

Page 1
UA
1-20
EXAGON 400 CC/CV
73502_V4_20/05/2021
www.gys.fr
Page 2

МАЛ.1
EXAGON 400 CC/CV
6
6
8
1
7
4
3
5
МАЛ.2
5
6
2
1 2 34
VRD
ARC FORCE
INDUCTANCE
15
Basic
7018
Rutile
6013
2018
22
CV
23
16
Cellulosic
6010
MODE
17
19 21 24
MADE IN FRANCE
MMA
AV
0
+9-9
press 3 s
Basic
7018
Rutile
6013
Cellulosic
6010
MIG TIG
CV
setup
memory
Gouging
MODE
press 3spress 3s
7 8 910 12 1311 14
2
Page 3
EXAGON 400 CC/CV
UA
ЗАСТЕРЕЖЕННЯ - ПРАВИЛА БЕЗПЕКИ
ЗАГАЛЬНІ ВКАЗІВКИ
Ці вказівки мають бути прочитані і зрозумілі до початку робіт.
Зміни і ремонт, не вказані в цій інструкції, не мають бути зроблені.
Виробник не несе відповідальності за травми і матеріальні ушкодження пов’язані з невідповідним цій інструкції використанням апарату.
У разі проблеми або сумнівів, зверніться до кваліфікованого фахівця щодо правильного використання установки.
НАВКОЛИШНЄ СЕРЕДОВИЩЕ
Це устаткування має бути використане виключно для зварювальних робіт, обмежуючись вказівками заводської таблички і/або інструкції.
Необхідно дотримуватися директив по заходах безпеки. У разі неналежного або небезпечного використання виробник не несе відповідальності.
Апарат має бути встановлений у приміщенні без пилу, кислоти, займистих газів, або інших корозійних речовин. Такі ж умови мають бути
дотримані для його зберігання. Переконайтеся у присутності вентиляції при використанні апарату.
Температурні межі:
Використання від -10 до +40°Ц (+14 до +104°F).
Зберігання: від -20 до +55°Ц (від -4 до 131°F).
Вологість повітря:
50% або нижче при 40°Ц (104°F).
90% або нижче при 20°Ц (68°F).
Висота над рівнем моря:
До 1000 м висоти над рівнем моря (3280).
ІНДИВІДУАЛЬНИЙ ЗАХИСТ І ЗАХИСТ ОТОЧЕННЯ
Дугове зварювання може бути небезпечним і привести до серйозних травм або смерті.
Зварювальні роботи піддають користувача дії небезпечного джерела тепла, світлового випромінювання дуги, електромагнітних полів
(особлива увага особам, що мають електрокардіостимулятор), сильному шуму, виділенням газу, а також можуть стати причиною поразки
електричним струмом.
Що б правильно захистити себе і захистити оточення, дотримуйтеся наступних правил безпеки:
Щоб захистити себе від опіків і опромінення при роботі з апаратом, надівайте сухий робочий захисний одяг (у доброму стані)
з вогнетривкої тканини, без закотів, яка покриває повністю усе тіло.
Працюйте в захисних рукавицях, що забезпечують, електро та термоізоляцію..
Використайте засоби захисту для зварювання і/або шолом для зварювання відповідного рівня захисту (залежно від
використання). Захищайте очі при операціях очищення. Носіння контактних лінз забороняється.
В деяких випадках необхідно оточити зону вогнетривкими шторами, щоб захистити зону зварювання від променів, бризок
і розжареного шлаку.
Попередьте оточення не дивитися на дугу і оброблювані деталі і надіти захисний робочий одяг.
Носіть навушники проти шуму, якщо зварювальний процес досягає звукового рівня вище за дозволене (це ж відноситься до
усіх осіб, що знаходяться в зоні зварювання).
Тримайте руки, волосся, одяг подалі від рухливих частин (двигун, вентилятор.).
Ніколи не знімайте захисний корпус з системи охолодження, коли джерело під напругою. Виробник не несе відповідальності
у разі нещасного випадку.
Тільки що зварені деталі гарячі і можуть викликати опіки при контакті з ними. Під час техобслуговування пальника або
утримувача електрода переконаєтеся, що вони досить охолодилися і почекайте як мінімум 10 хвилин перед початком робіт.
При використанні пальника з рідинним охолодженням система охолодження має бути включена, щоб не обпектися рідиною.
Дуже важливо убезпечити робочу зону перед тим, як її покинути, щоб захистити людей і майно.
ЗВАРЮВАЛЬНИЙ ДИМ ТА ГАЗ
Що виділяються при зварюванні дим, газ і пил небезпечні для здоров’я. Вентиляція має бути достатньою, і може
знадобитися додаткове подання повітря. При недостатній вентиляції можна скористатися маскою - респіратором.
Перевірте, щоб всмоктування повітря було ефективним відповідно до норм безпеки.
Будьте уважні: зварювання в невеликих приміщеннях вимагає дотримання безпечної відстані. Крім того, зварювання деяких металів, що
містять свинець, кадмій, цинк, ртуть або навіть берилій, може бути надзвичайно шкідливе. Слід очистити від жиру деталі перед зварюванням.
Газові балони мають складувати у відкритих або добре провітрюваних приміщеннях. Вони мають бути у вертикальному положенні і закріплені
на підпорі або візку.
Ні в якому разі не варити поблизу жиру або фарби.
3
Page 4

EXAGON 400 CC/CV
UA
РИЗИК ПОЖЕЖІ ТА ВИБУХУ
Повністю захистите зону зварювання. Займисті матеріали мають бути видалені як мінімум на 11 метрів.
Протипожежне обладнання повинне знаходитися поблизу проведення зварювальних робіт.
Остерігайтеся гарячого матеріалу або іскр, що летять через тріщини.
Вони можуть стати джерелом пожежі або вибуху.
Видаліть людей, займисті предмети і усі місткості під тиском на безпечну відстань.
Ні в якому разі не варить у контейнерах або закритих трубах. У разі, якщо вони відкриті, то перед зварюванням їх треба звільнити від усіх
вибухових або займистих речовин (олія, паливо, залишкові гази).
Під час операції шліфування не направляйте інструмент у бік джерела зварювального струму або займистих матеріалів.
ГАЗОВІ БАЛОНИ
Газом, що виходить з газових балонів, можна задихнутися у разі його концентрації в приміщенні зварювання (добре
провітрюйте).
Транспортування повинне здійснюватися безпечним способом: балони закриті, а джерело зварювального струму
вимкнене. Балони мають бути у вертикальному положенні і закріплені на підставці, щоб обмежити ризик падіння.
Закривайте балон в перерві між двома використаннями. Будьте уважні до зміни температури і перебування на сонці.
Балон не повинен стикатися з полум’ям, електричною дугою, пальником, затиском маси або з будь-яким іншим джерелом тепла або світіння.
Тримайте його подалі від електричних і зварювальних ланцюгів і, отже, ніколи не варить балон під тиском.
Будьте уважні: при відкритті вентиля балона приберіть голову від вентиля і переконайтеся, що використовуваний газ відповідає методу
зварювання.
ЕЛЕКТРИЧНА БЕЗПЕКА
Використовувана електрична мережа має обов’язково бути заземленою. Дотримуйтеся калібру запобіжника вказаного на
апараті.
Електричний розряд може викликати поранення, і навіть смерть.
Ніколи не торкайтеся до деталей під напругою усередині або зовні зварювального джерела живлення, коли він знаходиться під
напругою(пальники, затиски, кабелі, електроди), оскільки вони підключені до зварювального ланцюга.
Перед тим, як відкрити джерело, його треба відключити від мережі і почекати 2 хвилини для того, щоб усі конденсатори розрядилися.
Ніколи не доторкайтеся одночасно до пальника або електродотримача і до затиску маси.
