

GYS CNC-2 DIGITAL KIT FOR CUTTING TABLE / PLASMA CUTTER, CNC-3 KIT DIGITAL RETROFIT User guide [no]
NO
1-10
KIT CNC-2 / CNC-3
73502_V1_22/03/2021
www.gys.fr

KIT CNC-2 / CNC-3
15 m / 50 ft
NO
ADVARSLER - SIKKERHETSREGLER
GENERELL INSTRUKSJON
Disse instruksjonene må leses og forstås før enhver operasjon.
Eventuelle endringer eller vedlikehold som ikke er angitt i håndboken må ikke utføres.
Produsenten skal ikke holdes ansvarlig for personskader eller materielle skader forårsaket av bruk som ikke er i samsvar med instruksjonene i
denne håndboken. I tilfelle et problem eller usikkerhet, kontakt en kvalisert person for å håndtere installasjonen på riktig måte.
Denne håndboken beskriver kablingen til dette produktet. Enhver bruker som ikke strengt følger sikkerhetsinstruksjonene beskrevet i denne
håndboken kan bli utsatt for elektriske farer og/eller en alvorlig eller til og med dødelig ulykke.
ELEKTRISK SIKKERHET
Under alle inngrep på produktet, sørg for å sikre området ved å holde personer på avstand som ikke har lest sikkerhetsinstruksjonene beskrevet i
denne håndboken. Dette produktet bør fortrinnsvis installeres av en fagmann i henhold til gjeldende installasjonsreglene i landet. Hvis ikke, anbefales
det at du leser disse reglene før du arbeider med det.
ADVARSEL
Åpning av plasmaskjærende strømkilde er nødvendig for å installere dette settet, av denne grunn må denne oppgaven utføres av en kvalisert person.
Før du går gjennom den, er det absolutt nødvendig å koble plasmaskjærestrømkilden fra strømnettet og vente minst 5 minutter før du
får tilgang til innsiden av maskinen.
Håndter det elektroniske kortet til CNC-settet forsiktig for å unngå å skade det:
- Fjern brettet fra den antistatiske posen i siste øyeblikk.
- Unngå å manipulere kretskortet unødvendig
- Bruk et antistatisk armbånd koblet til jord, eller hvis det ikke er mulig, sørg for at du har blitt elektrostatisk utladet ved å berøre en jordet ledende
del (f.eks. jordklemmen på en stikkontakt).
