standaard opgestart (AUTO). Om een MIG-MAG toorts te gebruiken met luchtgekoeld koelsysteem
moet het koelsysteem gedeactiveerd worden (OFF). Volg hierbij de handleiding van de bediening.
SEMI-AUTOMATISCH LASSEN IN STAAL/INOX (MAG MODULE)
Met dit apparaat kunt u lassen met staaldraad en roestvrijstaaldraad met een Ø 0.6 tot 1,2 mm (I-A). Het apparaat wordt standaard geleverd met
rollers voor een Ø 1.0/1.2 voor staal en roestvrijstaal. De contactbuis, de groef van de aandrijfrol en de mantel van de toorts zijn voor deze afmetin-
gen bestemd.
Voor het lassen van staal dient u een speciaal lasgas (Ar+CO2) te gebruiken. De CO2 verhouding kan variëren, afhankelijk van het gebruikte type
gas. Voor het lassen van inox moet een mengsel met 2% CO2 gebruikt worden. Wanneer gelast wordt met puur CO2 is het noodzakelijk om een
gasvoorverwarmer aan te sluiten op de gases. Voor specieke eisen wat betreft gas kunt u contact opnemen met uw gasleverancier. De gastoevoer voor staal ligt tussen de 8 en 15 liter per minuut, afhankelijk van de omgeving. Druk langere tijd op de drukknop n°1 en volg de procedure op
het scherm om de gastoevoer op de manometer te kunnen controleren zonder het draad aan te voeren. Deze controle moet regelmatig worden
uitgevoerd, om optimale lasresultaten te garanderen. Raadpleeg de HMI-handleiding
SEMI-AUTOMATISCH LASSEN VAN ALUMINIUM (MIG MODULE)
Met dit apparaat kunt u lassen met aluminiumdraad met een Ø van 0.8 tot 1.2 mm (I-B).
Voor aluminium dient u een speciek zuiver Argon (Ar) gas te gebruiken. Om het juiste gas te kiezen, kunt u advies vragen aan uw gasleverancier.
De gastoevoer voor aluminium ligt tussen 15 en 20 L/m afhankelijk van de omgeving en de ervaring van de lasser.
Hier volgen de verschillen tussen het gebruik voor staal en aluminium:
- Gebruik de specieke rollen voor het lassen van aluminium.
- Zet minimale druk op de rollen van de draadaanvoer zodat de draad niet geplet wordt.
- Gebruik de capillaire buis (bestemd om het draad van de rollen van het draadaanvoersysteem naar de EURO-aansluiting te geleiden) uitsluitend
voor het lassen van staal/inox (I-B).
- Gebruik een speciale aluminium-toorts. Deze toorts voor aluminium heeft een teon mantel, om de wrijving te verminderen. NIET de mantel bij de
aansluiting afknippen! Deze mantel wordt gebruikt om de draad vanaf de rollen te geleiden.
- Contact buis : gebruik een SPECIALE aluminium contactbuis die geschikt is voor de diameter van het draad.
NL
Tijdens het gebruik van de rode of blauwe mantel (lassen van aluminium) wordt aanbevolen om het accessoire
079601 (I-C) te gebruiken. Deze inox geleidingshuls zorgt voor een betere centrering van de mantel en verbetert de
aanvoer van de draad.
Video
SEMI-AUTOMATISCH LASSEN CUSI EN CUAL (HARDSOLDEREN)
Dit materiaal is geschikt voor het lassen van CuSi en CuAl draad met een Ø van 0,8 tot 1,0 mm.
Net zoals bij staaldraad moet er een capillaire buis geplaatst worden, en moet men een toorts met een staal-mantel gebruiken. Bij hardsolderen moet
een puur Argon (Ar) gas gebruikt worden.
87
Page 88

Gebruikershandleiding
Vertaling van de originele handleiding
GALAXY 400T DUO / 400T W
SEMI-AUTOMATISCH LASSEN GEVULD DRAAD
Dit materiaal is geschikt voor het lassen van gevuld draad met een Ø van 0.9 tot 1.6 mm. De oorspronkelijk meegeleverde rollen mogen alleen
worden vervangen door rollen die geschikt zijn voor het lassen met gevuld draad (optioneel). Lassen met gevuld draad en een standaard nozzle
kan oververhitting en beschadiging van de toorts veroorzaken. Verwijder de originele nozzle van uw MIG-MAG toorts.
KEUZE POLARITEIT
Polariteit + Polariteit -
Het MIG/MAG lassen met beschermgas
vereist over het algemeen een positieve
polariteit.
U moet altijd de aanbevelingen van de fabrikant van het draad opvolgen betreende uw keuze voor de polariteit.
Het MIG/MAG lassen zonder beschermgas (No Gas) vereist over het algemeen
een negatieve polariteit.
AANSLUITING GAS
- Installeer een geschikte drukregelaar op de gases. Sluit deze aan op het lasapparaat met de bijgeleverde slang. Bevestig de 2 klemmen om
eventuele lekkages te voorkomen.
- Verzekert u zich ervan dat de gases goed is bevestigd, en volg nauwkeurig de aanwijzingen op voor het vastmaken van de ketting op de generator.
- Regel de gastoevoer door aan het wieltje op de drukregelaar te draaien.
NB : om de gastoevoer eenvoudiger te kunnen regelen, kunt u op de trekker van de toorts drukken om de rollen aan te drijven (wieltje van de draadaanvoer iets losser draaien om zo te voorkomen dat het draad wordt meegetrokken). Maximale gasdruk 0.5 Mpa (5 bars).
Deze procedure is niet van toepassing op het lassen in de « No Gaz » module.
AANBEVOLEN COMBINATIES
Stroom (A) Ø draad (mm) Ø Nozzle (mm) Min. toevoer (in L)
MIG
MAG
(mm)
0.8-2 20-100 0.8 12 10-12
2-4 100-200 1.0 12-15 12-15
4-8 200-300 1.0/1.2 15-16 15-18
8-15 300-500 1.2/1.6 16 18-25
0.6-1.5 15-80 0.6 12 8-10
1.5-3 80-150 0.8 12-15 10-12
3-8 150-300 1.0/1.2 15-16 12-15
8-20 300-500 1.2/1.6 16 15-18
LASMODULE MIG/MAG (GMAW/FCAW)
Lasprocedures
Instellingen Instellingen
HANDMATIG
Koppel
materiaal/gas
Draad diameter Ø 0.8 > Ø 1.6 mm - Keuze draaddiameter
ModulArc OFF - ON - - Activeert of niet de modulatie van de lasstroom (Dubbele Puls)
Gebruik van de
trekker
Punt module Spot, Spot Delay Keuze module punten
1ste Instelling
88
- Fe Ar 25% CO
- ...
2T, 4T Keuze gebruik van de trekker.
Dikte
Stroom
Snelheid
2
-
-
PULS
STANDAARD
Keuze van het te lassen materiaal.
Synergetische lasinstellingen
Keuze van de weer te geven hoofdinstelling (Dikte van het te
lassen plaatwerk, gemiddelde lasstroom of draadsnelheid).