Якщо кабелі, пальники пошкоджені, попросите кваліфікованих і уповноважених фахівців їх замінити.
Визначте переріз кабелю(подовжувального і зварювального) відповідно до умов експлуатації.
Завжди носіть сухий одяг у хорошому стані для ізоляції. Носіть утеплене взуття в усіх робочих умовах.
КЛАСИФІКАЦІЯ ЕЛЕКТРОМАГНІТНОЇ СУМІСНОСТІ
Це обладнання класу A не підходить для використання в житлових кварталах, де електричний струм подається
громадською системою живлення низької напруги. У таких кварталах можуть виникнути труднощі забезпечення
електромагнітної сумісності із-за кондуктивних і індуктивних перешкод на радіочастоті.
Цей апарат не відповідає директиві CEI 61000-3-12 і призначений для роботи від приватних електромереж, підведених
до громадських електромереж тільки середньої та високої напруги. Фахівець, що встановив апарат, або користувач,
повинні переконатися, звернувшись при потребі до організації, що відповідає за експлуатацію системи живлення, в
тому, що він може до неї підключитися.
Цей апарат відповідає нормі CEI 61000-3-11.
ЕЛЕКТРОМАГНІТНІ ВИПРОМІНЮВАННЯ
Електричний струм, що проходить через будь-який провідник викликає локалізовані електромагнітні поля (EMF).
Зварювальний струм викликає електромагнітне поле навколо зварювального ланцюга і зварювального обладнання.
Електромагнітні поля EMF можуть створити перешкоди для деяких медичних імплантатів, наприклад електрокардіостимуляторів. Заходи
безпеки мають бути вжиті для людей, що носять медичні імплантати. Наприклад: обмеження доступу для перехожих, або оцінка
індивідуального ризику для зварювальника.
Щоб звести до мінімуму дію електромагнітних полів зварювальних ланцюгів, зварювальники повинні наслідувати наступні вказівки:
• розташуйте зварювальні кабелі разом - по можливості закріпите їх затиском;
• тримайтеся якнайдалі від зварювального контура
• не обмотуйте зварювальні кабелі навколо вашого тіла;
• ваше тіло не має бути розташоване між зварювальними кабелями. Тримайте обидва зварювальні кабелі з одного боку;
4
Page 5

EXAGON 400 CC/CV
• закріпите кабель заземлення на зварюваній деталі як можна ближче до зони зварювання;
• не працюйте поряд з джерелом зварювального струму, не сідайте на нього і не притуляйтеся до нього;
• не зваррювайте, коли ви переносите джерело зварювального струму або облаштування подання дроту.
Користувачі кардіостимуляторів повинні проконсультуватися з лікарем перед використанням джерела зварювального
струму.
Дія електромагнітного поля в процесі зварювання може мати і інші, ще не відомі науці, наслідки для здоров’я.
UA
РЕКОМЕНДАЦІЇ ДЛЯ ОЦІНКИ СЕРЕДОВИЩА І УСТАНОВКИ ЗВАРЮВАЛЬНОГО ОБЛАДНАННЯ
Загальні положення
Користувач відповідає за установку і використання установки ручного дугового зварювання, наслідуючи вказівки виробника. При виявленні
електромагнітних випромінювань користувач апарату ручного дугового зварювання повинен вирішити проблему за допомогою технічної
підтримки виробника. В деяких випадках ця дія, що коригує, може бути досить простою, наприклад заземлення зварювального ланцюга. У
інших випадках можливо знадобиться створення електромагнітного екрану навколо джерела зварювального струму і усієї зварюваної деталі
шляхом монтування вхідних фільтрів. У будь-якому разі електромагнітні випромінювання мають бути зменшені так, щоб вони більше не
створювали перешкод.
Оцінка зварювальної зони
Перед установкою джерела користувач повинен оцінити можливі електромагнітні проблеми, які можу виникнути у довкіллі. При цьому слід
враховувати наступне:
(a) наявність над, під і поряд з устаткуванням для дугового зварювання інших силових, контрольних, сигнальних і телефонних кабелів
б) радіо- і телевізійні приймачі і передавачі;
в) комп’ютери і інше контрольне обладнання;
г) критичне обладнання безпеки, наприклад захист промислового обладнання;
д) здоров’я людей, що знаходяться поблизу, наприклад, людей що використовують кардіостимулятори або слухові апарати;
е) устаткування, використовуване для калібрування або виміру;
ж) несприйнятливість інших матеріалів довкілля.
Користувач повинен переконатися в тому, що усі пристрої в приміщенні сумісні один з одним. Це може зажадати додаткових заходів захисту;
з) певний час дня, коли зварювання або інші роботи можна буде виконати.
Розмір прилеглої території, який слід враховувати, залежить від структури будівлі та інших видів діяльності, які там відбуваються. Навколишня
територія може виходити за межі об’єктів.
Оцінка встановлення апарату
Окрім оцінки зони, оцінка апаратів ручного дугового зварювання може допомогти визначити і вирішити випадки електромагнітних завад.
Оцінка випромінювань повинна враховувати виміри в умовах експлуатації, як це вказано в Статті 10 CISPR 11. Виміри в умовах експлуатації
можуть також дозволити підтвердити ефективність заходів по пом’якшенню дії.
РЕКОМЕНДАЦІЇ ЗА МЕТОДИКОЮ ЗНИЖЕННЯ ЕЛЕКТРОМАГНІТНОГО ВИПРОМІНЮВАННЯ
а. Державна мережа постачання: Устаткування для дугового зварювання має бути підключене до електромережі загального користування
відповідно до рекомендацій виробника. У разі виникнення перешкод може знадобитися вжити додаткових запобіжних заходів, таких як
фільтрація мережі загального постачання. Слід розглянути можливість екранування силового кабелю в металевому кабелепроводі або його
еквіваленті від постійно встановленого устаткування для дугового зварювання. Слід забезпечити безперервність електричного захисту
екрану по всій його довжині. Необхідно під’єднати екранізуюче обплетення до джерела зварювального струму для забезпечення гарного
електричного контакту між кабелем і корпусом джерела зварювального струму..
б. Обслуговування устаткування для дугового зварювання : Устаткування для дугового зварювання повинне піддаватися регулярному
технічному обслуговуванню відповідно до рекомендацій виробника. Необхідно, щоб усі доступи, люки і частини корпусу, що відкидаються,
були закриті і правильно закріплені, коли апарат ручного дугового зварювання готовий до роботи або знаходиться у робочому стані.
Необхідно, щоб апарат ручного дугового зварювання не був перероблений яким би то не було чином, за винятком налаштувань, вказаних в
керівництві виробника. Зокрема, іскровий проміжок дуги пристроїв запуску та стабілізації дуги слід регулювати та підтримувати відповідно
до рекомендацій виробника.
в. ЗВАРЮВАЛЬНІ КАБЕЛІ Кабелі мають бути якомога коротшими і розташовані один поряд з одним поблизу від підлоги або на підлозі.
г. Вирівнювання потенціалів: Необхідно забезпечити з’єднання усіх металевих предметів навколишньої зони. Проте, металеві предмети,
з’єднанi із зварюваною деталлю, збільшують ризик для користувача удару електричним струмом, якщо він одночасно торкнеться цих
металевих предметів і електроду. Оператор має бути ізольований від таких металевих предметів.
д. Заземлення заготівлі: У разі, якщо зварювана деталь не заземлена з міркувань електричної безпеки або в силу своїх розмірів і свого
розташування, як, наприклад, у разі корпусу судна або металоконструкції промислового об’єкту, те з’єднання деталі із землею, може в
деяких випадках, але не систематично, скоротити викиди. Необхідно дотримуватися обережності, щоб уникнути заземлення деталей, яке
може збільшити ризик травмування користувачів або ушкодження іншого електроустаткування. При потребі, слід безпосередньо під’єднати
деталь до землі, але в деяких країнах, які не дозволяють пряме під’єднування, його треба зробити за допомогою відповідного конденсатора,
вибраного залежно від національного законодавства.
