

Page 1
MIG 155/6W
Deutsch 04
English 14
Français 23
Türkçe 32
Čeština 41
Slovenčina 50
Nederlands 59
Italiano 68
Magyar 77
Hrvatski 86
Slovenščina 95
Româneşte 104
Български 113
# 20072
© Copyright Güde GmbH & Co. KG - Birkichstrasse 6 - 74549 Wolpertshausen - Germany
Page 2
1
2
2
5
6
7
3
4
8
9
Page 3
10
3
12
11
13
14
16
Page 4
Lesen Sie bitte diese Bedienungsanleitung sorgfältig durch,
4
bevor Sie das Gerät in Betrieb nehmen.
A.V. 1
Nachdrucke, auch auszugsweise, bedürfen der Genehmigung.
Technische Änderungen vorbehalten.
Gerät
Die Schweißgeräte für das Manuelle Schutzgasschweißen mit automatischem Drahtvorschub ermöglichen das
Verbinden von Metallteilen durch einen Schmelzprozess der zu verbindenden K anten und des Zusatzwerkstoffes. Das
Schmelzen wird durch den Lichtbogen hervorgerufen, der zwischen dem zu schweißende n Material und dem
kontinuierlich aus dem Ende des Brenners austretenden Metalldraht, der als Zusatzwerkstoff zur Verbindung der Teile
dient, entsteht. Ein höherer Schweißstrom erlaubt das Schweißen eines dickeren Blechs. Für Schäden die durch
Nichtbeachten dieser Anweisungen entstehen wird keine Haftung übernommen.
Produktübersicht
• Dieses Schutzgas-Schweißgerät der MAG-Serie ist für leichtere Schweißarbeiten ausgelegt. Es entspricht
dem Sicherheitsstandard EN 60974-1. Das Gerät arbeitet mit Einphasen-Eingangsspannung und Gleichstrom
am Ausgang. Es wird hauptsächlich für das Schweißen von Metallen wie Stahl mit niedrigem
Kohlenstoffgehalt, niedrig legiertem Stahl, Edelstahl, usw. verwendet.
• Dieses Schweißgerät zeichnet sich vor allem durch niedrige Kosten, hohe Produktivität und
Korrosionsbeständigkeit aus. Zudem schweißt es schlackenfrei. Das Gerät ist vielseitig einsetzbar, und die
Schweißarbeiten können in jeder Position durchgeführt werden.
• Das Schweißgerät ist wie ein Stufentransformator aufgebaut und verfügt über einen eingebauten
Drahtvorschub sowie eine Vorschubrolle. Es zeichnet sich durch leichte Bedienbarkeit und geringe
Ausfallquote aus. Die Vorschubrollen können für einen Bereich zwischen 0,5 bis 5 kg k onfiguriert werden.
• Die Spannung läßt sich stufenweise anpassen. Spannung und Strom können an die Dicke der Metalle
angepaßt werden.. Stufenlose Geschwindigkeitsregulierung des Drahtvorschubs.
• Konstante Spannung
• Ausgestattet mit Kontrolllampe, Wärmeschutzanzeiger und Kühlerventilator.
• Ein Gerät, das leicht zu transportieren ist.
• Zubehörteile für das Schweißgerät sind: eine MAG-Schweißpistole, ein Schweißbrenner, eine
Erdungsklemme sowie eine Schweißhaube.
• Das Gerät ist in einem Karton verpackt.
Schutzgas-Schweißgerät MIG 155/6W
Kompaktes Schweißgerät der gehobenen Heimwerkerklasse. Durch 6 Schaltstufen auch für problematische
Schweißarbeiten geeignet. Mit stufenlos einstellbarem Drahtvorschub und umfangreichen Zubehör.
Ausstattung:
Mit Schweißschild und 1-uhrigem Druckminderer. Inklusive 2 Bockrollrädern hinten, Thermoüberlastschutz und 2m
Schlauchpaket.
Lieferumfang
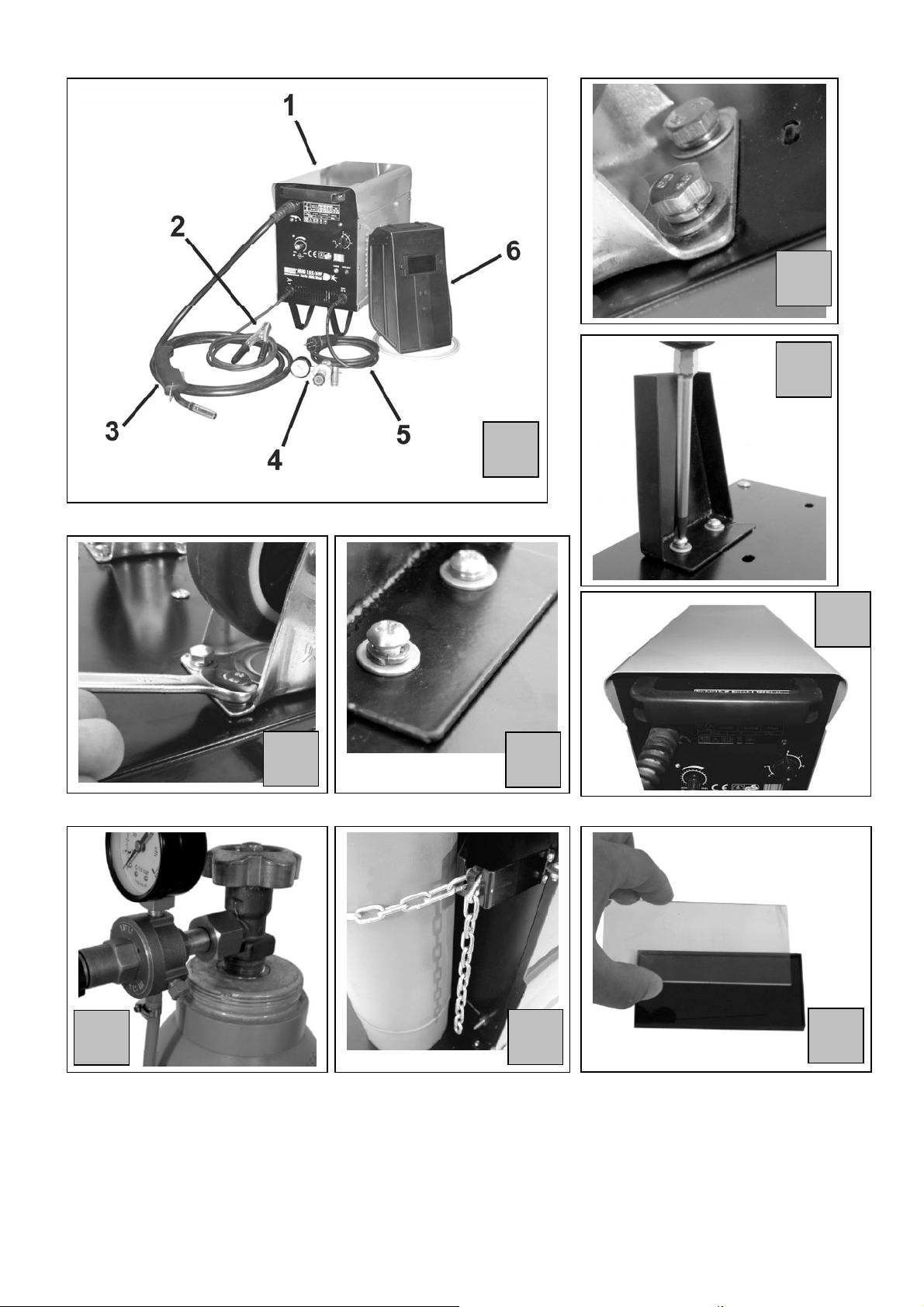
MIG 155/6W Abb. 1
1. Schutzgas-Schweißgerät MIG 155/6W
2. Massekabel
3. Schlauchpaket
4. Druckminderer
5. Netzanschlusskabel
6. Schweißschild
Gewährleistung
Gewährleistungsansprüche laut beiliegender Gewährleistungskarte.
Page 5
Allgemeine Sicherheitshinweise
5
Die Bedienungsanleitung muß vor der ersten Anwendung des Gerätes ganz durchgelesen werden. Falls über den
Anschluß und die Bedienung des Gerätes Zweifel entstehen sollten, wenden Sie sich an den Hersteller (ServiceAbteilung).
UM EINEN HOHEN GRAD AN SICHERHEIT ZU GARANTIEREN, BEACHTEN SIE AUFMERKSAM FOLGENDE
HINWEISE:
ACHTUNG!
Einschaltdauer
Die Leistungen des Geräts werden gemäß den Angaben auf dem Typenschild der Geräte als „Einschaltdauer“ (ED%),
d. h. das Verhältnis zwischen Schweißdauer und Abkühlzeit ausgedrückt. Dieser Faktor variiert bei demselben Gerät je
nach Lastbedingungen, d.h. je nach abgegebenem Schweißstrom. Er gibt an, wie lange das Gerät bei d em
angegebenen Schweißstrom unter Last arbeiten kann und wird jeweils auf 10 Minuten bezogen. Bei einem
Schweißstrom für eine ED von 60 % funktioniert das Gerät beispielsweise kontinuierlich 6 Minuten lang, danach folgt
eine Leerphase, damit die inneren Teile abkühlen k önnen, so daß danach der Thermo-Überlastschutz dann wieder
eingeschaltet wird.
Der Gebrauch von Schweißgeräten und das Ausführen von Schweißarbeiten bringen Gefa hren für die eigene Person
und für andere Personen mit sich. Daher hat der Bediener unbedingt die Pflicht, die hier aufgeführten
Sicherheitsvorschriften zu lesen, zu kennen und einzuhalten. Es ist immer daran zu denken, daß ein umsichtiger, gut
unterrichteter Bediener, der seine Pflichten streng einhält, die beste Sicherheit gegen Unfälle ist. Bevor das Gerät
angeschlossen, vorbereitet, gebraucht oder transportiert wird, sollten Sie die nachfolgend aufgeführten Vorschriften
lesen und sie einhalten.
INSTALLATION DES GERÄTS
• Installation und Wartung des Geräts haben gemäß den lokalen Anweisungen für die Sicherheitsvorschriften zu
erfolgen.
• Achten Sie auf den Verschleißstatus der Kabel von Verbindungskupplungen un d -stecker: F alls sie beschädigt
sind, müssen sie ersetzt werden. Führen Sie eine regelmäßige Wartung der Anlage aus. Verwenden Sie nur
Kabel von ausreichendem Querschnitt.
• Schließen Sie das Massekabel so nahe wie möglich beim Arbeitsbereich an.
• In feuchter Umgebung sollten Sie den Gebrauch des Geräts absolut vermeiden. Stellen Sie sicher, daß das
Gebiet um den Schweißbereich trocken ist und dass auch die darin befindlichen Gegenstände, einschließ lich des
Schweißgeräts, trocken sind.
PERSONENSCHUTZ UND SCHUTZ VON DRITTPERSONEN
Da beim Schweißprozess Strahlen und Hitze entstehen, ist sicherzustellen, dass entsprechende Mittel angewandt und
Schutzmaßnahmen für die eigene Person und für Drittpersonen ergriffen werden.
Setzen Sie sich und andere niemals ohne Schutz den Auswirkungen des Lichtbogens oder des glühenden
Metalls aus.
Achten Sie darauf, dass der Schweißrauch abgesaugt wird bzw. der Schweißplatz
gut belüftet ist.
VORBEUGUNGSMAßNAHMEN GEGEN BRAND UND EXPLOSIONSGEFAHR
Glühende Schlacken und Funken können Brände verursachen. Brand und Explosion stellen weitere Gefahren dar.
Durch Befolgung der folgenden Vorschriften kann ihnen vorgebeugt werden:
• In unmittelbarer Umgebung von leicht brennbaren Materialien wie Holz, Sägespäne, „Lacke“, Lösungsmittel,
Benzin, Kerosin, Erdgas, Acetylen, Propan und ähnliche entzündliche Materialien sind von Arbeitsplatz und er
Umgebung zu entfernen bzw. vor Funkenflug zu schützen.
• Als Brandbekämpfungsmaßnahme ist in der Nähe ein geeignetes Löschmittel bereit zu stellen.
• Keine Schweiß- oder Schneidarbeiten an geschlossenen Behältern oder Rohren vornehmen.
• Keine Schweiß- oder Schneidarbeiten an Behältern oder Rohren vornehmen, auch wenn sie offen sind, sofern sie
Materialien enthalten oder enthalten haben, die unter Einwirkung von Wärme- oder Feuchtigkeit explodieren oder
andere gefährliche Reaktionen hervorrufen können.
AUFSTELLEN DES SCHWEIßGERÄTES
Das Aufstellen des Geräts muß unter Einhaltung der folgenden Vorschriften erfolgen:
• Der Bediener muß freien Zugang zu den Bedienelementen und Anschlüssen des Geräts haben.
• Das Gerät nicht in engen Räumen aufstellen: Es ist sehr wichtig, dass das Schweißgerät ausreichend belüftet
wird. Sehr staubige oder schmutzige Räume, wo Staub und andere Gegenstände von der Anlag e angesaugt
werden könnten, sind zu meiden.
• Das Gerät (einschließlich Kabeln) darf weder ein Hindernis in Durchgängen sein noch die Arbeiten von anderen
Personen behindern.
• Das Schweißgerät darf nur auf einem ebenen Untergrund und mit entsprechend gesicherter Gasflasche betrieben
werden.
Page 6
Verhalten im Notfall
6
Leiten Sie die der Verletzung entsprechend notwendigen Erste Hilfe Maßnahmen ein und fordern Sie schnellst möglich
qualifizierte ärztliche Hilfe an.
Bewahren Sie den Verletzten vor weiteren Schädigungen und stellen Sie diesen ruhig.
Kennzeichnungen auf dem Gerät
Erklärung der Symbole
In dieser Anleitung und/oder auf dem Gerät werden folgende Symbole verwendet:
Produktsicherheit:
Produkt ist mit den
einschlägigen Normen
der Europäischen
Gemeinschaft konform
Verbote:
Verbot, allgemein
(in Verbindung mit
anderem Piktogramm)
Warnung:
Warnung/Achtung
Gebote:
Schutzschuhe
benutzen
Umweltschutz:
Abfall nicht in die
Umwelt sondern
fachgerecht entsorgen.
Verpackung:
Feuer, offenes Licht
und Rauchen verboten
Warnung vor
gefährlicher
elektrischer Spannung
Schutzhandschuhe
benutzen
Verpackungsmaterial
aus Pappe kann an
den dafür vorgesehen
Recycling-Stellen
abgegeben werden.
Am Kabel ziehen
verboten
Warnung vor
Stolpergefahr
Schutzkleidung
benutzen
Schadhafte und/oder
zu entsorgende
elektrische oder
elektronische Geräte
müssen an den dafür
vorgesehen Recycling-
Stellen abgegeben
werden.
Gerät nicht bei Nässe
verwenden
Warnung vor
gesundheits-
schädlichen Gasen
Gesichtsschutzschild
benutzen
Warnung vor heißer
Oberfläche
Vor Öffnen Netzstecker
ziehen
Vor Gebrauch
Bedienungsanleitung
lesen
Vor Nässe schützen
Packungsorientierung
Oben
Vorsicht zerbrechlich
Technische Daten:
Netzanschluß Gewicht Netz- 230V
Produktspezifisch:
In dieser
Schweißtransform
ator
Netzabsicherung
Arbeitsumgebung
besteht erhöhter
Gefahr eines
Stromschlages
Einphasen-
transformator -
Gleichrichter
Symbol für
Einphasenwech
selstrom und
Nennfrequenz
von 50 Hz
MAG-Schweißen Thermoschutz
Page 7
Geltender Sicherheitsstandard: EN 60974-1:2005
7
U
Nenneingangsspannung (Wechselstrom) (Toleranz ± 10 %)
1:
: Maximaler Nenneingangsstrom
I
1max
I
: Maximaler effektiver Eingangsstrom
1eff
X: Belastungsdauerfaktor
Verhältnis von tatsächlicher Arbeitszeit zur Gesamtarbeitszeit
Anmerkung 1: Dieser Faktor liegt zwischen 0 und 1 und kann mit einer Prozentzahl angegeben werden
Anmerkung 2: Standardmäßig wird unter Gesamtarbeitszeit ein Zyklus von 10 min verstanden.
Ein Belastungsdauerfaktor von 60 % bedeutet beispielsweise, daß auf 6 Minuten Schweißen 4 min Leerlauf folgen.
U0: Leerlaufspannung
Leerlaufspannung der Sekundärspule
U2: Arbeitsspannung
Nennausgangsspannung während des Schweißvorgangs U
= (14+0,05 I2) V
2
A/V – A/V: Einstellbereich des Schweißstroms und der zugehörigen Arbeitsspannung
IP: Schutzklasse z.B. IP21S
H: Isolationsklasse
Bestimmungsgemäße Verwendung
Schutzgasschweißgerät zur thermischen Verbindung von Eisen – Metallen durch Schmelzen der Kanten und
Zuführung eines Zusatzwerkstoffes.
Bei Nichtbeachtung der Bestimmungen, aus den allgemein gültigen Vorschriften sowie den Bestimmungen aus dieser
Anleitung, kann der Hersteller für Schäden nicht verantwortlich gemacht werden.
Restgefahren und Schutzmaßnahmen
Mechanische Restgefahren
Gefährdung Beschreibung Schutzmaßnahme(n) Restgefahr
Durchstich, Einstich Hände können durch Draht
Herausspritzen von
Flüssigkeiten
durchstochen werden.
Spritzende Schweißperlen
können zu Verbrennungen
führen.
Schutzhandschuhe tragen bzw.
am Drahtaustritt Hände
fernhalten.
Schutzkleidung und
Schweißmaske tragen.
Elektrische Restgefahren
Gefährdung Beschreibung Schutzmaßnahme(n) Restgefahr
Direkter elektrischer Kontakt Direkter elektrischer Kontakt mit
feuchten Händen kann zu
Stromschlägen führen.
Vermeiden Sie Kontakt mit
feuchten Händen und achten
Sie auf entsprechende Erdung.
Thermische Restgefahren
Gefährdung Beschreibung Schutzmaßnahme(n) Restgefahr
Verbrennungen, Frostbeulen Das Berühren der
Schlauchpaketdüse und des
Werkstückes kann zu
Verbrennungen führen.
Schlauchpaketdüse und
Werkstück nach dem Betrieb
erst abkühlen lassen.
Schutzhandschuhe tragen.
Gefährdungen durch Strahlung
Gefährdung Beschreibung Schutzmaßnahme(n) Restgefahr
Infrarotes, sichtbares und
ultraviolettes Licht
Der Lichtbogen verursacht
infrarote und ultraviolette
Strahlung.
Immer ein geeignetes
Schutzschweißschild,
Schutzkleidung und
Schutzhandschuhe tragen.
Gefährdung durch Werkstoffe und andere Stoffe
Gefährdung Beschreibung Schutzmaßnahme(n) Restgefahr
Kontakt, Einatmung Längeres Einatmen der
Schweißgase kann
gesundheitsschädlich sein.
Arbeiten Sie mit einer
Absaugungsanlage oder in gut
belüfteten Räumen. Vermeiden
Sie das direkte einatmen der
Gase.
Page 8
Feuer oder Explosion Glühende Schlacke und
8
Funken können Brände und
Explosionen verursachen.
Das Gerät niemals in
feuergefährlicher Umgebung
betreiben.
Sonstige Gefährdungen
Gefährdung Beschreibung Schutzmaßnahme(n) Restgefahr
Ausgleiten, Stolpern oder Fall
von Personen
Kabel und Schlauchpakete
können sich zu Stolperfallen
werden.
Halten Sie Ordnung am
Arbeitsplatz.
Entsorgung
Die Entsorgungshinweise ergeben sich aus den Piktogrammen die auf dem Gerät bzw. der Verpackung a ufgebracht
sind. Eine Beschreibung der einzelnen Bedeutungen finden Sie im Kapitel „Kennzeichnungen auf dem Gerät“.
Anforderungen an den Bediener
Der Bediener muß vor Gebrauch des Gerätes aufmerksam die Bedienungsanleitung g elesen haben.
Qualifikation
Außer einer ausführlichen Einweisung durch eine sachkundige Person ist keine spezielle Qualifikation für den
Gebrauch des Gerätes notwendig.
Mindestalter
Das Gerät darf nur von Personen betrieben werden, die das 18. Lebensjahr vollendet haben.
Eine Ausnahme stellt die Benutzung als Jugendlicher dar, wenn die Benutzung im Zuge ei ner Berufsausbildung zur
Erreichung der Fertigkeit unter Aufsicht eines Ausbilders erfolgt.
Schulung
Die Benutzung des Gerätes bedarf lediglich einer entsprechenden Unterweisung. Eine spezielle Schulung ist nicht
notwendig.
Technische Daten
Spannung 230 V
Frequenz 50 Hz
Max. Netzleistung 5,7 kVA
Absicherung 16 A
Leerlausspannung 48 V
Regelbereich 25-130 A
Einschaltdauer 130 A ~ 10 % 75 A ~30 %
Max. Drahtstärke 0,6-1,0 mm
Isolationsklasse H
Schutzart IP 21 S
Schaltstufen 6
Gewicht ca. 25 kg
Artikel-Nr. 20072
MIG 155/6W - #20072
Transport und Lagerung
Achtung: Das Gerät darf nur in ebener Arbeitsposition (ebener Untergrund) betrieben und gelagert werden.
Bitte die Symbole auf der Verpackung beachten!
Stellen Sie sicher, dass die Gasflasche gut befestigt und geschlossen ist.
Montage und Erstinbetriebnahme
Baugruppe 1 – Montage der Räder und der Standfüsse: Abb. 2, Abb. 3, Abb. 4, Abb. 5
Baugruppe 2 – Montage des Griffes am Gerät: Abb. 6
Baugruppe 3 – Installation der Gasflasche: Abb. 7, Abb. 8
Baugruppe 4 – Montage des Schweißschildes: Abb. 9, Abb. 10
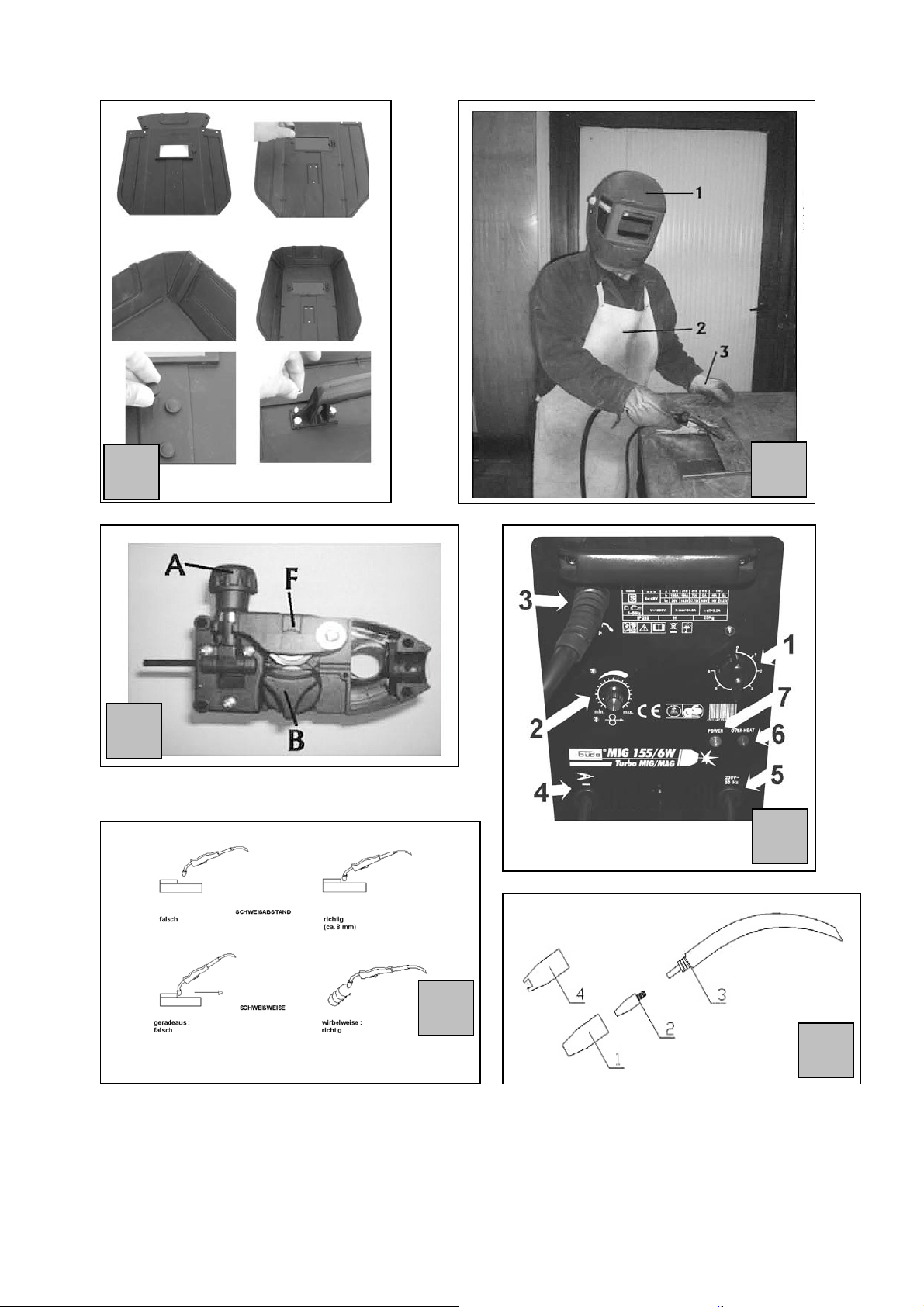
Sicherheitshinweise für Erstinbetriebnahme Abb. 11
1. Schweißhelm
2. Schweißschürze
3. Schweißhandschuhe
Page 9
• Achten Sie darauf dass der Stromanschluß ausreichend abgesichert ist.
9
• Schützen Sie sich mit der vorgeschriebenen Kleidung (Abb.11).
• Sorgen Sie dafür, dass sich keine weiteren Personen im Arbeitsbereich bzw. Gefahrenbereich aufhalten.
• Achten Sie darauf, dass sich keine brennbaren Materialien im Arbeitsbereich befinden.
• Die Leitung muß an einen Leitungsschutzschalter mit einem Nenn-Auslösestrom von 10A angeschlossen
werden.
•
• ACHTUNG ! Die elektrische Sicherheit ist nur dann garantiert, wenn das Gerät entsprechend den geltenden
• Prüfen Sie, ob die verfügbare Netzspannung und -frequenz den Angaben auf dem Typenschild des Geräts
Achtung Installation nur durch Elektrofachkraft!
o Leistungsfaktor (CosΦ): 0.70
o H07RN-F4G1.5 mm² Netzkabel
o H01N2-D 1*10 mm² Schweisskabel
o H01N2-D 1*16 mm² Schweisskabel
Achtung Kabel dürfen nur von Fachpersonal ausgewechselt werden.
Vorschriften von Elektroanlagen richtig an eine effiziente Erdungsanlage ange schlossen ist.
entsprechen.
Vorgehensweise
Die Montage der Einzelteile in der dargestellten Reihenfolge bef olgen.
Achten Sie dabei auf die richtige Anordnung der Bauteile gemäß den Abbildungen. Das Gerät ist noch nicht
funktionsfähig. Den Gasfluß mit einem Druck von 5-7 l/min öffnen. Den Gasaustritt vor Windstößen schützen.
Außerdem ist Folgendes zu beachten: Die ersten Stufen 1-2 des Schalters dienen zum Schweißen von dünnwandigen
Blechen, während die folgenden Stufen für größere Wandstärken dienen. Bei jedem Stufenwechsel des Sch alters ist
auch die Drahtvorschubgeschwindigkeit einzustellen. Wenn sich beim Schweißen am Dra hten de ein Tropfen bildet,
muß die Drahtvorschubgeschwindigkeit erhöht werden, wenn man hingegen spürt, wie der Draht gegen das
Schlauchpaket drückt, muß die Geschwindigkeit herabgesetzt werden. Immer eine Zange verwenden, um die soeben
geschweißten Teile zu bewegen und um Verkrustungen am Ende des Brenners zu entfernen, da diese sehr heiß sind.
Sobald der Lichtbogen gezündet hat, das Schlauchpaket in einem Winkel von ca. 30° in Bezug auf die Senkrechte
halten.
Einfädeln des Schweißdrahts Abb.12
1. Öffnen Sie den oberen Deckel des Schweißgeräts und sichern Sie den Deckel mit dem Sicherungsstift.
2. Setzen Sie die Spule mit Schweißdraht so ein, dass der Draht gerade in den Drahtvorschub eingefädelt werden
kann.
Hinweis: Passen Sie dabei auf, dass der Draht nicht von der Spule abrollt und dass sein Ende ganz gerade und
gratfrei ist.
Der Widerstand der Spule kann an der Spannmutter im Zentrum justiert werden.
3) Öffnen Sie den Drehknopf (Abb. 13 - A)
4) Heben Sie das Bügelelement (Abb. 13 - F) an.
5) Kontrollieren Sie, dass die Nuten an der Drahtvorschubrolle dem Drahtdurchmesser entsprech en, nötigenfalls
drehen Sie den Drehgriff (Abb. 13 - B) im Gegenuhrzeigersinn los und nehmen die Rol le heraus, um sie dann an
der richtigen Nut einzusetzen. Nun das Bügelelement (Abb.13 - F) absenken und den Drehknopf (Abb. 13 - A)
festdrehen, bis der Draht gleichmäßig auf den Rollen läuft. Wenn der Draht auf den Rollen schlupft, den Knopf
noch weiter anziehen. Achtung: Nicht zu stark anziehen, andernfalls könnte der unnötige Druck auf die Rollen zu
Schäden am Drahtvorschubmotor führen.
6) Schalten Sie nun das Schweißgerät ein.
7) Nachdem Sie sichergestellt haben, dass Sie alle Sicherheitsmaßnahmen getroffen haben, stell en Sie den
Umschalter (Abb. 21/1) auf die Stufe1 und die Drahtvorschubregelung (Abb. 21/2) auf die Stufe 1.
8) Nehmen Sie die Gasdüse und die Stromdüse ab und lassen Sie den Draht durch Drücken auf den Druckschalter
am Schlauchpaket aus demselben herausfahren (bei gespanntem Schlauchpaket Abb. 18). Setzen Sie dann die
Stromdüse und die Gasdüse wieder auf.
9) Stellen Sie die erforderliche Gasmenge an der Armatur der Gasflasche ein.
Tipp: (0,6 mm-Draht → 6 l/h); (0,8 mm-Draht → 8 l/h); (1,0 mm-Draht → 10 l/h)
10) Das Gerät ist nun schweißbereit.
Allgemeines über Schutzgasschweißen
Page 10
Hauptsächlicher Einsatzbereich in Werkstätten, universell einsetzbar und sowohl für dünnere Bleche als auch für
10
stärkere Materialien geeignet. Es gilt je mehr Schweißstufen das Gerät hat, desto besser kann man auch im
Blechbereich arbeiten.
Notwendiges Zubehör: Mischgas Co 2/Argon, Schweißdraht, Schweißschild, Druckminderer. Auch geeignet für
Aluminium und VA-Edelstahl mit entsprechendem Gas und Draht. (Reines Argon/VA-Draht/Aluminium-Draht),
Potentiometer.
Bedienung
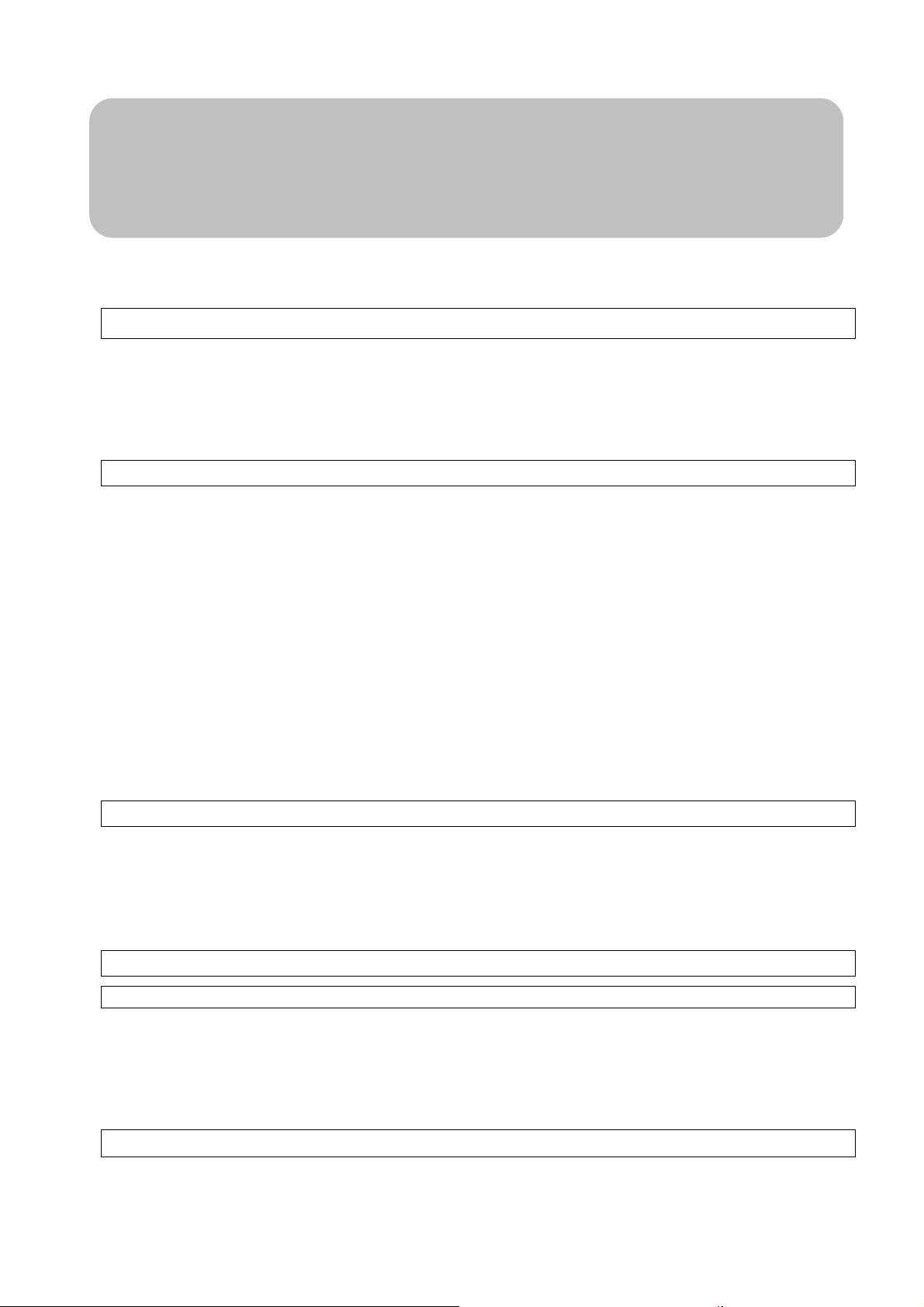
MIG 155/6W Abb. 13
1. Einstellung Schweißstufen
2. Einstellung Drahtvorschubgeschwindigkeit
3. Anschluss Schlauchpaket
4. Anschluss Masseklemme
5. Netzanschlussstecker
6. Kontrolllampe „Thermoschutz“
7. Kontrolllampe „Betrieb“
Sicherheitshinweise für die Bedienung
• Benutzen Sie das Gerät erst nachdem Sie die Bedienungsanleitung aufmerksam gelesen habe n.
• Beachten Sie alle in der Anleitung aufgeführten Sicherheitshinweise.
• Verhalten Sie sich verantwortungsvoll gegenüber anderen Personen.
• Achtung!!! Verwenden Sie niemals korrodierten Schweißdraht.
Schritt-für-Schritt-Anleitung
Die Schweißzone soll rost- und lackfrei sein. Benutzen Sie grundsätzlich ein Schweißschutzschild,
Schweißhandschuhe und entsprechende Schutzkleidung. Die Winkelstellung des Schlaupaketes in Bezug auf das zu
bearbeitende Stück sollte ca. 30 Grad betragen.
1. Schleifen Sie das Werkstück im Bereich der Schweißnaht und dem Anschluss der Masseklemmen großflächig
blank.
2. Klemmen Sie nun die Masseklemme an die vorbereitete Stelle des Werkstückes.
3. Stellen Sie nun die Parameter des Schweißgerätes gemäß der Benutzerschweißtabelle (Kap. 3) ein.
4. Stellen Sie die erforderliche Gasmenge an der Armatur der Gasflasche ein.
5. Tipp: (0,6 mm-Draht → 6 l/h); (0,8 mm-Draht → 8 l/h); (1,0 mm-Draht → 10 l/h)
6. Wenn Sie ihre Schutzkleidung komplett angelegt haben, können Sie nun mit dem Schweißen beginnen.
Tipp: Führen Sie vor Beginn ihrer eigentlichen Arbeit eine Probeschweißung durch, um die optimale
Schweißeinstellung zu testen und somit eine optimales Ergebnis zu erzielen.
Abb.14
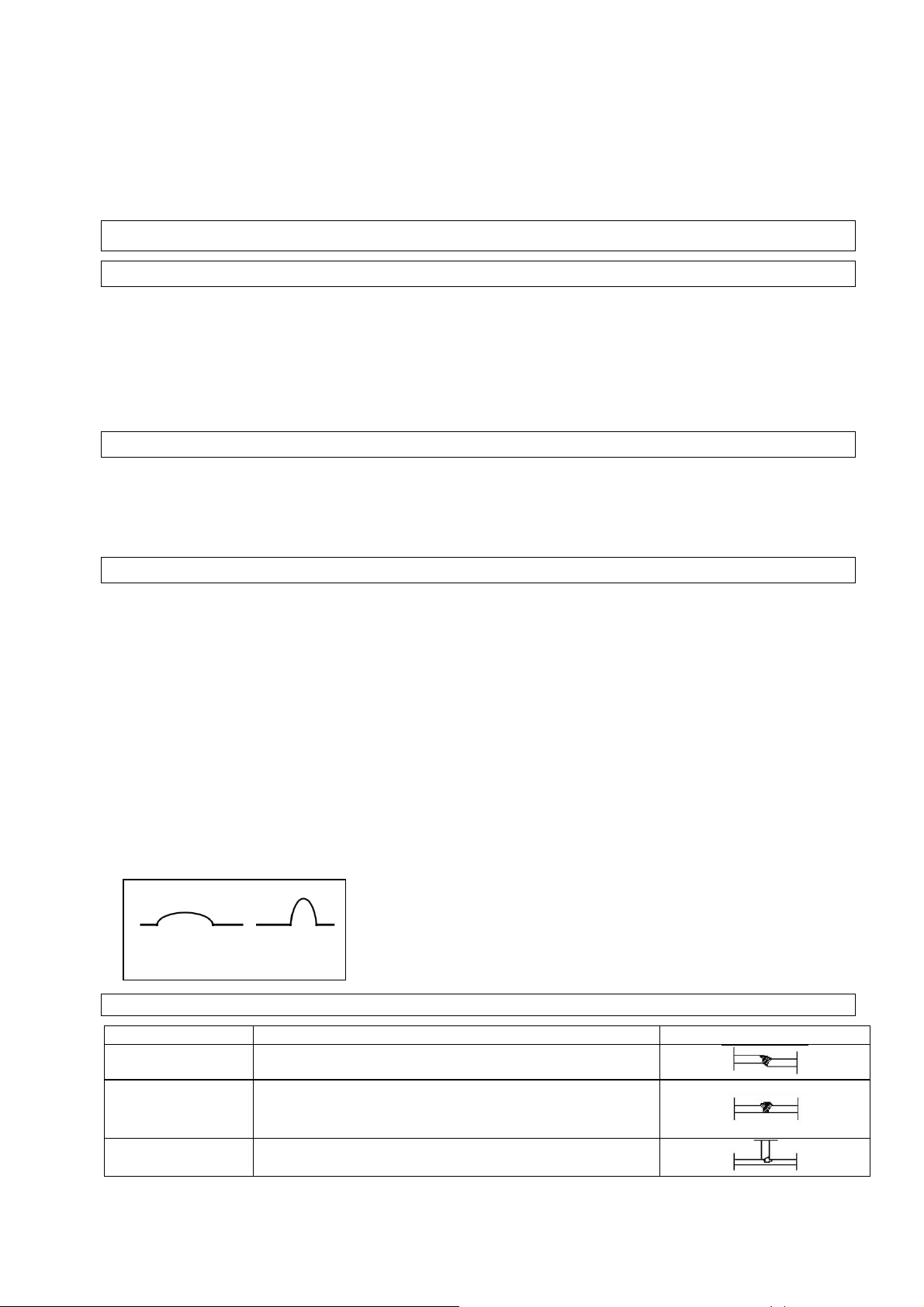
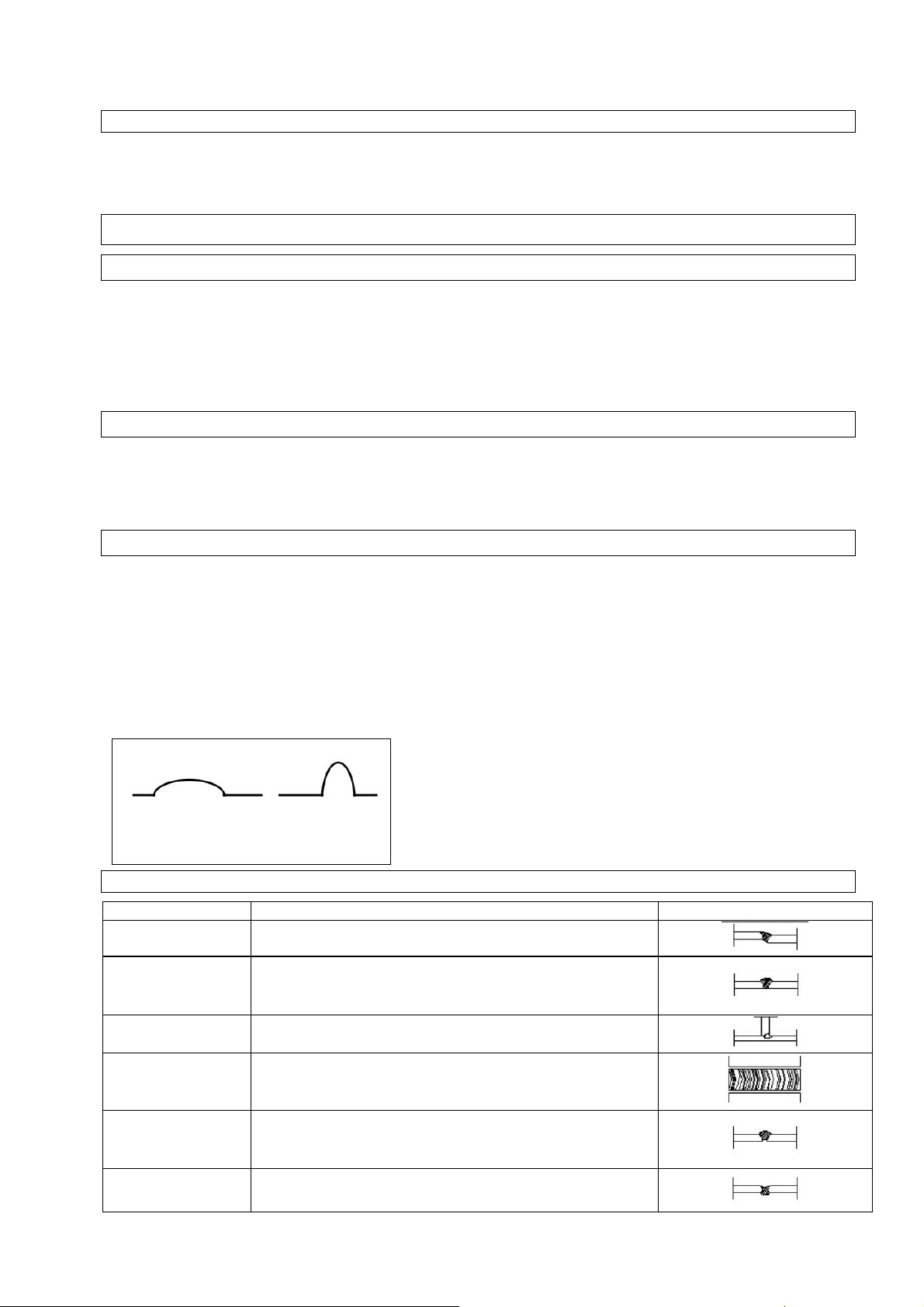
Die Schweißparameter sind dann optimal eingestellt, wenn ein homogenes Schweißgeräusch zu hören ist und die
Schweißnaht einen guten Einbrand ins Material hat, sprich relativ flach ist.
gut schlecht
Abb.15
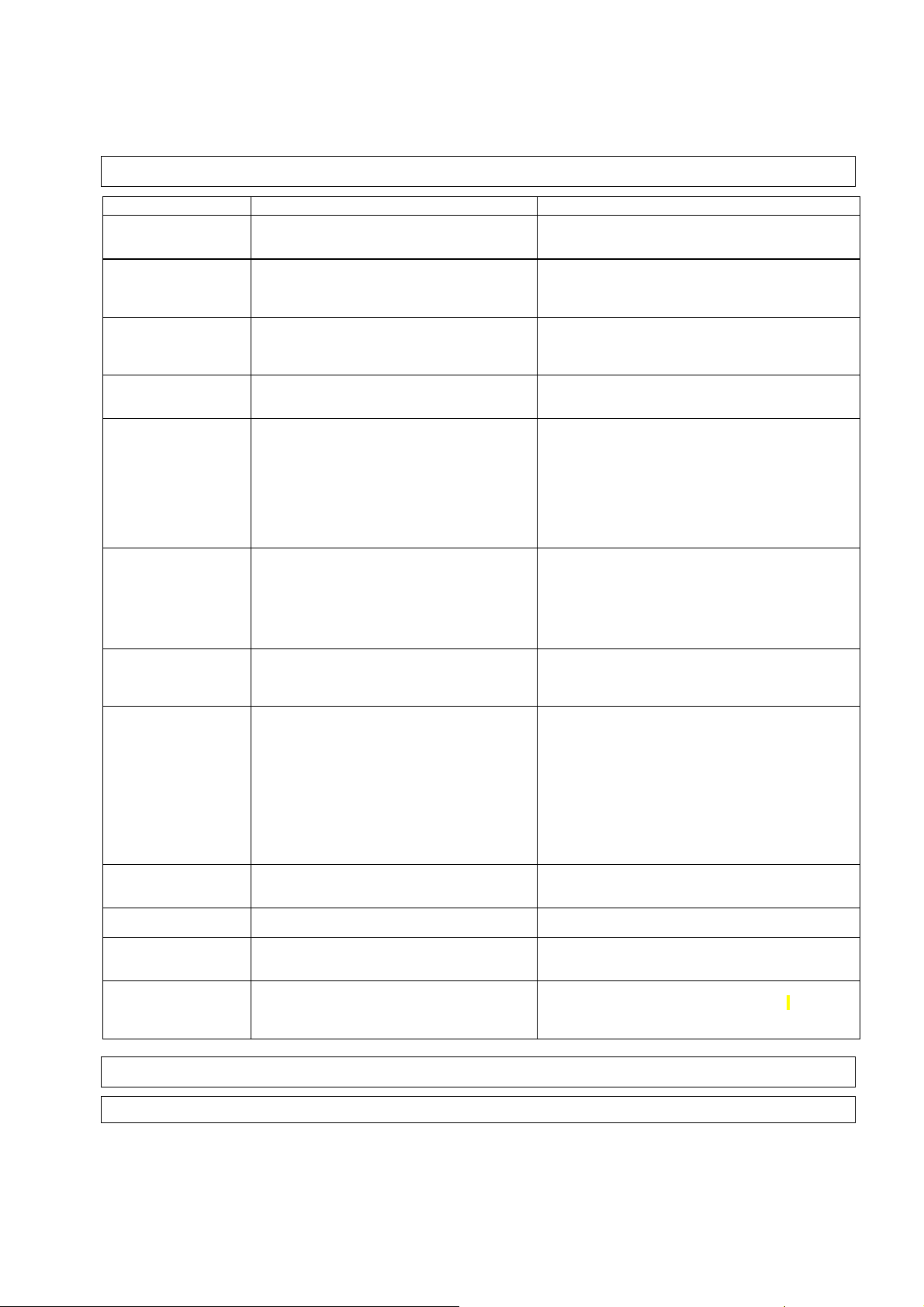
Schweißtips
Störung Ursache und Abhilfe Beispiel
Werkstück schief
Nahtüberhöhung
Zu wenig Metallauftrag
1. Schlechte Nahtvorbereitung
2. Ränder ausrichten und zum Verschweißen fixieren (Anheften)
1. Leerlaufspannung zu gering
2. Schweißgeschwindigkeit zu gering
3. Falsche Anwinkelung des Schweißbrenners
4. Zu dicke Drahtstärke
1. Schweißgeschwindigkeit zu groß
2. Spannung für die Schweißgeschwindigkeit zu gering
Page 11
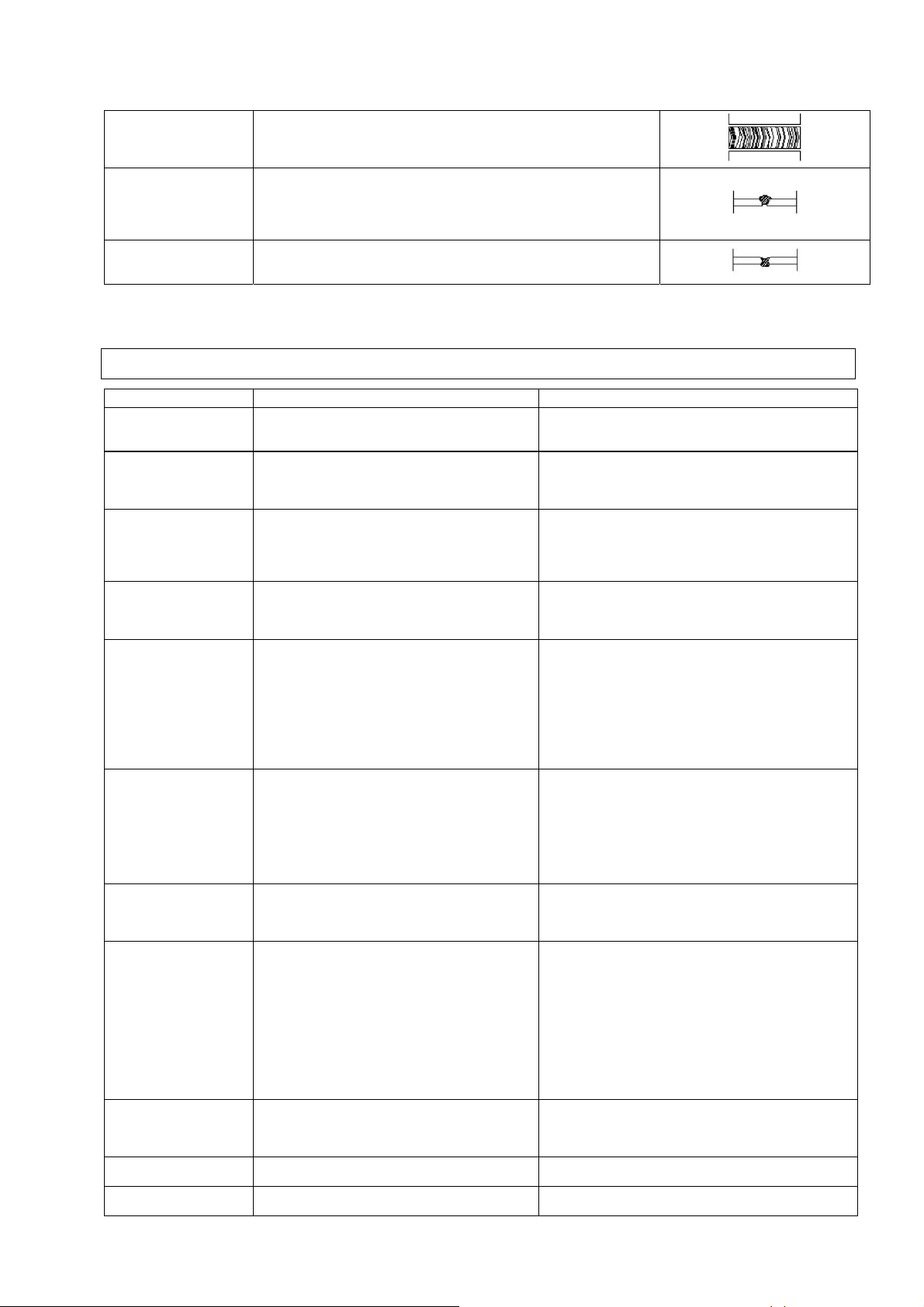
1. Bei langem Lichtbogen in der Vertiefung schweißen
11
Nähte oxydiertes
Aussehen
Ungenügende
Wurzeldurchschweißung
Einbrand
2. Spannung einstellen
3. Draht verbogen oder zu weit aus der Drahtführung
4. Falsche Drahtvorschubgeschwindigkeit
1. Unregelmäßiger oder mangelhafter Abstand
2. Falsche Anwinkelung des Schweißbrenners
3. Drahtführungsrohr verschlissen
4. Drahtvorschubgeschwindigkeit für die Spannung oder die
Schweißgeschwindigkeit zu gering
1. Drahtvorschubgeschwindigkeit zu hoch
2. Falsche Anwinkelung des Schweißbrenners
3. Abstand zu groß
Die Schweißzone soll rost- und lackfrei sein. Der Brenner wird je nach Art des Materials gewählt. Wir empfehlen
anfangs die Stromstärke an einem Abfallstück auszuprobieren.
Störungen - Ursachen - Behebung
Störung Ursache Behebung
Der Schweißstrom bleibt
aus
Es ist kein Schweißstrom vorhanden.
Leitungsschutzschalter
oder RCD hat ausgelöst.
Es ist kein
Schweißstrom
vorhanden.
Der Drahtvorschubmotor
funktioniert nicht, die
Kontrollleuchte ist eingeschaltet.
Der Drahtvorschubmotor
fördert nicht, die Rollen
drehen sich.
Der Drahtvorschub ist
unregelmäßig.
Der Lichtbogen brennt
instabil.
Die Schweißung ist
porös.
Der Schweißdraht stoppt
in der Nähe der
Stromdüse
Schweißdruck
unregelmäßig
Zu schwache
Durchdringung
1. - Der Übertemperaturschutz hat sich wegen
Überlastung ausgelöst.
1. Die Netzsicherung hat ausgelöst 1. Sicherung überprüfen lassen
1. Schlechter Kontakt zwischen Masseklemme
und Schweißteil
2. Bruch im Massekabel oder in der
Erdungsleitung
3. Bruch in der Brennerleitung
1. Die Sicherung ist durchgebrannt.
2. Der Zahnkranz ist gebrochen oder
verklemmt.
3. Der Motor ist defekt.
1. Der Rollendruck ist nicht richtig eingestellt
2. An der Stromdüse des Brenners sind
Schmutz, Staub usw. vorhanden.
3. Die Gasdüse ist defekt.
4. Der Draht ist verbogen.
5. Drahtführungsseele ist verschmutzt oder
beschädigt.
1. Schmutz an der Drahtführung. Die Gasdüse
ist abgenutzt oder defekt.
2. Die Gasdüse ist verspritzt.
3. Die Führung der Drahtvorschubrollen ist
behindert.
4. Die Führung der Drahtvorschubrollen hat
sich verformt.
5. Falsche Drahtspannung
1. Falsche Einstellung der
Drahtgeschwindigkeit
2. Verunreinigungen an der Schweißstelle.
3. Gasdüse abgenutzt oder defekt
1. Kein Gas
2. Düsenstock verstopft
3. Das Material ist rostig oder feucht
4. Der Brenner wird zu weit entfernt oder in
einem falschen Winkel zur Schweißstelle
gehalten.
1. Stromdüse abgenutzt oder verschlissen
2. Der Schweißdraht ist verbogen verbogen
3. Drahtvorschubgeschwindigkeit zu langsam
1. Der Schweißdraht hat sich auf der Spule
verklemmt
1. Schweißstrom zu schwach
2. Lichtbogen zu lang
1. Der Übertemperaturschutz führt automatisch einen
Reset durch, wenn der Transformator abgekühlt ist
(nach etwa 10 Minuten, auf ED achten!)
2. Leistungsschutzschalter einschalten
3. RCD einschalten
1. Den zu schweißenden Bereich und die Oberfläche
reinigen und anschleifen.
2. Das Massekabel reparieren oder ersetzen.
3. Den Brenner reparieren oder ersetzen.
1. Die 2 A-Sicherung ersetzen.
2. Den Zahnkranz ersetzen.
3. Motor ersetzen (Kundendienststelle kontaktieren).
1. Den Druck der Rollen richtig einstellen.
2. Das Kontaktrohr des Geräts reinigen. Hierzu einen
Luftkompressor verwenden, bei starker
Verschmutzung das Kontaktrohr ersetzen
3. Die Gasdüse ersetzen und die Spitze kontrollieren.
4. Den Rollendruck kontrollieren und evtl. richtig
einstellen.
5. mit Druckluft reinigen ggf. Schlauchpaket
austauschen lassen.
1. Die Drahtführung des Geräts mit einem
Luftkompressor reinigen.
2. Die Gasdüse oder das Kontaktrohr ersetzen.
3. Die Gasdüse reinigen oder ersetzen.
4. Die Drahtvorschubrollen reinigen.
5. Die Drahtvorschubrollen ersetzen.
6. Die Drahtspannung richtig einstellen.
1. Drahtgeschwindigkeit laut empfohlenen Systemen
einstellen.
2. Die Schweißoberfläche reinigen oder polieren.
3. Gasdüse ersetzen und die Spitze kontrollieren
1. Gas öffnen und Gaszufluß einstellen.
2. Gasdüse reinigen oder ersetzen.
3. Den Schweißplatz ordnungsgemäß einrichten oder
den Gaszufluß erhöhen
4. Das Material reinigen oder polieren
5. Der Abstand zwischen Gasdüse und Werkstück
muß 8-10 mm betragen und das Schlauchpaket
muß in einem Winkel von 30° gehalten werden
6. Gummischlauch, Anschluss und Zusammenbau
des Schlauchpaketes kontrollieren - Die Gasdüse
in die richtige Position drücken.
1. Stromdüse ersetzen.
2. Den Druck der Rollenspannung kontrollieren.
3. Die Anweisungen für die Drahtvorschubgeschwindigkeit beachten.
1. Den Druck der Rollenspannung kontrollieren und
bei Bedarf einstellen.
1. Schweißstrom und Drahtvorschub erhöhen
2. Das Schlauchpaket nahe an das Werkstück halten
Page 12
1. Schweißstrom und Drahtvorschub reduzieren
12
2. Den Brenner ruhig und gleichmäßig bewegen.
3. Der Abstand zwischen Düse und Werkstück muß
8-10 mm betragen
Zu starke Durchdringung
1. Schweißstrom zu hoch
2. Drahtvorschubgeschwindigkeit zu langsam
3. Falscher Abstand des Brenners vom
Werkstück
Inspektion und Wartung
Wartung des Schlauchpaketes
Für eine einwandfreie Funktion des Schlauchpaketes ist dieser regelmäßig zu warten.
Die Gasdüse regelmäßig mit Düsenschutzspray einsprühen und sie innen von Verkrustungen befreien.
Hierzu ist Folgendes durchzuführen (siehe Abb. 26):
1. Die Düse (1) durch Abziehen nac h vorne abnehmen.
2. Die Düse von den Verkrustungen, die sich durch die Schweißschlacken gebildet haben, befreien.
3. Mit Düsenschutzspray einsprühen
4. Wenn die Düse korrodiert ist, muß sie ersetzt werden.
Wartung Stromdüse
Hierzu ist Folgendes durchzuführen (siehe Abb. 26):
1. Die Düse (1) durch Abziehen nac h vorne abnehmen
2. Die Stromdüse abschrauben (2)
3. Kontrollieren, dass das Loch, durch das der Draht durchläuft, nicht zu weit ist, andernfalls vor dem
Wiederzusammenbau ersetzen.
4. Den Drucktaster am Schlauchpaket betätigen, so dass der Draht herauskommt, dann die Stromdüse wieder
montieren.
Wartung Düsenstock Abb.1 6
Hierzu ist Folgendes durchzuführen (siehe Abb. 26):
1. Die Gasauslassöffnungen können ma nchmal leicht verstopfen, in diesem Fall ist die Gasdüse zu demontieren,
indem sie abgezogen wird (1),
2. dann das Stromdüse (2) losschrauben,
3. den Gasverteiler (3) losschrauben und durch einen neuen ersetzen.
Sicherheitshinweise für die Inspektion und Wartung
Nur ein regelmäßig gewartetes und gut gepflegtes Gerät kann ein zufriedenstelle ndes Hilfsmittel sein. Wartungs- und
Pflegemängel können zu unvorhersehbaren Unfällen und Verletzungen führen.
Inspektions- und Wartungsplan
Zeitintervall Beschreibung Evtl. weitere
Details
regelmäßig
• Wartung des Schlauchpaketes (Ausblasen und reinigen der Drahtführungsseele,
der Drahtvorschubrolle, der Gasdüse sowie des Gasverteilers)
Ersatzteile
Sie haben technische Fragen? Eine Reklamation? Benötigen Ersatzteile oder eine Bedienungsanleitung?
Auf unserer Homepage www.guede.com im Bereich Service helfen wir Ihnen schnell und unbürokratisch weiter. Bitte helfen Sie uns Ihnen
DE
zu helfen. Um Ihr Gerät im Reklamationsfall identifizieren zu können benötigen wir die Seriennummer sowie Artikelnummer und Baujahr. Alle
diese Daten finden Sie auf dem Typenschild. Um diese Daten stets zur Hand zu haben, tragen Sie diese bitte unten ein.
Seriennummer: Artikelnummer: Baujahr:
Tel.: +49 (0) 79 04 / 700-360 Fax: +49 (0) 79 04 / 700-51999 E-Mail: support@ts.guede.com
Page 13
EG-Konformitätserklärung
13
EC Declaration of Conformity
Hiermit erklären wir, Güde Gmb H & Co. KG
We herewith declare, Birkichstraße 6, 74549 Wolpertshausen, Germany
Dass die nachfolgend bezeichneten Geräte aufgrund ihrer Konzipierung und Bauart
sowie in der von uns in Verkehr gebrachten Ausführungen den einschlägigen,
grundlegenden Sicherheits- und Gesundheitsanforderungen der EG-Richtlinien
entsprechen.
That the following Appliance complies with the appropriate basic safety and health requirements
of the EC Directive based on its design and type, as brought into circulation by us.
Bei einer nicht mit uns abgestimmten Änderung der Geräte verliert diese
Erklärung ihre Gültigkeit.
In a case of alternation of the machine, not agreed upon by us, this declaration will loose its
validity.
Bezeichnung der Geräte: - MIG 155 6W
Machine desciption:
Artikel-Nr.: - 20072
Article-No.:
Einschlägige EG-Richtlinien: - 98/37 EC
Applicable EC Directives: - 2006/95/EC
- 2004/108/EC
Angewandte harmonisierte
Normen: - EN 60974-1
Applicable harmonized - EN 609784-10
Standard:
Zertifizierstelle: TÜV Rheinland Product Safety GmbH, Am Grauen Stein, D-51105 Köln
Datum/Herstellerunterschrift: 19.09.08
Date/Authorized Signature:
Angaben zum Unterzeichner: Hr. Arnold, Geschäftsführer
Title of Signatory:
Page 14
Before putting the machine into operation please read this
14
guide for operation carefully.
A.V. 1
Surplus print even in shortened version requires permission.
Technical changes reserved.
The machine
Welding machines for manual welding in the protective gas with automatic wire feeding allow joining the metallic parts
by fusing the edges being joined as well as the additive material. The fusion is generated by an electric arc that comes
up between the welded material and the metallic wire that continuously protrudes from the end of the burner and
serves as an additional material for joining the parts. Higher welding current allows welding of thicker sheet metal. We
do not warrant for damages caused by neglecting of these instructions.
Welding machine in the protective gas MIG 155/6W
Compact higher-class welding machine for handymen. Based on 6 shifting levels it is suitable for problematic welding
too. With continuously adjustable wire feeding and plentiful accessories.
Equipment:
Welding shield and reducer valve with single pressure indicator. Including 2 rolling casters at the rear, protection
against thermal overload and the hose set of the 2 m length.
Scope of delivery
MIG 155/6W Fig. 1
1. Welding machine with protective gas MIG 155/6W
2. Grounding cable
3. Hose set
4. Reducer valve
5. Line cord
6. Welding shield
Warranty
Titles for in-warranty performance in accordance with warranty sheet attached.
General safety instructions
It is necessary to read the whole guide for operation before the first use of the machine. In case of any doubts
associated to the connection and operation of the machine contact the producer (service department).
TO MAINTAIN THE HIGH LEVEL OF SAFETY PLEASE OBSERVE THE FOLLOWING INSTRUCTIONS:
ATTENTION!
Turned-on period
The machine capacities are represented by the data “Einschaltdauer/Turned-on Period“ (ED%) at the machine type
plate, i.e. the ration between the welding time and the cooling time. This factor changes for the same machine in
accordance to the load conditions, i.e. according to issued welding current. It determines how long the machine can
operate at the listed welding current under load and it is always related to the time period of 10 minutes. For example at
welding current for ED 60% the machine operates continuously for 6 minutes and after this period an idle phase follows
to cool down the internal parts, and then the protection against thermal overload activates again.
Using welding machines and performing welding tasks could represent a risk both for the p erson operating the machine
and for other persons. Therefore the person operating the welding machine is unconditionally obliged not only to read
the safety regulations presented here but also t know them and to follow them. It is necessary to bear always in mind
that cautious and well instructed operator who strictly adheres its obligations is the best provision against injuries.
Before connecting, preparation, use or transport or the machine you should read regulations listed in the follo wing te xt
and obey them.
INSTALLATION OF THE MACHINE
• Installation and maintenance of the machine must be performed in accordance to local safety
regulations.
• Observe the state of wear the cables of interconnection elements and plugs. If damaged they should be replaced.
Perform regular maintenance of the machine. Use only cables that are of sufficient cross-section.
Page 15
• Connect the groun ding cable as close to the workplace as possible.
15
• Under no circumstances the mac hine may not be used in damp environment. Ensure that the workplace is dry in
the area of welding and that also objects that are found here including the welding machine itself are dry.
PERSONAL PROTECTION AND PROTECTION OF THIRD PERSONS
Radiation and neat are generated during the welding process therefore it is necessary to ensure the use of suitable
protective means and to take precautions to protect both himself/herself and third persons.
Never expose yourself or any other persons to the effects of electric arc or hot metal without necessary
protection.
Take care of exhaustion of welding fume and possibly proper ventilation of welding workplace.
PREVENTIVE MEASURES AGAINST FIRE AND EXPLOSION
Incandescent parts of slag and sparkles could cause a fire. Fire and explosion represent additional risks. They can be
avoided by meeting these precautions:
• Do not use the machine in immediate proximity of easily inflammable materials like wood, chips, „varnishes“,
solvents, petrol, kerosene, natural gas, acetylene, propane and similar combustible materials must be removed
from the workplace and its ambient or possibly protected from sparkles.
• Suitable extinguishing agent should be ready nearby as a measure to extinguish a fire.
• Do not perform welding or cutting tasks on closed vessels or pipes.
• Do not perform welding or cutting tasks on vessels and pipes even when they are open if they contain or contained
materials that could explode or caused other dangerous reaction under the influence of heat or damp.
INSTALLATION OF THE WELDING MACHINE
When installing the machine the following regulations must be observed:
• The operator must have a free access to control elements and connecting points of the machine.
• It is not advisable to install the machine in close-spaced rooms: Sufficient ventilation of the welding machine is
very important. When installing avoid heavily dusted or dirty areas where the machine could aspirate the dust or
other objects.
• The machine (including cables) may neither form an obstacle in passing nor keep other person from their work.
• The welding machine may be operated only on a flat base and the gas cylinder us ed for its operation should be
properly secured.
Procedure in case of emergency
Perform first-aid measures corresponding to the type of injury and call the qualified medical aid as soon as possible.
Protect the injured person from other bodily harm and becalm him/her.
Marking on the machine
Explanation of symbols
The following symbols are used in this guide or on the machine:
Safety of the product:
The product is in
accordance with relevant
standards of the
European Community
Restrictions:
Ban, general
(in connection with other
pictogram)
Fire, open source of light
and smoking forbidden
Tugging the cable
forbidden
Do not use the machine
in wet conditions
Caution:
Caution/Attention
Warning from dangerous
electrical voltage
Caution-danger of
tumbling over
Warning from gases
harmful for health
Warning from hot surface
Orders:
Wear protective shoes Wear protective gloves Wear protective clothing
Wear the shield for face
protection
Pull out the mains plug
before opening
Read the guide for
operation before use
Page 16
Environmental protection:
16
Do not litter the waste
freely, after their
selection dispose them
expertly.
The packaging material
from the cardboard can
be handed in for
recycling at points
intended for that.
Electric or electronic
appliances that are
damaged or intended for
disposal must be handed
over for recycling at
points intended for that.
Packaging:
Protect from moisture
Orientation on the
packaging
upwards
Attention fragile
Technical specifications:
Connection to the mains Weight 230 V 400 V
Specific for the product:
Welding
transformer
Safeguard of the
mains
Thermal protection
Use in accordance with designation
The welding machine for welding inside the protective gas intended to thermal joining of iron – metals by fusing the
edges and feeding the additional material.
In case that either instructions implying from universal regulations or instructions contained in this guide are not
observed, the producer cannot assume responsibility for any damage.
Residual risks and preventive measures
Mechanical residual risks
Threat Description Protective measure Residual risk
Punching, incision Hands may be punched with a
wire.
Use protective gloves or perhaps
also keep your hands in safe
distance from wire output
Splashing of liquids splashing drops when welding
could cause burns.
Wear protective clothes and
welding mask.
Electrical residual risks
Threat Description Protective measure Residual risk
Direct contact with electricity Direct contact with electricity by
damp hands could cause an
electric shock.
Avoid touching by damp hands
and be particular about proper
grounding.
Thermal residual risks
Threat Description Description Residual risk
Burns, frost-bites Contact with hose nozzle and
with piece being treated could
cause burns.
The hose nozzle and piece being
treated should be cooled after
operation ended first. Wear
protective gloves.
Page 17
Danger from radiation
17
Threat Description Protective measure Residual risk
Infrared, visible and ultraviolet
light
Electric arc generates infrared
and ultraviolet radiation.
Use suitable protective welding
shield, protective clothes and
protective gloves.
Danger from the material being treated and other substances
Threat Description Protective measure Residual risk
Contact, aspiration Prolonged aspiration of welding
gases could be harmful for
health.
Fire or explosion Hot slag and sparkles could
cause a fire.
When working use an exhaustion
facility or work in areas with good
ventilation. Avoid direct inhalation
of gases.
Never operate the machine in the
environment where a fire could
occur easily.
Other dangers
Threat Description Protective measure Residual risk
Slipping, tipping up, or fall of
persons
Cables and hoses could be the
cause of tripping up and falls.
Keep the workplace in order..
Disposal
Instructions for waste disposal implying from pictograms that are located on the machine or possibly on the packa ging.
The explanation of such signs can be found in chapter “Marking on the machine“.
Requirements for operators
The operator must read the guide for operation carefully before any use the machine.
Qualification
No special qualification except detailed instruction session led by an expert is necessary for use of the machine.
Minimum age
The machine may be operated by persons older than 18 years only.
The exception when operation of the machine by a juvenile person is the case when the machine is used during a
special training to get skills under supervision of a trainer.
Training
For the operation of the machine just corresponding instruction is required. No special training is necessary.
Technical specifications
MIG 155/6W - #20072
Voltage
Frequency
Max. power output of
the mains
Fuse
Voltage of idle run
Adjustment range
Turned-on period
Max. wire thickness
Insulation class
Protection type
Shifting levels
Weight approx.
Product No. 20072
230 V
50 Hz
