

Page 1

MODEL G0623X/G0623X3
10" SLIDING TABLE SAW
OWNER'S MANUAL
(For models manufactured since 05/12)
G0623X ONLY
COPYRIGHT © NOVEMBER, 2007. BY GRIZZLY INDUSTRIAL, INC. REVISED FEBRUARY, 2013 (TR)
WARNING: NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE
OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY INDUSTRIAL, INC.
#TR9147 PRINTED IN TAIWA N
Page 2

This manual provides critical safety instructions on the proper setup,
operation, maintenance, and service of this machine/tool. Save this
document, refer to it often, and use it to instruct other operators.
Failure to read, understand and follow the instructions in this manual
may result in fire or serious personal injury—including amputation,
electrocution, or death.
The owner of this machine/tool is solely responsible for its safe use.
This responsibility includes but is not limited to proper installation in
a safe environment, personnel training and usage authorization,
proper inspection and maintenance, manual availability and comprehension, application of safety devices, cutting/sanding/grinding tool
integrity, and the usage of personal protective equipment.
The manufacturer will not be held liable for injury or property damage
from negligence, improper training, machine modifications or misuse.
Some dust created by power sanding, sawing, grinding, drilling, and
other construction activities contains chemicals known to the State
of California to cause cancer, birth defects or other reproductive
harm. Some examples of these chemicals are:
• Lead from lead-based paints.
• Crystalline silica from bricks, cement and other masonry products.
• Arsenic and chromium from chemically-treated lumber.
Your risk from these exposures varies, depending on how often you
do this type of work. To reduce your exposure to these chemicals:
Work in a well ventilated area, and work with approved safety equipment, such as those dust masks that are specially designed to filter
out microscopic particles.
Page 3

Table of Contents
INTRODUCTION ............................................... 2
Manual Accuracy ........................................... 2
Contact Info.................................................... 2
Identification ................................................... 3
G0623X/G0623X3 Data Sheets ..................... 4
SECTION 1: SAFETY ....................................... 8
Safety Instructions for Machinery .................. 8
Additional Safety for Sliding Table Saws ..... 10
Preventing Kickback .................................... 11
Protecting Yourself From Kickback.............. 11
Glossary of Terms ....................................... 12
SECTION 2: POWER SUPPLY ...................... 13
G0623X3 440V Voltage Conversion ............ 15
SECTION 3: SETUP ....................................... 16
Unpacking .................................................... 16
Needed for Setup ......................................... 16
Hardware Recognition Chart ....................... 17
Inventory ...................................................... 18
Cleanup ........................................................ 20
Site Considerations ...................................... 21
Moving & Placing Table Saw Cabinet ......... 22
Assembly & Setup ....................................... 23
Power Connection........................................ 31
Test Run ...................................................... 32
SECTION 4: OPERATIONS ........................... 34
Operation Overview ..................................... 34
Workpiece Inspection................................... 35
Non-Through & Through Cuts ..................... 35
Blade Guard & Riving Knife ......................... 36
Safety Tips ................................................... 39
Blade Requirements .................................... 39
Blade Selection ............................................ 39
Changing Main Blade .................................. 41
Changing/Adjusting Scoring Blade .............. 42
Rip Cutting ................................................... 43
Crosscutting ................................................. 45
Miter Cutting................................................. 47
Dado Cutting ................................................ 48
Rabbet Cutting ............................................. 50
Resawing ..................................................... 52
SECTION 6: AFTERMARKET ACCESSORIES
FROM GRIZZLY ............................................. 61
SECTION 7: MAINTENANCE ......................... 62
Schedule ...................................................... 62
Cleaning ....................................................... 62
Unpainted Cast Iron ..................................... 62
Lubrication ................................................... 63
SECTION 8: SERVICE ................................... 64
Troubleshooting ........................................... 64
Belt Replacement......................................... 66
Blade Tilt Calibration .................................... 67
Sliding Table Parallel Adjustment ................ 68
Sliding Table Adjustment ............................. 69
Squaring Crosscut Fence to Blade .............. 70
Adjusting Riving Knife Mounting Block ........ 71
SECTION 9: WIRING ...................................... 72
Wiring Safety Instructions ............................ 72
G0623X Wiring Diagram .............................. 73
G0623X3 7.5 HP 220V Wiring Diagram ...... 74
G0623X3 7.5 HP 440V Wiring Diagram ...... 75
SECTION 10: PARTS ..................................... 76
Cabinet ......................................................... 76
Main Trunnion .............................................. 77
Main Motor ................................................... 78
Sliding Table ................................................ 80
Tables .......................................................... 82
Rip Fence..................................................... 83
Handwheels ................................................. 84
Scoring Trunnion.......................................... 85
Crosscut Table ............................................. 86
Swing Arm.................................................... 87
Miter Gauge ................................................. 88
Crosscut Fence ............................................ 89
Labels & Miscellaneous ............................... 90
WARRANTY & RETURNS ............................. 93
SECTION 5: SHOP MADE SAFETY
ACCESSORIES .............................................. 54
Featherboards .............................................. 54
Push Sticks .................................................. 57
Push Blocks ................................................. 58
Zero-Clearance Insert .................................. 59
Outfeed Table .............................................. 60
Page 4

INTRODUCTION
We are proud to offer this manual with your new
machine! We've made every effort to be exact
with the instructions, specifications, drawings,
and photographs of the machine we used when
writing this manual. However, sometimes we still
make
Also, owing to our policy of continuous improvement, your machine may not exactly match the
manual. If you find this to be the case, and the dif-
ference between the manual and machine leaves
you in doubt,
manual update or call technical support for help.
Before calling, find the manufacture date of your
machine by looking at the date stamped into the
machine ID label (see below). This will help us
determine if the manual version you received
matches the manufacture date of your machine.
For your convenience, we
-
uals and
on our website
at
model
of
as soon as they are complete.
We stand behind our machines. If you have
any questions or need help, use the information
below to contact us. Before contacting, please get
the serial number and manufacture date of your
machine. This will help us help you faster.
We want your feedback on this manual. What did
you like about it? Where could it be improved?
Please take a few minutes to give us feedback.
Email: manuals@grizzly.com
Use saw-blade guard and spreader for
Pay particular attention to instructions
Manual Accuracy
an occasional mistake.
www.grizzly.com. Any updates to your
machine will be reflected in these documents
check our website for the latest
Manufacture Date
of Your Machine
post all available man
manual updates for free
Contact Info
Grizzly Technical Support
1203 Lycoming Mall Circle
Muncy, PA 17756
Phone: (570) 546-9663
Email: techsupport@grizzly.com
Grizzly Documentation Manager
P.O. Box 2069
Bellingham, WA 98227-2069
For Your Own Safety Read Instruction
Manual Before Operating Saw
a) Wear eye protection.
b)
every operation for which it can be used,
including all through sawing.
c) Keep hands out of the line of saw blade.
d) Use a push-stick when required.
e)
on reducing risk of kickback.
f) Do not perform any operation freehand.
g) Never reach around or over saw blade.
-2-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 5
Identification
D
C
B
A
E
H
F
G
I
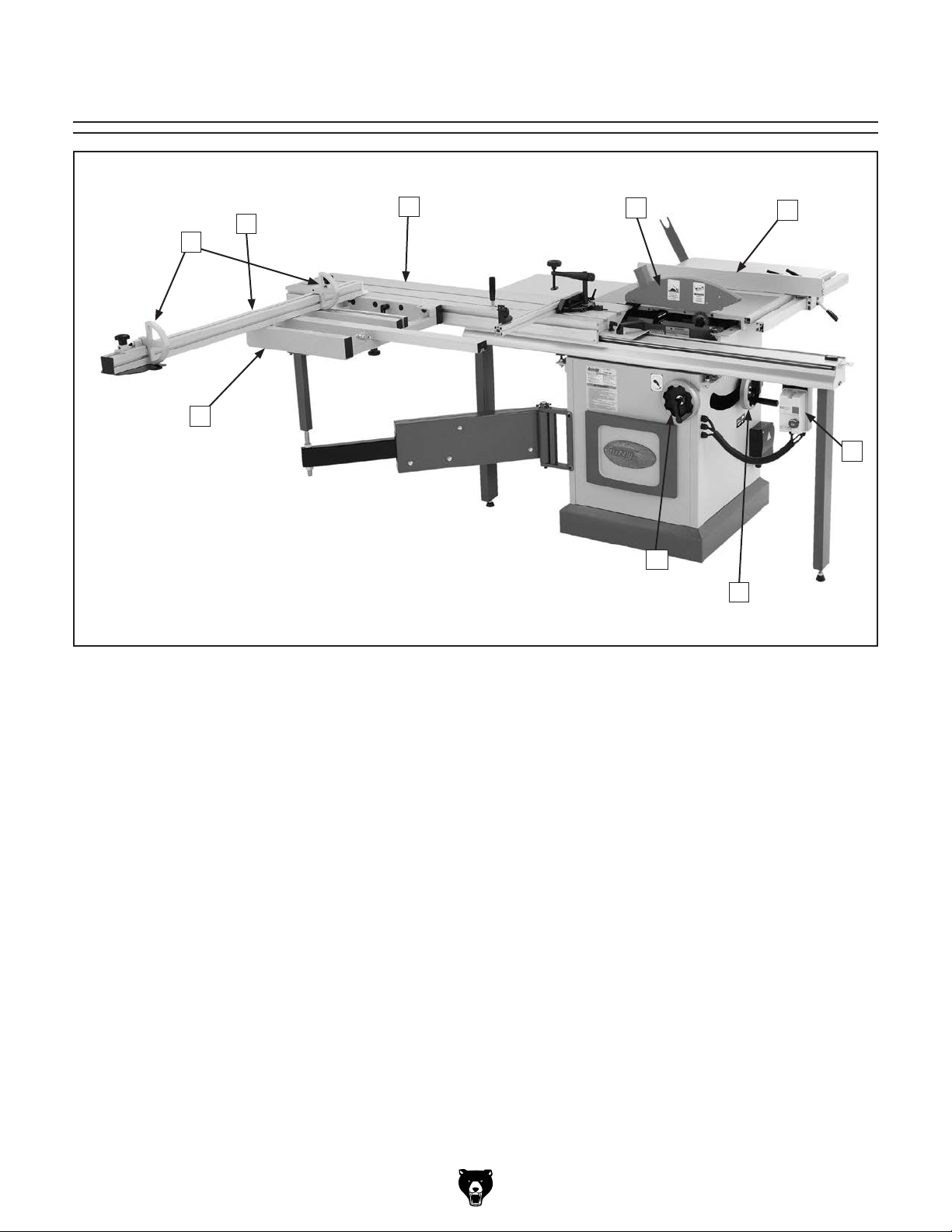
Figure 1. Main view of machine features and controls.
A. Crosscut Table—Provides a wide, stable
platform for supporting full-size panels during
crosscutting operations.
B. Flip Stops—Used for quick measurements
for crosscutting.
C. Crosscut Fence—Used during crosscutting
operations. Features a scale and multiple
flip-style stop blocks for precise, repeatable
crosscutting operations.
D. Sliding Table—Conveniently glides the
workpiece through the blade with effortless
precision and ease.
E. Blade Guard—Fully-adjustable blade guard
maintains maximum protection around the
saw blade and a 2½" dust port effectively
extracts dust from the cutting operation.
F. Rip Fence—Fully adjustable with micro-
adjustment knob for precision adjustments.
Fence face can be positioned for standard
cutting operations, or in the lower position for
blade guard clearance during narrow ripping
operations.
G. Switch—Features push-button controls start-
ing and stopping the table saw motor.
H. Blade Angle Handwheel—Adjusts the angle
of the saw blades.
I. Blade Elevation Handwheel—Located
on the right-hand side of the cabinet, this
handwheel adjusts the height of the main
saw blade.
Model G0623X/G0623X3 (Mfg. Since 5/12)
-3-
Page 6

model G0623X/G0623X3
10" SlIdING TABle SAW
Model Number G0623X G0623X3
Product Dimensions
Weight
Width (side-to-side)/Depth (frontto-back)/Height
Foot Print (Width/Depth) 25-1/5 x 28 in. 60 x 28 in.
Shipping Dimensions
Carton 1
Type Wood Crate
Content Machine
Weight 570 lbs. 556 lbs.
Width (side-to-side)/Depth (frontto-back)/Height
Carton 2
Type Cardboard
Content Sliding Table & Fence
Weight 118 lbs.
Width (side-to-side)/Depth (frontto-back)/Height
Electrical
Power Requirement 230V, Single-Phase, 60 Hz 220V or 440V, 3-Phase, 60 Hz
Prewired Voltage 230V 220V
Full-Load Current Rating 19A 20A @ 220V, 10A at 440V
Minimum Circuit Size 30A 30A @ 220V, 15A @440V
Switch Magnetic with Themal Overload Protection
Recommended Power Cord “S”-Type, 3-Wire, 10 AWG, 300 VAC
Plug Included No
Recommended Plug/Outlet Type L6-30
Voltage Conversion Kit Not Applicable Requires Part# G440VG0623X3
Recommended Phase Converter Not ApplicableT G5845
Main Motor
Type TEFC Capacitor Start Induction
Horsepower 5 HP 7.5 HP
Voltage 230V 220V/440V
Prewired Not Applicable 220V
Phase Single 3-Phase
Amps 19A 20A @ 220V, 10A @ 440V
Speed 3450 RPM
Cycle 60 Hz
Power Transfer V-Belt Drive
Bearings Sealed and Lubricated
533 lbs
76 x 124-3/4 x 46 in.
46 x 42 x 44 in.
67 x 18-1/2 x 10 in.
“S”-Type, 4-Wire, 10 AWG, 300 VAC for
220V, Permanent Connection for 440V
L15-30 for 220V; Permanent Connection
for 440V
-4-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 7

Model Number G0623X G0623X3
Operation Information
Main Blade Size 10 in.
Main Arbor Size 5/8 in.
Scoring Blade Size 3-1/8 in.
Scoring Blade Arbor Size 22 mm
Maximum Width of Dado 13/16 in.
Main Blade Tilt 0 - 45 deg
Main Blade Speed 4000 RPM
Scoring Blade Tilt 0 - 45 deg
Scoring Blade Speed 8000 RPM
Cutting Capacities
Max Depth of Cut At 90 Deg 3-1/8 in.
Max Depth of Cut At 45 Deg 2-1/4 in.
Table With Rip Fence Max Cut
Width
Sliding Table With Cross Fence
Max Cut Width
Sliding Table With Cross Fence
Max Cut Length
Miter Fence Cut Width At 45 Deg 63 in.
Table Information
Floor To Table Height 33-5/8 in.
Table Size Length 27 in.
Table Size Width 14-3/8 in.
Table Size Thickness 2 in.
Table Size With Ext Wings Length 47 in.
Table Size With Ext Wings Width 40 in.
Table Size With Ext Wings
Thickness
Sliding Table Length 63 in.
Sliding Table Width 12-1/4 in.
Sliding Table Thickness 3-1/2 in.
Sliding Table T Slot Top Width 5/8 in.
Sliding Table T Slot Height 1/2 in.
Sliding Table T Slot Bottom Width 1-1/4 in.
Fence Information
Fence Type Extruded Aluminum
Fence Size Length 33-1/2 in.
Fence Size Width 2 in.
Fence Size Height 4-1/4 in.
Fence Stops 2
33 in.
78-1/2 in.
63 in.
2 in.
Model G0623X/G0623X3 (Mfg. Since 5/12)
-5-
Page 8

Model Number G0623X G0623X3
Construction Materials
Table Cast Iron
Sliding Table Aluminum
Base Steel
Body Assembly Steel
Cabinet Steel
Trunnions Cast Iron
Fence Assembly Extruded Aluminum
Rails Hardened Steel
Guard Plastic
Spindle Bearing Type Radial Ball Bearing 6004LLB
Paint Powder Coated
Other Related Information
No of Dust Ports 2
Dust Port Size 4, 2-1/2 in.
-6-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 9

model g0623X3 10" SlIdINg TAB le SAW
Customer Service #: (570) 546-9663 • To Order Call: (800) 523-4777 • Fax #: (800) 438-5901
SlIdINg TABle
SAW CAPACITIeS
/2"
SlIdINg TABle
SAW CAPACITIeS
Customer Service #: (570) 546-9663 • To Order Call: (800) 523-4777 • Fax #: (800) 438-5901
model G0623X/G0623X3 10" SlIdING TABle SAW
78-1/2"
63"
Ripping Width
37"
Miter Cut 90º
(push cut)
33"
Cross Cut
31-1/2"
78-3/4"
78-3/4"
Miter Cut 45º
(push cut)
44-1
78-3/4"
48"
Miter Cut 45º
31-1/2"
48-3/4"
Miter Cut 45º
(push cut, fence not extended)
Model G0623X/G0623X3 (Mfg. Since 5/12)
63"
44-1/2"
Cross Cut
(fence not extended)
Miter Cut 45º
(fence not extended)
63"
48-3/4"
50"
63"
48"
-7-
Page 10

SECTION 1: SAFETY
For Your Own Safety, Read Instruction
Manual Before Operating This Machine
The purpose of safety symbols is to attract your attention to possible hazardous conditions.
This manual uses a series of symbols and signal words intended to convey the level of importance of the safety messages. The progression of symbols is described below. Remember that
safety messages by themselves do not eliminate danger and are not a substitute for proper
accident prevention measures. Always use common sense and good judgment.
Indicates an imminently hazardous situation which, if not avoided,
WILL result in death or serious injury.
Indicates a potentially hazardous situation which, if not avoided,
COULD result in death or serious injury.
Indicates a potentially hazardous situation which, if not avoided,
MAY result in minor or moderate injury. It may also be used to alert
against unsafe practices.
This symbol is used to alert the user to useful information about
NOTICE
proper operation of the machine.
Safety Instructions for Machinery
OWNER’S MANUAL. Read and understand this
owner’s manual BEFORE using machine.
TRAINED OPERATORS ONLY. Untrained operators have a higher risk of being hurt or killed.
Only allow trained/supervised people to use this
machine. When machine is not being used, disconnect power, remove switch keys, or lock-out
machine to prevent unauthorized use—especially
around children. Make workshop kid proof!
DANGEROUS ENVIRONMENTS. Do not use
machinery in areas that are wet, cluttered, or have
poor lighting. Operating machinery in these areas
greatly increases the risk of accidents and injury.
MENTAL ALERTNESS REQUIRED. Full mental
alertness is required for safe operation of machinery. Never operate under the influence of drugs or
alcohol, when tired, or when distracted.
ELECTRICAL EQUIPMENT INJURY RISKS. You
can be shocked, burned, or killed by touching live
electrical components or improperly grounded
machinery. To reduce this risk, only allow qualified
service personnel to do electrical installation or
repair work, and always disconnect power before
accessing or exposing electrical equipment.
DISCONNECT POWER FIRST.
nect machine from power supply BEFORE making
adjustments, changing tooling, or servicing machine.
This prevents an injury risk from unintended startup
or contact with live electrical components.
EYE PROTECTION. Always wear ANSI-approved
safety glasses or a face shield when operating or
observing machinery to reduce the risk of eye
injury or blindness from flying particles. Everyday
eyeglasses are not approved safety glasses.
Always discon-
-8-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 11

WEARING PROPER APPAREL. Do not wear
clothing, apparel or jewelry that can become
entangled in moving parts. Always tie back or
coverlong hair.Wear non-slipfootwearto avoid
accidentalslips,whichcouldcause lossofworkpiececontrol.
hAzARdOus dusT. Dust created while using
machinery may cause cancer, birth defects, or
long-term respiratorydamage. Beaware ofdust
hazardsassociatedwitheachworkpiecematerial,
andalwayswearaNIOSH-approvedrespiratorto
reduceyourrisk.
hEARING PROTECTION. Always wear hearing protectionwhen operating or observing loud
machinery. Extended exposure to this noise
withouthearing protectioncan cause permanent
hearingloss.
REMOVE AdJusTING TOOLs. Tools left on
machinery can become dangerous projectiles
uponstartup.Neverleavechuckkeys,wrenches,
or any other tools on machine. Always verify
removalbeforestarting!
INTENdEd usAGE. Only use machine for its
intendedpurposeand nevermakemodifications
not approved by Grizzly. Modifying machine or
using it differently than intended may result in
malfunctionormechanicalfailurethatcanleadto
seriouspersonalinjuryordeath!
AWKWARd POsITIONs. Keep proper footing
andbalanceatalltimeswhenoperatingmachine.
Donotoverreach!Avoidawkwardhandpositions
that makeworkpiece control difficult or increase
the
riskofaccidentalinjury.
ChILdREN & BYsTANdERs. Keepchildrenand
bystandersatasafedistancefromtheworkarea.
Stopusingmachineiftheybecomeadistraction.
FORCING MAChINERY.Donot forcemachine.
Itwill do thejob saferand betterat theratefor
whichitwasdesigned.
NEVER sTANd ON MAChINE. Serious injury
may occur if machine is tipped orif the cutting
toolisunintentionallycontacted.
sTABLE MAChINE. Unexpectedmovementduring operation greatly increases risk of injury or
lossofcontrol.Beforestarting,verify machineis
stableandmobilebase(ifused)islocked.
usE RECOMMENdEd ACCEssORIEs.Consult
thisowner’smanualorthemanufacturerforrecommended accessories. Usingimproperaccessorieswillincreasetheriskofseriousinjury.
uNATTENdEd OPERATION. To reduce the
risk of accidentalinjury, turn machine off and
ensure all moving parts completely stop before
walking away. Never leave machine running
whileunattended.
MAINTAIN WITh CARE.Followallmaintenance
instructions and lubrication schedules to keep
machine in good working condition. A machine
that is
leadingtoseriouspersonalinjuryordeath.
ChECK dAMAGEd PARTs. Regularly inspect
machine for any condition that may affect safe
operation.Immediatelyrepairorreplacedamaged
ormis-adjustedpartsbeforeoperatingmachine.
MAINTAIN POWER CORds. Whendisconnecting cord-connected machines from power, grab
andpulltheplug—NOTthecord.Pullingthecord
may damage the wires inside. Do not handle
cord/plugwithwethands.Avoidcorddamage by
keepingitawayfromheatedsurfaces,hightraffic
areas,harshchemicals,andwet/damplocations.
improperly maintained could malfunction,
GuARds & COVERs.Guardsandcoversreduce
accidental contact with moving parts or flying
debris. Make sure they are properly installed,
undamaged,andworkingcorrectly.
Model G0623X/G0623X3 (Mfg. Since 5/12)
EXPERIENCING dIFFICuLTI E s. If at any time
youexperiencedifficulties performingtheintendedoperation,stopusingthemachine!Contactour
TechnicalSupportat(570)546-9663.
-9-
Page 12