Page 89

Gebruikershandleiding
De toegang tot sommige las-instellingen hangt af van de gekozen schermweergave : Instellingen/Weergave : Easy of Expert. Raadpleeg de
HMI-handleiding.
LASPROCEDURES
Voor meer informatie betreende de GYS synergieën en de lasprocedures kunt u de QR-code scannen :
PUNT MODULE
• Spot
Met deze lasmodule kunnen de te lassen onderdelen voor het lassen geassembleerd worden. Het punten kan handmatig, per trekker, of getem-
poriseerd gebeuren, in een van te voren gedenieerd ritme. Deze «punt-duur» zorgt voor een betere reproduceerbaarheid, en het realiseren van
niet-geoxideerde punten.
• Spot Delay
Deze punt-module lijkt op de SPOT, maar wisselt punten af met vooraf gedenieerde pauzes zolang de trekker ingedrukt wordt gehouden. Dankzij
deze functie kunnen zeer dunne staal- of aluminiumplaten gelast worden. Het risico van het doorboren en vervormen van de platen (vooral van de
aluminium platen) wordt zo sterk beperkt.
DEFINITIE INSTELLINGEN
Vertaling van de originele handleiding
GALAXY 400T DUO / 400T W
Eenheid
Burnback -
Koude stroom % Tweede lasstroom, genaamd «koude » stroom
Crater Filler %/s
Reactietijd s
Pulsfrequentie Hz Puls-frequentie
Dikte mm
Downslope s Dalende stroom
Hot Start %/s
Stroomsterkte A De lasstroom wordt geregeld op basis van het type draad dat wordt gebruikt en het te lassen materiaal.
I Start - Regelen van de stroom tijdens de ontsteking.
Booglengte -
Pre-gas s Duur van het zuiveren van de toorts en het creëren van een beschermgas voorafgaand aan de ontsteking.
Punt s Bepaalde duur.
Post gas s
Duty cycle % In puls : controleert de duur van warme stroom in verhouding tot de duur van de koude stroom
Smoorklep - Vlakt min of meer de lasstroom af. Instelling afhankelijk van de laspositie.
Spot s Bepaalde duur.
Spanning V Invloed op de breedte van de lasnaad.
UpSlope s Progressieve stijging van de stroom.
Creep speed -
Draadsnelheid m/min Hoeveelheid toegevoegd metaal en indirect de lasintensiteit en de inbranding.
Functie die het risico op het plakken van de draad aan het eind van de lasnaad voorkomt. De duur komt overeen met het terugtrekken van de draad uit het smeltbad.
Dit stroomniveau bij het uitdoven is de fase die volgt op het verlagen van de stroom.
Deze stroom wordt ingesteld in intensiteit (% van de lasstroom) en in tijd (seconden).
De duur tussen het einde van een punt (buiten Post gas) en het hervatten van een nieuw punt (inclusief PreGas).
Dankzij de synergie is een volledig automatische instelling mogelijk. De ingegeven dikte bepaalt automatisch
de spanning en de aangepaste draadsnelheid.
De Hot Start geeft een zeer hoge stroom-intensiteit tijdens de ontsteking, die voorkomt dat de draad aan het
werkstuk blijft plakken. Deze stroom wordt ingesteld in intensiteit (% van de lasstroom) en in tijd (seconden).
Voor het aanpassen van de afstand tussen het uiteinde van de draad en het smeltbad (afstellen van de spanning).
Tijdsduur van het in stand houden van de gasbescherming, na het uitschakelen van de lasboog. Beschermt
het werkstuk en de elektrode tegen oxidatie.
Progressieve draadsnelheid. Voor de ontsteking komt de draad langzaam uit de toorts om zo zonder schokken
het eerste contact te creëren.
NL
De toegang tot sommige instellingen hangt af van de lasprocedure (Handmatig, Synergetisch) en van de gekozen schermweergave (Easy of Ex-
pert). Raadpleeg de HMI-handleiding.
CONTROLE GASTOEVOER
Druk langere tijd op de drukknop n°1 en volg de procedure op het scherm om de gastoevoer op de manometer te kunnen controleren zonder het
draad aan te voeren. Deze controle moet regelmatig worden uitgevoerd, om optimale lasresultaten te garanderen. Raadpleeg de HMI-handleiding
89
Page 90

Gebruikershandleiding
Vertaling van de originele handleiding
GALAXY 400T DUO / 400T W
TIG (GTAW) LASMODULE
AANSLUITING EN ADVIEZEN
• Bij TIG DC lassen moet altijd een beschermgas (Argon) worden gebruikt.
• Sluit de massaklem aan op de positieve (+) aansluiting. Koppel de TIG toorts (art. code 046108) aan op de EURO connector van de generator en
de omkeer-kabel op de negatieve (-) aansluiting.
• Verzekert u zich ervan dat de toorts correct is uitgerust, en dat de slijtonderdelen (spantang, spantanghouder, verspreider en nozzle) niet versleten zijn.
• De keuze van de elektrode is afhankelijk van de stroom van de TIG DC lasprocedure.
SLIJPEN VAN DE ELEKTRODE
Voor het optimaal functioneren wordt aangeraden de te gebruiken elektroden als volgt te slijpen :
d
L = 3 x d voor een zwakke stroom.
L = d voor sterke stroom
L
AANBEVOLEN COMBINATIES
(mm)
0.3 - 3 3 - 75 1 6.5 6 - 7
2,4 - 6 60 - 150 1.6 8 6 - 7
4 - 8 100 - 200 2 9.5 7 - 8
6.8 - 8.8 170 - 250 2.4 11 8 - 9
9 - 12 225 - 300 3.2 12.5 9 - 10
INSTELLINGEN VAN DE PROCEDURE
Instellingen Instellingen
Lasprocedure
Module trekker 2T, 4T, Ventiel Keuze gebruik van de trekker.
De toegang tot sommige las-instellingen hangt af van de gekozen schermweergave : Instellingen/Weergave : Easy of Expert. Raadpleeg de
HMI-handleiding
Stroom (A) Ø Elektrode (mm) Ø Nozzle (mm) Gastoevoer Argon (L/min)
Standaard Vlakke stroom
Puls Puls stroom
Spot Vlak punten
Spot-Puls Gepulseerd punten
INSTELLINGEN
• Standaard
De TIG DC Standaard lasprocedure geeft een hoge laskwaliteit op de meeste ijzerhoudende materialen, zoals staal, rvs, maar ook koper en koperle-
geringen, titaan....... De vele mogelijkheden om stroom en gas te regelen bieden u een perfecte beheersing van uw lasprocedure, vanaf de ontsteking
tot de uiteindelijke afkoeling van de.lasnaad.
• Puls
Deze lasmodule met puls-stroom wisselt sterkere lasstroom (l, laspuls) af met zwakkere stroom (l_Koude puls om het werkstuk af te koelen). De
pulsmodule wordt gebruikt om de te lassen onderdelen samen te voegen, met een beperkte stijging van de temperatuur zodat er weinig vervorming
optreedt. Ook ideaal voor het in positie lassen.