5,7 kVA
16 A
48 V
25-130 A
130 A ~ 10 % 75 A ~30 %
0.6-1.0 mm
H
IP 21 S
6
25 kg
Page 18
Transport and storage
18
Attention: The machine may be used and stored in straight operation position (on the plane base). Please
respect the symbols on the cover!
Ensure that gas cylinder is properly fixed and closed.
Assembly and putting into operation for the first time
Assembly set 1 – assembly of casters and shanks: Fig. 2, Fig. 3, Fig. 4, Fig. 5
Assembly set 2 – Machine holder assembly: Fig. 6
Assembly set 3 – Gas cylinder installation: Fig. 7, Fig. 8
Assembly set 4 – Welding shield assembly: Fig . 9, Fig. 10
Safety instructions for putting into operation for the first time Fig. 11
1. Welding helmet
2. Welding pinafore
3. Welding gloves
• Pay attention to sufficient safeguarding of electric supply.
• Wear specified protective clothing (fig.11).
• Make sure that no other persons are present in the work area or in possible dangerous area.
• Pay attention to avoid any inflammable material in the work area.
• Insert the plug into the corresponding socket, the socket must be secured by a fusible cut-out or power
protective switch.
• The mains cable and possible extending cables must be at least of the same crosscut.
• ATTENTION! Electric safety is ensured only on the condition that the machine is properly connected to
effective grounding equipment in accordance to regulations for electrical equipment in force.
• Make sure that useful mai ns voltage and frequency correspond to the data specified at the machine type
plate.
Procedure
When assembling individual parts proceed in the illustrated order.
Keep proper arranging of assembly parts according to figures. The machine has not been workable yet. Open the gas
flow t the pressure of 5-7 l/min. Protect the gas output from wind blasts. In addition to that it is necessary to bear in
mind the following information too: First levels of the switch 1-2 serve for welding of thin sheet metals while other levels
server for thicker walls. At any change of the switch level also the wire feeding speed should be adjusted. If a drop
forms at the end of the wire during welding the speed of wire feeding must be increased, on the other hand if you feel
the pressure of the wire against the hose you should decrease the speed. Because parts being j ust welded are very hot
always use pliers in case you want to move them and remove sediments at the end of the burner. As soon as the
electric arc ignites hold the hose approx. at angle of 30° in relation to the perpendicular.
Threading of the welding wire Fig.12
1. Open upper lid of welding machine and secure the lid with safety pin.
2. Insert the coil with welding wire so that the wire can be drawn into feeding straight.
Caution: Pay attention that the wire does not unroll from the coil and its end is flat and without any burr.
The coil resistance can be adjusted at clamping nut in the centre.
3) Open the knob (fig. 13 - A)
4) Lift the stirrup element (fig. 13 - F).
5) Check whether grooves at the wire feeding pulley correspond to the wire diameter, in case of necessity turn the
revolving handle (fig. 13 - B) counter-clockwise, remove the pulley and insert it into correct groove. Now seat the
stirrup element (fig.13 - F) and tighten the revolving knob (fig. 13 - A) until the wire coils up uniformly. If the wire
slips off the pulley tighten the knob even further. Attention: Do not tighten too tightly otherwise the excessive
pressure to the pulley could cause damage to the wire feeding motor.
6) Now turn the welding machine on.
7) Then, after ensuring the performance of all safety meas ures, set the switch (fig. 21/1) to level 1 and wire feed
adjustment (fig. 21/2) to level 1.
8) Remove gas and stream nozzles and holding the press ure switch on the hose depressed let the wire protrude from
it (when the hose is tensed fig. 18). Than replace stream and gas nozzles again back.
9) Adjust the necessary amount of gas at the fittings of the gas cylinder.
Tip: (0.6 mm-wire → 6 l/h); (0.8 mm-wire → 8 l/h); (1.0 mm-wire → 10 l/h)
10) Now the machine is ready for welding.
Page 19
General information on welding in protective gas
19
The main area of use in workshops, universal use, suitable both for thinner sheet metals and for thicker materials. A
rule holds that the more welding levels are in the machine the better is its utilisation in work with sheet metal.
Necessary accessories: gas mixture Co 2/Argon, welding wire, welding shiel d, reducer valve. It fits also for aluminium
and high-grade steel VA when using a suitable gas and wire. (Pure argon/VA-wire/aluminium wire), potentiometer.
Operation
MIG 155/6W Fig. 13
1. Adjustment of welding level
2. Adjustment of wire feeding speed
3. Hose connection
4. Grounding clamp connection
5. Mains connection plug
6. Pilot lamp „thermal protection“
7. Pilot lamp „operation“
Safety instructions for operator
• Start using the machine on ly after having read the guide for operation carefully.
• Respect all safet y cautions provided in the guide.
• Behave responsibly towards other persons.
• Attention!!! Never use corroded welding wire.
Step-by-step guide
The zone to be welded should be free of any rust and varnish. Always use protective welding shield, protective welding
gloves and suitable protective clothing. The angle of the hose position towards the treated piece should be approx. 30
degrees.
1. Grind bright large surface at the processed piece in the areas of weld seam and connection of grounding clamp.
2. Now clamp the grounding clamp to the prepared place of treated piece.
3. Adjust parameters of the welding machine in accordance to the user table for welding (chap. 3).
4. Adjust required gas volume at the gas cylinder fittings.
5. Tip: (0.6 mm-wire → 6 l/h); (0.8 mm-wire → 8 l/h); (1.0 mm-wire → 10 l/h)
6. If you have worn a complete protective clothes you may start welding.
Tip: Before starting your own task please perform a trial welding to get
an optimum adjustment of the welding achieving an optimum result.
Fig. 14
Parameters for welding are set to optimum in case that a uniform noise
good bad
Fig. 15
can be heard and the welded seam has good penetration into the
material, namely it is relatively flat.
Tips for welding
Fault Cause and remedy Example
Piece being treated is
curved
Weld reinforcement
Small layer of metal
Welds have oxidized
appearance
Insufficient fusing of the
root
Penetration
1. Bad preparation of seam
2. Straighten the edges and fix (fasten) for welding
1. Idle run voltage too low
2. Welding speed too low
3. Improper adjacent angle of the welding burner
4. Wire too thick
1. Too high welding speed
2. Too low voltage for the welding speed
1. Weld in a pit at long electric arc
2. Adjust the voltage
3. Wire is warped or it protrudes from the wire guide too much
4. Improper wire feeding speed
1. Irregular or insufficient distance
2. Improper adjacent angle of the welding burner
3. Wire guide tube worn-out
4. Too low wire feeding speed or welding speed
1. Wire feeding speed to high
2. Improper adjacent angle of the welding burner
3. Distance too large
Page 20
The zone to be welded should be rid of rust and varnish. The burner is selected according to the type of material. It is
20
recommended to try the strength of current on a defective piece first.
Faults - Causes - Elimination
Fault Cause Elimination
Welding current drops
out
Welding current not
available at all.
Protective power switch
or RCD fell out
Welding current is not
available .
Wire feeding motor does
not operate, pilot lamp is
on.
Wire feeding motor does
not work, Pulleys rotate.
Wire feeding is irregular.
Electric arc burns in
unstable way.
Welded joint is porous.
Welding wire stops in
proximity of stream
nozzles
Welding pressure is
irregular
Too weak penetration
Too strong penetration
1. – Protection against excessive temperature
fell out due to overload.
1. Mains fuse fell out 1. Let the fuse checked
1. Bad contact between grounding clamp and
welded part
2. Rupture in grounding cable or grounding line
3. Rupture in burner line
1. Fuse is burnt.
2. Toothed rim is faulty or blocked.
3. Motor is defective.
1. The pressure to the pulley is not adjusted
properly.
2. There is dirt, dust etc. on the stream nozzle of
the burner.
3. Gas nozzle is defective.
4. The wire is warped.
5. Inner tube of the wire guide is dirty or
damaged.
1. Dirt at the wire guide. Gas nozzle is worn-out
or defective.
2. Gas nozzle is clogged.
3. An obstacle restrains the wire feeding pulleys
guiding.
4. Wire feeding pulleys guiding has deformed.
5. Improper tension of the wire
1. Imprope r wire speed adjustment
2. Dirt at the welded place.
3. Gas nozzle is worn-out or defective.
1. No gas
2. Nozzle holder is blocked
3. Material is rusty or damp
4. Burner is too far or you hold it at incorrect
angle towards the point being welded.
1. Stream nozzle is worn-out.
2. Welding wire is warped.
3. Wire feeding speed is too low.
1. Welding wire blocked on the coil 1. Check the pressure of pulley tension and adjust if
1. Welding current too weak
2. Electric arc too long
1. Welding current too high
2. Wire feeding speed too slow
3. Improper distance of the burner from piece
being processed
1. Protection against excessive temperature will
perform automatic reset after cooling the transformer
(approx. after 10 minutes, take care of ED!)
2. Turn the protective output power switch on
3. Turn the RCD on
1. Clean and grind the welded area and surface of the
part.
2. Repair or replace the grounding cable.
3. Repair or replace the burner.
1. Replace the 2 A-fuse.
2. Replace the toothed rim.
3. Replace the motor (contact customer service).
1. Adjust the pressure to pulleys correctly.
2. Clean the machine contact tube. Use an air
compressor to do so, in case of heavy contamination
replace the contact tube
3. Replace the gas nozzle and check the tip.
4. Check the pulley pressure and adjust it properly if
necessary,
5. Clean with compressed air and let the hose replaced
if necessary.
1. Clean the machine wire guide using an air
compressor.
2. Replace the gas nozzle or contact tube.
3. Clean or replace the gas nozzle.
4. Clean the wire feeding pulleys.
5. Replace the wire feeding pulleys.
6. Adjust the wire tension properly.
1. Adjust the wire speed according to recommended
systems.
2. Clean or polish the welded surface.
3. Replace the gas nozzle and check the tip.
1. Open the gas and adjust the gas intake flow.
2. Clean or replace the gas nozzle.
3. Properly treat the place of welding or increase the
gas inflow.
4. Clean or polish the material.
5. Distance between the gas nozzle and processed
piece must be 8-10 mm and the hose should be held
at an angle of 30°.
6. Check the rubber hose, connection and hose set
assembly. – Depress the gas nozzle into proper
position.
1. Replace the stream nozzle.
2. Check the pulley tension pressure.
3. Follow the instructions for wire feeding speed.
necessary.
1. Increase the welding current and wire feeding.
2. The hose should be held near the piece being
processed.
1. Reduce the welding current and wire feeding.
2. The burner should be moved calmly and
3. The distance of the nozzle from the piece being
processed must be 8-10 mm.
uniformly.
Inspection and maintenance
Maintenance of hose set
Regular maintenance must be performed to ensure faultless function of hoses.
Gas nozzle must be sprayed by protective spray for nozzles and remove sediments inside regularly.
For this case the following steps should be performed (see Fig. 26):
1. Remove the nozzle (1) by pulling it forward.
Page 21
2. Remove sediments that formed from welding slug, from the nozzle.
21
3. Spray it with protective spray for nozzles.
4. If the nozzle is rusty, it must be replaced.
Maintenance of Stream nozzle
For this case the following steps should be performed (see Fig. 26):
1. Remove the nozzle (1) by pulling it forward.
2. Unscrew the stream nozzle (2)
3. Check whether the hole that the wire goes through is not too wide, before reassembly replace it if required.
4. Depress the button at the hose so that the wire goes out and then assembly the stream nozzle back.
Maintenance of nozzle holder Fig.16
For this case the following steps should be performed (see Fig. 26):
1. Openings for gas exhaustion could be slightly clogged, in such a case it is necessary to remove the gas nozzle by
its pulling off (1),
2. then unscrew the stream nozzle (2),
3. unscrew the gas distributor (3) and replace it with a new one.
Safety instructions for pro inspection and maintenance
Only regularly maintained and treated machine can become a reliable assistant. An insufficient care and maintenance
could be the cause of unforeseen injuries and accidents.
Inspection and maintenance plan
Time period Description Other
possible
details
Regularly
• Maintenance of the hose set (blowing off and cleaning of inner tube of the wire
guide, pulley for wire feeding, gas nozzle and gas distributor)
Spare parts
Do you have any technical questions? Any claim? Do you need any spare parts or operating instructions?
We will quickly help you and without needles bureaucracy at our web pages at www.guede.com in the Servicing part. Please help us be able
GB
to help you. In order to identify your device in case of claim we need the serial No., product No. and year of production. All this data can be
found on the type label. Please enter it here for future reference:
Serial No._____________________________Product No.:___________________________Year of production_______________________
Tel.: +49 (0) 79 04 / 700-360
Fax: +49 (0) 79 04 / 70051999
E-Mail:
support@ts.guede.com
Page 22
EC Declaration of Conformity
22
Güde GmbH & Co. KG
We herewith declare, Birkichstraße 6, 74549 Wolpertshausen, Germany
That the following Appliance complies with the appropriate basic safety and health requirements
of the EC Directive based on its design and type, as brought into circulation by us.
In a case of alternation of the machine, not agreed upon by us, this declaration will loose its
validity.
Machine desciption: - MIG 155 6W
Article-No.: - 20072
Applicable EC Directives: - 98/37 EC
- 2006/95/EC - 2004/108/EC
Applicable harmonized Standard: - EN 60974-1
- EN 609784-10
Point of certification: TÜV Rheinland Product Safety GmbH, Am Grauen Stein, D-51105
Köln
Date/Authorized Signature: 19.09.08
Title of Signatory: Hr. Arnold, Geschäftsführer
Page 23
Avant de mettre l’appareil en marche, veuillez lire attentivement le
23
mode d’emploi.
A.V. 1
Toute réimpression, même partielle, nécessite une approbation.
Modifications techniques réservées.
Appareil
Les postes à souder pour soudure manuelle sous gaz de protection avec distribution automatique du fil permettent
d’assembler des pièces métalliques par l’intermédiaire de la fonte des bords à assembler et du matériel additif. La
fonte est provoquée par l’arc électrique formé entre le matériel à souder et le fil métallique délivré en continu par
l’extrémité du brûleur et servant de matériel additif pour le soudage des pièces. Un courant de soudage plus élevé
permet de souder des tôles plus épaisses. Nous déclinons toute responsabilité en cas de non respect de ces
consignes.
Poste à souder sous gaz de protection MIG 155/6W
Poste à souder compact de classe supérieure pour bricoleurs. Grâce aux 6 degrés de commande, il convient
également au soudage problématique. Distribution du fil réglable en co ntinu et nombreux accessoires.
Équipement :
Masque à souder et valve de réduction avec indicateur de pression. 2 coussinets à rouleaux à l’arrière, protection
contre la surcharge thermique et set de tuyaux de 2 m.
Contenu du colis
MIG 155/6W Fig. 1
1. Poste à souder sous gaz de protection MIG 155/6W
2. Pince de masse
3. Torche
4. Valve de réduction
5. Câble d‘alimentation
6. Masque à souder
Garantie
Selon le bulletin de garantie joint.
Consignes générales de sécurité
Avant d’utiliser l’appareil, lisez complètement la notice. Si vous avez des doutes sur le branchement et la manipulation
de l’appareil, contactez le fabricant (service après-vente).
AFIN D’ASSURER UN GRAND DEGRÉ DE SÉCURITÉ, RESPECTEZ LES CONSIGNES SUIVANTES :
ATTENTION !
Durée de mise en marche
Les puissances de l’appareil sont représentées par les indications „Einschaltdauer/Durée de mise en marche“ (ED%)
figurant sur la plaque signalétique de l’appareil, c’est-à-dire, le rapport entre la durée de soudage et la durée de
refroidissement. Ce facteur change pour le même appareil en fonction de la charge, c’est-à-dire, en fonction du courant
de soudage fourni. Il indique la durée de fonctionnement autorisée pour l’appa reil sous le courant de soudure indiqué
et se rapporte toujours à l’intervalle de temps de 10 minutes. Par exemple, avec le courant de soudure pour ED 60%,
l’appareil fonctionne sans interruption pendant 6 minutes, ce délai est suivi d’une phase vide permettant de refroidir les
parties internes, ensuite, la protection contre la surcharge thermique s’enclenche à nouveau.
L’utilisation des postes à souder et la réalisation des travaux de soudage peuvent représenter un danger pour la
personne utilisant l’appareil ainsi que pour les autres. Par conséquent, la personne man ipulant le poste à souder est
obligée de lire, connaître et respecter les consignes de sécurité indiquées dans le mode d’emploi. Un personnel
prudent, bien informé, est la meilleure prévention des accidents. Avant le branchement, la préparation, l’utilisation ou le
transport de l’appareil, lisez les consignes indiquées dans le texte suivant et respectez-les.
INSTALLATION DE L’APPAREIL
• L’installation et l’entretien de l’appareil doivent se dérouler conformément aux rè gles de sécurité locales.
• Contrôlez l’état des câbles, des éléments de raccordement et des fiches. En cas d’endommagement, remplacez-
les. Réalisez un entretien régulier de l’appareil. Utilisez uniquement des câbles avec section suffisante.
• Raccordez le câble de mise à la terre le plus près possible du lieu de travail.
• N’utilisez en aucun cas l’appareil dans un milieu humide. Veillez à ce que les a lentours du lieu de soudage, les
objets qui s’y trouvent ainsi que le poste à souder lui-même soient secs.
PROTECTION PERSONNEL ET PROTECTION DES TIERS
Page 24
Le procédé de soudage engendre la formation des rayons et de la chale ur, par conséquent, il est nécessaire d’utiliser
24
des moyens de protection adéquats et d’adopter des mesures nécessaires à votre protection et à l a protectio n d es
tiers.
Ne vous exposez jamais et n’exposez jamais les personnes aux effets de l’arc électrique ou au métal rougi
sans protection adéquate.
Veillez à une bonne aspiration de la fumée de soudage ou assurez une bonne ventilation du lieu de
soudage.
MESURES DE PRÉVENTION CONTRE L’INCENDIE ET L’EXPLOSION
Les parties brûlantes des scories et les étincelles peuvent provoquer un incendie. L’incendie et l’explosion représentent
un autre danger. Vous pouvez les prévenir en respectant les consignes suivantes :
• N’utilisez pas l’appareil à proximité immédiate des matières facilement inflammables telles qu e bois, sciures,
vernis, dissolvants, essence, pétrole, gaz naturel, acétylène, propane et autres matières inflammables. Ces
matières doivent être retirées du lieu de travail et des environs ou protégées des étincelles.
• Pour la liquidation d’un incendie, il est nécessaire d’installer un extincteur adéqu at à proximité du lieu de travail.
• Ne réalisez pas des travaux de soudage ou de découpage dans des récipients ou tubes fermés.
• Ne réalisez pas des travaux de soudage ou de découpage sur des récipients ou tubes, même ouverts, contenant
ou pouvant contenir des matières susceptibles d’exploser ou de provoquer d’autres réactions dangereuses so us
l’influence de la chaleur ou de l’humidité.
INSTALLATION DU POSTE À SOUDER
Lors de l’installation du poste à souder, veuillez respecter les consignes suivantes :
• L’opérateur doit avoir l’accès libre aux éléments de commande et aux raccords de l’appareil.
• Il est déconseillé d’installer l’appareil dans des pièces étroites : la ventilation suffisante du poste à souder est très
importante. Lors de l’installation, évitez des locaux très poussiéreux ou encrassés, l’appareil pourrait aspirer la
poussière ou d’autres objets.
• L’appareil (y compris les câbles) ne doit pas gêner dans les passages ni empêcher le travail d’autres person nes.
• Le poste à souder doit être utilisé uniquement sur une surface droite et avec une bouteille de gaz protégée de
façon adéquate.
Conduite en cas d’urgence
Effectuez les premiers gestes de secours et appelez rapidement les premiers secours. Protégez le blessé d’autres
blessures et calmez-le.
Indications sur l’appareil
Explication des symboles
Dans la notice et/ou sur l’appareil figurent les symboles suivants :
Sécurité du produit :
Produit répond aux
normes
correspondantes de la
CE
Interdictions :
Interdiction générale
(en combinaison avec
un autre pictogramme)
Feu, source lumineuse
ouvert interdits,
défense de fumer
Défense de tirer sur le
câble
Défense d’utiliser
l’appareil sous la pluie
Avertissement :
Avertissement/attention
Avertissement : tension
électrique dangereuse
Avertissement –
danger de
trébuchement
Avertissement – gaz
nocifs pour la santé
Avertissement : surface
chaude
Consignes :
Portez des chaussures
de sécurité
Utilisez des gants de
protection
Portez un vêtement de
protection
Utilisez un écran de
protection
Avant l’ouverture,
retirez la fiche de la
prise
Lisez le mode d’emploi
avant l’utilisation.
Page 25
Protection de l’environnement :
25
Déposez les appareils
électriques ou
Liquidez les déchets de
manière à ne pas nuire
à l’environnement.
Déposez l’emballage
en carton au dépôt
pour recyclage.
électroniques
défectueux et/ou
destinés à liquidation
au centre de
ramassage
correspondant.
Emballage :
Protégez de l’humidité Sens de pose Attention - fragile
Caractéristiques techniques :
Fiche de contact Poids 230 V 400 V
Spécifiques pour le produit :
Transformateur
de soudage
Protection du
secteur
Protection
thermique
Utilisation en conformité avec la destination
Postes à souder pour soudure sous gaz de protection destiné à l’assemblage thermique du fer – des métaux par la
fonte des bords et l’amenée du matériel additif.
Le fabricant ne répond pas des dommages engendrés par le non respect des dispositions des règlements généraux en
vigueur ainsi que de cette notice.
Dangers résiduels et mesures de protection
Dangers résiduels mécaniques
Risque Description Mesure(s) de sécurité Danger résiduel
Perçage, piqûre Perçage des mains par fil. Utilisez des gants de protection
Éjection des liquides Les gouttes lors du soudage
peuvent provoquer des
brûlures.
ou tenez les mains à une
distance suffisante de la sortie
du fil.
Portez une tenue de protection
et le masque à souder.
Dangers résiduels électriques
Risque Description Mesure(s) de sécurité Danger résiduel
Contact électrique direct Le contact électrique direct
avec les mains humides peut
provoquer une électrocution.
Évitez le contact avec les mains
humides et respectez une mise
à la terre adéquate.
Dangers résiduels thermiques
Risque Description Mesure(s) de sécurité Danger résiduel
Brûlures, engelures Le contact avec la torche et la
pièce travaillée peut provoquer
des brûlures.
Laissez la torche et la pièce
travaillée refroidir à la fin du
travail. Portez des gants de
protection.
Page 26
Danger du rayonnement
26
Risque Description Mesure(s) de sécurité Danger résiduel
Lumière infrarouge, visible et
ultraviolette
L’arc de soudure crée le
rayonnement infrarouge et
ultraviolet.
Utilisez le masque à souder
adéquat, la tenue de protection
et les gants de protection.
Danger relatif aux matériaux et autres matières
Risque Description Mesure(s) de sécurité Danger résiduel
Contact, inspiration L’inspiration prolongée des gaz
de soudure peut être nocive
pour la santé.
Incendie ou explosion Une scorie brûlante ou
étincelles peuvent provoquer un
incendie.
• Utilisez une aspiration.
• Travaillez dans de locaux
bien ventilés.
• Évitez l’inspiration directe
des gaz.
Ne soudez pas à proximité des
matières inflammables.
Autres dangers
Risque Description Mesure(s) de sécurité Danger résiduel
Glissement, trébuchement ou
chute des personnes
Les câbles et tuyaux peuvent
engendrer des trébuchements
et chutes.
Rangez votre lieu de travail
Liquidation
Les consignes de liquidation résultent des pictogrammes indiqués sur l’appareil ou sur l’em ballage. La description des
significations individuelles se trouve dans le chapitre « Indications sur l’appareil ».
Opérateur
L’opérateur doit lire attentivement la notice avant d’utiliser l’appareil.
Qualification
Mis à part l’instruction détaillée par un spécialiste, aucune autre qualification spécifique n’est requise.
Âge minimal
L’appareil peut être utilisé uniquement par des personnes de plus de 18 ans.
Exception faite des adolescents manipulant l’appareil dans le cadre de l’enseignement professionnel sous la
surveillance du formateur.
Formation
L’utilisation de l’appareil nécessite uniquement l’instruction par un spécialiste, éventuellement par la notice. Une
formation spéciale n’est pas nécessaire.
Caractéristiques techniques
MIG 155/6W - #20072
Tension
Fréquence
Puissance maximale du secteur
Fusible
Tension de la marche à vide
Gamme de régulation
Durée de mise en marche
Épaisseur maximale du fil
Classe d’isolation
Classe de protection
Degrés de commande
Poids environ
Article n° 20072
230 V
50 Hz
5,7 kVA
16 A
48 V
25-130 A
130 A ~ 10 % 75 A ~30 %
0,6-1,0 mm
H
IP 21 S
6
25 kg
Page 27
Transport et stockage
27
Attention : L’appareil peut être utilisé et stocké uniquement en position droite (sur une surface plane). Veuillez
respecter les symboles apposés sur l’emballage !
Veillez à ce que la bouteille de gaz soit bien fixée et fermée.
Montage et première mise en service
Ensemble de montage 1 – montage des roues et des pattes : Fig. 2, Fig. 3, Fig. 4, Fig. 5
Ensemble de montage 2 – montage de la poignée sur l’appareil : Fig. 6
Ensemble de montage 3 – installation de la bouteille de gaz : Fig. 7, Fig. 8
Ensemble de montage 4 – montage du masque à souder : Fig. 9, Fig. 10
Consignes de sécurité relatives à la première mise en service Fig. 11
1. Masque à souder
2. Tablier de soudure
3. Gants de soudage
• Contrôlez la prot ection suffisante de la prise électrique.
• Protégez-vous en portant des vêtements adéquats (fig. 11).
• Veillez à ce que personne ne se trouve à proximité immédiate du lieu de travail ou de la zone dangereuse.
• Veillez à retirer tout matér iel inflammable de la zone de travail.
• Insérez la fiche dans la prise correspondante, la prise doit être protégée par un fusible ou un disjoncteur.
• La section du câble d’alimentation et d’un éventuel câble de rallongement doit être identique.
• ATTENTION ! La sécurité électrique est assurée uniquement si l’appareil est correctement raccordé à un
dispositif de mise à la terre efficace conformément aux règles en vigueur pour les dispositifs électriques.
• Contrôlez si la tensio n et la fréquence utilisées répondent aux indications figurant sur la plaque signalétique
de l’appareil.
Procédé
Effectuez le montage des pièces individuelles dans l’ordre indiqué.
Respectez la disposition des pièces de construction selon les images. L’appareil n’est pas enc ore fonctionnel. Ouvrez
le débit de gaz - pression 5-7 l/min. Protégez la sortie de gaz du vent. Respectez également les informations suivantes
: Les premiers degrés de l’interrupteur 1-2 servent au soudage des tôles à paroi épaisse, alors que les autres degrés
servent au soudage des tôles plus épaisses. Lors de chaque changement du degré de l’interrupteur, il est nécessaire
de régler également la vitesse de distribution du fil. Si vous constatez la formation d’une goutte à l’extrémité du fil lors
du soudage, augmentez la vitesse de distribution de fil. Si vous ressentez la pression du fil contre le tuyau, rédu isez la
vitesse. Les pièces que vous êtes en train de souder sont brûlantes, par conséquent, utilisez toujours des pinces si
vous souhaitez les déplacer ou retirer les dépôts à l’extrémité du brûleur. Après l’allumage de l’arc él ectrique, tenez le
tuyau dans un angle d’environ 30° par rapport à la ligne perpendiculaire.
Enfilage du fil de soudage Fig.12
1. Ouvrez le couvercle supér ieur du poste à souder et bloquez-le à l’aide de la goupille de blocage.
2. Introduisez la bobine d e fil de soudage de façon à pouvoir enfiler le fil dans la distribution.
Avertissement : Veillez à ce que le fil ne se déroule pas de la bobine et à ce que son extrémité soit droite et sans
ébarbures. La résistance de la bobine peut être réglée par l’intermédiaire de l’écrou d e serrage situé
au centre.
3) Tournez le bouton rotatif (fig. 13 - A)
4) Soulevez l’étrier (fig. 13 - F).
5) Contrôlez si les fentes sur la poulie de distribution du fil correspondent au diamètre du fil, si nécessaire tournez la
poignée rotative (fig. 13 - B) dans le sens inverse des aiguilles d’une montre, retirez la poulie et placez-la dans la
bonne fente. Remettez l’étrier (fig. 13 - F) et serrez le bouton rotatif (fig. 13 - A) jusqu’à ce que le fil s’enroule
uniformément. Si le fil glisse de la poulie, resserrez encore le bouton. Attention : un serrage trop fort pourrait
endommager le moteur de distribution de fil pour cause de pression excessive sur la poulie.
6) Mettez le poste à souder en marche.
7) Après avoir adopté toutes les mesures de sécurité, réglez le commutateur (fig. 21/1) sur le degré 1 et la
distribution du fil (fig. 21/2) sur 1.
8) Retirez la buse à gaz et de courant et faites sortir le fil en appuyant sur l’interrupteur à pression sur le tuyau
(tuyau tendu fig. 18). Remettez la buse à gaz et de courant.
9) Réglez la quantité nécessaire de gaz sur l’armature de la bouteille de gaz.
Conseil : (0,6 mm - fil → 6 l/h); (0,8 mm - fil → 8 l/h); (1,0 mm - fil → 10 l/h)
10) À présent, le poste à souder est prêt à l’emploi.
Page 28
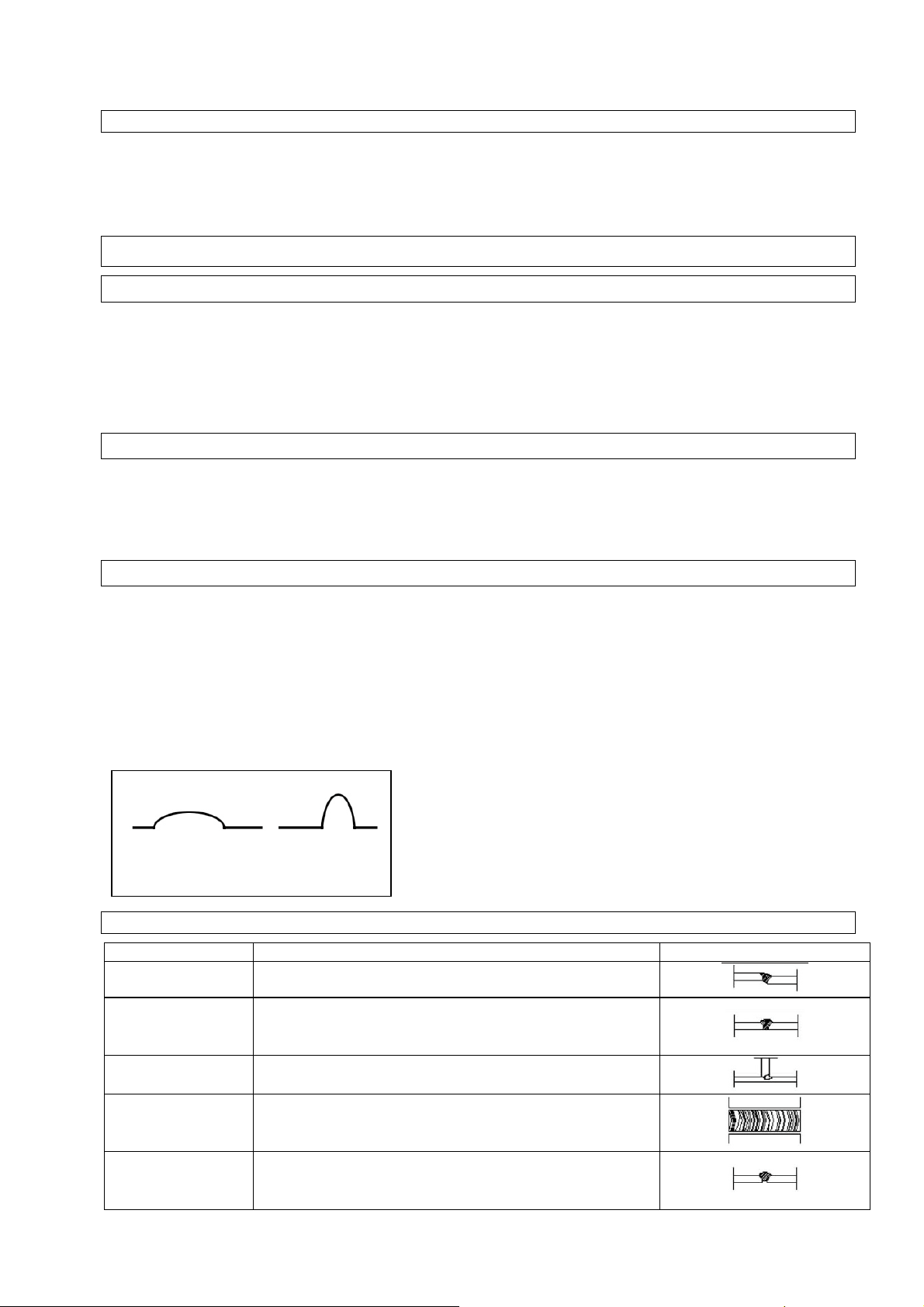
Informations générales relatives au soudage sous gaz de protection
28
Utilisé surtout dans des ateliers, utilisation universelle, convient aux tôles fines et plus épaisses. Plus le nombre de
degrés de soudage est élevé, plus son utilisation pour le travail des tôles est meilleure.
Accessoires indispensables : gaz mixte Co 2/Argon, fil de soudage, masque à souder, valve de réduction. Convient
également à l’aluminium et acier fin VA en utilisant le gaz et le fil adéquats. (Argon pur/VA-fil/fil aluminium),
potentiomètre.
Manipulation
MIG 155/6W Fig. 13
1. Réglage des degrés de soudage
2. Réglage de la vitesse de distribution du fil
3. Raccordement du tuyau
4. Raccordement de la pince de masse
5. Fiche de raccordement au secteur
6. Témoin de contrôle „protection thermique“
7. Témoin de contrôle „fonctionnement“
Consignes de sécurité relatives à la manipulation
• Avant d’utiliser l’appareil, lisez attentivement la notice.
• Respectez toutes les consignes de sécurité contenues dans la notice.
• Comportez vous de façon responsable envers tierces personnes.
• Attention !!! N’utilisez jamais un fil de soudage rouillé.
Notice étape par étape
La zone de soudage doit être exempte de toute trace de peinture ou de corrosion. Utilisez toujours un masque à
souder, des gants de soudure et une tenue de protection adéquate. L’angle du tuya u par rapport à la pièce soudée
devrait s’élever à environ 30 degrés.
1. Polissez une grande surface sur la pièce à souder jusqu’à ce qu ’elle brille dans la zone de la soudure et du raccord
de la pince de masse.
2. Fixez la pince de masse sur l’endroit préparé de la pièce à travailler.
3. Réglez les paramètres du poste à souder selon le tableau de soudage (chap. 3).
4. Réglez la quantité de gaz nécessaire sur l’armature de la bouteille de gaz.
5. Conseil : (0,6 mm - fil → 6 l/h); (0,8 mm - fil → 8 l/h); (1,0 mm - fil → 10 l/h)
6. Si vous portez une tenue de protection complète, vous pouvez commencer à souder.
Conseil : Avant de commencer à travailler, réaliser une soudure
d’essai pour tester le réglage optimal du soudage et obtenir ainsi un
résultat optimal. Obr.14
correcte incorrecte
Fig. 15
Les paramètres de soudage sont réglés de façon optimale lorsque
vous entendez un bruit uniforme et la pénétration de la soudure dans
le matériel est bonne, c’est-à-dire, est relativement plate.
Conseils pour le soudage
Défaut Cause et solution Exemple
Pièce travaillée est
tordue
Renforcement de la
soudure
Petite couche de métal
Aspect oxydé des
soudures
Pénétration insuffisante
de la racine
1. Mauvaise préparation de la soudure
2. Redresser les bords et les fixer pour soudure
1. Tension de marche à vide trop basse
2. Vitesse de soudage trop basse
3. Mauvais angle du chalumeau
4. Fil trop épais
1. Vitesse de soudage trop élevée
2. Tension trop basse pour la vitesse de soudage
1. Souder dans le creux avec arc électrique long
2. Régler la tension
3. Fil tordu ou sort de trop du guide de fil
4. Vitesse de distribution du fil incorrecte
1. Distance irrégulière ou insuffisante
2. Angle contigu du chalumeau incorrect
3. Tube du guide de fil usé
4. Vitesse de distribution du fil ou de soudage trop basse
Page 29
Pénétration
29
1. Vitesse de distribution du fil trop élevée
2. Angle contigu du chalumeau incorrect
3. Distance trop grande
La zone de soudage devrait être débarrassée de corrosion et de peinture. Choisissez le ch alumeau en fonction du type
de matériau. Nous vous recommandons de tester d’abord la puissance du jet sur une chute.
Pannes - causes - suppression
Panne Cause Suppression
Courant de soudure
coupe
Courant de soudure
n’est pas disponible. Le
disjoncteur de protection
ou RCD a sauté.
1. Le fusible contre la température excessive a
sauté pour cause de surcharge.
1. Fusible de secteur a sauté. 1. Faites contrôler le fusible
1. Le fusible contre la température excessive
effectue une réinitialisation automatique après le
refroidissement du transformateur (après environ
10 minutes, faites attention à ED!)
2. Enclencher le disjoncteur de protection
3. Enclencher RCD
Courant de soudure
n’est pas disponible.
Le moteur de distribution
du fil ne fonctionne pas,
le témoin de contrôle est
allumé.
Le moteur de distribution
du fil ne fonctionne pas,
les poulies tournent.
Distribution du fil
irrégulière.
L’arc électrique brûle de
façon irrégulière.
Soudure poreuse
Le fil à souder s’arrête à
proximité de la buse à
courant.
Pression de soudage
irrégulière
Pénétration trop faible
Pénétration trop
importante
1. Contact entre la pince de masse et la pièce
à souder incorrect.
2. Défaut du câble de mise à la terre ou circuit
de mise à la terre.
3. Défaut du circuit du chalumeau
1. Fusible brûlé.
2. La couronne dentée est défectueuse ou
bloquée.
3. Moteur défectueux.
1. La pression sur la poulie est mal réglée.
2. La buse du chalumeau est encrassée ou
poussiéreuse, etc.
3. Buse à gaz est défectueuse.
4. Fil tordu.
5. L’âme du guide de fil est encrassée ou
défectueuse.
1. Impureté sur le guide du fil. La buse à gaz
est usée ou défectueuse.
2. Buse à gaz encrassée.
3. Obstacle au niveau du guide des poulies de
distribution du fil.
4. Le guide des poulies de distribution du fil est
déformé.
5. Tension du fil incorrecte.
1. Réglage de la vitesse du fil incorrect.
2. Impuretés à l’endroit de soudure.
3. Buse à gaz usée ou défectueuse
1. Pas de gaz
2. Support de la buse obturé
3. Matériel rouillé ou humide
4. Chalumeau trop éloigné ou mauvais angle
par rapport à l’endroit soudé.
1. Buse à courant usée.
2. Le fil à souder est tordu.
3. Vitesse de distribution du fil trop basse.
1. Fil de soudage bloqué sur la bobine 1. Contrôlez et éventuellement réglez la tension de la
1. Courant de soudure trop faible
2. Arc électrique trop long
1. Courant de soudure trop élevé
2. Vitesse de distribution du fil trop basse
3. Distance du chalumeau de la pièce soudée
incorrecte
1. Nettoyez et poncez la zone à souder et la surface
de la pièce.
2. Réparer ou remplacez le câble de mise à la terre.
3. Réparer ou remplacez le chalumeau.
1. Remplacez le fusible 2 A.
2. Remplacez la couronne dentée.
3. Remplacez le moteur (contactez le service aprèsvente).
1. Réglez correctement la pression sur les poulies.
2. Nettoyez le tube de contact de l’appareil. Utilisez
pour cela le compresseur à air, si le tube est très
encrassé, remplacez-le.
3. Remplacez la buse à gaz et contrôlez la pointe.
4. Contrôlez la pression de la poulie et réglez-la
correctement si nécessaire.
5. Nettoyez à l’aide de l’air comprimé,
éventuellement faites remplacer le tuyau.
1. Nettoyez le guide du fil de l’appareil à l’aide du
compresseur à air.
2. Remplacez la buse à gaz ou le tube de contact.
3. Nettoyez ou remplacez la buse à gaz.
4. Nettoyez les poulies de distribution du fil.
5. Remplacez les poulies de distribution du fil.
6. Réglez correctement la tension du fil.
1. Réglez la vitesse du fil selon les systèmes
recommandés.
2. Nettoyez ou polissez la surface à souder.
3. Remplacez la buse à gaz et contrôlez la pointe.
1. Ouvrez le gaz et réglez l’arrivée de gaz.
2. Nettoyez ou remplacez la buse à gaz.
3. Adaptez l’endroit de soudure ou augmentez
l’arrivée de gaz.
4. Nettoyez ou polissez le matériel.
5. La distance entre la buse à gaz et la pièce
travaillée doit s’élever à 8-10 mm et il est
nécessaire de tenir le tuyau dans un angle de 30°.
6. Contrôlez le tuyau caoutchouté, le raccord et le
montage du set de tuyaux– Placez la buse à gaz
dans la bonne position.
1. Remplacez la buse à courant.
2. Contrôlez la tension de la poulie.
3. Respectez la vitesse de distribution du fil.
poulie.
1. Augmentez le courant de soudure et la distribution
du fil.
2. Tenez le tuyau à proximité de la pièce travaillée.
1. Réduisez le courant de soudure et la distribution
du fil.
2. Bougez le chalumeau calmement et uniformément.
3. La distance entre la buse à gaz et la pièce
travaillée doit s’élever à 8-10 mm.
Page 30
Révisions et entretien
30
Entretien du set de tuyaux
Pour assurer le fonctionnement parfait des tuyaux, il est nécessaire de réaliser un entretien régulier.
Pulvérisez régulièrement un spray de protection sur la buse à gaz et débarrassez-la des dépôts.
Pour cela, il est nécessaire de réaliser les opérations suivantes (voir image 26):
1. Retirez la buse (1) en tirant en avant.
2. Débarrassez la buse des dépôts formés de scories.
3. Pulvérisez sur la buse un spray de protection.
4. Si la buse est rouillée, il est nécessair e de la remplacer.
Entretien de la buse de courant
Pour cela, il est nécessaire de réaliser les opérations suivantes (voir image 26):
1. Retirez la buse (1) en tirant en avant.
2. Dévissez la buse de courant (2).
3. Contrôlez, si l’orifice par lequel passe le fil, n’est pas trop large, si nécessaire, remplacez la buse avant le
remontage.
4. Appuyez sur le bouton situé sur le tuyau de façon à faire avancer le fil puis remonter la buse de courant.
Entretien du support de la buse Fig. 16
Pour cela, il est nécessaire de réaliser les opérations suivantes (voir image 26):
1. Les orifices d’évacuation de gaz peuvent être bouchés, par conséquent, il est nécessaire de démonter la buse à
gaz (1) en tirant dessus,
2. dévisser la buse de courant (2),
3. dévisser le distributeur de gaz (3) et le remplacer.
Consignes de sécurité relatives aux révisions et à l’entretien
Seul un appareil régulièrement entretenu et traité peut donner satisfaction. Un entretien insuffisant peut engendrer des
accidents et des blessures.
Plan des révisions et de l’entretien
Intervalle de
temps
Régulièrement
Description Autres
détails
• Entretien du set de tuyaux (soufflage et nettoyage de l’âme du guide du fil, de la
poulie de distribution de fil, de la buse à gaz et du distributeur de gaz)
Pièces détachées
Vous avez des questions techniques ? Une réclamation ? Vous avez besoin de pièces détachées ou d’un mode d’emploi ?
Nous vous aiderons rapidement et sans bureaucratie inutile par l’intermédiaire de nos pages Web www.guede.com dans la rubrique
Service. Aidez-nous pour que nous puissions vous aider. Pour identifier votre appareil en cas de réclamation, nous avons besoins du numéro
FR
de série, numéro de produit et l’année de fabrication. Toutes ces informations se trouvent sur la plaque signalétique. Pour avoir ces
informations toujours à porté de main, veuillez les inscrire ici :
Numéro de série_____________________________Numéro de produit :______________________Année de fabrication _______________
Tél.: +49 (0) 79 04 / 700-360 Fax: +49 (0) 79 04 / 700-51999 E-Mail: support@ts.guede.com
Page 31