е. Захист і екранування: Вибірковий захист та екранування інших кабелів та обладнання, що знаходяться у прилеглому робітнику ділянці,
допоможе обмежити проблеми, пов’язані з перешкодами. Захист усієї зварювальної зони може розглядатися в деяких особливих випадках.
5
Page 6

EXAGON 400 CC/CV
ТРАНСПОРТУВАННЯ І ТРАНЗИТ ПРИСТРОЮ
Джерела зварювального струму оснащений ручками для транспортування, що дозволяють переносити апарат. Будьте
уважні: не недооцінюйте вагу пристрою.
Не користуйтеся кабелями або пальником для перенесення джерела зварювального струму. Можна переносити тільки у
вертикальному положенні.
UA
30°
Ніколи не піднімайте газовий балон і апарат одночасно. Їх транспортні норми розрізняються.
Не переносьте апарат над людьми або предметами.
УСТАНОВКА АПАРАТУ
Правила:
• Поставте джерело зварювального струму на підлогу, максимальний нахил якої 10°.
• Передбачте досить великий простір для хорошого провітрювання джерела зварювального струму і доступу до управління.
• Джерело зварювального струму має бути укрите від проливного дощу і не стояти на сонці.
• Не використовувати в середовищі що містить металевий пил-провідник.
• Пристрій має клас захисту IP23, що означає :
- захист від доступу до небезпечних частин твердих тіл діаметром ≥12,5 мм і
- захист від дощу спрямований на 60% від вертикалі.
Це обладнання може бути використане поза приміщенням відповідно до класу захисту IP23.
• Шнур живлення, подовжувач і зварювальний кабель повинні повністю розмотані щоб уникнути перегрівання.
Виробник не несе відповідальності відносно збитку, нанесеного особам або предметам, із-за неправильного і небезпечного
використання цього обладнання.
ОБСЛУГОВУВАННЯ / РЕКОМЕНДАЦІЇ
• Технічне обслуговування повинне робитися тільки кваліфікованим фахівцем.
• Вимкніть джерело живлення, висмикнувши вилку з розетки, і почекайте 2 хвилини перед початком роботи з джерелом
зварювального струму. Усередині апарату високі і небезпечна напруга і струм.
• Регулярно відкривайте апарат і продувайте його, щоб очистити від пилу. Необхідно також перевіряти усі електричні з’єднання за допомогою
ізольованого інструменту. Перевірка повинна здійснюватися кваліфікованим фахівцем.
• Регулярно перевіряйте стан шнура живлення. Якщо шнур живлення пошкоджений, він має бути замінений виробником, його сервісною
службою або кваліфікованим фахівцем щоб уникнути небезпеки.
• Залишайте отвори джерела зварювального струму вільними для проходження повітря.
• Не використайте цей апарат для розморожування труб, зарядки батарей/акумуляторів або запуску двигунів.
УСТАНОВЛЕННЯ І ПРИНЦИП ДІЇ
Встановлення може виконувати тільки досвідчений персонал, уповноважений виробником. Під час установки переконайтеся, що генератор
відключений від мережі. Для отримання оптимальних налаштувань виробу рекомендується використати зварювальні кабелі, що поставляються
разом з пристроєм.
ОПИС ОБЛАДНАННЯ (МАЛ-1)
Exagon 400 CC - CV - це трифазне інверторне зварювальне джерело, яке, залежно від комплектації, дозволяє :
- Зварювання електродом з обмазкою (ММА)
- Напівавтоматичне зварювання MIG / MAG порошковим дротом
- Зварювання вольфрамовим електродом в середовищі інертного газа (режим tig)
- Легко-дугове стругання вугільним електродом
Процес TIG вимагає газового захисту (Аргон).
Процес MMA може бути використаний для зварювання будь-яким типом електродів : рутилові, основні, целюлозні, з нержавіючої сталі і
чавуну.
Exagon 400 CC - CV може бути оснащений ручним або педальним пультом дистанційного керування.
1- Інтерфейс людина-машина 5- Підключення управління подаючим пристроєм
2- Гніздо позитивної полярності 6- Ручки для перенесення і підйомні кільця
3- Гніздо негативної полярності 7- Перемикач ВКЛ/ ВИМ
4- Підключення пульта дистанційного керування 8- Кабель живлення
6
Page 7

EXAGON 400 CC/CV
UA
ІНТЕРФЕЙС ЛЮДИНА/МАШИНА (IHM) (МАЛ-2)
1- Індикація Напруги 13- Кнопка активації дистанційного керування
2- Індикатор роботи пристрою зниження ризику (VRD) 14- Індикатор активності дистанційного керування
3- Індикатор струму 15- Індикатор електроду з Основною Обмазкой
4- Індикація перегріву 16- Індикатор Рутилового електроду
5- Індикатор порушення нормальної роботи 17- Індикатор целюлозного електроду
6- Колесо налаштування основних параметрів 18- Індикатор режиму MMA для електроду з покриттям
7- Індикатор налаштування Arc-force 19-
Індикатор режиму MMA з пульсацією для електроду з
покриттям
8- Індикатор налаштування змінна індуктивності 20- Індикатор режиму напруги (CV)
9- Курсор, що світиться 21- Індикатор напівавтоматичного режиму
10- Коліщатко налаштування вторинних параметрів 22- Індикатор режиму TIG для тугоплавкого електроду
11- Індикатор блокування панелі управління 23- Індикатор режиму стругання
12- Кнопка блокування панелі управління 24- Кнопка вибору режиму
ЖИВЛЕННЯ - ВКЛЮЧЕННЯ
• Це обладнання поставляється укомплектованим з вилкою 32 A типу EN 60309-1 і воно має бути підключене виключно до трифазної
електричної установки 400В (50-60 Гц) з чотирма дротами і із заземленим нульовим дротом.
Ефективне значення споживаного струму(I1e) для використання в максимальних умовах вказане на апараті. Перевірте що живлення і його
захист (плавкий запобіжник і/або переривник) сумісні із струмом, необхідним для роботи апарату. У деяких країнах можливо знадобиться
поміняти вилку для використання за максимальних умов.
• Пристрій призначений для роботи при напрузі 400 В +/- 15% електричного струму. Він переходить в режим захисту, якщо напруга живлення
складає менше 340 ДЗЗС (діючого значення змінного струму) або більше 460 ДЗЗС (код несправності з’явиться на дисплеї клавіатури).
• Включення здійснюється поворотом перемикача включення/виключення у положення I, а виключення, навпаки, у положення О. Увага!
Ніколи не відключайте живлення, коли апарат заряджається.
ПІДКЛЮЧЕННЯ ДО ЕЛЕКТРОГЕНЕРАТОРА
Підстанція може працювати з генераторами за умови, що допоміжна потужність відповідає наступним вимогам:
- Напруга має бути змінним, з середньоквадратичним значенням 400 В +/- 15% і піковою напругою менше 700В
- Частота має бути у діапазоні від 50 до 60 Гц.
Дуже важливо перевірити ці умови, оскільки багато електрогенераторів видають пік напруги, яка може пошкодити апарати.
ВИКОРИСТАННЯ ПОДОВЖУВАЧА
Подовжувачі повинні мати розмір і переріз відповідно до напруги апарату.
Використайте подовжувач, що відповідає нормам вашої країни.