Additional Safety for Sliding Table Saws
BLADE GUARD/RIVING KNIFE. To reduce the
risk of kickback, always make sure the riving
knife and the blade guard are properly installed
during all cutting operations.
KICKBACK. Kickback happens when the
workpiece is thrown back toward the operator
at a high rate of speed. Until you have a clear
understanding of kickback, how it occurs, and
how to prevent it, DO NOT operate this saw!
WORKPIECE CONTROL. If the workpiece
should unexpectedly move or bind the blade,
kickback could occur. Always make sure the
workpiece is placed in a stable position on the
table and is supported by either the rip fence
or the crosscut fence during cutting operations.
Never back a workpiece out of a cut!
PUSH STICKS/BLOCKS. When ripping narrow
stock, there is a risk of your hands contacting
the spinning blade resulting in serious injury.
Always use push sticks/blocks when cutting narrow stock to keep hands clear of the blade.
OPERATOR POSITION. If kickback occurs, the
blade will eject the workpiece into the cutting
path. Never stand in-line with the cutting path of
the blade during operation.
AWKWARD POSITIONS. Avoid awkward body
and hand positions where a sudden slip could
cause your hands to hit the spinning blade.
RIVING KNIFE ALIGNMENT. If the riving knife
is not aligned with the saw blade, the workpiece
could bind and cause kickback. Always make
sure the riving knife is in proper alignment with
the saw blade.
REACHING OVER SAW BLADE. Never reach
behind or over the blade with either hand while
the saw is running. If kickback occurs while
reaching over the blade, hands or arms will be
pulled into the blade and may be amputated!
REMOVING WORKPIECES. To avoid accidental contact with the spinning blade, always turn
the saw OFF and wait until the blade is completely stopped before removing cut-offs. Use a
push stick to keep hands away from the blade.
BLADE HEIGHT. Make sure the blade is adjusted to the correct height above the workpiece to
prevent the blade from aggressively grabbing
the workpiece and kicking it back toward the
operator.
DAMAGED SAW BLADES. A saw blade that
is damaged or bent can cause kickback during
operations. If you have any doubt about the condition of the saw blade, DO NOT use it!
SAFE WORKPIECES. Cutting workpieces that
are bent, warped, or curved, or cutting material
not intended for this saw, increases the risk of
kickback.
Like all machines there is danger associated
with this machine. Accidents are frequently
caused by lack of familiarity or failure to pay
attention. Use this machine with respect
and caution to lessen the possibility of
operator injury. If normal safety precautions
are overlooked or ignored, serious personal
injury may occur.
-10 -
No list of safety guidelines can be complete.
Every shop environment is different. Always
consider safety first, as it applies to your
individual working conditions. Use this and
other machinery with caution and respect.
Failure to do so could result in serious personal injury, damage to equipment, or poor
work results.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 13

Preventing Kickback
Protecting Yourself
Below are ways to avoid the most common
causes of kickback:
• Only cut workpieces with at least one smooth
and straight edge. DO NOT cut excessively
warped, cupped or twisted wood. If the
workpiece warpage is questionable, always
choose another workpiece.
• Never attempt freehand cuts. If the workpiece
is not fed parallel with the blade, a kickback
will likely occur. Always use the rip fence or
crosscut fence to support the workpiece.
• Make sure the riving knife is aligned with the
blade. A misaligned riving knife can cause
the workpiece to catch or bind, increasing the
chance of kickback. If you think that your riving knife is not aligned with the blade, check
it immediately!
• Ensure that your table slides parallel with the
blade; otherwise, the chances of kickback are
greatly increased. Take the time to check and
adjust the sliding table to be parallel with the
blade.
• Do not remove the riving knife. The riving
knife maintains the kerf in the workpiece,
reducing the chance of kickback.
From Kickback
Even if you know how to prevent kickback, it
may still happen. Here are some tips to protect yourself if kickback DOES occur:
• Stand to the side of the blade during every
cut. If a kickback does occur, the thrown
workpiece usually travels directly in front of
the blade.
• Wear safety glasses or a face shield. In the
event of a kickback, your eyes and face are
the most vulnerable part of your body.
• Never, for any reason, place your hand
behind the blade. Should kickback occur,
your hand will be pulled into the blade, which
could cause amputation.
• Use a push stick to keep your hands farther
away from the moving blade. If a kickback
occurs, the push stick will most likely take
the damage that your hand would have
received.
• Use featherboards or anti-kickback devices
to assist with feeding and prevent or slow
down kickback.
• Keep the blade guard installed and working
correctly for all through cuts.
• Feed cuts through to completion. Anytime
you stop feeding a workpiece in the middle of
a cut, the chance of kickback is increased.
• Never move the workpiece backwards while
cutting or try to back it out of a cut while the
blade is moving. If you cannot complete a
cut for some reason, stop the saw motor and
allow the blade to completely stop moving
before backing the workpiece out. Promptly
fix the condition that prevented you from
completing the cut, before starting the saw
again.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Statistics show that most common accidents among table saw users can be linked
to kickback. Kickback is typically defined
as the high-speed ejection of stock from the
table saw toward its operator. In addition to
the danger of the operator or others in the
area being struck by the flying stock, it is
often the case that the operator’s hands are
pulled into the blade during the kickback.
-11-
Page 14

Glossary of Terms
The following is a list of common definitions, terms and phrases used throughout this manual as they relate
to this table saw and woodworking in general. Become familiar with these terms for assembling, adjusting
or operating this machine.
Arbor: The metal shaft on which the blade is
mounted.
Bevel Edge Cut: A cut made along the edge of
a workpiece with the saw blade tilted between 0˚
and 45˚. Refer to Page 67 for more details.
Blade Guard Assembly: A safety device that
mounts over the saw blade to help prevent accidental contact with the saw blade and to contain
flying chips and dust. Refer to Page 36 for more
details.
Crosscut: Cutting operation in which the miter
gauge is used to hold the workpiece while it is
cut across its shortest width. Refer to Page 45 for
more details.
Dado Blade: Blade or set of blades that are used
to cut grooves and rabbets.
Dado Cut: Cutting operation that uses a dado
blade to cut a flat bottomed groove into the face
of the workpiece. Refer to Page 48 for more
details.
Featherboard: Safety device used to keep the
workpiece held firmly against the rip fence or table
surface. Refer to Page 54 for more details.
Kerf: The resulting cut or gap in the workpiece
after the saw blade passes through during a cutting operation.
Kickback: An event in which the spinning blade
ejects the workpiece toward the front of the saw
at a high rate of speed.
Non-Through Cut: A cut in which the blade does
not cut through the top of the workpiece. Refer to
Page 35 for more details.
Parallel: Being an equal distance apart at every
point along two given lines or planes (i.e. the
rip fence face is parallel to the face of the saw
blade).
Perpendicular: Lines or planes that intersect and
form right angles (i.e. the blade is perpendicular to
the table surface).
Push Stick: Safety device used to push the
workpiece through a cutting operation. Used most
often when rip cutting thin workpieces. Refer to
Page 57 for more details.
Rabbet: Cutting operation that creates an L-shaped
channel along the edge of the workpiece. Refer to
Page 50 for more details.
Rip Cut: Cutting operation in which the rip fence
is used to cut across the widest width of the
workpiece. Refer to Page 43 for more details.
Riving Knife: Curved metal plate located behind
the blade. Maintains kerf opening in wood when
performing a cutting operation. Acts as a barrier
behind blade to shield hands from being pulled
into the blade if a kickback occurs. Refer to Page
36 for more details.
Straightedge: A tool used to check the flatness,
parallelism, or consistency of a surface(s).
Thin Kerf Blade: A blade with a kerf or thickness
that is thinner than a standard blade cannot be
used on this saw.
Through Cut: A cut in which the blade cuts completely through the workpiece (refer to Page 35).
-12-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 15

SECTION 2: POWER SUPPLY
Before installing the machine, consider the availability and proximity of the required power supply
circuit. If an existing circuit does not meet the
requirements for this machine, a new circuit must
be installed. To minimize the risk of electrocution,
fire, or equipment damage, installation work and
electrical wiring must be done by an electrican or
qualified service personnel in accordance with all
applicable codes and standards.
Electrocution, fire, or
equipment damage may
occur if machine is not
correctly grounded and
connected to the power
The full-load current rating is the amperage a
machine draws at 100% of the rated output power.
On machines with multiple motors, this is the
amperage drawn by the largest motor or sum of all
motors and electrical devices that might operate
at one time during normal operations.
The full-load current is not the maximum amount
of amps that the machine will draw. If the machine
is overloaded, it will draw additional amps beyond
the full-load rating.
If the machine is overloaded for a sufficient length
of time, damage, overheating, or fire may result—
especially if connected to an undersized circuit.
To reduce the risk of these hazards, avoid overloading the machine during operation and make
sure it is connected to a power supply circuit that
meets the requirements in the following section.
For your own safety and protection of
Note: The circuit requirements listed in this manual apply to a dedicated circuit—where only one
machine will be running at a time. If this machine
will be connected to a shared circuit where multiple machines will be running at the same time,
consult a qualified electrician to ensure that the
circuit is properly sized for safe operation.
A power supply circuit includes all electrical
equipment between the breaker box or fuse panel
in the building and the machine. The power supply circuit used for this machine must be sized to
safely handle the full-load current drawn from the
machine for an extended period of time. (If this
machine is connected to a circuit protected by
fuses, use a time delay fuse marked D.)
This machine MUST be grounded. In the event
of certain malfunctions or breakdowns, grounding
reduces the risk of electric shock by providing a
path of least resistance for electric current.
Improper connection of the equipment-grounding
wire can result in a risk of electric shock. The
wire with green insulation (with or without yellow
stripes) is the equipment-grounding wire. If repair
or replacement of the power cord or plug is necessary, do not connect the equipment-grounding
wire to a live (current carrying) terminal.
Check with a qualified electrician or service personnel if you do not understand these grounding
requirements, or if you are in doubt about whether
the tool is properly grounded. If you ever notice
that a cord or plug is damaged or worn, disconnect it from power, and immediately replace it with
a new one.
Availability
property, consult an electrician if you are
unsure about wiring practices or electrical
codes in your area.
Circuit Information
supply.
Full-Load Current Rating
G0623X at 230V, 1-Ph ......................... 19 Amps
G0623X3 at 220V, 3-Ph ....................... 20 Amps
G0623X3 at 440V, 3-Ph ....................... 10 Amps
Model G0623X/G0623X3 (Mfg. Since 5/12)
Grounding Requirements
-13-
Page 16

This machine can be converted to operate on a
440V power supply
Voltage Conversion
instructions) that has a verified ground and meets
the following requirements:
A permanently connected (hardwired) power supply is typically installed with wires running through
mounted and secured conduit. A disconnecting
means, such as a locking switch (see following
Figure
to be disconnected (isolated) from the power
supply when required. This installation must be
performed by an electrician in accordance with all
applicable electrical codes and ordinances.
The power cord and plug used on this machine
must have an equipment-grounding wire and
grounding prong. The plug must only be inserted
into a matching receptacle (outlet) that is properly installed and grounded in accordance with all
local codes and ordinances (see figure below).
The power cord and plug used on this machine
must have an equipment-grounding wire and
grounding prong. The plug must only be inserted
into a matching receptacle (outlet) that is properly installed and grounded in accordance with all
local codes and ordinances (see figure below).
No adapter should be used with the
required plug. If the plug does not fit the
available receptacle, or the machine must
G0623X Circuit Requirements
This machine is prewired to operate on a power
supply circuit that has a verified ground and meets
the following requirements:
This machine is prewired to operate on a power
supply circuit that has a verified ground and meets
the following requirements:
G0623X3 Circuit Requirements 220V
Circuit Type .................... 230V, 60 Hz, 1-Phase
Circuit Rating ...................................... 30 Amps
Plug/Receptacle .......................................L6-30
Cord ........“S ”-Typ e, 3-Wire, 10 AWG , 30 0 VAC
L6-30 GROUNDED
LOCKING
RECEPTACLE
Grounding Prong
is Hooked
L6-30
LOCKING
PLUG
Current Carrying Prongs
Circuit Type .................... 220V, 60 Hz, 3-Phase
Circuit Rating ...................................... 30 Amps
Plug/Receptacle .....................................L15 -3 0
Cord ........“S ”-Type , 4-Wire, 10 AWG, 300 VAC
GROUNDED
L15-30 RECEPTACLE
Grounding Prong
is Hooked
L15-30
PLUG
Current Carrying Prongs
Figure 2. Typical L6-30 plug and receptacle.
be reconnected for use on a different type
of circuit, the reconnection must be made
by a qualified electrician and comply with all
local codes and ordinances.
-14-
Figure 3. Typical L15-30 plug and receptacle.
G0623X3 Circuit Requirements 440V
(refer to
Circuit Type .................... 440V, 60 Hz, 3-Phase
Circuit Rating ...................................... 15 Amps
Connection Type ......... Permanent (Hardwire)
), must be provided to allow the machine
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 17

Power
In the event of a malfunction or breakdown,
grounding provides a path of least resistance
for electrical current to reduce the risk of electric
shock. A permanently connected machine must
be connected to a grounded metal permanent wiring system; or to a system having an equipmentgrounding conductor. All grounds must be verified
and rated for the electrical requirements of the
machine. Improper grounding can increase the
risk of electric shock!
We do not recommend using an extension cord
with this machine.
cord, only use it if absolutely necessary and only
on a temporary basis.
Extension cords cause voltage drop, which may
damage electrical components and shorten motor
life. Voltage drop increases as the extension cord
size gets longer and the gauge size gets smaller
(higher gauge numbers indicate smaller sizes).
Any extension cord used with this machine must
contain a ground wire, match the required plug
and receptacle, and meet the following requirements:
Source
Locking
Disconnect Switch
ConduitConduit
G0623X3 440V
Voltage Conversion
Machine
The Model G0623X3 is prewired for 220V 3phase operation, but it can be rewired for 440V
operation.
Ground
Figure 4. Typical setup of a permanently
connected (hardwired) machine.
Extension Cords
If you must use an extension
Ground
To complete this conversion procedure, you must
buy a 440V magnetic switch and rewire the motor
for 440V operation. The 440V magnetic switch,
Part P0623X30346A, can be purchased from
Grizzly by calling 1-800-523-4777.
This rewiring job must be inspected by a qualified electrician before the saw is connected to the
power source. Also, the junction box on the motor
can be accessed easier for rewiring if the blade is
moved to 0˚ (90˚ to table) before beginning.
To rewire the machine for 440V operation:
1. DISCONNECT SAW FROM POWER!
2. Remove the cover of the magnetic switch.
3. Disconnect all the wires from the incoming
power cords.
4. Remove the magnetic switch and install the
new magnetic switch in the same manner
as the old switch was installed. Refer to the
wiring diagram on Page 75 if you need help
remembering where the wires are attached.
G0623X ............ 3 Wire, 10 AWG, 50 ft. or less
G0623X3 (220V) 4 Wire, 10 AWG, 50 ft. or less
G0623X3 (440V) ......................Cannot be Used
Model G0623X/G0623X3 (Mfg. Since 5/12)
5. Remove the cabinet cover from the back of
the machine.
6. Rewire the motor to 440V as shown in the
diagram on Page 75.
7. Replace the junction box cover, cabinet door
cover, and magnetic switch cover.
-15-
Page 18

SECTION 3: SETUP
Your machine was carefully packaged for safe
transportation. Remove the packaging materials
from around your machine and inspect it. If you
discover any damage, please call us immediately
at (570) 546-9663
Save the containers and all packing materials for
possible inspection by the carrier or its agent.
Otherwise, filing a freight claim can be difficult.
When you are completely satisfied with the condition of your shipment, inventory the contents.
Keep children and pets away
from plastic bags or packing
materials shipped with this
Unpacking
This machine presents
serious injury hazards
to untrained users. Read
through this entire manual to become familiar with
the controls and operations before starting the
machine!
Wear safety glasses during the entire set up process!
for advice.
This machine weighs
over 500 lbs. Serious personal injury may occur
if safe moving methods
are not followed.
To be safe, you will need
another person for assistance and a forklift when
moving the shipping
crate and removing the
machine from the crate.
SUFFOCATION HAZARD!
machine. Discard immediately.
Needed for Setup
The following are needed to complete the setup
process, but are not included with your machine.
Description Qty
• An Assistant ............................................... 1
• Safety Glasses (for each person) .............. 1
• Forklift ......................................................... 1
• Lifting Straps .............................................. 2
• An Electrician ............................................. 1
• Straightedge 4' (or longer) ......................... 1
• Hex Wrenches 3, 4, 5, 6, 8mm .........1 Each
-16 -
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 19

Hardware Recognition Chart
Model G0623X/G0623X3 (Mfg. Since 5/12)
-17-
Page 20

Inventory
E
F
After all the parts have been removed from the
boxes in the crate, you should have the items
listed below.
If any nonproprietary parts are missing (e.g. a
nut or a washer), we will gladly replace them; or
for the sake of expediency, replacements can be
obtained at your local hardware store.
Inventory Item: (Figure 5) Qty
A. Table Saw ................................................... 1
A
G
H
I
J
Figure 7. Crosscut table items.
Inventory Item: (Figure 8) Qty
M. Rip Fence Rail ............................................ 1
N. Rip Fence ................................................... 1
O. Rip Fence Scale ......................................... 1
P. Rip Fence Lever w/Hex Nut M8-1.25 ......... 1
Q. Rip Fence Base .......................................... 1
L
K
M
N
Figure 5. Table saw.
Inventory Item: (Figure 6) Qty
B. Large Extension Table ............................... 1
C. Small Extension Table ................................ 1
D. Hose Support ............................................. 1
B
C
D
Figure 6. Extension table items.
Inventory item: (Figure 7) Qty
E. Crosscut Fence .......................................... 1
F. Support Bar ................................................ 1
G. Crosscut Table ........................................... 1
H. Crosscut Table Support Leg ....................... 1
I. Flip Stops ................................................... 2
J. Lock Lever M12-1.75 x 55 ........................... 1
K. Flat Washer 12mm ..................................... 1
L. T- Nut M12-1.75 ............................................ 1
-18-
O
P
Figure 8. Rip fence items.
Inventory Item: (Figure 9) Qty
R. Blade Guard w/Cap Screw & Lock Nut ...... 1
S. Arbor Lock Tool .......................................... 1
T. Sliding Table Handle w/Lock ...................... 1
U. Push Stick .................................................. 1
V. Riving Knife ................................................ 1
W. End Cover ................................................... 1
X. Wrench 17mm (not shown) ......................... 1
Y. Wrench 19/22mm (not shown) .................... 1
R
T
Figure 9. Miscellaneous components.
Model G0623X/G0623X3 (Mfg. Since 5/12)
U
W
Q
S
V
Page 21