- Hold brettet i kantene
Ikke berør de elektroniske komponentene.
INSTALLASJON – PRODUKTDRIFT
Kun kvalisert personell autorisert av produsenten skal utføre installasjonen.
Under installasjonen skal operatøren sørge for at maskinen er koblet fra strømnettet.
INTRODUKSJON
Det digitale CNC-settet er designet for å installeres i plasmaskjæreenheter i NEOCUT-serien. Dette settet tillater grensesnitt mellom plasmaenheten og
CNC ved hjelp av Modbus-protokollen basert på et RS485 fysisk lag. Som et eksempel tillater det innebygde meldingsbiblioteket ekstern strøminnstilling,
veksling mellom skjæremoduser og avhør av maskinstatus.
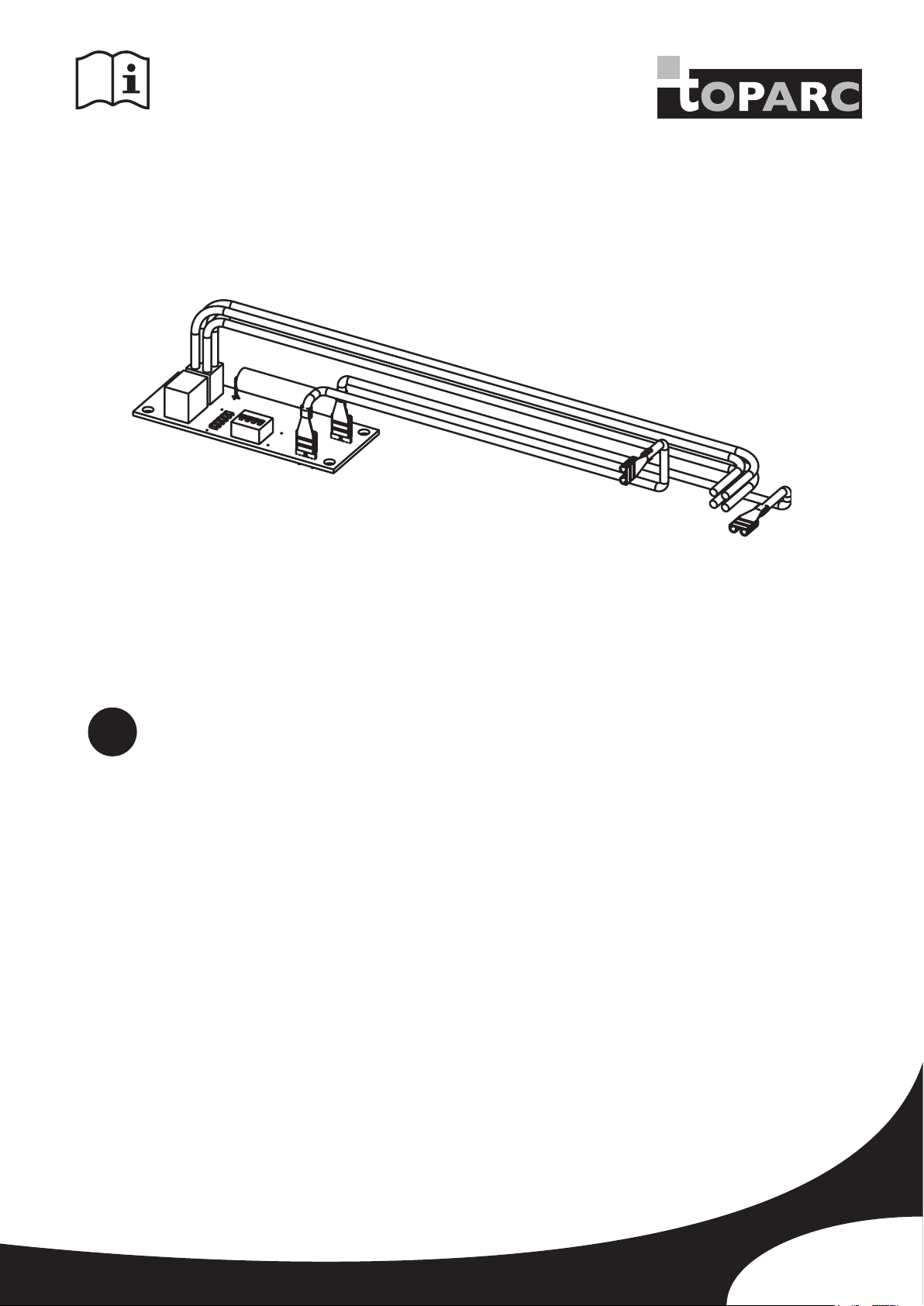
INNE I SETTET
1 2 3 4
CNC-2 CNC-3
1 -
Ekstern lenke
Elektronisk kort
Intern lenke
x4
Skruer
Installasjonshåndbok
Håndbok for kommunikasjonsprotokoll
2
3
4
SETT OPP OG INSTALLASJON
1- Spenningsdeler oppsett:
For å føre lav spenning (av sikkerhetsgrunner) går lysbuespenningen gjennom et spenningsdelertavle som vil redusere spenningen.
Buespenningen (ere hundre volt) går gjennom en spenningsdeler hvis mål er å sende en sikker nivådelt lysbuespenning utenfor plasmaenheten.
Avhengig av THC-enheten (Torch Height Control) vil det være nødvendig å justere delefaktoren i henhold til THC-spesikasjonene.
20:1 30:1 40:1 50:1 100:1
20 V 1 V 30 V 1 V 40 V 1 V 50 V 1 V 100 V 1 V
2
2- Sett installasjon:
ADVARSEL
ELEKTRISK STØT KAN VÆRE DØDELIG
Kun erfarne personer autorisert av produsenten kan utføre installasjonen. Under installasjonen må du sørge for at generatoren er koblet fra strømnettet.
Installasjonsvideo:
NEOCUT 105
https://youtu.be/EQHXFagRva4 https://youtu.be/iLZGoWJzZAM
KIT CNC-2 / CNC-3
CNC-2 CNC-3
NO
All tilgang til interne områder utover områdene beskrevet i denne videoguiden er forbudt og ugyldiggjør garantien og enhver annen form for støtte.
Faktisk kan disse manipulasjonene være skadelige for delene og/eller de interne elektroniske komponentene til generatoren.