Напруга на вході Переріз подовжувача (<45м)
400В 2.5 мм²
ЕЛЕКТРОДНЕ ЗВАРЮВАННЯ З ПОКРИТТЯМ(MMA І MMA ВИСХІДНИЙ)
ПІДКЛЮЧЕННЯ І ПОРАДИ
• Підключіть кабелі електроутримувача і затиску маси до коннекторів під’єднування.
• Дотримуйтеся полярності і зварювального струму, вказаних на коробці електродів.
• Знімайте електрод з электрододержателя, коли апарату не використовується.
VRD
AV
0
ARC FORCE
press 3 s
Basic
7018
Rutile
6013
Cellulosic
6010
MADE IN FRANCE
MMA
MIG TIG
CV
Gouging
MODE
VRD
AV
0
ARC FORCE
press 3 s
Basic
7018
Rutile
6013
Cellulosic
6010
MADE IN FRANCE
MMA
MIG TIG
CV
Gouging
MODE
INDUCTANCE
+9-9
ММА
Затінені області в цьому режимі не активні.
setup
memory
press 3spress 3s
Затінені області в цьому режимі не активні.
ВИБІР РЕЖИМУ
Натискайте кнопку кілька разів, поки не спалахне світлодіод під символом або .
Режим вертикальної MMA додає зварювальний імпульс що полегшує зварювання на підйом.
INDUCTANCE
+9-9
ММА ВИСХІДНИЙ
setup
memory
press 3spress 3s
7
Page 8
EXAGON 400 CC/CV
ОСНОВНІ ПАРАМЕТРИ
1. Вибір типу покриття
Виберіть тип покриття електроду, утримуючи кнопку більше 3 секунд, поки не спалахне світлодіод під потрібним типом електроду.
2. Регулювання інтенсивності зварювання:
Відрегулюйте зварювальний струм за допомогою основного коліщатка відповідно до товщини і типу зварюваної конструкції. Значення
струму вказане на екрані.
3. Налаштування рівня сили дуги :
Настройте рівень сили дуги за допомогою правого коліщатка , індекс, що світиться, вказує відносне значення від - 9 до +9. Чим менше
рівня форсування дуги, тим м’якше буде дуга і навпаки, чим вище рівень, тим вище буде надструм. Значення за умовчанням - 0.
ЗВАРЮВАЛЬНІ ПАРАМЕТРИ
РЕГУЛЮВАННЯ ІНТЕНСИВНОСТІ ЗВАРЮВАННЯ
Наступні налаштування відповідають діапазону використовуваної інтенсивності залежно від типу і діаметру електроду. Ці діапазони досить
широкі, оскільки вони залежать від застосування і положення зварювання.
UA
Ø електрода (м
1.6 30-60 30-55 -
2.0 50-70 50-80 -
2.5 60-100 80-110 60-75
3.15 80-150 90-140 85-90
4.0 100-200 125-210 120-160
6.3 200-385 220-340 -
НАЛАШТУВАННЯ РІВНЯ ARCFORCE
Для початку зварювання рекомендується встановити параметр Arc Force у середнє положення і регулювати його залежно від результатів і
переваг зварювальника. Примітка: діапазон налаштування сили дуги залежить від типу вибраного електроду.
РОЗШИРЕНІ НАЛАШТУВАННЯ
Детальнішу інформацію про доступ до розширених налаштувань см в главі «Доступ до меню».
Два режими MMA і мають наступні додаткові налаштування:
: HotStart, рівень надструму при запуску, виражений у відсотках від зварювального струму.
: Hotstart Time, тривалість надструму при запуску, виражена в секундах.
: Antisticking, Вкл, струм буде скасований після 2 послідовних секунд короткого замикання, Викл, струм не буде скасований навіть у
разі тривалого короткого замикання.
У імпульсному режимі ММА доступні два додаткові параметри:
: Частота, визначає кількість імпульсів у секунду (Гц).
м)
5 150-290 200-260 110-170
Рутиловый E60
13 (A)
З основним пок
риттям E7018 (A)
Целюлозний E6010 (A
)
: Відсоток, визначає рівень низького струму, виражений у відсотках від зварювального струму.
ЗВАРЮВАННЯ ВОЛЬФРАМОВИМ ЕЛЕКТРОДОМ В СЕРЕДОВИЩІ ІНЕРТНОГО ГАЗА (РЕЖИМ TIG )
ПІДКЛЮЧЕННЯ І ПОРАДИ
Для зварювання TIG потрібно пальник і балон із захисним газом з регулятором тиску.
Підключіть затиск маси до позитивного коннектора під’єднування (+).
Підключіть кабель живлення різака до негативного (-) роз’єму.
Під’єднайте шланг від різака до виходу регулятора.
Переконайтеся у тому, що пальник правильно оснащений і що витратні комплектуючі(ручні лещата, утримувач втулки, дифузор і сопло) не
зношені.
8
Page 9
EXAGON 400 CC/CV
d
L
ВИБІР РЕЖИМУ
Натискайте кнопку кілька разів , поки не спалахне світлодіод під
UA
символом .
ЗВАРЮВАЛЬНІ ПАРАМЕТРИ
1. Регулювання інтенсивності зварювання:
Відрегулюйте зварювальний струм за допомогою основного коліщатка
відповідно до товщини і типу зварюваної конструкції. Значення
VRD
AV
0
ARC FORCE
press 3 s
Basic
7018
Rutile
6013
Cellulosic
6010
MADE IN FRANCE
MMA
MIG TIG
CV
Gouging
MODE
струму вказане на екрані.
2. Регулювання загасання дуги (downslope)
Відрегулюйте час загасання за допомогою вторинного коліщатка
. Показник, що світиться, вказує на положення налаштування,
INDUCTANCE
+9-9
Затінені області в цьому режимі не активні.
setup
memory
press 3spress 3s
дисплей справа показує точний час загасання в секундах.
ГРУНТУВАННЯ:
Грунтування здійснюється за типом LIFT використовуючи пальник, зробіть так, щоб електрод торкнувся заготівлі, а потім обережно підніміть
електрод, утворюється дуга.
ЗУПИНКА ЗВАРЮВАННЯ/ЗАГАСАННЯ
Щоб зупинити зварювання, злегка потягніть дугу, вона поступово зменшуватиметься в інтенсивності (затухати).
ДОПОМОГА В НАЛАШТУВАННІ І ВИБОРІ ВИТРАТНИХ МАТЕРІАЛІВ
Струм (А) Електрод (мм) Сопло (мм) Витрата Аргон (л/хв)
0.3 - 3 мм 5 -75 1 6.5 6 - 7
DC
2.4 - 6 мм 60-150 1.6 8 6 - 7
4 - 8 мм 100 - 200 2 9.5 7 - 8
6.8 - 8.8 мм 170-220 2.4 11 8-9
9 - 12 мм 255-300 3.2 12.5 9-10
ЗАТОЧУВАННЯ ЕЛЕКТРОДУ
L = 3 x d для слабкого струму.
L = d для високого струму.
НАПІВАВТОМАТИЧНЕ ЗВАРЮВАННЯ MIG / MAG ІЗ СПЕЦІАЛЬНИМ МЕХАНІЗМОМ ПОДАННЯ
ДРОТУ(EXAFEED )
ПІДКЛЮЧЕННЯ І ПОРАДИ
• Підключіть затиск заземлення до позитивного(+) або негативного(-) роз’єму залежно від типу використовуваного дроту (зазвичай до -).
• Підключіть сполучний шланг до коннектора, що залишився, для подання потужності.
• Підключіть роз’єм управління сполучного кабелю до 10-контактного гнізда, розташованого між двома роз’ємами живлення (РИС. 1, № 5)
• Інші дії з підключення см в інструкції з експлуатації котушки.
ВИБІР РЕЖИМУ І НАЛАШТУВАННЯ
Натискайте кнопку кілька разів, поки не спалахне світлодіод під
символом .
