

Page 1
MODEL T30027
OptimalMinimum
Center Point
Maximum
POCKET HOLE GUIDE
INSTRUCTIONS
For questions or help with this product contact Tech Support at (570) 546-9663 or techsupport@grizzly.com
Introduction
The T30027 Pocket Hole Guide is a jig for creating
quick, incredibly strong joints. It can be attached
to a workpiece or mounted to a bench. Including
everything needed to get started, this jig creates
post and rail, curve, edge-to-edge, mitered frame
corner, square corner, and T joints. The T30027
comes fully assembled.
Specifications
Step Drill Bit Size .............................................3⁄8"
Optimal Workpiece Thickness
Workpiece Thickness Range
Pocket Hole Center Spacing Range
.........................3⁄4"
..................5⁄8"–11⁄2 "
........11⁄8"–3"
Inventory
Description Qty
A. Step Drill Bit 3⁄8" .......................................... 1
Stop Collar 3⁄8" ............................................ 1
B.
Square Drive Bits (#2 x 75, 150mm) .......... 2
C.
Hex Wrenches (2.5, 3, 4mm)...................... 3
D.
Pocket Hole Screws 11⁄4" (Not Shown) ... 100
E.
Pocket Hole Guide (Not Shown) ................ 1
F.
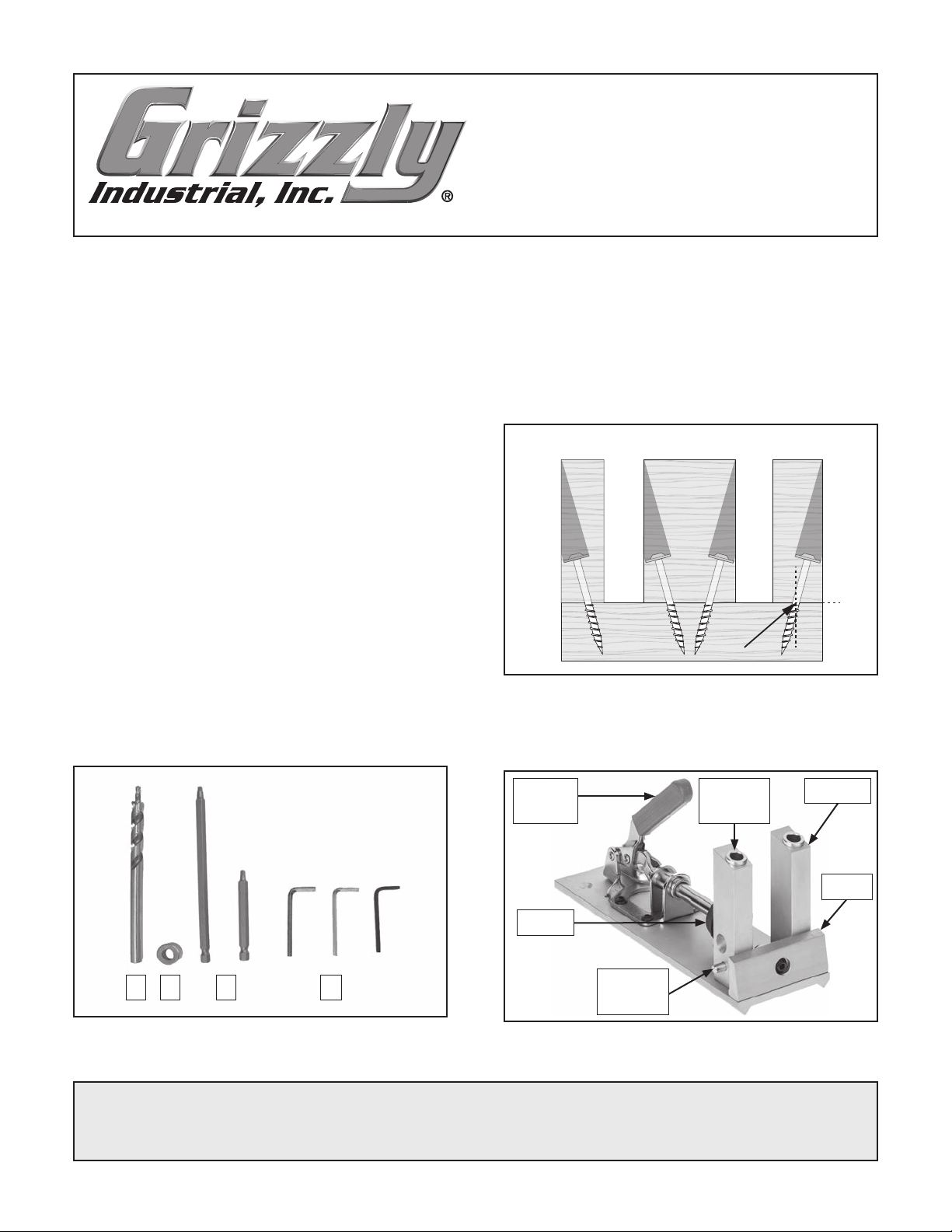
Workpiece Thickness
The optimal material thickness for the T30027
Pocket Hole Guide is
exit at the center point of the workpiece. It works
with a workpiece thickness range of
create a strong joint, thicker material may require
pocket holes on both sides.