Déclaration de conformité de la CE
31
EC Declaration of Conformity
We herewith declare, Birkichstraße 6, 74549 Wolpertshausen, Allemagne
Déclarons par la présente que les appareils indiqués ci-dessous répondent du point
de vue de leur conception, construction ainsi que de leur réalisation mise sur le
marché, aux exigences fondamentales correspondantes des directives de la CE en
matière de sécurité et d’hygiène.
That the following Appliance complies with the appropriate basic safety and health requirements
of the EC Directive based on its design and type, as brought into circulation by us.
Cette déclaration perd sa validité après une modification de l’appareil sans notre
approbation préalable.
In a case of alternation of the machine, not agreed upon by us, this declaration will loose its
validity.
Description de l’appareil : - MIG 155 6W
Machine desciption:
Article n° : - 20072
Article-No.:
Directives de la CE applicables : - 98/37 EC
Applicable EC Directives: - 2006/95/EC
- 2004/108/EC
Normes harmonisées
Applicables : - EN 60974-1
Applicable harmonized - EN 609784-10
Standard:
Lieu de certification: TÜV Rheinland Product Safety GmbH, Am Grauen Stein, D-51105
Köln
Date/Signature du fabricant : 19.09.08
Date/Authorized Signature:
Titre du Signataire : Monsieur Arnold, Gérant
Title of Signatory:
Page 32

Cihazı işletime almadan önce bu kullanım kılavuzunu
32
dikkatle okuyunuz.
A.V. 1
Tekrar yayımlanması, kısaltılmış da olsa onay gerektirir.
Teknik değişiklikler yapma hakkı mahfuzdur.
Cihaz
Otomatik tel beslemeli manuel gazaltı kaynak makineleri, birleştirilen kenarların ek malzemeler ile ergitilmesi yoluyla
metal parçaların bağlanmasını sağlamaktadır. Ergime, kaynatılan malzeme ile kesintisiz olarak hamlaç ucundan
ilerleyen ve parçaların birleştirilmesinde ek malzeme görevi gören tel arasın da oluşan elektrik arkı tarafından sağlanır.
Kaynak akımı arttırıldıkça, daha kalın saclar da kaynatılabilir. Bu kullanım talimatların gözardı edilmesi sonucu
oluşabilecek zararlardan mesuliyet kabul etmemekteyiz.
Gazaltı kaynak makinesi MIG 155/6W
Hobi kaynakçılar için üst sınıf kompakt kaynak makinesi. 6 ayar seviyesi sayesinde sorunlu kaynak işlemlerine de
uygundur. Kesintisiz tel ilerleme ayarı mevcut, zengin ek donanım dahildir.
Donanım:
Kaynak siperi ve tek göstergeli basınç düşürme vanası. İki arka tekerlek, aşırı ısı koruma sistemi ve 2 m uzunluğunda
hortum takımı dahildir.
Teslimat kapsamı
MIG 155/6W Şekil 1
1. Gazaltı kaynak makinesi MIG 155/6W
2. Topraklama kablosu
3. Hortum takımı
4. Basınç düşürme vanası
5. Şebeke kablosu
6. Kaynak siperi
Garanti
Garanti koşulları ekteki garanti belgesinde belirtilmiştir.
Genel güvenlik talimatları
Kullanım kılavuzu, cihaz ilk kez işletime alınmadan önce baştan sona okunmalıdır. Eğer makinenin bağlanması ve
işletilmesi konusunda herhangi bir şüpheniz varsa, üreticiye (servis bölümüne) başvurunuz.
YÜKSEK SEVİYEDE GÜVENLİĞİN SAĞLANABİLMESİ İÇİN AŞAĞIDAKİ TALİMATLARA ÖZELLİKLE DİKKAT
EDİNİZ:
DİKKAT!
Çalıştırma süresi
Aletin gücü, tip levhasındaki, kaynak süresi ile soğuma süresi arasındaki orantıyı gösteren "Einschaltdauer/Çalıştırma
süresi" (%ED) verilerince belirtilir. Bu faktör, aynı cihazda yüke, yani kaynak akımına göre değişir. Cihazın belirtilen
kaynak akımında ne kadar süreyle çalışabildiğini 10 dakikalık bir zaman d ilimini dikkate alarak belirtir. Örneğin ED%60
değeri için geçerli kaynak akımında makine kesintisiz olarak 6 dakika çal ışır, peşinden iç kısımlarının soğuması için bir
boşta çalışma evresi izler, sonra yine aşırı ısı koruma sistemi devreye girer.
Kaynak makinelerinin kullanımı ve kaynak işleri gerek kaynakçı, gerek başka şahıslar için tehlike oluşturabilir. Bu
yüzden kaynak makinesini kullanan kişi, burada belirtilen güvenlik talimatlarını sadece okumakla değil, tanımak ve
uygulamakla da yükümlüdür. Sorumluluklarını harfiye n yerine getiren, dikkatli ve bilgili bir kaynakçının iş kazalarına
karşı en etkili önlemi oluşturduğu asla unutulmamalıdır. Bağlantı, hazırlık, kullanım ve nakliye öncesinde bu metinde
belirtilen talimatlar okunmalı ve dikkate alınmalıdır.
CİHAZIN KURULUMU
• Makinenin kurulum ve bakımı bölgesel güvenlik yönetmeliklerine uygun olarak gerçekleştirilmelidir.
• Bağlantı öğeleri ve fiş kablolarının aşınma durumunu kontrol edin. Hasarlıysalar değiştirin. Teçhizatın bakımını
düzenli olarak yapın. Yalnızca uygun çapta kablolar kullanın.
Page 33

• Topraklama kablosunu çalışma yerinin mümkün olduğunca yakınına bağlayın.
33
• Makineyi katiyen nemli ortamlarda kullanmayın. Kaynak mahalinin çevresindeki alanın ve burada bulunan kaynak
makinesi de dahil cisimlerin kuru olmasına dikkat edin.
KİŞİSEL KORUMA VE ÜÇÜNCÜ ŞAHISLARIN KORUNMASI
Kaynak işlemi sırasında ışıma ve ısı oluşur, bu yüzden uygun kişisel iş güvenliği malzemeleri kullanılmalı, kişisel
koruma ve üçüncü şahısların korunması için uygun önlemler alınmalıdır.
Gerekli koruma önlemlerini almadan kendinizi veya başkalarını asla arkın veya kızgın metalin etkisine maruz
bırakmayın.
Kaynak dumanını emecek bir sistem kullanın veya çalışma yerinde yeterli havalandırma sağlayın.
YANGIN VE İNFİLAKA KARŞI ÖNLEMLER
Kızgın çapaklar ve kıvılcımlar yangına neden olabilir. Yangın ve infilak da ayrı birer tehlike teşkil eder. Aşağıdaki
kurallara uyulduğunda engellenebilirler:
• Ahşap malzemeler, talaş, boya, çözücüler, benzin, petrol, doğal gaz, asetilen, propan ve benzeri yanıcı
malzemeler çalışma yeri ve çevresinden uzaklaştırılmalı veya kıvılcımlardan korunmalıdır.
• Yangın önlemi ol arak her zaman hazır bir yangın söndürme aleti bulundurulmalıdır.
• Kaynak ve kesme işlerini kapalı kap veya borular üzerinde yapmayın.
• Kaynak ve kesme işlerini, açık olsalar dahi, ısı veya nem sonucu infilak edebilecek veya başka tehlikeli tepkiler
oluşturabilecek malzemeler içeren veya geçmişte içermiş olan kap veya borular üzerinde yapmayın.
KAYNAK MAKİNESİNİN KURULUMU
Cihazın montajında şu talimatların yerine getirilmesi şarttır:
• Montajı gerçekleştiren, cihazın kumanda öğeleri ve bağlantılarına serbest bir biçimde ulaşabilmelidir.
• Cihazın dar alanlarda kurulumu uygun değildir: Kaynak makinesinin yeterli düzeyde havalandırılması çok
önemlidir. Montaj sırasında, teçhizatın toz veya başka cisimler çekebileceği tozlu veya kirli alanlardan kaçınınız.
• Teçhizat (ve kabloları) geçiş yerlerinde engel oluşturmamalı, başkalarının işine mani olmamalıdır.
• Kaynak makinesi düz bir tabanda durmalı ve işletiminde uygun bir yöntemle sabitlenmiş gaz tüpü kullanılmalıdır.
Acil durum faaliyetleri
İlk yardımda bulunduktan sonra geciktirmeden doktor çağırınız. Yaralıyı başka kazalardan korunaklı, rahat bir konuma
yatırarak sakinleştiriniz.
Cihaz üzerindeki bilgiler
Sembollerin açıklaması
Bu talimat ve/veya bu cihazda aşağıdaki semboller kullanılmaktadır:
Ürünün güvenliği:
Ürün Avrupa
Topluluğunun ilgili
standartlarına uygundur.
Yasaklar:
Genel yasak
(başka bir piktograf ile
birlikte kullanılır)
Ateş, açık ışık kaynağı ve
sigara kullanmak yasaktır
Kabloyu çekmek yasaktır
Cihazı nemli yerlerde
kullanmayınız
Uyarı:
Uyarı/Dikkat
Talimatlar:
Koruyucu ayakkabı
kullanın
Tehlikeli elektrik gerilimi
uyarısı
Koruyucu eldiven
kullanın
Uyarı - takılma tehlikesi
Koruyucu giysi kullanın
Sağlığa zararlı gaz
uyarısı
Yüz koruma siperi
kullanın
Sıcak yüzey uyarısı
Açmadan önce
elektrikten çekin
Kullanım öncesinde
kullanım kılavuzunu
dikkatle okuyun
Page 34

Çevreyi koruma:
34
Atıkları çöpe atmayın,
sınıflandırdıktan sonra
yetkili bir bertaraf
merkezine teslim edin.
Ambalaj:
Ambalaj malzemesi ilgili
çöp toplama yerinde geri
dönüşüm için iade
edilebilir.
Hasarlı veya bertaraf
edilecek elektrikli ve
elektronik cihazlar ilgili
atık toplama yerinde geri
dönüşüm için teslim
edilmelidir.
Nemden koruyunuz
Ambalaj yönü
üst
Dikkat kırılabilir eşya
Teknik veriler:
Şebeke bağlantısı Ağırlık 230 V 400 V
Ürüne mahsus:
Kaynak
transformatörü
Şebeke güvenliğiIsıl koruma
Amacına uygun kullanım
Kenarların ergimesi ve katkı malzemesi ekleme yoluyla demir metallerinin ısıl birleşiminde kullanılan gazaltı kaynak
makinesi.
Genel geçerli yönetmelikler ile bu kullanım kılavuzunun içerdiği talimatlar yerine getirilmediklerinde, üretici oluşabilecek
zarardan mesuliyet kabul edemez.
Olası tehlikeler ve koruyucu önlemler
Mekanik olası tehlikeler
Tehlike Tanım Koruyucu önlemler Olası tehlikeler
Delme, batma Tel ellere batabilir. Koruyucu eldiven kullanın ve
Sıçrama
Kaynak sırasında sıçrayan
damlalar yanıklara sebep olabilir.
elleri tel çıkışından güvenli bir
uzaklıkta tutun.
Koruyucu iş tulumu ve kaynak
maskesi kullanın.
Elektrik ile ilgili olası tehlikeler
Tehlike Tanım Koruyucu önlemler Olası tehlikeler
Doğrudan elektrik kontağı Nemli ellerle doğrudan temas
elektrik çarpmasına sebep
olabilir.
Nemli ellerle dokunmayın ve
uygun topraklama sağlayın.
Isı ile ilgili olası tehlikeler
Tehlike TanımTanımOlası tehlikeler
Yanık, donma Nozül ve işlenen parça ile temas
yanıklara neden olabilir.
İş sonrasında nozül ve işlenen
parçanın soğumasını bekleyin.
Koruyucu eldiven kullanın
Işıma tehlikeleri
Tehlike Tanım Koruyucu önlemler Olası tehlikeler
Kızılötesi, görünür ve morötesi
ışınlar
Ark kızıl ötesi ve mor ötesi ışıma
oluşturur.
Her zaman uygun kaynak
maskesi, koruyucu giysi ve
eldiven kullanın.
Page 35