Inventory Item: (Figure 10) Qty
AA. Miter Clamp ................................................ 1
AB. Miter Flip Stop ............................................ 1
AC. Miter Handle w/Flat Washer 8mm .............. 1
AD. Miter Gauge Fence ..................................... 1
AE. Miter Gauge Body ...................................... 1
AF. Miter Guide Bar .......................................... 1
AA
AB
AD
AF
AO. Support Leg T-Slot Plates .......................... 2
AP. Sliding Table T-Studs M12-1.75 x 35 .......... 2
—Flat Washers 12mm ............................... 2
—Lock Washers 12mm .............................. 2
—Hex Nuts M12-1.75 ................................. 2
AM
AJ
AL
AK
AC
AE
Figure 10. Miter gauge items.
Inventory Item: (Figure 11) Qty
AG. Sliding Table ............................................... 1
AH. Sliding Table Support Legs ........................ 2
AI. Feet M12-1.75 x 75 w/Nuts ......................... 2
AG
AH
AI
Figure 11. Sliding table items.
Inventory Item: (Figure 12) Qty
AJ. Crosscut Brace Knobs M8-1.25 x 50 ......... 2
—Flat Washers 8mm ................................. 2
—Square Nuts M8-1.25 .............................. 2
AK. Crosscut Fence Knob M8-1.25 ................... 1
—Flat Washer 8mm ................................... 1
—Crosscut Fence T-Stud M8-1.25 x 60 ..... 1
AL. Crosscut Fence Lock Knob M8-1.25 x 25 . . 1
AM. Pivot Stud ................................................... 1
—Special Washer 8 x 20mm ..................... 1
—Square Nut M8-1.25 ................................ 1
AN. Push Handle M12-1.75 x 14 ........................ 1
—Flat Washer 12mm .................................. 1
—Plastic Washer 12mm ............................. 1
—Push Handle T-Nut M12-1.75 .................. 1
AP
Figure 12. Miscellaneous knobs and hardware.
Other Hardware (not shown) Qty
Cap Screws M10-1.5 x 25 (Extension Tables) . . 5
Flat Washers 10mm (Extension Tables) ........... 5
Lock Washers 10mm (Extension Tables) ......... 6
Set Screws M8-1.25 x 25 (Extension Tables) ... 6
Hex Nuts M8-1.25 (Extension Tables) .............. 6
Hex Bolts M6-1 x 16 (Fence Scale) .................. 2
Hex Bolt M6-1 x 25 (Fence Scale) .................... 1
Flat Washers 6mm (Fence Scale) ..................... 3
Lock Washers 6mm (Fence Scale) ................... 3
Hex Nuts M6-1 (Fence Scale) ........................... 3
Cap Screws M6-1 x 16 (CT Support Leg) ......... 4
Lock Washers 6mm (CT Support Leg) ............. 4
Flat Washers 6mm (CT Support Leg) ............... 4
Cap Screws M5-.8 x 12 (Switch) ....................... 2
Lock Washers 5mm (Switch) ............................ 2
Cap Screws M10-1.5 x 30 (ST Leg Plates) ...... 4
Lock Washers 10mm (ST Leg Plates) .............. 4
Cap Screw M10-1.5 x 25 (Hose Support) ......... 1
Flat Washers 10mm (Hose Support) ................. 2
Hex Nut M10-1.5 (Hose Support) ...................... 1
AN
AO
Model G0623X/G0623X3 (Mfg. Since 5/12)
-19 -
Page 22
The unpainted surfaces of your machine are
coated with a heavy-duty rust preventative that
prevents corrosion during shipment and storage.
This rust preventative works extremely well, but it
will take a little time to clean.
Be patient and do a thorough job cleaning your
machine. The time you spend doing this now will
give you a better appreciation for the proper care
of your machine's unpainted surfaces.
There are many ways to remove this rust preven
tative, but the following steps work well in a wide
variety of situations. Always follow the manufac
turer’s instructions with any cleaning product you
use and make sure you work in a well-ventilated
area to minimize exposure to toxic fumes.
Before cleaning, gather the following:
•
•
•
•
Basic steps for removing rust preventative:
1.
2.
3.
4.
metal protectant to prevent rust.
Gasoline or products
Many cleaning solvents
ed amounts are inhaled.
Avoid chlorine-based solvents, such as
Cleanup
with low flash points can
explode or cause fire if
used to clean machinery. Avoid cleaning with
these products.
are toxic if concentrat-
Disposable Rags
Cleaner/degreaser (WD•40 works well)
Safety glasses & disposable gloves
Plastic paint scraper (optional)
Put on safety glasses.
Coat the rust preventative with a liberal
amount of cleaner/degreaser, then let it soak
for 5–10 minutes.
Wipe off the surfaces. If your cleaner/degreas-
er is effective, the rust preventative will wipe
off easily. If you have a plastic paint scraper,
scrape off as much as you can first, then wipe
off the rest with the rag.
-
-
Only work in a well-ventilated area.
NOTICE
acetone or brake parts cleaner, that may
damage painted surfaces. Test all cleaners
in an inconspicuous area before using to
make sure they will not damage paint.
T23692—Orange Power Degreaser
A great product for removing the waxy shipping
grease from your machine during clean up.
Repeat Steps 2–3 as necessary until clean,
then coat all unpainted surfaces with a quality
-20-
Figure 13. T23692 Orange Power Degreaser.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 23
Site Considerations
Weight Load
Physical Environment
Place this machine near an existing power source.
Shadows, glare, or strobe effects that may distract
Refer to the Machine Data Sheet for the weight
of your machine. Make sure that the surface upon
which the machine is placed will bear the weight
of the machine, additional equipment that may be
installed on the machine, and the heaviest workpiece that will be used. Additionally, consider the
weight of the operator and any dynamic loading
that may occur when operating the machine.
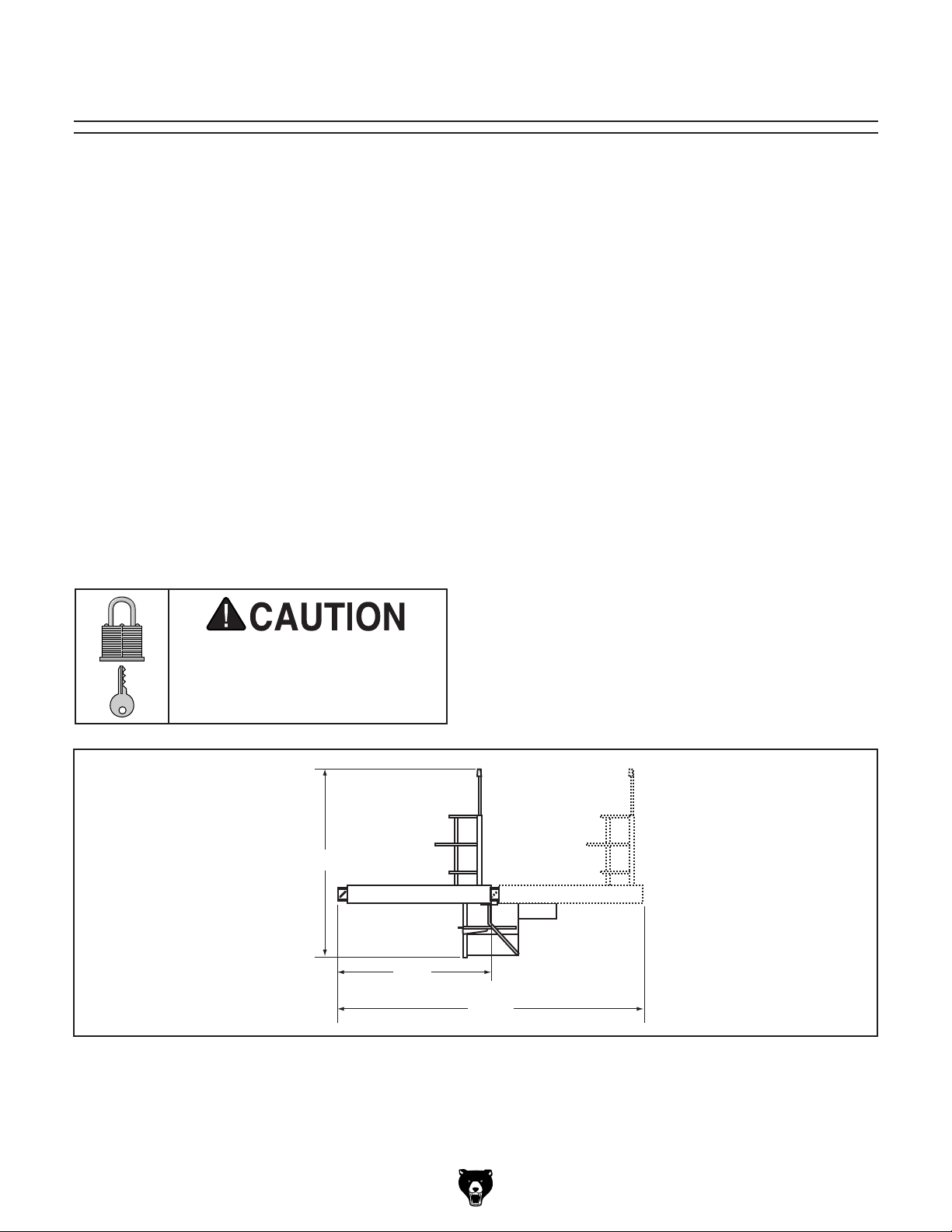
Space Allocation
Consider the largest size of workpiece that will
be processed through this machine and provide
enough space around the machine for adequate
operator material handling or the installation of
auxiliary equipment. With permanent installations,
leave enough space around the machine to open
or remove doors/covers as required by the maintenance and service described in this manual.
See below for required space allocation.
Children or untrained people
may be seriously injured by
this machine. Only install in an
access restricted location.
The physical environment where the machine is
operated is important for safe operation and longevity of machine components. For best results,
operate this machine in a dry environment that is
free from excessive moisture, hazardous chemicals, airborne abrasives, or extreme conditions.
Extreme conditions for this type of machinery are
generally those where the ambient temperature
range exceeds 41°–104°F; the relative humidity
range exceeds 20–95% (non-condensing); or the
environment is subject to vibration, shocks, or
bumps.
Electrical Installation
Make sure all power cords are protected from
traffic, material handling, moisture, chemicals,
or other hazards. Make sure to leave access to
a means of disconnecting the power source or
engaging a lockout/tagout device, if required.
Lighting
Lighting around the machine must be adequate
enough that operations can be performed safely.
or impede the operator must be eliminated.
123"
Figure 14. Minimum working clearances.
Model G0623X/G0623X3 (Mfg. Since 5/12)
71"
150"
-21-
Page 24

Moving & Placing
Table Saw Cabinet
We strongly recommend using a forklift to move
this saw. This will greatly reduce the risk of a lifting injury. If a forklift is not available, a minimum
of four strong people are required to move the
saw off the pallet. The saw can be "walked" off
the pallet, then moved into place with a dolly or
by sliding it.
This machine and its
components are heavy.
Serious injury may occur
if safe moving methods
are not followed.
Get help when lifting or
moving the machine and
its components. Use a
forklift to reduce the
risk of a lifting strain or
crushing injury.
DO NOT lift the table saw any higher than
necessary to clear the floor. Serious personal injury and damage to the machine
may occur if safe moving methods are not
followed.
2. Lift the table saw cabinet and move it to your
predetermined location.
3. Remove the red lifting bolts from the back of
the table.
4. Place a level on the cast iron table to level
the table saw cabinet side to side and front
to back. This will allow the table to slide
smoothly.
Note: There are three options for leveling the
saw: 1) Place it on a mobile base (Grizzly
Model G7315Z) and use the mobile base
controls to level it, 2) shim under the cabinet,
and 3) thread bolts down into the nuts welded
on the stand corners (Figure 16).
To lift and move the machine:
1. Feed the lifting straps around the lifting bolts
on the back of the table and the sliding table
saw mounts on the front of the cabinet (see
Figure 15). Attach the ends of the lifting
straps to the forklift forks.
Figure 15. Lifting the table saw cabinet.
Figure 16. Hex bolt in stand corners for leveling;
the hex nut is used to secure bolt position.
We strongly recommend securing your
machine to the floor if it is hardwired to the
power source. Consult with your electrician
to ensure compliance with local codes.
-22-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 25

Assembly & Setup
Before shipping, the sliding table was installed on
the machine and calibrated to the main table and
blade. When the sliding table was removed for
shipping, the lock nuts on the sliding table mounting brackets were carefully left in position to make
re-installation easier. As such, be careful not to
move any pre-installed nuts when installing the
sliding table.
The sliding table and extension tables are heavy
so you must get help lifting and holding them during the installation process. We recommend using
a forklift or four strong helpers to lift the sliding
table during installation.
To assemble the sliding table saw:
4. Put a 12mm flat washer, lock washer and
hex nut onto the bottom of each T-stud and
tighten the hex nut to secure the sliding table
in place.
5. Install the small extension table with the two
M10-1.5 x 25 cap screws, flat washers and
lock washers (see Figure 18).
Mounting Cap Screws
Leveling Set Screws
1. Place the sliding table on the cabinet.
2. On each side of the sliding table, slide a
T-stud down the center bottom T-slot until it
is next to the mounting bracket.
3. Lift one side of the sliding table, position the
T-stud over the hole in the mounting bracket,
then lower the sliding table so the T-stud fits
through the hole, as shown in Figure 17.
Repeat on the other side.
T-Stud Inserted
Through Mounting
Bracket
Figure 17. T-stud inserted in mounting bracket.
Figure 18. Small extension table installed.
6. Thread one M8-1.25 hex nut halfway onto
each of the M8-1.25 x 25 set screws, then
thread two of the set screws where shown in
Figure 18, to act as leveling set screws in a
later step.
7. Install the large extension table with the three
M10-1.5 x 25 cap screws, flat washers, and
lock washers (see Figure 19).
Mounting Cap Screws
Leveling Cap Screws
Figure 19. Large extension table installed.
Model G0623X/G0623X3 (Mfg. Since 5/12)
8. Thread four M8-1.25 x 25 set screws with
hex nuts where shown in Figure 19, to act as
leveling set screws in a later step.
-23-
Page 26

9. Level the top of the extension tables even
Rail
T-Nut
M12-1.75
Hex Nut
Stud M12-1.75 x 90
12mm
Flat Washer
12mm Flat Washer
12mm Lock Washer
with the top of the cast iron table.
Using a straightedge as a guide (Figure 20),
adjust the leveling cap screws to align the top
of extension tables with the top of the cast
iron table. Tighten the hex nuts on the leveling cap screws against the extension table
to lock the cap screws when the tables are
aligned.
Figure 20. Extension wings mounted and even
with cast iron table.
11. Mount the rip fence rail as shown in Figure
22. Make sure the black tab is toward the
back end of the saw. Adjust the hex nuts so
the gap between the rail and tables is even,
but leave the rail slightly loose for now.
Black Tab
10. Mount the rip fence scale to the large extension table and cast iron table (Figure 21)
using three 6mm hex nuts, lock washers, flat
washers, two M6-1 x 16 hex bolts, and one
M6-1 x 25 hex bolt. (The longer hex bolt is
used in the cast iron table.) Secure the scale
height so it is even with the table tops.
Table
Figure 22. Rip fence rail mounting.
12. Slide the rip fence base on the rail, and check
the spacing between the rip fence base and
scale bar (see Figure 23). There should be
1
a minimum of
⁄8" of space between the scale
bar and the fence base. Adjust the mounting position of the rip fence rail to create this
space evenly along the length of the scale
bar, then tighten the rail mounting nuts.
Spacing
Scale
-24-
Figure 21. Mounting rip fence scale.
Flat Washer
Hex Bolt
Hex Nut
Lock Washer
Figure 23. Fence base installed; spacing
between fence base and scale bar.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 27

Note: The fence should slide smoothly on the
rail; if it doesn't, remove the fence base and
adjust the spring pressure plate mounting
position on the fence base (see Figure 24).
15. Place a 12mm flat washer on the crosscut
table lock lever, then insert it through the
crosscut fence and thread the M12-1.75
T-nut onto the end approximately two turns.
Spring Pressure
Plate
Rip Fence
Lever
Figure 24. Location of spring pressure plate for
fence slide adjustments.
13. Thread the rip fence lever into the fence base
(Figure 24), tighten the hex nut against the
rip fence base to keep the lever in place.
14. Slide the rip fence on the fence base T-bar as
shown in Figure 25. Use the two lock levers
on the opposite side of the fence base to
secure the fence in position.
16. Align the T-nuts on the crosscut table with
the T-slot in the face of the sliding table,
then slide the crosscut table into position on
the sliding table (Figure 26) and tighten the
crosscut table lock lever.
Lock Lever
T-Slot
Figure 26. Crosscut table installation.
17. Place the crosscut table support leg on the
extension arm, and attach it to the crosscut
table with four M6-1 x 16 cap screws, 6mm
lock washers, and 6mm flat washers.
Rip Fence
T-Bar
Lock Levers
Figure 25. Rip fence installed on fence base.
Extension
Arm
Figure 27. Support leg installed.
Attachment
Location
Support Leg
Model G0623X/G0623X3 (Mfg. Since 5/12)
-25-
Page 28

18. Insert the two crosscut brace knobs with
8mm flat washers through the crosscut table,
then thread the square nuts onto the ends of
the knob threads (Figure 28, A). Slide the
T-slot in the support bar over both T-nuts,
and tighten the knobs (Figure 28, B).
Support
Bar
Square Nut
M8-1.25
Crosscut
Table
B
Flat Washer
8mm
22. Hold the crosscut fence against the positive
stop bolt, shown in Figure 30, then tighten
the knob underneath the crosscut table to
lock the crosscut fence in position.
Note: This positive stop bolt can be fine-
tuned later to ensure that the crosscut fence
is square to the blade.
Positive
Stop Bolt
Knob
M8-1.25 x 50
A
Figure 28. Installing support bar on crosscut
table.
19. Slide the pivot stud assembly and the M8-1.25
x 60 T-bolt into the crosscut fence T-slot, as
shown in Figure 29.
Pivot Stud
Assembly
...to T-bolt
Flat Washer
8mm
T-Bolt M8-1.25 x 60
Knob
M8-1.25 x 55
Figure 30. Positive stop bolt against the crosscut
fence.
23. Install the flip stops in the T-slot on the crosscut fence, as shown in Figure 31, and use
the crosscut fence lock knob to secure the
extendable end of the fence in position.
Flip Stops
Crosscut Fence Lock Knob
M8-1.25 x 25
Figure 31. Flip stops installed on crosscut fence.
Figure 29. Pivot stud and T-bolt installed in
crosscut fence.
20. Align the T-bolt and pivot stud with the crosscut table insertion points (Figure 29), and
install the fence on the table.
21. Thread the M8-1.25 knob with an 8mm flat
washer onto the bottom of the T-bolt from the
underside of the table.
-26-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 29

24. Remove the shipping brace from the sliding
table (Figure 32), then install the sliding table
end cover over the fixed part of the sliding
table end, as shown in Figure 33, using the
premounted hardware.
Shipping Brace
Figure 32. Sliding table shipping brace.
26. Thread two M5-.8 x 12 cap screws with 5mm
lock washers through the switch bracket and
into the sliding table base, and tighten the
cap screws (see Figure 35).
Magnetic
Switch
Figure 35. Magnetic switch installed.
27. Thread the feet all the way into the bottom of
the support legs. DO NOT remove the hex
nuts pre-installed on the bottom of the feet,
since they will be used after the legs are
installed.
Figure 33. Sliding table end cover installed.
25. Attach the sliding table handle, as shown in
Figure 34, with two button head screws and
flat washers, using the premounted hardware.
Button Head
Cap Screws
Figure 34. Sliding table handle attached to end
of sliding table.
28. Thread two M10-1.5 x 30 cap screws and
10mm lock washers through each support
leg and part way into the T-slot plates for
the legs, slide the T-slot plates into the both
ends of the sliding table base, and tighten the
mounting cap screws (see Figure 36).
Support Leg
Figure 36. Support leg installed (1 of 2 shown).
Model G0623X/G0623X3 (Mfg. Since 5/12)
-27-
Page 30

29. Adjust the feet downward so they press
against the floor, then tighten the hex nuts up
against the support leg so the feet are locked
in place.
30. Open the cabinet door and remove the motor
shipping brace shown in Figure 37.
33. Insert the arbor lock tool into the hole shown
in Figure 39, rotate the arbor until the arbor
lock tool seats, then install the scoring blade,
using the arbor wrench. There MUST be an
arbor flange on both sides of the blade.
Arbor
Lock
Tool
Figure 37. Motor shipping brace.
31. Tilt the blade assembly to 0˚, then slide the
sliding table forward all the way until you can
open the lower blade guard cover and access
the blade arbors.
32. Insert the arbor lock tool into the hole shown in
Figure 38, rotate the arbor until the arbor lock
tool seats, then install the main blade, using
the included arbor wrench. There MUST be
an arbor flange on both sides of the blade.
Arbor
Lock
Tool
Figure 39. Installing scoring blade.
34. Install the riving knife as shown in Figure 40,
but do not tighten the mounting bolt yet.
Figure 40. Installing riving knife.
35. Adjust the riving knife approximately
1
from the main blade, using a
⁄8" or 3mm hex
1
⁄8" away
wrench as a guide (Figure 41).
-28-
Figure 38. Installing main blade.
Figure 41. Adjusting the riving knife spacing.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 31

36. Use a straightedge to make sure the riving
knife and scoring blade are aligned with the
main blade. The alignment should be with the
blade bodies, not the carbide teeth.
—The riving knife position can be changed by
adjusting the setscrews at the riving knife
mounting block. Refer to Page 71 for more
details.
—The scoring blade alignment can be
changed by adjusting the set screws accessible through the table top (see Figure
42).
Scoring Blade
Alignment
Scoring Blade Elevation
37. Install the blade guard on the riving knife, as
shown in Figure 43, with the M10-1.5 x 25
cap screw an M10-1.5 lock nut shipped in
the blade guard. (The blade guard/dust hood
MUST be installed.)
Figure 43. Blade guard installed.
38. Assemble miter gauge and push handle as
shown in Figure 44.
Scoring Controls Lock
Figure 42. Access holes for scoring blade
adjustment controls.
Push Handle
Figure 44. Push handle and miter gauge
installed.
Miter Gauge
Model G0623X/G0623X3 (Mfg. Since 5/12)
-29-
Page 32

39. Install the hose support, as shown in Figure
45, with hardware shown below.
40. Secure a 4" dust hose to the dust port located
1
under the saw table and the 2
⁄2" dust hose to
the blade guard (see Figure 46).
Lock Washer
10mm
Flat Washer
10mm
Hex Nut
M10-1.5
Hose
Support
Cap Screw
M10-1.5 x 25
Figure 45. Hose support installed.
Hose
Support
Large
Extension
Table
4" Hose
2 1⁄2" Hose
Figure 46. Dust hoses attached.
41. Run the 2½" hose over the hose support, as
shown in Figure 47.
DO NOT operate this saw without an adequate dust collection system. This saw creates substantial amounts of wood dust while
operating. Failure to use a dust collection
system can result in short and long-term
respiratory illness.
Minimum CFM at 5" Dust Port: 625 CFM
1
Minimum CFM at 2
⁄2" Dust Port: 150 CFM
Do not confuse this CFM recommendation with
the rating of the dust collector. To determine
the CFM at the dust port, you must consider
these variables: (1) CFM rating of the dust collector, (2) hose type and length between the
dust collector and the machine, (3) number
of branches or wyes, and (4) amount of other
open lines throughout the system. Explaining
how to calculate these variables is beyond the
scope of this manual. Consult an expert or purchase a good dust collection "how-to" book.
Figure 47. Dust hose placement on support.
Tip: Connect the saw to a single dust collec-
tion branch line, using the optional accessories shown in Figure 48.
H1215 4" Quick
Fit Sleeve
T20559 2 1⁄2" x
4" x 4" Y-Fitting
Figure 48. Optional accessories for connecting
saw to a single dust collection branch line.
-30-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 33