Voorbeeld:
De lasstroom I is afgesteld op 100A en % (I_Koud) = 50%, dus een koude stroom = 50% x 100A = 50A.
F(Hz) is afgesteld op 10Hz, de duur van het signaal is 1/10Hz = 100ms -> iedere 100ms zullen een puls van 100A en een puls van 50A elkaar afwisselen.
• Spot
Met deze lasmodule kunnen de te lassen onderdelen voor het lassen geassembleerd worden. Het punten kan handmatig, per trekker, of getem-
poriseerd gebeuren, in een van te voren gedenieerd ritme. Deze «punt-duur» zorgt voor een betere reproduceerbaarheid, en het realiseren van
niet-geoxideerde punten.
• Spot-Puls
Deze lasmodule voor jn plaatswerk is geschikt voor het voor-assembleren van onderdelen, voordat u met het eigenlijke lassen begint. Het punten kan
handmatig, per trekker, of getemporiseerd gebeuren, in een van te voren gedenieerd ritme. Deze «punt-duur» zorgt voor een betere reproduceer-
baarheid, en het realiseren van niet-geoxideerde punten.
90
Page 91

Gebruikershandleiding
t
t
T2
T1
Hoofdknop
t t
t
t
T2
T1
Hoofdknop
T3
T1
Hoofdknop
T2
T4
Vertaling van de originele handleiding
KEUZE VAN DE DIAMETER VAN DE ELEKTRODE
GALAXY 400T DUO / 400T W
Ø Elektrode (mm)
1 10 > 75 10 > 75
1.6 60 > 150 60 > 150
2 75 > 180 100 > 200
2.5 130 > 230 170 > 250
3.2 160 > 310 225 > 330
GEBRUIK VAN DE TREKKER
• 2T
• 4T
TIG DC
Zuivere Wolfraam Wolfraam met oxiden
Ongeveer = 80 A per mm Ø
T1 - De hoofd-knop is ingedrukt, de lascyclus start (Pregas, l_Start,
UpSlope en lassen).
T2 - De hoofd-knop wordt losgelaten, de lascyclus wordt gestopt
(DownSlope, l_Stop, Postgas).
Op de toorts met 2 knoppen, en alleen in 2T, wordt de secundaire
knop gebruikt als hoofd-knop.
T1 - De hoofd-knop is ingedrukt, de cyclus start vanuit Pre-gas en
stopt in de fase l_Start.
T2 - De hoofd-knop wordt losgelaten, de cyclus gaat over in
UpSlope en in lassen.
T3 - De hoofd-knop is ingedrukt, de cyclus gaat over in Downslope
en stopt in de fase l_Stop.
T4 - De hoofd-knop wordt losgelaten, de cyclus eindigt met Postgas.
NB : voor toortsen, dubbele knoppen en dubbele knop + draaiknop
=> knop « hoog/lasstroom » en draaiknop actief, knop « laag » niet
actief.
NL
Voor de toortsen met dubbele knoppen of dubbele trekkers houdt de « bovenste » trekker dezelfde functie als de eenvoudige toorts met maar één
enkele trekker of lamel. De « onderste » trekker is niet actief.
DEFINITIE INSTELLINGEN
Eenheid
Onderbreken van de
stroom
% Dit stroomniveau bij het uitdoven is de fase die volgt op het verlagen van de stroom.
Startstroom % Dit stroomniveau bij het opstarten is de fase voordat het stroomniveau verhoogd wordt.
Lasstroom A Lasstroom.
Koude stroom % Tweede lasstroom, genaamd «koude » stroom
Duur van de puls s Fase pulsen : handmatig of een vooraf bepaalde tijdsduur
Duur spot s Handmatig of een vooraf bepaalde tijdsduur.
Downslope s
Frequentie
van de puls
Voorkomt kratervorming aan het einde van het lassen, en vermindert het risico op scheurtjes, in het bijzonder
op lichtere legeringen.
Puls frequentie (geadviseerde instelling) :
• In geval van lassen met handmatig toevoegen van metaal zal F (Hz) worden gesynchroniseerd met de
Hz
handeling van het toevoegen van metaal,
• Bij dunner plaatwerk zonder toevoegen van materiaal (< 0.8 mm), F(Hz) >10Hz
• In positie lassen : F(Hz) < 100Hz
Stijgende stroom s Zorgt voor een progressieve verhoging van de lasstroom.
Post gas s
Pre-gas s Duur van het zuiveren van de toorts en het creëren van een beschermgas voorafgaand aan de ontsteking.
Tijdsduur van het in stand houden van de gasbescherming, na het uitschakelen van de lasboog. Beschermt
het werkstuk en de elektrode tegen oxidatie tijdens het afkoelen.
Tijdsduur onderbreking s Stroomniveau bij het uitdoven is een fase die volgt op het verlagen van de stroom.
Tijdsduur opstarten s Duur van het opstart-stroomniveau, voordat het stroomniveau wordt verhoogd.
Koude stroom % Schakelen duur warme puls-stroom (l)
91
Page 92

Gebruikershandleiding
De toegang tot sommige las-instellingen hangt af van de gekozen schermweergave : Instellingen/Weergave : Easy of Expert. Raadpleeg de
HMI-handleiding
HANDMATIG ZUIVEREN GAS
De aanwezigheid van zuurstof in de toorts kan leiden tot een verslechtering van de mechanische eigenschappen en kan tot gevolg hebben dat het
werkstuk minder resistent zal zijn voor corrosie. Druk, om het gas van de toorts te zuiveren, lang op drukknop n° 1 en volg de procedure op het
scherm. Raadpleeg de HMI-handleiding
Vertaling van de originele handleiding
GALAXY 400T DUO / 400T W
MMA (SMAW) LASMODULE
AANSLUITING EN ADVIEZEN
• Sluit de kabels, de elektrode-houder en de massa-klem aan aan de daarvoor bestemde aansluitingen.
• Respecteer de polariteiten en las-intensiteiten, zoals aangegeven op de verpakkingen van de elektroden.
• Verwijder de beklede elektrode uit de elektrode-houder wanneer het apparaat niet gebruikt wordt.
• Het materiaal is uitgerust met 3 specieke Inverter-functies :
- De Hot Start functie geeft een extra hoge stroom-intensiteit bij aanvang van het lassen.
- De Arc Force functie levert een extra hoge stroom-intensiteit, die voorkomt dat de elektrode plakt wanneer deze in aanraking komt met het
smeltbad.
- De Anti-Sticking functie vereenvoudigt het losmaken van de elektrode wanneer deze vastplakt.
INSTELLINGEN VAN DE PROCEDURE
Lasprocedures
Instellingen Instellingen Standaard Puls
Type elektrode
Anti-Sticking ON / OFF
Rutiel
Basisch
De specieke instellingen worden bepaald door het type elektrode dat
wordt gebruikt.
De anti-sticking wordt aanbevolen voor het veilig verwijderen van de
elektrode indien deze plakt aan het te lassen werkstuk (de stroom wordt
hierbij automatisch onderbroken).