İşlenen malzemenin ve diğer maddelerin oluşturduğu risk
35
Tehlike Tanım Koruyucu önlemler Olası tehlikeler
Temas, soluma Kaynak gazlarının uzun süre
solunması sağlığa zararlı olabilir.
Yangın veya infilak Kızgın çapaklar ve kıvılcımlar
yangına yol açabilir.
İş sırasında havalandırma sistemi
kullanın veya doğal olarak iyi
havalandırılan alanlarda çalışın.
Gazların doğrudan solunmasına
mani olun.
Asla yangın tehlikesi olan
ortamlarda çalışmayın.
Sair tehlikeler
Tehlike Tanım Koruyucu önlemler Olası tehlikeler
Kayma, takılma veya düşme Kablo ve hortumlar takılma ve
düşmeye sebep olabilir.
Çalışma yerini düzenli tutunuz.
Bertaraf
Bertaraf talimatları makine veya ambalajı üzerindeki piktograflarca tayin edilir. Münferit sembollerin anlamlarını "Cihaz
üzerindeki bilgiler" bölümünde bulabilirsiniz.
İşletim personeli nitelikleri
İşletim personeli, cihazı kullanmadan önce kullanım kılavuzunu dikkatle baştan sona ok umal ıdır.
Kalifikasyon
Makinenin kullanımı için, bir uzman tarafından verilecek ayrıntılı bir açıklama dışında b aşka bir özel kalifikasyon
gerekmemektedir.
Asgari yaş
Makineyi sadece 18 yaşına basmış kişiler kullanabilir. Cihazın gençler tarafından kullanılmasında tek istisnayı meslek
eğitimi çerçevesinde eğitmen gözetiminde yapılan eğitimler teşkil eder.
Eğitim
Aletin kullanımı için bilgilendirme yeterlidir. Özel bir eğitim gerekli değildir.
Teknik veriler
MIG 155/6W - #20072
Gerilim
Frekans
Azami ağ gücü
Sigorta
Boşta çalışma gerilimi
Ayar aralığı
Çalıştırma süresi
Azami tel kalınlığı
Yalıtım sınıfı:
Koruma sınıfı:
Kademe sayısı
Yaklaşık ağırlığı
Ürün-no. 20072
230 V
50 Hz
5,7 kVA
16 A
48 V
25-130 A
130 A ~ %10 75 A ~ %30
0,6-1,0 mm
H
IP 21 S
6
25 kg
Nakliye ve depolama
Dikkat: Makine sadece düz çalışma konumunda (düz bir taban üzerinde) kullanılabilir ve depolanabilir.
Lütfen ambalaj üzerindeki sembollere dikkat edin!
Gaz tübünün sabitlenmiş ve kapalı olduğunu kontrol edin.
Page 36
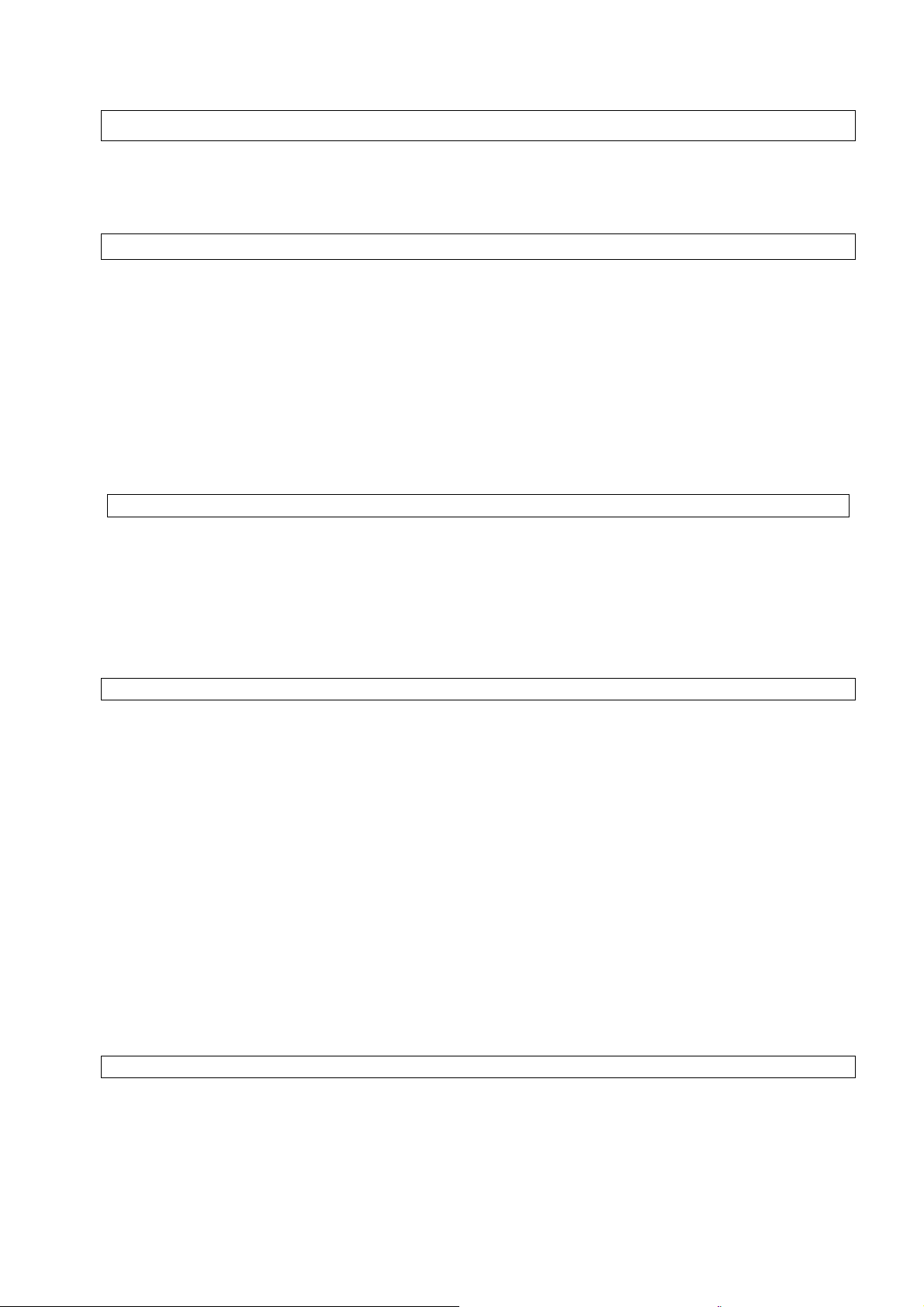
Montaj ve ilk kez işletime alma
36
Montaj grubu 1 - tekerlek ve ayak montajı Şekil 2, Şekil 3, Şekil 4, Şekil 5
Montaj grubu 2 - cihazın üzerindeki tutamağın montajı Şekil 6
Montaj grubu 3 - gaz tübünün hazırlanması Şekil 7, Şekil 8
Montaj grubu 4 - kaynak maskesi montajı: Şekil 10
İlk çalıştırma için güvenlik talimatları Şekil 11
1. Kaynak kaskı
2. Kaynak önlüğü
3. Kaynak eldiveni
• Elektrik bağlantısının yeterli düzeyde emniyete alınmış olduğuna dikkat edin.
• Öngörülen koruyucu iş giysisini kullanın (şek.11).
• Çalışma alanında ve tehlike alanında başka şahısların bulunmamasını sağlayın.
• Çalışma alanında yanıcı malzemelerin bulunmamasına dikkat edin.
• Cihazın bağlı olduğu ağ sigorta ile emniyete alınmış olmalıdır.
• Ağ kablosu ve uzatma kablolarının arakesitleri en az eşit olmalıdır.
• DİKKAT ! Elektrik güvenliği, cihaz sadece elektrikli teçhizatlar için geçerli yönetmeliklere uygun bir şekilde
etkin bir topraklama teçhizatına bağlı oldukça garanti edilir.
• Şebeke gerilim ve frekansının cihazın üzerindeki tip levhasındaki verilere uygun olduklarını kontrol edin.
Adımlar
Münferit parçaların montajını gösterilen sıralama ile gerçekleştirin.
Montaj parçalarının doğru yerleştirildiklerini resimlere göre kontrol edin. Cihaz hen üz işlevsel değildir. Gazı 5 - 7 l/dak.
basıncına açın. Gaz çıkışını rüzgardan koruyun. Bunların dışında aşağıdaki bilgiler de dikkate alınmalıdır: Şalterin ilk iki
adımı (1-2) ince saclar, sonrakiler ise daha kalın saclarda kullanılır. Her adım değişiminde tel besleme hızı da
ayarlanmalıdır. Kaynak esnasında tel sonunda damla oluşuyorsa tel ilerleme hızı da arttırılmalı, bunun aksine telin
hortuma yaptığı basıncı hissediyorsanız ilerleme hızı azaltılmalıdır. Hamlacın ucundaki tortuyu ortadan kaldırmak için
kaynak yapılan parçaları hareket ettirmek gerektiğinde, çok sıcak oldukları için her zaman pense kullanın. Ark yanar
yanmaz, hortumu dikeye yaklaşık 30° açıyla tutun.
Kaynak telinin takılması Şekil 12
1. Kaynak makinesinin üst kapağını açın ve kapağı güvenlik pimi ile emniyete alın.
2. Tel sarılı bobini, tel düz ilerleyebilecek bir şekilde yerleştirin.
Uyarı: Telin bobinden açılmadığına ve ucunun düz ve pürüzsüz olmasına dikkat edin.
Bobin direnci ortadaki ayar somunu ile ayarlanır.
3) Çarkı (şekil 13 - A) çevirin
4) Bağlantı öğesini (şekil 13 - F) kaldırın.
5) Tel besleme kasnağı oluklarının tel çapına uygun olduklarını kontrol edin, gerekirse tekeri (şekil 13 - B) saat
yönünün tersine çevirin, kasnağı çıkarın ve doğru oluğa yerleştirin. Şimdi bağlantı öğesini (şekil 13 - F) takın ve
çarkı (şekil 13 - A) tel düzenli bir şekilde sarılmaya başlayana dek sıkın. Tel kasnaktan kayarsa, çarkı daha da
sıkın. Dikkat: Aşırı güçle sıkmayın, yoksa tel besleme motoruna hasar oluşabilir.
6) Kaynak makinesini çalıştırın.
7) Tüm güvenlik önlemlerini yerine getirdikten sonra anahtarı (şekil 21/1) 1. adıma ve tel ilerleme ayarını (şekil 21/2)
1. dereceye ayarlayın.
8) Gaz ve akım nozülünü çıkarın ve hamlaç üzerindeki basınç ana htar ına basarak teli çıkarın (hortum gergin
olmalıdır, şekil 18). Sonra akım ve gaz nozülünü tekrar takın.
9) Gaz tüpü vanasında gaz ayarını yapın.
İpucu: (0,6 mm-tel → 6 l/h); (0,8 mm-tel → 8 l/h); (1,0 mm-tel → 10 l/h)
10) Böylece makine kaynak yapmaya hazır olur.
Gazaltı kaynağı hakkında genel bilgiler
Ana kullanım sahası atölyelerdedir, kullanım geniş kapsamlıdır, hem ince saclar, hem kalın malzemelerde kullanılabilir.
Cihazın kaynak adımları ne kadar çok olursa, çeşitli saclar ile kullanımının o denli iyi olacağı kuralı geçerlidir.
Gerekli donanım: Co 2/Argon gazı, kaynak teli, kaynak maskesi, basınç vanası. Uygun gaz ve tel kullanıldığı takdirde
alüminyum ve VA vasıflı çeliklerin işlenmesine de uygundur. (Saf argon/VA-teli/alüminyum teli), potansiyometre.
Page 37
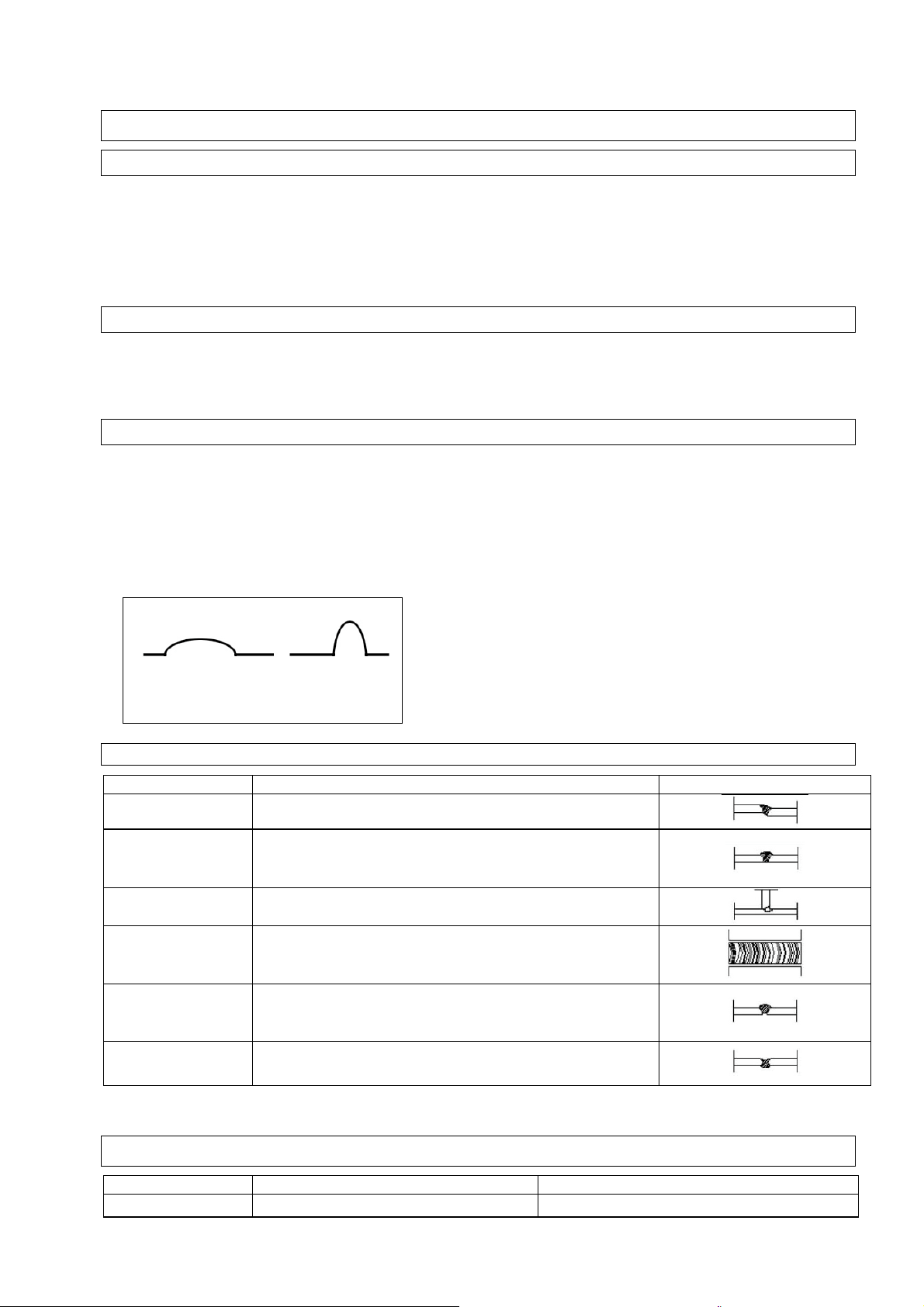
İşletim
37
MIG 155/6W Şekil 13
1. Kaynak adımları ayarı
2. Tel ilerleme hızı ayarı
3. Hortum takımı
4. Topraklama pensi bağlantısı
5. Şebeke bağlantı fişi
6. "Aşırı ısı" kontrol lambası
7. "İşletim" kontrol lambası
İşletim için güvenlik talimatları
• Makineyi ancak kullanım kılavuzunu dikkatle okuduktan sonra kullanınız.
• Kullanım kılavuzunda belirtilen tüm güvenlik talimatlarına riayet ediniz.
• Diğer kişilere karşı sorumlu davranınız.
• Dikkat!!! Asla korozyonlu kaynak teli kullanmayın.
İş adımları
Kaynak bölgesi pas ve boyadan arındırılmış olmalıdır. Her zaman uygun kaynak maskesi, koruyucu iş giysisi ve eldiven
kullanın. Hamlacın işlenen malzemeye açısı yaklaşık 30 derece olmalıdır.
1. İşlenen parça üzerinde kaynak dikişi alanını ve topraklama pensi bağlantı bölg esini taşlayarak parlatın.
2. Topraklama pensini bu şekilde hazırladığınız yere bağlayın.
3. Kaynak makinesi parametrelerini kaynak tablosuna gör e ayarlayın (bölüm 3).
4. Gaz tüpü vanasında gaz ayarını yapın.
5. İpucu: (0,6 mm-tel → 6 l/h); (0,8 mm-tel → 8 l/h); (1,0 mm-tel → 10 l/h)
6. İş koruma malzemeleriniz tamamsa kaynak yapmaya başlayabilirsiniz.
İpucu: Optimal sonuçlara ulaşmak için işe başlamadan önce test
kaynağı yaparak en uygun ayarı bulun. Şekil 14
Kaynak parametreleri, makinenin sesi düzenliyse ve kaynak dikişi
malzemeye iyi geçmişse, yani nispeten düzse optimal ayardadır.
iyi kötü
Şekil 15
Kaynak ipuçları
Arıza Sebep ve giderim Örnek
İşlenen parçayı yamuk
Kaynak taşıyor
Düşük metal kademesi
Kaynaklar oksitlenmiş
gözüküyor
Kaynak kökü yetersiz
Yanma
Kaynak bölgesi pas ve boyadan arındırılmış olmalıdır. Hamlaç malzemeye göre seçilir. Akım gücünün önce bir hurda
üzerinde denenmesi tavsiye edilir.
1. Dikiş iyi hazırlanmamış
2. Kenarları düzeltin ve kaynak için sabitleyin (bağlayın)
1. Boşta çalışma gerilimi düşük
2. Kaynak hızı düşük
3. Kaynak hamlacı açısı yanlış
4. Tel aşırı kalın
1. Kaynak hızı aşırı yüksek
2. Kaynak hızı gerilimi aşırı düşük
1. Uzun arkta derinde kaynak yapın
2. Gerilimi ayarlayın
3. Tel yamuk veya oluktan çok çıkıyor
4. Tel ilerleme hızı ayarı yanlış
1. Düzensiz veya yetersiz uzaklık
2. Hamlaç açısı yanlış
3. Tel borusu aşınmış
4. Tel ilerleme hızı veya kaynak hızı aşırı düşük
1. Tel ilerleme hızı aşırı yüksek
2. Kaynak hamlacı açısı yanlış
3. Uzaklık çok fazla
Arızalar, nedenleri ve giderimi
Arıza Sebep Giderim
Kaynak akımı kesinti
1. - Aşırı ısı koruma sistemi devrede 1. Aşırı ısı koruma sistemi transformatör soğuduktan
Page 38

yapıyor sonra otomatik olarak yeniden çalıştırır (yaklaşık 10
38
Kaynak akımı hiç mevcut
değil. Koruma şalteri veya
RCD kapandı.
1. Şebeke sigortası attı 1. Sigortayı kontrol ettirin
dakika sonra, ED değerine dikkat edin.)
2. Korum şalterini açın
3. RCD'yi açın
Kaynak akımı mevcut
değil.
Tel besleme motoru
çalışmıyor, kontrol ışığı
yanıyor.
Tel besleme motoru
çalışmıyor, kasnak
dönüyor.
Tel ilerlemesi düzensiz.
Ark düzensiz yanıyor.
Kaynak gözenekli.
Kaynak teli akım
nozülünün yakınında
duruyor
Kaynak basıncı düzensiz
Nüfuziyet aşırı zayıf
Nüfuziyet aşırı güçlü
1. Topraklama pensi ile kaynak yapılan parça
arasındaki temas kötü
2. Topraklama kablosu veya hattında kesinti
3. Hamlaç hattında kesinti
1. Sigorta yanmış.
2. Dişli çark hasarlı veya bloke olmuş.
3. Motor arızalı.
1. Kasnak üzerine basınç ayarı yanlış
2. Hamlaç akım nozülünde kirlilik, toz, vb.
3. Gaz nozülü arızalı.
4. Tel yamuk.
5. Tel yuvası kirli veya hasarlı.
1. Tel yuvasında kirlilik. Gaz nozülü aşınmış
veya hasarlı.
2. Gaz nozülü kirli.
3. Tel kasnağı hattında engel var.
4. Tel kasnağı hattında deformasyon.
5. Tel gerilimi yanlış
1. Tel ilerleme hızı ayarı yanlış
2. Kaynak yerinde kirlilik.
3. Gaz nozülü aşınmış veya hasarlı.
1. Gaz yok
2. Nozül tutucu tıkalı
3. Malzeme paslı veya nemli
4. Hamlaç çok uzak veya kaynak yerine yanlış
açıyla tutuyorsunuz.
1. Akım nozülü aşınmış
2. Kaynak teli yamuk
3. Tel ilerleme hızı aşırı yavaş
1. Kaynak teli bobinde tıkalı 1. Kasnak gerilimi basıncını kontrol edin ve gerekirse
1. Kaynak akımı çok zayıf
2. Ark aşırı uzun
1. Kaynak akımı çok yüksek
2. Tel ilerleme hızı aşırı düşük
3. Hamlacın kaynak yapılan parçadan uzaklığı
hatalı
1. Kaynak yapılan bölgeyi ve parçanın yüzeyini
temizleyin ve taşlayın
2. Topraklama kablosunu onarın veya değiştirin.
3. Hamlacı onarın veya değiştirin.
1. 2 A sigortayı değiştirin.
2. Dişli çarkı değiştirin.
3. Motoru değiştirin (müşteri servisi ile irtibata geçiniz).
1. Kasnak üzerine basıncı ayarlayın.
2. Cihazın kontak borusunu temizleyin. Havalı
kompresör kullanın, aşırı kirlilik durumunda boruyu
değiştirin.
3. Gaz nozülünü değiştirin ve ucunu kontrol edin.
4. Kasnak basıncını kontrol edin ve gerekirse ayarını
düzeltin,
5. basınçlı havayla temizleyin, gerekirse hortumu
değiştirtin.
1. Tel yuvasını hava kompresörü ile temizleyin.
2. Gaz nozülünü veya kontak borusunu değiştirin.
3. Gaz nozülünü temizleyin veya değiştirin.
4. Tel kasnağını temizleyin.
5. Tel kasnağını değiştirin.
6. Tel gerilimini ayarlayın.
1. Tel hızını tavsiye edilen sistemler doğrultusunda
ayarlayın.
2. Kaynak yüzeyini temizleyin veya taşlayın.
3. Gaz nozülünü değiştirin ve ucunu kontrol edin.
1. Gazı açın ve ayarlayın.
2. Gaz nozülünü temizleyin veya değiştirin.
3. Kaynak yerini uygun şekilde hazırlayın veya gazı
girişini açın.
4. Malzemeyi temizleyin veya taşlayın.
5. Gaz nozülü ile kaynak yapılan parça arasındaki
uzaklık 8-19 mm olmalıdır ve hamlaç 30° açıyla
tutulmalıdır.
6. Lastik hortumu, bağlantıyı ve hamlaç montajını
kontrol edin. - Gaz nozülünü doğru pozisyona itin.
1. Akım nozülünü değiştirin.
2. Kasnak gerilim basıncını kontrol edin.
3. Tel ilerleme hızı ayar talimatlarını uygulayın.
ayarını düzeltin,
1. Kaynak akımını ve tel ilerleme hızını arttırın.
2. Hamlacı kaynak yapılan parçaya yakın tutun.
1. Kaynak akımını ve tel ilerleme hızını azaltın.
2. Hamlacı sakince ve düzenli hareket ettirin.
3. Nozülün kaynak yapılan parçadan uzaklığı 8-10 mm
olmalıdır.
Muayene ve bakım
Hamlaç bakımı
Hamlacın arızasız çalışmasının sağlanması için düzenli olarak bakımı yapılmalıdır.
Gaz nozülü düzenli olarak koruyucu sprey ile temizlenmeli ve içi tortudan ar ındırılmalıdır.
Bu işlem için aşağıdaki adımları izleyiniz (bkz. şekil 26):
1. Nozülü (1) öne çekerek çıkarın.
2. Nozülü, oluşan cüruf tabakasından arındırın.
3. Koruyucu spreyi sıkın.
4. Nozül paslanmışsa değiştirilmelidir.
Akım nozülü bakımı
Bu işlem için aşağıdaki adımları izleyiniz (bkz. şekil 26):
Page 39

1. Nozülü (1) öne çekerek çıkarın
39
2. Akım nozülün vidalayarak çıkarın (2)
3. Telin geçtiği deliğin çok geniş olmadığını kontrol edin, gerekirse tekrar monte etmeden önce değiştirin.
4. Hamlaç butonuna tel çıkacak şekilde basın, sonra akım nozülünü tekrar monte edin.
Nozül tutucu bakımı Şekil 16
Bu işlem için aşağıdaki adımları izleyiniz (bkz. şekil 26):
1. Gaz boşaltım delikleri bazen biraz tıkanmış olabilir, bu durumda gaz nozülü çekilerek sök ülür (1),
2. sonra akım nozülü (2) vidalanarak çıkarılır,
3. gaz ayırıcı vidalanarak çıkarılır ve yenisi takılır.
Muayene ve bakımda güvenlik talimatları
Sadece düzenli olarak bakım gören bir cihaz güvenilebilir bir biçimde ça lıştırılabilir. Yetersiz bakım öngörülemeyecek
kaza ve yaralanmalara yol açabilir.
Muayene ve bakım planı
Zaman aralıkları TanımSair ayrıntılar
düzenli olarak
• Hamlaç bakımı (tel yuvasının, tel iletim kasnağının, gaz nozülünün ve gaz ayırıcının
basınçlı havayla temizlenmesi)
Yedek parçalar
TR
Teknik sorularınız mı var? Reklamasyon mu söz konusu? Yedek parça veya kullanım kılavuzuna mı ihtiyacınız var?
www.guede.com internet sayfalarımızın Servis bölümünde Size hızlı ve bürokrasi gerektirmeden yardım sunmaktayız. Lütfen Size yardımcı
olmamıza yardım edin. Reklamasyon durumunda cihazın tanımlanması için seri no, ürün no, ve üretim yılına gerekmektedir. Tüm bu bilgileri tip
levhasında bulabilirsiniz. Bu verilerin hep el altında bulunması için lütfen aşağıya not alın.
Seri no.: Sipariş numarası: Üretim yılı:
Tel.: +49 (0) 79 04 / 700-360 Faks: +49 (0) 79 04 / 700-51999 E-Mail: support@ts.guede.com
Page 40

AT uygunluk beyannamesi
40
EC Declaration of Conformity
Biz, Güde GmbH & Co. KG
We herewith declare, Birkichstraße 6, 74549
Wolpertshausen, Germany
aşağıda belirtilen ve tarafımızdan piyasaya sürülen cihazların tasarım ve yapıları
itibariyle güvenlik ve sağlık ile ilgili temel AT yönetmeliklerine uygun olduğunu beyan
ederiz.
That the following Appliance complies with the appropriate basic safety and health requirements
of the EC Directive based on its design and type, as brought into circulation by us.
İşbu beyanname, cihaz üzerinde tarafımıza danışılmadan yapılacak bir değişiklik
durumunda geçerliğini yitirir.
In a case of alternation of the machine, not agreed upon by us, this declaration will loose its
validity.
Makine tipi: - MIG 155 6W
Machine desciption:
Ürün no.: - 20072
Article-No.:
İlgili AB yönetmelikleri: - 98/37 EC
Applicable EC Directives: - 2006/95/EC
- 2004/108/EC
Uygulanan uyumlaştırılmış
standartlar:: - EN 60974-1
Applicable harmonized - EN 609784-10
Standard:
Sertifika merci: TÜV Rheinland Product Safety GmbH, Am Grauen Stein, D-51105 Köln
Tarih/Üretici imzası: 19.09.2008
Date/Authorized Signature:
İmza sahibi hakkında bilgiler: Hr. Arnold, Geschäftsführer
Title of Signatory:
Page 41

Dříve než uvedete přístroj do provozu, pročtěte si prosím
41
pečlivě tento návod k obsluze.
A.V. 1
Dotisk i ve zkrácené verzi vyžaduje povolení.
Technické změny vyhrazeny.
Přístroj
Svářecí přístroje pro manuální svařování v ochranném plynu s automatickým podáváním drátu umožňují spojování
kovových součástí tavením spojovaných hran a přídavného materiálu. Tavení je vyvoláno elektrickým obloukem, který
vzniká mezi svařovaným materiálem a kovovým drátem, který nepřetržitě vystupuje z konce hořáku a slouží jako
přídavný materiál ke spojování součástí. Vyšší svařovací proud dovoluje svařování silnějšího plechu. Za škody
způsobené nedbáním těchto instrukcí neručíme.
Svářecí přístroj v ochranném plynu MIG 155/6W
Kompaktní svářecí přístroj vyšší třídy pro domácí kutily. Na základě 6 řadicích stupňů je vhodný i k problematickému
svařování. S plynule nastavitelným podáváním drátu a bohatým příslušenstvím.
Vybavení:
Svařovací štít a redukční ventil s jedním ukazatelem tlaku. Včetně 2 valivých koleček vzadu, ochrany proti tepelnému
přetížení a sady hadic v délce 2 m.
Rozsah dodávky
MIG 155/6W Obr. 1
1. Svářecí přístroj s ochranným plynem MIG 155/6W
2. Zemnící kabel
3. Sada hadic
4. Redukční ventil
5. Síťový kabel
6. Svařovací štít
Poskytnutí záruky
Nároky na záruční plnění podle přiloženého záručního listu.
Všeobecné bezpečnostní pokyny
Před prvním použitím přístroje je nutné pročíst celý návod k obsluze. V případě pochybností v souvislosti s připojením
a obsluhou přístroje se obraťte na výrobce (servisní oddělení).
PRO ZACHOVÁNÍ VYSOKÉHO STUPNĚ BEZPEČNOSTI VĚNUJTE POZORNOST NÁSLEDUJÍCÍM POKYNŮM:
POZOR!
Zapínací doba
Výkony přístroje vyjadřují údaje „Einschaltdauer/Zapínací doba“ (ED%) na typovém štítku přístroje, tzn. poměr mezi
dobou svařování a dobou ochlazování. Tento faktor se mění u téhož přístroje podle zátěžových podmínek, tzn. podle
vydaného svařovacího proudu. Udává, jak dlouho může přístroj za uvedeného svařovacího proudu při zatížení
pracovat a vztahuje se vždy k časovému intervalu 10 minut. Například při svařovacím proudu pro ED 60% funguje
přístroj nepřetržitě 6 minut, po této době následuje prázdná fáze, aby mohly být ochlazeny vnitřní části, a potom se
znovu zapne ochrana proti tepelnému přetížení.
Užívání svářecích přístrojů a provádění svařovacích prací může představovat nebezpečí jak pro osobu, která s
přístrojem zachází, tak i pro jiné. Proto má osoba obsluhující svářecí přístroj bezpodmínečnou povinnost bezpečnostní
předpisy, které jsou zde uvedeny, nejen přečíst, ale také je znát a dodržovat. Je třeba mít vždy na paměti, že
obezřetná, dobře poučená obsluha, která přísně dodržuje své povinnosti, je tím nejlepším zabezpečením proti úrazům.
Před připojením, přípravou, použitím nebo převozem přístroje byste si měli přečíst předpisy uvedené v následujícím
textu a řídit se jimi.
INSTALACE PŘÍSTROJE
• Instalace a údržba přístroje musí probíhat v souladu s místními bezpečnostními předpisy.
Page 42

• Dbejte na stav opotřebení kabelů propojovacích prvků a zástrček. Pokud jsou poškozené, je nutné je vyměnit.
42
Provádějte pravidelnou údržbu zařízení. Používejte jen kabely, které mají dostatečný průřez.
• Připojte zemnící kabel co možná nejblíže pracovišti.
• Zásadně přístroj nepoužívejte ve vlhkém prostředí. Zajistěte, aby bylo pracoviště v okruhu svařování, suché a aby
byly suché také předměty, které se zde nacházejí, včetně samotného svářecího přístroje.
OSOBNÍ OCHRANA A OCHRANA TŘETÍCH OSOB
Při svařovacím procesu vzniká záření a horko, a proto je nutné zajistit používání vhodných ochranných prostředků a
učinit opatření k vlastní ochraně i k ochraně třetích osob.
Nikdy nevystavujte sebe ani jiné osoby účinkům elektrického oblouku nebo rozžhaveného kovu bez potřebné
ochrany.
Dbejte na odsávání svařovacího kouře popř. na dobré vyvětrání svařovacího pracoviště.
PREVENTIVNÍ OPATŘENÍ PROTI POŽÁRU A EXPLOZI
Žhavé části strusky a jiskry mohou způsobit požár. Požár a exploze představují další nebezpečí. Těm lze předejít
dodržováním těchto předpisů:
• Nepoužívejte přístroj v bezprostřední blízkosti lehce hořlavých materiálů jako dřevo, piliny, „laky“, rozpouštědla,
benzin, petrolej, zemní plyn, acetylen, propan a podobné vznětlivé materiál y musí být z pracoviště a jeho okolí
odstraněny popř. chráněny před jiskrami.
• Jako opatření k likvidaci požáru je nutné mít poblíž připravený vhodný hasicí prostředek.
• Neprovádějte svařovací nebo řezací práce na uzavřených nádobách nebo trubkách.
• Neprovádějte svařovací nebo řezací práce na nádobách nebo trubkách, ani když jsou otevřené, pokud obsahují
nebo obsahovaly materiály, které by mohly vlivem tepl a nebo vlhka explodovat nebo vyvolat jiné nebezpečné
reakce.
INSTALACE SVÁŘECÍHO PŘÍSTROJE
Při instalaci přístroje je nutné dodržovat tyto předpisy:
• Obsluhující osoba musí mít volný přístup k ovládacím prvkům a přípojkám přístroje.
• Přístroj není vhodné instalovat v těsných místnostech: Velmi důležité je dostatečné odvětrávání svářecího
přístroje. Při instalaci se vyhýbejte silně zaprášeným nebo špinavým prostorám, kde by mohlo zařízení nasát
prach nebo jiné předměty.
• Přístroj (včetně kabelů) nesmí být překážkou v průchodu, ani nesmí jiným osobám bránit v práci.
• Se svářecím přístrojem je třeba pracovat jen na rovném podkladu a k jeho provozu užívat vhodným způsobem
zajištěnou plynovou láhev.
Postup v nouzovém případě
Proveďte opatření první pomoci odpovídající druhu zranění a přivolejte co možná nejrychleji kvalifikovanou lékařskou
pomoc. Chraňte zraněnou osobu před další újmou na zdraví a uklidněte ji.
Značení na přístroji
Vysvětlení symbolů
V tomto návodu a/nebo na přístroji jsou použity následující symboly:
Bezpečnost výrobku:
Výrobek je v souladu s
příslušnými normami
Evropského
společenství
Zákazy:
Zákaz, všeobecný
(ve spojení s jiným
piktogramem)
Výstraha:
Výstraha/Pozor
Oheň, otevřený
světelný zdroj a
kouření zakázáno
Varování před
nebezpečným
elektrickým napětím
Zákaz tahání za kabel
Výstraha-nebezpečí
zakopnutí
Přístroj nepoužívat za
mokra
Varování před zdraví
škodlivými plyny
Varování před horkým
povrchem
Page 43

Příkazy:
43
Používejte ochrannou
obuv
Používejte ochranné
rukavice
Používejte ochranný
oděv
Ochrana životního prostředí:
Elektrické nebo
Odpadky neodhazujte
volně, po roztřídění je
odborně zlikvidujte.
Obalový materiál z
lepenky je možné
odevzdat k recyklaci na
místech k tomu
určených.
elektronické přístroje,
které jsou poškozené
nebo určené k likvidaci
musí být odevzdány k
recyklaci na místa k
tomu určená.
Obaly:
Chraňte před vlhkem
Orientace na obalu
nahoře
Pozor křehké
Technické údaje:
Připojení k síti Váha 230 V 400 V
Specifický pro produkt:
Používejte štít na
ochranu obličeje
Před otevřením
vytáhněte síťovou
zástrčku
Před použitím si
pročtěte návod k
obsluze
Svařovací
transformátor
Zabezpečení sítě Tepelná ochrana
Použití v souladu s určením
Svářecí přístroj pro svařování v ochranném plynu určený k tepelnému spojování železa – kovů roztavením hran a
přívodem přídavného materiálu.
V případě, že nebudou dodržována jak ustanovení vycházející ze všeobecně platných předpisů, tak ustanovení
obsažená v tomto návodu, nemůže výrobce převzít odpovědnost za škody.
Zbytková nebezpečí a ochranná opatření
Mechanická zbytková nebezpečí
Ohrožení Popis Ochranné opatření Zbytkové nebezpečí
Propíchnutí, vpich Ruce mohou být propíchnuty
drátem.
Používání ochranných rukavic
popř. držet ruce v bezpečné
vzdálenosti od výstupu drátu
Vystříknutí tekutin Stříkající kapky při svařování
mohou způsobit popálení.
Nošení ochranného oděvu a
svařovací masky.
Elektrická zbytková nebezpečí
Ohrožení Popis Ochranné opatření Zbytkové nebezpečí
Přímý elektrický kontakt Přímý elektrický kontakt
vlhkýma rukama může způsobit
úraz elektrickým proudem.
Vyvarujte se kontaktu vlhkýma
rukama a dbejte na
odpovídající uzemnění.
Tepelná zbytková nebezpečí
Ohrožení Popis Popis Zbytkové nebezpečí
Popáleniny, omrzliny Kontakt s hadicovou tryskou a
se zpracovávaným kusem
může vést k popálení.
Hadicovou trysku a
zpracovávaný kus nechte po
skončení provozu nejdříve
vychladnout. Noste ochranné
rukavice.
Page 44

Ohrožení zářením
44
Ohrožení Popis Ochranné opatření Zbytkové nebezpečí
Infračervené, viditelné a
ultrafialové světlo
Elektrický oblouk způsobuje
infračervené a ultrafialové
záření.
Používejte vhodný ochranný
svařovací štít, ochranný oděv a
ochranné rukavice.
Ohrožení zpracovávaným materiálem a jinými látkami
Ohrožení Popis Ochranné opatření Zbytkové nebezpečí
Kontakt, vdechnutí Delší vdechování svařovacích
plynů může být zdraví škodlivé.
Oheň nebo exploze Žhavá struska a jiskry mohou
být příčinou požáru.
Používejte při práci odsávací
zařízení nebo pracujte v
prostorách s dobrým větráním.
Vyhněte se přímému
vdechování plynů.
Nikdy s přístrojem nepracujte v
prostředí, kde může snadno
vzniknout požár.
Jiná nebezpečí
Ohrožení Popis Ochranné opatření Zbytkové nebezpečí
Uklouznutí, zakopnutí nebo pád
osob
Kabely a hadice mohou být
příčinou zakopnutí a pádů.
Dodržujte pořádek na
pracovišti.
Likvidace
Pokyny k likvidaci odpadu vyplývají z piktogramů, které jsou umístěny na přístroji popř. na obalu. Vysvětlení významu
jednotlivých značek najdete v kapitole „Značení na přístroji“.
Požadavky na obsluhu
Obsluhující osoba si musí před použitím přístroje pozorně pročíst návod k obsluze.
Kvalifikace
Kromě podrobné instruktáže poskytnuté odborníkem není pro použití přístroje žádná speciální kvalifikace nutná.
Minimální věk
S přístrojem mohou pracovat jen osoby, které dosáhly 18 let. Výjimkou při používání přístroje mladistvou osobou je
případ, kdy se jedná o užití v rámci odborného výcviku k dosažení zručnosti pod dohledem školitele.
Školení
Používání přístroje vyžaduje pouze příslušné poučení. Speciální školení není nutné.
Technické údaje
MIG 155/6W - #20072
Napětí
Frekvence
Max. výkon sítě
Pojistka
Napětí běhu
naprázdno
Regulační rozsah
Zapínací doba
Max. síla drátu
Izolační třída
Typ ochrany
Řadicí stupně
Váha cca
Zboží-č. 20072
230 V
50 Hz
5,7 kVA
16 A
48 V
25-130 A
130 A ~ 10 % 75 A ~30 %
0,6-1,0 mm
H
IP 21 S
6
25 kg
Page 45

Doprava a skladování
45
Pozor: Přístroj může být v používán a skladován jen v rovné pracovní poloze (na rovném podkladu).
Respektujte prosím symboly na obalu!
Zajistěte, aby byla plynová láhev dobře upevněná a uzavřená.
Montáž a první uvedení do provozu
Montážní sestava 1 – montáž koleček a nožek: Obr. 2, Obr. 3, Obr. 4, Obr. 5
Montážní sestava 2 – montáž držadla na přístroji: Obr. 6
Montážní sestava 3 – instalace plynové lahve: Obr. 7, Obr. 8
Montážní sestava 4 – montáž svařovacího štítu: , Obr. 10
Bezpečnostní pokyny pro první uvedení do provozu Obr. 11
1. Svářečská helma
2. Svářečská zástěra
3. Svářečské rukavice
• Dbejte na dostatečné jištění elektrické ho připojení.
• Používejte předepsané ochranné oblečení (obr.11).
• Postarejte se o to, aby se v pracov ním okruhu popř. v nebezpečné oblasti nezdržovaly žádné další osoby.
• Dohlédněte na to, aby se v pracovním okruhu nenacházely hořlavé materiály.
• Zasuňte zástrčku do příslušné zásuvky, zásuvka musí být zajištěna tavnou pojistkou nebo výkonovým
ochranným spínačem.
• Síťový kabel a eventuální prodlužovací kabely musí mít přinejmenším stejný průřez.
• POZOR ! Elektrická bezpečnost je zaručena pouze tehdy, je-li přístroj správně připojen k efektivnímu
zemnícímu zařízení v souladu s platnými předpisy pro elektrická zařízení.
• Zkontrolujte, zda po užitelné síťové napětí a frekvence odpovídají údajům na typovém štítku přístroje.
Postup
Při montáži jednotlivých součástí postupujte ve znázorněném pořadí.
Dodržujte správné uspořádání montážních součástí podle obrázků. Přístroj ještě není funkční. Otevřete tok plynu
tlakem 5-7 l/min. Výstup plynu chraňte před nárazy větru. Kromě toho je nutné respektovat ještě tyto informace: První
stupně spínače 1-2 slouží ke svařování tenkostěnných plechů, zatímco další stupně slouží pro silnější stěny. Při každé
změně stupně spínače je nutné nastavit také rychlost podávání drátu. Pokud se při svařování tvoří na konci drátu
kapka, musí být rychlost podávání drátu zvýšena, jestliže naopak cítíte tlak drátu proti hadici, musíte rychlost snížit.
Protože jsou právě svařované díly velmi horké, používejte vždy kleště v případě, že s nimi chcete pohnout a odstranit
nánosy na konci hořáku. Jakmile se elektrický oblouk zažehl, držte hadici v úhlu cca 30° vzhledem ke kolmici.
Navlečení svařovacího drátu Obr.12
1. Otevřete horní víko svářecího přístroje a zajistěte víko pojistným kolíkem.
2. Vložte cívku se svařovacím drátem tak, aby mohl být drát rovně navlečen do podávání.
Upozornění: Dávejte pozor, aby se drát z cívky neodvíjel a aby byl jeho konec rovný a bez otřepu.
Odpor cívky může být seřízen na upínací matici v centru.
3) Otevřete otočný knoflík (obr. 13 - A)
4) Nadzdvihněte třmenový prvek (obr. 13 - F).
5) Zkontrolujte, zda drážky na kladce pro podávání drátu odpovídají průměru drátu, v případě nutnosti otočte
otočnou rukojetí (obr. 13 - B) proti směru hodinových ručiček, vyjměte kladku a vložte ji do správné drážky. Nyní
usaďte třmenový prvek (obr.13 - F) a otočný knoflík (obr. 13 - A) utahujte, dokud se drát nebude rovnoměrně
navíjet. Jestliže drát z klady sklouzne, knoflík ještě dotáhněte. Pozor: Neutahujte příliš silně, jinak by mohl
nadměrný tlak na kladku způsobit škody na motoru pro podávání drátu.
6) Nyní svářecí přístroj zapněte.
7) Potom, co jste zajistili provedení všech bezpečnostních opatření, nastavte přepínač (obr. 21/1) na stupeň1 a
regulaci podávání drátu (obr. 21/2) na stupeň 1.
8) Odejměte plynovou a proudovou trysku a tisknutím tlakového spínače na hadici z ní nechte drát vystoupit (při
napnuté hadici obr. 18). Potom proudovou a plynovou trysku opět nasaďte.
9) Nastavte potřebné množství plynu na armatuře plynové lahve.
Tip: (0,6 mm-drát → 6 l/h); (0,8 mm-drát → 8 l/h); (1,0 mm-drát → 10 l/h)
10) Nyní je přístroj připraven ke svařování.
Page 46

Všeobecné informace o svařování v ochranném plynu
46
Hlavní oblast použití v dílnách, univerzální použitelnost, vhodný jak pro tenčí plechy, tak pro silnější materiály. Platí
pravidlo, že čím více má přístroj svařovacích stupňů, tím lepší je jeho využití při práci s plechy.
Nutné příslušenství: směsný plyn Co 2/Argon, svařovací drát, svařovací štít, redukční ventil. Hodí se také pro hliník a
VA ušlechtilou ocel při použití vhodného plynu a drátu. (Čistý argon/VA-drát/hliníkový drát), potenci ometr.
Obsluha
MIG 155/6W Obr. 13
1. Nastavení stupňů svařování
2. Nastavení rychlosti podávání drátu
3. Připojení hadice
4. Připojení zemnící svorky
5. Zástrčka připojení k síti
6. Kontrolní lampa „tepelná ochrana“
7. Kontrolní lampa „provoz“
Bezpečnostní pokyny pro obsluhu
• Používejte přístroj teprve poté, co jste si pozorně přečetli návod k obsluze.
• Respektujte všechna bezpečnostní upozornění uvedená v návodu.
• Chovejte se zodpovědně vůči jiným osobám.
• Pozor!!! Nikdy nepoužívejte zkorodovaný svařovací drát.
Návod krok za krokem
Svařovaná zóna musí být zbavena rzi a laku. Zásadně používejte ochranný svařovací štít, ochranné svářečské
rukavice a vhodný ochranný oděv. Úhel polohy hadice vzhledem k opracov ávanému kusu by měl činit cca 30 stupňů.
1. Vybruste doleskla velkou plochu na zpracovávaném kusu v oblasti svarového švu a připojení zemnící svorky.
2. Upněte nyní zemnící svorku na připravené místo zpracovávaného kusu.
3. Nastavte parametry svářecího přístroje podle uživatelské tabulky pro svařování (kap. 3).
4. Nastavte potřebné množství plynu na armatuře plynové lahve.
5. Tip: (0,6 mm-drát → 6 l/h); (0,8 mm-drát → 8 l/h); (1,0 mm-drát → 10 l/h)
6. Pokud máte na sobě kompletní ochranné oblečení, můžete začít se svařováním.
Tip: Dříve než začnete s vlastní prací, proveďte zkušební svařování,
abyste otestovali optimální nastavení svařování a dosáhli tak
optimálního výsledku. Obr.14
dobrý špatný
Obr. 24
Parametry pro svařování jsou optimálně nastaveny v případě, že je
slyšet stejnoměrný šum a svarový šev má dobrý závar do materiálu,
totiž že je relativně plochý.
Tipy pro svařování
Porucha Příčina a náprava Příklad
Zpracovávaný kus je
křivý
Převýšení svaru
Malá vrstva kovu
Svary mají zoxidovaný
vzhled
Nedostatečné provaření
kořene
1. Špatná příprava švu
2. Narovnat okraje a fixovat (upevnit) ke svařování
1. Příliš malé napětí běhu naprázdno
2. Příliš nízká rychlost svařování
3. Chybný přilehlý úhel svářecího hořáku
4. Příliš silný drát
1. Příliš vysoká rychlost svařování
2. Příliš malé napětí pro rychlost svařování
1. Svařovat v prohlubni při dlouhém elektrickém oblouku
2. Nastavit napětí
3. Drát je pokřivený nebo příliš vyčnívá z vodítka drátu
4. Chybná rychlost podávání drátu
1. Nepravidelná nebo nedostatečná vzdálenost
2. Chybný přilehlý úhel svářecího hořáku
3. Opotřebená trubka vodítka drátu
4. Příliš nízká rychlost podávání drátu nebo rychlost svařování
Page 47

Závar
47
1. Příliš vysoká rychlost podávání drátu
2. Chybný přilehlý úhle svařovacího hořáku
3. Příliš velká vzdálenost
Svařovaná zóna by měla být zbavena rzi a laku. Hořák je zvolen podle druhu materiálu. Doporučujeme nejprve
vyzkoušet sílu proudu na zmetkovém kusu.
Poruchy - Příčiny - Odstranění
Porucha Příčina Odstranění
Svařovací proud
vynechává
Svařovací proud není
vůbec k dispozici.
Ochranný výkonový
spínač nebo RCD vypadl
Svařovací proud není k
dispozici.
Motor podávání drátu
nefunguje, kontrolní
světlo je zapnuté.
Motor podávání drátu
nepracuje, Kladky se
otáčejí.
Podávání drátu je
nepravidelné.
Elektrický oblouk hoří
nestále.
Svařovaný spoj je
porézní.
Svařovací drát se
zastavuje v blízkosti
proudové trysky
Tlak svařování je
nepravidelný
Příliš slabý průnik
Příliš silný průnik
1. – Ochrana proti nadměrné teplotě vypadla z
důvodu přetížení.
1. Vypadla síťová pojistka 1. Nechat zkontrolovat pojistku
1. Špatný kontakt mezi zemnící svorkou a
svařovaným dílem
2. Porušení v zemnícím kabelu nebo zemnícím
vedení
3. Porušení ve vedení hořáku
1. Pojistka je přepálená.
2. Ozubený věnec je porušený nebo
zablokovaný.
3. Motor je defektní.
1. Tlak na kladku není správně nastaven
2. Na proudové trysce hořáku je nečistota,
prach apod.
3. Plynová tryska je defektní.
4. Drát je zprohýbaný.
5. Duše vodítka drátu je znečištěná nebo
poškozená.
1. Nečistota na vodítku drátu. Plynová tryska je
opotřebovaná nebo defektní.
2. Plynová tryska je zanesená.
3. Vedení kladek na podávání drátu brání
překážka.
4. Vedení kladek na podávání drátu se
zdeformovalo.
5. Chybné napětí drátu
1. Chybné nastavení rychlosti drátu
2. Nečistoty na svařovaném místě.
3. Plynová tryska je opotřebená nebo defektní.
1. Žádný plyn
2. Držák trysky je ucpaný
3. Materiál je rezavý nebo vlhký
4. Hořák je moc daleko nebo ho držíte v
nesprávném úhlu ke svařovanému místu.
1. Proudová tryska je opotřebená
2. Svařovací drát je zprohýbaný
3. Rychlost podávání drátu je příliš nízká
1. Svařovací drát se zablokoval na cívce 1. Zkontrolujte a případně seřiďte tlak napětí kladky.
1. Příliš slabý svařovací proud
2. Příliš dlouhý elektrický oblouk
1. Příliš vysoký svařovací proud
2. Příliš pomalá rychlost podávání drátu
3. Nesprávná vzdálenost hořáku od
zpracovávaného kusu
1. Ochrana proti nadměrné teplotě provede
automaticky reset po vychladnutí transformátoru
(asi po 10 minutách, dávejte pozor na ED!)
2. Zapnout ochranný výkonový spínač
3. Zapnout RCD
1. Očistěte a obruste svařovanou oblast a povrch dílu
2. Zemnící kabel opravte nebo vyměňte.
3. Hořák opravte nebo vyměňte.
1. Vyměňte 2 A-pojistku.
2. Vyměňte ozubený věnec.
3. Vyměňte motor (kontaktujte zákaznický servis).
1. Nastavte správně tlak na kladky.
2. Vyčistěte kontaktní trubku přístroje. Použijte k
tomu vzduchový kompresor, při silném znečištění
kontaktní trubku vyměňte
3. Vyměňte plynovou trysku a zkontrolujte hrot.
4. Zkontrolujte tlak kladky a případně ho správně
nastavte,
5. vyčistěte stlačeným vzduchem a eventuálně
nechte vyměnit hadici.
1. Vodítko drátu přístroje vyčistěte vzduchovým
kompresorem.
2. Vyměňte plynovou trysku nebo kontaktní trubku.
3. Vyčistěte nebo vyměňte plynovou trysku.
4. Vyčistěte kladky na podávání drátu.
5. Vyměňte kladky na podávání drátu.
6. Nastavte správně napětí drátu.
1. Rychlost drátu nastavte podle doporučených
systémů.
2. Svařovaný povrch vyčistěte nebo vyleštěte.
3. Vyměňte plynovou trysku a zkontrolujte hrot
1. Otevřete plyn a nastavte přítok plynu.
2. Vyčistěte nebo vyměňte plynovou trysku.
3. Místo svařování náležitě upravte nebo zvyšte
přítok plynu.
4. Materiál vyčistěte nebo vyleštěte.
5. Vzdálenost mezi plynovou tryskou a
zpracovávaným kusem musí činit 8-10 mm a
hadici je třeba držet v úhlu 30°.
6. Zkontrolujte gumovou hadici, přípojku a montáž
sady hadic. – Plynovou trysku stlačte do správné
pozice.
1. Vyměňte proudovou trysku.
2. Zkontrolujte tlak napětí kladky.
3. Dbejte návodů na rychlost podávání drátu.
1. Zvyšte svařovací proud a podávání drátu.
2. Hadici držte blízko zpracovávaného kusu
1. Redukujte svařovací proud a podávání drátu.
2. Hořákem pohybujte klidně a stejnoměrně.
3. Vzdálenost trysky od zpracovávaného kusu musí
činit 8-10 mm.
Page 48