Power Connection
To connect the Model G0623X /G0623X3 to
power:
Before the machine can be connected to the
power source, an electrical circuit must be made
available that meets the minimum specifications
given in Circuit Requirements on Page 14. If
a power circuit has not been prepared for the
machine, do that now. To ensure a safe and codecompliant setup, we strongly recommend that all
electrical work be done by an electrician or qualified service personnel.
G0623X/G0623X3 230V/220V Power
Connection
Insert the plug into a matching NEMA receptacle, (see Figure 2 for G0623X and Figure 3 for
G0623X3 on Page 14).
G0623X3 440V Power Connection
Hardwire setups require power supply lines to be
enclosed inside conduit, which is securely mounted and constructed in adherence to applicable
electrical codes.
A hardwire setup for this machine must be
equipped with a locking disconnect switch as a
means to disconnect the power during adjustments or maintenance, which is a typical requirement for lock-out/tag-out safety programs (commonly required by OSHA).
Figure 4 on Page 15 shows a simple diagram of
a hardwire setup with a locking disconnect switch
between the power source and the machine. Due
to the complexity required for planning, bending,
and installing the conduit necessary for a hardwire
setup, this type of setup should only be performed
by an experienced electrician.
1. Open the power connection box shown in
Figure 49.
Power
Connection Box
Figure 49. Power connection box.
2. Loosen the strain relief on the bottom of the
connection box, then insert the incoming
power wires into the connection box.
3. G0623X: Connect the incoming power wires
and ground wire to the wires in the connection box using wire nuts, (see Figure 50),
then wrap each of the wire nuts and their
respective wires with electrical tape to secure
them together.
Connect
Wires
with
Wire
Nuts
Ground
Incoming
Power Line
Model G0623X/G0623X3 (Mfg. Since 5/12)
Figure 50. Model G0623X incoming power wires
connected.
-31-
Page 34

G0623X3: Connect the incoming power wires
to the terminals shown in Figure 51.
Test Run
Note: If using a phase converter, connect the
manufactured power leg to the #2 terminal to
prevent damage.
1 2 3 4
R S T
Figure 51. G0623X3 power connection termi-
4. Tighten the strain relief on the bottom of
the connection box against the power cord
(G0623X or G0623X3, 230V/220V) or conduit (G0623X3, 440V)—not directly against
the power cord or the wires—then close the
cover. Leave a little slack in the wires inside
the box.
Ground
Incoming
Power Line
nals.
After the machine has been connected to the
power source, the machine MUST be test run to
make sure all the controls and safety components
function properly before the machine is placed
into regular operation.
It is extremely important that all steps in this section be followed very closely, in the order given,
to ensure that the safety features are tested corre ctly.
Before beginning the test run, review the power
controls shown in Figure 52 and Identification
on Page 3.
ON Button
STOP Button
-32-
Figure 52. Main power controls.
If the machine does not operate as stated
in this section, review the Troubleshooting
section on Page 64. If you need additional
help, call Tech Support at (570) 546-9663.
DO NOT place a machine into regular operation if you suspect that it is malfunctioning,
or serious injury could occur.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 35

To test run the saw:
6. DISCONNECT SAW FROM POWER!
1. Put on safety glasses, make sure any bystand-
ers are out of the way, and that all tools have
been removed from the saw.
2. Push in, then rotate both STOP buttons
clockwise until they pop out. This resets the
switch so the machine can be started.
3. Press the ON button. The blades should
startup and run smoothly without any problems. If any problems occur, immediately
press the STOP button.
4. Press the STOP button. As the main blade
comes to a stop, watch the direction that it
spins.
— The main blade should spin clockwise if you
are standing at the front of the machine. If
this is true, continue to Step 5.
—If the main blade rotates counterclock-
wise, disconnect the saw from power and
exchange wires R & T in the power connection box to change the motor direction
(Model G0623X3 only). After exchanging
the wires and closing the power connection
box, connect the saw to power, and repeat
Steps 3–4.
7. Move the sliding table all the way forward,
then open the orange blade guard (refer to
Page 41 for details on accessing and opening the blade guard). Opening the blade
guard triggers the limit switch.
8. Connect the saw to the power source and
rotate the STOP button clockwise so it pops
out.
9. (During this step, be prepared to immediately
press the STOP button if the blades start
operating.) Press the ON button.
—If the blade guard limit switch functions cor-
rectly, the machine will not start. If this is
true, continue to Step 10.
—If the machine starts during this test, the
limit switch is NOT functioning correctly.
Disconnect the saw from power, and call
Tech Support for advice before proceeding
any further with the test run or machine
operations.
10. Close the orange blade guard and move
the sliding table back to the center of the
machine.
5. Make sure the STOP button is pushed in,
then press the ON button.
—The saw should NOT start if the disabling
feature on the STOP button is working correctly. If this is true, continue to Step 6.
—If the saw DOES start when the STOP but-
ton is pushed in, then the safety feature
on the STOP button is not working correctly. Call Tech Support for advice before
proceeding any further with the test run or
machine operations.
Model G0623X/G0623X3 (Mfg. Since 5/12)
-33-
Page 36

SECTION 4: OPERATIONS
To reduce the risk of
serious injury when using
this machine, read and
understand this entire
manual before beginning
any operations.
Damage to your eyes, lungs, and hearing
could result from using this machine without
proper protective gear. Always wear safety
glasses, a respirator, and hearing protection
when operating this machine.
Operation Overview
The purpose of this overview is to provide the
novice machine operator with a basic understanding of how the machine is used during a typical
operation, so the controls/components discussed
later in this manual are easier to understand.
Due to the generic nature of this overview, it is
not intended to be an instructional guide. To learn
more about specific operations, read this entire
manual, read "how to" books, and seek additional
training from experienced machine operators.
To complete a typical operation, the operator
does the following:
For Your Own Safety Read Instruction
Manual Before Operating Saw
a) Wear eye protection.
b) Use saw-blade guard and riving knife for
every operation for which it can be used,
including all through sawing.
c) Keep hands out of the line of saw blade.
d) Use a push-stick when required.
e) Pay particular attention to instructions
on reducing risk of kickback.
f) Do not perform any operation freehand.
g) Never reach around or over saw blade.
NOTICE
If you have never used this type of machine
or equipment before, seek training from an
experienced machine operator or read "how
to" books before beginning any projects.
Regardless of the content in this section,
Grizzly Industrial will not be held liable for
accidents caused by lack of training.
1. Examines the workpiece to make sure it is
suitable for cutting.
2. Adjusts the blade tilt, if necessary, to the correct angle of the desired cut.
1
3. Adjusts the blade height approximately
higher than the thickness of the workpiece.
4. Adjusts the fence to the desired width of cut
then locks it in place.
5. Checks the outfeed side of the machine
for proper support and to make sure the
workpiece can safely pass all the way through
the blade without interference.
6. Puts on safety glasses and a respirator, and
locates push sticks if needed.
7. Starts the saw.
8. Feeds the workpiece all the way through the
blade while maintaining firm pressure on the
workpiece against the table and fence, and
keeping hands and fingers out of the blade
path and away from the blade.
9. Stops the machine immediately after the cut
is complete.
⁄4"
-34-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 37

Examples of non-through cuts include dadoes
and rabbets. Non-through cuts have a higher risk
of injury from kickback because the blade guard
must be removed. However, the riving knife MUST
be installed because it still provides some protection. When making non-through cuts with a dado
blade, do not attempt to cut the full depth in one
pass. Instead, take multiple light passes to reduce
the load on the blade. A dado blade smaller than
10" will require removal of the riving knife, because
the riving knife will be higher than the blade.
A non-through cut is a sawing operation where
the blade does not protrude above the top face of
the wood stock, as shown in the
A through cut is a sawing operation in which the
workpiece is completely sawn through, as shown
in the
. Examples of through cuts are
rip cuts, cross cuts, miter cuts, and beveled cuts.
The blade guard assembly MUST be used when
performing through cuts.
Workpiece
• Material Type:Thismachineisintended for
•
•
can
•
•
•
duringthecut,whichcouldcausekickback.
Non-Through &
Inspection
Some workpieces are not safe to cut on this
machine or may need to be modified before they
can be safely cut. Before cutting, inspect all
workpieces for the following:
cutting natural and man-made wood products, laminate covered wood products, and
someplastics.Cuttingdrywallorcementitious
backerboardcreatesextremelyfinedustand
may reduce the life of the motor bearings.
ThismachineisNOT designedto cutmetal,
glass,stone,tile,etc.;cuttingthesematerials
withatablesawgreatlyincreasestheriskof
injuryanddamagetothesaworblade.
Foreign Objects: Nails, staples, dirt, rocks
and other foreign objects are often embedded in wood. While cutting, these objects
canbecomedislodged andhit theoperator,
cause kickback, or break the blade, which
mightthenfly apart.Always visuallyinspect
yourworkpiece forthese items.Ifthey can’t
beremoved,DONOTcuttheworkpiece.
Large/Loose Knots: Loose knots
become dislodgedduringthe cutting operation. Large knots can cause kickback and
machine damage. Choose workpieces that
donothavelarge/looseknotsor planahead
toavoidcuttingthroughthem.
Through Cuts
Non-Through Cuts
Figure below.
Figure 53. Example of a non-through cut.
Through Cuts
Wet or “Green” Stock:Cuttingwoodwitha
moisturecontentover20%causesunnecessarywearontheblades,increasestheriskof
kickback,andyieldspoorresults.
Excessive Warping:Workpieceswithexcessivecupping,bowing,ortwistingaredangerous to cut because they are unstable and
maymoveunpredictablywhenbeingcut.
Minor Warping:Slightlycuppedworkpieces
can be safely supported with cupped side
facing the table or fence; however, workpiecessupportedonthebowedsidewillrock
Model G0623X/G0623X3 (Mfg. Since 5/12)
Figure below
Figure 54. Example of a through cut (blade
guard not shown for illustrative clarity).
-35-
Page 38

Blade Guard &
The guard encloses the top of the blade to reduce
the risk of accidental blade contact and contain
flying chips or dust.
The
pushed into the blade, remain in contact with the
workpiece
, then return to a resting
position against the table when the cut is complete. When installed and properly maintained,
the guard is an excellent tool for reducing the risk
of injury when operating the table saw.
To ensure that the guard
it
MUST be installed and adjusted so that it moves
up and down properly to accommodate workpieces and maintain coverage over the blade.
ly, it MUST be aligned with and correctly
Riving Knife
The term "blade guard" refers to the assembly that
consists of the guard and riving knife assembly
(see Figure below). Each of these components
have important safety functions.
Guard
Riving Knife
Figure 55. Blade guard assembly components.
Understanding the Blade Guard
To ensure that the riving knife works safe-
adjusted to the blade.
When to Use the Blade Guard
The blade guard MUST be installed on the saw
for all normal through cuts (defined on owner's
manual Page 14).
Sometimes the blade guard or its components
can get in the way when cutting very narrow
workpieces or other specialized cuts. Because
the blade guard is provided to decrease your risk
of injury, it should not be used if it gets in the way
of making a safe cut. Use good judgment!
In general, the blade guard MUST remain installed
on the saw—unless a specific operation requires
its removal. If the blade guard is removed for
specific operations, always immediately replace it
after those operations are complete.
guard is designed to lift as the workpiece is
during the cut
does its job effectively,
Understanding the Riving Knife
The riving knife is a metal plate that prevents the
freshly cut pieces of the workpiece from pinching
the backside of the blade and causing a kickback.
It also acts as a barrier behind the blade to shield
hands from being pulled into the blade if a kickback occurs and the operator is reaching behind
the blade. (Reaching behind the blade is a major
safety risk and should not be done).
When to Use the Riving Knife Only
Use the riving knife without the blade guard for
any non-through cuts (defined on owner's manual
Page 14) or narrow/specialized cuts in which the
blade guard gets in the way of a safe cut.
Always immediately replace the blade guard when
these cuts are complete!
When Not to Use Riving Knife
If you use a dado blade that has a diameter
smaller than 10", the riving knife will be taller than
the top of the blade, which will prevent the cut
from being completed. In this case, the only way
to complete the cut is to remove the riving knife.
-36-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 39

Blade Guard Installation & Removal
Use saw-blade guard and spreader for
Pay particular attention to instructions
The blade guard fits over the riving knife and is
secured in place with an M10-1.5 x 25 cap screw
and an M10-1.5 lock nut (see "Mounting Screw"
in Figure 56). These are the only fasteners that
need to be installed/removed when installing or
removing the blade guard.
Mounting
Screw
Testing Guard for Correct Operation
After installing the blade guard, you must verify
that it functions correctly before making a cut. To
test the blade guard operation, lift up the front end
about 4" then release it.
• If the blade guard freely drops down against
the table surface, then it is functioning correctly and is ready for operation.
• If the blade guard remains in the position
where you released it, or it does not drop
down against the surface of the table, then
the mounting screw and lock nut are too tight.
Loosen it slightly and repeat this test until the
guard functions correctly.
• If the blade guard feels loose and easily
moves back and forth as you raise it, then the
mounting screw and lock nut are too loose.
Tighten it slightly and repeat this test until the
guard functions correctly.
Figure 56. Blade guard mounted to riving knife.
When installing the blade guard, the mounting
screw and lock nut must be left loose enough
that the guard can freely pivot up and down, but
not so loose that there is side-to-side play when
pivoting.
For Your Own Safety Read Instruction
Manual Before Operating Saw
a) Wear eye protection.
b)
every operation for which it can be used,
including all through sawing.
c) Keep hands out of the line of saw blade.
d) Use a push-stick when required.
e)
on reducing risk of kickback.
f) Do not perform any operation freehand.
g) Never reach around or over saw blade.
Model G0623X/G0623X3 (Mfg. Since 5/12)
-37-
Page 40

Riving Knife Installation & Removal
The riving knife must be correctly installed, adjusted, and aligned in order to provide the maximum
safety benefit.
The riving knife attaches to the mounting block as
shown in Figure 57. Always firmly tighten the hex
nut when securing the riving knife in place.
1
2
3
Top Distance
Minimum 3mm
Maximum 8mm
Bottom Distance
Minimum 3mm
Maximum 8mm
Figure 59. Allowable top and bottom distances
between riving knife and blade.
Once the riving knife is properly positioned at the
correct distance from the blade, verify that it is
aligned with the blade by checking the alignment
with a straightedge in the top and bottom locations shown in Figure 60.
Figure 57. Installing riving knife on mounting
block.
Secure the riving knife so that the top of it is
1–5mm below the top level of the blade, as shown
in Figure 58.
Minimum 1mm
Maximum 5mm
Figure 58. Height difference between riving knife
and blade.
The height difference between the riving knife and
the blade allows the workpiece to pass over the
blade during non-through cuts (those in which the
blade does not cut all the way through the thickness of the workpiece).
The riving knife also prevents the freshly cut sides
of the workpiece from pinching the blade and
causing kickback. For maximum effectiveness of
this safety design, the riving knife must be positioned within 3–8mm from the blade, as shown in
Figure 59.
Height Difference
Top Alignment
Bottom Alignment
Figure 60. Checking top and bottom riving knife
alignment with blade.
The riving knife should be parallel with the blade
along its length at both positions and should be in
the "Alignment Zone" shown in Figure 61.
Alignment
Zone
Spreader or
Riving Knife
Blade
Figure 61. Verifying that riving knife is in the
alignment zone behind the blade.
If the riving knife is not aligned or parallel with the
blade, refer to Adjusting Riving Knife Mounting
Block on Page 71.
Straightedge
-38-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 41

This section on blade selection is by no means
comprehensive. Always follow the saw blade
manufacturer's recommendations to ensure safe
and efficient operation of your table saw.
Ripping Blade Features:
•
•
•
•
Safety Tips
Blade Requirements
Your safety is important. The tips below are
intended to supplement SECTION 1: SAFETY.
But remember, no safety list can cover every situation. The operator is ultimately responsible for
their own safety, as well as the safety of bystanders. Every cutting operation is uniquely different
and may require safety equipment or safety procedures not mentioned in this manual.
Please follow these safety tips EVERY time
you use your saw:
• Stand to the left of the blade line-of-cut when
performing a cutting operation.
• Turn OFF the saw and allow the blade to
come to a complete stop before removing
cut-off pieces.
• Make sure that the riving knife is always
aligned with the main blade before cutting!
• Always position the blade guard to the correct
height above the workpiece.
The riving knife included with this machine is
0.090" (2.3mm) thick and is only designed for 10"
diameter blades.
When choosing a main blade, make sure the
blade size meets the requirements listed below.
The thickness of the blade body and teeth can be
measured with calipers or any precision measuring device.
Blade Size Requirements:
• Body Thickness: 0.079"–0.090"
(2.0mm–2.3mm)
• Kerf (Tooth) Thickness: 0.122"–0.129"
(3.1mm–3.3mm)
Blade Selection
• Carefully plan each cutting operation to avoid
injuries.
• When you release the sliding table lock,
make sure that the knob is positioned so that
it will not lock the table during a cut.
• Plan your cut to avoid putting your hands
near the blade or reaching across the blade.
Best for cutting with the grain
20-40 teeth
Flat-top ground tooth profile
Large gullets for large chip removal
Flat
Top
Blade
Figure 62. Ripping blade.
Model G0623X/G0623X3 (Mfg. Since 5/12)
-39-
Page 42

Thin Kerf Blade: A blade with thinner kerf than
a standard blade. Since the spreader/riving knife
included with this table saw is sized for standard
blades, thin kerf blades cannot be used on this
saw unless they meet the
specified in this manual; otherwise, they will
increase the risk of kickback.
Crosscut blade features:
•
Best for cutting across the grain
•
•
•
Combination blade features:
•
•
•
•
•
cross-cut blade), then large and deep (similar
Laminate blade features:
•
•
•
•
Dado Blades
Stacked Dado Blade
Multiple
blades are stacked together to control the cutting
width.
are more expensive
than wobble blades, but typically produce higher
quality results.
Wobble Dado Blade:
mounted at
a slight angle on an arbor hub. The blade angle is
adjustable on the hub, and the width of the dado
cut is controlled by the angle setting of the blade.
60-80 teeth
Alternate top bevel tooth profile
Small hook angle and a shallow gullet
Best for cutting plywood or veneer
40-80 teeth
Triple chip tooth profile
Very shallow gullet
Alternate
Top
Bevel
Figure 63. Crosscutting blade.
Designed to cut both with and across grain
40-50 teeth
Alternate top bevel and flat, or alternate top
bevel and raker tooth profile
Teeth are arranged in groups
Gullets are small and shallow (similar to a
to a ripping blade
Alternate
Top
Bevel
and
Flat
Triple
Chip
Blade
Figure 65. Laminate blade.
Blade Requirements
(see below):
Stacked dado blades
A single blade
-40-
Figure 64. Combination blade.
Figure 66. Stacked dado blade.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 43

Changing Main
Before proceeding with the next step, wear
gloves to protect your hands while handling
Blade
This saw performs best with high-quality sharp
blades. Whenever the blades become dull, replace
or have them sharpened.
To change the main blade:
1. DISCONNECT SAW FROM POWER!
6. Use the arbor wrenches to remove the arbor
nut and arbor flange, as shown in Figure
68, then pull the old blade off the arbor. The
arbor nut has left-hand threads and loosens
by turning clockwise.
Arbor
Lock
Tool
2. Move the blade tilt to 0° (blade 90° to table)
and raise the main blade as far as it will go.
3. Move the sliding table out of the way to
expose the lower blade cover that covers the
blades and riving knife, as shown in Figure
67.
Hole for Arbor
Lock Tool
Blade Cover
Tighten
Loosen
Figure 68. Replacing the main blade.
7. Install the blade as shown in Figure 69, mak-
ing sure the teeth face toward the scoring
blade. DO NOT overtighten the arbor nut.
Figure 67. Blade cover made accessible with
sliding table moved out of the way.
4. Pull the blade cover away from the blades to
expose the mounting assembly. (The blade
cover is held closed with a magnet.)
5. Insert the arbor lock tool into the hole shown
in Figure 67, then rotate the blade by hand
until the arbor lock tool seats.
and installing the blade.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Figure 69. Main blade installation and order of
assembly.
— If you changed the diameter of the blade
during this procedure, adjust the riving knife
according to Riving Knife Installation &
Removal on Page 38.
8. Move the blade cover back into its original
position next to the blades, then center the
sliding table.
-41-
Page 44

Changing/Adjusting
Scoring Blade
The scoring blade included with the Model
G0623X/G0623X3 has wedge shaped teeth. With
this style of scoring blade, the kerf thickness is
adjusted by changing the height of the scoring
blade. Raising the scoring blade higher increases
the kerf thickness.
Changing Scoring Blade
1. DISCONNECT SAW FROM POWER!
Adjusting Scoring Blade
1. DISCONNECT SAW FROM POWER!
2. Unlock the scoring blade controls by inserting
a 6mm hex wrench into the controls lock hole
shown in Figure 71 and turning the mechanism inside counterclockwise until loose.
Alignment Control
Height Control
2. Remove the blade guard and move the blade
tilt to 0˚ (blade 90˚ to table).
3. Move the sliding table to the side and pull the
blade cover open.
4. Insert the arbor lock tool in the table, rotate
the scoring blade to seat the arbor lock tool,
and use the arbor wrenches to remove the
arbor nut and scoring blade (see Figure 70).
Arbor Lock
Tool
Tighten
Loosen
Controls Lock
Figure 71. Checking and adjusting scoring blade
positioning.
3. Place a straightedge across the body of the
main blade (not the teeth) and align the body
of the scoring blade to the main blade, by
turning the alignment control (Figure 71) with
a 6mm hex wrench.
4. Adjust the height of the scoring blade, by
turning the height control (Figure 71) with a
6mm hex wrench, until the exposed portion
equals the kerf thickness of the main blade.
Note: The easiest way to match the scor-
ing blade kerf is by laying a straightedge on
the table, and placing it up against the main
blade teeth and beyond the scoring blade,
then adjusting the scoring blade height until
its teeth align with the main blade teeth. Also
check on the other side of the blades to verify
that the kerf thickness matches and the scoring blade is aligned with the main blade.
Figure 70. Removing/installing scoring blade.
5. Install the new scoring blade as shown in
Figure 70, tighten the arbor nut, and adjust
the scoring blade alignment and height as
necessary.
-42-
5. Tighten the controls lock.
6. Move the blade cover back into its original
position next to the blades, then center the
sliding table.
7. Perform a test cut and check for chip out on
the underside of the test piece. If there is
chip out, make the adjustments necessary to
match the kerfs.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 45

