

Page 1

FI
02-04 / 05-17 / 18-24
GALAXY
250M
MIG/MAG - TIG - MMA generaattori
73502 V1 19/03/2024
Find more languages of user manuals
www.gys.fr
Page 2

Käyttäjän käsikirja
Alkuperäinen esite
GALAXY 250M
1
M8x16 (x8)
2
3
4
M4x10 (x4)
2
Page 3

Käyttäjän käsikirja
PULLONPIDIN
Alkuperäinen esite
GALAXY 250M
FI
4 m3 max
PÄIVITYSMENETTELY
USB key not included.
Update software available on the GYS website, After sales section.
1 2
STOP
3 4 5
START
3
Page 4

Käyttäjän käsikirja
I
Alkuperäinen esite
GALAXY 250M
Steel
A
Stainless steel
II
320T
B
Steel sheath
3
4
5
14
1
6
7
8
Aluminium
Capillary Pipe
C
Teon sheath
11
12
90950
15
2
9
13
10
4
Page 5

Käyttäjän käsikirja
Alkuperäinen esite
GALAXY 250M
VAROITUKSET - TURVALLISUUSSÄÄNNÖT
YLEISET OHJEET
Nämä ohjeet on luettava ja ymmärrettävä täysin ennen käyttöä.
Minkäänlaisia muutoksia tai huoltotoimenpiteitä, joita ei ole mainittu käyttöohjeessa, ei saa tehdä.
Valmistaja ei vastaa mistään henkilö- tai omaisuusvahingoista, jotka johtuvat käytöstä, joka ei ole tämän käyttöoppaan ohjeiden mukaista.
Jos ilmenee ongelmia tai epäselvyyksiä, ota yhteys henkilöön, jolla on pätevyys hoitaa asennus oikein.
YMPÄRISTÖ
Tätä laitetta saa käyttää ainoastaan hitsaustoimintoihin tyyppikilvessä ja/tai käyttöohjeessa ilmoitettujen rajojen puitteissa. Turvallisuusohjeita on
noudatettava. Jos laitetta käytetään väärin tai vaarallisesti, valmistaja ei ole vastuussa siitä.
Asennusta on käytettävä tilassa, jossa ei ole pölyä, happoja, syttyviä kaasuja tai muita syövyttäviä aineita. Sama koskee varastointia. Varmista
ilmankierto käytön aikana.
Lämpötila-alue :
Käyttö -10 ja +40 °C (+14 ja +104 °F) välillä.
Varastointi -20 ja +55°C (-4 ja 131°F) välillä.
Ilman kosteus :
Enintään 50 % 40 °C:ssa (104 °F).
Enintään 90 % lämpötilassa 20°C (68°F).
Korkeus :
Enintään 1000 m merenpinnan yläpuolella (3280 jalkaa).
FI
HENKILÖKOHTAINEN JA MUU SUOJELU
Kaarihitsaus voi olla vaarallista ja aiheuttaa vakavia tai jopa kuolemaan johtavia vammoja.
Hitsaaminen altistaa ihmiset vaaralliselle lämmönlähteelle, valokaaren valosäteilylle, sähkömagneettisille kentille (varo sydämentahdistinta
käyttäviä), sähköiskun vaaralle, melulle ja kaasumaisille höyryille.
Suojellaksesi itseäsi ja muita, noudata alla olevia turvallisuusohjeita:
Suojaudu palovammoilta ja säteilyltä pukeutumalla vaatteisiin, jotka eivät nouse ylöspäin, jotka ovat eristäviä, kuivia, tulenkestäviä
ja hyväkuntoisia ja jotka peittävät koko kehon.
Käytä käsineitä, jotka takaavat sähkö- ja lämpöeristyksen.
Käytä hitsaussuojaimia ja/tai hitsauskuomua, jossa on riittävä suojaustaso (sovelluksesta riippuen). Suojaa silmät
puhdistustoimien aikana. Erityisesti piilolinssejä ei suositella.
Joskus on tarpeen rajata alueet paloturvallisilla verhoilla hitsausalueen suojaamiseksi valokaaren säteiltä, ulokkeilta ja hehkuvalta
jätteeltä.
Ilmoita hitsausvyöhykkeellä oleville henkilöille, etteivät he saa tuijottaa valokaaren säteitä tai sulaneita osia, ja että heidän on
käytettävä asianmukaista suojavaatetusta.
Käytä melua vaimentavia kuulokkeita, jos hitsausprosessin aiheuttama melutaso ylittää sallitun raja-arvon (sama koskee kaikkia
hitsausalueella olevia henkilöitä).
Pidä kädet, hiukset ja vaatteet kaukana liikkuvista osista (tuuletin).
Älä koskaan poista suojuksia jäähdytysyksiköstä, kun hitsausvirtalähde on jännitteinen, sillä valmistaja ei voi ottaa vastuuta
onnettomuuden sattuessa.
Juuri hitsatut osat ovat kuumia ja voivat aiheuttaa palovammoja käsiteltäessä. Kun huollat polttimoa tai elektrodipidikettä,
varmista, että se on riittävän kylmä odottamalla vähintään 10 minuuttia ennen huoltoa. Jäähdytysyksikkö on kytkettävä päälle, kun
käytetään vesijäähdytteistä poltinta, jotta neste ei voi aiheuttaa palovammoja.
On tärkeää varmistaa työalue ennen sieltä poistumista ihmisten ja omaisuuden suojaamiseksi.
HITSAUSHUURUT JA -KAASUT
Hitsauksessa syntyvät savut, kaasut ja pöly ovat terveydelle vaarallisia. Riittävästä ilmanvaihdosta on huolehdittava, ja joskus
on tarpeen käyttää ilmansyöttöä. Raitisilmanaamari voi olla ratkaisu, jos ilmanvaihto on riittämätön.
Tarkista, että poistojärjestelmä on tehokas, tarkistamalla se turvallisuusstandardien mukaisesti.
Varoitus: hitsaus pienissä tiloissa vaatii valvontaa turvalliselta etäisyydeltä. Lisäksi tiettyjen lyijyä, kadmiumia, sinkkiä tai elohopeaa tai jopa
berylliumia sisältävien materiaalien juottaminen voi olla erityisen haitallista. Rasvaa osat ennen juottamista.
Kaasupullot on varastoitava avoimissa tai hyvin tuuletetuissa tiloissa. Niiden on oltava pystyasennossa ja niitä on pidettävä tuella tai kärryllä.
Älä hitsaa rasvan tai maalin lähellä.
5
Page 6

Käyttäjän käsikirja
Alkuperäinen esite
TULIPALO- JA RÄJÄHDYSVAARA
Hitsausalueen on oltava täysin suojattu, ja syttyvien materiaalien on oltava vähintään 11 metrin päässä.
Hitsaustöiden läheisyydessä on oltava palontorjuntalaitteita.
Varo kuumaa materiaalia tai kipinöitä, jotka sinkoutuvat jopa halkeamien läpi, sillä ne voivat aiheuttaa tulipalon tai räjähdyksen.
Pidä ihmiset, syttyvät esineet ja paineistetut säiliöt turvallisen välimatkan päässä.
Älä hitsaa suljetuissa säiliöissä tai putkissa. Jos ne ovat avoimia, tyhjennä ne kaikista syttyvistä tai räjähtävistä materiaaleista (öljy, polttoaine,
kaasujäämät jne.).
Hiontatöitä ei saa suunnata hitsausvirtalähdettä tai syttyviä materiaaleja kohti.
KAASUPULLOT
Kaasupulloista tuleva kaasu voi aiheuttaa tukehtumisen, jos se keskittyy hitsausalueelle (tuuleta hyvin).
Kaasupullot on kuljetettava täysin turvallisesti: suljettuna ja hitsausvirtalähde sammutettuna. Ne on varastoitava pystysuorassa
ja pidettävä kiinni tuesta putoamisvaaran rajoittamiseksi.
Sulje pullo käyttökertojen välillä. Varo lämpötilan vaihteluita ja altistumista auringonvalolle.
Kaasupullo ei saa joutua kosketuksiin liekin, valokaaren, taskulampun, maadoituspuristimen tai minkään muun lämpö- tai hehkulähteen kanssa.
Pidä kaasupullo poissa sähkö- ja hitsausvirtapiireistä äläkä koskaan hitsaa kaasupulloa paineen alaisena.
Ole varovainen avatessasi kaasupullon venttiiliä, pidä pää kaukana liitososista ja varmista, että käytettävä kaasu soveltuu hitsausprosessiin.
GALAXY 250M
SÄHKÖTURVALLISUUS
Käytetyn sähköjärjestelmän on oltava maadoitettu. Käytä arvokilvessä suositeltua sulakekokoa.
Sähköisku voi aiheuttaa vakavan välittömän tai välillisen tapaturman tai jopa kuoleman.
Älä koskaan koske jännitteisiin osiin jännitteisen virtalähteen sisällä tai ulkopuolella (polttimet, puristimet, kaapelit, elektrodit), koska ne on kytketty
hitsausvirtapiiriin.
Ennen kuin avaat hitsausvirtalähteen, irrota se sähköverkosta ja odota 2 minuuttia, jotta kaikki kondensaattorit purkautuvat.
Älä koske polttimeen tai elektrodipidikkeeseen ja maadoituspuristimeen samanaikaisesti.
Jos kaapelit tai polttimet ovat vaurioituneet, ne on vaihdettava pätevän ja valtuutetun henkilöstön toimesta. Mitoita kaapelin poikkileikkaus
sovelluksen mukaan. Käytä aina kuivaa ja hyväkuntoista vaatetusta eristääksesi itsesi hitsauspiiristä. Käytä eristettyjä jalkineita kaikissa
työympäristöissä.
LAITTEIDEN CEM-LUOKITUS
Tätä A-luokan laitetta ei ole tarkoitettu käytettäväksi asuintiloissa, joissa sähkövirta syötetään yleisestä pienjänniteverkosta.
Sähkömagneettisen yhteensopivuuden varmistaminen tällaisissa kohteissa saattaa aiheuttaa vaikeuksia johtuvien ja säteilevien
radiotaajuushäiriöiden vuoksi.
Edellyttäen, että julkisen pienjänniteverkon impedanssi yhteisessä kytkentäkohdassa on pienempi kuin Zmax = 0,191 ohmia,
tämä laite on standardin IEC 61000-3-11 mukainen, ja se voidaan liittää julkisiin pienjänniteverkkoihin.Laitteen asentajan tai
käyttäjän vastuulla on varmistaa tarvittaessa jakeluverkko-operaattorin kanssa, että verkon impedanssi on impedanssirajoitusten
mukainen.
Tämä laite on standardin IEC 61000-3-12 mukainen.
SÄHKÖMAGNEETTISET PÄÄSTÖT
Minkä tahansa johtimen läpi kulkeva sähkövirta tuottaa paikallisia sähkö- ja magneettikenttiä (EMF). Hitsausvirta tuottaa
sähkömagneettisen kentän hitsauspiirin ja hitsauslaitteiden ympärille.
Sähkömagneettiset sähkömagneettiset kentät voivat häiritä tiettyjä lääketieteellisiä implantteja, kuten sydämentahdistimia. Lääketieteellisiä implantteja
käyttävien henkilöiden on ryhdyttävä suojatoimenpiteisiin. Esimerkiksi sivullisille asetetaan pääsyrajoituksia tai hitsaajille tehdään yksilöllinen
riskinarviointi.
Kaikkien hitsaajien on noudatettava seuraavia menettelyjä minimoidakseen altistumisen hitsauspiirin sähkömagneettisille kentille:
• Aseta hitsauskaapelit yhteen - kiinnitä ne mahdollisuuksien mukaan nippusiteellä;
• Asetu (vartalo ja pää) mahdollisimman kauas hitsauspiiristä;
• Älä koskaan kiedo hitsauskaapeleita kehosi ympärille;
• Älä sijoita kehoa hitsauskaapeleiden väliin. Pidä molempia hitsauskaapeleita samalla puolella kehoa;
• kytke paluukaapeli työkappaleeseen mahdollisimman lähelle hitsattavaa aluetta;
• Älä työskentele hitsausvirtalähteen vieressä, istu sen päällä tai nojaa sitä vasten;
• Älä hitsaa, kun kuljetat hitsausvirtalähdettä tai langansyöttölaitetta.
6
Page 7