BESKRIVELSE
CNC-settet bruker to komplementære typer signaler:
- Analog og 2 tilstandstype nødvendig for grunnleggende operasjoner
- Digital type: tillater avanserte operasjoner
Analog / 2 tilstandsfunksjoner:
Den analoge/på/av delen består av 4 signaler (2 pinner per signal). Logikken er som følger:
Signalnavn Funksjon Oppførsel
Start Starter skjæringen
Lysbuespenning Delt lysbuespenning
OK å ytte Bue overført
Kraftmerking Merking
Digital funksjon :
Det fysiske laget er en full dupleks asynkron RS-485 seriell kobling.
Den består av 5 ledninger:
- 1 dierensialpar for meldingsoverføring (Tx+ / Tx-)
- 1 dierensialpar for meldingsmottak (Rx+ / Rx-)
- 1 referansegrunn (GND)
Protokollen som brukes er MODBUS RTU-protokollen, skjærestrømkilden er slaven, CNC er masteren.
Listen over meldinger og deres koding er beskrevet i kommunikasjonsprotokollmanualen.
Å lukke en tørr kontakt på CNC-siden forteller plasmaenheten om å starte skjæringen, og åpning av
kontakten resulterer i stoppskjæring.
Delt lysbuespenning (se kapittelet om oppsett av spenningsdeler). Buespenningen er et bilde av
avstanden mellom brenneren og metallplaten
Plasmaenheten lukker en tørrbryter når lysbuen overføres til metallplaten. Hvis denne kontakten