Обидва дисплеї показують - - - - і ручки неактивні, усе управління тепер
передане інтерфейсу котушки (налаштування см в керівництві до котушки).
VRD
AV
0
ARC FORCE
INDUCTANCE
+9-9
Затінені області в цьому режимі не активні.
press 3 s
Basic
7018
Rutile
6013
Cellulosic
6010
MADE IN FRANCE
MMA
MIG TIG
CV
setup
memory
Gouging
MODE
press 3spress 3s
НАПІВАВТОМАТИЧНА МИГ/МАГ ЗВАРЮВАННЯ З ОБЛАШТУВАННЯМ ПОДАННЯ ДРОТУ З ДАТЧИКОМ
НАПРУЖЕННЯ ( )
ПІДКЛЮЧЕННЯ І ПОРАДИ
• Підключіть затиск заземлення до позитивного(+) або негативного(-) роз’єму залежно від типу використовуваного дроту(зазвичай до -).
• Підключіть котушку до роз’єму, що залишився, за допомогою кабелю типу «чоловік-жінка» (NOMAD CABLE)
• Інші з’єднання, які залежать від вибраної котушки, см в керівництві до котушки.
9
Page 10

EXAGON 400 CC/CV
UA
ВИБІР РЕЖИМУ І НАЛАШТУВАННЯ
Натискайте кнопку кілька разів, поки не спалахне світлодіод під
символом .
1. Налаштування напруги зварювання:
Відрегулюйте напругу зварювання необхідною для роботи за допомогою
лівого коліщатка Задане значення напруги відображається на лівому
дисплеї.
2. Встановіть індуктивність:
Настройте рівень сили дуги за допомогою правого коліщатка , індекс,
що світиться, вказує відносне значення від - 9 до +9. Чим нижче рівень
індуктивності, тим жорсткішою і спрямованою буде дуга, чим вище рівень
індуктивності, тим гладшою буде дуга з невеликою кількістю бризок.
VRD
AV
0
ARC FORCE
INDUCTANCE
+9-9
Затінені області в цьому режимі не активні.
press 3 s
Basic
7018
Rutile
6013
Cellulosic
6010
MADE IN FRANCE
MMA
MIG TIG
CV
setup
memory
Gouging
MODE
press 3spress 3s
ДУГОВЕ СТРУГАННЯ
ПІДКЛЮЧЕННЯ І ПОРАДИ
• Підключіть затиск заземлення до негативного(-) роз’єму
• Підключіть різак для стругання до позитивного(+) роз’єму
• Орієнтуйте кліщі у напрямі робочого положення, стежачи за тим, щоб стисле повітря виходило у напрямі дуги, а не у зворотному напрямі.
• Встановіть вугільний електрод,
• Підключіть стисле повітря до строгальному різака
Грунтовка - це просто: просто встановіть контакт із заготівлею, просувайте електрод у напрямку до металу, що видаляється.
ВИБІР РЕЖИМУ І НАЛАШТУВАННЯ
Натискайте кнопку кілька разів , поки не спалахне світлодіод під
символом .
Відрегулюйте напругу дуги за допомогою головного диска , задане
значення напруги відображається на лівому дисплеї.
• 36В до 45В для одного електроду від 6.35мм
• 36В до 45В для одного електроду від 8 мм
VRD
AV
0
ARC FORCE
INDUCTANCE
+9-9
press 3 s
Basic
7018
Rutile
6013
Cellulosic
6010
MADE IN FRANCE
MMA
MIG TIG
CV
setup
memory
Gouging
MODE
press 3spress 3s
Затінені області в цьому режимі не активні.
ВИВЕДЕННЯ ЗНАЧЕНЬ СТРУМУ / НАПРУГИ ПІД ЧАС ЗВАРЮВАННЯ
Під час зварювання генератор вимірює і відображає миттєві значення зварювального струму і напруги. Після зварювання середні значення
струму і напруги відображаються миготливими впродовж 30 секунд, як тільки інтерфейс(ручка або кнопки) наводиться в дію, на дисплеї
відображається задане значення зварювання.
ЗБЕРЕЖЕННЯ І ВИКЛИК З ПАМ’ЯТІ НАЛАШТУВАНЬ ЗВАРЮВАЛЬНИХ ПАРАМЕТРІВ
Під час використання параметри автоматично зберігаються і відновлюються при наступному включенні.
На додаток до поточних налаштувань можна зберігати і відновлювати конфігурації
У кожному режимі можна зберегти до 50 варіантів
Зберигання відповідає:
- Основні параметри
- Вторинни параметри (MMA, CV)
- Вторинни параметри (ММА)
Збереження налаштувань:
- Утримуйте кнопки і впродовж 3 секунд. з’явиться, відпустите кнопки.
- Поверніть одне з двох коліщаток для відображення .Підтвердіть натиснувши на кнопу .
- Екран покаже номер збереженого налаштування(від 01 до 50) миганням.
- Поверніть перемикач щоб вибрати номер під яким конфігурація параметрів буде збережена. Підтвердіть натиснувши на кнопу .
- Пам’ять збережена / вихід з меню.
Виклик існуючої конфігурації :
- Утримуйте кнопки і впродовж 3 секунд. з’явиться, відпустите кнопки.
- Поверніть одне з двох коліщаток для відображення. Підтвердіть натиснувши на кнопу .
10
Page 11

EXAGON 400 CC/CV
- Екран покаже номер збереженого налаштування(від 01 до 50) миганням.
- Повернути перемикач щоб вибрати номер під яким конфігурація параметрів буде збережена. Підтвердіть натиснувши на кнопу .
існуючая конфігурація здійснена / вихід з меню.
UA
ДИСТАНЦІЙНЕ КЕРУВАННЯ
Опція дистанційного керування або ножний перемикач не призначені для роботи на EXAGON, коли EXATIG(см 013780)
підключенний Струм можна регулювати за допомогою пальника (арт. 047877) потенціометра, підключеного до EXATIG,
яка управляє рівнем струму EXAGON.
ПІДКЛЮЧЕННЯ І ПОРАДИ
Пульт дистанційного керування працює в усіх режимах(окрім напівавтоматичного режиму з майстровою котушкою, де усі органи управління
винесені на котушку).
Пульт дистанційного керування впливає на основний параметр поточного процесу(струм в MMA і TIG, напруга в CV і струганні).
ПІДКЛЮЧЕННЯ
1- Підключіть пульт дистанційного керування до передньої панелі пристрою.
2 - HMI виявляє наявність пульта дистанційного керування і пропонує вибір, доступний для колеса :
Вибір педалі
Вибір дистанційного керування типу потенціометра.
Вибір типу дистанційного керування робиться за допомогою поворотної кнопки, підтвердження за допомогою кнопки .
Спалахує світлодіод (МАЛ. 2, № 14).
Можна активувати/деактивувати функцію дистанційного керування без необхідності фізичного від’єднання пульта дистанційного
керування. Просто натисніть кнопку на 3 секунди, і світлодіод (МАЛ- 2, № 14) покаже стан пульта дистанційного керування(світлодіод
горить = пульт в роботі).
Працездатність:
• Ручне дистанційне керування опція (арт. 045675).
Ручний пульт дистанційного керування дозволяє варіювати :
- струму від 50% до 100% інтенсивності, раніше встановленої за допомогою головного диска. Поточне налаштування, що відображається,
відповідає положенню повзунка потенціометра. Величина струму, що відображається, перемикається на 100% налаштування при повороті
головного диска на клавіатурі генератора.
- від мінімальної до максимального значення діапазону напруги(основний диск не впливає). На дисплеї напруги відображається зміна
напруги пульта дистанційного керування.