Käyttäjän käsikirja
Alkuperäinen esite
Henkilöiden, joilla on sydämentahdistin, on neuvoteltava lääkärin kanssa ennen tämän laitteen käyttöä.
Sähkömagneettisille kentille altistumisella hitsauksen aikana voi olla muita terveysvaikutuksia, joita ei vielä tunneta.
SUOSITUKSET HITSAUSALUEEN JA -LAITTEISTON ARVIOINTIA VARTEN
Yleistä
Käyttäjä on vastuussa kaarihitsauslaitteen asentamisesta ja käytöstä valmistajan ohjeiden mukaisesti. Jos havaitaan sähkömagneettisia häiriöitä,
on kaarihitsauslaitteen käyttäjän vastuulla ratkaista tilanne valmistajan teknisen avun avulla. Joissakin tapauksissa tämä korjaustoimenpide voi olla
niinkin yksinkertainen kuin hitsauspiirin maadoittaminen. Toisissa tapauksissa voi olla tarpeen rakentaa sähkömagneettinen suojus hitsausvirtalähteen
ja koko työkappaleen ympärille ja asentaa tulosuodattimet. Kaikissa tapauksissa sähkömagneettisia häiriöitä on vähennettävä, kunnes ne eivät enää
aiheuta haittaa.
Hitsausalueen arviointi
Ennen kaarihitsauslaitteiden asentamista käyttäjän on arvioitava ympäröivän alueen mahdolliset sähkömagneettiset ongelmat. Seuraavat seikat on
otettava huomioon:
a) valokaarihitsauslaitteiston yläpuolella, alapuolella ja vieressä olevat muut virta-, ohjaus-, merkinanto- ja puhelinkaapelit;
b) radio- ja televisiovastaanottimet ja -lähettimet;
c) tietokoneet ja muut ohjauslaitteet;
d) turvallisuuskriittiset laitteet, esim. teollisuuslaitteiden suojaus;
e) naapurien terveyttä, esimerkiksi sydämentahdistimien tai kuulokojeiden käyttöä;
f) kalibrointiin tai mittauksiin käytettävät laitteet;
g) ympäristön muiden laitteiden häiriönsieto.
Käyttäjän on varmistettava, että muut ympäristössä käytettävät laitteet ovat yhteensopivia. Tämä saattaa edellyttää lisäsuojatoimenpiteitä;
h) vuorokaudenaika, jolloin hitsausta tai muita toimintoja aiotaan suorittaa.
Huomioon otettavan ympäröivän alueen koko riippuu rakennuksen rakenteesta ja siellä tapahtuvasta muusta toiminnasta. Ympäröivä alue voi ulottua
laitosten rajojen ulkopuolelle.
Hitsauslaitoksen arviointi
Alueen arvioinnin lisäksi kaarihitsauslaitteistojen arviointia voidaan käyttää häiriötilanteiden tunnistamiseen ja ratkaisemiseen. Päästöjen
arviointiin olisi sisällyttävä CISPR 11 -standardin 10 artiklan mukaisia paikan päällä tehtäviä mittauksia. In situ -mittauksia voidaan käyttää myös
lieventämistoimenpiteiden tehokkuuden vahvistamiseen.
GALAXY 250M
FI
SUOSITUKSET SÄHKÖMAGNEETTISTEN PÄÄSTÖJEN VÄHENTÄMISMENETELMISTÄ
a. Julkinen sähköverkko: Kaarihitsauslaitteet on liitettävä julkiseen sähköverkkoon valmistajan suositusten mukaisesti. Jos häiriöitä esiintyy,
voidaan tarvita muita ehkäiseviä toimenpiteitä, kuten yleisen virransyötön suodattamista. Olisi harkittava syöttökaapelin suojaamista metalliputkessa
tai vastaavassa metalliputkessa kiinteästi asennetuilta kaarihitsauslaitteilta. Suojauksen sähköinen jatkuvuus on varmistettava koko pituudeltaan.
Suojaus olisi liitettävä hitsausvirtalähteeseen, jotta varmistetaan hyvä sähköinen kontakti johtimen ja hitsausvirtalähteen kotelon välillä.
b. Kaarihitsauslaitteiden kunnossapito :Kaarihitsauslaitteita on huollettava säännöllisesti valmistajan suositusten mukaisesti. Kaikkien
kulkuaukkojen, huolto-ovien ja -kansien on oltava suljettuina ja asianmukaisesti lukittuina, kun kaarihitsauslaitteisto on käytössä.
Kaarihitsauslaitteita ei saa muuttaa millään muulla tavalla kuin valmistajan ohjeissa määritellyillä muutoksilla ja säädöillä. Erityisesti valokaaren
iskuja vakautuslaitteiden valokaariväli on säädettävä ja huollettava valmistajan suositusten mukaisesti.
c. Hitsauskaapelit: : Kaapeleiden on oltava mahdollisimman lyhyitä ja sijoitettu lähelle toisiaan lähelle lattiaa tai lattialle.
d. Potentiaalintasaus : On harkittava kaikkien ympäröivän alueen metalliesineiden liittämistä. Hitsattavaan osaan liitetyt metalliesineet lisäävät
kuitenkin sähköiskun vaaraa käyttäjälle, jos hän koskettaa sekä näitä metalliosia että elektrodia. Käyttäjä on eristettävä tällaisista metalliesineistä.
e. Maadoitetaan hitsattava osa : Jos hitsattavaa osaa ei ole maadoitettu sähköturvallisuuden vuoksi tai sen koon ja sijainnin vuoksi, esim.
laivojen rungot tai rakennusten rakenneteräs, maadoitettu liitäntä voi joissakin mutta ei kaikissa tapauksissa vähentää päästöjä. On varottava
maadoittamasta osia, jotka voivat lisätä käyttäjien loukkaantumisriskiä tai muiden sähkölaitteiden vaurioitumisriskiä. Tarvittaessa hitsattavan osan
kytkentä maadoitukseen on tehtävä suoraan, mutta tietyissä maissa, joissa tämä suora kytkentä ei ole sallittua, kytkentä on tehtävä asianmukaisella
kondensaattorilla, joka valitaan kansallisten määräysten mukaisesti.
f. Suojaus ja suojaus : Ympäristön muiden kaapeleiden ja laitteiden valikoiva suojaus ja suojaus voi rajoittaa häiriöongelmia. Koko hitsausalueen
suojausta voidaan harkita erityissovelluksissa.
HITSAUSVIRTALÄHTEEN KULJETUS JA KAUTTAKULKU
Älä käytä kaapeleita tai poltinta hitsausvirtalähteen siirtämiseen. Sitä on siirrettävä pystyasennossa.
Älä kuljeta virtalähdettä ihmisten tai esineiden yli.
Älä koskaan nosta kaasupulloa ja hitsausvirtalähdettä samanaikaisesti. Niiden kuljetusstandardit ovat erilaiset.
On suositeltavaa irrottaa langankela ennen hitsausvirtalähteen nostamista tai kuljettamista.
INSTALLATION DU MATÉRIEL
• Sijoita hitsausvirtalähde lattialle, jonka kaltevuus on enintään 10°.
• Varaa riittävästi tilaa hitsausvirtalähteen tuulettamista ja säätimiin pääsyä varten.
• Älä käytä ympäristössä, jossa on johtavaa metallipölyä.
• Hitsausvirtalähde on suojattava kaatosateelta eikä sitä saa altistaa suoralle auringonvalolle.
• Laitteella on IP23S-suojausaste, mikä tarkoittaa :
- suojaa pääsyä vaarallisiin osiin kiinteissä kappaleissa, joiden halkaisija on >12,5 mm ja,
- suojaus 60°:n kulmassa pystysuoraan suunnattua sadetta vastaan, kun sen liikkuvat osat (tuuletin) ovat paikallaan.
Tätä laitetta voidaan siis säilyttää ulkona IP23-suojausindeksin mukaisesti.
7
Page 8
Käyttäjän käsikirja
Alkuperäinen esite
Hajanaiset hitsausvirrat voivat tuhota maadoitusjohtimia, vahingoittaa sähkölaitteita ja -laitteita sekä aiheuttaa komponenttien
ylikuumenemista, mikä voi johtaa tulipaloon.
- Kaikki juotosliitokset on liitettävä tiukasti ja tarkistettava säännöllisesti!
- Varmista, että työkappale on tukevasti kiinnitetty ja että siinä ei ole sähköongelmia!
- Kiinnitä tai ripusta kaikki hitsauslähteen sähköä johtavat osat, kuten alusta, vaunu ja nostojärjestelmät, niin, että ne ovat eristettyjä!
- Älä aseta muita laitteita, kuten poria, hiomalaitteita jne. hitsauslähteen, vaunun tai nostojärjestelmien päälle, elleivät ne ole eristettyjä!
- Aseta hitsauspolttimet tai elektrodipidikkeet aina eristetylle alustalle, kun niitä ei käytetä!
Virta-, jatko- ja hitsauskaapelit on kelattava kokonaan irti ylikuumenemisen välttämiseksi.
Valmistaja ei ota vastuuta henkilö- tai omaisuusvahingoista, jotka aiheutuvat tämän laitteen virheellisestä ja vaarallisesta käytöstä.
HUOLTO / NEUVONTA
• Huollon saa suorittaa vain pätevä henkilö. Vuosihuoltoa suositellaan.
• Katkaise virransyöttö vetämällä pistoke pois päältä ja odota kaksi minuuttia ennen laitteen käsittelyä. Sisällä olevat jännitteet
ja virrat ovat korkeita ja vaarallisia..
- Irrota sivupaneeli säännöllisesti ja puhalla pöly pois. Käyttäkää tilaisuutta hyväksenne, jotta sähköliitännät voidaan tarkastuttaa eristetyllä työkalulla
pätevän henkilökunnan toimesta.
- Tarkasta virtajohdon kunto säännöllisesti. Jos virtajohto on vaurioitunut, se on vaihdettava valmistajan, sen huoltopalvelun tai vastaavan
pätevyyden omaavan henkilön toimesta vaarojen välttämiseksi.
- Jätä hitsausvirtalähteen tuuletusaukot vapaiksi ilman sisään- ja ulospuhallusta varten.
- Älä käytä tätä hitsausvirtalähdettä putkien sulattamiseen, akkujen/akkujen lataamiseen tai moottorien käynnistämiseen.
GALAXY 250M
ASENNUS - TUOTTEEN KÄYTTÖ
Asennuksen saa suorittaa vain valmistajan valtuuttama kokenut henkilökunta. Varmista asennuksen aikana, että generaattori on irrotettu
sähköverkosta. Älä kytke generaattoria sarjaan tai rinnakkain. On suositeltavaa käyttää laitteen mukana toimitettuja hitsauskaapeleita tuotteen
optimaalisten asetusten saavuttamiseksi.
KUVAUS
Tämä laite on kolmivaiheinen virtalähde puoliautomaattista ”synergistä” hitsausta (MIG tai MAG), päällystetyn elektrodin hitsausta (MMA) ja tulenkestävän elektrodin hitsausta (TIG) varten. Se hyväksyy Ø 200 ja 300 mm:n lankarullat.
LAITTEIDEN KUVAUS (II)
1- Kelatuki Ø 200/300 mm 9- Pistorasia negatiivinen napaisuus
2- Lisävarustekotelon kansi 10- Euroliitin (taskulamppu)
3- Kaapelituki 11- Kaasuliitin
4- Polttimen tuki 12- Verkkokaapeli (5 m)
5- HMI (ihmisen ja koneen käyttöliittymä) 13- 4 m3 pullonpidike
6- START/STOP-kytkin 14- USB-liitin
7- Positiivisen napaisuuden pistorasia 15- Kelan moottori
8- Napaisuuden kääntävä kaapeli
IHMISEN JA KONEEN VÄLINEN KÄYTTÖLIITTYMÄ (HMI)
Lue käyttöliittymän (HMI) käyttöopas, joka on osa täydellistä laitteiston dokumentaatiota.
IHM
ALIMENTATION-MISE EN MARCHE
Tämä laite toimitetaan 16 A CEE7/7 -pistokkeella, ja sitä saa käyttää vain yksivaiheisessa 230 V (50-60 Hz) kolmijohtimisessa sähköasennuksessa,
jossa on maadoitettu nollajohdin. kolmijohdinjärjestelmässä, jossa nollajohdin on maadoitettu. Tehollinen virrankulutus (I1e) on ilmoitettu laitteessa
maksimikäyttöolosuhteissa. Tarkista, että virtalähde ja sen suojaus (sulake ja/tai katkaisija) ovat yhteensopivia käytön aikana tarvittavan virran
kanssa. Joissakin maissa voi olla tarpeen vaihtaa pistoke, jotta laitetta voidaan käyttää enimmäisolosuhteissa.
- Virtalähde on suunniteltu toimimaan sähköjännitteellä 230 V -20% +15%. Se menee suojaukseen, jos syöttöjännite on alle 185 Vrms tai yli 265
Vrms (vikakoodi näkyy näytössä).
- Se käynnistyy painamalla START/STOP-kytkintä (ON) ja pysähtyy painamalla START/STOP-kytkintä (OFF).
Varoitus! Älä koskaan katkaise virransyöttöä, kun kone on kuormitettuna.
8
Page 9