Rip Cutting
This saw has the capability of rip cutting large
panels (Figure 72). The sliding table removes the
burden of sliding a large and heavy panel over a
stationary table surface.
Determine which cutting operation will be best
suited for the workpiece to be ripped.
• To use the sliding table, read the instructions
titled “Rip Cutting w/Sliding Table.”
• To use the machine as a traditional table saw,
skip ahead to “Rip Cutting w/Rip Fence.”
Rip Cutting with Sliding Table
1. Install the crosscut fence on the crosscut
table, and rotate it until the fence touches the
90° stop bolt (Figure 74).
90° Stop Bolt
Figure 72. Rip cutting with the sliding table.
This saw also has the capability of rip cutting
smaller boards, using the machine as a traditional
table saw (Figure 73). Smaller, lighter boards
are easier to slide across the stationary cast iron
table surface to the right of the saw blade.
Figure 73. Traditional rip cutting.
Figure 74. Crosscut fence mounting locations.
2. Check to make sure the fence is at 90˚ and, if
necessary, adjust it as described in Squaring
Crosscut Fence to Blade on Page 70.
3. Slide the fence so the plastic block on the end
is next to the blade teeth—this calibrates the
scale to zero—then tighten the lock knob.
Note: Avoid cutting the plastic block on the
end of the fence.
4. Set a flip stop to the desired width-of-cut.
5. Position the blade guard to the correct height
for your workpiece.
6. Load the workpiece onto the table saw. The
set up should look similar to Figure 72.
Model G0623X/G0623X3 (Mfg. Since 5/12)
7. Take all the necessary safety precautions,
then perform the cutting operation.
-43-
Page 46

Rip Cutting with Rip Fence
1. Slide the crosscut table out of the way.
4. Slide the leading end of the rip fence so it is
even with the center of the main saw blade as
shown in Figure 77.
2. Lock the sliding table into a stationary position (see Figure 75).
Note: The table will only lock in place when it
is centered with the saw cabinet.
Table Lock
Figure 75. Sliding table lock.
3. Place the fence in the vertical position for
larger workpieces, or in the horizontal position for angled cuts and for small workpieces
(see Figure 76).
Note: This technique allows the finished cut-
off piece to “fall” away from the blade when
the cutting operation is complete; reducing
the possibility of kickback.
Figure 77. Rip fence even with center of blade
(blade guard removed for clarity).
5. Tighten the lock handles (Figure 78) to
secure the rip fence against the base.
Lock
Handles
Vertical
Horizontal
Figure 76. Rip fence positions.
Lock
Lever
Figure 78. Rip fence micro-adjusting controls.
6. Pull up the lock lever to loosen the fence
base on the rail, position the fence at the correct distance away from the blade (as needed
for the cut), then push down the lock lever to
lock the fence base in position.
7. Take all the necessary safety precautions,
then make the cut as you would with a traditional table saw.
-44-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 47

Crosscutting
The Model G0623X/G0623X3 can crosscut full
size panels with the fence in the forward or rear
position, although it is easier to load full size panels with the crosscut fence mounted in the forward
position (see Figure 79).
Forward Mounted
Crosscut Fence
Additionally, this machine has the capability of
crosscutting workpieces while using the rip fence
as a cut-off gauge (Figure 81).
Figure 81. Crosscutting workpieces
using the rip fence as a cut-off gauge.
Determine which cutting operation will be best
suited for the workpiece to be crosscut.
Figure 79. Crosscutting full size panel.
Mounting the crosscut fence in the rear position
(Figure 80) gives greater stability for crosscutting
smaller panels.
Rear Mounted
Crosscut Fence
Figure 80. Crosscutting smaller panels.
— If you will be crosscutting full size panels,
then skip ahead to Crosscutting Full Size
Panels.
— If you will be crosscutting smaller panels,
then skip ahead to Crosscutting Smaller
Panels.
— If you will be crosscutting workpieces using
the rip fence as a cut-off gauge, then skip
ahead to Crosscutting Using Rip Fence
as a Cut-Off Gauge.
Model G0623X/G0623X3 (Mfg. Since 5/12)
-45-
Page 48

Crosscutting Full Size Panels
1. Install the crosscut fence in the forward
mounting location shown in Figure 82 and
lock it in place.
2. Check to make sure the fence is at 90˚ and
adjust it as described in Squaring Crosscut
Fence to Blade on Page 70 if necessary.
Rear Mounting
Location
4. Load the workpiece onto the table saw. The
set up should look similar to Figure 80.
5. Once all the necessary safety precautions
have been taken, perform the cutting operation.
Crosscutting Using Rip Fence as a
Cut-Off Gauge
1. Install the crosscut fence in the rear mount-
ing points shown in Figure 82 and lock it in
place.
2. Check to make sure the fence is at 90˚ and
adjust it as described in Squaring Crosscut
Fence to Blade on Page 70 if necessary.
3. Position the rip fence for the desired width.
Forward Mounting
Location
Figure 82. Crosscut fence mounting points.
3. Set either flip stop to the desired width-of-
cut.
Note: Extend the crosscut fence slide if the
workpiece is more than 74".
4. Load the workpiece onto the table saw. The
set up should look similar to Figure 79.
5. Once all the necessary safety precautions
have been taken, perform the cutting operation.
Crosscutting Smaller Panels
1. Install the crosscut fence in the rear mount-
ing points shown in Figure 82 and lock it in
place.
4. Load the workpiece onto the table saw. The
setup should look similar to Figure 81.
5. Slide the leading end of the rip fence behind
the front edge of the blade as shown in
Figure 83. (This step is critical to reduce
the risk of blade binding and kickback.)
Rip Fence
Front Edge
of Blade
Figure 83. Correct rip fence position when using
it as a cut-off gauge.
Leading Edge
of Rip Fence
2. Check to make sure the fence is at 90˚ and
adjust it as described in Squaring Crosscut
Fence to Blade on Page 70 if necessary.
3. Set either flip stop to the desired width-of-
cut.
Note: Extend the crosscut fence slide if the
workpiece is more than 74".
-46-
6. Take all the necessary safety precautions,
then perform the cutting operation.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 49

Miter Cutting
3. Rotate the fence to the desired angle and
lock it in place.
The crosscut fence allows miter cuts from 0˚
through 135˚. The table mounted miter scale has
a resolution of 1˚.
To perform a miter cut:
1. Slide the crosscut table to the front edge of
the sliding table and lock it in place.
2. Place the crosscut fence center stud in the
left or right stud hole of the crosscut table.
The fence can be installed as shown in
Figure 84 for 90˚ to 135˚ cuts, or as shown
in Figure 85 for 0˚ to 90˚ cuts.
4. Position the flip stop according to the length
of the workpiece you want to cut off to the left
of the blade.
5. Load the workpiece onto the table saw. The
set up should look similar to Figure 85.
Figure 85. Example of miter cutting operation.
Figure 84. Fence set-up for 90˚ to 135˚ cuts.
6. Once all the necessary safety precautions
have been taken, perform the cutting operation.
Model G0623X/G0623X3 (Mfg. Since 5/12)
-47-
Page 50

non-through cuts. Failure to heed this
Dado Cutting
Commonly used in furniture joinery, a dado is a
straight channel cut in the face of the workpiece.
Dadoes are "non-through" cuts that can be made
with a dado blade or a standard saw blade. The
Figure
being made with a dado blade.
below shows a cutaway view of a dado cut
Dado Blade
Installing Dado Blade
1. DISCONNECT SAW FROM POWER!
2. Move the sliding table out of the way to
expose the lower blade cover.
3. Remove the standard blade. To loosen the
arbor nut, insert the arbor lock tool that came
with the saw and turn the arbor nut clockwise
(it has left-hand threads).
4. Remove the spacer block installed on the
arbor behind the standard blade you removed
in Step 3. The spacer block is not used when
dado blades are installed (see Figure 88).
Fence
Workpiece
Figure 86. Example of a dado being cut with a
dado blade.
5
This saw can only accept a dado blade with
arbor hole and maximum width of
have any doubts or questions about the size of
dado blade you want to install, call our Technical
Support before proceeding.
In order to install a dado blade, the scoring blade
should be removed and a zero-clearance table
insert must be made specifically for the dado
blade you will install (see Figure 87). Refer to
Zero-Clearance Insert on Page 59 for instructions on how to do this.
13
Dado
Blade
⁄16". If you
⁄8"
Spacer Block
Figure 88. Dado blade installed on saw with new
zero-clearance table insert.
5. Assemble/adjust the dado blade system to
the desired width of cut, according to the
dado blade manufacturer’s instructions.
6. Install the dado blade on the arbor shaft, as
shown in Figure 89.
If you plan on making dadoes at varying widths,
we strongly recommend making a zero-clearance
table insert for each thickness of dado blade that
will be used.
-48-
Shop-Made
Zero-Clearance
Table Insert
Figure 87. Dado blade raised into shop-made
zero-clearance table insert.
Figure 89. Installing a dado blade.
DO NOT make through cuts with a dado
blade. Dado blades are only intended for
warning could result in serious injury.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 51

Cutting Dadoes with a Dado Blade
Because dado blades are much wider than standard blades, they place a greater amount of force
against the workpiece when cutting. This addition
al force increases the risk of kickback, requiring
the operator to take additional steps when cutting
to keep their injury risk at an acceptable level.
The Figure below demonstrates the sequential
process of making multiple, light cuts that get
progressively deeper. The actual number of cuts
used should be determined by workpiece hard
ness, total dado depth, and feed rate. In general, if
you hear the motor slow down during the cut, you
are cutting too deep or feeding too fast.
Cutting Dadoes with a Standard
Blade
Dado blades have a higher risk of kickback
than normal blades because their larger size
applies stronger forces to the workpiece.
This risk increases relative to the depth and
width of the cut. To minimize your risk of
serious personal injury, ensure that stock
is flat and straight, and make multiple light
cuts (rather than one deep cut) to achieve
the desired cutting depth.
-
-
A ripping blade is typically the best blade to use
for cutting dadoes when using a standard blade
because it removes sawdust very efficiently. See
Page 43 for blade details.
To use a standard saw blade to cut dadoes:
1. DISCONNECT SAW FROM POWER!
2. Mark the width of the dado cut on the
workpiece. Include marks on the edge of the
workpiece so the cut path can be aligned
when the workpiece is lying on the table.
3. Raise the blade up to the desired depth of cut
(depth of dado channel desired).
4. Set the saw up for the type of cut you need
to make, depending on if it is a rip cut (Page
43) or crosscut (Page 45).
5. Align the blade to cut one of the dado sides,
as shown in Figure 91.
Dado Blade
Workpiece
Cut 1
Cut 2
Workpiece
Cut 3
Workpiece
Finished
Dado Cut
Workpiece
Fence
Fence
Fence
Fence
Cut 1
Workpiece
Figure 91. First cut for a single-blade dado.
Blade
Fence
Figure 90. Example of dado being cut with
multiple light cuts, instead of one deep cut.
Model G0623X/G0623X3 (Mfg. Since 5/12)
-49-
Page 52

6. Reconnect the saw to the power source and
turn the saw ON. Allow the blade to reach full
speed, then perform the cutting operation.
Rabbet Cutting
7. Repeat the cutting operation on the other
side of the dado channel, as in Figure 92.
Cut 2
Workpiece
Figure 92. Second cut for a single blade dado.
8. Make additional cuts in the center of the dado
to clear out the necessary material. The dado
is complete when the channel is completely
cleared out.
Blade
Fence
Cuts 3+
Fence
Workpiece
Commonly used in furniture joinery, a rabbet is an
L-shaped groove cut in the edge of the workpiece.
Rabbets can be cut with either a dado blade or a
standard saw blade.
Rabbet cutting on the edge of the workpiece with
a dado blade requires a sacrificial fence (Figure
94). Make the sacrificial fence the same length as
the fence and
screws or clamps, making sure they are all secure
and tight. Raise the blade into the sacrificial fence
to the height needed.
3
⁄4" thick. Attach it to the fence with
Rip Fence
Sacrificial
Fence
Dado Insert
Blade Cut-Out
Figure 94. Sacrificial fence.
Figure 93. Successive cuts in the middle to
complete the dado.
Dado blades have a higher risk of kickback
than normal blades because their larger size
applies stronger forces to the workpiece.
This risk increases relative to the depth and
width of the cut. To minimize your risk of
serious personal injury, ensure that stock
is flat and straight, and make multiple light
cuts (rather than one deep cut) to achieve
the desired cutting depth.
Always use push sticks, featherboards,
push paddles and other safety accessories
whenever possible to increase safety and
control during operations which require
that the blade guard to be removed from the
saw. ALWAYS replace the blade guard after
dadoing is complete.
-50-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 53

Cutting Rabbets with a Dado Blade
1. DISCONNECT THE SAW FROM POWER!
3. Raise the blade up to the desired depth of cut
(depth of rabbet channel desired).
2. Adjust the dado blade to the height needed
for the rabbeting operation. When cutting
deep rabbets, take more than one pass to
reduce the risk of kickback.
3. Adjust the fence and align the workpiece to
perform the cutting operation as shown in
Figure 95.
Sacrificial Fence
Dado Blade
Fence
Workpiece
Figure 95. Rabbet cutting with a dado blade.
4. Adjust the fence so the blade is aligned with
the inside of your rabbet channel as shown in
Figure 96.
Blade
Figure 96. Rabbet cutting with a standard blade.
5. Reconnect the saw to the power source
and turn the saw ON. When the blade has
reached full speed, perform a test cut with a
scrap piece of wood.
Workpiece
Fence
4. Reconnect the saw to the power source
and turn the saw ON. When the blade has
reached full speed, perform a test cut with a
scrap piece of wood.
— If the cut is satisfactory, repeat the cut with
the final workpiece.
Cutting Rabbets with a Standard
Blade
A ripping blade is typically the best blade to use
for cutting rabbets when using a standard blade
because it removes sawdust very efficiently. (See
Page 43 for blade details.) Also, a sacrificial fence
is not required when cutting rabbets with a standard blade.
To cut rabbets with the standard blade:
1. DISCONNECT SAW FROM POWER!
2. Mark the width of the rabbet cut on the edge
of the workpiece, so you can clearly identify
the intended cut while it is laying flat on the
saw table.
— If the cut is satisfactory, repeat the cut with
the final workpiece.
6. Lay the workpiece on its side, as shown in
Figure 97, adjust the saw blade height to
intersect with the first cut, and perform the
second cut to complete the rabbet.
Blade
Fence
Workpiece
Figure 97. Second cut to create a rabbet.
Model G0623X/G0623X3 (Mfg. Since 5/12)
-51-
Page 54

Resawing
Making Resaw Barrier
The resaw barrier acts in tandem with the rip
fence when resawing to provide tall support for
the workpiece to minimize the probability of it
binding against the blade and causing kickback.
Resawing operations require proper procedures to avoid serious injury. Extra care
must be taken to prevent kickback when
resawing. Any tilting or movement of the
workpiece away from the fence will cause
kickback. Be certain that stock is flat and
straight. Failure to follow these warnings
could result in serious personal injury.
Resawing is the process of cutting a thick piece
of stock into one or more thinner pieces. Although
resawing can be done with a table saw, we strongly recommend that you use a bandsaw instead.
A bandsaw is the ideal machine for resawing, and
resawing with one is fairly easy and safe. A table
saw is not intended for resawing, and resawing
with one is difficult and dangerous due to the
increased risk of kickback from binding and deep
cuts, and the increased risk of injury from having
to remove the guard.
Tools Needed: Qty
Table Saw ..........................................................1
Jointer and Planer ....................... Recommended
Clamps ...............................................2 Minimum
Drill and Drill Bits ................................................1
Components Needed for Resaw Barrier:
3
Wood*
Wood*
⁄4" x 51⁄2" x Length of Fence ...................1
3
⁄4" x 3" x Length of Fence ......................1
Wood Screws #8 x 2" ........................................8
Wood Glue .........................................As Needed
* Only use furniture grade plywood or kiln dried
hardwood to prevent warping.
To build the resaw barrier:
1. Cut your wood pieces to the size specified
above. If you are using hardwood, cut the
pieces oversize, then joint and plane them to
the correct size to make sure they are square
and flat.
If you insist on resawing with a table saw, DO
NOT do so without using a resaw barrier and
wearing a full face shield. The following instructions describe how to build a resaw barrier that
can be used with the rip fence when resawing to
reduce the risk injury.
Note: To determine the maximum resawing height
for this table saw, find the maximum blade height,
1
then double it and subtract
⁄8".
2. Pre-drill and countersink four holes approxi-
3
mately
⁄8" from the bottom of the 51⁄2" tall
wood piece.
3. Glue the end of the 3" board, then clamp the
boards at a 90° angle with the larger board in
the vertical position, as shown in Figure 98,
fasten together with the wood screws.
#8 x 2"
Wood Screw
3
⁄4"
3
⁄4"
Assembled
Resaw Barrier
-52-
Figure 98. Resaw barrier.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 55

You may experience kickback during this
and wear safety glasses or a face
Resawing Operations
Operations requiring the blade guard to
The table saw motor is pushed to its limits when
resawing. If the motor starts to bog down, slow
down your feed rate. Motor overloading and blade
wear can be reduced by using a ripping blade.
Ripping blades are designed to clear the sawdust
quickly.
Components Needed for Resawing:
Zero-clearance Insert .........................................1
Ripping Blade 10" ...............................................1
Clamps ...............................................................2
Shop Made Auxiliary Fence ...............................1
Shop Made Resaw Barrier .................................1
5. Raise the blade approximately an inch, or
close to half the height of the workpiece,
whichever is less.
be removed increase the risk of accidental
contact with the blade. To reduce this risk,
use push sticks/paddles and featherboards
to keep your hands at a safe distance from
the blade throughout the entire cut. Always
replace guard after completing the cut!
6. Connect power to the saw, turn it ON, and use
a push stick to feed the workpiece through
the cut using a slow, steady feed rate.
procedure. Stand to the side of the blade
path
shield to prevent injury.
To perform resawing operations:
1. DISCONNECT SAW FROM POWER!
2. Install the rip fence in the vertical position.
3. Place the workpiece against the rip fence and
slide the resaw barrier against the workpiece.
Now clamp the resaw barrier to the top of the
table saw (see Figure 99).
Workpiece
Resaw
Rip Fence
Barrier
7. Flip the workpiece end for end, keeping the
same side against the fence, and cut the
other side of the workpiece.
8. Repeat Steps 4–6 until the blade is close to
half of the height of the board to be resawn.
1
The ideal completed resaw cut will leave a
⁄8"
connection when the resawing is complete as
1
shown in Figure 100. Leaving a
⁄8" connec-
tion will reduce the risk of kickback.
Workpiece
Resaw
Barrier
1
/8" Connection
Auxiliary
Fence
Fence
Table
Figure 99. Resaw setup with barrier.
4. Lower the blade completely below the table,
and slide the workpiece over the blade
to make sure it moves smoothly and fits
between the resaw barrier and fence.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Figure 100. Ideal completed resaw cut.
9. Turn OFF the table saw, then separate the
parts of the workpiece and hand plane the
remaining ridge.
10. When finished resawing, remove the resaw
barrier and re-install the blade guard/splitter.
-53-
Page 56

SECTION 5: SHOP MADE SAFETY
ACCESSORIES
2. Cut a 30º angle at one end of the board.
Featherboards
3. Make a series of end cuts with the grain
1
⁄4" apart and 2"–3" long, as shown in Figure
Easily made from scrap stock, featherboards
provide an added degree of protection against
kickback, especially when used together with
push sticks. They also maintain pressure on the
workpiece to keep it against the fence or table
while cutting, which makes the operation easier
and safer because the cut can be completed without the operator’s hands getting near the blade.
The angled ends and flexibility of the fingers allow
the workpiece to move in only one direction.
101 (A). Alternatively, start cuts at 2"-3" deep,
then make them progressively deeper, as
shown in Figure 101 (B). Cuts made across
the grain will result in weak fingers that will
easily break.
10" (Minimum)
30°
3
A
⁄8"
1
⁄16"-1⁄8"
Kerf
3
⁄8"–
Making a Featherboard
This sub-section covers the two basic types of
featherboards: 1) Those secured by clamps to the
table or fence, or 2) those secured by a wood runner that mounts in the table saw miter slot.
Material Needed for Featherboard Mounted
with Clamps
Hardwood
Hardwood
Material Needed for Featherboard Mounted in
Miter Slot
Hardwood
Hardwood
Hardwood
Wing Nut
Flat Head Screw
Flat Washer
To make a featherboard:
1. Cut a hardwood board approximately
to size. The length and width of the board
can vary according to your design. Most
featherboards are 10"–28" long and 3"–6"
wide. Make sure the wood grain runs parallel with the length of the featherboard, so the
fingers you will create in Step 3 will bend
without breaking.
3
⁄4" x 3" x 10" (Minimum)
3
⁄4" x 6" x 28" (Maximum) ..................1
3
⁄4" x 3" x 10" (Minimum)
3
⁄4" x 6" x 28" (Maximum) ..................1
3
⁄8" x (Miter Slot Width) x 5"L ...........1
1
/4"-20 ..................................................1
1
⁄4"-20 x 2" ...............................1
1
⁄4"-20..............................................1
3
⁄4" thick
2"-3"
Initial Cut
2"-3"
B
3
⁄8"
Kerf
1
⁄16"-1⁄8"
Progressively
Longer Cuts
Figure 101. Patterns for featherboards
(top view shown).
When complete, the fingers should flex when
pushed with moderate pressure. If the fingers do
not flex, they are too thick.
Note: We recommend using a bandsaw for mak-
ing fingers because it tends to be safer. A table
saw can be used, but it will over-cut the underside
of the ends, produce a thicker kerf, and require
you to stop the blade half-way through the cut,
which can be dangerous.
If you are securing the featherboard with clamps,
no further steps are necessary. Your featherboard
is complete! If you are making a featherboard that
mounts in the miter slot, continue with Step 4.
-54-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 57