Inspekce a údržba
48
Údržba sady hadic
Pro zajištění bezvadné funkce hadic musí být prováděna pravidelná údržba.
Plynovou trysku je třeba pravidelně nastříkat ochranným sprejem na trysky a uvnitř zbavit nánosů
Pro tento případ je nutné provést následující úkony (viz obr. 26):
1. Sejmout trysku (1) stažením dopředu.
2. Zbavit trysku nánosů, které se vytvořily ze svářkové strusky.
3. Nastříkat ji ochranným sprejem na trysky
4. Jestliže je tryska zrezivělá, je nutné ji vyměnit.
Údržba proudové trysky
Pro tento případ je nutné provést následující úkony (viz obr. 26):
1. Sejmout trysku (1) stažením dopředu
2. Proudovou trysku odšroubovat (2)
3. Zkontrolovat, zda otvor, kterým drát prochází, není moc široký, případně ji před opětovným smontováním
vyměnit.
4. Stisknout tlačítko na hadici, tak aby drát vystoupil, potom proudovou trysku znovu namontovat.
Údržba držáku trysky Obr.16
Pro tento případ je nutné provést následující úkony (viz obr. 26):
1. Otvory pro vypouštění plynu moho u být někdy lehce ucpané, v tom případě je nutné plynovou trysku
demontovat stažením (1),
2. potom odšroubovat proudovou trysku (2),
3. odšroubovat rozdělovač plynu (3) a nahradit novým.
Bezpečnostní pokyny pro inspekci a údržbu
Jen pravidelně udržovaný a ošetřovaný přístroj se může stát spolehlivým pomocníkem. Nedostatečná péče a údržba
může být příčinou nepředvídatelných úrazů a zranění.
Plán inspekce a údržby
Časový interval Popis Další event.
detaily
Pravidelně
• Údržba sady hadic (vyfoukání a vyčistění duše vodítka drátu, kladky k podávání
drátu, plynové trysky a rozdělovače plynu)
Náhradní díly
Máte technické otázky? Reklamaci? Potřebujete náhradní díly nebo návod k obsluze?
Na naší domovské stránce www.guede.com Vám v oddílu Servis pomůžeme rychle a nebyrokraticky. Prosím pomožte nám pomoci Vám.
CZ
Aby bylo možné Váš přístroj v případě reklamace identifikovat, potřebujeme sériové číslo, objednací číslo a rok výroby. Všechny tyto údaje
najdete na typovém štítku. Abyste měli tyto údaje vždy po ruce, zapište si je prosím dole.
Sériové číslo: Objednací číslo: Rok výroby:
Tel.: +49 (0) 79 04 / 700-360 Fax: +49 (0) 79 04 / 700-51999 E-Mail: support@ts.guede.com
Page 49
EU-Prohlášení o shodě
49
EC Declaration of Conformity
Tímto prohlašujeme, Güde GmbH & Co. KG
We herewith declare, Birkichstraße 6, 74549 Wolpertshausen, Germany
že níže uvedené přístroje v provedeních, která uvádíme do oběhu, svou koncepcí i
konstrukcí odpovídají příslušným základním požadavkům směrnic EU na bezpečnost
a zdraví.
That the following Appliance complies with the appropriate basic safety and health requirements
of the EC Directive based on its design and type, as brought into circulation by us.
V případě, že budou na přístroji provedeny změny bez konzultace s námi, ztrácí toto
prohlášení svou platnost.
In a case of alternation of the machine, not agreed upon by us, this declaration will loose its
validity.
Označení přístrojů: - MIG 155 6W
Machine desciption:
Zboží č.: - 20072
Article-No.:
Příslušné směrnice EU: - 98/37 EC
Applicable EC Directives: - 2006/95/EC
- 2004/108/EC
Aplikované harmonizované
normy: - EN 60974-1
Applicable harmonized - EN 609784-10
Standard:
Certifikační místo: TÜV Rheinland Product Safety GmbH, Am Grauen Stein, D-51105 Köln
Datum/Podpis výrobce: 19.09.2008
Date/Authorized Signature:
Údaje o podepsaném: Hr. Arnold, Geschäftsführer
Title of Signatory:
Page 50

Skôr než uvediete prístroj do prevádzky, prečítajte si,
50
prosím, dôkladne tento návod na obsluhu.
A.V. 1
Dotlač aj v skrátenej verzii vyžaduje povolenie.
Technické zmeny vyhradené.
Prístroj
Zváracie prístroje pre manuálne zváranie v ochrannom plyne s automatickým podávaním drôtu umožňujú spájanie
kovových súčastí tavením spájaných hrán a prídavného materiálu. Tavenie je vyvolané elektrickým oblúkom, ktorý
vzniká medzi zváraným materiálom a kovovým drôtom, ktorý nepretržite vystupuje z konca horáka a slúži ako prídavný
materiál na spájanie súčastí. Vyšší zvárací prúd dovoľuje zváranie hrubšieho plechu. Za škody spôsobené zanedbaním
týchto inštrukcií neručíme.
Zvárací prístroj v ochrannom plyne MIG 155/6W
Kompaktný zvárací prístroj vyššej triedy pre domácich majstrov. Na základe 6 radiacich stupňov je vhodný aj na
problematické zváranie. S plynule nastaviteľným podávaním drôtu a bohatým príslušenstvom.
Vybavenie:
Zvárací štít a redukčný ventil s jedným ukazovateľom tlaku. Vrátane 2 valivých koliesok vzadu, ochrany proti tepelnému
preťaženiu a súpravy hadíc v dĺžke 2 m.
Rozsah dodávky
MIG 155/6W Obr. 1
1. Zvárací prístroj s ochranným plynom MIG 155/6W
2. Uzemňovací kábel
3. Súprava hadíc
4. Redukčný ventil
5. Sieťový kábel
6. Zvárací štít
Poskytnutie záruky
Nároky na záručné plnenie podľa priloženého záručného listu.
Všeobecné bezpečnostné pokyny
Pred prvým použitím prístroja je nutné prečítať celý návod na obsluhu. V prípade pochybností v súvislosti s pripojením
a obsluhou prístroja sa obráťte na výrobcu (servisné oddelenie).
PRE ZACHOVANIE VYSOKÉHO STUPŇA BEZPEČNOSTI VENUJTE POZORNOSŤ NASLEDUJÚCIM POKYNOM:
POZOR!
Zapínací čas
Výkony prístroja vyjadrujú údaje „Einschaltdauer/Zapínací čas“ (ED %) na typovom štítku prístroja, tzn. pomer medzi
časom zvárania a časom ochladzovania. Tento faktor sa mení pri tom istom prístroji podľa záťažových podmienok, tzn.
podľa vydaného zváracieho prúdu. Udáva, ako dlho môže prístroj za uvedeného zváracieho prúdu pri zaťažení
pracovať a vzťahuje sa vždy na časový interval 10 minút. Napríklad pri zváracom prúde pre ED 60 % funguje prístroj
nepretržite 6 minút, po tomto čase nasleduje prázdna fáza, aby mohli byť ochladené vnútorné časti, a potom sa znovu
zapne ochrana proti tepelnému preťaženiu.
Používanie zváracích prístrojov a vykonávanie zváracích prác môže predstavovať nebezpečenstvo ako pre osobu,
ktorá s prístrojom zaobchádza, tak aj pre iných. Preto má osoba obsluhujúca zvárací prístroj bezpodmienečnú
povinnosť bezpečnostné predpisy, ktoré sú tu uvedené, nielen prečítať, ale tiež ich pozna ť a dodržiavať. Je potrebné
mať vždy na pamäti, že obozretná, dobre poučená obsluha, ktorá prísne dodržuje svoje povinnosti, je tým najlepším
zabezpečením proti úrazom. Pred pripojením, prípravou, použitím alebo prevádzkou prístroja by ste si mali prečítať
predpisy uvedené v nasledujúcom texte a riadiť sa nimi.
INŠTALÁCIA PRÍSTROJA
• Inštalácia a údržba prístroja musí prebiehať v súlade s miestnymi bezpečnostnými predpismi.
• Dbajte na stav opotrebovania káblov prepájacích prvkov a zástrčiek. Ak sú poškodené, je nutné ich vymeniť.
Vykonávajte pravidelnú údržbu zariadenia. Používajte len káble, ktoré majú dostatočný priere z.
• Pripojte uzemňovací kábel čo možno najbližšie k pracovisku.
• Zásadne prístroj nepoužívajte vo vlhkom prostredí. Zaistite, aby bolo pracovisko v okruhu zvárania suché a aby
boli suché tiež predmety, ktoré sa tu nachádzajú, vrátane samotného zváracieho prístroja.
Page 51

OSOBNÁ OCHRANA A OCHRANA TRETÍCH OSÔB
51
Pri zváracom procese vzniká žiarenie a teplo, a preto je nutné zaistiť používanie vhodných ochra nných prostriedkov a
urobiť opatrenia na vlastnú ochranu aj na ochranu tretích osôb.
Nikdy nevystavujte seba ani iné osoby účinkom elektrického oblúka alebo rozžeraveného kovu bez potrebnej
ochrany.
Dbajte na odsávanie zváracieho dymu, príp. na dobré vyvetranie zváracieho pracoviska.
PREVENTÍVNE OPATRENIA PROTI POŽIARU A EXPLÓZII
Žeravé časti trosky a iskry môžu spôsobiť požiar. Požiar a explózia predstavujú ďalšie nebezpečenstvo. Tým je možné
predísť dodržovaním týchto predpisov:
• Nepoužívajte prístroj v bezprostrednej blízkosti ľahko horľavých materiálov ako drevo, piliny, „laky“, rozpúšťadlá,
benzín, petrolej, zemný plyn, acetylén, propán. Podobné zápalné materiál y musia byť z pracoviska a jeho okolia
odstránené, príp. chránené pred iskrami.
• Ako opatrenie na likvidáciu požiaru je nutné mať blízko pripravený vhodný hasiaci prostriedok.
• Nevykonávajte zváracie alebo rezacie práce na uzatvorených nádobác h alebo rúrkach.
• Nevykonávajte zváracie alebo rezacie práce na nádobách alebo rúrkach, ani keď sú otvorené, pokiaľ obsahujú
alebo obsahovali materiály, ktoré by mohli vplyvom tepla alebo vlhka explodovať alebo vyvolať iné nebezpečné
reakcie.
INŠTALÁCIA ZVÁRACIEHO PRÍSTROJA
Pri inštalácii prístroja je nutné dodržiavať tieto predpisy:
• Obsluhujúca osoba musí mať voľný prístup k ovládacím prvkom a prípojkám prístroja.
• Prístroj nie je vhodné inštalovať v tesných miestnostiach: Veľmi dôležité je dostatočné vetranie zváracieho
prístroja. Pri inštalácii sa vyhýbajte silne zaprášeným alebo špinavým priestorom, kde by mohlo zariadenie nasať
prach alebo iné predmety.
• Prístroj (vrátane káblov) nesmie byť prekážkou v priechode, ani nesmie iným osobám brániť v práci.
• So zváracím prístrojom je potrebné pracovať len na rovnom podklade a na jeho prevádzku používať vhodným
spôsobom zaistenú plynovú fľašu.
Postup v núdzovom prípade
Vykonajte opatrenia prvej pomoci zodpovedajúce druhu zranenia a privolajte čo možno najrýchlejšie kvalifikovanú
lekársku pomoc. Chráňte zranenú osobu pred ďalšou ujmou na zdraví a upokojte ju.
Označenia na prístroji
Vysvetlenie symbolov
V tomto návode a/alebo na prístroji sú použité nasledujúce symboly:
Bezpečnosť výrobku:
Výrobok je v súlade s
príslušnými normami
Európskeho
spoločenstva
Zákazy:
Zákaz, všeobecný
(v spojení s iným
piktogramom)
Oheň, otvorený
svetelný zdroj a
dymenie zakázané
Zákaz ťahania za kábel
Prístroj nepoužívať za
mokra
Výstraha:
Výstraha/Pozor
Varovanie pred
nebezpečným
elektrickým napätím
Výstraha –
nebezpečenstvo
zakopnutia
Varovanie pred zdraviu
škodlivými plynmi
Varovanie pred
horúcim povrchom
Príkazy:
Používajte ochrannú
obuv
Používajte ochranné
rukavice
Používajte ochranný
odev
Používajte štít na
ochranu tváre
Pred otvorením
vytiahnite sieťovú
zástrčku
Pred použitím si
prečítajte návod na
obsluhu
Page 52

Ochrana životného prostredia:
52
Odpadky neodhadzujte
voľne, po roztriedení
ich odborne zlikvidujte.
Obalový materiál z
lepenky je možné
odovzdať na recykláciu
na miestach na to
určených.
Obaly:
Elektrické alebo
elektronické prístroje,
ktoré sú poškodené
alebo určené na
likvidáciu musia byť
odovzdané na
recykláciu na miesta na
to určené.
Chráňte pred vlhkom
Orientácia na obale
hore
Pozor krehké
Technické údaje:
Pripojenie k sieti Hmotnosť 230 V 400 V
Špecifický pre produkt:
Zvárací transformátor Zabezpečenie siete Tepelná ochrana
Použitie v súlade s určením
Zvárací prístroj pre zváranie v ochrannom plyne určený na tepelné spájanie železa – kovov roztavením hrán a
prívodom prídavného materiálu.
V prípade, že nebudú dodržované ako ustanovenia vychádzajúce zo všeo becne platných predpisov, tak ustanovenia
obsiahnuté v tomto návode, nemôže výrobca prevziať zodpovednosť za škody.
Zvyškové nebezpečenstvá a ochranné opatrenia
Mechanické zvyškové nebezpečenstvá
Ohrozenie Popis Ochranné opatrenia Zvyškové nebezpečenstvá
Prepichnutie, vpich Ruky môžu byť prepichnuté
drôtom.
Používanie ochranných rukavíc,
príp. držať ruky v bezpečnej
vzdialenosti od výstupu drôtu
Vystreknutie tekutín Striekajúce kvapky pri zváraní
môžu spôsobiť popálenie.
Nosenie ochranného odevu a
zváracej masky.
Elektrické zvyškové nebezpečenstvá
Ohrozenie Popis Ochranné opatrenia Zvyškové nebezpečenstvá
Priamy elektrický kontakt Priamy elektrický kontakt
vlhkými rukami môže spôsobiť
úraz elektrickým prúdom.
Vyvarujte sa kontaktu vlhkými
rukami a dbajte na
zodpovedajúce uzemnenie.
Tepelné zvyškové nebezpečenstvá
Ohrozenie Popis Popis Zvyškové nebezpečenstvá
Popáleniny, omrzliny Kontakt s hadicovou tryskou a
so spracovávaným kusom
môže viesť k popáleniu.
Hadicovú trysku a
spracovávaný kus nechajte po
skončení prevádzky najskôr
vychladnúť. Noste ochranné
rukavice.
Ohrozenie žiarením
Ohrozenie Popis Ochranné opatrenia Zvyškové nebezpečenstvá
Infračervené, viditeľné a
ultrafialové svetlo
Elektrický oblúk spôsobuje
infračervené a ultrafialové
žiarenie.
Používajte vhodný ochranný
zvárací štít, ochranný odev a
ochranné rukavice.
Page 53

Ohrozenie spracovávaným materiálom a inými látkami
53
Ohrozenie Popis Ochranné opatrenia Zvyškové nebezpečenstvá
Kontakt, vdýchnutie Dlhšie vdychovanie zváracích
plynov môže byť zdraviu
škodlivé.
Oheň alebo explózia Žeravá troska a iskry môžu byť
príčinou požiaru.
Používajte pri práci odsávacie
zariadenie alebo pracujte v
priestoroch s dobrým vetraním.
Vyhnite sa priamemu
vdychovaniu plynov.
Nikdy s prístrojom nepracujte v
prostredí, kde môže ľahko
vzniknúť požiar.
Iné nebezpečenstvá
Ohrozenie Popis Ochranné opatrenia Zvyškové nebezpečenstvá
Pošmyknutie, zakopnutie alebo
pád osôb
Káble a hadice môžu byť
príčinou zakopnutia a pádov.
Dodržujte poriadok na
pracovisku.
Likvidácia
Pokyny na likvidáciu odpadu vyplývajú z piktogramov, ktoré sú umiestnené na prístroji, príp. na ob ale. Vysvetlenie
významu jednotlivých značiek nájdete v kapitole „Označenia na prístroji“.
Požiadavky na obsluhu
Obsluhujúca osoba si musí pred použitím prístroja pozorne prečítať návod na obsluhu.
Kvalifikácia
Okrem podrobnej inštruktáže poskytnutej odborníkom nie je na použitie prístroja žiadna špeciálna kvalifikácia nutná.
Minimálny vek
S prístrojom môžu pracovať len osoby, ktoré dosiahli 18 rokov.
Výnimkou pri používaní prístroja mladistvou osobou je prípad, kedy ide o použitie v rámci odborného
výcviku na dosiahnutie zručnosti pod dohľadom školiteľa.
Školenie
Používanie prístroja vyžaduje iba príslušné poučenie. Špeciálne školenie nie je nutné.
Technické údaje
MIG 155/6W – #20072
Napätie
Frekvencia
Max. výkon siete
Poistka
Napätie behu
naprázdno
Regulačný rozsah
Zapínací čas
Max. hrúbka drôtu
Izolačná trieda
Typ ochrany
Radiace stupne
Hmotnosť cca
Tovar – č. 20072
230 V
50 Hz
5,7 kVA
16 A
48 V
25 – 130 A
130 A ~ 10 % 75 A ~30 %
0,6 – 1,0 mm
H
IP 21 S
6
25 kg
Doprava a skladovanie
Pozor: Prístroj môže byť v používaný a skladovaný len v rovnej pracovnej polohe (na rovnom podklade).
Rešpektujte, prosím, symboly na obale! Zaistite, aby bola plynová fľaša dobre upevnená a
uzatvorená.
Page 54

Montáž a prvé uvedenie do prevádzky
54
Montážna zostava 1 – montáž koliesok a nôžok: Obr. 2, Obr. 3, Obr. 4, Obr. 5
Montážna zostava 2 – montáž držadla na prístroji: Obr. 6
Montážna zostava 3 – inštalácia plynovej fľaše: Obr. 7, Obr. 8
Montážna zostava 4 – montáž zváracieho štítu: Obr. 9, Obr. 10
Bezpečnostné pokyny pre prvé uvedenie do prevádzky Obr. 11
1. Zváračská helma
2. Zváračská zástera
3. Zváračské rukavice
• Dbajte na dostatočn é istenie elektrického pripojenia.
• Používajte predpísané ochranné oblečenie (obr. 11).
• Postarajte sa o to, aby sa v pracovnom okruhu, príp. v nebezpečnej oblasti nezdržovali žiadne ďalšie osoby.
• Dozrite na to, aby sa v pracovnom okruhu n enachádzali horľavé materiály.
• Zasuňte zástrčku do príslušnej zásuvky, zásuvka musí byť zaistená tavnou poistkou alebo výkonovým
ochranným spínačom.
• Sieťový kábel a eventuálne predlžovacie káble musia mať prinajmenšom rovnaký prierez.
• POZOR! Elektrická bezpečnosť je zaručená iba vted y, ak je prístroj správne pripojený k efektívnemu
uzemňovaciemu zariadeniu v súlade s platnými predpismi pre elektrické zariadenia.
• Skontrolujte, či použiteľné sieťové napätie a frekvencia zodpovedajú údajom na typovom štítku prístroja.
Postup
Pri montáži jednotlivých súčastí postupujte v znázornenom poradí.
Dodržujte správne usporiadanie montážnych súčastí podľa obrázkov. Prístroj ešte nie je funkčný. Otvorte tok plynu
tlakom 5 – 7 l/min. Výstup plynu chráňte pred nárazmi vetra. Okrem toho je nutné rešpektovať ešte tieto informácie:
Prvé stupne spínača 1 – 2 slúžia na zváranie tenkostenných plechov, zatiaľ čo ďalšie stupne slúžia pre hrubšie steny.
Pri každej zmene stupňa spínača je nutné nastaviť tiež rýchlosť podávania drôtu. Ak sa pri zváraní tvorí na konci drôtu
kvapka, musí byť rýchlosť podávania drôtu zvýšená, ak naopak cítite tlak drôtu proti hadici, musíte rýchlosť znížiť.
Pretože sú práve zvárané diely veľmi horúce, používajte vždy kliešte v prípade, že s nimi chcete poh núť a odstrá niť
nánosy na konci horáka. Hneď ako sa elektrický oblúk zažal, držte hadicu v uhle cca 30° vzhľadom na kolmicu.
Navlečenie zváracieho drôtu Obr.12
1. Otvorte horné veko zváracieho prístroja a zaistite veko poistným kolíkom.
2. Vložte cievku so zváracím drôtom tak, aby mohol byť drôt rovno navlečený do podávania.
Upozornenie: Dávajte pozor, aby sa drôt z cievky neodvíjal a aby bol jeho koniec priamy a bez nerovností.
Odpor cievky môže byť nastavený na upínacej matici v centre.
3) Otvorte otočný gombík (obr. 13 – A)
4) Nadvihnite strmeňový prvok (obr. 13 – F).
5) Skontrolujte, či drážky na kla dke pre podávanie drôtu zodpovedajú priemeru drôtu, v prípade nutnosti otočte
otočnou rukoväťou (obr. 13 – B) proti smeru hodinových ručičiek, vyberte kladku a vložte ju do správnej drážky.
Teraz usaďte strmeňový prvok (obr.13 – F) a otočný gombík (obr. 13 – A) doťahujte, kým sa drôt nebude
rovnomerne navíjať. Ak drôt z kladky skĺzne, gombík ešte dotiahnite. Pozor: Nedoťahujte príliš silno, inak by
mohol nadmerný tlak na kladku spôsobiť škody na motore pre podávanie drôtu.
6) Teraz zvárací prístroj zapnite.
7) Potom, čo ste zaistili vykonanie všetkých bezpečnostných opatrení, nastavte prepínač (obr. 21/1) na stupeň1 a
reguláciu podávania drôtu (obr. 21/2) na stupeň 1.
8) Odnímte plynovú a prúdovú trysku a tlačením tlakového spínača na hadicu z nej nechajte drôt vystúpiť (pri
napnutej hadici obr. 18). Potom prúdovú a plynovú trysku opäť nasaďte.
9) Nastavte potrebné množstvo plynu na armatúre plynovej fľaše.
Tip: (0,6 mm – drôt → 6 l/h); (0,8 mm – drôt → 8 l/h); (1,0 mm – drôt → 10 l/h)
10) Teraz je prístroj pripravený na zváranie.
Všeobecné informácie o zváraní v ochrannom plyne
Hlavná oblasť použitia v dielňach, univerzálna použiteľnosť, vhodný ako pre tenšie plechy, tak pre hrubšie mat eriály.
Platí pravidlo, že čím viac má prístroj zváracích stupňov, tým lepšie je jeho využitie pri práci s plechmi.
Nutné príslušenstvo: miešaný plyn CO 2/Argón, zvárací drôt, zvárací štít, redukčný ventil. Hodí sa tiež pre hliník a VA
ušľachtilú oceľ pri použití vhodného plynu a drôtu. (Čistý argón/VA-drôt/hliníkový drôt), potenciometer
.
Page 55

Obsluha
55
MIG 155/6W Obr. 13
1. Nastavenie stupňov zvárania
2. Nastavenie rýchlosti podávania drôtu
3. Pripojenie hadice
4. Pripojenie uzemňovacej svorky
5. Zástrčka pripojenia k sieti
6. Kontrolné svetlo „tepelná ochrana“
7. Kontrolné svetlo „prevádzka“
Bezpečnostné pokyny pre obsluhu
• Používajte prístroj až potom, čo ste si pozorne prečítali návod na obsluhu.
• Rešpektujte všetky bezpečnostné upozornenia uvedené v návode.
• Správajte sa zodpovedne voči iným osobám.
• Pozor!!! Nikdy nepoužívajte skorodovaný zvárací drôt.
Návod krok za krokom
Zváraná zóna musí byť zbavená hrdze a laku. Zásadne používajte ochranný zvárací štít, ochranné zváračské rukavice
a vhodný ochranný odev. Uhol polohy hadice vzhľadom na opracovávaný kus by mal byť cca 30 stupňov.
1. Vybrúste doleskla veľkú plochu na spracovávanom kuse v oblasti zvarového šva a pripojenia uzemňovacej svorky.
2. Upnite teraz uzemňovaciu svorku na pripravené miesto spracovávaného kusa.
3. Nastavte parametre zváracieho prístroja podľa užívateľskej tabuľky pre zváranie (kap. 3).
4. Nastavte potrebné množstvo plynu na armatúre plynovej fľaše.
5. Tip: (0,6 mm – drôt → 6 l/h); (0,8 mm – drôt → 8 l/h); (1,0 mm – drôt → 10 l/h)
6. Ak máte na sebe kompletné ochranné oblečenie, môžete začať so zváraním.
Tip: Skôr než začnete s vlastnou prácou, vykonajte skúšobné
zváranie, aby ste otestovali optimálne nastavenie zvárania a dosiahli
tak optimálny výsledok. Obr. 14
Parametre pre zváranie sú optimálne nastavené v prípade, že je počuť
dobrý zlý
Obr. 15
rovnomerný šum a zvarový šev má dobrý závar do materiálu, teda že
je relatívne plochý.
Tipy pre zváranie
Porucha Príčina a náprava Príklad
Spracovávaný kus je
krivý
Prevýšenie zvaru
Malá vrstva kovu
Zvary majú zoxidovaný
vzhľad
Nedostatočné
prevarenie koreňa
Závar
Zváraná zóna by mala byť zbavená hrdze a laku. Horák je zvolený podľa druhu materiálu. Odporúčame najpr v
vyskúšať silu prúdu na skazenom kuse.
1. Zlá príprava šva
2. Narovnať okraje a fixovať (upevniť) na zváranie
1. Príliš malé napätie behu naprázdno
2. Príliš nízka rýchlosť zvárania
3. Chybný priľahlý uhol zváracieho horáka
4. Príliš hrubý drôt
1. Príliš vysoká rýchlosť zvárania
2. Príliš malé napätie pre rýchlosť zvárania
1. Zvárať v priehlbine pri dlhom elektrickom oblúku
2. Nastaviť napätie
3. Drôt je pokrivený alebo príliš vyčnieva z vodidla drôtu
4. Chybná rýchlosť podávania drôtu
1. Nepravidelná alebo nedostatočná vzdialenosť
2. Chybný priľahlý uhol zváracieho horáka
3. Opotrebovaná rúrka vodidla drôtu
4. Príliš nízka rýchlosť podávania drôtu alebo rýchlosť zvárania
1. Príliš vysoká rýchlosť podávania drôtu
2. Chybný priľahlý uhol zváracieho horáka
3. Príliš veľká vzdialenosť
Page 56

Poruchy – Príčiny – Odstránenie
56
Porucha Príčina Odstránenie
Zvárací prúd vynecháva
Zvárací prúd nie je
vôbec k dispozícii.
Ochranný výkonový
spínač alebo RCD
vypadol
Zvárací prúd nie je k
dispozícii.
Motor podávania drôtu
nefunguje, kontrolné
svetlo je zapnuté.
Motor podávania drôtu
nepracuje, kladky sa
otáčajú.
Podávanie drôtu je
nepravidelné.
Elektrický oblúk horí
nestálo.
Zváraný spoj je porézny.
Zvárací drôt sa
zastavuje v blízkosti
prúdovej trysky
Tlak zvárania je
nepravidelný
Príliš slabý prienik
Príliš silný prienik
1. – Ochrana proti nadmernej teplote vypadla z
dôvodu preťaženia.
1. Vypadla sieťová poistka 1. Nechať skontrolovať poistku
1. Zlý kontakt medzi uzemňovacou svorkou a
zváraným dielom
2. Porušenie v uzemňovacom kábli alebo
uzemňovacom vedení
3. Porušenie vo vedení horáka
1. Poistka je prepálená.
2. Ozubený veniec je porušený alebo
zablokovaný.
3. Motor je defektný.
1. Tlak na kladku nie je správne nastavený
2. Na prúdovej tryske horáka je nečistota,
prach a pod.
3. Plynová tryska je defektná.
4. Drôt je poprehýbaný.
5. Duša vodidla drôtu je znečistená alebo
poškodená.
1. Nečistota na vodidle drôtu. Plynová tryska je
opotrebovaná alebo defektná.
2. Plynová tryska je zanesená.
3. Vedeniu kladiek na podávanie drôtu bráni
prekážka.
4. Vedenie kladiek na podávanie drôtu sa
zdeformovalo.
5. Chybné napätie drôtu
1. Chybné nastavenie rýchlosti drôtu
2. Nečistoty na zváranom mieste.
3. Plynová tryska je opotrebovaná alebo
defektná.
1. Žiadny plyn
2. Držiak trysky je upchaný
3. Materiál je hrdzavý alebo vlhký
4. Horák je veľmi ďaleko alebo ho držíte v
nesprávnom uhle ku zváranému miestu.
1. Prúdová tryska je opotrebovaná
2. Zvárací drôt je poprehýbaný
3. Rýchlosť podávania drôtu je príliš nízka
1. Zvárací drôt sa zablokoval na cievke 1. Skontrolujte a prípadne nastavte tlak napätia
1. Príliš slabý zvárací prúd
2. Príliš dlhý elektrický oblúk
1. Príliš vysoký zvárací prúd
2. Príliš pomalá rýchlosť podávania drôtu
3. Nesprávna vzdialenosť horáka od
spracovávaného kusu
1. Ochrana proti nadmernej teplote vykoná
automaticky reset po vychladnutí transformátora
(asi po 10 minútach, dávajte pozor na ED!)
2. Zapnúť ochranný výkonový spínač
3. Zapnúť RCD
1. Očistite a obrúste zváranú oblasť a povrch dielu
2. Uzemňovací kábel opravte alebo vymeňte.
3. Horák opravte alebo vymeňte.
1. Vymeňte 2 A – poistku.
2. Vymeňte ozubený veniec.
3. Vymeňte motor (kontaktujte zákaznícky servis).
1. Nastavte správne tlak na kladky.
2. Vyčistite kontaktnú rúrku prístroja. Použite na to
vzduchový kompresor, pri silnom znečistení
kontaktnú rúrku vymeňte
3. Vymeňte plynovú trysku a skontrolujte hrot.
4. Skontrolujte tlak kladky a prípadne ho správne
nastavte,
5. vyčistite stlačeným vzduchom a eventuálne
nechajte vymeniť hadicu.
1. Vodidlo drôtu prístroja vyčistite vzduchovým
kompresorom.
2. Vymeňte plynovú trysku alebo kontaktnú rúrku.
3. Vyčistite alebo vymeňte plynovú trysku.
4. Vyčistite kladky na podávanie drôtu.
5. Vymeňte kladky na podávanie drôtu.
6. Nastavte správne napätie drôtu.
1. Rýchlosť drôtu nastavte podľa odporúčaných
systémov.
2. Zváraný povrch vyčistite alebo vyleštite.
3. Vymeňte plynovú trysku a skontrolujte hrot
1. Otvorte plyn a nastavte prietok plynu.
2. Vyčistite alebo vymeňte plynovú trysku.
3. Miesto zvárania náležite upravte alebo zvýšte
prítok plynu.
4. Materiál vyčistite alebo vyleštite.
5. Vzdialenosť medzi plynovou tryskou a
spracovávaným kusom musí byť 8 – 10 mm a
hadicu je potrebné držať v uhle 30°.
6. Skontrolujte gumovú hadicu, prípojku a montáž
súpravy hadíc. – Plynovú trysku stlačte do
správnej pozície.
1. Vymeňte prúdovú trysku.
2. Skontrolujte tlak napätia kladky.
3. Dbajte na návody na rýchlosť podávania drôtu.
kladky.
1. Zvýšte zvárací prúd a podávanie drôtu.
2. Hadicu držte blízko k spracovávanému kusu
1. Redukujte zvárací prúd a podávanie drôtu.
2. Horákom pohybujte pokojne a rovnomerne.
3. Vzdialenosť trysky od spracovávaného kusa musí
byť 8 – 10 mm.
Inšpekcia a údržba
Údržba súpravy hadíc
Pre zaistenie bezchybnej funkcie hadíc musí byť vykonávaná pravidelná údržba.
Plynovú trysku je potrebné pravidelne nastriekať ochranným sprejom na trysky a vnútri zbaviť nánosov
Pre tento prípad je nutné vykonať nasledujúce úkony (pozrite obr. 26):
Page 57

1. Zložiť trysku (1) stiahnutím dopredu.
57
2. Zbaviť trysku nánosov, ktoré sa vytvorili zo zváracej trosky.
3. Nastriekať ju ochranným sprejom na trysky
4. Ak je tryska zhrdzavená, je nutné ju vymeniť.
Údržba prúdovej trysky
Pre tento prípad je nutné vykonať nasledujúce úkony (pozrite obr. 26):
1. Zložiť trysku (1) stiahnutím dopredu
2. Prúdovú trysku odskrutkovať (2)
3. Skontrolovať, či otvor, ktorým drôt prechádza, nie je veľmi široký, prípadne ho pred opätovným zmontovaním
vymeniť.
4. Stlačiť tlačidlo na hadici, tak aby drôt vystúpil, potom prúdovú trysku znovu namontovať.
Údržba držiaka trysky Obr. 16
Pre tento prípad je nutné vykonať nasledujúce úkony (pozrite obr. 26):
1. Otvory pre vypúšťanie plynu môžu byť niekedy ľahko upchané, v tom prípade je nutné plynovú trysku
demontovať stiahnutím (1),
2. potom odskrutkovať prúdovú trysku (2),
3. odskrutkovať rozdeľovač plynu (3) a nahradiť ho novým.
Bezpečnostné pokyny pre inšpekciu a údržbu
Len pravidelne udržovaný a ošetrovaný prístroj sa môže stať spoľahlivým pomocníkom. Nedostatočná
starostlivosť a údržba môže byť príčinou nepredvídateľných úrazov a zranení.
Plán inšpekcie a údržby
Časový interval Popis Ďalšie
event.
detaily
Pravidelne
• Údržba súpravy hadíc (vyfúkanie a vyčistenie duše vodidla drôtu, kladky na
podávanie drôtu, plynovej trysky a rozdeľovača plynu)
Náhradné diely
Máte technické otázky? Reklamáciu? Potrebujete náhradné diely alebo návod na obsluhu?
Na našej domovskej stránke www.guede.com vám v oddiele Servis pomôžeme rýchlo a nebyrokraticky. Dovoľte, aby sme vám pomohli. Aby
SK
bolo možné váš prístroj v prípade reklamácie identifikovať, potrebujeme sériové číslo, objednávacie číslo a rok výroby. Všetky tieto údaje
nájdete na typovom štítku. Aby ste mali tieto údaje vždy poruke, zapíšte si ich, prosím, dole.
Sériové číslo: Objednávacie číslo: Rok výroby:
Tel.: +49 (0) 79 04 / 700-360 Fax: +49 (0) 79 04 / 700-51999 E-mail: support@ts.guede.com
Page 58

EÚ – Vyhlásenie o zhode
58
EC Declaration of Conformity
Týmto vyhlasujeme, Güde GmbH & Co. KG
We herewith declare, Birkichstraße 6, 74549 Wolpertshausen, Germany
že nižšie uvedené prístroje vo vyhotoveniach, ktoré uvádzame do obehu, svojou
koncepciou aj konštrukciou zodpovedajú príslušným základným požiadavkám
smerníc EÚ na bezpečnosť a zdravie.
That the following Appliance complies with the appropriate basic safety and health requirements
of the EC Directive based on its design and type, as brought into circulation by us.
V prípade, že budú na prístroji vykonané zmeny bez konzultácie s nami, stráca toto
vyhlásenie svoju platnosť.
In a case of alternation of the machine, not agreed upon by us, this declaration will loose its
validity.
Označenie prístrojov: - MIG 155 6 W
Machine desciption:
Tovar č.: - 20072
Article-No.:
Príslušné smernice EÚ: - 98/37 EC
Applicable EC Directives: - 2006/95/EC
- 2004/108/EC
Aplikované harmonizované
normy: - EN 60974-1
Applicable harmonized - EN 609784-10
Standard:
Certifikačné miesto: TÜV Rheinland Product Safety GmbH, Am Grauen Stein, D-51105
Köln
Dátum/Podpis výrobcu: 19.09.08
Date/Authorized Signature:
Údaje o podpísanom: Hr. Arnold, Geschäftsführer
Title of Signatory:
Page 59

Vóór ingebruikneming van het apparaat deze
59
gebruiksaanwijzing aandachtig doorlezen.
A.V. 1
Voor nadruk en uittreksels is toestemming vereist.
Technische wijzigingen voorbehouden.
Apparaat
Lasapparaten voor handmatig lassen onder beschermgas, met automatische draadtoevoer, maken het verbin den van
metaaldelen mogelijk door een smeltproces van de te verbinden kanten en het lasmateriaal. Het smelten wordt door
een vlamboog opgeroepen die tussen het te lassen materiaal en de continue uit het eind e van de brander uittredende
metaaldraad, dat als lasmateriaal dient, ontstaat. Een hogere lasstroom maakt het lassen van dikker plaatmateriaal
mogelijk. Voor schaden die door het niet opvolgen van deze aanwijzingen o ntstaan wordt geen verantwoordelijkheid
genomen.
Beschermgaslasapparaat MIG 155/6W
Compact lasapparaat voor doe-het-zelvers. Door de 6 schakeltrappen is deze ook voor moeilijk ere laswerkzaamheden
geschikt. Met traploos instelbare draadtoevoer en een groot aantal accessoires.
Uitrusting:
Met laskap en enkelvoudige drukregelaar. Inclusief 2 rolwielen achter, oververhittingsb eveiliging en slangenpakket van
2 m.
Levering
MIG 155/6W Afb. 1
1. Beschermgaslasapparaat MIG 155/6W
2. Massakabel
3. Slangenpakket
4. Drukregelaar
5. Kabel voor netaansluiting
6. Laskap
Garantie
Garantieclaims volgens bijgaande garantiekaart.
Algemene veiligheidsinstructies
De gebruiksaanwijzing dient, vóór de eerste ingebruikneming van het apparaat, geheel doorgelezen te worden. Indien
over de aansluiting en bediening van het apparaat twijfels bestaan, dient u zich tot de producent (serviceafdel ing) te
wenden.
OM EEN HOGE GRAAD VAN VEILIGHEID TE GARANDEREN DIENT U DE VOLGENDE INSTRUCTIES IN ACHT
TE NEMEN:
LET OP!
Inschakelduur
De prestaties van het apparaat worden volgens de gegevens op het typeplaatje van het apparaat als „Inschakelduur“
(Einschaltdauer = ED%), d.w.z. de verhouding tussen lasduur en afkoeltijd, uitgedrukt. Deze factor varieert bij hetzelfde
apparaat afhankelijk van lasvoorwaarden, d.w.z. afhankelijk va n de gegeven lasstroom. Deze geeft aan hoe lang het
apparaat bij de gegeven lasstroom onder belasting kan werken en wordt telkenmale per 10 mi nuten aangegeven. Bij
een lasstroom met een inschakelduur van 60% functioneert het apparaat bijvoorbeeld continue 6 minuten, daarna volgt
een stilstandfase zodat de interne onderdelen kunnen afkoelen waarna de oververhittingsbeveiliging weer
ingeschakeld wordt.
Het gebruik van lasapparaten en het uitvoeren van laswerkzaamheden brengen gevaren voor de lasser als ook voor
omstaande personen mee. De lasser heeft derhalve de absolute plicht, de hier genoemde veiligh eidsvoorschriften te
lezen, te kennen en op te volgen. Altijd moet men er aan denken dat een omzichtige, goed geschoolde lasser, die zijn
plichten juist opvolgt, de beste zekerheid tegen ongevallen is. Voordat het lasapparaat wordt aangesloten, gereed
gemaakt, gebruikt of getransporteerd, moeten de navolgend aangegeven voorschriften gelezen en opgevolgd worden.
INSTALLATIE VAN HET APPARAAT
• Installatie en onderhoud van het lasapparaat moeten in overeenstemming met de plaatselijke
veiligheidsvoorschriften uitgevoerd worden.
Page 60

• Let op de status van slijtage van de kabels, van de verbindingskoppelingen en -stekkers. Indien deze beschadigd
60
zijn, moeten ze vervangen worden. Voer regelmatig onderhoud van de installatie uit. Gebruik alleen kabels van
voldoende afmetingen.
• Sluit de massakabel zo dicht mogelijk bij de werkplaats aan.
• In een vochtige omgeving moet het gebruik van het lasapparaat beslist vermeden worden. Stel vast dat de
omgeving rond de lasplaats droog is en dat ook de aanwezige voorwerpen, zoals het lasapparaat e.a., droog
staan.
PERSOONLIJKE BESCHERMING EN BESCHERMING VAN DERDEN
Omdat bij het lassen straling en warmte ontstaan, moet vastgesteld worden dat de juiste middelen en
veiligheidsmaatregelen getroffen zijn voor de lasser zelf als ook voor derden in de omgeving.
Stel u zelf en andere personen nooit zonder bescherming aan de werking van de vlamboog of het gloeiende
metaal bloot.
Let er op dat de lasrook wordt afgezogen, resp. de lasplaats goed geventileerd is.
PREVENTIEVE MAATREGELEN TEGEN BRAND EN EXPLOSIEGEVAAR
Gloeiende slakken en vonken kunnen brand veroorzaken. Brand en explosie brengen noch andere gevaren mee. Door
opvolging van de volgende voorschriften kunt u gevaren voorkomen:
• In de directe omgeving zich bevindende, licht brandbare materialen, zoals hout, zaagsel, lak, oplosmiddelen,
benzine, kerosine, aardgas, acetyleen, propaan en dergelijk e materialen, moeten van de werkplaats en omgeving
verwijderd worden, resp. voor de vonkenvlucht beschermd zijn.
• Als maatregel voor brandbestrijding moet in de buurt een geschikt blusmiddel gereed staan.
• Geen las- of snijwerkzaamheden aan gesloten reservoirs of buizen uitvoeren.
• Geen las- of snijwerkzaamheden aan reservoirs of buizen uitvoeren, ook niet als deze open zijn of als u
materialen ontvangt of ontvangen hebt die door warmte of vocht kunnen exploderen of and ere gevaarlijke
reacties oproepen.
OPSTELLEN VAN HET LASAPPARAAT
Het opstellen van het lasapparaat moet onder opvolging van de volgende voorschriften plaatsvinde n:
• De lasser moet vrije toegang tot de bedieningselementen en aansluitingen van het ap paraat hebben.
• Plaats het apparaat niet in smalle ruimten: het is uiterst belangrijk dat het lasapparaat voldoende wordt
geventileerd. Zeer stoffige of vuile ruimten waar stof en andere voorwerpen door de installatie aangezogen
kunnen worden, moeten vermeden worden.
• Het apparaat (inclusief de kabels) mag geen hindernis in doorloopgangen zijn en/of de werkzaamheden van
andere personen verhinderen.
• Het lasapparaat mag slechts op een vlakke ondergrond en met een naar behoren gezekerde gasfles gebruikt
worden.
Handelswijze in noodgeval
Tref de noodzakelijke maatregelen om éérste hulp te verlenen, die met het letsel overee nkomt en vraag zo snel
mogelijk gekwalificeerde medische hulp aan. Bescherm gewonde personen voor overig letsel en stel ze gerust.
Aanduidingen op het apparaat
Toelichting van de symbolen
In deze gebruiksaanwijzing en/of op dit apparaat worden de volgende symbolen gebru ikt:
Productveiligheid:
Het product is conform
de desbetreffende
normen van de
Europese
Gemeenschap
Verboden:
Verbod, algemeen
(in verbinding met
ander pictogram)
Vuur, open vlammen
en roken verboden
Aan de kabel trekken
verboden
Het apparaat niet bij
neerslag gebruiken
Waarschuwing:
Waarschuwing/Let op
Waarschuwing voor
gevaarlijke elektrische
spanning
Waarschuwing voor
struikelgevaar
Waarschuwing voor
gezondheid schadelijke
gassen
Waarschuwing voor
hete oppervlakken
Page 61

Aanwijzingen:
61
Veiligheidsschoenen
dragen
Veiligheidshandschoen
en gebruiken
Beschermende kleding
dragen
Beschermschild voor
Milieubescherming:
Beschadigde en/of
verwijderde elektrische
of elektronische
apparaten bij de
daarvoor bestemde
recyclingplaatsen
afleveren
Afval niet in het milieu,
maar vakkundig
verwijderen
Verpakkingsmateriaal
van karton bij de
daarvoor bestemde
recyclingplaatsen
afleveren
Verpakking:
Tegen vocht
beschermen
Verpakkingsoriëntering
boven
Let op – breekbaar
Technische gegevens:
Netaansluiting Gewicht 230 V 400 V
Productspecifiek:
gezicht dragen
Voor openen
netstekker uitnemen
Vóór gebruik
gebruiksaanwijzing
lezen
Lastransformator
Netbeveiliging
Thermische
beveiliging
Gebruik volgens bepalingen
Beschermgaslasapparaat voor thermische verbinding van ijzer – metalen door smelte n van de kanten en toevoer van
een lasmetaal.
Bij niet naleving van de bepalingen uit de algemeen geldende voorschriften, evenals van de bepalingen uit deze
gebruiksaanwijzing, kan de producent voor schaden niet aansprakelijk geste ld worden.
Overige gevaren en beschermingsmaatregelen
Mechanische gevaren
Bedreiging Beschrijving Beschermingsmaatregel(en) Restgevaar
Doorsteken, insteken Handen kunnen door de draad
doorgestoken worden.
Beschermende handschoenen
dragen, resp. handen van de
draaduitgang weg houden.
Uitspetteren van vloeistoffen Spetterende lasparels kunnen
tot verbrandingen leiden.
Beschermende kleding en
laskap dragen.
Elektrische gevaren
Bedreiging Beschrijving Beschermingsmaatregel(en) Restgevaar
Direct elektrisch contact Direct elektrisch contact met
vochtige handen kan tot
stroomschokken leiden.
Vermijd contact met vochtige
handen en let op
overeenkomstige aarding.
Thermische gevaren
Bedreiging Beschrijving Beschermingsmaatregel(en) Restgevaar
Verbrandingen, vorstbulten
(blaren)
Het aanraken van de mond van
het slangenpakket en van het
werkstuk kan tot verbrandingen
leiden.
De mond van het
slangenpakket en het werkstuk
na het gebruik eerst laten
afkoelen.
Page 62