Käyttäjän käsikirja
a
b
c
a
a
Alkuperäinen esite
KYTKENTÄ GENERAATTORIIN
Tätä laitetta voidaan käyttää generaattoreiden kanssa edellyttäen, että apuvirta täyttää seuraavat vaatimukset:
- Jännitteen on oltava vaihtojännite, jonka RMS-arvo on 230 V -20% +15% ja huippujännite alle 400 V,
- Taajuuden on oltava 50-60 Hz.
Näiden ehtojen tarkistaminen on tärkeää, sillä monet generaattorit tuottavat korkeajännitepiikkejä, jotka voivat vahingoittaa laitteita.
JATKOJOHTOJEN KÄYTTÖ
Kaikkien jatkojohtojen on oltava pituudeltaan ja poikkileikkaukseltaan laitteen jännitteelle sopivia. Käytä kansallisten määräysten mukaista jatkojohtoa.
Tulojännite Pituus - Jatkojohdon osa (pituus < 45 m)
230 V 2.5 mm²
KELAN ASENNUS
GALAXY 250M
FI
a b
CHARGEMENT DU FIL D’APPORT
b
- Irrota suutin (a) ja kosketusputki (b) MIG/MAG-polttimesta.
- Avaa generaattorin luukku.
- Aseta kela tukeensa.
- Huomaa kelatelineessä oleva vetotappi (c). Jos haluat asentaa 200 mm:n kelan, kiristä
muovinen kelatuki (a) niin pitkälle kuin se menee.
- Säädä jarrunuppia (b), jotta kelan hitausvoima ei sotkeudu lankaan, kun hitsaus pysäytetään.
Älä yleensä kiristä liikaa, sillä se aiheuttaa moottorin ylikuumenemisen.
Vaihda rullat seuraavasti:
- Löysää nuppi (a) niin pitkälle kuin se menee ja laske se alas.
- Irrota rullien lukitus ruuvaamalla kiinnitysruuvit (b) irti.
- Asenna sovellukseesi sopivat moottorirullat ja kiristä kiinnitysruuvit.
Mukana toimitetut rullat ovat kaksoiskouraisia rullia:
teräs Ø 0,8/1,0
Tarkista rullassa olevasta merkinnästä, että rullat sopivat langan halkaisijaan ja lankamateriaaliin
(Ø 1,0 -langalle käytä Ø 1,0 -uraa).
- Käytä teräslangalle ja muille koville langoille V-uraisia rullia.
- Käytä U-uraisia rullia alumiinilangalle ja muille pehmeille, seostetuille langoille.
: rullassa näkyvä merkintä (esimerkki: 10 = Ø 1,0).
: kurkku käytettäväksi
Asenna täytelanka seuraavasti:
- Löysää nuppi niin pitkälle kuin se menee ja laske se alas.
- Aseta lanka paikalleen, sulje sitten moottoroitu kelauslaite ja kiristä nuppi osoitetulla tavalla.
Huomautuksia :
- Liian kapea vaippa voi aiheuttaa kelausongelmia ja moottorin ylikuumenemista.
- Myös polttimen liittimen on oltava kireällä ylikuumenemisen välttämiseksi.
- Tarkista, ettei lanka eikä kela kosketa laitteen mekaniikkaa, muuten on olemassa oikosulun vaara.
- Paina polttimen liipaisinta moottorin aktivoimiseksi ja näytölle ilmestyy toimenpide.
9
Page 10

Käyttäjän käsikirja
Alkuperäinen esite
LIIKKUVIEN OSIEN AIHEUTTAMA LOUKKAANTUMISVAARA
tai työkaluihin ja aiheuttaa vammoja!
• Älä koske pyöriviin tai liikkuviin komponentteihin tai käyttöosiin!
• Varmista, että kotelon kannet tai suojakannet pysyvät kiinni käytön aikana!
• Älä käytä käsineitä, kun pujotat täyttölankaa tai vaihdat täyttölangan kelaa.
PUOLIAUTOMAATTINEN HITSAUS TERÄKSELLE/RUOSTUMATTOMALLE TERÄKSELLE (MAG-TILA)
Laitteella voidaan hitsata teräslankaa Ø 0,6-1,0 mm (I-A). Laitteella voidaan hitsata ruostumatonta teräslankaa Ø 0,8-1,0 mm (I-A).
Laite toimitetaan vakiona Ø 0,8/1,0 teräs- tai ruostumattomalle teräkselle tarkoitetuilla rullilla.
Kosketusputki, rullan ura ja polttimen vaippa on suunniteltu tätä sovellusta varten.
Teräksen käyttö edellyttää erityistä hitsauskaasua (Ar+CO2). CO2:n osuus voi vaihdella käytettävän kaasun tyypin mukaan. Ruostumattomalle
teräkselle käytetään 2 % CO2-seosta. Kun hitsataan puhtaalla CO2:lla, kaasupulloon on liitettävä kaasun esilämmitin. Erityiset kaasuvaatimukset
saat kaasun jakelijalta. Kaasun virtausnopeus teräkselle on 8-15 litraa minuutissa ympäristöstä riippuen. Jos haluat tarkistaa kaasun virtausnopeuden manometristä ilman täyttölangan purkamista, paina ja pidä painettuna painiketta n:o 1 ja noudata näytöllä näkyvää menettelyä. Tämä tarkistus
on suoritettava säännöllisesti optimaalisen hitsaustuloksen varmistamiseksi. Katso HMI-käyttöliittymän käsikirja.
PUOLIAUTOMAATTINEN ALUMIINIHITSAUS (MIG-TILASSA)
Laitteella voidaan hitsata alumiinilankaa Ø 0,8-1,2 mm (I-B).
Käyttö alumiinille edellyttää erityistä puhdasta argonkaasua (Ar). Kysy neuvoa kaasun valinnasta kaasun jakelijalta. Kaasun virtausnopeus alumiinille on 15-20 l/min, riippuen ympäristöstä ja hitsaajan kokemuksesta.
Seuraavassa esitetään teräs- ja alumiinisovellusten väliset erot:
- Käytä alumiinihitsauksessa erityisiä rullia.
- Minimoi langansyöttörullien paine, jotta lanka ei murskaannu.
- Käytä kapillaariputkea (joka on suunniteltu johtamaan lanka langansyöttörullien ja EURO-liittimen väliin) vain teräksen/ruostumattoman teräksen
hitsauksessa (I-B).
- Käytä erityistä alumiinipolttimoa. Tässä alumiinipolttimessa on teonvaippa kitkan vähentämiseksi. ÄLÄ leikkaa vaippaa liitoksen reunasta! Tätä
vaippaa käytetään johtamaan lankaa rullista.
- Kosketusputki: käytä langan halkaisijaa vastaavaa ERITYISALUMIINIPUTKIA.
GALAXY 250M
Kun käytetään punaista tai sinistä vaippaa (alumiinihitsaus), suosittelemme lisävarusteen 079601 (I-C) käyttöä.
Tämä ruostumattomasta teräksestä valmistettu vaipanohjain parantaa vaipan keskittämistä ja helpottaa langan
kulkua.
Vidéo
PUOLIAUTOMAATTINEN CUSI- JA CUAL-HITSAUS (JUOTTOTILA)
Laitteella voidaan hitsata CuSi- ja CuAl-lankoja Ø 0,8 ja 1,0 mm.
Kuten teräksenkin kanssa, kapillaariputken on oltava paikallaan ja on käytettävä polttimoa, jossa on teräsvaippa. Juottamiseen on käytettävä puhdasta argonia (Ar).
SEMI-AUTOMAATTINEN HITSAUS TÄYTELANKA
Laitteella voidaan hitsata täytelankaa Ø 0,9-1,6 mm. Alkuperäiset rullat on korvattava ux-cored wire -langalle ominaisilla rullia (lisävaruste).
Flux-ydinlangan hitsaaminen vakiosuuttimella voi johtaa ylikuumenemiseen ja polttimen vaurioitumiseen. Poista alkuperäinen suutin MIG-MAG-polttimesta.
NAPAISUUDEN VALINTA
Napaisuus + Napaisuus -
Kaasusuojattu MIG/MAG-hitsaus edellyttää
yleensä positiivista napaisuutta.
MIG/MAG-hitsaus ilman kaasusuojausta (No
Gas) edellyttää yleensä negatiivista napaisuutta.
Noudata kaikissa tapauksissa johdon valmistajan suosituksia napaisuuden valinnassa.
KAASULIITÄNTÄ
- Asenna kaasupulloon sopiva paineenalennin. Liitä se hitsausyksikköön mukana toimitetulla letkulla. Asenna 2 kiristintä vuotojen estämiseksi.
- Varmista, että kaasupullo on kiinnitetty tukevasti kiinnittämällä ketju generaattoriin.
- Säädä kaasun virtausta kääntämällä paineenalenninlaitteen nuppia.
HUOMAUTUS: helpottaaksesi kaasuvirtauksen säätämistä, aktivoi moottoroidun letkukelan rullat painamalla polttimen liipaisinta (löysää moottoroidun letkukelan jarrunuppia, jotta lanka ei laahaa). Suurin kaasunpaine: 0,5 MPa (5 bar).
Tämä menettely ei koske hitsausta ”Ei kaasua” -tilassa..
10
Page 11

Käyttäjän käsikirja
SUOSITELLUT YHDISTELMÄT
Alkuperäinen esite
GALAXY 250M
Courant (A) Ø Fil (mm) Ø Buse (mm) Débit (L/min)
MIG
MAG
(mm)
0.8-2 20-100 0.8 12 10-12
2-4 100-200 1.0 12-15 12-15
4-8 200-300 1.0/1.2 15-16 15-18
0.6-1.5 15-80 0.6 12 8-10
1.5-3 80-150 0.8 12-15 10-12
3-8 150-300 1.0/1.2 15-16 12-15
MIG / MAG (GMAW/FCAW) HITSAUSTILA
Hitsausprosessit
Parametrit Asetukset
MANUEL
Vääntömomentti
materiaali/kaasu
Langan halkaisija Ø 0.8 > Ø 1.2 mm - Langan halkaisijan valinta
ModulArc OFF - ON - - Hitsausvirran modulaation (Double Pulse) aktivointi tai deaktivointi.
Käynnistimen 2T, 4T Liipaisuhitsauksen hallintatilan valinta.
- Fe Ar 25% CO
- ...
2
-
PULSE
STANDARD
Hitsattavan materiaalin valinta.
Synergiset hitsausparametrit
FI
Osoitustila Spot, Spot-Délai Kohdistustilan valinta
1. asetus
Pääsy tiettyihin hitsausparametreihin riippuu valitusta näyttötilasta: Parametrit/Näyttötila: Helppo tai Asiantuntija. Katso HMI-käyttöliittymän käyttöopas.
HITSAUSPROSESSIT
Jos haluat lisätietoja GYS:n synergioista ja hitsausprosesseista, skannaa QR-koodi :
OSOITUSTILA
• Pistehitsaus
Tämä hitsaustapa mahdollistaa osien esiasennuksen ennen hitsausta. Pistehitsaus voi tapahtua manuaalisesti liipaisimella tai ajastettuna ennalta
määritetyllä pistehitsauksella. Tämä puikkohitsausaika takaa paremman toistettavuuden ja hapettumattomat pisteet.
• Pistehitsaus
Tämä on samanlainen nidontatila kuin pistehitsaus, mutta siinä on nidontasekvenssi ja asetettu viipymäaika niin kauan kuin liipaisinta pidetään alhaalla. Tämän toiminnon avulla voit hitsata hyvin ohuita teräs- tai alumiinilevyjä, jolloin porautumisen ja levyn muodonmuutosten riski on vähäinen
(erityisesti alumiinin hitsauksessa).
Paksuus
Nykyinen
Nopeus
-
Näytettävän pääasetuksen valinta (hitsattavan osan paksuus, keskimääräinen
hitsausvirta tai langan nopeus).
11
Page 12