De toegang tot sommige las-instellingen hangt af van de gekozen schermweergave : Instellingen/Weergave : Easy of Expert. Raadpleeg de
HMI-handleiding
LASPROCEDURES
• Standaard
Deze MMA Standaard lasmodule is geschikt voor de meeste toepassingen. Geschikt voor het lassen met alle soorten beklede elektroden, rutiel,
basisch en op alle soorten materiaal : staal, roestvrijstaal, en gietijzer.
• Puls
Deze MMA Puls lasmodule is geschikt voor toepassingen waar verticaal opgaand (PF) gelast moet worden. Met de puls-module is het mogelijk om
een koud smeltbad te behouden dat toch een goede materiaaloverdracht geeft. Zonder puls vereist het verticaal opgaand lassen een «dennenboom»
beweging, dit is een nogal moeilijke driehoeksbeweging. Dankzij de MMA Puls is het niet meer nodig deze beweging uit te voeren. Afhankelijk van de
dikte van het te lassen voorwerp kan één rechte omhooggaande beweging voldoende zijn. Als u toch uw smeltbad wilt vergroten is een eenvoudige
laterale beweging voldoende. In dit geval kunt u de frequentie van uw puls-stroom op uw scherm regelen. Deze procedure geeft de lasser een betere
beheersing tijdens het verticaal lassen.
KEUZE VAN DE BEKLEDE ELEKTRODES
• Rutiele elektrode : zeer eenvoudig te gebruiken in alle posities.
• Basische elektrode : voor een gebruik in alle posities, en geschikt voor het realiseren van veiligheidswerkzaamheden dankzij de versterkte mechanische eigenschappen.
DEFINITIE INSTELLINGEN
Eenheid
Arc Force De Arc Force levert een overstroom, om te vermijden dat de elektrode aan het smeltbad vastplakt.
Lasstroom A
Duur Hot Start s
Frequentie van
de puls
Percentage Hot Start %
Percentage l koud %
Koude stroom s
Hz PULS frequentie van de PULS module.
De instelling van de lasstroom is afhankelijk van het gekozen type elektrode (zie de verpakking van de
elektroden).
De Hot Start geeft een zeer hoge stroom-intensiteit tijdens de ontsteking, die voorkomt dat de elektrode
aan het werkstuk blijft plakken. Deze stroom wordt ingesteld in intensiteit (% van de lasstroom) en in tijd
(seconden).
De Hot Start geeft een zeer hoge stroom-intensiteit tijdens de ontsteking, die voorkomt dat de elektrode
aan het werkstuk blijft plakken. Deze stroom wordt ingesteld in intensiteit (% van de lasstroom) en in tijd
(seconden).
De toegang tot sommige las-instellingen hangt af van de gekozen schermweergave : Instellingen/Weergave : Easy of Expert. Raadpleeg de
HMI-handleiding
92
Page 93

Gebruikershandleiding
INSTELLEN VAN DE LAS-INTENSITEIT
De volgende instellingen komen overeen met het intensiteitsbereik dat gebruikt kan worden, afhankelijk van het type en de diameter van de elektrode.
Deze zijn betrekkelijk ruim, daar ze afhangen van de lastoepassing en de laspositie.
Ø van de elektrode (mm) Rutiel E6013 (A) Basisch E7018 (A)
1.6 30-60 30-55
2.0 50-70 50-80
2.5 60-100 80-110
3.15 80-150 90-140
4.0 100-200 125-210
5 150-290 200-260
6.3 200-385 220-340
INSTELLEN ARC FORCE
Het wordt aangeraden om de Arc Force in het middenvlak (0) te plaatsen bij het opstarten van het lassen, en deze eventueel aan te passen naar
gelang de resultaten en de lasvoorkeur. Let op : het instellingsbereik van de arcforce is afhankelijk van het gekozen type elektrode.
Vertaling van de originele handleiding
GALAXY 400T DUO / 400T W
ROLLERS (B) OPTIONEEL
Diameter
Ø 0.6/0.8 042353 - ø 0.9/1.2 042407
Ø 0.8/1.0 042360 042377
ø 1.0/1.2 046849 040915
Art. code (x2)
Staal Aluminium Gevuld draad
Diameter
Art. code (x2)
DRAADAANVOERSYSTEEM WF 36 OPTIONEEL
De 400T DUO kan worden uitgerust met een gescheiden draadaanvoersysteem WF 36 (optioneel, art.
code 082502), om zo snel 2 verschillende draadtypes te kunnen gebruiken, zonder dat u de toorts of de
spoelen hoeft te verwisselen. De verbinding tussen deze twee elementen moet worden gerealiseerd met
een daarvoor geschikte kabel :
Type koeling van de toorts Lengte Sectie Art. code
5 m 70 mm² 075443
70 mm² 075450
95 mm² 077553
70 mm² 075481
95 mm² 075504
Lucht
Vloeistof
10 m
15 m 95 mm² 082083
20 m 95 mm² 082090
1.8 m 70 mm² 075467
5 m 70 mm² 075474
10 m
15 m 95 mm² 079816
20 m 95 mm² 082106
NL
Voor optimaal lassen in de
pulsmodus wordt aanbe-
volen om de bundellengte
van 10 m niet te overschri-
jden.
Voor het aansluiten van de kabel tussen de generator en het draadaanvoersysteem kunt u de handleiding
van het gescheiden draadaanvoersysteem raadplegen.
Het is niet mogelijk om 2 MIG/MAG toortsen tegelijk te gebruiken. Wanneer één aanvoersysteem actief is, id de andere niet
actief.
93
Page 94

Gebruikershandleiding
Vertaling van de originele handleiding
GALAXY 400T DUO / 400T W
HMI - aanvoersysteem actief HMI - aanvoersysteem niet actief
AFWIJKINGEN, OORZAKEN, OPLOSSINGEN
SYMPTOMEN MOGELIJKE OORZAKEN OPLOSSINGEN
Spatten verstoppen de opening
De draad wordt niet goed door de rollen mee-
De draadaanvoer is niet constant.
De motor van het draadaanvoersysteem werkt
niet.
Slechte draadaanvoer.
Slechte of geen lasstroom.
De draad loopt vast na de rollers.
De lasrups is poreus.
Zeer grote vonkdelen.
genomen.
Eén van de rollen draait niet goed.
De kabel van de toorts zit gedraaid.
De rem van de spoel of van de rollen zit te
strak.
De mantel die de draad geleidt is vuil of
beschadigd.
De pin van de as van de rollen mist Breng de pin weer in de houder
De rem van de draadspoel is te strak afges-
teld.
Stopcontact en/of stekker zijn niet correct
aangesloten.
Slechte aarding.
Geen vermogen. Controleer de trekker van de toorts.
De mantel die de draad geleidt is geplet. Controleer de mantel en de toorts.
De draad blokkeert in de toorts. Vervangen of schoonmaken.
Geen capillaire buis.
De snelheid van de draadaanvoer is te hoog. Verlaag de aanvoersnelheid van de draad.
De gastoevoer is te laag.
De gases is leeg. Vervang de gases.
De kwaliteit van het gas is onvoldoende. Vervang het gas door een ander gas.