• Педаль (опція арт. 045682) :
Педаль дозволяє змінювати :
- у TIG, струм від мінімального до 100% від струму, встановленого раніше за допомогою головного диска. Поточна величина, що
відображається на дисплеї, відповідає значенню 100%.
З’єднання:
На додаток до ручного пульта дистанційного керування і ножного перемикача можна виконати власні підключення за допомогою
додаткового штекера (арт
арт. 045699 Зовнішній вигляд Електрична схема для пульта дистанційного керування.
045699)
. Для підключення дотримуйтеся приведеної нижче
G
F
A
E
B
CD
схеми(використайте потенціометр 10
D
C
B
A
кОм) :
ВЕНТИЛЯТОР
Для зниження рівня шуму і пилу генератор оснащений керованою системою вентиляції. Швидкість обертання вентиляторів залежить від
температури і інтенсивності використання машини.
11
Page 12

EXAGON 400 CC/CV
UA
БЛОКУВАННЯ РЕЖИМІВ
Функція блокування кнопок і ручок клавіатури для відвертання випадкового налаштування.
Дії
Натисніть кнопку на 3 секунди, на дисплеї відобразиться , а потім повернеться до поточного відображення. Спалахує світлодіод
(МАЛ. 2, № 11).
Жодна кнопка не активна, вторинне колесо неактивно, основне колесо дозволяє варіювати навколо початкового значення на +/ - відсоток,
визначуваний параметром «допуск» (див. главу «Доступ до меню»).
Щоб розблоковувати елементи управління, знову натисніть кнопку і утримуйте її впродовж 3 секунд, на дисплеї відобразиться
, а потім повернеться до поточного відображення. Світлодіод гасне (МАЛ. 2, № 11).
МЕНЮ
+ x 3s
Повернення
на інтерфейс
зварювання
+
Поточне
значення
Відпуск кнопок
Меню конфігурації
поточного режиму
Вихід з меню
конфігурації
...
...
Тільки для ММА і
вертикальною ММА
1s 1s 1s
Виклик
параметрів і
вихід з меню
Збереження
параметрів і
вихід з меню
Підтвердження
параметра
відхилення, що
допускається,
і повернення в
початок меню
Перевантаження
усіх параметрів і
усіх режимів
12
Page 13

EXAGON 400 CC/CV
UA
Повернення в
меню Setup
Hot Start
Hot Start
time
AntiSticking
Частота
(вертикальна ММА)
Процентне
співвідношення
(вертикальна ММА)
Поточне
значення
Поточне
значення
Поточне
значення
Поточне
значення
Поточне
значення
...
...
...
...
...
1s 1s 1s
Підтвердження
поточного
параметра
Перевантаження
поточного
параметра
ОБЛАШТУВАННЯ ЗНИЖЕННЯ НАПРУГИ (VRD)
Облаштування зниження напруги (чи VRD) знижує номінальну напругу розімкненого ланцюга до рівня не більше 35В у
той момент, коли опір зовнішнього зварювального ланцюга перевищує 200 Ом. Час реакції складає менше 300 мс. За
умовчанням облаштування зниження напруги деактивує. Щоб активувати його, користувач повинен відкрити продукт і
виконати наступну процедуру:
- Відключіть прилад від мережі і почекайте 5 хвилин для безпеки.
- Викрутіть 3 гвинти з кожного кронштейна ручки (1 згори і 2 збоку) = 4x3 гвинти.
- Зніміть 4 опори руків’я і 2 трубки.
- Викрутіть решту 2 центральних гвинта з кришки.
- Обережно зніміть кришку і від’єднайте дріт заземлення, підключений під кришкою.
- Знайдіть плату управління і червоний вимикач(див. стор. 82).
- Перемкніть перемикачі 1 і 2(положення за умовчанням ON) в протилежне положення.
- Знову зберіть
-
Включіть прилад, пристрій активний, на клавіатурі спалахує світлодіод «VRD».
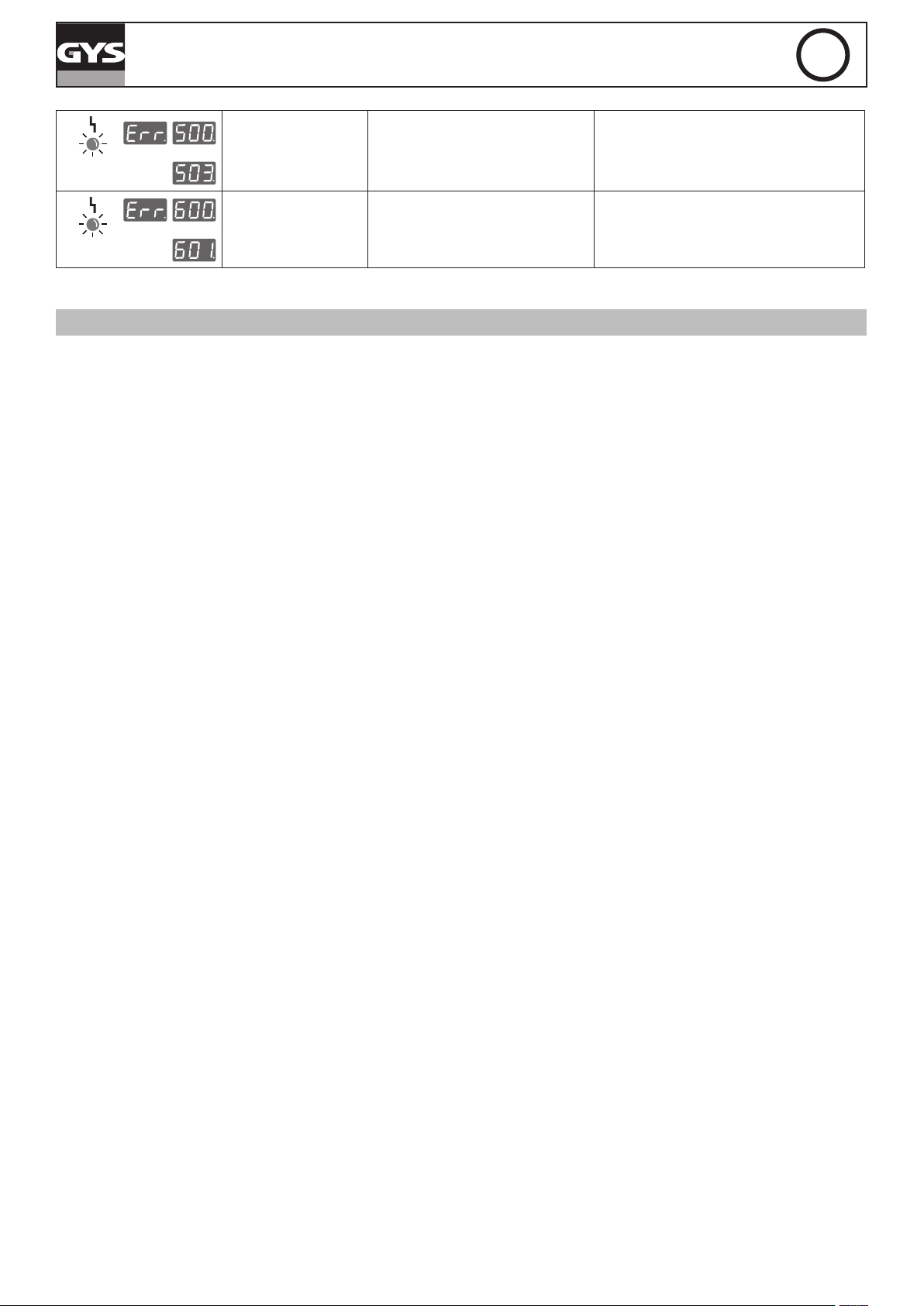
ПОВІДОМЛЕННЯ ПРО ПОМИЛКИ, НЕСПРАВНІСТЬ, ПРИЧИНИ, СПОСОБИ УСУНЕННЯ
Це устаткування має систему контролю збоїв. У разі збою можуть відображатися повідомлення про помилки.