5
⁄8"
Figure 2. Range of acceptable workpiece
3
⁄4". This allows screws to
5
⁄8" to 11⁄2 ". To
1
⁄2 "
1
3
⁄4"
thickness.
Identification
A B C D
Figure 1. Loose inventory.
COPYRIGHT © MARCH, 2019 BY GRIZZLY INDUSTRIAL, INC.
NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE
OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY INDUSTRIAL, INC.
(FOR MODELS MFD. SINCE 02/19) #RS20318 PRINTED IN TAIWAN
Handle
Drill Bit
Bushing
ColumnClamp
Scale
Clamp
Column
Pin
Figure 3. Pocket Hole Guide main components.
V1.0 3.19
Page 2
Mounting
The most common way to mount the jig is securing it to a bench. It can also be clamped directly
to the workpiece. The built-in clamp allows for
hands-free drilling during either procedure.
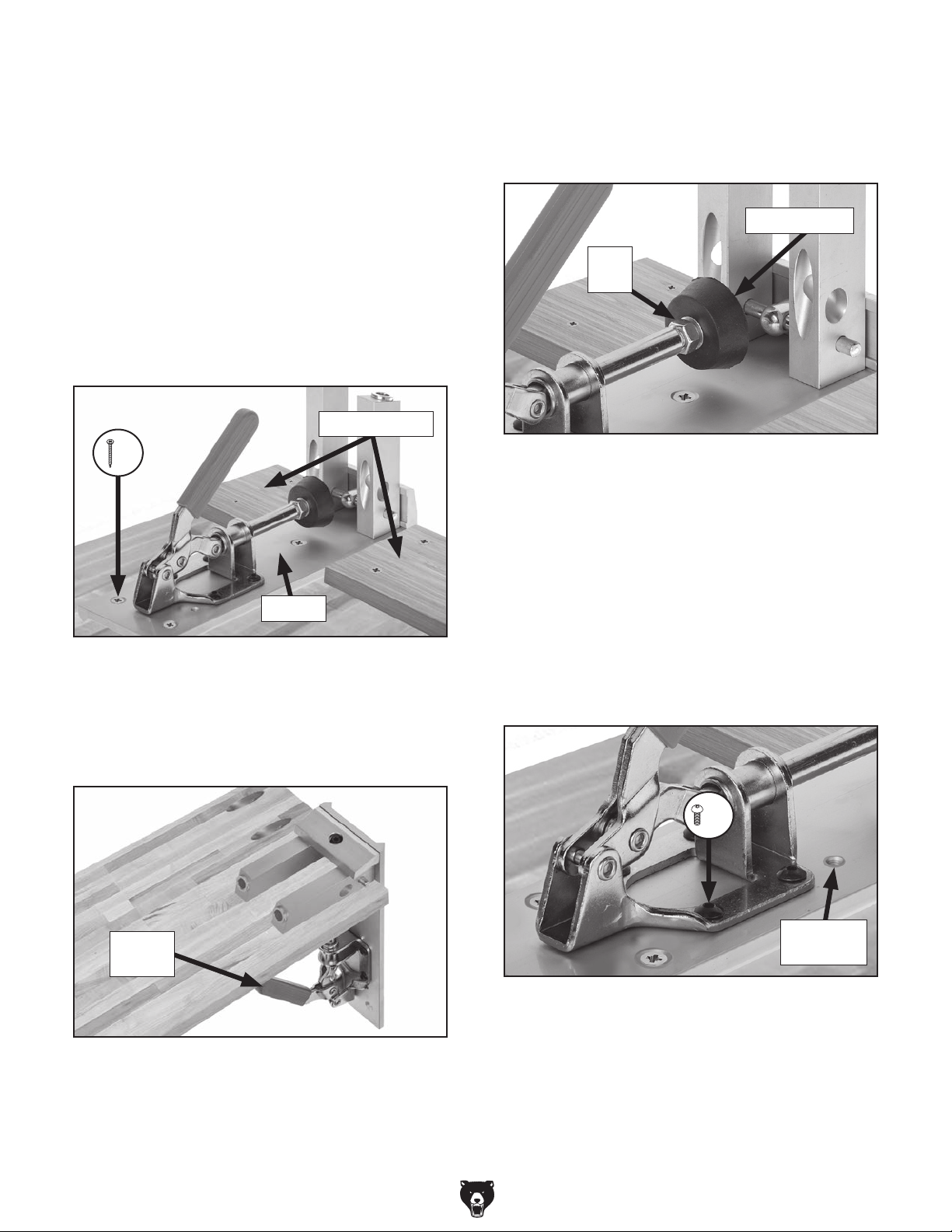
Operating Adjustments
The rubber foot on the clamp has a threaded shaft
and jam nut that can be used to adjust clamping
force against the workpiece (see Figure 6).