Tochtstroom of invloed van de wind. Voorkom tocht, scherm het lasgebied goed af.
Gas-nozzle is vies. Maak de nozzle schoon of vervang deze.
Slechte draadkwaliteit.
Het las-oppervlak is van slechte kwaliteit
(roest enz.)
Het gas is niet aangesloten.
Boogspanning is te laag of te hoog. Lasinstellingen controleren.
Slechte aarding.
Beschermgas is onvoldoende. Gastoevoer aanpassen.
Voor het overgaan van het ene aanvoersysteem
naar het andere kunt u drukken op de trekker van
de niet-actieve toorts, of op het draaiwieltje van het
niet-actieve scherm.
Maak de contact-tip schoon of vervang deze,
breng anti-hechtmiddel aan.
Breng een anti-hechtmiddel aan.
Controleer de instelling van de schroef van de
roller.
De kabel van de toorts moet zo recht mogelijk
lopen.
Stel de rem en de rollen losser af.
Reinigen of vervangen.
Stel de rem losser af.
Controleer de aansluiting en kijk of deze correct op het stroomnet is aangesloten.
Controleer de massa kabel (de aansluiting en
de staat van de klem).
Controleer de aanwezigheid van de capillaire
buis.
Regelbereik tussen 15 en 20 L/min.
Reinigen van het basismetaal.
Gebruik een lasdraad dat geschikt is voor
MIG-MAG lassen.
Maak voor het lassen het werkstuk schoon.
Controleer of het gas aangesloten is aan de
ingang van de generator.
Controleer en plaats de massaklem zo dicht
mogelijk bij de laszone.
94
Page 95

Gebruikershandleiding
Vertaling van de originele handleiding
GALAXY 400T DUO / 400T W
Geen gas aan de uitgang van de toorts. Slechte gasaansluiting.
Fout tijdens het downloaden
Probleem met de back-up
Automatisch verwijderen van JOBS.
Probleem met de USB-stick
Probleem bestand
Probleem update
De data op de USB-stick is onleesbaar of
beschadigd.
U heeft het maximum aantal back-ups overschreden.
Enkele jobs zijn verwijderd, daar deze niet
compatibel waren met de nieuwe synergieën.
Geen enkele JOB gedetecteerd op de USBstick
Geen geheugenplaats meer beschikbaar Maak ruimte vrij op de USB-stick
Het File «...» komt niet overeen met de ge-
downloade synergieën
De USB-stick wordt niet herkend. Stap n° 4
van de update-procedure wordt niet weergegeven op het scherm.
Controleer de aansluiting van het gas
Controleer of de elektro-klep correct werkt
Controleer uw gegevens.
U moet opgeslagen programma’s verwijderen.
Het aantal back-ups is gelimiteerd tot 200.
-
-
Het bestand is gecreëerd met synergieën die
niet aanwezig zijn op het apparaat.
1- Breng de USB-stick in.
2 - Zet de generator aan.
3- Druk langer op het wieltje van de HMI, om
de update te forceren.
GARANTIEVOORWAARDEN
De garantie dekt alle gebreken of fabricage-fouten gedurende 2 jaar, vanaf de aankoopdatum (onderdelen en arbeidsloon).
De garantie dekt niet :
• Alle andere schade als gevolg van vervoer.
• De gebruikelijke slijtage van onderdelen (Bijvoorbeeld : kabels, klemmen, enz.).
• Incidenten als gevolg van verkeerd gebruik (verkeerde elektrische voeding, vallen, ontmanteling).
• Gebreken als gevolg van invloeden van de gebruiksomgeving (vervuiling, roest, stof).
In geval van defecten kunt u het apparaat terugsturen naar de distributeur, vergezeld van :
- een gedateerd aankoopbewijs (factuur, kassabon....)
- een beschrijving van de storing.
NL
95
Page 96

Manuale d’utilizzo
Traduzione delle istruzioni
originali
GALAXY 400T DUO / 400T W
AVVERTENZE - NORME DI SICUREZZA
ISTRUZIONI GENERALI
Queste istruzioni devono essere lette e ben comprese prima dell’uso.
Ogni modica o manutenzione non indicata nel manuale non deve essere eettuata.
Ogni danno corporale o materiale dovuto ad un utilizzo non conforme alle istruzioni presenti su questo manuale non potrà essere considerato a carico
del fabbricante.
In caso di problema o incertezza, consultare una persona qualicata per manipolare correttamente l’installazione.
AMBIENTE
Questo dispositivo deve essere utilizzato solamente per fare delle operazioni di saldatura nei limiti indicati sulla targhetta indicativa e/o sul manuale.
Bisogna rispettare le direttive relative alla sicurezza. In caso di uso inadeguato o pericoloso, il fabbricante non potrà essere ritenuto responsabile.
Il dispositivo dev’essere utilizzato in un locale senza polvere, acido, gas inammabile o altre sostanze corrosive. Lo stesso vale per il suo stoccaggio.
Assicurarsi della circolazione d’aria durante l’uso.
Intervallo di temperatura:
Utilizzo tra -10 e +40°C (+14 e +104°F).
Stoccaggio fra -20 e +55°C (-4 e 131°F).
Umidità dell’aria:
Inferiore o uguale a 50% a 40°C (104°F).
Inferiore o uguale a 90% a 20°C (68°F).
Altitudine:
Fino a 1000 m al di sopra del livello del mare (3280 piedi).
PROTEZIONE INDIVIDUALE E DEI TERZI
La saldatura ad arco può essere pericolosa e causare ferite gravi o mortali.
La saldatura espone gli individui ad una fonte pericolosa di calore , di radiazione luminosa dell’arco, di campi elettromagnetici (attenzione ai portatori
di pacemaker), di rischio di folgorazione, di rumore e di emanazioni gassose.
Proteggere voi e gli altri, rispettate le seguenti istruzioni di sicurezza:
Per proteggervi da ustioni e radiazioni, portare vestiti senza risvolto, isolanti, asciutti, ignifugati e in buono stato, che coprano tutto
il corpo.
Usare guanti che garantiscano l’isolamento elettrico e termico.
Utilizzare una protezione di saldatura e/o un casco per saldatura di livello di protezione suciente (variabile a seconda delle
applicazioni). Proteggere gli occhi durante le operazioni di pulizia. Le lenti a contatto sono particolarmente sconsigliate.
Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di saldatura dai raggi dell’arco, dalle
proiezioni e dalle scorie incandescenti.
Informare le persone della zona di saldatura di non ssare le radiazioni d’arco e neanche i pezzi in fusione e di portare vestiti
adeguati per proteggersi.
Utilizzare un casco contro il rumore se le procedure di saldatura arrivano ad un livello sonoro superiore al limite autorizzato (lo
stesso per tutte le persone in zona saldatura).
Mantenere a distanza dalle parti mobili (ventilatore) le mani, i capelli, i vestiti.
Non togliere mai le protezioni carter dall’unità di refrigerazione quando la fonte di corrente di saldatura è collegata alla presa di
corrente, il fabbricante non potrà essere ritenuto responsabile in caso d’incidente.