forblir åpen eller åpner seg under kutting, betyr dette at lysbuen er brutt.
En lukket tørr kontakt på CNC-siden tvinger plasmaenheten i merkemodus. Åpning av kontakten
gjenoppretter plasmaenheten i dens opprinnelige kontekst.
3
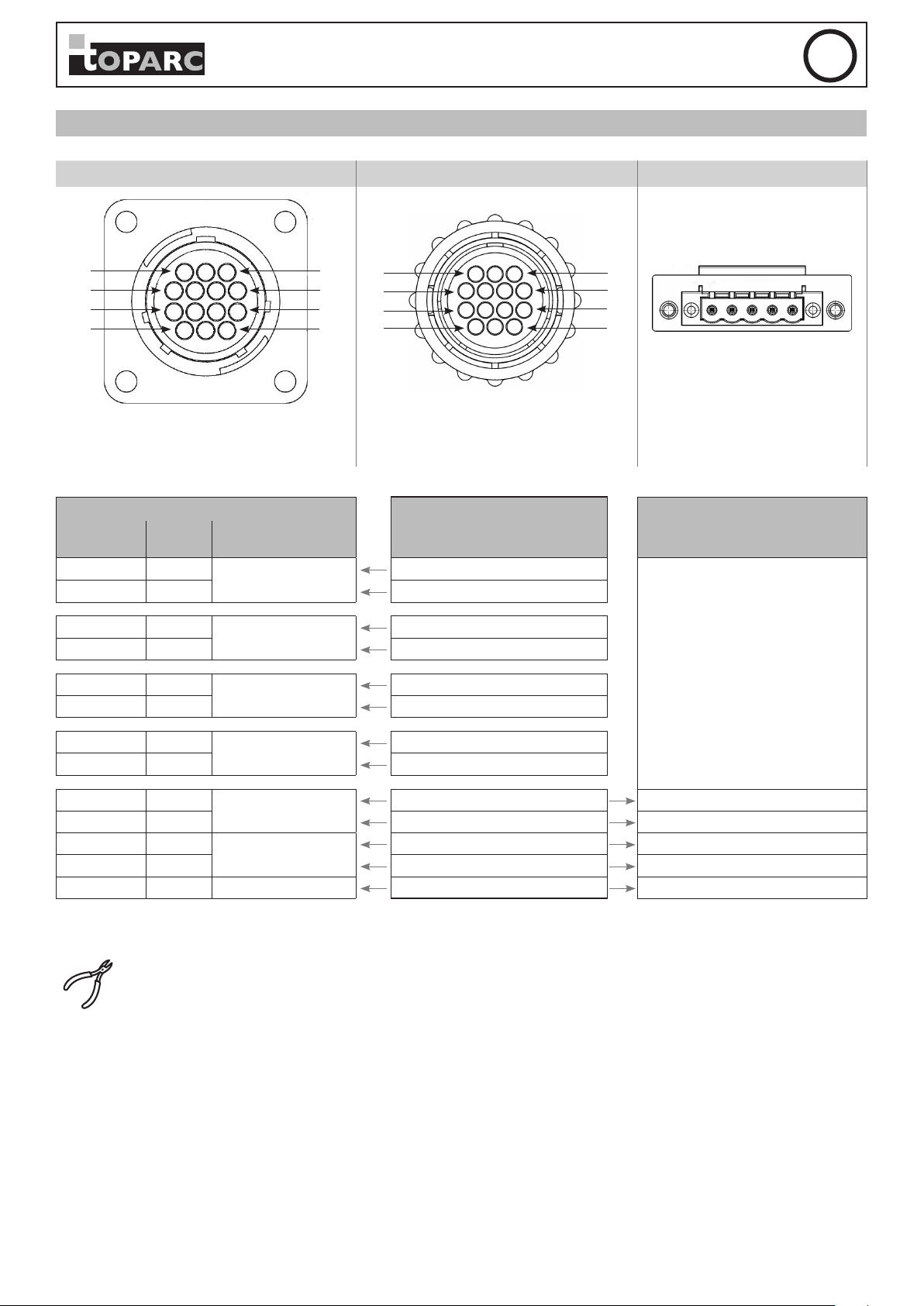
KABLING
Kontaktpinneutgang
CNC-2 / CNC-3 CNC-2 CNC-3
KIT CNC-2 / CNC-3
NO
3
7
11
14
på baksiden av plasmaskjærende strømkilde
Pin-tilordning
PIN-kode Trådfarge Par farge PIN-kode
Panelkontakt pinout CN-1
CN-1
3 Hvit
4 Svart Start (+)
5 Svart
6 rød Lysbuespenning (+)
12 Grønn
14 Svart OK å ytte
Svart hvit
Svart, rød
Svart/grønn
1
4
8
12
1
4
8
12
Pluggkontakt pinout
på enden av den eksterne kabelen
Signalnavn
Start (signal)
Lysbuespenning (-)
OK å ytte
3
7
11
14
1 2
Panelkontakt pinout CN-2
på baksiden av plasmaskjærende
strømkilde
3 4 5
CN-2
1 Blå
2 Svart Tving markering ( )
8 Gul
9 Svart Tx- (Z) 2
10 oransje
11 Svart Rx- (B) 4
7 Svart Alene GND 5
Tilkobling til CNC
Den eksterne kabelen termineres også på den andre siden av en liten enkeltradskontakt, det eneste formålet med denne kontakten er
for testing under kabelproduksjon.
Denne kontakten kan kuttes for å passe til CNC-ens tilkoblingsbehov, den eksterne kabelen kan også forkortes for å passe til den