Veiligheidshandschoenen
62
dragen.
Bedreigingen door straling
Bedreiging Beschrijving Beschermingsmaatregel(en) Restgevaar
Infrarood, zichtbaar en
ultraviolet licht
De vlamboog veroorzaakt
infrarode en ultraviolette
straling.
Altijd een juiste laskap,
beschermende kleding en
veiligheidshandschoenen
dragen.
Bedreigingen door werkstoffen en andere stoffen
Bedreiging Beschrijving Beschermingsmaatregel(en) Restgevaar
Contact, inademing Langer inademen van
lasgassen kan schadelijk voor
de gezondheid zijn.
Vuur of explosie Gloeiende slakken en vonken
kunnen brand en explosie
veroorzaken.
Werk met een afzuiginstallatie
of in goed geventileerde
ruimten. Vermijd het directe
inademen van de gassen.
Gebruik nooit het lasapparaat in
een brandgevaarlijke omgeving.
Overige bedreigingen
Bedreiging Beschrijving Beschermingsmaatregel(en) Restgevaar
Uitglijden, struikelen of vallen
van personen
Kabel en slangenpakketten
kunnen tot struikelen leiden.
Houd de werkplaats schoon.
Verwijdering
De verwijderinginstructies zijn met pictogrammen aangegeven die op het apparaat, resp. op de verpakking, te vind en
zijn. Een beschrijving van de afzonderlijke betekenissen is in het hoofdstuk “Aanduidingen op het apparaat” te vinden.
Eisen aan de bedienende persoon
De bedienende persoon moet, vóór het gebruik van het apparaat, de gebruiksaanwijzing goed g elezen hebben.
Kwalificatie
Behalve een uitvoerige instructie door vakkundig verkooppersoneel is er geen sp eciale kwalificatie voor het gebruik
van het apparaat nodig.
Minimale leeftijd
Het apparaat mag slechts door personen gebruikt worden van 18 jaar of ouder. Uitzondering hierop is het gebruik door
jeugdige personen bij een beroepsopleiding ter verkrijging van vaardigheid en indien dit onder toezicht van een
opleider plaats vindt.
Scholing
Voor het gebruik van het apparaat is passend onderricht voldoende. Een speciale scholing is niet noodzake lijk.
Technische gegevens
MIG 155/6W - #20072
Spanning
Frequentie
Max. netvermogen
Veiligheidszekering
Vrijloopspanning
Instelbereik
Inschakelduur
Max. draaddikte
Isolatieklasse
Beveiligingsklasse
Schakeltrappen
Gewicht ca.
Artikel nr. 20072
230 V
50 Hz
5,7 kVA
16 A
48 V
25-130 A
130 A ~ 10 % 75 A ~30 %
0,6-1,0 mm
H
IP 21 S
6
25 kg
Page 63

Transport en opslag
63
Let op: Het apparaat mag slechts in vlakke werkpositie (vlakke ondergrond) gebruikt en opgeslagen
worden. De symbolen op de verpakking opvolgen!
Controleer of de gasfles goed bevestigd en gesloten is.
Montage en de éérste ingebruikneming
Bouwgroep 1 – Montage van de wielen en voeten: Afb. 2, Afb. 3, Afb. 4, Afb. 5
Bouwgroep 2 – Montage van de greep aan het apparaat: Afb. 6
Bouwgroep 3 – Installatie van de gasfles: Afb. 7, Afb. 8
Bouwgroep 4 – Montage van de laskap: Afb. 9, Afb. 10
Veiligheidsinstructies vóór de eerste ingebruikneming Afb. 11
1. Lashelm
2. Lasschort
3. Lashandschoenen
• Let er op dat de stroomaansl uiting voldoende beveiligd is.
• Gebruik de voorgeschreven kleding (afb. 11).
• Zorg er voor dat geen personen zich in de werkomgeving, resp. het gevarengebied, bevinden.
• Let er op dat er geen brandbare materialen in de werkomgeving zijn.
• De stekker in een passend stopcontact aansluiten; het stopcontact moet met een smeltzekering of een
beveiligingsschakelaar beveiligd zijn.
• De netkabel van h et apparaat en een eventuele verlenging van de kabel moeten minimaal van gelijke
doorsnede zijn.
• LET OP! De elektrische veiligheid is slechts dan gegarandeerd, als het apparaat overeenkomstig de geldende
voorschriften voor elektrische installaties op juiste wijze aan een efficiënte aardingsinstallatie is aangesl oten.
• Controleer of de beschikbare netspanning en netfrequentie overeenkomstig met de gegevens op het
typeplaatje van het lasapparaat zijn.
Wijze van aanpak
De montage van de afzonderlijke onderdelen in de beschrev en volgorde uitvoeren.
Let op de juiste volgorde van montage van de onderdelen volgens de afbeeldingen. Het apparaat is n och niet
functioneel. De gasstroom met een druk van 5-7 l/min openen. De gasuitgang voor windstoten beschermen. Bovendien
moet het volgende opgevolgd worden: de eerste trappen 1-2 van de schakelaar dienen voor het lassen van dunwandig
plaatmateriaal terwijl de volgende trappen voor grotere diktes dienen. Bij iedere trapwisseling van de schakelaar moet
ook de snelheid van de draadtoevoer ingesteld worden. Indien tijdens het lassen aan het draadeind zich een druppel
vormt, moet de snelheid van de draadtoevoer verhoogd worden; indien men daarentegen voelt dat de draad tegen het
slangenpakket drukt, moet de snelheid verlaagd worden. Altijd een tang gebruiken om de zojuist gelaste delen te
verplaatsen en om verkorsting aan het einde van de brander te verwijderen omdat deze erg heet zijn. Zodra de
vlamboog ontbrandt, het slangenpakket in een hoek van ca. 30˚ t.o.v. de loodlijn vasthouden.
Inleggen van de lasdraad Afb. 12
1. Open het bovenste deksel op het lasapparaat en borg het deksel met de borgstift.
2. Plaats de lasdraadspo el zodanig dat de draad recht in de draadtoevoer geschoven kan worden.
Aanwijzing: Let op dat de draad niet van de spoel afwikkelt en dat het eind van de draad recht en vrij van bramen
is. De weerstand van de spoel kan aan de spanmoer in het centrum nauwkeurig ingesteld worden.
3) Open de draaiknop (afb. 13 - A).
4) Til het beugelelement (afb. 13 - F) op.
5) Controleer dat de sleuven in de rol van de draadtoevoer overeenkomstig zijn met de draaddoorsnede; indien
nodig, draai de draaigreep (afb. 13 - B) tegen de richting van de klokwijzers in los en neem de rol uit om deze in
de juiste sleuf te plaatsen. Laat nu het beugelelement (afb. 13 - F) zakken en draai de draaiknop (afb. 13 - A) vast
tot de draad gelijkmatig over de rollen loopt. Als de draad op de rollen slipt, de knop iets verder aandr aaien. Let
op: niet te sterk aandraaien, anders zou de onnodige druk op de rollen schade aan de motor van de dra adtoevoer
veroorzaken.
6) Schakel nu het lasapparaat in.
7) Nadat u hebt gecontroleerd dat alle veiligheidsmaatregelen zijn genomen, stel dan de schakelaar (afb. 21/1) op
trap 1 en de regeling van de draadtoevoer (afb. 21/2) op trap 1.
8) Neem het gasmondstuk en het stroommondstuk af en laat de draad door te drukken op de
drukschakelaar aan het slangenpakket naar buiten komen (bij gespann en slangenpakket - afb. 18).
Plaats daarna het stroommondstuk en het gasmondstuk weer terug.
9) Stel de benodigde gashoeveelheid aan de armatuur van de gasfles in.
Page 64

Tip: (0,6 mm draad → 6 l/h); (0,8 mm draad → 8 l/h); (1,0 mm draad → 10 l/h).
64
10) Het apparaat is nu gebruiksklaar.
Algemeen over lassen onder beschermgas
Het lassen onder beschermgas wordt hoofdzakelijk in werkplaatsen gebruikt; het is universeel inzetbaar en geschikt
voor dunnere en dikkere materialen. Het is zo dat hoe meer lastrappen een apparaat heeft hoe beter men ook op het
gebied van plaatmaterialen kan werken.
Benodigde accessoires: menggas CO2/argon, lasdraad, laskap, drukregelaar. Ook geschikt voor aluminium en VA
roestvrij staal met overeenkomstig gas en draad. (Zuiver argon/VA draad/aluminiumdraad), potentiometer.
Bediening
MIG 155/6W Afb. 13
1. Instelling lastrappen
2. Instelling snelheid draadtoevoer
3. Aansluiting slangenpakket
4. Aansluiting massaklem
5. Stekker voor netaansluiting
6. Controlelampje „thermobeveiliging“
7. Controlelampje „gebruik“
Veiligheidsinstructies voor de bediening
• Gebruik het apparaat pas nadat u de gebruiksaanwijzing aandachtig hebt geleze n.
• Let op alle, in de gebruiksaanwijzing aangegeven, veiligheidsin s tructies.
• Gedraagt u zich verantwoord tegenover andere personen.
• Let op!!! Gebruik nooit gecorrodeerde lasdraad.
Aanwijzingen stap voor stap
De laszone moet roest- en lakvrij zijn. Gebruik principieel een veiligheidslaskap, lashandschoenen en de juiste
beschermende kleding. De hoekinstelling van het slangenpakket tot het te bewerken materiaal moet ca. 30 graden zijn.
1. Slijp een grotere oppervlakte van het werkstuk, in de omgeving van de lasnaad e n bij de aansluiting van de
massaklemmen, blank.
2. Klem nu de massaklemmen op de voorbereide plaats van het werkstuk.
3. Stel nu de parameters van het lasapparaat volgens de lastabel voor gebruikers (hoofdstuk 3) in.
4. Stel de benodigde gashoeveelheid aan de armatuur van de gasfles in.
5. Tip: (0,6 mm draad → 6 l/h); (0,8 mm draad → 8 l/h); (1,0 mm draad → 10 l/h).
6. U kunt pas met lassen beginnen wanneer u uw beschermende kleding volledi g aan hebt.
Tip: Voer, vóór het begin van de eigenlijke laswerkzaamheden, een
proeflas uit om de optimale lasinstelling te testen en daardoor een
optimaal resultaat te bereiken. Afb. 1 4
juist onjuist
Afb. 15
De lasparameters zijn dan optimaal ingesteld, als een homogeen
lasgeluid te horen is en de lasnaad een goede inbranding in het
materiaal heeft, d.w.z. relatief vlak is.
Tips voor het lassen
Storing Oorzaak en oplossingen Voorbeeld
Werkstuk scheef
Naadophoging
Te weinig metaallaag
Naden zien er
geoxideerd uit
1. Slechte naadvoorbereiding.
2. Randen richten en voor het lassen fixeren (vastmaken).
1. Vrijloopspanning te klein.
2. Lassnelheid te laag.
3. Onjuiste hoek van de lasbrander.
4. Te grote draaddikte.
1. Lassnelheid te hoog.
2. Spanning voor de lassnelheid te klein.
1. Met een lange vlamboog in verdiepingen lassen.
2. Spanning instellen.
3. Draad verbogen of te ver uit de draadvoering.
4. Onjuiste snelheid van draadtoevoer.
Page 65

1. Onregelmatige of onjuiste afstand.
65
Onvoldoende tot de kern
doorgelast
Inbranding
2. Onjuiste hoek van de lasbrander.
3. Buis voor de draadvoering is versleten.
4. Draadtoevoersnelheid te klein voor de spanning of de lassnelheid.
1. Snelheid van de draadtoevoer te hoog.
2. Onjuiste hoek van de lasbrander.
3. Afstand te groot.
De laszone moet roest- en lakvrij zijn. De brander wordt afhankelijk van de materiaalsoort gekozen. Wij adviseren in
het begin de stroomsterkte d.m.v. een afvalstuk uit te proberen.
Storingen – Oorzaken - Oplossingen
Storing Oorzaak Oplossing
De lasstroom blijft uit.
Er is geen lasstroom
aanwezig.
Veiligheidsschakelaar
voor prestatie of RCD is
afgeslagen.
Er is geen lasstroom
aanwezig.
De motor van de
draadtoevoer
functioneert niet.
De motor van de
draadtoevoer
transporteert niet, de
rollen draaien wel.
De draadtoevoer is
onregelmatig.
De vlamboog brandt niet
stabiel.
De las is poreus.
De lasdraad stopt vlak
bij het stroommondstuk.
Lasdruk onregelmatig.
Te zwakke doordringing.
Te sterke doordringing.
1. De oververhittingsbeveiliging is door
overbelasting afgeslagen.
1. De netzekering is afgeslagen. 1. Zekering laten controleren.
1. Slecht contact tussen massaklem en lasdeel
2. Breuk in de massakabel of in de
aardingsleiding.
3. Breuk in de branderleiding.
1. De zekeringen zijn doorgebrand.
2. De tandkrans is gebroken of zit vast.
3. De motor is defect.
1. De roldruk is niet juist ingesteld.
2. Het stroommondstuk van de brander is vuil;
stof etc. aanwezig.
3. Het gasmondstuk is defect.
4. De draad is gebogen.
5. De kern voor de draadvoering is vervuild of
beschadigd.
1. Vuil aan de draadvoering. Het gasmondstuk
is versleten of defect.
2. Het gasmondstuk is verspoten.
3. De doorvoering van de draadtoevoerrollen is
verhinderd.
4. De doorvoering van de draadtoevoerrollen is
vervormd.
5. Onjuiste draadspanning.
1. Onjuiste instelling van de draadsnelheid.
2. Vervuilingen aan de lasplaats.
3. Gasmondstuk versleten of defect.
1. Geen gas.
2. Mondstuk is verstopt.
3. Het materiaal is roestig of vochtig.
4. De brander wordt te veel verwijderd of in een
onjuiste hoek tot de lasplaats gehouden.
1. Het stroommondstuk is verbruikt of
versleten.
2. De lasdraad is gebogen.
3. De snelheid van de draadtoevoer is te laag.
1. De lasdraad zit op de spoel vast. 1. De druk van de rollenspanning controleren en naar
1. Lasstroom te zwak.
2. Vlamboog te lang.
1. Lasstroom te hoog.
2. De snelheid van de draadtoevoer is te
langzaam.
1. De oververhittingsbeveiliging voert automatisch
een reset uit als de transformator afgekoeld is (na
ca. 10 minuten, op ED letten!).
2. Veiligheidsschakelaar voor prestatie inschakelen.
3. RCD inschakelen.
1. De te lassen plaats en het oppervlak reinigen en
schoonslijpen.
2. De massakabel repareren of vervangen.
3. De brander repareren of vervangen.
1. De 2 A zekering vervangen.
2. De tandkrans vervangen.
3. Motor vervangen (contact met de klantendienst
opnemen).
1. De druk van de rollen juist instellen.
2. De contactbuis van het apparaat reinigen.
Hiervoor een luchtcompressor gebruiken, bij
sterke vervuiling de contactbuis vervangen.
3. Het gasmondstuk vervangen en de punt
controleren.
4. De rollendruk controleren en eventueel juist
instellen.
5. Met perslucht reinigen, eventueel slangenpakket
laten vervangen.
1. De draadvoering van het apparaat met een
luchtcompressor reinigen.
2. Het gasmondstuk of de contactbuis vervangen.
3. Het gasmondstuk reinigen of vervangen.
4. De draadtoevoerrollen reinigen.
5. De draadtoevoerrollen vervangen.
6. De draadspanning juist instellen.
1. Draadsnelheid volgens aanbevolen systemen
instellen.
2. De lasoppervlakte reinigen of polijsten.
3. Het gasmondstuk vervangen en de punt
controleren.
1. Gas openen en gastoevoer instellen.
2. Het gasmondstuk schoonmaken of vervangen.
3. De lasplaats overeenkomstig inrichten of de
gastoevoer verhogen.
4. Het materiaal reinigen of polijsten.
5. De afstand tussen het gasmondstuk en werkstuk
moet 8-10 mm zijn en het slangenpakket moet in
een hoek van 30˚ gehouden worden.
6. De rubberslang, aansluiting en samenbouw van
het slangenpakket controleren – het gasmondstuk
in de juiste positie drukken.
1. Het stroommondstuk vervangen.
2. De druk van de rollenspanning controleren.
3. De aanwijzingen voor de snelheid van de
draadtoevoer opvolgen.
behoefte instellen.
1. Lasstroom en draadtoevoer verhogen.
2. Het slangenpakket dichter bij het werkstuk
houden.
1. Lasstroom en draadtoevoer reduceren.
2. De brander rustig en gelijkmatiger bewegen.
3. De afstand tussen het mondstuk en werkstuk moet
Page 66

3. Onjuiste afstand van de brander tot het
66
werkstuk.
8-10 mm zijn.
Inspectie en onderhoud
Onderhoud van het slangenpakket
Voor een perfecte functie van het slangenpakket moet deze regelmatig onderhouden worden.
Het gasmondstuk regelmatig met beschermingsspray voor mondstukken besproeien e n dan van verkorsting vrijmaken.
Hiervoor moet het volgende uitgevoerd worden (zie afb. 26):
1. Het mondstuk (1) door te trekken naar voren afnemen.
2. Het mondstuk van de verkorsting, die zich door de lasslakken gevormd heeft, vrijmaken.
3. Met beschermingsspray voor mondstukken besproeien.
4. Indien het mondstuk is gecorrodeerd, moet dit vervangen worden.
Onderhoud stroommondstuk
Hiervoor moet het volgende uitgevoerd worden (zie afb. 26):
1. Het mondstuk (1) door te trekken naar voren afnemen.
2. Het mondstuk afschroeven (2).
3. Controleer of het gaatje waardoor de dr aad loopt, niet te groot is geworden; in dat geval vóór de samenbouw
vervangen.
4. De drukschakelaar aan het slangenpakket bedienen zodat de draad naar buiten komt, dan het stroommondstuk
weer monteren.
Onderhoud mondstuk Afb. 16
Hiervoor moet het volgende uitgevoerd worden (zie afb. 26):
1. De openingen van de gasuitlaat kunnen vaak licht verstopt raken; in een dergelijk geval moet het gasmondstuk
gedemonteerd worden door deze af te nemen (1),
2. dan het stroommondstuk (2) losschroeven,
3. de gasverdeler (3) losschroeven en door een nieuwe vervangen.
Veiligheidsinstructies voor inspectie en onderhoud
Enkel een regelmatig onderhouden en een goed verzorgd apparaat kan een tot tevredenheid werkend hulpmiddel zijn.
Onderhouds- en verzorgingsfouten kunnen tot onvoorziene ongevallen en letsels leiden.
Inspectie- en onderhoudsschema
Tijdsinterval Beschrijving Eventuele
overige
details
Regelmatig
• Onderhoud van het slangenpakket (doorblazen en reinigen van de kern van de
draadvoering, de draadtoevoerrol, het gasmondstuk evenals van de gasverdeler).
Onderdelen
NL
Reclamaties en bestellingen van onderdelen worden snel en niet-bureaucratisch met een serviceformulier onder
http://www.guede.com/support afgewikkeld.
Dit formulier kan ook aangevraagd worden.
Tel.: +49 (0) 79 04 / 700-360 Fax: +49 (0) 79 04 / 700-51999 E-Mail: support@ts.guede.com
Page 67

EG-Conformiteitverklaring
67
EC Declaration of Conformity
Hiermede verklaren wij, Güde GmbH & Co. KG
We herewith declare, Birkichstraße 6, 74549 Wolpertshausen, Germany
dat het navolgend genoemde apparaat, op grond van zijn ontwerp en bouwwijze,
evenals de door ons in omloop gebrachte uitvoeringen, aan de desbetreffende
fundamentele veiligheids- en gezondheidverordeningen van de EG-richtlijnen
voldoen.
That the following Appliance complies with the appropriate basic safety and health requirements
of the EC Directive based on its design and type, as brought into circulation by us.
Bij een niet met ons overeengekomen wijziging aan het apparaat verliest deze
verklaring haar geldigheid.
In a case of alternation of the machine, not agreed upon by us, this declaration will loose its
validity.
Benaming van het apparaat: - MIG 155 6W
Machine description:
Artikel nr.: - 20072
Article-No.:
Desbetreffende EG-Richtlijnen: - 98/37 EC
Applicable EC Directives: - 2006/95/EC
- 2004/108/EC
Gebruikte harmoniserende
normen: - EN 60974-1
Applicable harmonized - EN 609784-10
Standard:
Plaats van certificeren TÜV Rheinland Product Safety GmbH, Am Grauen Stein, D-51105
Köln
Datum/Handtekening fabrikant: 19.09.08
Date/Authorized Signature:
Gegevens betr. ondertekende: Dhr. Arnold, bedrijfsleider
Title of Signatory:
Page 68

Prima di mettere l’apparecchio in funzione, leggere
68
attentamente, per favore, il presente Manuale d’Uso
A.V. 1
Le stampe supplementari, anche parziali, richiedono l’autorizzazione.
Sono riservate le modifiche tecniche.
Apparecchio
Gli apparecchi da saldatura manuale in gas protettivo, con lo scorrimento automatico del filo, consentono
l’assemblaggio delle parti metalliche tramite la fusione dei canti di contatto e del materiale ausi liare. La fusione è
provocata dall’arco elettrico originato tra materiale da saldare e filo metallico, che esce fluentemente dall’estremità del
bruciatore e serve come il materiale ausiliare per assemblaggio dei componenti. La corrente di saldatura maggiore
consente la saldatura della lamiera più spessa. Non assumiamo la responsabilità dei danni dovuti per l’ignoranza di tali
istruzioni.
Apparecchio per saldatura sotto il gas protettivo MIG 155/6W
L’apparecchio da saldatura di classe maggiore per hobby. Offrendo 6 livelli di possibilità, è adatto anche per le
saldature problematiche. Con lo scorrimento fluente del filo impostabile e una ricca serie degli accessori.
Accessori:
Lo scudo di protezione e la valvola di riduzione dotata di uno indicatore di pressione. Comprese n. 2 ruote posteriori di
trasporto, termici di protezione e un kit dei flessibili di lunghezza 2 m.
Volume della fornitura:
MIG 155/6W Fig. 1
1. Apparecchio per saldatura sotto il gas protettivo MIG 155/6W
2. Cavo di messa a terra
3. Kit dei flessibili
4. Valvola di riduzione
5. Cavo d’alimentazione
6. Scudo di protezione
Garanzia
I diritti di garanzia, secondo la Lista di garanzia.
Istruzioni di sicurezza generali
Prima di utilizzare la machina occorre leggere completamente il presente Manuale d’Uso. Nel caso dei dubbi riferiti alla
connessione e manovra dell’apparecchio rivolgersi al costruttore (Centro d’Assistenza).
PER MANTENERE UN ALTO LIVELLO DI SICUREZZA ATTENDERSI ALLE SEGUENTI ISTRUZIONI:
ATTENZIONE!
Intervallo d’accensione
Le prestazioni dell’apparecchio richiedono i dati di “Einschaltdauer/Intervallo d’accensione” (ED%) riportati sulla
targhetta dell’apparecchio, quindi un rapporto tra intervallo di saldatura ed intervallo di raffreddamento. Questo fattore
varia sullo stesso apparecchio secondo le condizioni di carico, quindi secondo la corr ente di saldatura emessa. Indica
quanto tempo l’apparecchio può funzionare in carico con la corrente di saldatura i ndicata e si riferisce sempre
all‘intervallo di 10 minuti. Per esempio: con la corrente di saldatura per ED 60%, l’apparecchio funziona continuamente
6 minuti; dopo tal intervallo segue una fase vuota, perché possano raffreddarsi le parti interne, e poi si attiva
nuovamente la protezione al sovraccarico termico.
L’utilizzo delle saldatrici ed esecuzione dei lavori di saldatura può rappresentare il pericolo sia per la persona che
manovra l’apparecchio, sia per gli altri. La persona, che lavora con la saldatrice, ha quindi la responsabilità irrevocabile
leggere le prescrizioni di sicurezza descritte, avere la conoscenza delle stesse e rispettarle. Si deve sempre tener
conto che l’operatore attento, istruito, mantenente scrupolosamente i propri obbl ighi, è una delle migliori assicurazioni
alle lesioni. Prima di collegare, preparare, utilizzare oppure trasportare l’apparecc hio occorre leggere le prescrizioni
sotto descritte e rispettarle.
INSTALLAZIONE DELL’APPARECCHIO
• L’installazione e manutenzione dell’apparecchio devono essere fatte in conformità alle prescrizioni di sicurezza
locali.
• Attendersi allo stato di usura dei cavi di connessione dei particolari e delle spine. Nel caso in cui fossero
danneggiati devono essere sostituiti. Eseguire la manutenzione peri odica dell’impianto. Utilizzare solo i cavi con
la sezione sufficiente.
Page 69
• Il cavo di messa a terra collegare più vicino al posto di lavoro.
69
• In nessun caso utilizzare l’apparecchio nell’ambiente umido. Assicurare che l’area circostante alla saldatura sia
asciutta, idem tutti oggetti presenti in tal zona, compresa la saldatrice propria.
PROTEZIONE PERSONALE E PROTEZIONE DEI TERZI
Durante il processo di saldatura origina la radiazione ed il calore; è quindi necessario assicurare l’utilizzo degli adatti
mezzi di protezione personale ed adottare le misure per la protezione propr ia e dei terzi.
Mai far subire se stesso né altre persone gli effetti dell’arco elettrico oppure del metallo caldo senza la
protezione necessaria.
Assicurare l’aspirazione dei fumi, oppure la ventilazione efficace della zona di lavoro.
MISURE DI PREVENZIONE ALL’INCENDIO ED ESPLOSIONE
Le particelle calde della scoria e le scintille possono provocare l’incendio. L’incendio e l‘esplosione rappresentano un
altro pericolo. Questo può essere pervenuto mantenendo le seguenti prescrizioni:
• Non utilizzare l’apparecchio in vicinanza immediata ai materiali facilmente infiammabili, ad es. legno, segatura,
vernici, diluenti, benzina, petrolio, gas-metano, acetilene, propano e materiali simili; tali devono essere eliminati
dalla zona di lavoro e dalla sua circostanza, oppure protetti sufficientemente alle scintille.
• Come la misura di spegnimento dell’incendio è indispensabile avere sempre pronto in vicinanza un estintore
adatto.
• Non eseguire le saldature oppure tagli sui contenitori e/o tubi chiusi.
• Non eseguire le saldature oppure i tagli sui contenitori e/o tubi aperti quando contengono, oppure hanno
contenuto, i materiali che potrebbero esplodere per effetto del calore e/o umidità, oppure provocare le altre
reazioni pericolose.
INSTALLAZIONE DELLA SALDATRICE
In installazione della saldatrice devono essere rispettate le seguenti prescrizioni:
• L’operatore deve avere l’accesso libero ai dispositivi di manovra ed ai collegamenti dell’apparecchio.
• Non è adatta l’installazione dell’apparecchio nei locali stretti. E’ molto importante la ventilazione sufficiente della
saldatrice. Evitare l’installazione negli ambienti molto polverosi oppure sporchi, dove l'impianto potrebbe aspirare
la polvere e/o corpi estranei.
• L’apparecchio (cavi compresi) non deve costituire l’ostacolo per i passanti, né impedire al l avoro delle altre
persone.
• La saldatrice può essere utilizzata solo appoggiata sul suolo piano e con l a bombola di gas correttamente
assicurata.
Comportamento nel caso d’emergenza
Adottare le misure di pronto soccorso relative al tipo della lesione e rivolgersi rapidamente al medico qualificato.
Portare il colpito in calma e proteggerlo agli altri detrimenti.
Indicazioni sull’apparecchio
Spiegazione dei simboli
Sono riportati nel presente Manuale d’Uso, oppure applicati sull’app arecchio, i seguenti simboli:
Sicurezza del prodotto:
Prodotto è conforme
alle relative norme CE
Divieti:
Divieto generale
(unito con altro
pittogramma)
Avviso:
Avviso/attenzione
Direttive:
Divieto di fiamma
libera, della luce non
protetta e del fumare
Avviso alla pericolosa
tensione elettrica
Vietato tirare il cavo
Avviso –pericolo
d’inciampata
Non utilizzare in
pioggia
Avviso ai gas nocivi per
la salute
Avviso alle superfici
calde
Utilizzare la calzatura
di protezione
Usare i guanti di
protezione
Utilizzare la tuta di
protezione
Utilizzare lo scudo di
protezione della faccia
Prima di aprire,
sconnettere la spina
Prima dell’uso leggere
il Manuale d’Uso
Page 70

Tutela dell’ambiente:
70
Gli apparecchi
elettrici/elettronici
difettosi e/o da smaltire
devono essere
consegnati ai centri
autorizzati
Smaltire i rifiuti in modo
corretto
Il materiale d’imballo di
cartone può essere
consegnato al Centro
di raccolta predisposto
a tal scopo
Imballi
Proteggere all’umidità
Orientare l’imballo
verso alto
Attenzione - fragile
Dati tecnici:
Allacciamento alla rete Peso 230 V 400 V
Specifico per il prodotto
Trasformatore di
saldatura
Protezione della
rete
Termico
Uso in conformità alla destinazione
La saldatrice per le saldature in gas protettivo, destinata all’assemblaggio del ferro – metalli a caldo tramite la fusi one
dei canti ed applicazione del materiale ausiliare.
Nel caso dell’ignoranza sia delle istituzioni derivanti dalle prescrizioni generalmente vigenti, sia delle istituzioni
contenute nel presente Manuale, il costruttore non può assumere la responsabilità dei da nni.
Pericoli residuali e misure di protezione
Pericoli residuali meccanici
Pericolo Descrizione Azioni di protezione Pericolo residuale
Impalatura, puntura La mani possono essere
puntate del filo.
Utilizzare i guanti di protezione,
tenere le mani in distanza
sicura dall’uscita del filo.
Spruzzo dei liquidi Le gocce formate durante la
saldatura possono causare le
Utilizzare la tuta di protezione e
lo scudo.
bruciature.
Pericoli residuali elettrici
Pericolo Descrizione Azioni di protezione Pericolo residuale
Contatto elettrico diretto Contatto elettrico diretto con le
mani umide può causare la
folgorazione.
Evitare il contatto con le mani
umide e rispettare la messa a
terra adatta.
Pericoli residuali del calore
Pericolo Descrizione Descrizione Pericolo residuale
Ustioni, geloni Contatto con la canna e con
pezzo da lavorare può
provocare la bruciatura.
Terminato lavoro, far prima
raffreddare la canna e pezzo
lavorato. Utilizzare i guanti di
protezione.
Page 71

Pericolo di radiazione
71
Pericolo Descrizione Azioni di protezione Pericolo residuale
Luce infrarossa visibile ed
ultraviola
L’arco elettrico emette la
radiazione infrarossa ed
ultraviola.
Utilizzare lo scudo, la tuta ed i
guanti di protezione adatti.
Minaccia dai materiali lavorati e dalle altre sostanze
Pericolo Descrizione Azioni di protezione Pericolo residuale
Contatto, inalazione Una durevole respirazione dei
gas da saldatura può essere
nociva per la salute.
Fiamma, esplosione La scoria calda e/o le scintille
possono costituire la causa
dell’incendio.
Durante lavoro utilizzare un
impianto d’aspirazione oppure
lavorare nei locali ben ventilati.
Evitare la respirazione diretta
dei gas.
Mai lavorare con l’apparecchio
negli ambienti, dove può
originarsi facilmente l’incendio.
Altri pericoli
Pericolo Descrizione Azioni di protezione Pericolo residuale
Scivolo, inciampata oppure
caduta delle persone
Cavi e flessibili possono
rappresentare la causa delle
inciampate e delle cadute.
Mantenere l’ordine nella zona di
lavoro.
Smaltimento
Le istruzioni per lo smaltimento sono riportate nei pittogrammi che sono applicati sull’apparecchio oppure sull’imballo.
La descrizione dei singoli significati riporta il capitolo "Indicazioni sul l’apparecchio”.
Requisiti all'operatore
L’operatore è obbligato, prima di usare l’apparecchio, leggere attentamente il Manuale d’Uso.
Qualifica
Oltre le istruzioni dettagliate del professionista, per uso dell’apparecchio non è necessaria alcuna qualifica speciale.
Età minima
Con apparecchio possono lavorare solo le persone che hanno raggiunto 18 anni.
L’eccezione rappresenta lo sfruttamento dei minorenni per lo scopo dell’addestramento professionale per raggiungere
la pratica sotto controllo dell‘istruttore.
Istruzioni
Utilizzo della macchina richiede solo le istruzioni adeguate del professionista. Non sono necessarie le istruzioni
speciali.
Dati tecnici
Tensione 230 V
Frequenza 50 Hz
Max. potenza della rete 5,7 kVA
Fusibile 16 A
Tensione di funzione a
bianco
Gamma di regolazione 25-130 A
Intervallo d’accensione 130 A ~ 10 % 75 A ~30 %
Max. Diametro del filo 0,6-1,0 mm
Classe d’isolamento H
Tipo di protezione IP 21 S
Livelli del cambio 6
Peso cca 25 kg
Cod. ord. 20072
MIG 155/6W - #20072
48 V
Page 72

Trasporto e stoccaggio
72
Attenzione: L’apparecchio può essere utilizzato e conservato solo posizionato piano (s uolo piano). Rispettare i
simboli applicati sull’imballo. Assicurare che la bombola di gas sia ben fissa e chiusa.
Montaggio e prima messa in funzione
Gruppo da montaggio 1 – montaggio delle ruote e dei piedi: Fig. 2, Fig. 3, Fig. 4, Fig. 5
Gruppo da montaggio 2 - montaggio della maniglia sull’apparecchio: Fig. 6
Gruppo di montaggio 3 – installazione della bombola di gas: Fig. 7, Fig. 8
Gruppo da montaggio 4 – assemblaggio dello scudo: Fig. 9, Fig. 10
Istruzioni di sicurezza per prima messa in funzione Fig. 11
1. Casco con scudo da saldatore
2. Grembiule da saldatore
3. Guanti da saldatore
• Badare all ’assicurazione sufficiente della connessione elettrica.
• Utilizzare gli indume nti prescritti (fig. 11).
• Assicurare che nella portata di lavoro e/o nella zona pericolosa non siano alcune altre persone.
• Verificare che nell a zona di lavoro non siano presenti materiali infiammabili.
• Inserire la spina all’apposita presa; la presa deve essere protetta del fusibile oppure dell’interruttore FI.
• Il cavo e le eventua li prolunghe devono avere la sezione uguale.
• ATTENZIONE! La sicurezza elettrica è garantita, solo nel caso della corretta connessione dell'apparecchio al
dispositivo di messa a terra efficiente, in conformità alle prescrizioni vigenti per gli impianti elettric i.
• Controllare che la tensione di rete disponibile e la frequenza corrispondono alle indicazioni riportate sulla
targhetta dell’apparecchio.
Procedura
Durante il montaggio delle singole parti procedere secondo l’o rdine indicato.
Mantenere l'ordine corretto delle parti da montare di cui la figura. L’apparecchio non è anc ora funzionante. Aprire il
flusso del gas con la pressione di 5-7 l/min. Proteggere l’uscita del gas ai colpi del vento. E‘ necessar io inoltre
rispettare ancora le seguenti informazioni: I primi gradi del selettore 1-2 servono alle saldature delle lamiere sottili, gli
altri gradi invece per le lamiere di spessore più grande. In ogni cambio del grado con il se lettore occorre impostare
anche la velocità di scorrimento del filo. Nel caso di formazione della goccia sull’estremità del filo, la velocità di
scorrimento dello stesso deve essere aumentata; se invece si sente la pressione del filo contro il flessibile, la velocità
deve essere diminuita. Siccome i pezzi appena saldati sono troppo caldi, occorre utilizzare sempre le pinze per
manipolazione ed eliminazione dei depositi sull' estremità della canna. Acceso l’arco elettrico, tenere la canna in angolo
di cca 30° rispetto all’asse verticale.
Inserimento del filo da saldatura Fig. 12
1. Aprire il coperchio superiore della saldatrice e bloccarlo con perno di sicurezza.
2. Inserire la bobina del filo da saldatura in modo che il filo possa essere inserito all’alimentatore.
Avvertenza: Attendersi a che il filo dalla bobina non si svolge e che l'estremità dello stesso sia dritta, senza le
sfilature. La resistenza della bobina può essere regolata agendo sul dado di bloccaggio nel centro.
3) Agire sul bottone girevole (fig. 13 - A)
4) Sollevare la staffa (fig. 13 - F).
5) Controllare che le scanalature sulla puleggia dell’avanzamento del filo corrispondono al diametro del filo; nel caso
di necessità ruotare la maniglia girevole (fig. 13 – B) nel senso antiorario, estrarr e la puleggia ed inserirla alla
scanalatura giusta. Posizionare adesso la staffa (fig. 13 – F) e serrare il bottone girevole (fig. 13 – A), finché il filo
si avvolga uniformemente. Se il filo si sfila ancora dalla puleggia, serrare ancora il bottone. Attenzione: Non
serrarlo troppo forte, altrimenti la pressione eccessiva sulla puleggia potre bbe causare i danni sul motore
d’avanzamento del filo.
6) Accendere quindi la saldatrice.
7) Assicurata l'esecuzione di tutte misure di sicurezza ruotare il selettore (fig. 21/1) alla posizione 1 e la regolazione
dell’avanzamento del filo (fig. 21/2) alla posizione 1.
8) Togliere la canna di gas e d’aria e premendo l’interruttore a pressione sul flessib ile far us cire il filo (flessibile teso,
fig. 18). Rimontare la canna di gas e d’aria.
9) Impostare la quantità richiesta del gas agendo sulla valvola della bombola di gas.
Consiglio: (filo 0,6 mm → 6 l/h); (filo 0,8 mm → 8 l/h); (filo 1,0 mm → 10 l/h).
10) L’apparecchio è pronto alla saldatura.
Page 73

Informazioni generali sulla saldatura nel gas protettivo
73
Il campo principale dell’uso è nelle officine, utilizzo universale, adatta sia per le lamiere sottili, sia per i materiali più
robusti. Vale la regola che: dei più livelli di saldatura dispone l’apparecchio, migliore è lo sfruttamento dello stesso nella
lavorazione delle lamiere.
Accessori necessari: miscela di gas CO2/Argon, filo da saldatura, scudo da saldatore, valvola di riduzione. E’ adatto
anche per allumina e l’acciaio VA bonificato usando il gas e filo giusti. (Argon puro/filo VA/filo d’allumina),
potenziometro.
Manovra
MIG 155/6W Fig. 13
1. Impostazione dei livelli di saldatura
2. Impostazione d'avanzamento del filo
3. Attacco del flessibile
4. Attacco del morsetto di messa a terra
5. Presa di collegamento alla rete
6. Spia di controllo termici
7. Spia di controllo funzionamento
Istruzioni di sicurezza per la manovra
• Utilizzare l’apparecchio solo dopo aver letto attentamente il Manuale d’Uso.
• Rispettare tutte avvertenze di sicurezza contenute nel Manuale.
• Comportarsi con cura verso le altre persone.
• Attenzione!!! Mai utilizzare il filo da saldatura che presenta la corrosione.
Manuale step by step
La zona da saldare deve essere pulita dalla ruggine e dalla vernice. Utilizzare in ogni caso lo scudo da saldatore, la
tuta ed i guanti di protezione adatti. L’angolo di posizione della canna rispetto al pezzo lavorato dovrebbe essere cca
30 gradi.
1. Rettificare fin lucido una vasta zona lungo il giunto da saldare e nel punto d’attacco del morsetto di messa a terra.
2. Attaccare il morsetto di messa a terra nel punto preparato sul pezzo da lavorare.
3. Impostare i parametri della saldatrice secondo la tabella per le saldature (cap. 3).
4. Impostare la quantità richiesta del gas agendo sulla valvola della bombola di gas.
5. Consiglio: (filo 0,6 mm → 6 l/h); (filo 0,8 mm → 8 l/h); (filo 1,0 mm → 10 l/h).
6. Indossata la tuta di protezione completa, MPP compresi, è possibile procedere alla saldatura.
Consiglio: Prima di cominciare proprio lavoro eseguire una saldatura
di prova per verificare l’impostazione ottimale della saldatura ed
ottenere così un ottimale risultato. Fig. 16
corretto scorretto
Fig. 15
I parametri di saldatura sono correttamente impostati nel caso che si
sente un rumore uniforme ed il giunto di saldatura presenta la buona
fusione del materiale; è abbastanza piatto.
Consigli per la saldatura
Guasto Causa e rimozione Esempio
Il pezzo da lavorare è
storto
Sporgenza della
saldatura
Strato del metallo sottile
Le saldature sembrano
ossidate
Fusione della base
insufficiente
1. Cattiva preparazione del giunto
2. Raddrizzare i canti e fissare per la saldatura
1. Tensione di marcia a vuoto troppo piccola
2. Velocità di saldatura troppo bassa
3. Angolo d’avvicinamento della canna scorretto
4. Filo troppo grande
1. Velocità di saldatura troppo alta
2. Tensione per la velocità della saldatura troppo piccola
1. Saldare a pozzo con arco elettrico lungo
2. Impostare la tensione
3. Filo non dritto oppure troppo sporgente dalla guida del filo
4. Errata la velocità d’avanzamento del filo
1. Distanza non uniforme oppure insufficiente
2. Angolo d’avvicinamento della canna scorretto
3. Tubo guida-filo usurato
4. Velocità d’avanzamento del filo troppo bassa oppure la velocità
della saldatura
Page 74

Saldatura abbassata
74
1. Velocità d’avanzamento del filo troppo alta
2. Angolo d’avvicinamento della canna scorretto
3. Distanza troppo grande
La zona da saldare deve essere pulita dalla ruggine e dalla vernice. La can na viene scelta secondo le caratteristiche
del materiale. Consigliamo provare prima la potenza della corrente su un pezzo di scarto.
Guasti – Cause - Rimozione
Guasto Causa Rimozione
Salta la corrente di
saldatura
Corrente di saldatura
non è disponibile.
Interruttore di protezione
e/o RCD aperto.
Corrente di saldatura
non è disponibile.
Motore d’avanzamento
del filo non funziona,
LED accesa
Motore d’avanzamento
del filo non lavora, le
pulegge ruotano.
Avanzamento del filo
non uniforme
Arco elettrico continua a
bruciare
Giunto saldato è poroso
Filo da saldatura si
ferma in vicinanza alla
canna d’aria
Pressione di saldatura
non regolare
Penetrazione
insufficiente
Penetrazione troppo
forte
1. Intervento del termico per causa di
sovraccarico
1. Fusibile di rete disinserito 1. Far controllare il fusibile
1. Cattivo contatto tra morsetto di messa a
terra e pezzo da saldare
2. Difetto nel cavo di messa a terra oppure
nella linea di messa a terra
3. Difetto nel condotto della canna
1. Fusibile bruciato
2. Corona dentata difettosa oppure bloccata
3. Motore difettoso
1. La pressione sulla puleggia mal impostata
2. Ugello della canna sporco; polvere etc.
3. Canna di gas difettosa
4. Filo piegato
5. Anima di guida-filo sporca o danneggiata
1. Sporcizia sulla guida-filo; Canna di gas
difettosa oppure usurata
2. Ugello di gas intasato
3. Guida-pulegge d’avanzamento del filo è
impedita dell’ostacolo.
4. Guida-pulegge d’avanzamento del filo è
deformato.
5. Errata tensione del filo
1. Scorretta regolazione della velocità del filo
2. Impurità nella zona da saldare
3. Canna di gas difettosa oppure usurata
1. Gas mancante
2. Porta-ugello è intasato
3. Materiale irruginito oppure umido
4. Canna troppo distante oppure in angolo con
punto da saldare errato.
1. Canna d’aria usurata.
2. Filo da saldatura piegato.
3. Velocità d’avanzamento del filo troppo
bassa.
1. Filo da saldatura bloccato sulla bobina. 1. Controllare e regolare eventualmente la pressione
1. Corrente di saldatura troppo bassa.
2. Arco elettrico troppo lungo.
1. Corrente di saldatura troppo alta.
2. Velocità d’avanzamento del filo troppo
bassa.
3. Errata la distanza dell’ugello dal pezzo
lavorato.
1. Raffreddato il trasformatore, il termico si reseta
automaticamente (dopo cca 10 minuti; attenzione
all’ED!)
2. Chiudere l’interruttore di protezione
3. Attivare RCD
1. Pulire e rettificare la zona da saldare e la
superficie del pezzo
2. Riparare e/o sostituire cavo di messa a terra
3. Riparare e/o sostituire la canna
1. Sostituire il fusibile 2A
2. Sostituire la corona dentata
3. Sostituire il motore (contattare il Centro
d’Assistenza)
1. Impostare la pressione corretta sulle pulegge
2. Pulire il tubo dell’apparecchio utilizzando il
compressore; s’è troppo sporco, sostituirlo.
3. Sostituire l’ugello di gas e controllare la punta.
4. Controllare la pressione della puleggia, regolarla
eventualmente;
5. Pulire con aria compressa, eventualmente far
sostituire il flessibile.
1. Pulire guida-filo dell’apparecchio con aria
compressa.
2. Sostituire l’ugello di gas oppure tubo di contatto.
3. Pulire oppure sostituire l’ugello di gas.
4. Pulire le pulegge d’avanzamento del filo.
5. Sostituire le pulegge d’avanzamento del filo.
6. Impostare la giusta tensione del filo.
1. Regolare la velocità secondo i sistemi consigliati.
2. Pulire oppure lucidare la superficie da saldare.
3. Sostituire l’ugello di gas e controllare la punta.
1. Aprire il gas e regolare l'afflusso.
2. Pulire oppure sostituire l’ugello di gas.
3. Trattare appositamente la zona da saldare oppure
aumentare l’afflusso di gas.
4. Pulire oppure lucidare il materiale.
5. La distanza tra canna di gas e pezzo lavorato deve
essere 8-10 mm e l’angolo deve essere 30°.
6. Controllare il flessibile di gomma, raccordo e
montaggio del kit dei flessibili. – Premere l’ugello
di gas alla posizione giusta.
1. Sostituire la canna d’aria.
2. Controllare la pressione della puleggia.
3. Rispettare le istruzioni per la velocità
d’avanzamento del filo.
di tensione della puleggia.
1. Aumentare la corrente di saldatura ed
avanzamento del filo.
2. Tenere il flessibile vicino al pezzo lavorato.
1. Ridurre la corrente di saldatura ed avanzamento
del filo.
2. Muovere l’ugello con calma e uniformemente.
3. La distanza tra ugello e pezzo da lavorare deve
essere 8-10 mm.
Page 75