Käyttäjän käsikirja
Alkuperäinen esite
ASETUSTEN MÄÄRITTELY
Unité
Burnback - Toiminto estää langan tarttumisen helmen päähän. Tämä aika vastaa langan nousua sulasta.
Kylmä virta % Toinen ”kylmä” hitsausvirta
Crater Filler %/s
Viive s Aika pisteen päättymisen (pois lukien Post-Gas) ja uuden pisteen alkamisen (mukaan lukien Pre-Gas) välillä.
Paksuus mm
Sumuaminen s Juoksee ramppia pitkin.
Pulssien taajuus Hz Pulssien taajuus
Hot Start %/s
Virta A Hitsausvirta asetetaan käytettävän langan tyypin ja hitsattavan materiaalin mukaan.
I Start - Aloitusvirran säätö.
Kaaren pituus - Käytetään langan pään ja sulatuskylvyn välisen etäisyyden säätämiseen (jännityksen säätö).
Pré-gaz s Aika, joka kuluu soihdun puhdistamiseen ja kaasusuojauksen luomiseen ennen sytytystä.
Point s Määritelty kesto.
Post gaz s
Työjakso % Asettaa pulssitilassa kuuman virran ajan suhteessa kylmän virran aikaan.
Self - Vaimentaa enemmän tai vähemmän hitsausvirtaa. Säädettävissä hitsausasentoon sopivaksi.
Spot s Määritelty kesto.
Jännite V Vaikutus johtimen leveyteen.
Upslope s Virran asteittainen lisääminen.
Lähestymisnopeus -
Langan nopeus m/min Ladotun lisäaineen määrä ja epäsuorasti hitsauksen voimakkuus ja tunkeuma.
Tämä pysäytysvirta on vaihe virran alenevan rampin jälkeen.
Se asetetaan voimakkuuden (% hitsausvirrasta) ja ajan (sekuntia) suhteen.
Synergy mahdollistaa täysin automaattisen parametrien asettamisen. Paksuuden perusteella tapahtuva
toiminta asettaa automaattisesti sopivan kireyden ja langan nopeuden.
Kuumakäynnistys on ylivirta käynnistyksen yhteydessä, jotta lanka ei tartu työkappaleeseen. Se asetetaan
voimakkuuden (% hitsausvirrasta) ja ajan (sekuntia) mukaan.
Kaasusuojauksen kesto valokaaren sammumisen jälkeen. Tämä suojaa sekä työkappaletta että elektrodia
hapettumiselta.
Progressiivinen langan nopeus. Ennen pohjustusta lanka saapuu hitaasti, jotta ensimmäinen kosketus syntyy
ilman nykimistä.
GALAXY 250M
Pääsy tiettyihin hitsaus- ja nidontaparametreihin riippuu hitsausprosessista (manuaalinen, synerginen) ja valitusta näyttötilasta (helppo tai asiantuntija). Katso HMI-käyttöliittymän käyttöopas.
KAASUVIRRAN SÄÄTÖ
Jos haluat tarkistaa kaasun virtauksen painemittarista ilman hitsauslangan purkamista, paina ja pidä painettuna painiketta nro 1 ja noudata näytössä
näkyvää menettelyä. Tämä tarkistus on suoritettava säännöllisesti optimaalisen hitsaustuloksen varmistamiseksi. Katso HMI-käyttöliittymän käsikirja.
TIG-HITSAUSTILA (GTAW)
YHTEYS JA NEUVONTA
• DC TIG-hitsaus vaatii kaasusuojauksen (Argon).
• Kytke maadoituspuristin positiiviseen (+) liittimeen. Kytke lisävarusteena saatava TIG-poltin (viite 046108) generaattorin EURO-liittimeen ja kääntökaapeli negatiiviseen (-) liittimeen.
• Tarkista, että poltin on asianmukaisesti varusteltu ja että kulutustarvikkeet (vipukahva, kaulustuki, diuusori ja suutin) eivät ole kuluneet.
• Elektrodin valinta riippuu TIG DC -prosessivirrasta.
ELEKTRODIN TEROITUS
Optimaalisen suorituskyvyn saavuttamiseksi suosittelemme käyttämään elektrodia, joka on teroitettu seuraavasti:
d
SUOSITELLUT YHDISTELMÄT
(mm)
0.3 - 3 3 - 75 1 6.5 6 - 7
2.4 - 6 60 - 150 1.6 8 6 - 7
4 - 8 100 - 200 2 9.5 7 - 8
6.8 - 8.8 170 - 250 2.4 11 8 - 9
L
Courant (A) Ø Electrode (mm) Ø Buse (mm) Débit Argon (L/min)
L = 3 x d heikon virran osalta.
L = d voimakkaalle virralle.
12
Page 13

Käyttäjän käsikirja
t
t
T2
T1
Bouton principal
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
Alkuperäinen esite
PROSESSIPARAMETRIT
Parametrit Asetukset
Standard Tasainen virta
Pulsé Pulssivirta
Hitsausprosessi
Spot Tasainen osoittaminen
Spot-Pulsé Pulssimainen taklaus
Laukaisutila 2T, 4T, Valve Liipaisuhitsauksen hallintatilan valinta.
Pääsy tiettyihin hitsausparametreihin riippuu valitusta näyttötilasta: Parametrit/Näyttötila: Helppo tai Asiantuntija. Katso HMI-käyttöliittymän käyttöopas.
ASETUKSET
• Vakio
TIG DC Standard -hitsausprosessi mahdollistaa korkealaatuisen hitsauksen useimmille rautametalleille, kuten teräkselle, ruostumattomalle teräkselle,
kuparille ja sen seoksille, titaanille jne. Monien virta- ja kaasunhallintavaihtoehtojen ansiosta voit hallita hitsaustoimenpidettä täydellisesti aina
sytytyksestä hitsauspalan lopulliseen jäähtymiseen asti.
• Pulssi
Tässä pulssivirtahitsaustilassa yhdistyvät suuren virran pulssit (I, hitsauspulssi), joita seuraavat pienen virran pulssit (I_Cold, työkappaleen jäähdytyspulssi). Tämä pulssitila mahdollistaa osien kokoamisen lämpötilan nousua ja vääristymiä rajoittaen. Ihanteellinen myös asennossa.
Esimerkki:
Kylmävirta = 50 %, ts. kylmävirta = 50 % x 100 A = 50 A.
F(Hz) asetetaan 10Hz:ksi, signaalin jakso on 1/10Hz = 100ms -> 100ms välein seuraa 100A:n pulssi ja sen jälkeen 50A:n pulssi.
• Spot
Tämä hitsaustila mahdollistaa osien esiasennuksen ennen hitsausta. Kiinnitys voi tapahtua manuaalisesti liipaisimella tai ajastettuna ennalta määritetyllä kiinnitysajalla. Tämä nidonta-aika takaa paremman toistettavuuden ja hapettumattomien pisteiden tuottamisen.
• Spot-Pulsé
Tämä ohutlevyjen hitsaustapa mahdollistaa osien esiasennuksen ennen hitsausta. Pistehitsaus voidaan tehdä manuaalisesti liipaisimella tai ajastettuna ennalta määritetyllä pistehitsausaikana. Tämä nidonta-aika takaa paremman toistettavuuden ja hapettumattomien pisteiden tuottamisen.
GALAXY 250M
FI
SÄHKÖPUTKEN HALKAISIJAN VALINTA
Ø Elektrodi (mm)
1 10 > 75 10 > 75
1.6 60 > 150 60 > 150
2 75 > 180 100 > 200
2.5 130 > 230 170 > 250
3.2 160 > 310 225 > 330
LAUKAISEVA KÄYTTÄYTYMINEN
• 2T
• 4T
TIG DC
Puhdas volframi volframi oksidien kanssa
Noin = 80 A per mm Ø
T1 - Pääpainiketta painetaan, hitsausjakso käynnistyy (PreGas,
I_Start, UpSlope ja hitsaus).
T2 - Pääpainike vapautetaan, hitsausjakso pysäytetään
(DownSlope, I_Stop, PostGas).
2-painikkeisessa polttimessa ja vain 2T:ssä toissijaista painiketta
hallitaan samalla tavalla kuin pääpainiketta.
T1 - Pääpainiketta painetaan, sykli käynnistyy PreGas-vaiheesta ja
pysähtyy I_Start-vaiheeseen.
T2 - Pääpainike vapautetaan, sykli jatkuu UpSlope- ja hitsausvaiheessa.
T3 - Pääpainiketta painetaan, sykli siirtyy DownSlope-vaiheeseen ja
pysähtyy I_Stop-vaiheeseen.
T4 - Pääpainike vapautetaan, sykli päättyy PostGas-vaiheeseen.
Nb: polttimille, kaksoispainikkeille ja kaksoispainikkeelle + potentiometrille.
=> ”ylös/hitsausvirta”-painike ja potentiometri aktiivinen, ”alas”-painike inaktiivinen.
13
Page 14