generelle kongurasjonen.
Ubrukte ledninger skal isoleres for å unngå elektrisk skade.
Svart blå
Svart/gul
Svart/oransje
Kraftmerking (signal)
Tx+ (Y) 1
Rx+ (A) 3
4
KIT CNC-2 / CNC-3
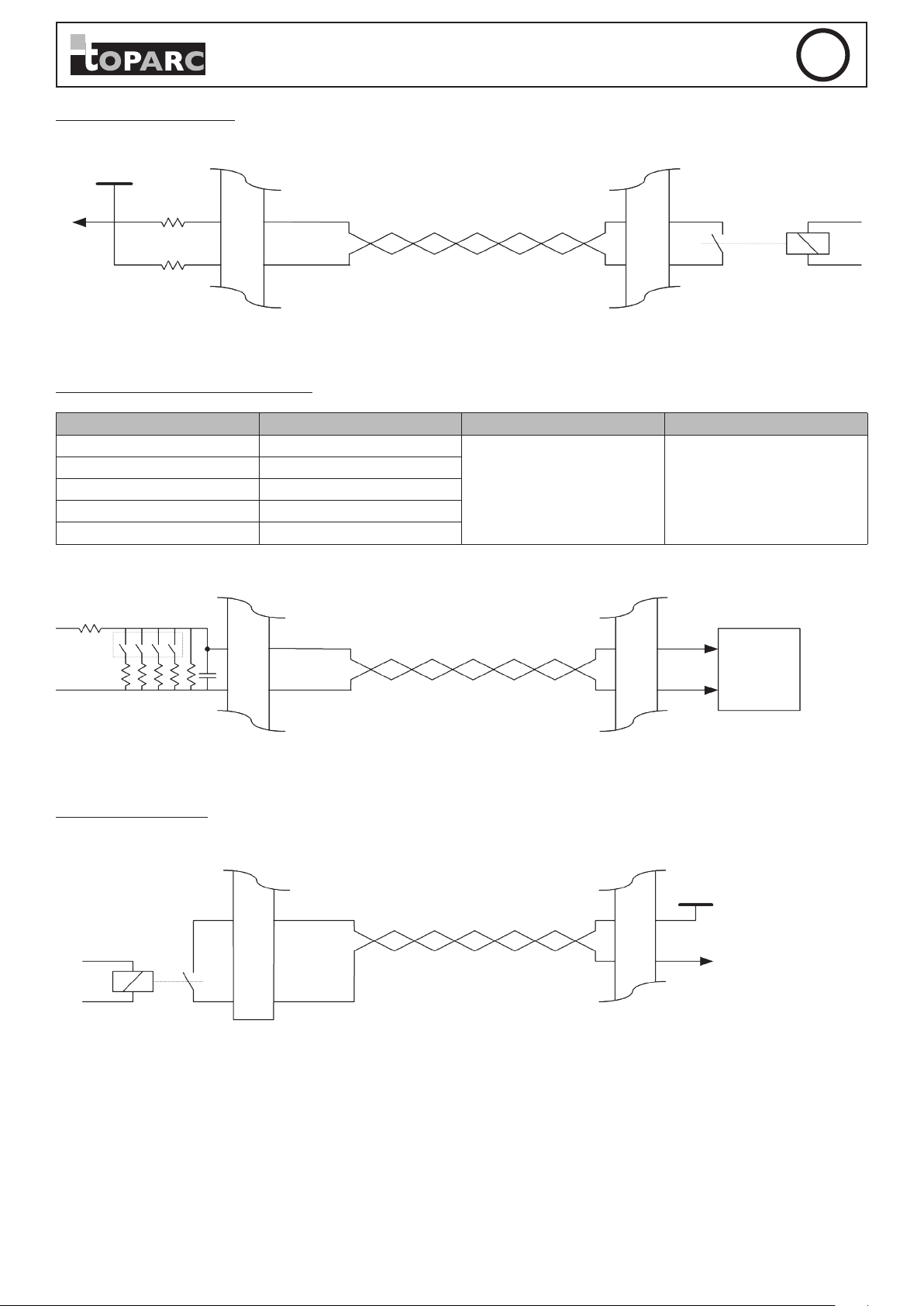
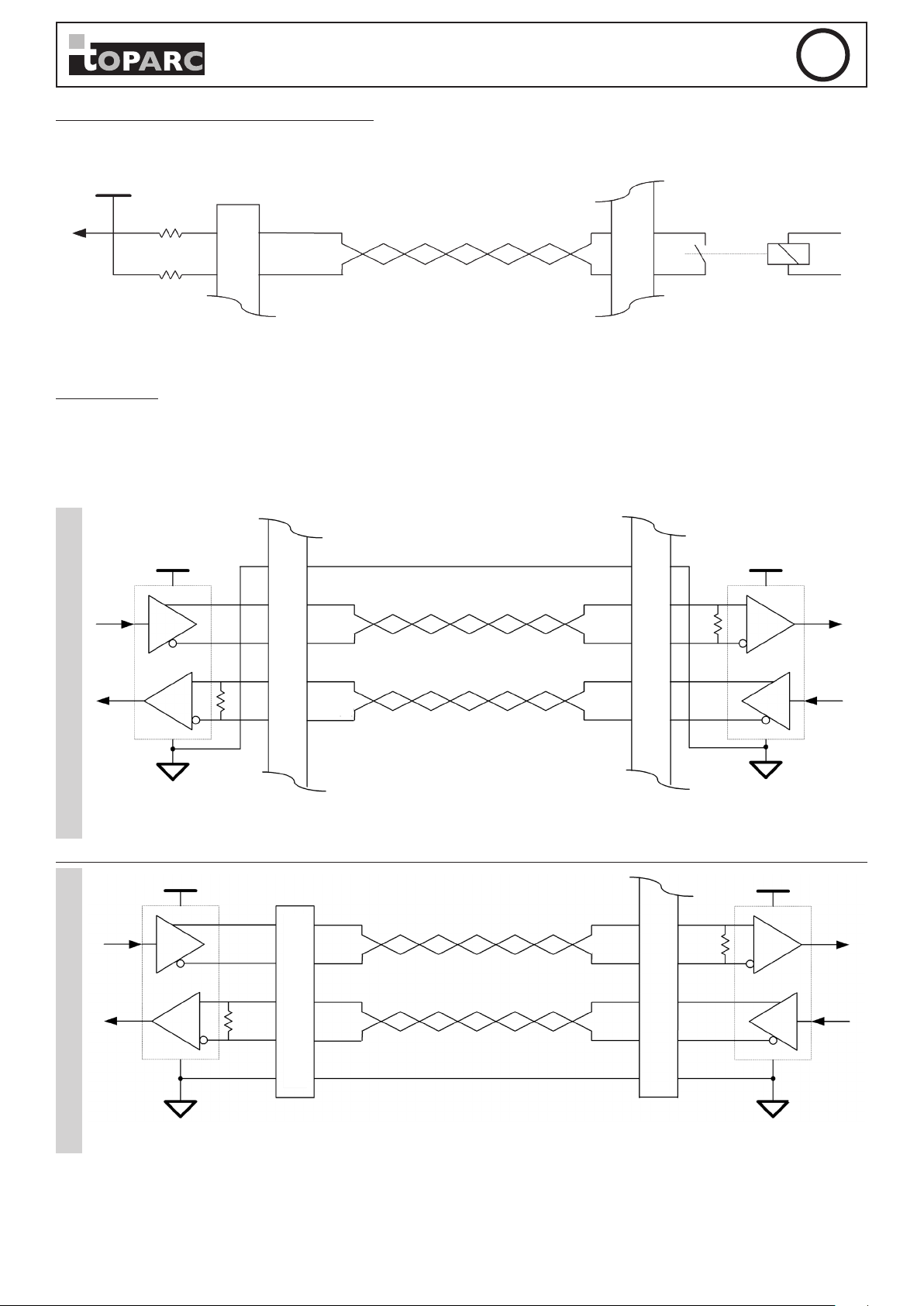
a) Start(+)/Start(signal)-signaler
«Start»-potensialet er koblet gjennom en 1 kΩ impedans til en 15VDC intern forsyning av CNC-settet. Når CNC lukker sin tørre kontakt mellom disse
to signalene, sendes 15VDC tilbake til «start(signal)»-signalet som indikerer en startordre til plasmaenheten.
15 VDC
NO
1 kΩ
1 kΩ
Plasmaenhet Ekstern kabel CNC-2 / CNC-3 CNC
b) Lysbuespenning(+)/buespenning(-)-signaler
Lysbuespenningen deles av en passiv spenningsdeler kombinert med et lavpasslter.
Delingsforhold Utgangsimpedans Grensefrekvens (-3dB) Demping
20:1 1,6 kΩ
30:1 1,1 kΩ
40:1 825 Ω
50:1 660 Ω
100:1 330 Ω
« Buespenning ( )»-potensialet er direkte knyttet til jordklemmepotensialet.
«Lbuespenning (-)»-potensialet er impedans knyttet til elektroden.
3
4
CN-1
Start (signal)
Start ( )
Lysbuespenning (-)
5
6
Lysbuespenning (+)
1 kHz -20 dB/tiår
THC
+
CN-1
Plasmaenhet Ekstern kabel CNC-2 / CNC-3 CNC
c) «OK for å ytte»-signaler