Код помилки Значення ПРИЧИНИ УСУНЕННЯ
Почекати доки згасне світлодіод, перш ніж
відновити зварювання.
Дотримуйтеся робочого циклу і забезпечуйте
хорошу вентиляцію.
Використання додаткового пилового фільтру
знижує експлуатаційні чинники.
Перевірте вашу електричну установку
кваліфікованим фахівцем. Напруга між фазами має
бути в межах від 340 до 460 Вэфф.
+
Тепловий захист
Помилка мережевої
напруги
Перевищення робочого циклу
Температура довкілля вище 40°C
Заблоковані повітрозабірники
Напруга мережі виходить за допустимі
межі або відсутня одна з фаз.
+
+
Помилка датчика струму
Помилка управління реле
потужності
Датчик струму від’єднаний або
несправний.
Реле потужності не змогло закритися.
Перевірити кабельні з’єднання датчиків
кваліфікованим фахівцем.
Перевірити кабельні з’єднання управління реле
фахівцем.
13
Page 14
EXAGON 400 CC/CV
UA
+
+
Примітка: будь-які роботи, що вимагають розкриття продукту і перевірки електропроводки, повинні виконуватися кваліфікованим фахівцем.
Відсутня інформація про
до
температуру
Несправність вентилятора
або
Датчики температури відключені.
Вентилятор не обертається з потрібною
швидкістю.
Перевірити кабельні з’єднання датчиків
кваліфікованим фахівцем.
Перевірити відсутність сторонніх тіл, що
уповільнюють вентилятор, перевірити проводку,
замінити вентилятор.
ГАРАНТІЙНІ УМОВИ ФРАНЦІЯ
Гарантія поширюється на усі дефекти або виробничі недоліки впродовж 2 років з дати купівлі (деталі та праця).
Гарантія не покриває:
• Будь-які інші ушкодження в результаті транспортування.
• Звичайний знос деталей (Приклад : кабелі, затиски і так далі).
• Інциденти із-за неправильного використання (неправильне подання, падіння, демонтаж).
• Несправності із-за дії довкілля (забруднення, іржа, пил).
У разі несправності поверніть пристрій дистриб’юторові, приклавши :
- датований документ, що підтверджує купівлю(чек, рахунок-фактура....)
- примітка, що пояснює полом.
14
Page 15
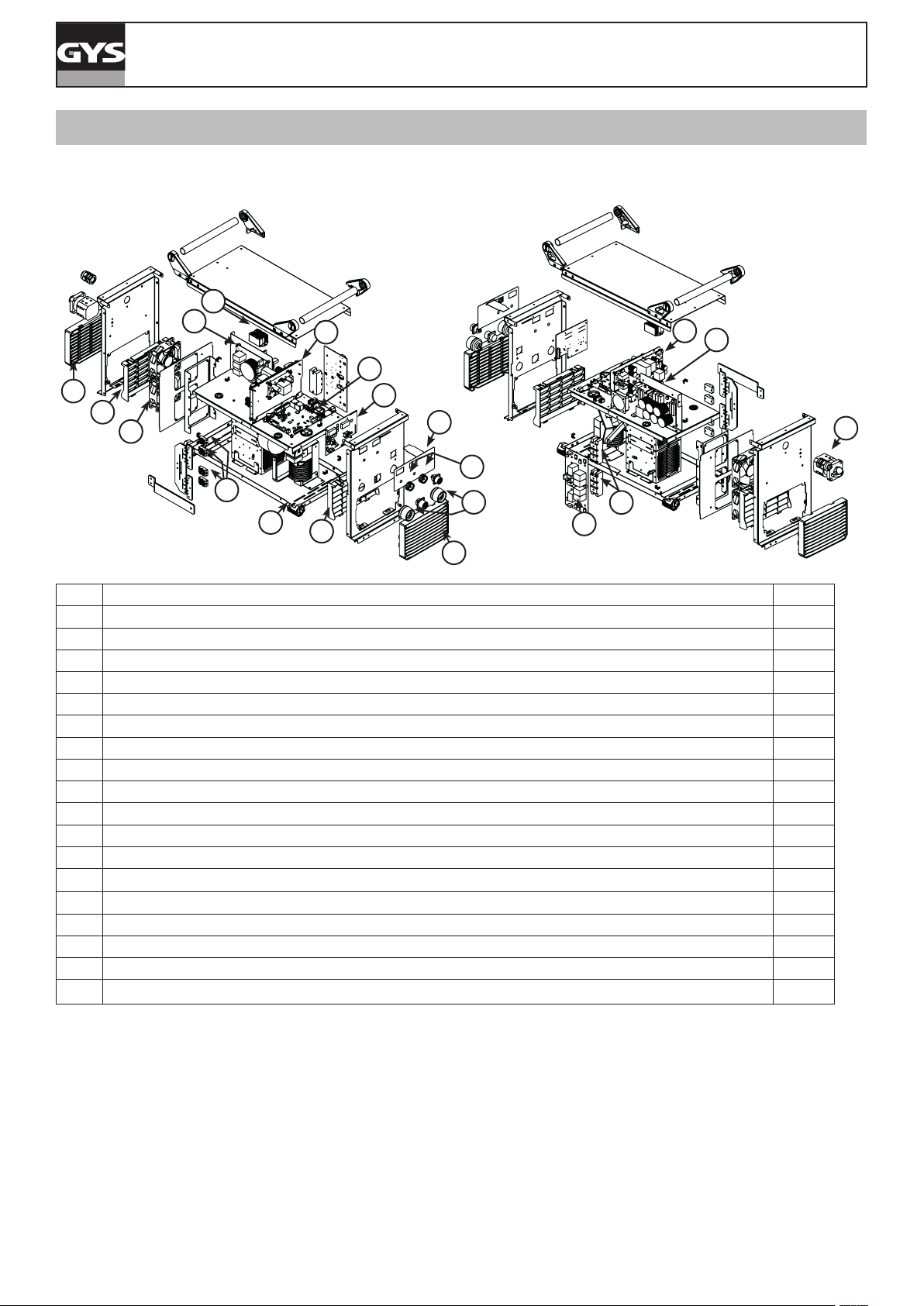
ЗАПЧАСТИНИ
1
2
3
13
12
EXAGON 400 CC/CV
11
10
9
8
7
4
5
2
6
1
15
14
18
17
16
1 Зовнішня решітка 56094
2 Внутрішня решітка 56095
3 Вентилятори 51290
4 Діод 52197
5 Ніжка 56120
6 З’єднувач потужності 51478
7 Кнопка коліщатка 73016
8 Панель управління 51963
9 Плата індикаційноi панелi 97356С
10 Плата управління потужності 97358С
11 Плата низьковольтного живлення 97288C
12 Діодний міст 52196
13 Плата електромагнітной сумісність 97277C
Плата драйвера IGBT
14
15 Модуль IGBT 52204
16 Вимикач ВКЛ/ВИКЛ 51061
17 Силова плата 97278C
18 Плата живлення 24/48V 97289C
Мережевий шнур 4x4 мм² - 5м 21470
97357C
15
Page 16

ПЕРЕМИКАЧ
VRD
VRD OFF VRD ON
EXAGON 400 CC/CV
16
Page 17
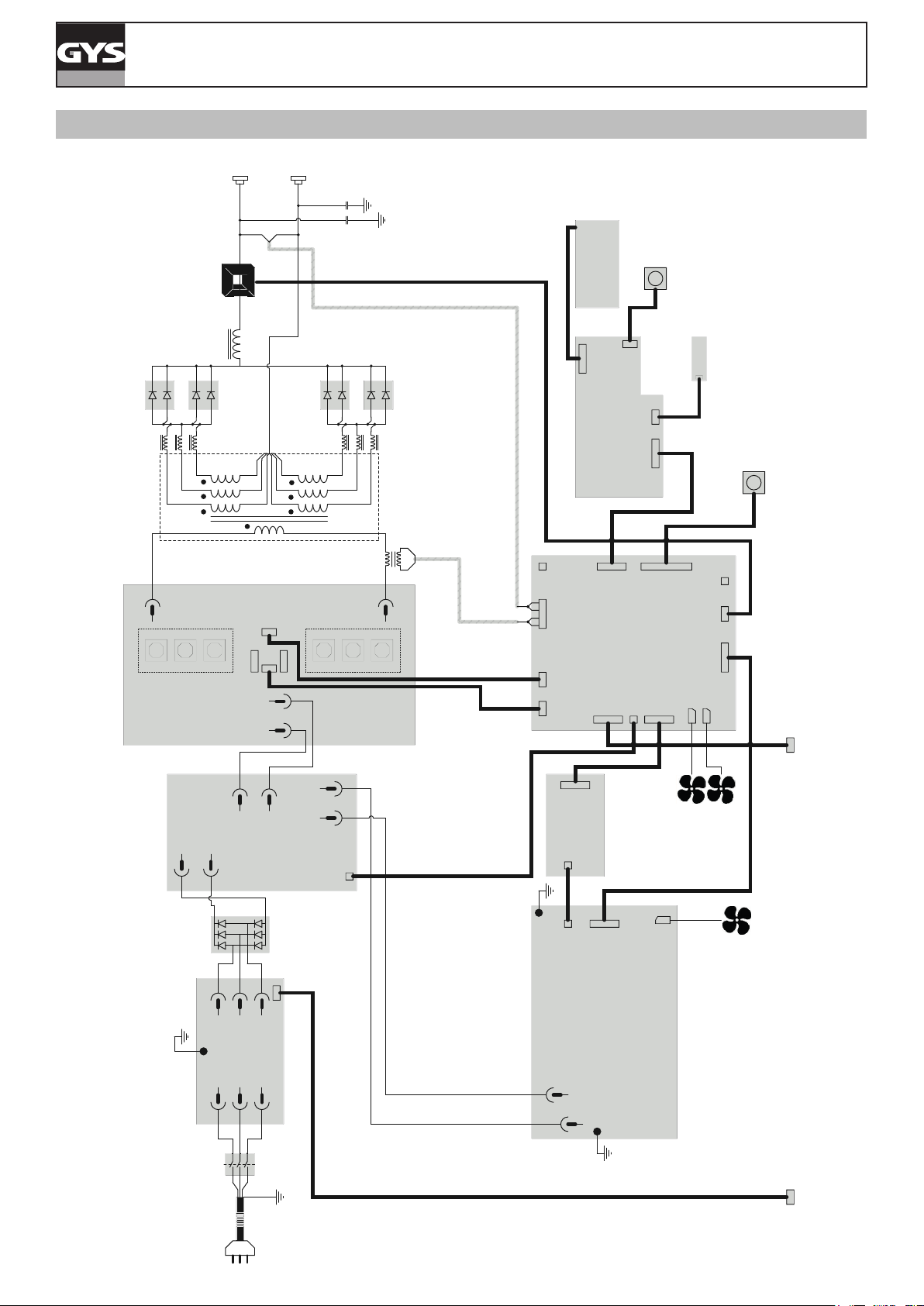
ЕЛЕКТРИЧНА СХЕМА
EXAGON 400 CC/CV
63710
51478
64463
96124
52197
52197
5220452204
51478
52197
64664
52197
CTN
51963
Keyboard
MMI
97356C
Remote control
71483
USB
To wire feeder
91805ST
CTN
IGBT
driver
-
board
IN
97357C
+
52196
--++
97277C
EMC board
OUT
+-
Input
board
capacitor
97278C