1
4. Rout a
⁄4"–3⁄8" wide slot 4"–5" long in the
workpiece and 1"–2" from the short end of the
featherboard (see Figure 102).
1
6. Drill a
⁄4" hole in the center of the bar, then
countersink the bottom to fit a
screw.
1
⁄4"-20 flat head
1
/4"-3/8" Slot
1"-2"
4"-5"
Figure 102. Slot routed in featherboard.
5. Cut a miter bar that will fit in the table miter
slot approximately 5" long, as shown in
Figure 103.
Tip: Consider making the miter bar longer for
larger featherboards—approximately half the
length of the total featherboard—to support
the force applied to the featherboard during
use.
(Top View)
5"
3
/8"
1
/4" Hole
Countersink on Bottom
(Side View)
5"
7. Mark a 4" line through the center of the countersunk hole in the center, then use a jig saw
with a narrow blade to cut it out.
8. Assemble the miter bar and featherboard
1
with a
⁄4"-20 x flat head screw, flat washer,
and a wing nut or a star knob (see Figure
104). Congratulations! Your featherboard is
complete.
Wing Nut
(Side View)
Flat Washer
Featherboard
Miter Bar
Flat Head Screw
Figure 104. Assembling miter slot featherboard
components.
Tip: The length of the flat head screw depends
on the thickness of the featherboard—though
1
⁄2" to 2" lengths usually work.
1
Now, proceed to Mounting Featherboard in
Miter Slot on Page 56.
4" Slot
Figure 103. Miter bar pattern.
Model G0623X/G0623X3 (Mfg. Since 5/12)
-55-
Page 58

Mounting Featherboards w/Clamps
1. Lower the saw blade, then adjust the fence to
the desired width and secure it.
Mounting Featherboard in Miter Slot
1. Lower the saw blade, then adjust the fence to
the desired width and secure it.
2. Place the workpiece against the fence, making sure it is 1" in front of the blade.
3. Place a featherboard on the table away from
the blade so all fingers point forward and
contact the workpiece (see Figure 105).
Fence Featherboard
Clamp
Clamp
Table
Featherboard
Figure 105. Example of featherboards secured
with clamps.
2. Place the workpiece evenly against the fence,
making sure it is 1" in front of the blade.
3. Slide the featherboard miter bar into the miter
slot, making sure the fingers slant toward the
blade, as shown in Figure 106.
Blade
Featherboard
Workpiece
Figure 106. Featherboard installed in miter slot
and supporting workpiece for ripping cut.
4. Secure the featherboard to the table with a
clamp.
5. Check the featherboard by pushing it with
your thumb to ensure it is secure.
— If the featherboard moves, tighten the
clamp more.
6. Mount a second featherboard to the fence
with another clamp (see Figure 105), then
repeat Step 5 to ensure it is secure.
4. Position the fingered edge of the featherboard against the edge of the workpiece, so
that all of the fingers contact the workpiece.
Slide the featherboard toward the blade until
the first finger is nearly even with the end of
the workpiece, which should be 1" away from
the blade.
5. Double check the workpiece and the featherboard to ensure they are properly positioned
as described in Step 4. Then secure the
featherboard to the table. Check the featherboard by hand to make sure it is tight.
Note: The featherboard should be placed
firmly enough against the workpiece to keep
it against the fence but not so tight that it is
difficult to feed the workpiece.
-56-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 59

Push Sticks
When used correctly, push sticks reduce the risk
of injury by keeping hands away from the blade
while cutting. In the event of an accident, a push
stick can also absorb damage that would have
otherwise happened to hands or fingers.
Using a Push Stick
Use push sticks whenever your hands will get
within 12" of the blade. To maintain control when
cutting large workpieces, start the cut by feeding
with your hands then use push sticks to finish
the cut, so your hands are not on the end of the
workpiece as it passes through the blade.
Feeding: Place the notched end of the push
stick against the end of the workpiece (see inset
Figure below), and move the workpiece into the
blade with steady downward and forward pressure.
Supporting: A second push stick can be used to
keep the workpiece firmly against the fence while
cutting. When using a push stick in this manner,
only apply pressure before the blade; otherwise,
pushing the workpiece against or behind the
blade will increase the risk of kickback (see "Push
Stick Prohibition Zone" in the Figure below).
Push Stick
Prohibition
Zone
Push Stick
Store Push
Stick Here
for Easy
Access
Supporting
Blade
Path
Push Stick
Feeding
Figure 107. Using push sticks to rip narrow
stock.
Making a Push Stick
Use this template to make
90º
Cut here to
1
⁄4" stock
push
Cut here to push 1⁄2" stock
Notch for placing on
corners of workpieces
MATERIAL: Only use
hardwood, sturdy plywood,
or high-density plastic. Do
not use softwood that may
break under pressure or
1
⁄2" Grid
metal that can break teeth
from the blade!
your own push stick.
15
Notch to help
prevent hand
from slipping
Figure 108. Side view of a push stick in-use.
3
/
4
" Minimum Length
SIZING: Push stick
must be at least 15
1
long. Use
⁄2"–3⁄4" thick
material.
SANDING: Sand
edges to remove
rough edges and
increase comfort.
3
⁄4"
Figure 109. Template for a basic shop-made push stick (not shown at actual size).
Model G0623X/G0623X3 (Mfg. Since 5/12)
-57-
Page 60

Push Blocks
When used correctly, a push block reduces the
risk of injury by keeping hands away from the
blade while cutting. In the event of an accident,
a push block often takes the damage that would
have otherwise happened to hands or fingers.
Using a Push Block
A push block can be used in place of or in addition to a push stick for feeding workpieces into the
blade. Due to their design, push blocks allow the
operator to apply firm downward pressure on the
workpiece that could not otherwise be achieved
with a push stick.
The push block design on this page can be used
in two different ways (see inset Figure below).
Typically, the bottom of the push block is used
until the end of the workpiece reaches the blade.
The notched end of the push block is then used
to push the workpiece the rest of the way through
the cut, keeping the operator's hands at a safe
distance from the blade. A push stick is often
used at the same time in the other hand to support the workpiece during the cut (see "Using a
Push Stick" on previous page).
Push Stick
Prohibition
Zone
Push Stick
Supporting
Blade
Path
Push
Block
Feeding
Figure 111. Using a push block and push stick
to make a rip cut.
Making a Push Block
Use this template to make your own push block.
Figure 110. Side view of a push block in use.
Notch for use
as a push stick
CAUTION: Only use hardwood, sturdy plywood,
or high-density plastic. Do not use softwood that
may break under pressure or metal that can break
teeth from the blade!
Handle for
firm grip
Make push block with
1
⁄2"–3⁄4" thick material
CAUTION: Bottom
of handle must be
at least 4
" above
bottom of push
block to keep
hand away
from blade.
4"
1
/4"–1/2"
1
⁄2" Grid
-58-
Lip for pushing workpiece
9"−10" Minimum Length
Figure 112. Template for a shop-made push block (shown at 50% of full size).
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 61

Zero-Clearance
Insert
3. Remove the main blade and the spacer block
behind it (see Figure 113).
A zero-clearance insert can be made for the saw
3
in about 30 minutes, and must be made of
⁄4"
furniture quality plywood or hardwood. (We recommend making at least 6–12 while you are going
through the process, so you have plenty on hand
for varying blade widths, heights, or angles.
A zero-clearance insert is required if you want
to install a dado blade. When a dado blade is
installed, the scoring blade and riving knife are
removed—as neither will properly perform their
intended function.
If you plan to use a standard blade with a zeroclearance insert, additional modifications will need
to be made in order to install the scoring blade
and riving knife.
If you must use this saw to cut the dimensions of the zero-clearance insert you will
fabricate in these instructions, make sure
you DO NOT make any cuts while the
included table insert is removed. THIS IS
DANGEROUS. You must re-install the table
insert, reassemble all saw components, and
remove all tools before cutting.
Figure 113. Original table insert and all
necessary components removed.
4. Remove the table insert installed on the saw.
5. Cut the new table insert to the exact length of
1 1
the included table insert and
⁄16" wide.
6. Use the included table insert as a template,
as shown in Figure 114, to mark the mounting holes on the new table insert. (Clamping
the pieces together while you do this will allow
you to ensure the hole spacing is exact.)
Items Needed Qty
Table Saw ......................................................... 1
Drill Press .......................................................... 1
Sander ............................................................... 1
7
Drill Bits
Plywood/Hardwood Piece 14" x
⁄32" and 13⁄32" ...............................1 Each
11
⁄16" x 3⁄4" ........ 1
Bandsaw or Jigsaw (Optional) .......................... 1
Clamp (Optional) ............................................... 1
To make a zero-clearance table insert:
1. DISCONNECT SAW FROM POWER
2. Lower the main blade all the way, remove the
blade guard, riving knife, and scoring blade.
After removing the scoring blade, reinstall
and tighten the scoring blade flanges and
arbor nut.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Figure 114. Marking location for mounting holes
in new insert.
7
7. Use the
⁄32" drill bit to drill holes completely
through the new table insert.
13
8. Install the
⁄32" drill bit and use the included
table insert as a guide to set the depth stop
on your drill press to countersink the holes.
-59-
Page 62

9. Countersink the holes you drilled in Step 7
(see Figure 115), so the heads of the mounting screws can be recessed into the table
insert when installed.
13
⁄32" Hole
Cutaway View
of Drilled Hole
Countersink
for Screw Head
New
Table Insert
14. Close the cover over the blade and move the
sliding table to the center of the saw.
15. Connect the saw to power, start the motor,
and slowly raise the blade into the zeroclearance table insert (see Figure 117) only
as high as you intend to cut with the insert.
Dado
Blade
7
⁄32" Hole
for Screw Threads
Figure 115. Countersinking mounting holes.
10. Install the blade you will use to cut the insert,
making sure the blade flange is used on the
front of the blade behind the arbor nut, then
lower the blade completely.
11. Test fit the new table insert in the table, then
sand the corners or trim the ends as necessary to get a precise fit.
12. Mount the new table insert into the table and
check to make sure that it is flush with the top
of the table. If necessary, remove the insert
and sand the top of it down until it will mount
up flush with the table top (see Figure 116).
Zero-clearance
Table Insert
Standard
Blade
Slot for
Riving Knife
Slot for Scoring Blade
Figure 117. Zero-clearance table inserts for
dado and standard blades.
Outfeed Table
One of the best accessories for improving the
safety and ease of using a table saw is simply
placing a large table (outfeed table) behind the
saw to catch the workpiece.
Figure 116. New zero-clearance table insert
installed to be cut with a dado blade.
13. (This step only for standard blades.) Use a
bandsaw or jigsaw to cut slots or notches that
will allow the riving blade to be installed with
minimal open space around it. If you plan to
use the scoring knife, do the same for that
blade (we do not recommend using the scoring blade to cut the slot in the insert because
the adjustment screw is inside the cabinet).
-60-
Outfeed
Table
Figure 118. Example of outfeed table.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 63

Accessories
ACCESSORIES FROM GRIZZLY
SECTION 6: AFTERMARKET
Some aftermarket accessories can be
installed on this machine that could cause
it to function improperly, increasing the risk
of serious personal injury. To minimize this
risk, only install accessories recommended
for this machine by Grizzly.
NOTICE
Refer to the newest copy of the Grizzly
Catalog for other accessories available for
this machine.
10" Blades
H5190—Razor Variable Tooth Carbide 50T
H9146—Heavy-Duty ATB Carbide Tip 60T
G2804—Commercial Solid Surface Blade 60T
H9147—Heavy-Duty ATB Carbide Tip 80T
H9360—Commercial Melamine Blade 80T
H9148—Heavy-Duty ATB Carbide Tip 100T
These blades work especially well for most sliding
table saw applications and are manufactured for
heavy-duty, industrial use.
T21382—Scoring Blade
Replacement scoring blade. Measures 80mm
in diameter with 22mm arbor hole. Blade is a
solid, one-piece wedge-type blade. Kerf width is
controlled by changing the height of the exposed
portion of the blade from the table.
G5562—SLIPIT® 1 Qt. Gel
G5563—SLIPIT
G2871—Boeshield
G2870—Boeshield
H3788—G96
H3789—G96
Figure 120. Recommended products for protect-
ing unpainted cast iron/steel part on machinery.
G7315Z—Super Heavy-Duty SHOP FOX
Mobile Base
This patented, super heavy-duty mobile machine
base is the strongest mobile base on the market. 18" x 24
1
⁄2" maximum.1200 lb. capacity. This base is
33
extremely stable with outrigger type supports and
a four wheel system. Weighs 38 lbs.
®
12 oz Spray
®
T-9 12 oz Spray
®
®
Gun Treatment 12 oz Spray
®
Gun Treatment 4.5 oz Spray
1
⁄2" minimum and adjusts to 281⁄2" x
T-9 4 oz Spray
®
Figure 119. T21382 Scoring Blade.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Figure 121. G7315Z SHOP FOX® Mobile Base.
-61-
Page 64

SECTION 7: MAINTENANCE
Always disconnect power
to the machine before
performing maintenance.
Failure to do this may
result in serious personal injury.
Schedule
The frequency of maintenance necessary for any
machine will always depend on the operating conditions and environment. The schedule below is a
basic guideline for keeping your machine in proper operating condition. Always repair any adverse
conditions immediately upon discovery.
Cleaning
Cleaning the Model G0623X/G0623X3 is relatively easy. Vacuum excess wood chips and sawdust
from the table saw and inside the cabinet. Wipe
off the remaining dust with a dry cloth.
Use compressed air (make sure to wear safety
glasses and a respirator when doing this) to blow
dust from between the two sections of the sliding
table. If any resin has built up, use a resin dissolving cleaner to remove it. Treat all unpainted cast
iron and steel with a non-staining lubricant after
cleaning.
Unpainted Cast Iron
Daily (Ongoing)
• Loose mounting bolts.
• Worn or damaged saw blades.
• Worn or damaged switches or wires.
• Any other unsafe condition.
Weekly
• Clean sliding table surface and grooves.
• Lubricate the sliding table ways (Page 63).
• Clean the cast iron saw table.
• Clean the sliding table roller guideways.
• Clean the rip fence.
• Clean the rip fence bracket and rail.
Monthly
• Clean/vacuum dust buildup from inside cabinet and off motor.
• Check V-belt tension, damage, or wear.
Every 6–12 Months
• Lubricate the trunnions (Page 63).
• Lubricate the elevation and tilt leadscrews
(Page 63).
Protect the unpainted cast iron surfaces on the
table by wiping the table clean after every use—
this ensures moisture from wood dust does not
remain on bare metal surfaces. DO NOT clean
cast iron with water or it will rust!
Keep tables rust-free with regular applications of
products like G96
Boeshield
®
T-9 (see Page 61 for more details).
®
Gun Treatment, SLIPIT®, or
Note: To ensure optimum power transmission
from the motor to the blades, the V-belts must be
in good condition (free from cracks, fraying and
wear) and operate under proper tension.
-62-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 65

Lubrication
Bearings: The bearings are sealed and pre-
lubricated; they require no lubrication.
Trunnions: Use multi-purpose grease in the trunnion grooves (Figure 123) every 6–12 months,
depending on the frequency of use. To grease
the blade height trunnion, move the blade height
all the way down and smear a dab of grease into
the trunnion groove, behind the plate shown in
Figure 123, then move the blade up all the way,
then down all the way to spread the grease.
To grease the blade tilt trunnions, move the sliding table out of the way and open the blade guard.
Tilt the blade to 90°. From the front of the saw,
smear a dab of grease in the front of the trunnion
grooves on both sides. Now, tilt the blade to 45°
and reach inside the cabinet and smear a dab of
grease into the back of the trunnion grooves on
both sides. Tilt the blade back and forth to distribute the grease evenly.
Leadscrews: Use multi-purpose grease on the
leadscrews (Figure 123) every 6-12 months, at
the same time you lubricate the trunnions. Wipe
the leadscrews clean with a dry rag and brush a
light coat of new grease on them with a clean,
dry brush. Only grease the area of the leadscrew
between the stop nuts. Move the blade height and
tilt back and forth to distribute the grease evenly.
Sliding Table Ways & Rip Fence Rail: Wipe
on a light machine oil (such as Boeshield shown
on Page 61) down the entire length of the sliding
table steel rods (Figure 122) and rip fence rail.
Sliding Table Way Steel Rod
Blade Height Trunnion
(Grease Behind This
Leadscrews
Figure 122. Sliding table ways.
Blade Tilt
Trunnions
Plate)
Figure 123. Lubrication locations (table removed for clarity).
Model G0623X/G0623X3 (Mfg. Since 5/12)
-63-
Page 66

SECTION 8: SERVICE
Review the troubleshooting and procedures in this section if a problem develops with your machine. If you
need replacement parts or additional help with a procedure, call our Technical Support at (570) 546-9663.
Note: Please gather the serial number and manufacture date of your machine before calling.
Troubleshooting
Motor & Electrical
Symptom Possible Cause Possible Solution
Machine does not
start or a breaker
trips.
Machine stalls or is
underpowered.
1. Stop push-button is engaged/faulty.
2. Power supply switched OFF or is at fault.
3. Motor connection wired incorrectly.
4. Thermal overload relay has tripped.
5. Wall fuse/circuit breaker is blown/tripped.
6. Contactor not getting energized/has burnt
contacts.
7. Wiring is open/has high resistance.
8. Motor ON button or ON/OFF switch is at
fault.
9. Motor is at fault.
1. Feed rate/cutting speed too fast for task.
2. Workpiece material is not suitable for this
machine.
3. Belt(s) slipping.
4. Motor connection is wired incorrectly.
5. Motor bearings are at fault.
6. Start delay module is at fault.
7. Motor is at fault.
1. Rotate clockwise slightly until it pops out/replace it.
2. Ensure power supply is switched on; ensure power
supply has the correct voltage.
3. Correct motor wiring connections.
4. Wait for it to cool down, then it will reset automatically. If necessary, disconnect power and reset
manually by pushing reset button inside switch.
5. Ensure circuit size is suitable for this machine;
replace weak breaker.
6. Test for power on all legs and contactor operation.
Replace unit if faulty.
7. Check for broken wires or disconnected/corroded
connections, and repair/replace as necessary.
8. Replace faulty ON button or ON/OFF switch.
9. Test/repair/replace.
1. Decrease feed rate/cutting speed.
2. Only cut wood products; make sure moisture content
is below 20% and there are no foreign materials in
the workpiece.
3. Replace bad belt(s), align pulleys, and re-tension.
4. Correct motor wiring connections.
5. Test by rotating shaft; rotational grinding/loose shaft
requires bearing replacement.
6. Adjust to correct delay; replace module.
7. Test/repair/replace.
-64-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 67

Symptom Possible Cause Possible Solution
Machine has vibration or noisy
operation.
Main blade runs backwards
(G0623X3 only).
1. Motor or component is loose.
2. Blade is at fault.
3. Belt(s) worn or loose.
4. Pulley is loose.
5. Motor mount loose/broken.
6. Machine is incorrectly mounted or
sits unevenly.
7. Arbor pulley is loose.
8. Motor fan is rubbing on fan cover.
9. Arbor bearings are at fault.
10. Motor bearings are at fault.
1. Two of the power wires are reversed
(3-phase version only).
1. Inspect/replace stripped or damaged bolts/
nuts, and re-tighten with thread locking fluid.
2. Replace warped, bent, or twisted blade;
resharpen dull blade.
3. Inspect/replace belts (refer to Page 66).
4. Realign/replace shaft, pulley, setscrew, and
key as required.
5. Tighten/replace.
6. Tighten/replace anchor studs in floor; relocate/
shim machine.
7. Retighten/replace arbor pulley with shaft and
thread locking liquid.
8. Replace dented fan cover; replace loose/damaged fan.
9. Replace arbor housing bearings; replace
arbor.
10. Test by rotating shaft; rotational grinding/loose
shaft requires bearing replacement.
1. Exchange wires R & T in the terminal box (3-
phase version only).
Operation
Symptom Possible Cause Possible Solution
Workpiece has burned edges,
binds, or kicks back.
Workpiece has chip out on the
bottom edge.
Cuts are not square. 1. Sliding table is not parallel to blade.
Fence hits table top when sliding
across table.
Blade does not reach 90˚, or
blade does not reach 45˚.
The rip fence scale is not accurate.
Handwheels for blade adjustments will not turn or are difficult
to turn.
1. Sliding table is not parallel to blade.
2. Riving knife is not aligned with the
blade.
3. Blade is warped.
1. Scoring blade height is incorrect.
2. Scoring blade is not aligned with the
main blade.
3. Scoring blade kerf does not match
the main blade.
2. Rip fence is not parallel to blade.
3. Crosscut fence is not perpendicular
to the blade.
1. Front rail is too low.
2. Rip fence roller is too low.
2. Blade tilt stop bolts are out of adjustment.
1. The rip fence scale is out of calibration or was not set up correctly.
1. Shipping braces still attached.
2. Lock knob is tight.
3. Gears caked with dust.
1. Adjust sliding table parallel with the blade
(Page 68).
2. Adjust the riving knife to align it with the main
blade.
3. Replace the blade.
1. Adjust the height of the scoring blade.
2. Align the scoring blade (Page 42).
3. Adjust the scoring blade kerf (Page 42).
1. Adjust the sliding table (Page 68).
2. Adjust the rip fence parallel to blade.
3. Adjust the crosscut fence perpendicular to the
blade.
1. Raise the front rail.
2. Adjust the rip fence roller.
2. Adjust the tilt stop bolts (Page 67).
1. Adjust the rip fence scale so it is accurately
calibrated with the blade.
1. Remove shipping braces.
2. Release the lock knob.
3. Clean out dust and grease the gears.
Model G0623X/G0623X3 (Mfg. Since 5/12)
-65-
Page 68

Belt Replacement
Scoring Belt Replacement
1. DISCONNECT SAW FROM POWER!
Main Belt Replacement
1. DISCONNECT SAW FROM POWER!
2. Tilt the blade to 45˚ and lower it as far as it
will go.
3. Remove the motor cabinet door.
4. Loosen the pivot bolt and two adjustment
bolts (Figure 124).
Note: DO NOT loosen these bolts more than
1
⁄2" or you run the risk of the motor mount
bolts coming out of their holes, which will be
difficult to thread back in.
Adjustment Bolt
Pivot Bolt
2. Tilt the blade to 45˚ and lower it as far as it
will go.
3. Remove the motor cabinet door.
4. Pull the tensioner away from the scoring
belt (Figure 125) to relieve belt tension and
remove the scoring belt from the pulleys.
Note: Turn the belt sideways to squeeze the
flat part through the small gap between the
bottom pulley and the casting.
Scoring Belt
Scoring Belt
Tensionser
Adjustment Bolt
Figure 124. Main blade belt tension controls.
5. Push and hold the motor all the way up
to relieve tension on the belt, remove the
bels from the top pulley, and squeeze them
between the lower pulley and casting.
6. Fit the new belts onto the pulleys in the same
manner that you removed the old belts.
7. Push down on the motor with one hand, and
tighten the adjustment and pivot bolts with
the other hand or have someone help you.
The belts should be tight enough that they
only deflect approximately
in the center with your thumb or index finger.
1
⁄4" when pushed
Figure 125. Replacing the scoring motor belt.
5. Put the new scoring belt on the pulleys as
shown in Figure 126, and push the tensioner
against the scoring belt to take up any slack.
= Pulley/Roller
= Scoring Belt
Tensioner
Motor Pulley
Figure 126. Scoring belt installation
configuration.
6. Replace the motor cabinet door.
8. Replace the motor cabinet door.
-66-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 69