Käyttäjän käsikirja
Alkuperäinen esite
Kaksoispainike- tai kaksoiskytkinpolttimissa ”korkea” liipaisu säilyttää saman toiminnallisuuden kuin yksipainike- tai kielipolttimissa. Matalan liipaisimen liipaisu on inaktiivinen.
ASETUSTEN MÄÄRITELMÄ
Unité
Pysäytä virta % Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Käynnistysvirta % Ce courant de palier au démarrage est une phase de préchauage avant la rampe de montée en courant.
Hitsausvirta A Courant de soudage.
Kylmä virta % Toinen ”kylmä” hitsausvirta.
Pulssin kesto s Pistepulssin vaihe manuaalinen tai määritellyn keston mittainen.
Pisteen kesto s Manuaalinen tai määritelty kesto.
Sumuaminen s Vältetään hitsauksen loppuvaiheen krateroituminen ja halkeiluriski erityisesti kevytmetalleissa
Pulssitaajuus (säätöohjeet) :
Taajuus pulssitaajuus Hz
Virran nousu s Mahdollistaa hitsausvirran asteittaisen lisäämisen.
Jälkikaasu s
Ennen kaasua s Aika, joka kuluu polttimen puhdistamiseen ja kaasusuojauksen luomiseen ennen sytytystä.
Pysäytysaika s Pysäytyksen viipymäaika on vaihe virran alenemisen jälkeen.
Käynnistysaika s Pysähdysaika käynnistyksessä ennen virran ramppia.
Kylmä aika % Kuuman virran (I) pulssin ajan saldo.
• Jos hitsaat käsikäyttöisellä metallitäyteaineella, niin F(Hz) synkronoitu täyteaineen liikkeen kanssa,
• Jos paksuus on pieni ja metallia ei lisätä (< 0,8 mm), F(Hz) > 10 Hz.
• Hitsaaminen paikallaan, niin F(Hz) < 100Hz.
Säilyttää kaasusuojauksen sen jälkeen, kun valokaari on sammunut. Tämä suojaa työkappaletta ja elektrodia
hapettumiselta jäähdytyksen aikana.
GALAXY 250M
Pääsy tiettyihin hitsausparametreihin riippuu valitusta näyttötilasta: Parametrit/Näyttötila: Helppo tai Asiantuntija. Katso HMI-käyttöliittymän käyttöopas.
MANUAALINEN KAASUN PUHDISTUS
Hapen läsnäolo polttimessa voi heikentää mekaanisia ominaisuuksia ja johtaa korroosionkestävyyden heikkenemiseen. Jos haluat puhdistaa kaasun
polttimesta, paina ja pidä painiketta nro 1 painettuna ja noudata näytössä näkyvää menettelyä. Katso HMI-käyttöliittymän käyttöopas.
MMA-HITSAUSTILA (SMAW)
YHTEYS JA NEUVONTA
• Kytke kaapelit, elektrodipidike ja maadoituspuristin liitäntäliittimiin.
• Noudata elektrodirasioissa ilmoitettuja napaisuuksia ja hitsausintensiteettejä.
• Poista päällystetty elektrodi elektrodipidikkeestä, kun hitsausvirtalähde ei ole käytössä.
• Laitteessa on 3 invertterille ominaista toimintoa:
- Hot Start tarjoaa ylivirran hitsauksen alkaessa.
- Arc Force tuottaa ylivirran, joka estää tarttumisen, kun elektrodi tulee takaisin kylpyyn.
- Anti-Sticking helpottaa elektrodin irrottamista punoittamatta sitä, jos se tarttuu kiinni.
PROSESSIPARAMETRIT
Hitsausprosessit
Parametrit Asetukset Standardi Pulssi
Elektrodin tyyppi
Anti-Sticking ON - OFF
Pääsy tiettyihin hitsausparametreihin riippuu valitusta näyttötilasta: Parametrit/Näyttötila: Helppo tai Asiantuntija. Katso HMI-käyttöliittymän käyttöopas.
HITSAUSPROSESSIT
• Vakio
Tämä Standard MMA-hitsaustila soveltuu useimpiin sovelluksiin. Se mahdollistaa hitsauksen kaikentyyppisillä pinnoitetuilla, rutiili-, emäksisillä ja
selluloosapohjaisilla elektrodeilla ja kaikilla materiaaleilla: teräs, ruostumaton teräs ja valurauta.
• Pulssi
Tämä MMA Pulsed -hitsaustila soveltuu sovelluksiin pystyasennossa ylöspäin (PF). Pulssitus mahdollistaa kylmän kylvyn ylläpitämisen ja edistää samalla materiaalin siirtymistä. Ilman pulssitusta pystysuora ylöspäin hitsaus vaatii ”kuusen” liikettä, toisin sanoen hankalaa kolmiomaista liikettä. Pulssitetun MMA:n avulla tätä liikettä ei enää tarvita, vaan työkappaleen paksuudesta riippuen suora ylöspäin suuntautuva liike voi riittää. Jos kuitenkin
haluat laajentaa sulaa allasta, pelkkä sivusuuntainen liike, joka on samanlainen kuin tasohitsauksessa, riittää. Tässä tapauksessa voit asettaa pulssivirran taajuuden näytöllä. Näin pystyhitsausta voidaan hallita paremmin.
PÄÄLLYSTETTYJEN ELEKTRODIEN VALINTA
• Rutilielektrodi: erittäin helppo käyttää missä tahansa asennossa.
• Peruselektrodi: voidaan käyttää missä tahansa asennossa. Sen paremmat mekaaniset ominaisuudet tekevät siitä sopivan turvallisuustyöhön.
Rutile
Basique
Elektrodityyppi määrittää erityiset parametrit käytettävän elektrodityypin
mukaan, jotta sen hitsattavuus voidaan optimoida.
Anti-stick-toimintoa suositellaan elektrodin poistamiseksi turvallisesti,
jos se tarttuu työkappaleeseen (virta katkeaa automaattisesti).
14
Page 15

Käyttäjän käsikirja
Alkuperäinen esite
ASETUSTEN MÄÄRITTELY
Unité
Arc Force
Hitsausvirta A Hitsausvirta asetetaan valitun elektrodityypin mukaan (katso elektrodipakkaus).
Kuumakäynnistyksen
aika
Pulssi Hz PULSE-tilan taajuus.
Hot Start -prosenttiosuus
Kylmä I-prosenttiosuus %
Kylmä aika s
Pääsy tiettyihin hitsausparametreihin riippuu valitusta näyttötilasta: Parametrit/Näyttötila: Helppo tai Asiantuntija. Katso HMI-käyttöliittymän käyttöopas.
HITSAUSVIRRAN ASETTAMINEN
Seuraavat asetukset vastaavat käyttökelpoista voimakkuusaluetta elektrodityypin ja halkaisijan mukaan. Nämä alueet ovat melko laajoja, koska ne
riippuvat sovelluksesta ja hitsausasennosta.
Elektrodin Ø (mm) Rutiili E6013 (A) Perus E7018 (A)
1.6 30-60 30-55
2.0 50-70 50-80
2.5 60-100 80-110
3.15 80-150 90-140
4.0 100-200 125-210
5 150-290 200-260
KAARIVOIMAN ASETTAMINENE
Hitsauksen aloittamiseksi on suositeltavaa asettaa Arc Force (kaarivoima) keskiasentoon (0) ja säätää sitä tulosten ja hitsausasetusten mukaan.
Huomautus: Arcforce-säätöalue on valitun elektrodityypin mukainen.
Arc Force on ylivirta, jolla estetään tarttuminen, kun elektrodi tai pisara joutuu kosketuksiin hitsausaltaan
kanssa.
Hot Start on käynnistyksen yhteydessä annettava ylivirta, jolla estetään elektrodin tarttuminen työkap-
s
paleeseen. Se asetetaan voimakkuuden (% hitsausvirrasta) ja ajan (sekuntia) suhteen.
Hot Start on ylivirta käynnistyksen yhteydessä, jotta estetään elektrodin tarttuminen työkappaleeseen. Se ase-
%
tetaan intensiteettinä (% hitsausvirrasta) ja aikana (sekuntia).
GALAXY 250M
FI
VALINNAISET RULLAT (B)
Halkaisija
ø 0.6/0.8 042353 - ø 0.9/1.2 042407
ø 0.8/1.0 042360 042377
ø 1.0/1.2 046849 040915
Viite (x2)
Acier Aluminium Fil fourré
Halkaisija
Viite (x2)
15
Page 16
Käyttäjän käsikirja
Alkuperäinen esite
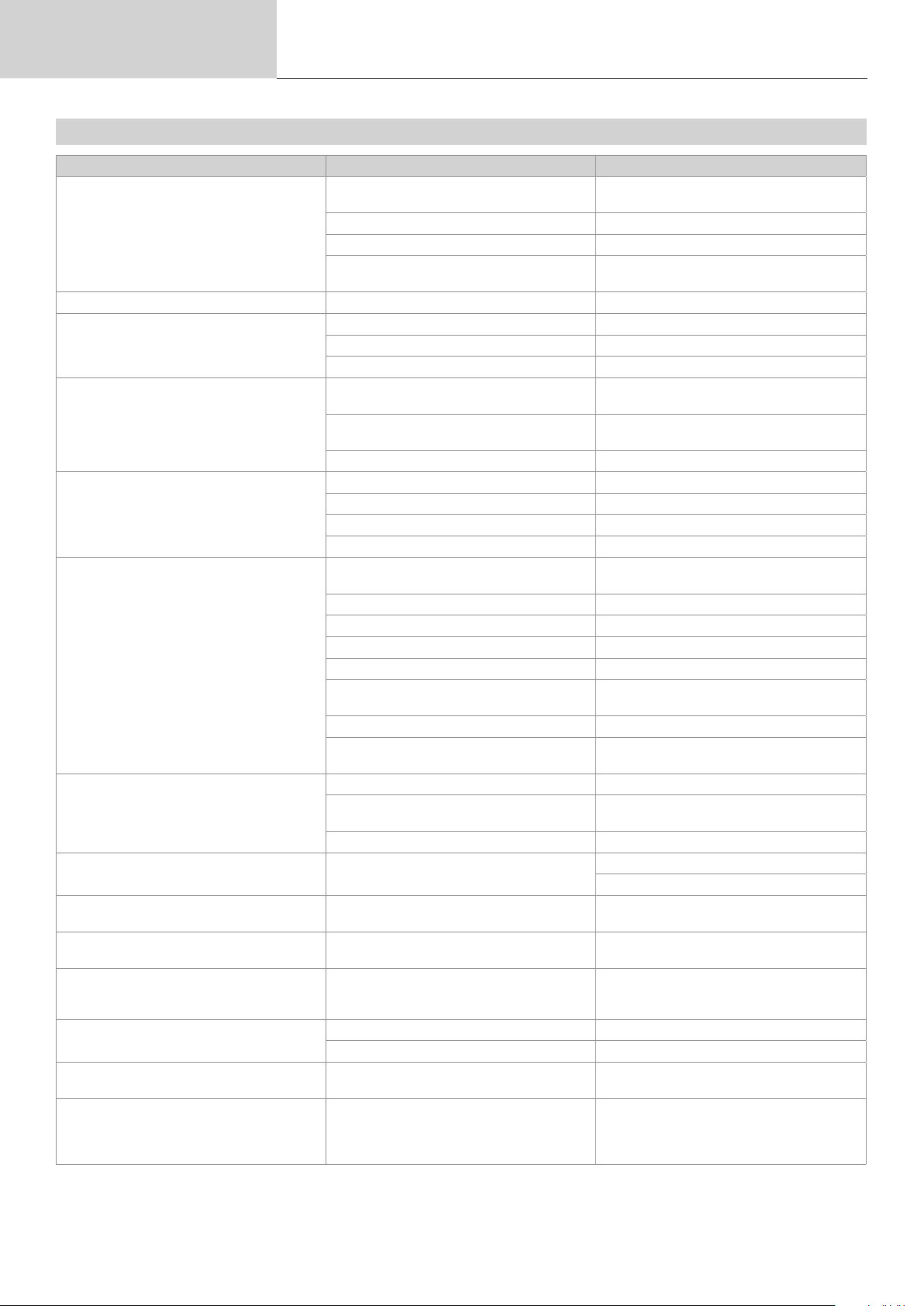
VIAT, SYYT, KORJAUSTOIMENPITEET
SYMPTOMIT MAHDOLLISET SYYT PARANNUSKEHOTUKSET
Aukon tukkeutuminen akanoista
Hitsauslangan virtausnopeus ei ole vakio.
Langansyöttömoottori ei toimi. Kelan jarru tai rulla liian kireällä. Löysää jarru ja rullat.
Huono langansyöttö.
Ei virtaa tai väärä hitsausvirta.
Lanka tukkeutuu rullien jälkeen.
Hitsisulka on huokoinen.
Erittäin suuret kipinähiukkaset.
Polttimen ulostulossa ei ole kaasua Virheellinen kaasuliitäntä.
Virhe latauksen aikana
Varmuuskopiointi ongelma
JOBSin automaattinen poistaminen.
USB-avaimen ongelma
Tiedosto-ongelma
Päivitysongelma
Lanka liukuu rullissa. Levitä tarttumisenestoaine uudelleen.
Yksi rullista liukuu. Tarkista, että rullaruuvi on kireällä.
Kelan jarru tai rulla liian kireällä.
Kierreohjaimen vaippa likainen tai vaurioitunut. Puhdista tai vaihda.
Rullan akselin avain puuttuu. Aseta avain takaisin paikalleen.
Kelan jarru liian kireällä. Vapauta jarru.
Virheellinen verkkopistokeliitäntä.
Huono maadoitusliitäntä.
Ei virtaa. Tarkista polttimen liipaisin.
Johdinohjaimen vaippa murskaantunut Tarkista polttimen vaippa ja runko.
Lanka juuttunut polttimeen. Vaihda tai puhdista.
Ei kapillaariputkea. Tarkista kapillaariputki.
Langan nopeus liian suuri. Vähennä langan nopeutta.
Riittämätön kaasuvirtaus.
Kaasupullo tyhjä. Vaihda se.
Kaasun laatu ei ole tyydyttävä. Vaihda se.
Ilmankierto tai tuulen vaikutus. Estä veto, suojaa hitsausalue.
Kaasusuutin liian likainen. Puhdista kaasusuutin tai vaihda se.
Huono langan laatu.
Hitsattavan pinnan huono kunto (ruoste jne.). Puhdista työkappale ennen hitsausta
Kaasua ei ole kytketty
Kaarijännite liian alhainen tai liian korkea. Katso hitsausparametrit.
Väärä maadoitusliitäntä.
Riittämätön suojakaasu. Säädä kaasuvirtausta.
USB-tikun tiedot ovat virheellisiä tai korruptoituneita.
Olet ylittänyt varmuuskopioiden enimmäismäärän.
Jotkin työtehtävistäsi on poistettu, koska ne
eivät enää olleet voimassa uusien synergioiden kanssa.
USB-muistitikulla ei havaita yhtään JOBia. -
Tuotteesta on loppunut muisti Vapauta tilaa USB-muistitikulta.
Tiedosto ”...” ei vastaa tuotteeseen ladattuja
synergioita.
USB-levyä ei tunnista. Päivitysmenettelyn
vaiheen 4 näyttö ei näy näytössä.
Puhdista kosketusputki tai vaihda se uuteen
tarttumisenestoaineeseen.
Polttimen kaapelin on oltava mahdollisimman
suora.
Tarkista pistokeliitäntä ja tarkista, että pistokkeeseen on kytketty virta.
Tarkista maadoituskaapeli (kytkentä ja puristimen kunto).
Säätöalue 15 - 20 L/min.
Puhdas perusmetalli.
Käytä MIG-MAG-hitsaukseen soveltuvaa
lankaa.
Tarkista, että kaasu on kytketty generaattorin
tuloon.
Tarkista ja aseta maakiinnitin mahdollisimman
lähelle hitsattavaa aluetta.
Tarkista kaasun syöttöliitännät
Tarkista, että magneettiventtiili toimii
Tarkista tiedot.
Sinun on poistettava ohjelmia.
Varmuuskopioiden määrä on rajoitettu200:aan.
-
Tiedosto on luotu synergioilla, joita ei ole
koneessa.
1 - Aseta USB-levypaikkaan USB-muistitikku.
2- Kytke generaattori päälle.
3- Pidä HMI-pyörä painettuna pakottaaksesi
päivityksen.
GALAXY 250M
16
Page 17