Ispezione e manutenzione
75
Manutenzione del kit dei flessibili
Per assicurare la perfetta funzione dei flessibili si richiede la manutenzione periodica.
L’ugello di gas deve essere trattato periodicamente dello spray di protezione per gli ugelli e pulito all’interno dalle
impurità.
Per tal caso occorre eseguire i seguenti eventi (vedi fig. 26):
1. Togliere l’ugello (1) tirandolo in avanti.
2. Pulire l’ugello dai depos iti formatisi dalla scoria da saldatura.
3. Trattarla dello spray di protezione per gli ugelli.
4. L’ugello irruginito deve essere sostituito.
Manutenzione dell’ugello d’aria
Per tal caso occorre eseguire i seguenti eventi (vedi fig. 26):
1. Togliere l’ugello (1) tirandolo in avanti.
2. Svitare l’ugello d’aria (2).
3. Controllare che il foro, dove passa il filo, non è troppo largo; sostituirl o eventualmente prima di rimontaggio.
4. Premere il pulsante sul flessibile in modo che il filo esca, poi rimontare l’ugello d’aria.
Manutenzione del porta-ugello Fig. 16
Per tal caso occorre eseguire i seguenti eventi (vedi fig. 26):
1. I fori d’uscita di gas possono essere leggermente intasati; in tal caso occorre smontare l’u gello di gas tirandolo
via (1);
2. svitare poi l’ugello d’aria (2);
3. svitare il collettore di gas (3) e sostituirlo di uno nuovo.
Istruzioni di sicurezza per ispezioni e manutenzione.
Solo l’apparecchio periodicamente mantenuto e curato può diventare un aiutante fidabile. La cura e manutenzione
insufficienti possono costituire la causa degli infortuni e delle ferite improvvisi.
Programma delle ispezioni e della manutenzione
Intervallo di tempo Descrizione Altri dettagli
eventuali
Periodicamente
• Manutenzione del kit dei flessibili (soffio e pulizia dell’anima di guida-filo, della
puleggia d’avanzamento del filo, dell’ugello di gas e del collettore del gas)
Ricambi
Avete le domande tecniche? Contestazioni? Avete bisogno dei ricambi oppure del Manuale d’Uso?
Sul nostro sito dell’Internet www.guede.com, nella parte Assistenza, Vi aiutiamo veloce e senza la burocrazia inutile. Vogliate darci la mano per
poter aiutarVi. Per essere in grado di poter identificare Vostro apparecchio nel caso di una contestazione, abbiamo bisogno della matricola, del
IT
codice e dell'anno di produzione. Tutte queste indicazioni troverete sulla targhetta della macchina. Per avere questi dati sempre disponibili, indicarli
qui sotto, per favore:
Numero di serie:___________________________Cod. ord.:______________________________Anno di produzione:__________________
Tel.: +49 (0) 79 04 / 700-360 Fax: +49 (0) 79 04 / 700-51999 E-Mail: support@ts.guede.com
Page 76
Dichiarazione di conformità CE
76
EC Declaration of Conformity
Dichiariamo con il presente noi, Güde GmbH & Co. KG
We herewith declare, Birkichstraße 6, 74549 Wolpertshausen, Germany
che la concezione e costruzione degli apparecchi sotto elencati, nelle realizzazioni che
stiamo introducendo alla vendita, sono conforme ai requisiti principali delle direttive CE
sulla sicurezza ed igiene.
That the following Appliance complies with the appropriate basic safety and health requirements of the
EC Directive based on its design and type, as brought into circulation by us.
Nel caso della modifica dell’apparecchio da noi non autorizzata, la presente dichiarazione
perde la propria validità.
In a case of alternation of the machine, not agreed upon by us, this declaration will loose its validity.
Identificazione degli apparecchi: - MIG 155 6W
Machine desciption:
N° articolo: - 20072
Article-No.:
Direttive CE applicabili: - 98/37 EC
Applicable EC Directives: - 2006/95/EC
- 2004/108/EC
Applicate norme armonizzate: - EN 60974-1
Applicable harmonized - EN 609784-10
Standard:
Ente di certificazione: TÜV Rheinland Product Safety GmbH, Am Grauen Stein, D-51105 Köln
Data/firma del costruttore: 19.09.08
Date/Authorized Signature:
Dati sul sottoscritto: sig. Arnold, Amministratore delegato
Title of Signatory:
Page 77

Mielőtt a gépet üzembe helyezi, figyelmesen olvassa el,
77
kérem, a használati utasítást
A.V. 1
Utánnyomást és részutánnyomást is jóvá kell hagyatni.
Műszaki változások fenntartva.
Gép
Kézi védőgázas hegesztő automatikus drótadagolóval lehetővé teszi a fémalkatrészek szomszédos élei és a pótanyag
összekapcsolását olvasztással. A z olvasztást elektromos ív idézi elő, mely a hegesztendő anyag és a fém drót között
keletkezik, mely folyamatosan a hegesztő égőjéből lép ki, mint alkatrészeket összeköt mint pótanyag. Magasabb
hegesztési feszültséggel vastagabb pléhet is lehet hegeszteni. Ezen utasítások mellőzése következtében keletkezett
hibákért nem vállalunk felelősséget.
Védőgázas és töltődrótos hegesztő készülék MIG 155/6W
Magasabb színvonalú, kompakt hegesztő készülék barkácsolók részére. A 6 kapcsolási fokozatnak köszönhetően
problematikus hegesztésre is alkalmas. Beállítható folyamatos drót adagolás, kellékek.
Kellékei:
Hegesztőpajzs, egy nyomáscsökkentővel ellátott redukciós szelep. 2 hátsó kerék,hőszabályozó és 2 m-es hosszú
csövekből álló cső készlet.
A szállítmány tartalma
MIG 155/6W 1.ábra
1. Védőgázas és töltődrótos hegesztő készülék MIG 155/6W
2. Földelő kábel
3. Cső készlet
4. Redukciós szelep
5. Elektromos kábel
6. Hegesztő pajzs
Jótállás
Jótállási igények a mellékelt jótállási levél szerint.
Általános biztonsági utasítások
A használati utasítást a gép első használata előtt figyelmesen el kell olvasni. Az esetben, ha a gép bekapcsolásával
és használatával kapcsolatban kétségeik lesznek forduljanak a gyártóhoz (szervíz osztály).
A MAGAS SZÍNVONALÚ BIZTONSÁG ÉRDEKÉBEN TARTSA BE AZ ALÁBBI UTASÍTÁSOKAT:
VIGYÁZZ!
Bekapcsolási idő
A készülék teljesítményét az alábbi adatok jellemzik:
„Einschaltdauer/Bekapcsolási idő“ (ED%) feltüntetve a készülék típuscimkéjén, ami a
hegesztési és kihülési ideje közötti különbséget jelenti.
Ez a jellemző a gép terhelési körülményeitől, vagyis a felhasznált hegesztő feszültség mennyi ségétől függ. Kifejezi,
meddig képes a készülék az adott hegesztési feszültséggel, terhelés alatt dolgozni, s 10 perces időszakaszra
átszámítva. Például ED 60%hegesztési feszültségnél a gép megállás nélkül 6 percig működik, ezután üres fázis
következik, hogy a készülék belső részei is kihülhessenek, majd újra bekapcsolódik a hővédelem.
A hegesztőkészülékek helytelen használatával nemcsak saját de más személyek egészségét is veszélyeztetheti.
Ezért, kérem, olvassa el figyelmesen és tartsa be a biztonsági utasításokat. Gondoljon arra, hogy a gép megfontolt és
szakszerű használata, a biztonsági utasítások szigorú betartása, bármilyen sebesülések ellen a leg biztonságosabb
védelem.
A készülék áramlásikörbe való bekapcsolása, használata, vagy szállítása előtt kötelessége figyelmesen
áttanulmányozni az alábbi utasításokat és bebiztosítani, hogy szigorúan be leg yenek tartva.
A KÉSZÜLÉK SZERELÉSE
• A készülék szerelését és karbantartását a helyi biztonsági utasítások betartásával kell végezni.
• Bizonyosodjon meg arról, hogy az áramlásivezető kábel, dugvilla sértetlen állapotban legyen. Az esetben, ha meg
van károsodva, feltétlenül ki kell cserélni. A készüléket rendszeresen karban kell tartani. Kizárólag megfelelő
átmérőjű kábelt szabad használni.
• A földelő kábelt csatlakoztassa minél közelebb munkahelyéhez.
• A gépet tilos nedves környezetben használni. A munkahely, s környék e, minde n tárgyat beleértve, magát a gépet
is, mindig száraz legyen.
Page 78

SAJÁT ÉS HARMADIK SZEMÉLY VÉDELME
78
Hegesztés alatt hő és sugárzás szabadul fel. Ezért fontos megfelelő védőeszközök használata, továbbá be kell
biztosítani saját és harmadik személyek biztonságát.
Tilos magát és más személyeket az elektromos ívfény, vagy felhevült fém hatásának, megfelelő véd e l em
nélkül, kitenni.
Biztosítsa be a hegesztés alatt keletkezett füst elszívatását, esetleg dolgozzon jöl szellőztethető
munkahelyen.
PREVENTIV TŰZVÉDELMI ÉS ROBBANÁS ELLENI INTÉZKEDÉSEK
A salak izzó részecskéi és a szikrák tűzveszélyesek. A tűz és a robbanás további veszélyt jelentenek. Annak
érdekében, hogy ezeket a veszélyeket kikerülje, feltétlenül tartsa be az alábbi utasításokat:
• Tilos a készüléket könnyen gyulladó anyagok, pl. fa, fűrészpor, „lakkok“, oldószerek, benzin, petroleum, földgáz,
acetylén, propan és hasonló gyulékony anyagok közvetlen közel ében használni. A gyulékony anyagokat távolítsa
el munkahelyéről , vagy védje szikrák ellen.
• Munkahelyét kötelező tűzoltó berendezéssel felszerelni.
• Tilos hegesztő és vágó munkákat zárt edényekben, vagy csövekben végezni..
• Tilos hegesztő, vagy vágó munkákat edényekben, vagy csövekben végezni, abban az esetben is, ha nincsenek
elzárva, ha tartalmaznak, vagy tartalmaztak olyan anyagokat, melyek meleg, vagy nedvesség hatására
felrobbanhatnak, vagy más veszélyes reakció állhat be.
A HEGESZTŐ KÉSZÜLÉK SZERELÉSE
A hegesztő készülék szerelésénél feltétlenül köteles betartani az alábbi utasításokat:
• A gépkezelőnek be kell biztosítani szabad hozzáférhetőséget a gép irányító elemeihez és a csatlakozásokhoz.
• A készüléket nem ajánlatos szűk helyiségekbe szerelni: Nagyon fontos, hogy a helység jól szellőztethető legyen.
Tilos poros és szennyezett helységekben hegeszteni, ahol a berendezés port és más tárgyakat szívhat be.
• A készülék ( beleértve a kábeleket is) nem szabad útban hagyni, s nem szabad, hogy más személyeket munka
közben korlátozzanak.
• A hegesztő készülékkel kizárólag egyenes alapzaton szabad dolgozni, s az üzemeltetéséhez használt
gázpalackokat megfelelő módon be kell biztosítani.
Viselkedés kényszerhelyzetben
Igyekezzen a balesetnek megfelelően első segélyt nyújtani, s minél hamarabb biztosítson be orvosi segítségét. A
sebesültet nyugtassa meg, s védje további balesettől.
Jelzések a gépen
A szimbólumok magyarázata:
Ebben az utasításban és/vagy a gépen az alábbi szimbólumok vannak feltüntetve:
A gyártmány biztonsága:
A gyártmány megfelel
az illető EU normák
követelményeinek
Tilalmak:
Általános tilalom
(más piktogrammal
együtt)
Figyelmeztetés:
Figyelmeztetés/vigyázz
Tilos a dohányzás,
nyílt láng, világító
forrás használat a
Figyelmeztetés a
veszélyes magas
feszültségre.
Tilos a kábelnél fogva
húzni
Vigyázz, botlás veszéyl
A gépet tilos nedves
környezetben
használni
Figyelmeztetés!
Egészségre ártalmas
gázok
Figyelmeztetés!
Veszélyes forró
gépfelület
Utasítások:
Viseljen védő
munkacipőt!
Viseljen védő
kesztyüket!
Viseljen előírás szerinti
munkaruhát!
Viseljen hegesztő
pajzsot!
Kinyitás előtt távolítsa
el az áramlásikörből!
Használat előtt olvassa
el a használati
utasítást.
Page 79

Környezetvédelem:
79
Tilos a hulladékot a
környezetben tárolni,
szakszerűen kell
megsemmisíteni
.
A karton csomagolást
adja át speciális
hulladékgyűjtőbe
reciklációra.
Hibás és/vagy
tönkrement villany,
vagy elektronikus
gépeket át kell adni az
illetékes hulladékgyűjtő
telepre.
Csomagolás:
Óvja nedvesség ellen
A csomagolást
felállított helyzetben
tartsa
Vigyázz! Törékeny!
Műszaki adatok:
Dugvilla Súly 230 V 400 V
A termék specifikumai:
Hegsztő
transformátor
Áramlásikör
bebiztosítás
Hővédelem
Rendeltetés szerinti használat
A védőgázas hegesztő készülék a vas – fémek meleg úton való összekapcsolására használandó, élek
szétolvasztásával és pótanyag hozzáadásával. A gyártó nem felelős az általános érvényességű előírások, s a
használati utasítás be nem tartása következtében keletkezett károkért.
Maradékveszély és óvintézkedések
Műszaki maradékveszély
Veszély Megnyilvánulás Óvintézkedés/ek Maradékveszély
Szúrás, átszúrás A kezeit a drót átszúrhatja. Viseljen védőkesztyűt, esetleg
Folyadék kifröccsenése
A hegesztés alatt a fröcskölő
folyadék égési sebesüléseket
idézhet elő.
Elektomos maradékveszély
Veszély Megnyilvánulás Óvintézkedés/ek Maradékveszély
Közvetlen kapcsolat
áramlásimal
Közvetlen kapcsolat
áramlásimal nedves kézzel
áramlásiütést idézhet elő
Hő maradékveszély
Veszély Megnyilvánulás Óvintézkedés/ek Maradékveszély
Égési sebek, fagyás A csőfuvóka és a munkadarab
égési sebeket okozhatnak.
tartsa kezeit biztonságos
távolságban a kilépő dróttól.
Viseljen védő öltözéket és
hegesztőpajzsot.
Kerülje ki a gép érintését
nedves kézzel és ügyeljen a
megfelelő földelésre.
A csőfuvókát és a
munkadarabot hagyja munka
után hagyja kihülni. Viseljen
védő kesztyüket.
Sugárzás veszély
Veszély Megnyilvánulás Óvintézkedés/ek Maradékveszély
Infravörös, látható és ultraibolya
sugárzás
Az elektromos ívfény infravörös
és ultraibolya sugárzást
produkál.
Viseljen megfelelő hegesztő
pajzsot, védő kesztyüket és
védő munkaruhát.
Page 80
Veszélyeztetés munkadarabokkal és más anyagokkal
80
Veszély Megnyilvánulás Óvintézkedés/ek Maradékveszély
Kontaktus,belélegzés Hosszú ideig tartó
Tűz, vagy
robbanásveszély
belélegzésekor a keletkezett
hegesztési gáz megkárosíthatja
tüdejét.
.
Ízzó salak és szikrák gyulladást
ée robbanást okozhatnak.
Munka közben használjon
porszívó berendezést. Ügyeljen
arra, hogy a keletkezett káros
gázokat ne lélegezze be.
Tilos a géppel olyan
környezetben dolgozni, ahol
gyulladás veszélye fenyeget.
Más veszélyeztetések
Veszély Megnyilvánulás Óvintézkedés/ek Maradékveszély
Személyek elcsúszása, botlása,
leesése.
Kábelek, csövek személyek
elbotlását, vagy leesését
idézhetik elő
Tartsa rendben munkahelyét
Megsemmisítés
A megsemmisítési utasítások a gépen, resp. a csomagoláson elhelyezett piktogramokból olvashatók le. Az egyes
jelzések magyarázata a „Jelzések a gépen“ fejezetben találhatók.
Követelmények a gép kezelőjére
A gép kezelője használat előtt figyelmesen olvassa el a használati utasítást.
Szakképesítés
A gép használatához, szakemberrel való felvilágosításon kívül nem szükséges speciális szakképesítés.
Minimális korhatár
A géppel kizárólag 18 éven felüli személyek dolgozhatnak.
Kivételt képez a fiatalkorúak foglalkoztatása szakképzés alatt az oktató felügyelete mellet szakképzettség elsajátítása
érdekében.
Képzés
A gép használatához elegendő szakember felvilágosítása, resp. a használati utasítással való megismerkedés.
Speciális képzés nem szükséges.
Műszaki adatok
MIG 155/6W - #20072
Feszültség
Frekvenció
Max. áramlásiköri teljesítmény
Biztosíték
Üresjáratfeszültség
Állítási terület
Bekapcsoló idő
Max. drótvastagság
Izolációs osztály
Védelmi tipus
Kapcsolási fokozat
Súly cca.
Megrend. szám: 20072
230 V
50 Hz
5,7 kVA
16 A
48 V
25-130 A
130 A ~ 10 % 75 A ~30 %
0,6-1,0 mm
H
IP 21 S
6
25 kg
Szállítás és raktározás
Vigyázz: A készüléket kizárólag egyenes munkahelyzetben használhatja és raktározhatja (egyenes
alapzaton). Vegye figyelembe, kérem, a csomagoláson feltüntetett szimbólumokat!
Ügyeljen arra, hogy a gázpalack jól be legyen szorítva és be legyen biztosítva.
Page 81

Szerelés és első üzembehelyezés
81
1. szerelési összeállítás– a kerekek és a lábak felszerelése: 2.ábra, 3.ábra, 4.ábra, 5.ábra
2.szerelési összeállítás – a markoló felszerelése: 6.ábra
3.szerelési összeállítás – a gázpalack szerelése: 7.ábra, 8.ábra
4.szerelési összeállítás 4 – hegesztőpajzs felszerelése: 9.ábra, 10.ábra
Biztonsági előírások első üzembehelyezéshez
• Ellenőrizze, hogy a villanycsatlakozó előírás szerint be legyen biztosítva
• Viseljen előírt munkaruhát (11.ábra).
• Ügyeljen arra, hogy idegen személyek ne tartózkodjanak a munkaterületen, esetleg nem biztonságos
távolságban.
• Ügyelje n arra, hogy a munkaterületen semmiféle tűzveszélyes anyag ne legyen.
• A dugvillát dugja be az illetékes konektorba, a konektor vagy olvadó biztosítékkal, vagy nagy teljesítményű
védő kapcsolóval legyen bebiztosítva.
• Az áramlásiköri vez eték és a hosszabbító kábel átmérője egyforma legyen.
• VIGYÁZZ ! Elektromos biztonság kizárólag abban az esetben van bebiztosítva, ha a készülék az érvényes,
elektromos berendezésekre vonatkozó utasítások szerint hatásos földelési berendezéshez van kapcsolva.
• Ellenőrizze, hogy a használt áramlásikör feszültsége megegyezik-e a készülék tipuscímkéjén feltüntetett
adatokkal.
Eljárás
Az egyes alkatrészek szerelésénél az ábrázolt sorrend szerint haladjon.
Tartsa be az alkatrészek ábra szerinti elhelyezését. A készülék még nem üzemképes. A gázfolyást 5-7 l/perc
nyomásra kell beállítani. A kilépő gázat védje széllökések ellen. Ezen kívül, kérem, vegye figyelembe az alábbi
információkat: A kapcsoló első fokozata 1-2 keskeny pléhek hegesztésére szolgál, a többi fokozat vastaga bb pléhek
hegesztésére ajánlatos. Minden fokozatváltozásnál be kell állítani az illetékes drót ad agolási sebességet is. Az
esetben, ha hegesztés közben a drót végén csepp keletkezik, a drót adagolási sebességet gyorsítani kell, az esetben
viszont, ha a csővel szemben érzi a drót nyomását, a sebességet csökkenteni kell. Mivel a hegesztett darabok forróak,
az esetben, ha el akarja ezeket mozdítani, vagy el akarja távolítani az égőről a lerakódást, használjon fogót. Mihelyt az
elektromos ívfény megjelenik, tartsa a csövet úgy, hogy kb. 30° szöget zárjon be tekintettel a merőleges vonalra.
Hegesztő drót bevezetése 12.ábra
1. Nyissa fel a hegesztő készülék felső fedelét és csappal biztosítsa be.
2. A hegesztő drót tekercsét úgy helyezze be, hogy a drótot egyenesen be lehesse n fűzni az töltőbe.
Figyelmeztetés: Vigyázzon, hogy a drót ne tekeredjen le a tekercsről, s hogy a vége egyenes legyen nyúlvány nélkül.
A tekercs ellenállását be lehet állítani a rögzítő anyacsavar segítségével a középső részen.
3) A forgató gombot nyissa fel (13 – A. ábra)
4) Emelje fel a kengyel elemet (13 – F.ábra).
5) Ellenőrizze, hogy a dróttöltő csigán a vájatok megegyeznek-e a drót átmérőjével, szükség esetén a fordítható
markolót (13-B.ábra) fordítsa az óra mutató járásával megegyező irányba, emelje ki a csigát és helyezze a
megfelelő vájatba. Majd a kengyel elemet (13-F.ábra) helyezze el és a forgó nyomógombba l (13-A ábra) szorítsa
be addig, mig a drót egyenletesen fog haladni. Az esetben, ha a drót a vájaton csúszkál, a gombot jobban
szorítsa be. Vigyázz: ne szorítsa be túlságosan, különben a nagy mértékű nyomás eredményeként a csiga
megrongálhatja a motor dróttöltő berendezését.
6) Most kapcsolja be a hegesztő készüléket.
7) Miután bebiztosította minden biztonsági utasítás végre hajtását, állítsa be a kapcsolót (21/1. ábra) az 1 fokozatra,
s a drót töltőt (21/2 ábra) szintén az 1. fokozatra.
8) A gáz és az áramlásilási fuvókákat távolítsa el és a nyomó kapcsoló csőre való nyomással engedje kilépni a
drótot (18. ábra, kifeszített cső). Utána helyezze vissza a gáz és az áramlásilási fuvókákat.
9) A gázpalackon állítsa be a szükséges gázmennyiséget.
Javaslat: (0,6 mm-drót → 6 l/óra); (0,8 mm-drót → 8 l/óra); (1,0 mm-drót → 10 l/óra)
10) A gép készen áll hegesztésre.
Általános felvilágosítás a védőgázban folyó hegesztésről.
Fő használati tere műhelyekben, univerzális használat, alkalmas úgy a keskenyebb, mint a vastagabb an yagok
hegesztésére. Érvényes az állítás, hogy minél nagyobb szög alatt hegeszt, annál jobb a hegesztési teljesítmény
pléhanyagok hegesztésénél.
Fontos kellékei: gázkeverék Co 2/Argon, hegesztő drót, hegesztő pajzs, redukciós szelep. Megfelelő drót
használatával alkalmas alumínium és nemesített acél hegesztésére is. (Tiszta argon/VA-drót/aluminium drót),
potencióméter.
Page 82

Kezelés
82
MIG 155/6W13.ábra
1. Állítsa be a hegesztési fokozatot
2. Állítsa be a drót adagolási sebességet.
3. Csatolja hozzá a csövet
4. Kapcsolja hozzá a földelő csipeszeket.
5. A dugvilla segítségével kapcsolja be az áramlásikörbe.
6. Ellenőrző lámpa „üzemeltetés“
7. Ellenőrző lámpa „hővédelem“
Kezelési biztonsági utasítások
• A gépet kizárólag a h aszná lati utasítás figyelmes elolvasása után használhatja.
• Tartsa be az utasításban lévő biztonsági előírásokat.
• Viselkedj en felelősségteljesen más személyekkel szemben.
• Vigyázz!!! Tilos korrodált hegesztő drótot használni!
Utasítás lépésről lépésre
A hegesztendő felület rozsda- és zsiradékmentes legyen. Viseljen hegesztő pajzsot, védő kesztyüket és megfelelő
munkaruhát. A cső a hegesztendő darabbal kb. 30 fokos szöget zárjon be.
1. A munkadarabot a hegesztő varrat területén és a földelő csipeszek csatlakozási helyén csiszolja ki fényesre.
2. A munkadarab megfelelő részére kapcsolja fel a földelő csipeszeket.
3. Állítsa be a használati utasításban lévő táblázat szerint a hegesztő készülék paramétereit (3. fejezet).
4. A gázpalackon állítsa be a szükséges gázmennyiséget.
5. Javaslat: (0,6 mm-drót → 6 l/óra); (0,8 mm-drót → 8 l/óra); (1,0 mm-drót → 10 l/óra)
6. Az esetben, ha már előírás szerinti komplett védő öltözetet visel, elkezdheti a hegesztést.
Javaslat: Mielőtt munkába kezdene, próba hegesztést végezzen,
hogy megállapítsa az optimális hegesztői paramétereket, s így
optimális eredményeket érjen el. 14.ábra
A hegesztési paraméterek az esetben optimálisak, ha a gép
helyes helytelen
15.ábra
egyenletes zúgást ad ki, a hegesztési varrat az anyagba jól
illeszkedik, vagyis relatívan sík.
Tanácsok hegesztéshez
Hibák Okok és javítás Példa
A megdolgozott darab
ferde
A hegesztési varrat
kiemelkedik
Kis fémréteg
A varratok oxidált
felületüek
Tökéletlen felső
behegesztő varrat
Tökéletlen alsó
behegesztő varrat
Tanács hegesztéshez. A hegesztendő felületet meg kell tisztítani a rozsdától és a festéktől. A gázégőt az anyag
tulajdonságai szerint kell kiválasztani. Ajánlatos munka kezdés előtt hulladék anyag on kipróbálni.
1. A varratok megfelelőtlen elkészítése
2. Kiegyenesíteni a széleket és hozzáerősíteni a hegesztéshez.
1. Alacsony feszültség üresjárat alatt
2. Alacsony hegesztési sebesség
3. A hegesztő égő hibás szöge
4. Túlságosan vastag drót
1. Túlságosan nagy hegesztési sebesség
2. A hegesztési sebességhez viszonyított alacsony feszültség
1. Hosszú elektromos ívfény esetén a bevágásban hegeszteni
2. Beállítani a feszültséget
3. A drót meg van hajlítva, vagy túlságosan kiáll a drótvezetőből.
4. A drótadagolás sebsége nem megfelelő
1. Rendszertelen, vagy nem elegendő távolság
2. A hegesztő égő hibás szöge
3. A drótvezető cső elkopott
4. Alacsony drótadagolási, vagy hegesztési sebesség.
1. Magas drótadagolási sebesség
2. A hegesztő égő hibás szöge
3. Túlságosan nagy távolság
Page 83

Üzemzavarok – okok - megoldás
83
Üzemzavar Ok Megoldás
A hegesztő áramlási
kihagy
Nem áll rendelkezésre
hegesztő áramlási.
A védő
teljesítménykapcsoló
vagy az RCD kiesett
Nem áll rendelkezésre
hegesztő áramlási.
.
A drótadagoló motor
nem működik, a jelző
lámpa világit.
A csigák forognak,
viszont a drótadagoló
motor nem működik
A drót adagolása nem
szabályos
Az elektromos ívfény
ingadozó
A hegesztett varratt
porózusos
A hegesztő drót az
áramlásilási fuvóka
közelében megáll.
A hegesztési nyomás
rendszertelen
Túlságosan gyenge
áthaladás.
Túlságosan erős
áthaladás
1. – Túlterhelés miatt a hővédelem nem
működik.
1. Kiesett az áramlásiköri biztosíték 1. Ellenőriztesse a bzitosítékot
1. A hegesztett darab és a földelő csipesz
között rossz kontaktus.
2. A földelő kábel vagy a földelő vezeték hibája
3. Az égő vezetékének a hibája
1. A biztosíték kiégett.
2. A fogazott hüvely hibás, vagy le van
blokkolva.
3. A motor hibás.
1. A csiga nyomása nincs jól beállítva
2. Az égő áramlásiló fuvókae szennyezett,
poros, stb.
3. A gáz fuvóka hibás
4. A drót össze van hajlítva
5. A drótvezető csatorna szennyezett, vagy
hibás.
1. A drót vezeték szennyezett. A gáz fuvóka
elkopott, vagy hibás.
2. A gáz fuvóka szennyezett.
3. A drót adagoló csiga vezetéke akadályozott.
4. A drót adagoló csigák vezetéke
deformálódott.
5. A drót hibás ¨kifeszítése.
1. A drót sebessége nem megfelelő
2. A hegesztett felület szennyezett
3. A gázfuvóka elkopott, vagy hibás
1. Nem áll gáz rendelkezésre
2. A fuvóka tartó el van dugulva.
3. Az anyag rozsdás, vagy nedves
4. Az égő messze van, vagy a hegesztett
darabhoz képest nem megfelelő szög alatt
tartja.
1. Áz áramlásilási fuvóka
2. A hegesztő drót össze van hajlítva.
3. A drót adagolás sebessége túlságosan kicsi.
1. A hegesztő drót beakadt a tekercsen 1. Ellenőrizze, szükség esetén állítsa be a csiga
1. Túlságosan gyenge hegesztő feszültség.
2. Túlságosan hosszú elektromos ívfény
1. Túlságosan magas hegesztő feszültség
2. Lassú drót adagolás
3. Nem megfelelő az égő távolsága a
hegesztett darabtól.
1. A hővédelem a transzformátor lehülése után
azonnal reszetál (kb. 10 perc múlva, vigyázzon az
ED-re! )
2. Kapcsolja be a védő teljesítmény kapcsolót.
3. Kapcsolja be az RCD-t.
1. A hegesztett darab felületét és a hegesztett részt
tisztítsa meg és csiszolja ki.
2. A földelő kábelt javítassa meg, vagy cserélje ki.
3. Az égőt javítassa meg, vagy cserélje ki
1. Cserélje ki a 2 A-biztosítékot.
2. Cserélje ki a fogazott hüvelyt
3. Cserélje ki a motort (szervíz)
1. Állítsa be a csigák helyes nyomását.
2. Tisztítsa ki a készülék kontakt csöveit
légkompressoz segíségével, erős szennyeződés
esetén cserélje ki.
3. Cserélje ki a fuvókaet és ellenőrizze.
4. Ellenőrizze a csiga nyomását, esetleg állítsa be.
5. A csövet tisztítsa ki sűrített levegővel, vagy
cseréltesse ki.
1. A drótvezetőt tisztítsa ki kompresszor
segítségével.
2. Cserélje ki a gáz fuvókát, vagy a kontekt csövet.
3. Tisztítsa ki, vagy cserélje ki a gázfuvókát.
4. Tisztítsa ki a drótadagoló csigákat.
5. Cserélje ki a drótadagoló csigákat.
6. Állítsa be a drót kivánt feszültségét.
1. A drót sebességét állítsa be az ajánlott rendszerek
szerint.
2. A hegesztett felületet tisztítsa ki, vagy csiszolja ki.
3. Cserélje ki a gázfuvókát és ellenőrizze a csúcsát.
1. Engedje meg a gázt és állítsa be a gáz.
2. Tisztítsa meg, vagy cserélje ki a gázfuvókát.
3. A hegesztési felületet készítse el, vagy a gáz
sebességét növelje.
4. Tisztítsa meg a darabot, vagy csiszolja ki.
5. A gáz fuvóka és a hegesztett darab közötti
távolság 8-10 mm, a csövet 30°szög alatt kell
tartani.
6. Ellenőrizze a gumi csövet, a csatlakozást, s a
csövek szerelését. A gázfuvókát helyezze
megfelelő helyzetbe.
1. Cserélje ki az áramlásilási fuvókát. Ellenőrizze a
csiga feszültségét.
2. A drót adagolás sebessége beállításánál vegye
tudomásúl az utasítást.
feszültségét.
1. Emelje a hegesztő feszültséget és a drót
adagolását.
2. A csövet tartsa közel a hegesztett darabhoz.
1. Csökkentse a hegesztő feszültséget és a drót
adagolást.
2. Az égővel nyugodtan, egyenletesen mozogjon.
3. A fuvóka és a hegesztett darab közötti távolság 810 mm legyen.
Gépszemle és karbantartás
Csőkészlet karbantartása
Az érdekében, hogy be legyen biztosítva a csövek probléma mentes üzemeltetése, rendszeres karb antartás
szükséges.
A gázfuvókát rendszeresen védő sprejjel kell kezelni és a belsejét is kitisztítani.
E karbantartási munka végzésénél az alábbiak szerint járjon el (lásd. 26.ábra):
Page 84

1. A fuvókát (1) tolja előre és úgy vegye ki.
84
2. Tisztítsa ki a fuvókát a hegesztő salakból eredő a szen nyeződéstől.
3. Permetezze be a fuvókát védő sprejjel.
4. Az esetben, ha a fuvóka roszdás, ki kell cserélni.
Az áramlási - fuvóka karbantartása
E karbantartási munka végzésénél az alábbiak szerint járjon el ( lásd.26.ábra ):
1. A fuvókát (1) előre húzással vegye le.
2. Az áramlásifuvókát csavarozza le. (2)
3. Ellenőrizze, hogy a csatorna, melyben a drót mozog, ne legyen túlságosan széles, szükség esetén ki kell
cserélni.
4. A csövön lévő nyomógombot nyomja le úgy, hogy a drót kilépjen, majd az áramlási fuvókát újra szerelje vissza.
Fuvókatartó karbantartása 16.ábra
E karbantartási munka végzésénél az alábbiak szerint járjon el (lásd. 26. ábra):
1. A gázvezető nyílások néha kissé eldugultak, ez esetben az olajfuvókát szerelje le a fentiek szerint (1),
2. utána csavarozza le az áramlásiló fuvókát (2)
3. a gázelosztót (3) csavarozza le és cserélje ki.
Gépszemle és karbantartási biztonsági utasítások
Kizárólag rendszeresen karbantartott és kezelt gép lehet megbízható segédeszköz. Elégtelen karbantartás és kezelés
előre nem látható balesetekhez és sérülésekhez vezethet.
Köteles a használati utasításban lerögzített biztonsági utasításokat szigorúan betartani.
Gépszemle és karbantartási terv
Időközök Leírás Esetleges
további
részletek
Rendszeresen
• A csőkészletek karbantartása (a drótvezető csatorna, drót adagoló csigák,
gázfuvókák és gáz elosztó kifúvása és tisztítása )
Pótalkatrészek
Vannak kérdései? Reklamáció? Szüksége van pótalkatrészekre, vagy használati utasításra?
Honlapunkon a www.guede.com címen szervíz terén gyorsan, bürökráciát kizárva segítségére leszünk. Kérem, segítsen, hogy segíthessünk.
HU
Hogy gépét reklamáció esetén identifikálhassuk, szükségünk van a gyártási számra, a szortiment tételszámára és a gyártási évre. Ezek az adatok
fel vannak tüntetve a tipus cimkén. Hogy mindig kéznél legyenek, kérem, jegyezze fel az alábbiakban.
Gyártási szám:_________________________Szortiment tételszám:___________________________Gyártási év:___________________
Tel.: +49 (0) 79 04 / 700-360 Fax: +49 (0) 79 04 / 700-51999 E-Mail: support@ts.guede.com
Page 85

EU azonossági nyilatkozat
85
EC Declaration of Conformity
Ezennel kijelentjük, Güde GmbH & Co. KG
We herewith declare, Birkichstraße 6, 74549 Wolpertshausen, Germany
hogy a lentiekben megjelölt gépipari termék, koncepciója és tervezése, az általunk
forgalomba kerülő kivitelezésben, megfelel az EU illetékes biztonsági és higiéniai
szabályzatok alap követelményeinek.
That the following Appliance complies with the appropriate basic safety and health requirements
of the EC Directive based on its design and type, as brought into circulation by us.
A gépen, a velünk való konzultáció nélkül végzett változások esetén, a jelen
nyilatkozat érvényességét veszti.
In a case of alternation of the machine, not agreed upon by us, this declaration will loose its
validity.
A gépek megjelölése: - MIG 155 6W
Machine desciption:
Megrendelési szám: - 20072
Article-No.:
Illetékes EU előírások: - 98/37 EC
Applicable EC Directives: - 2006/95/EC
- 2004/108/EC
Használt harmonizált
normák: - EN 60974-1
Applicable harmonized - EN 609784-10
Standard:
Certifikáció helye: TÜV Rheinland Product Safety GmbH, Am Grauen Stein, D-51105 Köln
Dátum/a gyártó aláírása: 19.09.08
Date/Authorized Signature:
Az aláíró személy adatai: Hr. Arnold, Geschäftsführer
Title of Signatory:
Page 86

Prije prvog stavljanja stroja u rad neophodno je pročitati sve
86
informacije i upute navedene u Naputku za uporabu.
A.V. 1
Dodatno tiskani materijali, i u skraćenoj verziji, podložni su odobrenju.
Pridržano pravo na tehničke izmjene.
Uređaj
Aparati za ručno zavarivanje u zaštitnoj plinskoj atmosferi s automatskim dodavanjem žice omogućavaju spa janje
metalnih dijelova taljenjem ivica spajanih dijelova i dodatnog materijala. Taljenje materijala izazvano je električnim
lukom koji nastaje između varenog materijala i metalne žice koja se kontinuirano izvlači iz kraja gorionik a i služi kao
dodatni materijal za spajanje varenih dijelova. Veća struja za varenje omogućava zavarivanje dubljih limova. U slučaju
nepoštivanja ovih uputa ne snosimo nikakvu odgovornost za nastale štete.
Aparat za zavarivanje u zaštitnoj plinskoj atmosferi MIG 155/6W
Kompaktni aparat za zavarivanje više klase za kućne majstore. Zahvaljujući 6 stupnjeva za podešavanje prikladan je i
za problematično zavarivanje. S lagano podesivim dodavanjem odnosno izvla čenjem žice i bogatim priborom.
Oprema:
Zaštitna maska za varenje i redukcijski ventil sa dva pokazivača tlaka. Uključujući 2 stražnja kotača straga, zaštitom od
toplotnog preopterećenja, sa setom crijeva duljine 2 m.
Obim isporuke
MIG 155 6W Slika br. 1
1. Aparat za zavarivanje u zaštitnoj p linskoj atmosferi MIG 155/6W
2. Kabel za uzemljenje
3. Komplet crijeva
4. Redukcijski ventil
5. Mrežni kabao
6. Zaštitna maska
Pružanje jamstva
Jamstvo je u skladu sa jamstvenim listom, koji je priložen uz proizvod.
Opće upute za sigurnost na radu
Prije prve uporabe uređaja pročitajte ove upute za uporabu. U slučaju bilo kakve sumnje il i problema s priključivanjem
ili rukovanjem s aparatom obratite se proizvođaču (klijentski servis).
RADI OČUVANJA VISOKOG STUPNJA SIGURNOSTI APARATA POSVETITE POZORNOST SLIJEDEĆIM
UPUTAMA:
UPOZORENJE!
Vrijeme uključivanja
Snaga aparata izražena je parametrima „Einschaltdauer/Vrijeme uključivanja“ (ED%) na tipskoj pločici aparata,
dakle omjer vremena varenja i vremena hlađenja. Ovaj faktor se mijenja, kod istog aparata, ovisno o opterećenju, dakle
ovisno o struji zavarivanja. Prema ovom faktoru možemo utvrditi koliko dugo može aparat raditi , s navedenim
parametrima struje i opterećenja, i odnosi se uvijek na vremenski interval od 10 minuta. Kod struje za zavarivanje za
ED 60% aparat funkcionira (npr.) neprekidno 6 minuta, nakon ovog vremenskog intervala slije di tzv. prazna faza radi
hlađenja unutarnjih dijelova aparata, i zatim je ponovo aktivirana zaštita od pregrijavanja.
Korištenje aparata za zavarivanje kao i sami radovi zavarivanja mogu biti opasni ne samo za osobu koja rukuje
aparatom već i za osobe u okolini mjesta zavarivanja. Osoba koja rad s aparatom za zavarivanje je zbog tog a u svim
slučajevima dužna ne samo pročitati upute navedene u ovom Naputku za korištenje, već i poznavati i pridržavati se
ovih uputa i propisa. Neophodno je stalno voditi računa o tome da djelatnik koji je osposobljen za siguran rad i koji se
strogo pridržava propisa i svojih obveza na radnom mjestu, jest najbolja prevencija ozlj eda na radu. Prije priključivanja,
pripreme, korištenja ili prijevoza aparata za zavarivanje potrebno je pročitati propise navedene u ovom tekstu i strogo ih
se pridržavati.
INSTALACIJ A UREđAJA
• Instalacija i održavanje aparata za zavarivanje smije se vršiti isključivo u skladu s važećim lokalnim propisima.
Page 87

• Redovito provjeravajte stupanj istrošenosti kablova spojnih elemenata i utičnica. Oštećene dijelove treba
87
odmah zamijeniti novim. Osigurajte održavanje aparata u redovitim intervalima. Koristite samo kablove
odgovarajućeg presjeka.
• Kabel za uzemlje nje priključite što najbliže mjestu zavarivanja.
• Aparat za zavarivanje ni u kom slučaju ne koristiti u vlažnoj sredini. Osigurajte da radno mjesto bude savršeno
suho te da budu suhi i predmeti koji se nalaze na radnom mjestu, uključujući sam aparat za varenje.
OSOBNA ZAŠTITA DJELATNIKA I ZAŠTITA TREĆIH OSOBA
Prilikom zavarivanja se na radnom mjestu stvara toplina i zračenje pa je neophodno osigurati odgovarajuću zaštitu
djelatnika uz upotrebu odgovarajućih sredstava za osobnu zaštitu, te poduzeti mjere sigurnosti za zaštitu trećih osoba
u okolini radnog mjesta.
Nikad ne izlažite sebe ni treće osobe djelovanju električnog luka ili užarenog metala bez potrebne zaštite.
Osigurajte odsisavanje nastalog dima odnosno odgovarajuće provjetravanje mjesta zavarivanja.
PREVENTIVNE MJERE ZA ZAŠTITU OD POŽARA I EKSPLOZIJE
Vrući komadići troske mogu uzrokovati požar. Požar i eksplozija predstavljaju dodatnu opasnost. To je moguće izbjeći
poštivanjem slijedećih propisa:
• Nikad ne koristite aparat za zavarivanje u neposrednoj blizini lako zapaljivih materijala k o što su drvo piljevine,
lakovi, otapala, benzin, petrolej, zemni plin, plin, acetilen, propan i slični materijali - lako zapaljive materijale
uklonite sa radnog mjesta ih zaštitite od kontakta s iskrama.
• Za suzbijanj e požara neophodno je imati na raspolaganju odgovarajući aparat za gašenje požara na radnom
mjestu.
• Zabranjeno je variti ili rezati zatvorene posude ili cijevi.
• Zabranjeno je variti ili rezati posude ili cijevi čaki i kada otvorene, ako sadrže ili su sadržavale materijale koji
mogu uslijed djelovanja topline ili vlage eksplodirati ili izazvati dru ge opasne reakcije.
INSTALACIJ A APARATA Z A ZAVA RIV ANJE
Prilikom instaliranja aparata za zavarivanje neophodno je pridržavati se slijede ćih propisa:
• Zavarivač mora imati slobodan pristup upravljačkim elementima i priključcima ap arata za zavarivanje.
• Aparat za zavarivanje ne smije biti instaliran u tijesnim prostorijama: Vrlo važno je osigurati odgovarajuće
ventiliranje odnosno hlađenje aparata za zavarivanje. Aparat za zavarivanje ne instalirajte u jako zaprašenim
ili prljavim prostorijama gdje bi aparat mogao usisati prašinu ili druge predmete.
• Aparat za zavarivanje (uključujući kablove) ne smije sprječavati prolaz kroz prostoriju niti smije sprječavati
ostale djelatnike u radu.
• Aparat za zavarivanjem se smije koristiti samo na ravno j po dlozi, za rad aparata potrebno je koristiti plinsku
bocu koja mora biti na ogovarajući način osigurana.
Postupanje u slučaju nužde
Izvršite neophodne mjere prve pomoći prema konkretnoj ozljedi i što najbrže potražite ljekarsku pomoć.
Zaštitite povrijeđenu osobu od daljih ozljeda i smirite je.
Oznake na uređaju
Značenje simbola
U ovom naputku i/ili na stroju koriste se slijedeći simboli - ideogrami:
Sigurnost proizvoda:
Proizvod je u skladu s
odgovarajućim
normama Europske
zajednice.
Zabrane:
Opća zabrana
(zajedno sa drugim
ideogramom)
Upozorenje!
Upozorenje/Pažnja
Zabranjeno je
korištenje vatre,
otvorenog izvora
svjetla i pušenje.
Upozorenje na
opasnost od ozljeda
uslijed strujnog udara
Ne vucite za kabao
Upozorenje-opasnost
od spotaknuća
Aparat za zavarivanje
se ne smije koristiti u
mokroj sredini.
Opasnost od plinova,
štenim po zdravlje.
Upozorenje na vruću
površinu
Page 88