Når lysbuen overføres til metallet, lukker plasmaskjærekraftkilden sin tørre kontakt mellom de to «OK å ytte»-signaler, dette betyr at skjæreprosessen
er i gang, hvis plasmabuen brytes, åpnes kontakten. Denne informasjonen brukes hovedsakelig på CNC-er som ikke er utstyrt med THC.
OK å ytte
12
13
14
OK å ytte
CN-1
Plasmaenhet Ekstern kabel CNC-2 / CNC-3 CNC
5
KIT CNC-2 / CNC-3
d) « Force markering(+)/ Force marking(signal) » signaler
« Force marking( )»-potensialet er koblet gjennom en 1 kohm impedans til en 15VDC intern forsyning av CNC-settet. Når CNC lukker sin tørre
kontakt mellom disse to signalene, sendes 15VDC-en tilbake til «Tving markering(signal)»-signalet som indikerer til plasmaenheten å tvinge driften i
markeringsmodus.
15 VDC
NO
1 kΩ
1 kΩ
Plasmaenhet Ekstern kabel CNC-2 / CNC-3 CNC
e) Digitale signaler
Tx+ , Tx- : dierensialpar som sender rammer fra plasmaenheten til CNC, tilkoblingen skal avsluttes av en 120 Ω motstand på CNC-siden.
Rx+ , Rx- : dierensialpar som mottar rammer fra CNC til plasmaenheten, tilkoblingen avsluttes av en 120 Ω motstand på plasmaenhetssiden.
GND : Referansejording for emisjons- og mottakskretsene på plasmageneratorsiden. Signalene til dierensialparene må ikke overstige -7 VDC i
negativ og 12 VDC i positiv i forhold til referansejorden.