Käyttäjän käsikirja
Alkuperäinen esite
TAKUUEHDOT
Takuu kattaa kaikki valmistusvirheet tai -viat 2 vuoden ajan ostopäivästä (osat ja työ).
Takuu ei kata :
- Muita kuljetuksesta johtuvia vaurioita.
- Osien normaalia kulumista (esim. kaapelit, kiinnittimet jne.).
- Vääränlaisesta käytöstä johtuvia vahinkoja (väärä virransyöttö, pudottaminen, purkaminen).
- Ympäristövahingot (saastuminen, ruoste, pöly).
Vian sattuessa palauta laite jälleenmyyjälle ja liitä mukaan :
- päivätty ostotodistus (kuitti, lasku jne.).
- vian selittävä huomautus..
GALAXY 250M
FI
17
Page 18

Varaosat
SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / ЗАПАСНЫЕ ЧАСТИ / RESERVE
ONDERDELEN / PEZZI DI RICAMBIO
26
GALAXY 250M
4
13
18
17
16
25
12
11
15
3
5
2
1
27
1 Embase Texas Femelle / Femal Texas Socket 51468
2 Interrupteur bipolaire / Two-pole switch 52472
3 Poignée plastique / Plastic handle 56047
4 IHM / HMI E0217C
5 Motodévidoir / Wire feeder motor 51207
6 Carte tachymétrie / Tachometer board E0153C
7 Capteur de courant / Current sensor 64463
8 Self de sortie / Output Choke 63739
9 Self PFC 63691
10 Transformateur / Transformer 63561
11 Carte alimentation / Power supply board E0169C
12 Ventilateur 60x60x20 / Fan 60x60x20 51018
13 Circuit principal / Main circuit E0222C
14 Circuit contrôle / Control circuit E0215C
15 Carte de puissance / Power board E0223C
16 Ventilateur 92x92x38 / Fan 92x92x38 50999
17 Electrovanne / Solenoid valve 70991
18 Support bobine / Reel Holder 71613
19 Grille plastique ventilateur / Plastic fan grill 51011
20 Cordon secteur / Mains cable 5 m 21591
21 Verrou aeurant / Flush lock 71003
22 Charnière / Plastic hinge 56239
23 Roue pivotante / Castor whell 71360
24 Roue de diamètre 200 / Wheel diameter 200 71375
25 Transformateur de courant / Current transformer 63832
26 Fenêtre dévidoir / Wirefeeder window 56231
27 Cable d’inversion de polarité / Polarity reversal cable 71992
6
7
9
8
10
23
14
21
22
20
19
24
250M
18
Page 19

Sähkökaavio
4
CIRCUIT DIAGRAM / SCHALTPLAN / DIAGRAMA ELECTRICO / ЭЛЕКТРИЧЕСКАЯ СХЕМА /
ELEKTRISCHE SCHEMA / SCEMA ELETTRICO
17
20
2
10
6
10
GALAXY 250M
13
26
2
18
4
12
11
3
27
14
10
15
6
M
5
2
5
RJ45
25
9
8
7
-
+
1
1
19
Page 20

Tekniset tiedot
Tekninen
TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / ESPECIFICACIONES TÉCNICAS /
ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE
250M
Primaire / Primary / Primär / Primario / Первичка / Primaire / Primario
Tension d’alimentation / Power supply voltage / Versorgungsspannung / Tensión de red eléctrica / Напряжение питания / Voedingss-
panning / Tensione di alimentazione
Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Частота сети / Frequentie sector / Frequenza settore
Nombre de phases / Number of phases / Anzahl der Phasen / Número de fases / Количество фаз / Aantal fasen / Numero di fase
Fusible disjoncteur / Fuse / Sicherung / Fusible disyuntor / Плавкий предохранитель прерывателя / Zekering hoofdschakelaar / Fusibile
disgiuntore
Courant d’alimentation effectif maximal / Maximum effective supply current / Corriente de alimentación efectiva máxima / Maximale
effectieve voedingsstroom / Corrente di alimentazione effettiva massima / Maksymalny efektywny prąd zasilania
Courant d’alimentation maximal / Maximum supply current / Corriente de alimentación máxima / Maximale voedingsstroom / Corrente
di alimentazione massima / Maksymalny prąd zasilania
Section du cordon secteur / Mains cable section / Sectie netsnoer / Sección del cable de alimentación / Sezione del cavo di alimenta-
zione / Odcinek przewodu zasilającego
Puissance active maximale consommée / Maximum active power consumed / Consumo máximo de energía activa / Maximale actieve verbruikte
vermogen / Potenza attiva massima consumata / Maksymalny pobór mocy czynnej
Consommation au ralenti / Idle consumption / Consumo en ralentizado / Stationair verbruik / Consumo al minimo / Zużycie na biegu jałowym
Rendement à I2max / Efciency at I2max / Eciencia a I2máx / Rendement bij I2max / Efcienza a I2max / Sprawność przy I2max
Facteur de puissance à I2max / Power factor at I2max / Factor de potencia a I2max / Inschakelduur bij I2max / Ciclo di potenza a
I2max / Współczynnik mocy przy I2max
Classe CEM / EMC class / Classe CEM / Klasse CEM / Classe CEM / Klasa EMC A
Secondaire / Secondary / Sekundär / Secundario / Вторичка / Secondair / Secondario
Tension à vide / No load voltage / Leerlaufspannung / Tensión al vacío / Напряжение холостого хода / Nullastspanning / Tensione a
vuoto
Nature du courant de soudage / Type of welding current / Tipo de corriente de soldadura / Type lasstroom / Tipo di corrente di saldatura
/ Rodzaj prądu spawania
Modes de soudage / Welding modes / Modos de soldadura / Lasmodules / Modalità di saldatura / Tryby spawania MMA, TIG, MIG-MAG
Courant de soudage minimal / Minimum welding current / Corriente mínima de soldadura / Minimale lasstroom / Corrente minima di
saldatura / Minimalny prąd spawania
Courant de sortie nominal / Rate current output / nominaler Arbeitsstrom / Corriente de salida nominal / Номинальный выходной ток /
Nominale uitgangsstroom / Corrente di uscita nominale
Tension de sortie conventionnelle / Conventional voltage output / entsprechende Arbeitsspannung / Условное выходные напряжения
/ Tensión de salida convencional / Conventionele uitgangsspanning / Tensione di uscita convenzionale
Facteur de marche à 40°C (10 min), Norme EN60974-1 / Duty cycle at 40°C (10 min), Standard EN60974-1.
*
Einschaltdauer @ 40°C (10 min), EN60974-1-Norm / Ciclo de trabajo a 40°C (10 min), Norma EN60974-1/ ПВ% при 40°C (10
мин), Норма EN60974-1. / Inschakelduur bij 40°C (10 min), Norm EN60974-1, Ciclo di lavoro a 40°C (10 min), Norma EN60974-1.
U1
I1eff
I1max
λ
MMA
(SMAW)
U0
(TCO)
20 A 10 A 10 A
I2
20 250 A 10 250 A 10 250 A
U2
20.8 30 V 10.4 20 V 14.5 26.5 V
Imax 15 % 20 % 20 %
60 % 150 A 150 A 150 A
100 % 120 A 130 A 130 A
230 V +/- 15%
50 / 60 Hz
1
16 A
15.5 A
39.6 A
3 x 2.5 mm²
8.9 kW
15.9 W
84 %
0.995
TIG
(GTAW)
67 V
DC
GALAXY 250M
MIG-MAG
(GMAW-FCAW)
Diamètre minimal et maximal du l d’apport / Minimum and maximum diameter of ller wire / Minimaler und maximaler Durchmesser des Schweißfülldrahtes / Diámetro mínimo y máximo del hilo de soldadura / Минимальный и
максимальный диаметр присадочной проволоки / Minimale en maximale diameter van het lasdraad / Diametro
minimo e massimo del lo d’apporto
Connectique de torche / Torch connector / Brenneranschluss / Conexiones de antorcha / Соединения горелки / Aansluiting toorts / Connettori
della torcia
Type de galet / Drive roller type / Drahtführungsrolle-Typ / Tipo de rodillo / Тип ролика / Type draadaanvoerrol / Tipo di rullo
Vitesse de dévidage / Motor speed / Motor-Drehzahl / Velocidad de motor / Скорость двигателя / Snelheid motor / Velocità del motore
Puissance du moteur / Motor power / Leistung des Motors / Potencia del motor / Vermogen van de motor / Potenza del
motore
Diamètre maximal de la bobine d’apport / Maximum diameter of the supply reel / Maximaler Durchmesser der Schweißfülldrahtspule / Diámetro
máximo de la bobina de alambre / Максимальный диаметр проволочной бобины / Maximale diameter van de spoel / Diametro massimo della
bobina d’apporto
Poids maximal de la bobine de l d’apport / Maximum weight of the ller wire reel / Maximales Gewicht der Schweißfülldrahtspule / Peso máximo
de la bobina de alambre / Максимальный вес проволочной бобины / Maximale gewicht van de spoel / Peso massimo della bobina del lo
d’apporto
Pression maximale de gaz / Maximum gas pressure / Maximaler Gasdruck / Presión máxima del gas / Максимальное давление газа /
Maximale gasdruk / Pressione massima del gas
Température de fonctionnement / Functionning temperature / Betriebstemperatur / Temperatura de funcionamiento / Рабочая температура /
Gebruikstemperatuur / Temperatura di funzionamento
Température de stockage / Storage temperature / Lagertemperatur / Temperatura de almacenaje / Температура хранения / Bewaartemperatuur /
Temperatura di stoccaggio
Fil fourré / Wire cored
20
Acier / Steel
Inox / Stainless
Aluminium
CuSi / CuA
0.6 1.0 mm
0.8 1.0 mm
0.8 1.2 mm
0.9 1.2 mm
0.8 1.0 mm
Euro
B
1.0 20 m/min
50 W
Ø 300 mm
18 kg
0.5 MPa (5 bar)
-10°C +40°C
-20°C +55°C
Page 21