Naredbe:
88
Upotrjebljavajte
zaštitne cipele
Koristite zaštitne
rukavice.
Koristiti zaštitnu
odjeću.
Koristite masku za
zaštitu lica.
Zaštita okoliša:
Električni ili elektronski
aparati za zavarivanje
Otpad ne bacajte u
okolini radnog mjesta,
nakon sortiranja
osigurajte stručnu
likvidaciju otpada.
Ambalažu od kartona
možete predati centru
za reciklažu otpada.
koji su oštećeni ili
namijenjeni za
likvidaciju moraju biti
likvidirani na mjestima
određenim za
likvidaciju otpada ove
vrste.
Pakiranje:
Čuvajte od utjecaja
vlage
Smjer na ambalaži
prema gore.
Pozor! Krhki tovar!
Tehnički podaci:
Priključenje na mrežu Težina 230 V 400 V
Specifične informacije za ovaj proizvod:
Prije otvaranja izvucite
utikač iz utičnice
Prije rada sa strojem
pažljivo pročitajte ovaj
naputak za uporabu.
Transformator za
varenje
Osiguranje mreže Toplotna zaštita
Korištenje uređaja sukladno njegovoj namjeni
Aparat za zavarivanje u zaštitnoj plinskoj atmosferi namijenjen za termičko spajanje željeznih – metalnih dijelova
taljenjem njihovih ivica uz dodatak dodatnog materijala.
Pomoću ovog stroja moguće je vršiti samo takve radove, za koje je uređaj namijenjen a koji su opisani u naputku za
uporabu stroja.
Sekundarna opasnost i zaštitne mjere
Mehanička sekundarna opasnost
Opasnost Opis Zaštitne mjere Sekundarna opasnost
Probijanje, ubod Može doći do probadanje ruku
žicom za varenje.
Koristite zaštitne rukavice odnosno
čuvajte ruke na dovoljnoj udaljenosti od
izlaza žice.
Prskanje tečnosti Kapi prskajućeg metala kod
zavarivanja mogu uzrokovati
Nosite zaštitnu odjeću i masku za zaštitu
lica.
opekotine.
Sekundarna opasnost električnog udara
Opasnost Opis Zaštitne mjere Sekundarna opasnost
Neposredan kontakt sa
dijelovima pod naponom
Direktan kontakt sa vlažnim
rukama može uzrokovati
ozljede uslijed strujnog udara.
Spriječite dodir vlažnim rukama i
osigurajte dobro uzemljenje uređaja.
Toplotna sekundarna opasnost
Opasnost Opis Opis Sekundarna opasnost
Page 89

Opekotine, smrzotine Kontakt s mlaznicom crijeva ili
89
obratkom odnosno varenim
predmetom može uzrokovati
opekotine.
Nakon zavarivanja pričekajte dok se
mlaznica crijeva i vareni predmet ne
ohlade. Upotrebljavajte zaštitne rukavice
Opasnost od zračenja
Opasnost Opis Zaštitne mjere Sekundarna opasnost
Infra crveno i ultra ljubičasto
svijetlo u vidnom spektru
Električni luk zrači infracrvene i
UV zrake.
Kod zavarivanja uvijek koristite
odgovarajuću masku za zaštitu lica,
zaštitno odijelo i zaštitne rukavice.
Opasnosti od materijala i ostalih tvari
Opasnost Opis Zaštitne mjere Sekundarna opasnost
Dodir udisanje Dugotrajno udisanje plinova
nastalih kod zavarivanja može
biti štetno po zdravlje.
Vatra ili eksplozija Usijani vrući komadići šljake i
varnice mogu predstavljati
uzrok požara.
Pri radu koristite odgovarajuće
postrojenje za odsisavanje prašine i
plinova ili radite u prostorijama s dobrim
provjetravanjem. Izbjegavajte direktno
udisanje plinova.
Aparat za zavarivanjem nikad ne koristite
u potencijalno eksplozivnoj sredini.
Ostale opasnosti
Opasnost Opis Zaštitne mjere Sekundarna opasnost
Klizanje, spotaknuće ili pad
osoba
Kablovi i crijeva mogu
predstavljati uzrok spotaknuća i
padova.
Održavajte čistoću na radnom mjestu.
Likvidacija
Upute za likvidaciju navedeni su posredstvom piktograma koji se nalaze na postrojenju odnosno na ambalaži. Popis
pojedinih značenja pojedinih ideograma ćete naći u poglavlju «Oznake na uređaju».
Preporuke prije upotrebe
Prije upotrebe uređaja mora korisnik pažljivo pročitati ove upute za korištenje.
Kvalifikacija
Osim detaljne upute od strane stručnjaka u vezi korištenja ovog uređaja nije potrebna druga kvalifikaci ja.
Minimalna starost osoblja stroja
Sa crpkom smiju raditi samo osobe koje su napunile 18 godina.
Iznimka kod korištenja aparata za zavarivanje maloljetnim osobama jest primjena aparata u pripremi u okviru stručne
spreme radi postizanja praktičnog znanja pod nadzorom voditelja praktične obuke.
Obuka
Korištenje aparata za zavarivanje je moguće samo nakon odgovarajuće obuke. Specijalna obuka nije neophodna.
Tehnički podaci
Napon 230 V
Frekvencija 50 Hz
Maksimalna snaga
mreže
Osigurač 16 A
Napon u praznom
hodu
Obim regulacije 25 -130 A
Vrijeme uključivanja 130 A ~ 10 % 75 A ~30 %
Maks. debljina žice 0,6 -1,0 mm
Klasa izolacije H
Tip zaštite od
prekostruje
Brzine 6
Težina približno 25 kg
Art. br. 20072
MIG 155/6W - #20072
5,7 kVA
48 V
IP 21 S
Page 90

Prijevoz i skladištenje
90
Upozorenje:Aparat za zavarivanje može se koristiti i skladištiti samo u radnom položaju (na ravnoj podlozi).
Uzimajte u obzir simbole upozorenja navedene na ambalaži!
Osigurajte da plinska boca bude dobro pričvršćena i zatvorena.
Montaža i prvo stavljanje u pogon
Montažni sklop 1 – Montaža kotača aparata za zavarivanje: Slika br. 2, Slika 3, Slika br. 4, Slika 5
Montažni sklop 2 - Montaža ručke aparata za zavarivanje: Slika br. 6
Montažni sklop 3 – instalacija plinske boce: Slika br. 7, Slika 8
Montažni sklop 4 - montaža štitnika za varenje: Slika br. 9, Slika 10
Sigurnosne upute za prvo stavljanje u rad Slika br. 11
1. Zaštitna kaciga za varioce
2. Zaštitna pregača za varioce
3. Zaštitne rukavice a za varioce
• Osigurajte dovoljno osiguranje električnog priključka.
• Koristite pripisano radno odijelo (slika11).
• Osigurajte da se u zoni rada s aparatom za zavarivanje odnosno u zoni opasnosti ne zadržavaju druge osobe.
• Provjerite da li se na radnom mjestu ne n alaze zapaljivi materijali.
• Stavite konektor u odgovarajuću utičnicu, koja mora biti zaštićena rastalnim osiguračem ili zaštitnom sklopkom.
• Priključni kabel za dovod električne struje i eventualni produžni kablovi moraju imati dovoljan presjek.
• UPOZORENJE! Električna sigurnost je garantirana samo ako je aparat za zavariv an je ispravno priključen na
učinkovito uzemljenje u skladu s važećim propisima za električna postrojenja.
• Provjerite da li korišteni mrežni nap on i frekvencija odgovaraju podacima navedenim na tipskoj plo čici aparata.
Postupak
Montažu pojedinačnih dijelova stroja vršite u navedenom redoslijedu.
Osigurajte ispravan raspored montažnih dijelova prema slikama. Aparat za zav arivanje još nije funkcionalan. Otvorite
dotok plina 5-7 l/min. Izlaz plina štitite od udara vjetra. Osim toga je neophodno pridržavati se slijedeći h uputa: Prvi
stupnjevi gumba 1-2 služe za varenje tankozidnih limova, dok se drugi stupnjevi koriste za varenje debljih limova. Kod
svake izmjene stupnja varenja neophodno je podesiti i brzinu dodavanja odnosno izvlačenja žice. Ako se prilikom
varenja na kraju žice stvori, neophodno je povećati brzinu izvlačenja žice, i ako osjetite povećan tlak žic e prema
crijevu, neophodno je smanjiti brzinu izvlačenja žice. Budući da su vareni dijelovi vrlo vrući, za manipulaciju s obratkom
i za otklanjanje slojeva sa kraja gorionika uvijek koristite kliješta. Čim je električni luk upalje n, držite crijevo pod kutom
oko 30° u odnosu na vertikalu.
Navlačenje žice za varenje. Slika br. 13
1. Otvorite gornji poklopac i osigurajte ga sigurnosnim štapićem.
2. Ubacite namot sa žicom za zavarivanje tako da bude omogućeno ravno uvlačenje žice u podavač žice.
Upozorenje: Pazite da ne dođe do odmatanja žice sa namota te da kraj žice bude ravan i bez hrapavim mjesta.
Otpor namota možete podesiti pomoću matice u centru.
3) Otvorite okretni gumb (slika 13 - A)
4) Podignite element stremena (slika 13 - F).
5) Provjerite da li utori na namotu za dodavanje žic e odgovaraju promjeru žice, prema potrebi okrenite okretnu
ručku (slika 13 - B) protiv smjera vrtnje kazaljke na satu, izvadite kolotur i stavite u ispravan utor. Sada
namjestite stremen (slika 13 - F) i zatežite okretni gumb (slika 13 - A) sve dok se žica ne bude ravnomjerno
namatala. Ako žica kliže po koloturima, gumb još više zategnite. Upozorenje: Ne zatežite ga previše, preveliki
tlak na koloturima može oštetiti motor za izvlačenje žice.
6) Sada uključite aparat za zavar iva nje.
7) Nakon što provjerite da li ste poduzeli sve sigurnosne mj ere, podesite gumb (slika 21 1) na stupanj 1 i
regulator dodavanja žice (slika 21/2) podesite na stupanj 1.
8) Skinite plinsku i strujnu diznu i pritiskom prekid ača na crijevu uključite izvlačenje žice (crijevo pritom mora biti
napregnuto, slika 18). Zatim ponovo namjestite strujnu i plinsku diznu.
9) Podesite potrebnu količinu plin u na armaturi plinske boce.
Savijet: (0,6 mm - žica → 6 l/h); (0,8 mm - žica → 8 l/h); (1,0 mm - žica → 10 l/h)
10) Aparat za zavarivanje je sada spreman za varenje.
Page 91

Opće informacije o varenju u zaštitnoj plinskoj atmosferi
91
Aparat za zavarivanje nalazi svoju primjenu uglavnom u radionicama, univerzalan je, koristi se za varenje ne samo
tankih već i debljih limova. Uvijek važi načelo da što više ima aparat za zavarivanje stupnjeva varenja to bolje je
iskoristiv za varenje limova.
Neophodan pribor: mješavina plinova Co 2/Argon, žica za varenje, zaštitna maska za lice, redukcijski ventil. Prikladan
je i za varenje aluminija i VA plemenitog čelika, uz primjenu plina i žice. (Čist argon/VA-žica/aluminijska žica),
potenciometar.
Rukovanje
MIG 155 6W Slika br. 21
1. Podešavanje stupnjeva zavarivanja
2. Podešavanje brzine pomicanja žice
3. Priključenje crijeva
4. Priključenje stezaljke za uzemljenje
5. Utičnica za priključenje na mrežu
6. Kontrolno svjetlo „toplotna zaštita“
7. Kontrolno svijetlo «rad»
Sigurnosne upute za osoblje stroja
• Prije uporabe ue r đaja obavezno pročitajte upute navedene u Uputama za upora bu.
• Pridržavajte se svih sigurnosnih uputa navedenih u naputku za korištenje.
• Pri radu se ponašajte odgovorno prema ostalim osobama.
• Upozoren je! Nikad ne koristite korodiranu žicu za zavarivanje.
Upute korak po korak
U zoni zavarivanja ne smije se nalaziti rđa i lak. Kod zavarivanja uvijek koristite odgovarajuću masku za zaštitu lica,
zaštitno odijelo i zaštitne rukavice. Kut set crijeva u odnosu na položaj varenog komada trebao bi biti oko 3 0 stupnjeva.
1. Izbrusite i ispolirajte veliku površinu na obratku u području šava za priključenje stezaljke za uzemljenje.
2. Sada pričvrstite stezaljku za uzemljene na pripremljeno mjesto na obratku.
3. Podesite parametre aparata za zavarivanje prema korisničkoj tablici za zavarivanje (pogl. 3).
4. Podesite potrebnu količinu plinu na armaturi plinske boce.
5. Savijet: (0,6 mm - žica → 6 l/h); (0,8 mm - žica → 8 l/h); (1,0 mm - žica → 10 l/h)
6. Ako imate na sebi kompletno radno odijelo, možete početi s zavarivanjem.
Savijet: Prije početka zavarivanja izvršite probni var radi testiranja
optimalne podešenosti aparata i postizanje optimalnog rezultata.
Slika 14
Parametri zavarivanja su optimalno podešeni ako se prilikom rada
pravilno nepravilno
Slika br. 15
čuje ravnomjerni šum i zavareni šav dobro napravljen i pričvršćen na
materijal – to znači da je relativno plosnat.
Savjeti za zavarivanje
Kvar Uzrok i način otklanjanja Primjer
Obradak je iskrivljen
Nadvišenje vara
Mali sloj metala
Oksidiran izgled
zavarenog spoja
Nedovoljan var korijena
1. Neispravna priprema zavarenog spoja
2. Poravnati krajeve i fiksirati (pričvrstiti) za zavarivanje
1. Premali napon u praznom hodu
2. Preniska brzina zavarivanja
3. Pogrešni kut prislonjenog gorionika za varenje
4. Predebela žica
1. Previsoka brzina zavarivanja
2. Prenizak napon za brzinu zavarivanja
1. Variti u udubljenju kod dugog električnog luka
2. Podesiti napon
3. Žica je iskrivljena ili previše viri iz vodilice žice
4. Neispravna brzina dodavanja žice
1. Neravnomjerna ili nedovoljna udaljenost
2. Pogrešni kut prislonjenog gorionika za varenje
3. Istrošena cijev vodilice žice
4. Preniska brzina dodavanja žice ili brzinu zavarivanja
Page 92

Zavareni spoj
92
1. Previsoka brzina dodavanja žice
2. Pogrešni kut prislonjenog gorionika za varenje
3. Prevelika udaljenost
U zoni zavarivanja ne smje se nalaziti rđa i lak. Gorionik je odabran prema vrsti materijala. Preporučljivo je prvo
isprobati jačinu struje na otpadnom materijalu.
Kvarovi – Uzroci – otklanjanje kvarova
Kvar Uzrok Način uklanjanja
Povremeni ispadi struje
za zavarivanje
Nema struje za
zavarivanje. Aktiviran
zaštitni prekidač ili RCD
Nema struje za
zavarivanje.
Motor za dodavanje žice
ne funkcionira, kontrolno
svjetlo je uključeno.
Motor za dodavanje žice
ne funkcionira, koloturi
se ne okreću.
Neredovito dodavanje
žice za zavarivanje.
Nestabilno gorenje
električnog luka.
Poroznost zavarenog
spoja.
Žica za zavarivanje se
zaustavlja u blizini dizne
Neravnomjeran tlak kod
zavarivanja
Preslab prodor
Prejak prodor
1. – Zaštita od prekomjerne temperature je
isključila aparat zbog preopterećenja.
1. Ispad mrežnog osigurača 1. Dajte osigurač na pregled
1. Loš kontakt između stezaljke za uzemljenje i
zavarivanog predmeta
2. Greška kabla za uzemljenje ili vodova za
uzemljenje
3. Greška vodova gorionika
1. Osigurač je pregorio.
2. Zupčasti vijenac je u kvar ili je blokiran.
3. Defekt motora.
1. Neispravno podešen pritisak na kolotur
2. Na strujnoj mlaznici gorionika se nalazi
nečistoća, prašina i sl.
3. Plinska dizna je u kvaru.
4. Žica je iskrivljena.
5. Duša vodilice žice je onečišćena ili
oštećena.
1. Nečistoća na vodilici žice za zavarivanje.
Plinska dizna je istrošena ili u kvaru.
2. Plinska dizna je začepljena.
3. Neka prepreka sprječava okretanje kolotura
za dodavanje žice.
4. Koloturi za dodavanje žice su deformirani.
5. Neispravna napetost žice.
1. Pogrešna podešenost brzine žice.
2. Nečistoće na mjestu zavarivanja.
3. Plinska dizna je istrošena ili u kvaru.
1. Nema plina.
2. Držač dizne je začepljen.
3. Korozija materijala ili je materijal vlažan.
4. Gorionik je previše udaljen ili ga držite pod
neispravnim kutom u odnosu na položaj
varenog predmeta.
1. Dizna je istrošena
2. Žica za zavarivanje je istrošena
3. Preniska brzina dodavanja žice
1. Žica za zavarivanje je blokirana na namotu. 1. Provjerite i eventualno podesite tlak napetosti
1. Preniska struja zavarivanja.
2. Predugačak električni luk
1. Prejaka struja zavarivanja
2. Presporo dodavanje žice
3. Neispravna udaljenost gorionika od
zavarivanog predmeta.
1. Zaštita od prekomjerne temperature izvršit će
automatski reset nakon što se ohladi transformator
(otprilike nakon 10 minuta, pazitevna ED!)
2. Uključite zaštitni prekidač
3. Uključite RCD
1. Očistiti i izbrusiti područje koje ćete variti i površinu
zavarivanog predmeta
2. Popraviti ili zamijeniti kabel za uzemljenje
3. Popraviti ili zamijeniti gorionik .
1. Zamijenite osigurač 2A
2. Zamijeniti zupčasti vijenac.
3. Zamijeniti motor (obratite se klijentskom servisu).
1. Podesite pritisak kolotura na ispravnu vrijednost.
2. Očistite kontaktnu cijev aparata za zavarivanje. Za
čišćenje koristite zračni kompresor, u slučaju jako
onečišćenja cijev zamijenite novom.
3. Zamijenite plinsku diznu i provjerite šiljak.
4. Provjerite pritisak kolotura, eventualno ga ispravno
podesite.
5. očistiti komprimiranim zrakom i eventualno dajte
zamijeniti set crijeva.
1. Očistite vodilice žice aparata za zavarivanje
komprimiranim zrakom.
2. Zamijenite plinsku diznu ili kontaktnu cijev.
3. Očistite ili zamijenite plinsku diznu.
4. Očistite koloture za dodavanje žice
5. Zamijenite koloture za dodavanje žice.
6. Podesite napinjanje žice na ispravnu vrijednost.
1. Brzinu izvlačenja žice podesite prema
preporučenim parametrima.
2. Zavarivanu površinu očistite ili ispolirajte.
3. Zamijenite plinsku diznu i provjerite šiljak.
1. Otvorite plin i podesite dovod plina.
2. Očistite ili zamijenite plinsku diznu.
3. Dobro pripremite mjesto za zavarivanje ili
povećajte dovod plina.
4. Materijal očistite ili ispolirajte.
5. Udaljenost između plinske dizne i zavarivanog
predmeta mora biti najmanje 8-10 mm i crijevo je
potrebno držati pod kutom od 30°.
6. Provjerite gumeno crijevo, priključak i instalaciju
seta crijeva. – Plinsku diznu stavite pritiskanjem u
ispravan položaj.
1. Zamijenite diznu.
2. Provjerite tlak napetosti kolotura.
3. Pridržavajte se uputa za dodavanje žice.
kolotura.
1. Povećajte struju za zavarivanje i dodavanje žice.
2. Crijevo držite u blizini zavarivanog predmeta.
1. Smanjite struju za zavarivanje i dodavanje žice.
2. Gorionik pomičite mirno i ravnomjerno.
3. Udaljenost mlaznice od zavarivanog predmeta
mora biti 8-10 mm.
Page 93

Inspekcija i održavanje
93
Održavanje kompleta crijeva
Radi osiguranja besprijekornog funkcioniranja neophodno j e redovno održavanje.
Na plinsku diznu je potrebno nanijeti sprejem zaštitni sloj i očistiti od unutarnjih taloga.
U ovom slučaju je potrebno izvršiti slijedeće radnje (vidi sliku 26):
1. Skinuti diznu (1) povlačenjem prema naprijed.
2. Očistiti diznu od taloga troske nastale kod zavarivanja.
3. Na diznu nanesite zaštitni sprej.
4. Ako je dizna korodirana, mora biti zamijenjena novom.
Održavanje dizne
U ovom slučaju je potrebno izvršiti slijedeće radnje (vidi sliku 26):
1. Skinite diznu (1) povlačenjem prema nazad
2. Odvijte diznu (2)
3. Provjerite da li otvor za prolaz žice nije previše dug, širok, eventualno ga prije ponovne montaže
zamijenite novim.
4. Pritisnite gumb na crijevu tako da izađe žica iz otvora, zatim ponovo montirajte diznu.
Održavanje gorionika dizne.
U ovom slučaju je potrebno izvršiti slijedeće radnje (vidi sliku 26):
1. Otvori za ispuštanje plina mogu biti ponekad malo začepljeni ili onečišćeni, u takvom slučaju je
neophodno skinuti plinsku diznu (1),
2. zatim odviti diznu (2),
3. odvrniti razdjeljivač plina (3) i zamijeniti novim.
Sigurnosne upute za tehničke preglede i održavanje
Samo redovito održavanje aparata za zavarivanje će Vam osigurati nesmetan rad. Nedovoljna njega i održavanje može
biti uzrok nepredvidivih ozljeda i povreda.
Plan kontrola i održavanja
Vremenski
interval
Redovito
Opis Eventualne
napomene
• Održavanje kompleta crijeva (čišćenje komprimiranim zrakom i čišćenje
unutrašnjosti vodilice žice, kolotura za dodavanje žice, plinske dizne i
razdjeljivača plina)
Rezervni dijelovi
Da li imate tehnička pitanja ? Reklamaciju? Da li Vam trebaju rezervni dijelovi ili upute za uporabu?
Na našem home page www.guede.com u odjeljenju „Servis“ ćemo Vam pružiti pomoć brzo i bez nepotrebne birokracije. Pomozite nam
HR
kako bismo Vam mogli pomoći. Radi identifikacije Vašeg aparata u slučaju reklamacije potreban nam je serijski broj, broj narudžbe i godina
proizvodnje. Sve ove podatke naći ćete na tipskoj pločici. Kako biste ove podatke uvijek imali pri ruci, napišite je molim ovdje:
Serijski broj: Kataloški broj: Godina proizvodnje:
Telefon: +49 (0) 79 04 / 700-360 Fax: +49 (0) 79 04 / 700-51999 E-mail: support@ts.guede.com
Page 94

Izjava o sukladnosti EU
94
EC Declaration of Conformity
Temeljem ove izjave izjavljujemo, Güde GmbH & Co. KG
We herewith declare, Birkichstraße 6, 74549 Wolpertshausen, Germany
da dole navedeni uređaji u izvedbama, koja se plasiraju na tržište, sa svojom
koncepcijom i konstrukcijom odgovaraju osnovnim zahtijevima smjernica EU za
sigurnost i zdravlje.
that the following Appliance complies with the appropriate basic safty and health requirements of
the EC Directive based on its design and type, as brought into circulation by us.
U slučaju bilo koje izmijene uređaja bez prethodnog dogovora s proizvođačem, ova će
izjava izgubiti važnost.
In a case of alternation of the machine, not agreed upon by us, this declaration will loose its
validity.
Oznaka uređaja: - MIG 155 6W
Machine Description:
Art. br.: - 20072
Article-No.:
Primjenjive smjernice EU: - 98/37 EC
Applicable EC Directives: - 2006/95/EC
- 2004/108/EC
Primijenjene harmonizirane
norme: - EN 60974-1
Applicable harmonized - EN 609784-10
Standards:
Mjesto certifikacije: TÜV Rheinland Product Safety GmbH, Am Grauen Stein, D-51105 Köln
Datum/Poptis proizvođača: 19.09.08
Date/Authorized Signaure:
Podaci o potpisanoj osobi Gospodin Arnold, Geschäftsführer
Title of Sinatory:
Page 95

Pred uvedbo naprave v pogon natančno preberite priloženo
p
95
navodilo za uporabo.
A.V. 1
Dodatne kopije, pa če prav le delnih ali skrajšanih različic, zahtevajo odobritev.
Tehnične s
Naprava
Varilni aparati za ročno varjenje v zaščitnem plinu, s samodejnim podajanjem žice služijo za spajanje kovinskih delov;
stopijo dodaten material in površine, ki jih želimo med seboj povezati. Topljenje omog oča ele ktri čen lok, ki nastane
med varjenim materialom in kovinsko žico. Le-ta neprestano izhaja z vrha gorilnika, hkrati pa služi kot vmesni material
za spajanje posameznih delov. Višji varilni tok omogoča tudi varjenje debelejše pločevine. Za škode, ki bi nastale
zaradi neupoštevanja teh napotkov, proizvajalec ali njegov zastopnik ne odgovarjata.
Varilni aparat s funkcijo varjenja v zaščitnem plinu MIG 155/6W
Kompakten aparat za varjenje višjega razreda za domače mojstre. S svojimi 6 prestavami je aparat primer en tudi za
varjenje težavnejših zvarov. Aparat je opremljen s enakomerno nastavljivo funkcijo podajanja žice in je bogato
opremljen.
Oprema:
Varilna maska in redukcijski ventil z enim pokazateljem tlaka. Sledita 2 kolesci zadaj, varovalke proti pregrevanju in
kompleti gibkih cevi v dolžini 2 m.
Obseg dobave
remembe pridržane.
MIG 155/6W
Slika 1
1. Varilni aparat s funkcijo varjenja v zaščitnem plinu MIG 155/6W.
2. Kabel za ozemljitev
3. Komplet gibkih cevi
4. Redukcijski ventil
5. Omrežni kabel
6. Varilska maska
Garancijski pogoji
Garancijski pogoji so opisani v priloženem garancijskem listu.
Splošna varnostna navodila
Pred prvo uporabo naprave natančno preberite celo navodilo za upora bo. Če dvomite glede priključitve in rokovanja z
napravo, se prosim posvetujte s proizvajalcem (na servisnem oddelku).
ZARADI USTREZNE STOPNJE VARNOSTI, PROSIM DA POSVETITE POZORNOST SLEDEČIM NAPOTKOM:
POZOR!
Čas vklopa
Zmogljivosti naprave izražajo podatke »Einschaltdauer/Čas vklopa« (ED%) na tipski etiketi na prave, to pomeni
razmerje med časom varjenja in časom hlajenja. Ta faktor je spremenljivka aparata – odvisno od pogojev obremenitve
tj. na podlagi izhajajočega varilnega toka. Opisuje kako dolgo lahko naprava ob navedenem varilnem toku pri
obremenitvi deluje in se vedno nanaša na časoven interval 10 minut. Npr. pri varilskem toku za ED 60% deluje naprava
npr. neprekinjeno 6 minut; nato sledi prazna faza, pri kateri se ohladijo notranji deli; nato se ponovno vključi zaščita
proti toplotni preobremenitvi aparata.
Pri uporabi varilskih aparatov in izvajanju varilskih del lahko to pomeni nevarnost tako za osebo, ki napravo uporablja
kot tudi za druge prisotne osebe. Zato mora oseba, še pred uporabo naprave natančno prebrati varnostne pre dpise, ki
so navedeni v tem priročniku, jih dojeti in obvezno in brezpogojno upoštevati. Ne pozabite: Le previdnost, dobra
izurjenost in poučenost uporabnika, ki strogo upošteva svoje dolžnosti, so
poškodbam. Še pred priključitvijo, pripravo, uporabo ali premeščanjem naprave natančno preberite vse
napotke, ki so zajeti v nadaljevanju in jih upoštevajte.
pravzaprav najboljša zaščita proti
NAMESTITEV NAPRAVE
• Aparat vedno uporabljamo (priključujemo) in vzdržujemo v skladu s krajevnimi varnostnimi predpisi.
• Pri tem upoštevamo obr abljenost kablov, spojnega materiala in vtičnic. Poškodovane dele takoj zamenjamo z
novimi. Aparat mora biti redno vzdrževan. Uporabljajte le kable z ustreznim prerezom.
• Kabel za ozemljitev priključite čim bližje delovnemu mestu.
Page 96
• Nikoli ne uporabljajte aparata v vlažnem okolju. Poskrbite, da bo mesto, kjer varite vedno suho; prav tako naj
96
bodo suhi tudi predmeti, ki so tukaj prisotni – enako velja tudi za aparat sam.
OSEBNA ZAŠČITA IN ZAŠČITA DRUGIH OSEB
V procesu varjenja nastajata žarčenje in vročina. Zato pri delu uporabljajte ustrezna sredstva in ukrepajte, da se pri
delu zavarujete; prav tako odgovarjate za varnost drugih oseb.
Nikoli ne izpostavljajte sebe ali drugih oseb električnemu loku ali razbeljeni kovini brez ustrezne zaščite.
Poskrbite za sesanje dima, ki se sprošča pri varjenju; delovno mesto mora biti dobro prezračeno.
PREVENTIVNI UKREPI PROTI POŽARU IN EKSPLOZIJI
Razbeljeni kovinski deli in iskre lahko povzročijo požar. Tudi požar in eksplozija sta potencialna nevarnost. Le-tem pa
se boste izognili, ob upoštevanju sledečih priporočil:
• Ne uporabljajte naprave v neposredni bližini lahko vnetljivih materialov, kot so: les, žagovina, »laki«, topila
bencin, petrolej, plin, acetilen, propan in podobne vnetljive snovi; le – te shranite na varno ali jih zavarujte pred
iskrenjem.
• Kot ukrep za odstranjevanje požara imejte pripravljen ustrezen gasilni aparat.
• Ne režite in ne varite materialov v zaprtih posodah ali ceveh.
• Prav tako ne varite in ne režite posod ali cevi, čeprav niso vgrajene v zaprt krogotok, oz. če vsebujejo ali so
vsebovale snovi, ki bi jih lahko pod vplivom toplote ali vlage razneslo, podžgal o, oziroma snovi, ki bi lahko
sprožile ostale nevarne reakcije.
NAMESTITEV VARILNEGA APARATA
Pri namestitvi aparata upoštevajte sledeče predpise:
• Oseba, ki uporablja a parat, mora imeti nemoten dostop do elementov in priključkov na aparatu.
• Ne nameščajte aparata v pretesnih prostorih: Zelo je pomembno je pravilno kroženje zraka okoli aparata. Ne
sestavljajte aparata v prašnem okolju ali v umazanih prostorih, kjer bi lahko naprava vsesala prah ali druge
predmete.
• Naprava (vključno s kabli) ne sme omejevati prehoda za druge osebe ali jih ovirati pri delu.
• Aparat lahko upora bljate le na ravni podlagi; za njegovo delovanje pa uporabljajte le ustrezno zaščiteno
jeklenko za plin.
Ravnanje v zasilnih primerih
Ukrepajte na ustrezen način in nudite ustrezno prvo pomoč poškodovanim osebam; čimprej pokličite zdravnika na
pomoč. Zavarujte poškodovanca pred nadaljnjimi poškodbami in ga pomirite.
Oznake na napravi
Legenda simbolov
V tem navodilu za uporabo ali na stroju se nahajajo sledeči simboli:
Varnost naprave:
Izdelek je v skladu z
ustreznimi standardi
Evropske skupnosti
Prepovedi:
Splošna prepoved
(skupaj z drugim
ideogramom)
Prisotnost ognja,
neposredne svetlobe in
kajenje so
prepovedani.
Ne vlecite za kabel
Naprave ne
uporabljajte, če je
mokra.
Opozorilo:
Opozorilo/Previdno
Ukazi:
Uporabljajte varnostno
obutev
Nevarnost električnega
udara
Uporabljajte zaščitne
rokavice.
Opozorilo – nevarnost
spotike
Uporabljajte zaščitno
obleko
Izogibajte se zdravju
škodljivim plinom
Uporabljajte masko za
zaščito obraza.
Nevarnost opeklin
zaradi vroče površine
Pred demontažo
izvlecite vtič iz vtičnice
Pred uporabo natančno
preberite navodilo za
uporabo
Page 97

Varovanje bivanjskega okolja:
97
Električne ali
Ne mečite odpadkov
kamorkoli: odnesite jih
na ustrezno mesto.
Ovitek iz kartona lahko
oddate v surovino za
reciklažo ali na
ustrezna mesta.
elektronske naprave, ki
so poškodovane ali
namenjene za
odstranjevanje,
odnesite na mesta, ki
so za to namenjena.
Ovitek:
Zavarujte pred vlago Smer ovitka: navzgor Pozor krhko, lomljivo
Tehnični podatki :
Priključitev na omrežje Teža 230 V 400 V
Specifični podatki za izdelek:
Varilni
transformator
Zaščita mreže
Temperaturna
zaščita
Uporaba v skladu z namenom
Aparat za varjenje v zaščitnem plinu je namenjen za toplotno povezovanje železa – kovin s taljenjem robov in
dovajanjem dodatnega (varilnega) materiala.
Če ne boste upoštevali načel in splošno veljavnih predpisov ter določb, zajetih v teh navodilih za uporabo, proizvajalec
ne bo v nobenem ne odgovarjal za morebitne škode, do katerih bi zaradi tega prišlo.
Sekundarne nevarnosti in varnostni ukrepi
Sekundarne nevarnosti – mehanske poškodbe
Nevarnost Opis Zaščitni ukrepi Druge nevarnosti
Poškodbe zaradi vboda, vbod Vbod v roke: s konico žice. Uporabljajte zaščitne rokavice,
Vbrizganje tekočin Brizgajoče kapljice pri varjenju
lahko povzročijo opekline.
oz. roke imejte v varni razdalji
od žice.
Uporabljajte zaščitno obleko in
zaščitno masko.
Sekundarna nevarnost električnega udara
Nevarnost Opis Zaščitni ukrepi Druge nevarnosti
Neposreden stik z električnim
tokom
Neposreden električen stik z
vlažnimi ali mokrimi rokami
lahko povzroči poškodbe zaradi
električnega udara.
Ne dotikajte se naprave z
vlažnimi rokami in poskrbite, da
bo dobro ozemljena.
Sekundarna nevarnost zaradi visoke toplote
Nevarnost Opis Opis Druge nevarnosti
Opekline, omrzline V stiku s šobo na gibki cevi in
obdelovanim materialom lahko
nastanejo opekline.
Cevno šobo in obdelovan
material se mora ohladiti,
preden zapustite delovni
prostor. Uporabljajte zaščitne
rokavice.
Page 98

Nevarnost zaradi sevanja
98
Nevarnost Opis Zaščitni ukrepi Druge nevarnosti
Infrardeča, vidna in
ultravijolična svetloba.
Električni lok povzroča infrardeče in ultravijolično žarčenje.
Vedno uporabljajte ustrezno
varilsko masko, nosite zaščitno
obleko in zaščitne rokavice.
Nevarnosti v stiku z obdelovanim materialom in drugimi snovmi
Nevarnost Opis Zaščitni ukrepi Druge nevarnosti
Stik, vdihavanje. Vdihavanje produktov varjenja
(plinov) dalj časa, je lahko
škodljivo za zdravje.
Ogenj ali eksplozija Razbeljeni kovinski delci in
iskre lahko povzročijo požar.
Pri delu uporabljajte sesalno
napravo ali aparat uporabljajte
na mestu, ki je dobro
prezračeno. Izognite se
neposrednemu vdihavanju
plinov.
Nikoli ne uporabljajte naprave v
okolju, kjer lahko nastane
požar.
Druge nevarnosti
Nevarnost Opis Zaščitni ukrepi Druge nevarnosti
Drsenje, spotikanje ali padec
oseb
Kabli in gibke cevi so lahko
vzrok za spotiko in padec pri
delu.
Upoštevajte red in čistočo.
Odstranjevanje
Napotki za odstranjevanje odpadkov izhajajo iz ideogramov, ki so nameščeni na napravi oz. na ovitku. Razlaga
njihovega pomena je opisana v poglavju »Oznake na aparatu ali stroj u«.
Zahteve, ki jih mora spolnjevati uporabnik
Uporabnik je dolžan pred uporabo naprave natančno prebrati ta navodila za uporabo.
Izobrazba
Za uporabo ni potrebna nobena posebna izobrazba, razen napotkov glede uporabe naprave.
Minimalna starost
Mladoletniki lahko uporabljajo napravo, ko dopolnijo 18. leto starosti. Izjema so osebe, ki aparat uporabljajo pod
nadzorom strokovno izobražene odrasle osebe z namenom, da se sami izučijo oz. izurijo.
Šolanje
Uporaba naprave zahteva le ustrezno spretnost. Posebno šolanje zato ni potrebno.
Tehnični podatki
MIG 155/6W - #20072
Napetost
Frekvenca
Največja zmogljivost
mreže
Varovalka
Napetost delovanja
na prazno
Obseg regulacije
Čas vklopa
Največja debelina
žice
Razred izolacije
Tip zaščite
Menjalne prestave
Teža približno
Artikel št.: 20072
230 V
50 Hz
5,7 kVA
16 A
48 V
25 -130 A
130 A ~ 10 % 75 A ~30 %
0,6 -1,0 mm
H
IP 21 S
6
25 kg
Page 99
Transport in skladiščenje
99
Opozorilo: Napravo lahko uporabljate in skladiščite le v navpični legi in na ravni podlagi. Upoštevajte prosim
simbole na ovitku!
Poskrbite, da bo plinska jeklenka dobro pritrjena in zaprta.
Montaža in prva uvedba v pogon
Montažni komplet 1 – Montaža kolesc in podstavkov: Slika 2, Slika 3, Slika 4, Slika 5
Montažni komplet 2 – Montaža ročaja na aparat: Slika 6
Montažni komplet 3 – namestitev jeklenke za plin: Slika 7, Slika 8
Montažni komplet 4 – Montaža varilske zaščite: Slika 9, Slika 10
Varnostni napotki pri prvi uporabi naprave v pogon Slika 11
1. Varilska čelada
2. Varilski predpasnik
3. Varilske rokavice
• Električni priključek mora biti vedno ustrezno zavarovan.
• Uporabl jajte delovno in le ustrezno zaščitno obleko (slika 11).
• Poskrbite za to, da se v delovnem oz. v nevarnem o bmočju ne zadržujejo nobene druge ali tuje osebe.
• Tudi vnetljive materiale shranjujte ločeno d mesta, kjer delate, ali pa jih odnesite drugam.
• Vtič vtaknite v ustrezno vtičnico; vtičnica mora biti zavarovana s topljivo varovalko ali proti prenapetosti na
ustrezen način.
• Električni oz. podaljševalni kabli morajo biti enakega premera kot originalni kabel.
• POZOR! Varnost električnih delov je zanesljiva le v primeru, da je naprava v skladu z veljavnimi predpisi za
električne naprave, ter da je pravilno priključena na priključek za ozemljitev.
• Preverite, če uporabljena omrežna napetost in frekvenca ustrezajo podatkom na tipski etiketi napr ave.
Postopek
Posamezne dele vedno montirajte v opisanem ali prikazanem zaporedju.
Upoštevajte pravilen vrstni red montažnih delov, tako kot je prikazano na sliki. Naprava še ni pripravlj ena za delovanje.
Odprite dovod plina pod tlakom 5 - 7 l/min. Izpust plina zavarujte pred sunki vetra. Razen navedenih pa up oštevajte še
naslednja priporočila: Prvi prestavi (1 in 2) služita za varjenje tanjše pločevine; nasled nje prestave pa služijo za
varjenje debelejše pločevine. Pri vsakem spreminjanju stikala pa je pomembno, da nastavimo tudi hitrost premikanja
žice. V kolikor med varjenjem na koncu žice nastane kapljica, povečajte hitrost podajanja žice ter: v kolikor začutite tlak
žice proti cevi, hitrost podajanja žice znižajte. Glede na to, da so zavarjeni deli prevroči, uporabljajte vedno klešče tudi
v primeru, da z njimi želite načeti in odstraniti odvečne sloje na koncu gorilnika. Ko električni lok zagori, držite cev pod
kotom približno 30° glede na navpičnico.
Namestitev varilne žice Slika 13
1. Odprite zgornji pokrov varilnega aparata in fiksirajte pokrov z pritrdilnim količkom.
2. Vstavite tuljavo z varilno žico tako, da lahko žico ravno napeljete v sistem za podajanje.
Opozorilo : Pazite, da se žice s tuljave ne odvija in da bo njegov konec poravnan a ne razcefran.
Upor tuljave lahko nastavite s pritrdilno matico na sredi.
3) Odprite vrtljiv gumb (slika 13 - A)
4) Dvignite streme (slika 13 - F).
5) Preverite, če utori na škripcu za podajanje žice ustrezajo premeru žice in jih po potrebi obrnite na vrtljiv ročaj
(slika 13 - B) proti smeri urinih kazalcev; škripec vzemite ven in ga vložite v ustrezen utor. Sedaj namestite
streme (slika 13 – F) in vrtljiv gumb (slika 13 - A) privijajte, dokler se žica ne navija enakomerno. V kolikor žica
zdrsne s škripca, gumb še enkrat privijte. Opozorilo: Ne stegujte premočno, da z odvečnim tlakom škripca ne
povzročite škod na motorju za podajanje žice.
6) Sedaj varilni aparat vključite.
7) Takoj ko preverite, da ste spolnili vse varnostne ukrepe, nastav ite stikalo (slika 21/1) na stopnjo 1 in stikalo za
reguliranje dodajanja žice (slika 21/2) na stopnjo 1.
8) Snemite plinsko in tokovno šobo, pritisnite na tlačno stikalo na gibki cevi in ga držite; žica mora izhajati ven
(cev mora ostati napeta, slika 18). Nato tokovno in plinsko šobo ponovno namestite.
9) Nastavite potrebno količino plina na armaturi plinske jeklenke.
Namig: (0,6 mm - žica → 6 l/h); (0,8 mm - žica → 8 l/h); (1,0 mm - žica → 10 l/h)
10) Sedaj je naprava pripravljena za varjenje.
Page 100

Splošne informacije o varjenju v zaščitnem plinu
100
Glavno področje uporabe je v delavnicah. Aparat je univerzalno uporaben za varjenje tako tanjših pločevin, kot tudi
debelejših materialov. Velja pravilo, da čim več stopenj ima varilni aparat, tem boljša je njego va izraba pri delu s
pločevino.
Pomembna oprema: mešanica plinov CO 2/Argon, varilna žica, varilski ščitnik, redukcijski ventil. Aparat je primeren
tudi za aluminij in VA žlahtno jeklo pri uporabi ustreznega plina in žice. (Žlahten Argon/VA-žica/aluminijasta žica),
potenciometer.
Rokovanje
MIG 155/6W Slika 21
1. Nastavitev stopenj varjenja
2. Nastavitev hitrosti pomika žice
3. Priključitev cevi
4. Priključek za ozemljitev
5. Vtič za priključitev na omrežje
6. Kontrolna lučka »toplotna zaščita«
7. Kontrolna lučka »delovanje«
Varnostni napotki za rokovanje
• Napravo uporabljajte šele, ko v celoti preberete priloženo navodilo za uporabo.
• Upoštevajte vse varnostne napotke, ki so navedeni v teh navodilih za uporabo.
• Do drugih oseb se vedno obnašajte odgovorno.
• Pozor !!! Nikoli ne uporabljajte zarjavele varilske žice.
Navodilo korak po koraku
Varjeno področje ne sme biti onesnaženo z rjo ali lakom. Vedno uporabljajte ustrezno zaščitn o varilsko masko, nosite
zaščitne rokavice in zaščitno obleko. Kot položaja kompleta gibkih cevi glede na obdelan komad mora biti najmanj 30
stopinj.
1. Do sijajnega izbrusite veliko pločevino na obdelovanem materi alu na zavarjenem mestu in priključite sponke
za ozemljitev.
2. Sedaj priključite sponko za ozemljitev na pripravljeno mesto na obdelova nem komadu.
3. Nastavite parametre varilnega aparata tako, kot je opisano v tabeli varjenja (poglavje 3).
4. Nastavite potrebno količino plina na armaturi plinske jeklenke.
5. Namig: (0,6 mm - žica → 6 l/h); (0,8 mm - žica → 8 l/h); (1,0 mm - žica → 10 l/h)
6. Če ste oblečeni v ustrezno zaščitno obleko, lahko sedaj pričnete z delom (varjenjem).
Namig: Še preden začnete z delom, opravite poskusno varjenje, da
preizkusite optimalno nastavitev varjenje in s tem dosežete optimalen
pravilno napačno
Slika 15
rezultat dela.
Parametri varjenja so optimalno nastavljeni v primeru, da pri delu
nastaja enakomeren šum in zvarjen del je pravilno obdelan (zavarjen),
to pomeni, da mora biti relativno raven.
Slika 14
Namigi za varjenje
Okvara Vzrok in rešitev Primer
Obdelovani komad je
neraven
Previsok zvar
Premajhen sloj kovine
Vari izgledajo kot bi bili
pod vplivom oksidacije
Premalo zvarjen koren
1. Šiv ni izdelan pravilno
2. Poravnajte robove in jih fiksirajte za varjenje
1. Prenizka napetost delovanja na prazno
2. Prenizka hitrost varjenja
3. Napačen kot varilnega gorilnika
4. Predebela žica
1. Previsoka hitrost varjenja
2. Prenizka napetost za hitrost varjenja
1. Varite v utoru z dolgim električnim lokom
2. Nastavite napetost
3. Žica je ukrivljena ali preveč štrli z vodila žice.
4. Napačna hitrost podajanja žice
1. Neredna ali premajhna razdalja
2. Napačen kot varilnega gorilnika
 Loading...
Loading...