I pezzi appena saldati sono caldi e possono causare ustioni durante la manipolazione. Quando s’interviene sulla torcia o sul portaelettrodo, bisogna assicurarsi che questi siano sucientemente freddi e aspettare almeno 10 minuti prima di qualsiasi intervento.
L’unità di rareddamento deve essere accesa prima dell’uso di una torcia a rareddamento liquido per assicurarsi che il liquido non
causi ustioni.
È importate rendere sicura la zona di lavoro prima di abbandonarla per proteggere le persone e gli oggetti.
FUMI DI SALDATURA E GAS
Fumi, gas e polveri emessi dalla saldatura sono pericolosi per la salute. È necessario prevedere una ventilazione suciente
e a volte è necessario un apporto d’aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione
insuciente.
Vericare che l’aspirazione sia ecace controllandola in relazione alle norme di sicurezza.
Attenzione, la saldatura in ambienti di piccola dimensione necessita di una sorveglianza a distanza di sicurezza. Inoltre il taglio di certi materiali
contenenti piombo, cadmio, zinco, mercurio o berillio può essere particolarmente nocivo; pulire e sgrassare le parti prima di tagliarle.
96
Page 97

Manuale d’utilizzo
Le bombole devono essere posizionate in locali aperti ed aerati. Devono essere in posizione verticale su supporto o su un carrello.
La saldatura è proibita se eettuata in prossimità di grasso o vernici.
Traduzione delle istruzioni
originali
GALAXY 400T DUO / 400T W
RISCHIO DI INCENDIO E DI ESPLOSIONE
Proteggere completamente la zona di saldatura, i materiali inammabili devono essere allontanati di almeno 11 metri.
Un’attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura.
Attenzione alle proiezioni di materia calda o di scintille anche attraverso le fessure, queste possono essere causa di incendio o di esplosione.
Allontanare le persone, gli oggetti inammabili e i contenitori sotto pressione ad una distanza di sicurezza suciente.
La saldatura nei container o tubature chiuse è proibita e se essi sono aperti devono prima essere svuotati di ogni materiale inammabile o esplosivo
(olio, carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali inammabili.
BOMBOLE DI GAS
Il gas uscendo dalle bombole potrebbe essere fonte di asssia in caso di concentrazione nello spazio di saldatura (ventilare
correttamente).
Il trasporto deve essere fatto in sicurezza: bombole chiuse e dispositivo spento. Queste devono essere messe verticalmente su
un supporto per limitare il rischio di cadute.
Chiudere la bombola tra un utilizzo ed un altro. Attenzione alle variazioni di temperatura e alle esposizioni al sole.
La bombola non deve essere in contatto con amme, arco elettrico, torce, morsetti di terra o ogni altra fonte di calore o d’incandescenza.
Tenerla lontano dai circuiti elettrici e di saldatura e non saldare mai una bombola sotto pressione.
Attenzione durante l’apertura della valvola di una bombola, bisogna allontanare la testa dai raccordi e assicurarsi che il gas usato sia appropriato al
procedimento di saldatura.
SICUREZZA ELETTRICA
La rete elettrica usata deve imperativamente avere una messa a terra. Usare la grandezza del fusibile consigliata sulla tabella
segnaletica.
Una scarica elettrica potrebbe essere fonte di un grave incidente diretto, indiretto, o anche mortale.
Non toccare mai le parti sotto tensione all’interno o all’esterno della fonte di corrente di saldatura quando quest’ultima è alimentata (Torce,pinze, cavi,
elettrodi) perché sono collegate al circuito di saldatura.
Prima di aprire la fonte di corrente di saldatura, bisogna disconnetterla dalla rete e attendere 2 min. anché l’insieme dei condensatori sia scarico.
Non toccare nello stesso momento la torcia e il morsetto di massa.
Far sostituire i cavi e le torce danneggiati solo da persone abilitate e qualicate. Dimensionare la sezione dei cavi in funzione dell’applicazione.
Utilizzare sempre vestiti asciutti e in buono stato per isolarsi dal circuito di saldatura. Portare scarpe isolanti, indierentemente dall’ambiente di lavoro.
CLASSIFICAZIONE CEM DEL DISPOSITIVO
Questo dispositivo di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita dal
sistema pubblico di alimentazione a basa tensione. Potrebbero esserci dicoltà potenziali per assicurare la compatibilità
elettromagnetica in questi siti, a causa delle perturbazioni condotte o irradiate.
A condizione che l’impedenza di rete di alimentazione del senso comune a bassa tensione nel punto di aggancio comune sia
inferiore a Zmax =0,29 Ohm, questa apparecchiatura è conforme a CEI 61000-3-11 e può essere collegata a reti pubbliche
a bassa potenza. tensione. È responsabilità dell’installatore o dell’utente dell’apparecchiatura garantire, in consultazione con
l’operatore della rete di distribuzione, se necessario, che l’impedenza di rete sia conforme alle restrizioni di impedenza.
Questo materiale è conforme alla CEI 61000-3-12.
IT
EMISSIONI ELETTRO-MAGNETICHE
La corrente elettrica che attraversa un qualsiasi conduttore produce dei campi elettrici e magnetici (EMF) localizzati. La corrente di
saldatura produce un campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura.
I campi elettromagnetici EMF possono disturbare alcuni impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione
per le persone che portano impianti medici. Per esempio, restrizioni di accesso per i passanti o una valutazione del rischio individuale per i saldatori.
Tutti i saldatori dovrebbero seguire le istruzioni sottostanti per ridurre al minimo l’esposizione ai campi elettromagnetici del circuito di saldatura:
- posizionare i cavi di saldatura insieme - ssarli con un morsetto, se possibile;
• posizionarsi (busto e testa) il più lontano possibile del circuito di saldatura;
• non arrotolare mai i cavi di saldatura attorno al corpo;
97
Page 98

Manuale d’utilizzo
• non posizionare dei corsi tra i cavi di saldatura; Tenere i due cavi di saldatura sullo stesso lato del corpo:
• collegare il cavo di ritorno all’applicazione più vicina alla zona da saldare;
• non lavorare a lato della fonte di corrente di saldatura, non sedersi o appoggiarsi su di esso;
• non saldare durante il trasporto della fonte di corrente di saldatura o del trainalo.
I portatori di pacemaker devono consultare un medico prima di usare questo dispositivo di saldatura.
L’esposizione ai campi elettromagnetici durante la saldatura potrebbe avere altri eetti sulla salute che non sono ancora
conosciuti.
Traduzione delle istruzioni
originali
GALAXY 400T DUO / 400T W
RACCOMMANDAZIONI PER VALUTARE LA ZONA E L’INSTALLAZIONE DI SALDATURA
Generalità
L’utente è responsabile dell’installazione e dell’uso del dispositivo di saldatura ad arco secondo le istruzioni del fabbricante. Se delle perturbazioni
elettromagnetiche sono rilevate, è responsabilità dell’utente del dispositivo di saldatura ad arco risolvere la situazione con l’assistenza tecnica del
fabbricante. In certi casi, questa azione correttiva potrebbe essere molto semplice come ad esempio la messa a terra del circuito di saldatura. In
altri casi, potrebbe essere necessario costruire uno schermo elettromagnetico intorno alla fonte di corrente di saldatura e al pezzo completo con
montaggio di ltri d’entrata. In ogni caso, le perturbazioni elettromagnetiche devono essere ridotte no a non essere più fastidiose.