Kraftmerking (signal)
1
2
Tving markering (+)
CN-1
7
8
9
GND
Tx+ (Y)
Tx- (Z)
Rx+ (A)
Rx- (B)
CNC-2
CNC-3
Rx+ (A)
10
Rx- (B)
11
GND
CN-1
Plasmaenhet Ekstern kabel CNC-2 CNC
Tx+ (Y)
1
Tx- (Z)
2
Rx+ (A)
3
Rx- (B)
4
GND
5
GND
CN-2
Tx+ (Y)
Tx- (Z)
Rx (A)
Rx- (B)
Tx (Y)
Tx- (Z)
GND
GND
Plasmaenhet Ekstern kabel CNC-3 CNC
6
KIT CNC-2 / CNC-3
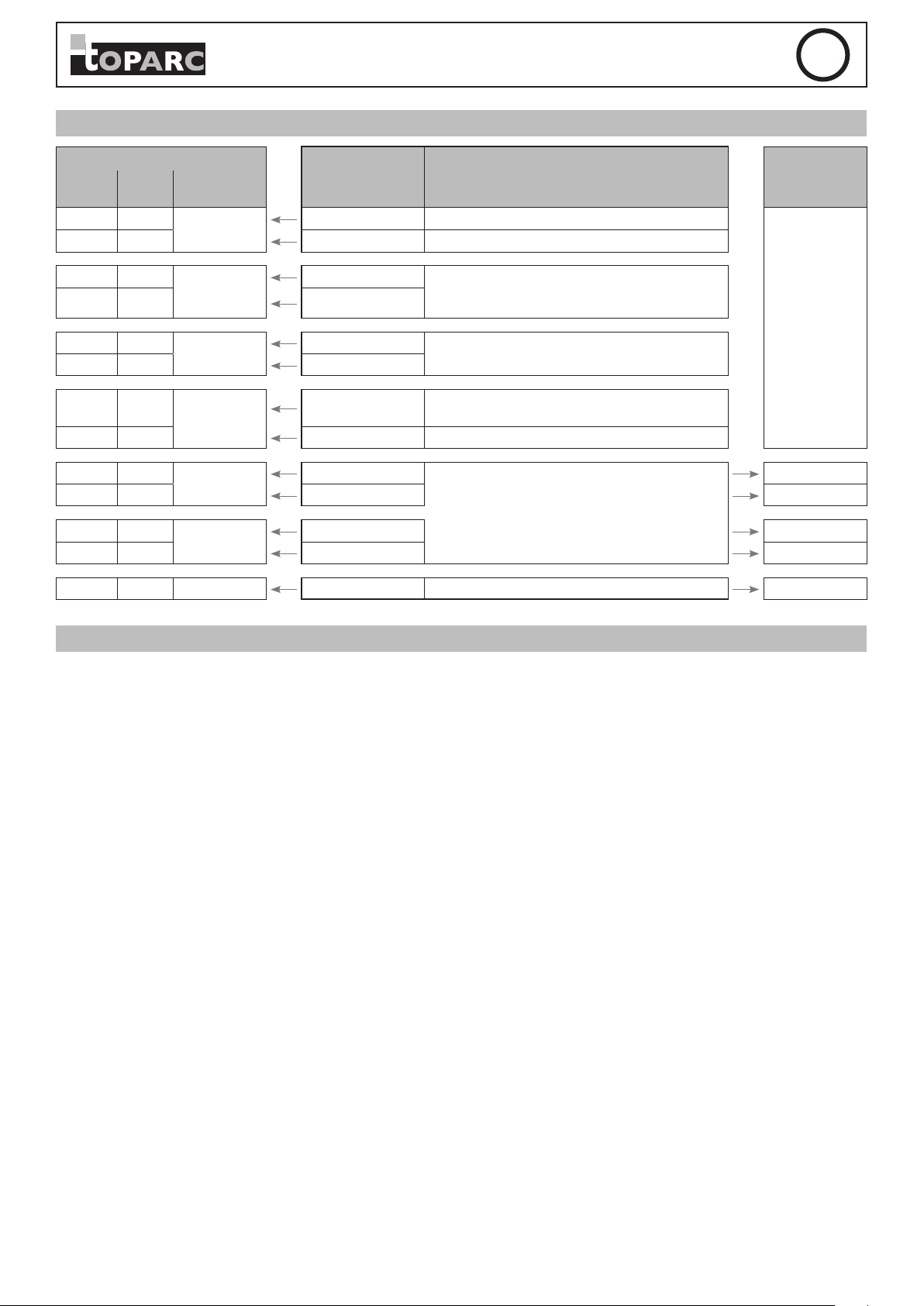
OPPSUMMERING AV SIGNALER OG ELEKTRISKE SPESIFIKASJONER
NO
CN-1
Pinne nr
3 Hvit
4 Svart Start (+) 15VDC 15mA, 1kΩ utgangsimpedans
5 Svart
6 rød Lysbuespenning (+)
12 Grønn
14 Svart OK å ytte
1 Blå
2 Svart Tving markering (+) 15VDC 15mA, 1kΩ utgangsimpedans
8 Gul
9 Svart Tx- (Z) 2
10 oransje
11 Svart Rx- (B) 4
7 Svart Alene GND Bakke 5
Trådfarge
Par farge Pinne nr
Svart hvit
Svart, rød
Svart/grønn
Svart blå
Svart/gul
Svart/oransje
Signalnavn Elektriske spesikasjoner
Start (signal) Inngangssignal, 1kΩ inngangsimpedans
Lysbuespenning (-)
OK å ytte
Kraftmerking
(signal)
Tx+ (Y)
Rx+ (A) 3
Delingsfaktor: 1:20, 1:30, 1:40, 1:50, 1:100
Utgangsimpedans < 1,6 kΩ
Lavpassltrert
Tørr kontakt: 7 A/250 VAC - 7 A/28 VDC
Spole til kontakt isolasjon: 4000 VAC
Inngangssignal, 1kΩ inngangsimpedans
Les SN65HVD37 dataarket fra Texas Instruments for
mer informasjon
CN-2
1
GARANTI
Garantien dekker utførelsesfeil i 2 år fra kjøpsdato (deler og arbeid).
Garantien dekker ikke:
• Transportskader.
• Normal slitasje på deler (f.eks.: kabler, klemmer osv.).
• Skader på grunn av feilbruk (strømforsyningsfeil, fall av utstyr, demontering).
• Miljørelaterte feil (forurensning, rust, støv).
I tilfelle feil, returner enheten til din forhandler sammen med:
- Kjøpsbeviset (kvittering osv ...)
- En beskrivelse av den rapporterte feilen.
7

GLOBAL KOBLINGSDIAGRAM
CNC
KIT CNC-2 / CNC-3
THC
+
-
NO
GND
Blue
Blue
Black
Black
White White
Black
Black
Black
Black
Red
Red
Black
Black
Rx+ (A)
Yellow
Yellow
Rx- (B)
Black
Black
Tx- (Z)
Tx+ (Y)
Black
Orange
Green
Black
Kit CNC-2
Black
Orange
Green
Black
Rx- (B)
Force Marking (signal)
Force Marking (+)
Start (signal)
Start (+)
Arc Voltage (-)
Arc Voltage (+)
GND
Tx+ (Y)
Tx- (Z)
Rx+ (A)
1
2
3
4
5
6
7
8
9
10
+15VDC
OK to move
11
12
GND
OK to move
13
CN-1
14
PLASMA
8

CNC
KIT CNC-2 / CNC-3
THC
+
-
NO
GND
Rx- (B)
Rx+ (A)
Tx- (Z)
Tx+ (Y)
Kit CNC-3
PLASMA
Force Marking (signal)
Force Marking (+)
Start (signal)
Start (+)
Arc Voltage (-)
Arc Voltage (+)
1
2
3
4
5
6
+15VDC
OK to move
OK to move
...
12
CN-1
14
Tx+ (Y)
Tx- (Z)
Rx+ (A)
Rx- (B)
1
2
3
4
CN-2
5
GND
9

SYMBOLER
- Enheten er i samsvar med europeiske direktiver. EU-samsvarserklæringen er tilgjengelig på vår nettside (se forside).
- Denne maskinvaren er gjenstand for innsamling av avfall i henhold til de europeiske direktivene 2012/19/EU. Ikke kast i en husholdningsavfallsbøtte!
- Gjenvinnbart produkt som er underlagt sorteringsplikt.
- Utstyr i samsvar med britiske krav. Den britiske samsvarserklæringen er tilgjengelig på nettstedet vårt (se hjemmesiden).
- Utstyr i samsvar med marokkanske standarder. Samsvarserklæringen Cم (CMIM) er tilgjengelig på vår nettside (se forside).
KIT CNC-2 / CNC-3
NO
10
JBDC
1, rue de la Croix des Landes - CS 54159
53941 SAINT-BERTHEVIN Cedex
FRANKRIKE
 Loading...
Loading...