To mount guide to bench:
1. Secure jig to bench using (3) wood screws
(not included).
For additional workpiece support, attach
2.
scrap boards 7⁄16" thick flush with sides of jig
bed, as shown in Figure 4.
Scrap Boards
x 3
Jig Bed
Figure 4. Jig mounted to bench.
To clamp guide to workpiece:
Rubber Foot
Jam
Nut
Figure 6. Adjustable clamping components.
The clamp mechanism can be moved on the jig
bed to secure workpiece material up to 1
To move clamping mechanism:
1. Remove (4) button head cap screws that
secure clamp mechanism to jig bed (see
Figure 7).
2. Align clamp mechanism with threaded holes
in jig bed (see Figure 7).
1
⁄2 " thick.
1. Use clamp handle to clamp jig directly to
workpiece, as shown in Figure 5.
Clamp
Handle
Figure 5. Jig mounted to workpiece.
x 4
Threaded
Hole
Figure 7. Clamp placement on jig bed for thicker
workpieces.
3. Re-attach clamp mechanism with (4) button
head cap screws removed in Step 1.
-2-
T30027 Pocket Hole Guide (Mfd. 2/19+)
Page 3

Drill Bit Depth
When attached to the step drill bit, the stop collar is used to control pocket depth. This also
determines the length of screw that will join the
workpieces together.
4. Loosen set screw just enough to set step drill
bit tip 1⁄8" from jig bed, as shown in Figure 11.
To adjust stop collar:
1. Remove workpiece from jig, and ensure stop
collar set screw is flush with inside of stop collar using 2.5mm hex wrench (see Figure 8).
Set Screw
Stop
Collar
Hex Wrench
Figure 8. Set screw in stop collar.
2. Slide stop collar onto step drill bit and lightly
tighten 23⁄8" from end of shank (see Figure 9).
Shank
Tip
23⁄8"
Figure 9. Stop collar on step drill bit.
Step Drill Bit
Set
Screw
Jig
1
⁄8"
Bed
Figure 11. Step drill bit 1⁄8" from jig bed.
5.
Tighten set screw.
Note: The stop collar is now set for the
1
included 1
⁄4" pocket hole screws. Adjusting
the collar up or down the step drill bit will
allow for deeper or shallower pockets and
determine fastener length.
Eye injury hazard! Always
wear safety glasses when
using this tool.
3.
Insert step drill bit into drill bit bushing, allow-
ing stop collar to rest on top (see Figure 10).
Stop
Collar
Drill Bit
Bushing
Column
Figure 10. Stop collar resting on drill bit bushing.
Preparing Drill Bit Bushings
Before using the jig on a workpiece, create multiple pocket holes on a scrap board. This sets the
bushings flush with the columns and smooths
uneven surfaces between the stop collar and
drill bit bushings. This results in a consistent and
accurate drilling depth for this jig (see Figure 12).
Scrap
Before
After
Figure 12. Before and after preparing bushings.
Board
Receiving
Board
T30027 Pocket Hole Guide (Mfd. 2/19+)
-3-
Page 4

Adjusting Pocket Hole Spacing
The Pocket Hole Guide can provide approximately 1
centers while clamped in a single position.
To adjust spacing:
1. With 4mm hex wrench, loosen button head
1
⁄8" to 3" of spacing between pocket hole
cap screw beneath scale until columns slide
freely on column pin (see Figure 13).
Column
Pin
Button Head Cap Screw
2.
Move columns to desired measurement, as
referenced on the scale shown in Figure 14.
Inside
Columns
Scale
Figure 14. Inside of column against scale.
3. Tighten button head cap screw.
Figure 13. Button head cap screw location.
-4-
T30027 Pocket Hole Guide (Mfd. 2/19+)
 Loading...
Loading...