Blade Tilt Calibration
45° Stop
1. DISCONNECT SAW FROM POWER!
The blade tilt is calibrated at the factory, but can
be recalibrated if it changes during the life of the
machine. The 0° stop positions the blade square
with the table.
0° Stop
1. DISCONNECT SAW FROM POWER!
2. Move the blade tilt to 0° according to the
gauge, and raise the main blade as far as it
will go.
3. Use a machinist's square to check if the
blade is square to the table.
—If the blade is not square to the table,
loosen the two set screws that secure the
0˚ tilt stop nut shown in Figure 127.
2. Adjust the blade angle until you hit the 45°
positive stop and check the blade angle with
a 45° square.
—If the blade is not 45° to the table, loosen
the two set screws that secure the 45˚ tilt
stop nut shown in Figure 128. (This nut
can also be accessed from the front of the
saw by moving the sliding table all the way
forward.)
45° Tilt
Stop Nut
0° Tilt
Stop Nut
Figure 127. Blade tilt stop nut (0°).
4. Adjust the stop nut and recheck the blade tilt
as many times as necessary until the blade is
square to the table.
5. Tighten the two set screws in the stop nut.
6. Check the blade tilt pointer mechanism to
ensure that it points to 0°.
—If the blade tilt pointer shows an incorrect
tilt, adjust it by loosening the cap screws,
rotating the pointer until it points to 0°, then
tightening the cap screws.
Figure 128. 45° Blade tilt stop nut.
3. Adjust the stop nut and recheck the blade tilt
as many times as necessary until the blade is
45° to the table.
4. Tighten the two set screws in the stop nut.
Model G0623X/G0623X3 (Mfg. Since 5/12)
-67-
Page 70

Sliding Table Parallel
Adjustment
The table is calibrated at the factory, but can be
adjusted slightly if it is not parallel to the blade.
Tools Needed: Qty
Felt Tip Pen ........................................................1
90° Square .........................................................1
Precise Measuring Tool ......................................1
Wrench 17mm ....................................................1
Hex Wrench 5mm ...............................................1
5. Rotate the blade 180°, move the sliding table
all the way forward, and measure the distance between "B" in Figure 129.
6. Note the difference between the two positions.
— If the gap is the same on both sides or the
difference is 0.004" or less, no adjustments
to the table parallelism need to be made.
— If the difference is greater than 0.004",
then the sliding table parallelism must be
adjusted. Proceed to Step 7.
To adjust the sliding table parallel with the
main blade:
1. DISCONNECT SAW FROM POWER!
2. Move the blade tilt to 0˚ (blade 90˚ to table),
and raise the main blade up to the maximum
height.
3. Mark one of the blade teeth with a felt tip pen.
This will be your reference point when taking
measuring points, so you take them in the
same location each time.
4. Move the sliding table all the way back, and
measure the distance "A" in Figure 129,
between the marked tooth and the edge of
the miter slot.
Marked Tooth
Blade
7. Loosen the sliding table mounting nuts (see
Figure 130) at both mounting locations.
Parallel
Adjustment Screw
Table
Mounting Nuts
Figure 130. Table parallelism adjustment
controls.
8. At the side of the table that needs to move,
loosen the hex nut on the parallel adjustment
screw.
Miter Slot
A
Marked Tooth
B
Figure 129. Measuring distance between table
and blade.
-68-
9. Slowly rotate the parallel adjustment screw
(see Figure 130) as necessary to move the
table. If you move the adjustment screw away
from the table, then push the table against
the screw before proceeding.
10. Tighten the hex nut on the parallel adjustment screw to secure it in place, then tighten
the table mounting nuts. Repeat Steps 4–6
as necessary until the sliding table is parallel
with the blade.
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 71

Sliding Table
Adjustment
If the adjustment bolts do require adjustments,
turning them counterclockwise increases pressure against the steel rails. This reduces table
movement slop, which increases accuracy, but
makes it harder to slide the table.
The sliding table features an adjustment bar with
bolts that control how easily the sliding table
moves across the base (see Figure 131). These
adjustment bolts are factory set. They can only
be accessed by removing the end covers from
both ends of the sliding table base and sliding the
plastic plate out of the way.
Adjustment
Bolt
Figure 131. Adjustment bolt access location.
Turning the adjustment bolts clockwise decreases
the pressure against the steel rails. This increases table movement slop, which reduces accuracy,
but makes it easier to slide the table.
Adjusting this part of the sliding table correctly is
a matter of trial-and-error by making adjustments,
moving the sliding table, then making additional
adjustments. Ultimately, the table must move easily without any slop.
Model G0623X/G0623X3 (Mfg. Since 5/12)
-69-
Page 72

Squaring Crosscut
Fence to Blade
5. Loosen the knob on the crosscut fence to
allow it to pivot (make sure 90° stop bolt
remains against the fence during adjustments).
Squaring the crosscut fence to the blade ensures
that cuts made with the crosscut fence will be
square. This procedure can be done by using a
piece of scrap plywood as a test piece and making five test cuts, then adjusting the fence as
necessary.
To square the crosscut fence with the blade:
1. Make sure the blade is parallel with the slid-
ing table and that the crosscut fence is resting against the 90° stop bolt (see Figure 133
for locations).
2. Prepare the scrap test piece by cutting it to
32" x 32", then number all four sides of the
test piece.
1
3. Use the crosscut fence to cut
side of the test piece, then cut side 1 again
(make five cuts total).
⁄2" off of each
6. Loosen the hex nut on the 90° stop bolt
shown in Figure 133, and rotate the 90° stop
bolt to square the crosscut fence.
90° Stop
Bolt
Figure 133. Crosscut fence adjustment cam.
7. Tighten the hex nut on the 90° stop bolt, then
tighten the crosscut fence knob, making sure
the block is touching the 90° stop bolt.
4. Measure the test piece diagonally from corner-to-corner as shown in Figure 132.
1
— If both measurements are not within
then the crosscut fence needs to be adjusted. Proceed to Steps 5–8.
— If both measurements are within
no adjustments need to be made. You are
finished with this procedure.
⁄16",
1
⁄16" then
8. Repeat Steps 3-4.
Figure 132. Fence adjustment test piece.
-70 -
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 73

Adjusting Riving
Knife Mounting Block
Tools Needed Qty
Straightedge ...................................................... 1
Wrench 17mm ................................................... 1
Hex Wrench 4mm .............................................. 1
The riving knife must be aligned with the blade
when installed. If the riving knife is not aligned
with the blade, then the workpiece will be forced
sideways during the cut, which will increase the
risk of kickback.
The riving knife mounts to a block that can be
repositioned to correctly align the riving knife to
the blade. The mounting block adjusts by turning
the set screws in each corner of the block. Figure
134 shows the set screws associated with controlling the mounting block position. Have patience
when adjusting the mounting block, because it
requires trial-and-error to perform with accuracy.
Mounting Block
Face View
Top Control
Side
Control
Side
Control
To adjust the riving knife mount block:
1. DISCONNECT SAW FROM POWER!
2. Raise the blade all the way up, move the
sliding table to the side, and open the lower
blade cover to gain access to the riving knife
mounting block.
3. Loosen the lock nut that secures the riving
knife to the mounting block, and remove the
riving knife.
4. Adjust the each pair of set screws that
controls the direction required to move the
mounting block so the riving knife can be
aligned with the blade. Make sure to move
both set screws in even increments.
5. Reinstall the riving knife and check the alignment with the blade. Repeat Step 4 as necessary until the riving knife is properly aligned
to the blade.
Bottom Control
Figure 134. Riving knife mounting block
adjustment controls.
All adjustment and alignment positions for the
riving knife are covered on Page 38 in the subsection Riving Knife Installation & Removal;
the mounting block should not be adjusted unless
you have been unable to mount the riving knife as
instructed by these procedures.
Note: If you discover that the riving knife is
bent and cannot be properly aligned with
the blade, it is possible to bend it into alignment, but make sure that the final result is
precisely aligned so the risk of kickback is not
increased. If the riving knife is bent, and you
cannot easily bend it back into alignment, we
recommend replacing it with a new one.
6. Properly re-install the riving knife as described
on Page 38, close the blade cover, and move
the sliding table back to the center position.
Model G0623X/G0623X3 (Mfg. Since 5/12)
-71-
Page 74

These pages are current at the time of printing. However, in the spirit of improvement, we may make changes to the electrical systems of future machines. Compare the manufacture date of your machine to the one
number and manufacture date of your
machine before calling. This information can be found on the main machine label.
machine
SECTION 9: WIRING
stated in this manual, and study this section carefully.
If there are differences between your machine and what is shown in this section, call Technical Support at
(570) 546-9663 for assistance BEFORE making any changes to the wiring on your machine. An updated
wiring diagram may be available. Note: Please gather the serial
Wiring Safety Instructions
SHOCK HAZARD. Working on wiring that is connected to a power source is extremely dangerous.
Touching electrified parts will result in personal
injury including but not limited to severe burns,
electrocution, or death. Disconnect the power
from the machine before servicing electrical components!
MODIFICATIONS. Modifying the wiring beyond
what is shown in the diagram may lead to unpredictable results, including serious injury or fire.
This includes the installation of unapproved aftermarket parts.
WIRE CONNECTIONS. All connections must
be tight to prevent wires from loosening during
machine operation. Double-check all wires disconnected or connected during any wiring task to
ensure tight connections.
CIRCUIT REQUIREMENTS. You MUST follow
the requirements at the beginning of this manual when connecting your machine to a power
source.
WIRE/COMPONENT DAMAGE. Damaged wires
or components increase the risk of serious personal injury, fire, or machine damage. If you notice
that any wires or components are damaged while
performing a wiring task, replace those wires or
components.
MOTOR WIRING. The motor wiring shown in
these diagrams is current at the time of printing
but may not match your machine. If you find this
to be the case, use the wiring diagram inside the
motor junction box.
CAPACITORS/INVERTERS. Some capacitors
and power inverters store an electrical charge for
up to 10 minutes after being disconnected from
the power source. To reduce the risk of being
shocked, wait at least this long before working on
capacitors.
EXPERIENCING DIFFICULTIES. If you are experiencing difficulties understanding the information
included in this section, contact our Technical
Support at (570) 546-9663.
The photos and diagrams
included in this section are
best viewed in color. You
can view these pages in
color at www.grizzly.com.
-72-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 75

G0623X Wiring Diagram
MAGNETIC SWITCH
ASSEMBLY
A1
1L1 5L3
3L2
NHD C-18D
230V
BLADE GUARD
LIMIT SWITCH
13NO
17
18
2T1 6T3
4T2
17
18
2T1 4T2 6T3
19
20
21
98 97
U
14NO
O R
96
95
NHD
NTH-21
V
Ground
A2
Ground
EMERGENCY
STOP SWITCH
Start
Capacitor
400MFD
250VAC
Run
Capacitor
30MFD
500VAC
Ground
MOTOR 5HP 230V SINGLE-PHASE
Hot
X
230 VAC
G
Y
Hot
Ground
L6-30 PLUG (AS RECOMMENDED)
Model G0623X/G0623X3 (Mfg. Since 5/12)
POWER
CONNECTION
BOX
READ ELECTRICAL SAFETY
ON PAGE 72!
-73 -
Page 76

G0623X3 7.5 HP 220V Wiring Diagram
MAGNETIC SWITCH
ASSEMBLY
EMERGENCY
STOP SWITCH
A
L1/1 L3/5
SDE MA-18
T1/2 T3/6
OL RELAY RA-30
1/2 3/4 5/6
L2/3
220V
T2/4
NO13
NC15
SDE
NC16
NO14
SET @ 20
26
96
AMP
22
1
2
A2
RESET
18
98
Ground
BLADE GUARD
LIMIT SWITCH
95
-74 -
MOTOR @ 220V
11
5
10
4
12
6
1 2 3
3
1
7
2
READ ELECTRICAL SAFETY
9
8
ON PAGE 72!
L15-30 PLUG
(AS RECOMMENDED)
Hot
Hot
220 VAC
3-Phase
Ground
Hot
Model G0623X/G0623X3 (Mfg. Since 5/12)
1 2 3 4
POWER
CONNECTION
BOX
Page 77

440V Wiring Diagram
G0623X3 7.5 HP 440V Wiring Diagram
MAGNETIC SWITCH
ASSEMBLY
EMERGENCY
STOP SWITCH
A
L1/1 L3/5
L2/3
SDE MA-18
440V
T1/2 T3/6
T2/4
OL RELAY RA-20
1/2 3/4 5/6
MOTOR @ 440V
4 5 6 7 8 9
NO13
NC15
SDE
NC16
NO14
SET @ 10
96
1
2
A2
AMP
RESET
8
12
98
95
Ground
BLADE GUARD
LIMIT SWITCH
DISCONNECT SWITCH
(AS RECOMMENDED)
1 2 3
1 12 2 10 3 11
Model G0623X/G0623X3 (Mfg. Since 5/12)
Hot
Hot
Ground
1 2 3 4
440 VAC
3-Phase
CONNECTION
READ ELECTRICAL SAFETY
ON PAGE 72!
POWER
BOX
-75-
Page 78

SECTION 10: PARTS
Cabinet
32
33
17
16
27
31
15
19
28
18
29
26
13
11
34
4
12
3
14
30
6
7
1
8
5
9
25
24
2
23
22
21
20
35
10
REF PART # DESCRIPTION REF PART # DESCRIPTION
1 P0623X0001 CABINET 19 PN03M HEX NUT M8-1.25
2 P0623X0002 COVER PLATE 20 P0623X0020 POWER BOX
3 P0623X0003 EMERGENCY STOP BUTTON 21 P0623X30021 TERMINAL BAR 4P (G0623X3)
4 PHTEK19M TAP SCREW M5 X 16 22 PS05M PHLP HD SCR M5-.8 X 8
5 P0623X0005 BLADE TILT SCALE 23 PBHS06M BUTTON HD CAP SCR M5-.8 X 12
6 PLW06M LOCK WASHER 10MM 24 PB01M HEX BOLT M10-1.5 X 30
7 PN02M HEX NUT M10-1.5 25 PWF10M FENDER WASHER 10MM
8 P0623X0008 SWITCH BOX 26 PLW06M LOCK WASHER 10MM
9 P0623X0009 STRAIN RELIEF PG-9 27 P0623X0027 DECORATIVE PLATE
10 PBHS05M BUTTON HD CAP SCR M6-1 X 20 28 P0623X0028 PLATE SUPPORT
11 PN01M HEX NUT M6-1 29 PSS74M SET SCREW M8-1.25 X 35
12 P0623X0012 STRAIN RELIEF M20 30 PN03M HEX NUT M8-1.25
13 PN02M HEX NUT M10-1.5 31 PN01M HEX NUT M6-1
14 PSS73M SET SCREW M10-1.5 X 30 32 PCAP11M CAP SCREW M8-1.25 X 16
15 P0623X0015 DUST PORT 4" 33 PW01M FLAT WASHER 8MM
16 PLW03M LOCK WASHER 6MM 34 P0623X0034 WIRE CONNECTOR
17 PS11M PHLP HD SCR M6-1 X 16 35 P0623X0035 WIRE NUT 12AWG X 2 (G0623X)
18 PSS21M SET SCREW M8-1.25 X 25
-76-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 79

Main Trunnion
110
111
112
113
114
109
108
107
106
102
123
121
120
105
117
115
101
122
119
REF PART # DESCRIPTION REF PART # DESCRIPTION
101 P0623X0101 CHANNEL BASE 112 PLW04M LOCK WASHER 8MM
102 P0623X0102 TRUNNION BRACKET 113 P0623X0113 BLADE GUARD PLATE
103 PCAP04M CAP SCREW M6-1 X 10 114 P0623X0114 HINGE
104 PLW03M LOCK WASHER 6MM 115 PS09M PHLP HD SCR M5-.8 X 10
105 PCAP11M CAP SCREW M8-1.25 X 16 117 P0623X0117 MAGNET ASSEMBLY
106 PBHS04M BUTTON HD CAP SCR M8-1.25 X 35 118 P0623X0118 BLADE SHROUD DUST PORT
107 PLW04M LOCK WASHER 8MM 119 PS22M PHLP HD SCR M5-.8 X 25
108 P0623X0108 STOP BRACKET 120 PLN02M LOCK NUT M5-.8
109 P0623X0109 LIMIT SWITCH AZZ7100 121 PLW01M LOCK WASHER 5MM
110 PS18M PHLP HD SCR M4-.7 X 25 122 P0623X0122 KEEPER PLATE
111 PCAP50M CAP SCREW M5-.8 X 10 123 P0623X0123 CORD
118
103
102
104
Model G0623X/G0623X3 (Mfg. Since 5/12)
-77-
Page 80

G0623X3
7.5HP 220V
MOTOR
Main Motor
228A
228-1A
228-3A
228-1
G0623X
228-3
228-4
228-6
248V2
247
246
201V2
203V2
204
245
263
202V2
205
244
211
207
206
249
243
212
209
208
242
213
210
241
261
239
240
262
214
238
228-2A
215
216
237
260
217
235
236
218
229
219
233
234
251
220
232
221
250
222
228-2
224
223
266
225
231
258
226
230
252
227
253
257
259
228-5
264
255
228-7
228
267
256
265
-78 -
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 81

Main Motor Parts List
G0623X3 7.5HP, 220V/440V, 3-PHASE MOTOR
G0623X 5HP, 230V, SINGLE-PHASE MOTOR
REF PART # DESCRIPTION REF PART # DESCRIPTION
201V2 P0623X0201V2 BLADE GUARD COVER V2.05.12 235 PCAP77M CAP SCREW M12-1.75 X 30
202V2 PLN05M LOCK NUT M10-1.5 236 P0623X0236 SHAFT
203V2 PCAP64M CAP SCREW M10-1.5 X 25 237 P0623X0237 BUSHING
204 P0623X0204 RIVING KNIFE MOUNTING BLOCK 238 PBHS22M BUTTON HD CAP SCR M8-1.25 X 20
205 PK34M KEY 5 X 5 X 20 239 P0623X0239 BUSHING
206 P0623X0206 LOCATING BLOCK 240 PWF08M FENDER WASHER 8MM
207 PN09M HEX NUT M12-1.75 241 PLW04M LOCK WASHER 8MM
208 P0623X0208 LINK PLATE 242 PBHS03M BUTTON HD CAP SCR M8-1.25 X 16
209 P6004-2RS BALL BEARING 6004-2RS 243 P0623X0243 MAIN ARBOR CSA
210 P0623X0210 WAVE WASHER 26 X 34MM 244 P0623X0244 ARBOR FLANGE CSA
211 P0623X0211 COLLAR 245 P0623X0245 LOCATING PIN
212 P0623X0212 GIB PLATE 246 PB73M HEX BOLT M10-1.5 X 50
213 PBHS08M BUTTON HD CAP SCR M10-1.5 X 35 247 P0623X0247 RIVING KNIFE WASHER 10MM
214 PSS03M SET SCREW M6-1 X 8 248V2 P0623X0248V2 RIVING KNIFE V2.05.12
215 P0623X0215 ARBOR PULLEY TYPE M 249 P0623X0249 ARBOR WASHER
216 PW06M FLAT WASHER 12MM 250 P0623X0250 HOSE 3" X 60CM
217 PLW04M LOCK WASHER 8MM 251 P0623X0251 HOSE CLAMP 3-1/4"
218 PVM20 V-BELT M-20 3L200 252 PCAP119M CAP SCREW M12-1.75 X 55
219 PCAP14M CAP SCREW M8-1.25 X 20 253 P0623X0253 IDLER
220 PSS02M SET SCREW M6-1 X 6 255 PN09M HEX NUT M12-1.75
221 P0623X0221 MOTOR PULLEY TYPE M 256 PN09M HEX NUT M12-1.75
222 P0623X0222 SHAFT 257 P0623X0257 ROTATE PLATE
223 P0623X0223 MAIN MOTOR MOUNTING PLATE 258 PR20M INT RETAINING RING 28MM
224 PW06M FLAT WASHER 12MM 259 P0623X0259 BUSHING
225 PLW05M LOCK WASHER 12MM 260 P0623X0260 BELT 15 X 1140
226 PB25M HEX BOLT M12-1.75 X 25 261 P0623X0261 PLATE
227 PK28M KEY 7 X 7 X 29 262 P0623X0262 BUSHING
229 PCAP14M CAP SCREW M8-1.25 X 20 263 PLN07 LOCK NUT 5/8-11
230 PLW04M LOCK WASHER 8MM 264 P0623X0264 BUSHING
231 PCAP14M CAP SCREW M8-1.25 X 20 265 PLW05M LOCK WASHER 12MM
232 PLW04M LOCK WASHER 8MM 266 P6001ZZ BALL BEARING 6001ZZ
233 PWF08M FENDER WASHER 8MM 267 P0623X0267 EXTENSION SPRING
234 P0623X0234 ROTATE PLATE
REF PART # DESCRIPTION REF PART # DESCRIPTION
228 P0623X0228 MOTOR 5HP 1-PH 228A P0623X30228A MOTOR 7.5HP 220V/440V 3-PH
228-1 P0623X0228-1 MOTOR FAN COVER 228-1A P0623X30228-1A MOTOR FAN COVER
228-2 P0623X0228-2 MOTOR FAN 228-2A P0623X30228-2A MOTOR FAN
228-3 P0623X0228-3 JUNCTION BOX 228-3A P0623X30228-3A JUNCTION BOX
228-4 P0623X0228-4 CAPACITOR COVER
228-5 P0623X0228-5 S CAPACITOR 400M 250V
228-6 P0623X0228-6 CAPACITOR COVER
228-7 P0623X0228-7 R CAPACITOR 30M 500V
Model G0623X/G0623X3 (Mfg. Since 5/12)
-79 -
Page 82