Valutazione della zona di saldatura
Prima di installare un dispositivo di saldatura all’arco, l’utente deve valutare i potenziali problemi elettromagnetici nella zona circostante. Occorre
tenere in considerazione quanto segue:
a) la presenza sopra, sotto e accanto al dispositivo di saldatura ad arco di altri cavi di alimentazione, di comando, di segnalazione e telefonici;
b) di ricettori e trasmettitori radio e televisione;
c) di computer e altre apparecchiature di controllo;
d) di materiale critico per la sicurezza come ad esempio protezione di materiale industriale;
e) lo stato di salute di persone vicine, ad esempio, l’uso di pacemaker o apparecchi acustici;
f) del materiale utilizzato per la calibratura o la misurazione;
g) l’immunità degli altri materiali presenti nell’ambiente.
L’utilizzatore deve assicurarsi che gli altri dispositivi usati nell’ambiente siano compatibili. Questo potrebbe richiedere delle misure di protezione
supplementari;
h) l’orario della giornata in cui la saldatura o altre attività devono essere eseguite.
La dimensione della zona circostante da prendere in considerazione dipende dalla struttura degli edici e dalle altre attività svolte sul posto. La zona
circostante può estendersi oltre ai limiti delle installazioni
Valutazione dell’installazione di saldatura
Oltre alla valutazione delle zona, la valutazione delle installazioni di saldatura ad arco può servire a determinare e risolvere i casi di perturbazioni.
Conviene che la valutazione delle emissioni includa delle misurazioni sul posto come specicato all’Articolo 10 della CISPR 11. Le misurazioni sul
posto possono anche permettere di confermare l’ecacia delle misure di attenuazione.
CONSIGLI SUI METODI DI RIDUZIONE DELLE EMISSIONI ELETTROMAGNETICHE
a. Rete di alimentazione pubblica: Conviene collegare il materiale di saldatura ad arco a una rete pubblica di alimentazione secondo le
raccomandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il
ltraggio della rete pubblica di rifornimento [elettrico]. Converrebbe prendere in considerazione di schermare il cavo della presa elettrica passandolo
in un condotto metallico o equivalente di un materiale di saldatura ad arco ssati stabilmente. Converrebbe anche assicurarsi della continuità della
schermatura elettrica su tutta la sua lunghezza. E’ conveniente collegare la schermatura alla fonte di corrente di saldatura per garantire un buon
contatto elettrico tra il condotto e l’involucro del generatore di corrente di saldatura.
b. Manutenzione del dispositivo di saldatura ad arco: E’ opportuno che le manutenzioni del dispositivo di saldatura ad arco siano eseguite
seguendo le raccomandazioni del fabbricante. È opportuno che ogni accesso, porte di servizio e coperchi siano chiusi e correttamente bloccati
quando il dispositivo di saldatura ad arco è in funzione. È opportuno che il dispositivo di saldatura ad arco non sia modicato in alcun modo, tranne
le modiche e regolazioni menzionati nelle istruzioni del fabbricante. È opportuno in particolar modo che lo spinterometro dell’arco dei dispositivi di
avviamento e di stabilizzazione siano regolati e manutenzionati secondo le raccomandazioni del fabbricante.
c. Cavi di saldatura: E’ opportuno che i cavi siano i più corti possibili, piazzati l’uno vicino all’altro in prossimità del suolo o sul suolo.
d. Collegamento equipotenziale: Converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti
metallici collegati al pezzo da saldare potrebbero accrescere il rischio per l’operatore di scosse elettriche se costui tocca contemporaneamente questi
oggetti metallici e l’elettrodo. Converrebbe isolare l’utente di questi oggetti metallici.
e. Messa a terra del pezzo da saldare: Quando il pezzo da saldare non è collegato a terra per sicurezza elettrica o a causa delle dimensioni e del
posto dove si trova, come, ad esempio, gli sca delle navi o le strutture metalliche di edici, una connessione collegando il pezzo alla terra può, in
certi casi e non sistematicamente, ridurre le emissioni. È opportuno assicurarsi di evitare la messa a terra dei pezzi che potrebbero accrescere i rischi
di ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, conviene che la messa a terra del pezzo da saldare sia fatta direttamente, ma
in certi paesi che non autorizzano questa connessione diretta, è opportuno che la connessione avvenga tramite un condensatore appropriato scelto
in funzione delle regolamentazioni nazionali.
f. Protezione e schermatura: La protezione e la schermatura selettiva di altri cavi, dispositivi e materiali nella zona circostante può limitare i problemi
di perturbazioni. La protezione di tutta la zona di saldatura può essere considerata per applicazioni speciali.
TRASPORTO E SPOSTAMENTO DELLA FONTE DI CORRENTE DI TAGLIO
Non usare i cavi o la torcia per spostare la fonte di corrente di saldatura. Deve essere spostata in posizione verticale.
Non far passare la fonte di corrente al di sopra di persone o oggetti.
Mai sollevare una bombola di gas e la fonte di corrente di saldatura nello stesso momento. Le loro norme di trasporto sono distinte.
È preferibile togliere la bobina prima di ogni sollevamento o trasporto del dispositivo di corrente di saldatura.
98
Page 99

Manuale d’utilizzo
Traduzione delle istruzioni
originali
GALAXY 400T DUO / 400T W
INSTALLAZIONE DEL DISPOSITIVO
• Mettere la fonte di corrente di saldatura su un suolo inclinato al massimo di 10°.
• Prevedere una zona suciente per aerare il dispositivo di corrente di saldatura e accedere ai comandi.
• Non utilizzare in un ambiente con polveri metalliche conduttrici.
• La fonte di corrente di saldatura deve essere al riparo dalla pioggia e non deve essere esposta ai raggi del sole.
• Il dispositivo è di grado di protezione IP23S, che signica :
- una protezione contro l’accesso delle parti pericolose di corpi solidi di diametro >12.5mm e,
- una protezione contro la pioggia diretta al 60% in relazione alla verticale quando le sue parti mobili (ventilatore) sono stazionarie.
Questo materiale può pertanto essere conservato all’esterno in accordo con l’indice di protezione IP23.
Le correnti di saldatura vaganti possono distruggere i conduttori di terra, danneggiare le apparecchiature e i dispositivi elettrici e
causare il surriscaldamento dei componenti che possono causare un incendio.
- Tutte le connessioni di saldatura devono essere collegate fermamente, vericarlo regolarmente!
- Assicurarsi che il ssaggio del pezzo sia solido e senza problemi elettrici!
- Attaccare o sospendere tutti gli elementi conduttori di elettricità della fonte di saldatura, come il telaio, il carrello e i sistemi di sollevamento in modo
tale che essi siano isolati!