Tekniset tiedot
Tekninen
GALAXY 250M
Degré de protection / Protection level / Schutzart / Grado de protección / Степень защиты / Beschermingsklasse / Grado di protezione
Classe d’isolation minimale des enroulements / Minimum coil insulation class / Clase mínima de aislamiento del bobinado / Minimale isolatieklasse
omwikkelingen / Classe minima di isolamento degli avvolgimenti / Minimalna klasa izolacji okablowania
Dimensions (Lxlxh) / Dimensions (LxWxH) / Abmessungen (Lxbxt) / Dimensiones (Lxlxh) / Размеры (ДхШхВ) / Afmetingen (Lxlxh) / Dimensioni
(Lxlxh)
Poids / Weight / Gewicht / Вес / Peso / Gewicht / Peso
*Les facteurs de marche sont réalisés selon la norme EN60974-1 à 40°C et sur un cycle de 10 min. Lors d’utilisation intensive (supérieur au facteur
de marche) la protection thermique peut s’enclencher, dans ce cas, l’arc s’éteint et le témoin s’allume. Laissez l’appareil alimenté pour permettre
son refroidissement jusqu’à annulation de la protection. La source de courant décrit une caractéristique de sortie de type tombante. La source de
courant décrit une caractéristique de sortie de type plate. Dans certains pays, U0 est appelé TCO.
*The duty cycles are measured according to standard EN60974-1 à 40°C and on a 10 min cycle. While under intensive use (> to duty cycle) the
thermal protection can turn on, in that case, the arc swictes off and the indicator switches on. Keep the machine’s power supply on to enable cooling
until thermal protection cancellation. The welding power source describes an external drooping characteristic. The power supply shows a at output
pattern.. In some countries, U0 is called TCO.
* Einschaltdauer gemäß EN60974-1 (10 Minuten - 40°C). Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Thermoschutz ausgelöst
werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung erscheint auf der Anzeige. Das Gerät zum Abkühlen
nicht ausschalten und laufen lassen bis das Gerät wieder bereit ist. Das Gerät entspricht in seiner Charakteristik einer Spannungsquelle mit fallender
Kennlinie. Die Stromquelle hat eine ache Kennliniencharakteristik. In einigen Ländern wird U0 als TCO bezeichnet.
*Los ciclos de trabajo están realizados en acuerdo con la norma EN60974-1 a 40ºC y sobre un ciclo de diez minutos. Durante un uso intensivo (su-
perior al ciclo de trabajo), se puede activar la protección térmica. En este caso, el arco se apaga y el indicador se enciende. Deje el aparato conec-
tado para permitir que se enfríe hasta que se anule la protección. La fuente de corriente de soldadura posee una salida de tipo corriente constante.
La fuente de corriente describe una característica de salida de tipo plano. En algunos países, U0 se llama TCO.
*ПВ% указаны по норме EN60974-1 при 40°C и для 10-минутного цикла. При интенсивном использовании (> ПВ%) может
включиться тепловая защита. В этом случае дуга погаснет и загорится индикатор . Оставьте аппарат подключенным к
питанию, чтобы он остыл до полной отмены защиты. Аппарат описывает падающую характеристику на выходе. Источник тока
имеет выходную характеристику типа «плоская характеристика». В некоторых странах U0 называется TCO.
*De inschakelduur is gemeten volgens de norm EN60974-1 bij een temperatuur van 40°C en bij een cyclus van 10 minuten. Bij intensief
gebruik (superieur aan de inschakelduur) kan de thermische beveiliging zich in werking stellen. In dat geval gaat de boog uit en gaat het
beveiligingslampje gaat branden. Laat het apparaat aan de netspanning staan om het te laten afkoelen, totdat de beveiliging afslaat.
Het apparaat heeft een uitgaande dalende eigenschap. De stroombron heeft een vlakke uitgangskarakteristiek. In sommige landen
wordt U0 TCO genoemd.
*I cicli di lavoro sono realizzati secondo la norma EN60974-1 a 40°C e su un ciclo di 10 min. Durante l’uso intensivo (> al ciclo di lavoro)
la protezione termica può attivarsi, in questo caso, l’arco si spegne e la spia si illumina. Lasciate il dispositivo collegato per permetterne
il raffreddamento no all’annullamento della protezione. La fonte di corrente di saldatura presenta una caratteristica di uscita spiovente.
La fonte di corrente descrive una caratteristica di uscita di tipo piatto. In alcuni Paesi, U0 viene chiamata TCO.
IP23S
B
78 x 45 x 80 cm
45 kg
21
Page 22

Piktogrammit
SYMBOLS / ZEICHENERKLÄRUNG / ICONOS / СИМВОЛЫ / PICTOGRAMMEN / ICONE
FR
Attention ! Lire le manuel d’instruction avant utilisation. EN Warning ! Read the user manual before use. DE ACHTUNG ! Lesen Sie diese Anleitung sorgfältig durch vor
Inbetriebnahme des Geräts. ES ¡Atención! Lea el manual de instrucciones antes de su uso. RU Внимание! Прочтите инструкцию перед использованием. NL Let op! Lees
aandachtig de handleiding. IT Attenzione! Leggere il manuale d’istruzioni prima dell’uso. PL Uwaga! Przed użyciem należy uważnie przeczytać instrukcję obsługi.
FR
Symbole de la notice EN User manual symbol DE Symbole in der Bedienungsanleitung ES Símbolo del manual RU Символы, использующиеся в инструкции NL
Symbool handleiding IT Simbolo del manuale PL Symbol ulotki
FR
Source de courant de technologie onduleur délivrant un courant continu. EN Undulating current technology based source delivering direct curent. DE Invertergleichstromquelle. ES Fuente de corriente de tecnología ondulador que libera corriente continua. RU Источник тока с технологией преобразователя, выдающий постоянный ток. NL
Stroombron met UPS technologie, levert gelijkstroom. IT Fonte di corrente con tecnologia inverter che rilascia una corrente continua. PT Fonte de energia da tecnologia do
inversor que fornece uma corrente contínua. PL Źródło prądu technologii falownika dostarczającego prąd stały.
FR
Soudage à l’électrode enrobée - MMA (Manual Metal Arc) EN MMA welding (Manual Metal Arc) DE Schweißen mit umhüllter Elektrode (E-Handschweißen) ES Soldadura
con electrodo revestido (MMA - Manual Metal Arc) RU Сварка электродом с обмазкой: MMA (Manual Metal Arc) NL Lassen met beklede elektrode - MMA (Manual Metal
Arc) IT Saldatura all’elettrodo rivestito - MMA (Manual Metal Arc) PT Soldadura a eletrodo revestido (MMA – Manual Metal Arc) PL Spawanie elektrodami otulonymi (MMA Manual Metal Arc)
FR
Soudage TIG (Tungsten Inert Gaz) EN TIG welding (Tungsten Inert Gas) DE TIG- (WIG-)Schweißen (Tungsten (Wolfram) Inert Gas) ES Soldadura TIG (Tungsten Inert
Gaz) RU Сварка TIG (Tungsten Inert Gaz) NL TIG lassen (Tungsten Inert Gaz) IT Saldatura TIG (Tungsten Inert Gaz) PT Soldadura TIG (Tungsten Inert Gaz) PL Spawanie
TIG ( Wolfram Gazu Obojętnego)
FR
Soudage à MIG / MAG EN MIG / MAG welding DE MIG / MAG-Schweißen ES Soldadura MIG / MAG RU Сварка MIG / MAG NL MIG/ MAG lassen IT Saldatura MIG /
MAG PT Soldagem MIG / MAG PL Spawanie MIG / MAG
FR
Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit toutefois pas être placée dans de tels locaux.
EN
Suitable for welding in an environment with an increased risk of electric shock. However this a machine should not placed in such an environment. DE Geeignet für
Schweißarbeiten im Bereich mit erhöhten elektrischen Risiken. ES Adaptado para soldadura en lugar con riesgo de choque eléctrico. Sin embargo, la fuente eléctrica no debe
estar presente en dichos lugares. RU Подходит для сварки в среде с повышенным риском удара током. В этом случае источник тока не должен находиться в том же
самом помещении. NL Geschikt voor het lassen in een ruimte met verhoogd risico op elektrische schokken. De voedingsbron zelf moet echter niet in dergelijke ruimte worden
geplaatst. IT Conviene alla saldatura in un ambiente a grande rischio di scosse elettriche. L’origine della corrente non deve essere localizzata in tale posto. PL Nadaje się do
spawania w środowisku o zwiększonym ryzyku porażenia prądem. Samo źródło prądu nie może jednak być umieszczone w tego typu pomieszczeniach.
FR
Courant de soudage continu EN Direct welding current DE Gleichschweißstrom ES Corriente de soldadura continua. RU Постоянный сварочный ток NL Gelijkstroom IT
Corrente di saldatura continuo PL Stały prąd spawania.
FR
U0
X(40°C)
I2
A
U2
V
Hz
Tension assignée à vide EN Open circuit voltage DE Leerlaufspannung ES Tensión asignada en vacío RU Номинальное напряжение холостого хода NL Nullastspanning IT Tensione nominale a vuoto PL Znamionowe napięcie próżniowe
FR
Facteur de marche selon la norme EN60974-1 (10 minutes – 40°C). EN Duty cycle according to standard EN 60974-1 (10 minutes – 40°C). DE Einschaltdauer: 10
min - 40°C, richtlinienkonform EN60974-1. ES Ciclo de trabajo según la norma EN60974-1 (10 minutos – 40°C). RU ПВ% согласно норме EN 60974-1 (10 минут – 40°C).
NL
Inschakelduur volgens de norm EN60974-1 (10 minuten – 40°C). IT Ciclo di lavoro conforme alla norma EN60974-1 (10 minuti – 40°C). PL Cykl pracy zgodny z normą
EN60974-1 (10 minut - 40 ° C)
FR
Courant de soudage conventionnel correspondant EN Corresponding conventional welding current DE Entsprechender Schweißstrom ES Corriente de soldadura convencional correspondiente. RU Соответствующий номинальный сварочный ток NL Corresponderende conventionele lasstroom IT Corrente di saldatura convenzionale. PL
Odpowiedni konwencjonalny prąd spawania
FR
Ampères EN Amperes DE Ampere ES Amperios RU Амперы NL Ampère IT Amper
FR
Tensions conventionnelles en charges correspondantes EN Conventional voltage in corresponding loads. DE Entsprechende Arbeitsspannung ES Tensiones convencionales en cargas correspondientes. RU Номинальные напряжения при соответствующих нагрузках. NL Conventionele spanning in corresponderende belasting IT Tensioni
convenzionali in cariche corrispondenti PL Ampery
FR
Volt EN Volt DE Volt ES Voltio RU Вольт NL Volt IT Volt PL Wolt
FR
Hertz EN Hertz DE Hertz ES Hercios RU Герц NL Hertz IT Hertz PL Herc
GALAXY 250M
22
m/min
U1
I1max
I1eff
FR
Vitesse du l EN Wire speed DE Drahtgeschwindigkeit ES Velocidad de hilo RU Скорость проволоки NL Draadsnelheid IT Velocità di lo PL Prędkość drutu
FR
Mètre par minute EN Meter per minute DE Meter pro Minute ES Metro por minuto RU Метр в минуту NL Meter per minuut IT Metro per minuto PL Metr na minutę
FR
Alimentation électrique monophasée 50 ou 60Hz EN Single phase power supply 50 or 60 Hz DE Einphasige Netzversorgung mit 50 oder 60Hz ES Alimentación eléctrica
monofásica 50 o 60Hz RU Однофазное электропитание 50 или 60Гц NL Enkelfase elektrische voeding 50Hz of 60Hz. IT Alimentazione elettrica monofase 50 o 60Hz PT
Alimentação monofásica 50/60Hz PL Zasilanie jednofazowe 50 lub 60Hz.
FR
Tension assignée d’alimentation EN Assigned voltage DE Netzspannung ES Tensión asignada de alimentación eléctrica. RU Номинальное напряжение питания NL
Nominale voedingsspanning IT Tensione nominale d’alimentazione PL Napięcie znamionowe zasilania.
FR
Courant d’alimentation assigné maximal (valeur efcace) EN Maximum rated power supply current (effective value). DE Maximaler Versorgungsstrom ES Corriente de
alimentación eléctrica asignada máxima (valor ecaz). RU Максимальный сетевой ток (эффективное значение) NL Maximale nominale voedingsstroom (effectieve waarde)
IT
Corrente d’alimentazione nominale massima (valore effettivo) PL Maksymalny prąd znamionowy zasilania (wartość skuteczna).
FR
Courant d’alimentation effectif maximal EN Maximum effective power supply current. DE Maximaler effektiver Versorgungsstrom ES Corriente de alimentación eléctrica
máxima. RU Максимальный эффективный сетевой ток NL Maximale effectieve voedingsstroom IT Corrente effettivo massimo di alimentazione PL Maksymalny skuteczny
prąd zasilania
FR
Matériel conforme aux Directives européennes. La déclaration UE de conformité est disponible sur notre site (voir à la page de couverture). EN Device complies with europeans directives, The EU declaration of conformity is available on our website (see cover page). DE Gerät entspricht europäischen Richtlinien. Die Konformitätserklärung nden
Sie auf unsere Webseite. ES Aparato conforme a las directivas europeas. La declaración de conformidad UE está disponible en nuestra página web (dirección en la portada).
RU
Устройство соответствует директивам Евросоюза. Декларация о соответствии доступна для просмотра на нашем сайте (ссылка на обложке). NL Apparaat in overeenstemming met de Europese richtlijnen. De verklaring van overeenstemming is te downloaden op onze website (adres vermeld op de omslag). IT Materiale in conformità
alle Direttive europee. La dichiarazione di conformità è disponibile sul nostro sito (vedere sulla copertina). PL Urzadzenie jest zgodne z dyrektywami europejskimi. Deklaracja
Zgodności UE jest dostępna na naszej stronie internetowej (patrz strona tytułowa).
Page 23