24V BT
+
97288C
power supply
24/48V
Control board
97289C
power supply
97358C
51290
To liquid cooling systemTo liquid cooling system
51290
51018
51061
21470
-
17
Page 18

EXAGON 400 CC/CV
ТЕХНІЧНІ СПЕЦИФІКАЦІЇ
EXAGON 400 CC/CV
Первинний
Напруга живлення
Частота мережі 50 / 60 Гц
Автоматичний вимикач запобіжник
Вторинний
ММА
SMAW
Напруга холостого ходу
Номінальний вихідний струм(I2)
Звичайна вихідна напруга(U2)
20 400A 15 400A 10 400A
20.8 36V 14.75 34V 10.4 26V
Imax 60%
ПВ% при 40°C (10 мин)
Norme IEC 60974-1.
60% 400А
100% 350А
Робоча температура -10°C +40°C
Температура зберігання -20°C +55°C
Міра захисту IP23
Розміри (ДхШхВ) 58 x 52 x 30 см
Вага 32 кг
*ТВ% вказані по нормі EN60974 - 1 при 40°C і для 10-хвилинного циклу.
При інтенсивному використанні (> ПВ%) може включитися тепловий захист. В цьому випадку дуга згасне і спалахне індикатор.
Залиште пристрій включеним, щоб дати йому остигнути до зняття захисту.
Пристрій, залежно від вибраного режиму, описує або характеристику постійного струму, або постійної напруги.
400В +/- 15%
32А
MIG / MAG
GMAW
84В
TIG
GTAW
18
Page 19

ІКОНКИ
3
f
1
f
2
IEC 60974-1-1
IEC 60974-1-10
Class A
EXAGON 400 CC/CV
Увага! Прочитайте інструкцію перед використанням.
Джерело струму з технологією перетворювача, що видає постійний струм.
Джерело зварювального струму відповідає нормам IEC 60974-1/-10 і відноситься до класу A.
Зварювання електродом з покриттям: MMA (Manual Metal Arc)
Зварювання TIG (Tungsten Inert Gaz)
СВАРКА MIG / MAG
Підходить для зварювання у середовищі з підвищеним ризиком удару струмом. У цьому випадку джерело струму не повинне знаходитися у тому ж самому
приміщенні
IP23
U0
X(40°Ц)
I2
А
U2
В
Гц
U1
I1max
I1e
Захист від доступу до небезпечних частин твердих тіл Ø ≥12,5 мм і дощу (60° до вертикалі).
Постійний зварювальний струм.
Номінальна напруга холостого ходу
ПВ% згідно з нормою EN 60974-1(10 хвилин - 40°C).
Відповідний номінальний зварювальний струм.
Ампери
Номінальна напруга при відповідних навантаженнях.
Вольт
Герц
Трифазне електроживлення 50 або 60Гц
Номінальна напруга живлення
Максимальний мережевий струм (ефективне значення)
Максимальний ефективний мережевий струм
Пристрій відповідає директивам Євросоюзу. Декларація про відповідність доступна для перегляду на нашому сайті (посилання на обкладинці).
Матеріал відповідно до марокканських стандартів. Декларація відповідності Cم (CMIM) доступна на нашому сайті(див. титульну сторінку).
Матеріал відповідає вимогам Великобританії. Декларація про відповідність Великобританії доступна на нашому сайті(див. титульну сторінку).
Знак відповідності EAC (Євразійська економічна спільнота)
Це обладнання підлягає переробці згідно з директивою Євросоюзу 2012/19/UE. Не викидати в загальний сміттєзбірник!
Цей апарат підлягає утилізації.
Інформація по температурі (термозахист).
Дистанційне керування
19
Page 20

GYS SAS
1, rue de la Croix des Landes
CS 54159
53941 SAINT-BERTHEVIN Cedex
Франция
 Loading...
Loading...