- Non depositare altra attrezzatura come trapani, dispositivi di alatura, ecc., sulla fonte di saldatura, il carrello, o i sistemi di sollevamento senza che
essi siano stati previamente isolati!
- Collocare sempre le torce di saldatura o porta elettrodi su supercie isolata quando non sono in uso!
I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati, per evitare il surriscaldamento.
Il fabbricante non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e
pericoloso di questo dispositivo.
MANUTENZIONE / CONSIGLI
• Le manutenzioni devono essere eettuate solo da personale qualicato. È consigliata una manutenzione annuale.
• Interrompere l’alimentazione staccando la presa, e attendere due minuti prima di lavorare sul dispositivo. All’interno, le tensioni
e l’intensità sono elevate e pericolose.
• Regolarmente, togliere il coperchio e spolverare con l’aiuto di una pistola ad aria. Cogliere l’occasione per far vericare le connessioni elettriche con
un utensile isolato da persone qualicate.
• Vericare regolarmente lo stato del cavo di alimentazione. Se il cavo di alimentazione è danneggiato, deve essere sostituito dal fabbricante, dal suo
servizio post-vendita o da una persona di qualica simile, per evitare pericoli.
• Lasciare le uscite d’aria della fonte di corrente del dispositivo libere per l’entrata e l’uscita d’aria..
• Non usare questa fonte di corrente di saldatura per scongelare tubature, ricaricare batterie/accumulatori né per avviare motori.
400T W :
Il liquido di rafreddamento deve essere sostituito ogni 12 mesi per evitare depositi che possono intasare il circuito di rareddamento della torcia. Ogni perdita o residuo del prodotto, dopo l’utilizzo, deve essere trattato in una fabbrica di puricazione
adeguata. È opportuno se possibile riciclare il prodotto. È proibito riversare il prodotto consumato nei corsi d’acqua, nelle fosse
o nei sistemi di drenaggio. Il uido diluito non dovrà essere riversato nelle fognature, a meno che questo non sia ammesso dalla
regolamentazione locale.
INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO
Solo le persone esperte e abilitate dal produttore possono eettuare l’installazione. Durante l’installazione, assicurarsi che il generatore sia scollegato
dalla rete. Le connessioni in serie o parallele di generatori sono vietate. E’ consigliato l’utilizzo dei cavi forniti con l’apparecchio al ne di ottenere le
regolazioni ottimali del prodotto.
IT
DESCRIZIONE
Questo dispositivo è una fonte di alimentazione trifase per la saldatura semi-automatica «sinergica» (MIG o MAG) e per la saldatura ad elettrodo
rivestito (MMA). E’ compatibile alle bobine del lo Ø 200 e 300 mm.
DESCIZIONE DELL’APPARECCHIO (II)
400T DUO
1- Supporto bobina Ø 200/300 mm 10- Connettore Euro (torcia)
2- Sportello scatola accessori 11- Connettore gas
3- Supporto cavo 12- Coperchio opzione
4- Supporto torcia 13- Connettore, comando trainalo separato
5- IHM (Interfaccia Uomo Macchina) 14- Presa di Polarità Positiva
6- Interruttore START/STOP 15- Cavo di alimentazione (5 m)
7- Presa di Polarità Positiva 16- Supporto bombola 4 m3 o 10 m
8- Cavo d’inversione di polarità 17- Connettore USB
9- Presa di Polarità Negativa 18- Trainalo
3
99
Page 100

Manuale d’utilizzo
a
b
c
400T W
1- Supporto bobina Ø 200/300 mm 12- Fusibile per l’unità di rareddamento
2- Sportello scatola accessori 13- Indicatore di riempimento
3- Supporto cavo 14- Uscita del liquido di rareddamento (Blu)
4- Supporto torcia 15- Ingresso del liquido di rareddamento (Rosso)
5- IHM (Interfaccia Uomo Macchina) 16- Connettore gas
6- Interruttore START/STOP 17- Cavo di alimentazione (5 m)
7- Presa di Polarità Positiva 18- Supporto bombola 4 m3 o 10 m
8- Cavo d’inversione di polarità 19- Connettore USB
9- Presa di Polarità Negativa 20- Trainalo
10- Connettore Euro (torcia) 21- Tubo di innesco
11- Tappo del serbatoio
Traduzione delle istruzioni
originali
GALAXY 400T DUO / 400T W
3
INTERFACCIA UOMO-MACCHINA (IHM)
Leggere il manuale dell’interfaccia (IHM) che fa parte della documentazione completa del dispositivo.
IHM
ALIMENTAZIONE - ACCENSIONE
Questo materiale è fornito con una presa 32 A di tipo EN 60309-1 e dev’essere utilizzato solo su una installazione elettrica trifase 400V (50-60 Hz) a
quattro li con un neutro collegato a terra.
La corrente eettiva assorbita (I1e) è indicata sul dispositivo, per le condizioni d’uso ottimali. Vericare che l’alimentazione e le protezioni (fusibile
e/o disgiuntore) siano compatibili con la corrente necessaria in uso. In certi paesi, potrebbe essere necessario cambiare la spina per permettere l’uso
del dispositivo in condizioni ottimali.
• La fonte di corrente di saldatura è prevvista per funzionare sulla rete elettrica 400V +/- 15%. Va in protezione se la tensione di alimentazione
è inferiore a 330Ve o superiore a 490Ve. (un codice errore apparirà sulla visualizzazione dello schermo).
• L’avvio avviene premendo l’interruttore START/STOP (Acceso), mentre l’arresto avviene premendo lo stesso interruttore (Spento). Attenzione! Non
scollegare mai dalla presa quando il dispositivo è sotto carica.
COLLEGAMENTO AD UN GRUPPO ELETTROGENO
Questo materiale funziona con dei gruppi elettrogeni a condizione che la potenza ausiliare risponda alle seguenti esigenze:
- La tensione deve essere alternata, il suo valore deve essere 400 V +/- 15%,, e la tensione di picco inferiore a 700 V,
- La frequenza è compresa fra 50 et 60 Hz.
È obbligatorio vericare queste condizioni, perché molti generatori producono dei picchi di alta tensione che possono danneggiare il dispositivo.
USO DELLA PROLUNGA ELETTRICA
Tutte le prolunghe devono avere lunghezza e sezione appropriate alla tensione del dispositivo. Usare una prolunga in conformità con le regolamentazioni nazionali.
Tensione d’entrata Lunghezza - Sezione della prolunga (Lunghezza < 45m)
400 V 4 mm²
INSTALLAZIONE DELLA BOBINA
a b
- Rimuovere il porta ugello (a) e l’ugello porta corrente (b) dalla vostra torcia MIG/MAG.
- Aprire il coperchio del dispositivo.
• Posizionare la bobina sul suo supporto.
- Tenere in considerazione l’aletta di azionamento (c) del supporto della bobina. Per montare una bobina da 200mm, stringere il porta-bobina in plastica (a) al massimo.
- Regolare la manopola del freno (b) per evitare durante l’arresto della saldatura che l’inerzia della bobina aggrovigli il lo. Generalmente, non stringere troppo, ciò provocherebbe
un surriscaldamento del motore.
100
 Loading...
Loading...