Piktogrammit
IEC 60974-1
IEC 60974-10
Class A
IEC 60974-5
GALAXY 250M
FR
Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site (voir à la page de couverture). EN Equipment in
compliance with British requirements. The British Declaration of Conformity is available on our website (see home page). DE Das Gerät entspricht den britischen Richtlinien
und Normen. Die Konformitätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite). ES Equipo conforme a los requisitos británicos. La
Declaración de Conformidad Británica está disponible en nuestra página web (véase la portada). RU Материал соответствует требованиям Великобритании. Заявление о
соответствии для Великобритании доступно на нашем веб-сайте (см. главную страницу) NL Materiaal conform aan de Britse eisen. De Britse verklaring van overeenkomt
is beschikbaar op onze website (zie omslagpagina). IT Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito
(vedere pagina di copertina). PL Wyposażenie spełnia wymogi brytyjskie. Brytyjska Deklaracja Zgodności jest dostępna na naszej stronie internetowej (patrz strona tytułowa).
FR
Matériel conforme aux normes Marocaines. La déclaration Cم (CMIM) de conformité est disponible sur notre site (voir à la page de couverture). EN Equipment in conformity
with Moroccan standards. The declaration Cم (CMIM) of conformity is available on our website (see cover page). DE Das Gerät entspricht die marokkanischen Standards. Die
Konformitätserklärung Cم (CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite). ES Equipamiento conforme a las normas marroquíes. La declaración de conformidad C
م (CMIM) está disponible en nuestra página web (ver página de portada). RU Товар соответствует нормам Марокко. Декларация Cم (CMIM) доступна для скачивания на
нашем сайте (см на титульной странице). NL Dit materiaal voldoet aan de Marokkaanse normen. De verklaring Cم (CMIM) van overeenstemming is beschikbaar op onze
internet site (vermeld op de omslag). IT Materiale conforme alle normative marocchine. La dichiarazione Cم (CMIM) di conformità è disponibile sul nostro sito (vedi scheda del
prodotto). PL Urządzenie zgodne ze standardami marokańskimi . Deklaracja zgodności Cم (CMIM) jest dostępna na naszej stronie internetowej (patrz strona tytułowa).
FR
L’appareil respecte la norme EN60974-1 et EN 60971-10 appareil de classe A. EN The device is compliant with standard EN60974-1 and EN60971-10 class A device. DE
Das Gerät erfüllt die Norm EN 60974-1 und EN 60971-10 der Geräteklasse A ES El aparato se ajusta a la norma EN60974-1 y EN 60971-10, aparato de clase A. RU Аппарат
соответствует нормам EN60974-1 и EN60971-10 аппарат класса A. NL Dit klasse A apparaat voldoet aan de EN60974-1 en EN60971-10 normen. IT Il dispositivo rispetta
la norma EN60974-1 e EN 60971-10 dispositivo classe A. PL Urządzenie jest zgodne z normami EN60974-1 i EN60971-10 dla urządzeń klasy A
FR
L’appareil respecte la norme EN 60974-5. EN This product is compliant with standard EN 60974-5. DE Das Gerät entspricht der Norm EN 60974-5. ES El aparato es
conforme a las normas EN60974-5. RU Аппарат соблюдает нормы EN 60974-5. NL Het apparaat voldoet aan de norm EN 60974-5. IT Il disposittivo rispetta la norma EN
60974-5. PL Urządzenie spełnia wymagania normy EN 60974-5.
FR
Ce matériel faisant l’objet d’une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique ! EN This hardware is subject to
waste collection according to the European directives 2012/19/EU. Do not throw out in a domestic bin ! DE Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen
(sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll entsorgt werden! ES Este material requiere una recogida de basuras selectiva
según la directiva europea 2012/19/UE. ¡No tirar este producto a la basura doméstica! RU Это оборудование подлежит переработке согласно директиве Евросоюза
2012/19/UE. Не выбрасывать в общий мусоросборник! NL Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval ! IT Questo materiale è soggetto alla raccolta differenziata seguendo la direttiva europea 2012/19/UE. Non smaltire coni riuti domestici! PL Urządzenie to podlega
selektywnej zbiórce odpadów zgodnie z dyrektywą UE 2012/19/UE. Nie wyrzucać do zwykłego kosza!
FR
Produit recyclable qui relève d’une consigne de tri. EN This product should be recycled appropriately DE Recyclingprodukt, das gesondert entsorgt werden muss. ES
Producto reciclable que requiere una separación determinada. RU Этот аппарат подлежит утилизации. NL Product recyclebaar, niet bij het huishoudelijk afval gooien IT
Prodotto riciclabile soggetto a raccolta differenziata. PL Produkt nadaje się do recyklingu zgodnie z instrukcjami sortowni.
FR
Marque de conformité EAC (Communauté économique Eurasienne) EN EAEC Conformity marking (Eurasian Economic Community). DE EAC-Konformitätszeichen
(Eurasische Wirtschaftsgemeinschaft) ES Marca de conformidad EAC (Comunidad económica euroasiática). RU Знак соответствия EAC (Евразийское экономическое
сообщество) NL EAC (Euraziatische Economische Gemeenschap) merkteken van overeenstemming IT Marca di conformità EAC (Comunità Economica Eurasiatica) PL
Znak zgodności EAC (Euroazjatyckiej wspólnoty Gospodarczej)
FR
Information sur la température (protection thermique) EN Temperature information (thermal protection) DE Information zur Temperatur (Thermoschutz) ES Información
sobre la temperatura (protección térmica) RU Информация по температуре (термозащита). NL Informatie over de temperatuur (thermische beveiliging) IT Informazione
sulla temperatura (protezione termiche) PL Informacja o temperaturze (ochrona termiczna)
FR
Entrée de gaz EN Gas input DE Gaseingang ES Entrada de gas RU Подача газа NL Ingang gas IT Entrata di gas
FR
Sortie de gaz EN Gas output DE Gasausgang ES Salida de gas RU Выход газа NL Uitvoer gas IT Uscita di gas PL Wylot gazu
FR
Marche (mise sous tension) EN On (power on) DE Ein (Einschalten) ES On (encendido) RU Вкл (включение) NL Aan (stroom aan) IT On (accensione) PT Ligar (ligar)
PL
On (accensione) DA On (tændt)
FR
Arrêt (mise hors tension) EN Off (power off) DE Aus (Ausschalten) ES Off (apagado) RU Выкл (выключение) NL Uit (stroom uit) IT Off (spegnimento) PT Desligar
(desligar) PL Off (spegnimento) DA Off (slukket)
FR
Le dispositif de déconnexion de sécurité est constitué par la prise secteur en coordination avec l’installation électrique domestique. L’utilisateur doit s’assurer de l’accessibilité de la prise EN The safety disconnection device is a combination of the power socket in coordination with the electrical installation. The user has to make sure that the plug
can be reached. DE Die Stromunterbrechung erfolgt durch Trennen des Netzsteckers vom häuslichen Stromnetz. Der Gerätanwender sollte den freien Zugang zum Netzstecker
immer gewährleisten. ES El dispositivo de desconexión de seguridad se constituye de la toma de la red eléctrica en coordinación con la instalación eléctrica doméstica.
El usuario debe asegurarse de la accesibilidad de la toma de corriente. RU Устройство безопасности отключения состоит из вилки, соответствующей домашней
электросети. Пользователь должен обеспечить доступ к вилке. NL De veiligheidsontkoppeling van het apparaat bestaat uit de stekker samen met de elektrische installatie.
De gebruiker moet zich ervan verzekeren dat de elektrische aansluitingen goed toegankelijk zijn. IT Il dispositivo di scollegamento di sicurezza è costituito dalla presa in
coordinazione con l’installazione elettrica domestica. L’utente deve assicurarsi dell’accessibilità della presa PT O dispositivo de desconexão de segurança é constituído pela
tomada de rede em coordenação com a instalação elétrica doméstica. O usuário deve garantir a acessibilidade da tomada. PL Rozłącznik bezpiecznikowy składa się z wtyczki
sieciowej skoordynowanej z domową instalacją elektryczną. Użytkownik musi upewnić się, że ma odpowiedni dostęp do gniazdka.
FR
Matériel ventilé EN Fan cooled hardware. DE Lüfter. ES Material ventilado. RU Вентилируемое оборудование. NL Geventileerd materiaal. IT Materiale ventilato PT
Material ventilado. PL Wentylacja urządziena
23
Page 24

GYS France
Siège social / Headquarter
1, rue de la Croix des Landes - CS 54159
53941 Saint-berthevin Cedex
France
GYS Italia
Filiale / Filiale
Via Porta Est, 7
30020 Marcon - VE
Italia
www.gys.fr
+33 2 43 01 23 60
service.client@gys.fr
GYS UK
Filiale / Subsidiary
Unit 3
Great Central Way
CV21 3XH - Rugby - Warwickshire
United Kingdom
www.gys-welding.com
+44 1926 338 609
uk@gys.fr
GYS GmbH
Filiale / Niederlassung
Professor-Wieler-Straße 11
52070 Aachen
Deutschland
www.gys-schweissen.com
+49 241 / 189-23-710
aachen@gys.fr
www.gys-welding.com
+39 041 53 21 565
italia@gys.fr
GYS China
Filiale / 子公司
6666 Songze Road,
Qingpu District
201706 Shanghai
China
www.gys-china.com.cn
+86 6221 4461
contact@gys-china.com.cn
GYS Iberica
Filiale / Filial
Avenida Pirineos 31, local 9
28703 San Sebastian de los reyes
España
www.gys-welding.com
+34 917.409.790
iberica@gys.fr
 Loading...
Loading...