Sliding Table
318
322
323
324
325
326
327
319
345
347
329V2
301
321
348
349
328
350
332
335
304
303
336
302
333
338
305
344
316
337
341
317
343
315
342
312
320
311
313
310
314
309
306
307
308
G0623X
5 HP
230V SWITCH
329V2-1
329V2-4
329V2-2
329V2-3
330
334
331
G0623X3
7.5HP
220V SWITCH
329-1A
339
340
329-2A
329-3A
329A
440V SWITCH
G0623X3
7.5HP
346-1A
346A
346-2A
346-3A
-80-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 83

Sliding Table Parts List
G0623X 5HP, 230V, 1-PH SWITCH
G0623X3 7.5HP, 220V, 3-PH SWITCH
G0623X3 7.5HP, 440V, 3-PH SWITCH
REF PART # DESCRIPTION REF PART # DESCRIPTION
301 P0623X0301 SLIDING TABLE SET 688 X 316 326 PN09M HEX NUT M12-1.75
302 P0623X0302 T-SCREW M12-1.75 X 35 327 P0623X0327 ADJUST FOOT
303 PW06M FLAT WASHER 12MM 328 P0623X0328 SWITCH MOUNTING BRACKET
304 PLW05M LOCK WASHER 12MM 330 PS56M PHLP HD SCR M4-.7 X 16
305 PN09M HEX NUT M12-1.75 331 PCAP33M CAP SCREW M5-.8 X 12
306 PLW03M LOCK WASHER 6MM 332 P0623X0332 LOCATE PLATE
307 PN01M HEX NUT M6-1 333 PN06M HEX NUT M5-.8
308 PN13M HEX NUT M16-2 334 PW02M FLAT WASHER 5MM
309 PBHS11M BUTTON HD CAP SCR M6-1 X 10 335 PLN05M LOCK NUT M10-1.5
310 PBHS11M BUTTON HD CAP SCR M6-1 X 10 336 PWF10M FENDER WASHER 10MM
311 P0623X0311 LOCATE PLATE 337 PFN02M FLANGE NUT M6-1
312 P0623X0312 LOCATE PLATE 338 PCAP33M CAP SCREW M5-.8 X 12
313 P0623X0313 HANDLE 339 PW02M FLAT WASHER 5MM
314 P0623X0314 LOCATE PLATE 340 PN06M HEX NUT M5-.8
315 PCAP01M CAP SCREW M6-1 X 16 341 PW03M FLAT WASHER 6MM
316 P0623X0316 PIN LOCK 342 PLW03M LOCK WASHER 6MM
317 PCAP115M BUTTON HD CAP SCR M6-1 X 16 343 PN01M HEX NUT M6-1
318 PBHS11M BUTTON HD CAP SCR M6-1 X 10 344 P0623X0344 FLEXIBLE CONDUIT
319 P0623X0319 SLIDING TABLE END PLATE 345 P0623X0345 LOCATE PLATE
320 P0623X0320 SLIDING TABLE END PLATE 347 P0623X0347 MOTOR CORD 12G 4W
321 P0623X0321 LOCATE BLOCK 348 P0623X0348 PWR BOX CORD 12G 3W (G0623X)
322 P0623X0322 LOCATE PLATE 348 P0623X30348 PWR BOX CORD 12G 4W (G0623X3)
323 PLW04M LOCK WASHER 8MM 349 P0623X0349 LIMIT SWITCH CORD 18G 2W
324 PCAP14M CAP SCREW M8-1.25 X 20 350 P0623X0350 E-STOP CORD 18G 2W
325 P0623X0325 SUPPORT LEG
REF PART # DESCRIPTION
329V2 P0623X0329V2 MAG SWITCH NHD MS 1-18D V2.09.10
329V2-1 P0623X0329V2-1 SWITCH BOX NHD
329V2-2 P0623X0329V2-2 CONTACTOR NHD C-18D 230V
329V2-3 P0623X0329V2-3 OL RELAY NHD NTH-21 17-21A
329V2-4 P0623X0329V2-4 SWITCH BOX SCREW NHD
REF PART # DESCRIPTION REF PART # DESCRIPTION
329A P0623X30329A MAG SWITCH MP-18 7.5HP 220V 3PH 346A P0623X30346A MAG SWITCH MP-18 7.5HP 440V 3PH
329-1A P0623X30329-1A SWITCH BOX 346-1A P0623X30346-1A SWITCH BOX
329-2A P0623X30329-2A CONTACTOR SDE MA-18 220V 346-2A P0623X30346-2A CONTACTOR SDE MA-18 440V
329-3A P0623X30329-3A RELAY SDE RA-30 18-26 20A 346-3A P0623X30346-3A RELAY SDE RA-20 8-12 10A
Model G0623X/G0623X3 (Mfg. Since 5/12)
-81-
Page 84

Tables
402
435
434
403
425
424
404
432
423
422
431
430
409
406
433
429
401
418
437
417
416
411
415
410
405
414
413
436
412
419
427
428
426
420
421
407
REF PART # DESCRIPTION REF PART # DESCRIPTION
401 P0623X0401 LARGE EXTENSION TABLE 420 PHTEK15M TAP SCREW M4 X 10
402 P0623X0402 CAST IRON TABLE 421 P0623X0421 RAIL END PLATE
403 P0623X0403 TABLE INSERT 422 P0623X0422 SMALL EXTENSION TABLE
404 PCAP15M CAP SCREW M5-.8 X 20 423 PW04M FLAT WASHER 10MM
405 P0623X0405 RIP FENCE SCALE 424 PLW06M LOCK WASHER 10MM
406 P0623X0406 STUD-FT M12-1.75 X 90 425 PCAP64M CAP SCREW M10-1.5 X 25
407 P0623X0407 T-NUT M12-1.75 426 PLW01M LOCK WASHER 5MM
408 P0623X0408 RIP FENCE RAIL 427 PBHS06M BUTTON HD CAP SCR M5-.8 X 12
409 PB10M HEX BOLT M6-1 X 25 428 P0623X0428 STOP TAB
410 PLW03M LOCK WASHER 6MM 429 PCAP64M CAP SCREW M10-1.5 X 25
411 PN01M HEX NUT M6-1 430 P0623X0430 DUST HOSE SUPPORT
412 PW06M FLAT WASHER 12MM 431 PLW06M LOCK WASHER 10MM
413 PW06M FLAT WASHER 12MM 432 PLN05M LOCK NUT M10-1.5
414 PLW05M LOCK WASHER 12MM 433 PW04M FLAT WASHER 10MM
415 PN09M HEX NUT M12-1.75 434 PN03M HEX NUT M8-1.25
416 PLW06M LOCK WASHER 10MM 435 PCAP31M CAP SCREW M8-1.25 X 25
417 PW04M FLAT WASHER 10MM 436 PB83M HEX BOLT M6-1 X 16
418 PCAP64M CAP SCREW M10-1.5 X 25 437 PW03M FLAT WASHER 6MM
419 PLN02M LOCK NUT M5-.8
408
-82-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 85

Rip Fence
515
514
501
502
503
516
522
520
504
505
506
507
521
510
509
508
518
513
517
519
511
512
REF PART # DESCRIPTION REF PART # DESCRIPTION
501 P0623X0501 RIP FENCE 512 P0623X0512 TAP SCREW
502 P0623X0502 CLAMP PLATE 513 P0623X0513 LOCK PLATE HANDLE M8-1.25
503 P0623X0503 STEEL PIN 6MM 514 PW01M FLAT WASHER 8MM
504 P0623X0504 ROD 515 P0623X0515 RIP FENCE FRONT HOUSING
505 P0623X0505 HDPE STRIP 516 P0623X0516 RIP FENCE REAR HOUSING
506 PFS07M FLANGE SCREW M5-.8 X 10 517 P0623X0517 PLASTIC SCREW
507 PN03M HEX NUT M8-1.25 518 PLW04M LOCK WASHER 8MM
508 P0623X0508 FENCE LOCK HANDLE 519 PCAP14M CAP SCREW M8-1.25 X 20
509 P0623X0509 SLEEVE 520 PFH02M FLAT HD SCR M6-1 X 12
510 P0623X0510 SPRING PRESSURE PLATE 521 P0623X0521 WAVY WASHER 12MM
511 P0623X0511 COVER PLATE 522 P0623X0522 HDPE STRIP 50 X 5MM
Model G0623X/G0623X3 (Mfg. Since 5/12)
-83-
Page 86

Handwheels
641
603
634
625
605
632
626
627
606
623
624
622
628
607
638
642
621
611
604
637
620
640
629
639
630
619
631
633
618
609
617
608
616
610
615
614
613
612
636
643
602
603
641
601
601
602
643
REF PART # DESCRIPTION REF PART # DESCRIPTION
601 P0623X0601 LOCK KNOB M10-1.5 622 P0623X0622 BEARING SELF LUBRICATING
602 P0623X0602 HANDWHEEL HANDLE 623 PW03M FLAT WASHER 6MM
603 P0623X0603 HANDWHEEL 624 PR03M EXT RETAINING RING 12MM
604 PK34M KEY 5 X 5 X 20 625 P0623X0625 LOCATE BLOCK
605 P0623X0605 ANGLE SEAT 626 P0623X0626 LOCATE BLOCK
606 PR20M INT RETAINING RING 28MM 627 PCAP04M CAP SCREW M6-1 X 10
607 PSS02M SET SCREW M6-1 X 6 628 PW03M FLAT WASHER 6MM
608 PCAP61M CAP SCREW M10-1.5 X 20 629 P0623X0629 SLEEVE
609 P0623X0609 SHAFT M16 X 2P X 2T 630 PLN07M LOCK NUT M16-2
610 P0623X0610 NUT 631 P0623X0631 FLAT WASHER 16MM COPPER
611 P0623X0611 LOCATE RING 632 PCAP26M CAP SCREW M6-1 X 12
612 P0623X0612 SCREW M16 X 2P X 2T 633 PN13M HEX NUT M16-2
613 P0623X0613 FINGER GUIDE 634 PN09M HEX NUT M12-1.75
614 PCAP04M CAP SCREW M6-1 X 10 636 PK34M KEY 5 X 5 X 20
615 PLW03M LOCK WASHER 6MM 637 P0623X0637 BEARING
616 PCAP14M CAP SCREW M8-1.25 X 20 638 P0623X0638 SET SCREW M12-1.75 X 35
617 PLW04M LOCK WASHER 8MM 639 PSS02M SET SCREW M6-1 X 6
618 PW01M FLAT WASHER 8MM 640 PN13M HEX NUT M16-2
619 P0623X0619 STRUT BOARD 641 P0623X0641 DISC WASHER 10 X 20
620 PCAP05M CAP SCREW M8-1.25 X 50 642 P0623X0642 BUSHING
621 PLW04M LOCK WASHER 8MM 643 P0623X0643 HANDLE EXTENSION
-84-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 87

Scoring Trunnion
719
712
713
701
717
714
715
702
704
720
706
705
716
718
708
707
709
710
711
703
721
722
REF PART # DESCRIPTION REF PART # DESCRIPTION
701 P0623X0701 ARBOR FLANGE 712 P0623X0712 ADJUST SCREW M8-1.25 X 100
702 P0623X0702 SCORING SAW BLADE CSA 22MM 713 P0623X0713 PLATE
703 PCAP14M CAP SCREW M8-1.25 X 20 714 PLW04M LOCK WASHER 8MM
704 P0623X0704 SHAFT CSA 22MM 715 PCAP31M CAP SCREW M8-1.25 X 25
705 P0623X0705 SHAFT 716 P0623X0716 LOCK
706 P0623X0706 BEARING 717 PLN04M LOCK NUT M8-1.25
707 P0623X0707 REGULATOR 718 PW04M FLAT WASHER 10MM
708 P0623X0708 SCORING PULLEY 60HZ 719 P0623X0719 HEX NUT M12-1.75 - 6H
709 PSS02M SET SCREW M6-1 X 6 720 PW04M FLAT WASHER 10MM
710 PSS02M SET SCREW M6-1 X 6 721 PCAP02M CAP SCREW M6-1 X 20
711 P0623X0711 ADJUST SHAFT 722 PN01M HEX NUT M6-1
Model G0623X/G0623X3 (Mfg. Since 5/12)
-85-
Page 88

815
801
823
803
802
816
826
807
Crosscut Table
822
813
821
811
804
812
820
805
817
825
810
814
808
806
809
824
819
818
REF PART # DESCRIPTION REF PART # DESCRIPTION
801 P0623X0801 SUPPORT FRAME 814 PW03M FLAT WASHER 6MM
802 P0623X0802 PLUG 38 X 38MM 815 P0623X0815 PLUG 80 X 40MM
803 P0623X0803 PLUG 40 X 20MM 816 P0623X0816 PLUG
804 P0623X0804 T-NUT M12-1.75 817 P0623X0817 PIN 3 X 14
805 P0623X0805 T-SLOT BAR 818 P0623X0818 KNOB SCREW M8-1.25 X 50
806 P0623X0806 PAD 819 PWF08M FENDER WASHER 8MM
807 PCAP115M BUTTON HD CAP SCR M6-1 X 16 820 P0623X0820 SQUARE BRACE
808 PLW03M LOCK WASHER 6MM 821 P0623X0821 COVER
809 PWF12M FENDER WASHER 12MM 822 PHTEK7 TAP SCREW #8 X 3/8
810 P0623X0810 ADJUST HANDLE M12-1.75 X 55 823 P0623X0823 T-NUT M8-1.25
811 P0623X0811 T-NUT 824 PCAP13M CAP SCREW M8-1.25 X 30
812 PN03M HEX NUT M8-1.25 825 PWF08M FENDER WASHER 8MM
813 PB15M HEX BOLT M8-1.25 X 40 826 PLN04M LOCK NUT M8-1.25
-86-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 89

901
902
903
Swing Arm
909
932
925
924
920
923
905
906
904
930
907
910
911
908
916
935
912
913
914
915
934
917
933
922
921
918
919
926
927
929
931
REF PART # DESCRIPTION REF PART # DESCRIPTION
901 P0623X0901 FRAME 918 P0623X0918 RING
902 PLW03M LOCK WASHER 6MM 919 P0623X0919 ADJUST SHAFT
903 PCAP01M CAP SCREW M6-1 X 16 920 P0623X0920 SET SCREW
904 P0623X0904 ROTARY SHAFT 921 P6202ZZ BALL BEARING 6202 ZZ
905 PN28M HEX NUT M20-2.5 922 P0623X0922 SWING ARM
906 P0623X0906 PLUG 40 X 80MM 923 P0623X0923 BRUSH
907 P0623X0907 SLIDING TUBE 924 PW03M FLAT WASHER 6MM
908 PB26M HEX BOLT M8-1.25 X 30 925 PCAP02M CAP SCREW M6-1 X 20
909 PN03M HEX NUT M8-1.25 926 P0623X0926 SET SCREW M6 X 10
910 PHTEK15M TAP SCREW M4 X 10 927 P0623X0927 SET SCREW M10 X 1.5 X 25
911 P0623X0911 COVER 929 PB14M HEX BOLT M10-1.5 X 35
912 PR05M EXT RETAINING RING 15MM 930 P0623X0930 PLUG
913 P6202ZZ BALL BEARING 6202 ZZ 931 PN02M HEX NUT M10-1.5
914 P0623X0914 ROLLER 932 P0623X0932 COVER
915 P0623X0915 ADJUST SHAFT 933 PB09M HEX BOLT M8-1.25 X 20
916 PR05M EXT RETAINING RING 15MM 934 PW01M FLAT WASHER 8MM
917 P6202ZZ BALL BEARING 6202 ZZ 935 P0623X0935 MAGNET BASE ASSEMBLY
Model G0623X/G0623X3 (Mfg. Since 5/12)
-87-
Page 90

Miter Gauge
1006
1020
1021
1022
1011
1018
1019
1029
1028
1009
1023
1008
1027
1010
1026
1024V2
1007
1002
1025
1001
1005
1004
1003
1030
1032
1012
1015
1031
1033
1013
1014
1016
1017
REF PART # DESCRIPTION REF PART # DESCRIPTION
1001 P0623X1001 SQUARE FENCE 1018 PCAP38M CAP SCREW M5-.8 X 25
1002 P0623X1002 MITER GAUGE BODY 1019 PS02M PHLP HD SCR M4-.7 X 12
1003 P0623X1003 LARGE WASHER 1020 P0623X1020 POINTER
1004 P0623X1004 BODY 1021 P0623X1021 FIXED BLOCK
1005 P0623X1005 CLAMP SHAFT 1022 P0623X1022 STOP BAR
1006 P0623X1006 KNOB SCREW M10-1.5 1023 PS56M PHLP HD SCR M4-.7 X 16
1007 P0623X1007 KNURLED KNOB 1024V2 P0623X1024V2 FIXED BASE 3MMH V2.09.08
1008 P0623X1008 MITER GAUGE SHAFT 1025 PSS23M SET SCREW M4-.7 X 10
1009 PW01M FLAT WASHER 8MM 1026 P0623X1026 ADJUST HANDLE
1010 PB29M HEX BOLT M6-1 X 30 1027 P0623X1027 SHAFT
1011 PN06M HEX NUT M5-.8 1028 PSS101M SET SCREW M8-1.25 X 45
1012 P0623X1012 ADJUST HANDLE M6 X 30 1029 PRP42M ROLL PIN 3 X 20
1013 P0623X1013 LOCK SHAFT 1030 P0623X1030 PUSH HANDLE M12-1.75 X 14
1014 P0623X1014 STOP PLATE 1031 PW06M FLAT WASHER 12MM
1015 PSN02M SQUARE NUT M6-1 1032 P0623X1032 FLAT WASHER 12MM PLASTIC
1016 PW04M FLAT WASHER 10MM 1033 P0623X1033 PUSH HANDLE T-NUT M12-1.75
1017 PLN05M LOCK NUT M10-1.5
-88-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 91

Crosscut Fence
1105
1103
1104
1121
1122
1110
1111
1112
1109
1123
1113
1102
1101
1108
1115
1114
1116
1107
1122
1106
1126
1124
1125
1101
1117
1120
1119
1118
REF PART # DESCRIPTION REF PART # DESCRIPTION
1101 P0623X1101 T-NUT M8-1.25 1114 P0623X1114 LOCATE PLATE
1102 P0623X1102 STOP BRACKET 1115 P0623X1115 KNOB SCREW M8-1.25 X 25
1103 P0623X1103 KNOB M8-1.25 X 40 1116 P0623X1116 SQUARE FENCE
1104 P0623X1104 SCREW 1117 P0623X1117 ROTATE SHAFT
1105 P0623X1105 FLIP STOP 1118 PW01M FLAT WASHER 8MM
1106 PSS01M SET SCREW M6-1 X 10 1119 P0623X1119 ROTATE BLOCK
1107 PLN05M LOCK NUT M10-1.5 1120 PS38M PHLP HD SCR M4-.7 X 10
1108 P0623X1108 SQUARE TUBE 1121 PS25M PHLP HD SCR M4-.7 X 35
1109 P0623X1109 EXT FENCE 1122 P0623X1122 FLAT WASHER 10MM BRASS
1110 P0623X1110 COVER 1123 PSS02M SET SCREW M6-1 X 6
1111 PHTEK15M TAP SCREW M4 X 10 1124 P0623X1124 KNOB SCREW M8-1.25 X 55
1112 PBHS03M BUTTON HD CAP SCR M8-1.25 X 16 1125 PWF08M FENDER WASHER 8MM
1113 PLW04M LOCK WASHER 8MM 1126 P0623X1126 T-BOLT M8-1.25 X 60
Model G0623X/G0623X3 (Mfg. Since 5/12)
-89-
Page 92

Labels & Miscellaneous
1201
1216
1215
1212
1208
1207
1202
1206
1213
1214
1203
1204
1205
1207
1211V2
1210
REF PART # DESCRIPTION REF PART # DESCRIPTION
1201 PLABEL-12A READ MANUAL LABEL 1210 P0623X1210 MODEL # LABEL (G0623X)
1202 P0623X1202 TABLE SAW BLADE GUARD LABEL 1210 P0623X31210 MODEL # LABEL (G0623X3)
1203 P0623X1203 KICKBACK HAZARD LABEL 1211V2 P0623X1211V2 MACHINE ID LABEL CSA V2.05.12 (G0623X)
1204 PLABEL-33 DISCONNECT POWER LABEL 1211 P0623X31211 MACHINE ID LABEL (G0623X3)
1205 P0623X1205 BLADE GUARD DANGER LABEL 1212 P0623X1212 BLADE TILT LABEL
1206 P0623X1206 QUALIFIED PERSONNEL LABEL 1213 P0623X1213 BLADE TILT SCALE
1207 PLABEL-14 ELECTRICITY LABEL 1214 P0623X1214 BLADE ELEVATION LABEL
1208 PLABEL-37 GLASSES/RESPIRATOR LABEL 1215 PPAINT-1 GRIZZLY GREEN TOUCH-UP PAINT
1209 G8588 GRIZZLY NAMEPLATE-SMALL 1216 PPAINT-11 PUTTY TOUCH-UP PAINT
1209
Safety labels warn about machine hazards and ways to prevent injury. The owner of this machine
MUST maintain the original location and readability of the labels on the machine. If any label is
removed or becomes unreadable, REPLACE that label before using the machine again. Contact
Grizzly at (800) 523-4777 or www.grizzly.com to order new labels.
-90-
Model G0623X/G0623X3 (Mfg. Since 5/12)
Page 93

WARRANTY CARD
Name _____________________________________________________________________________
Street _____________________________________________________________________________
City _______________________ State _________________________ Zip _____________________
Phone # ____________________ Email _________________________________________________
Model # ____________________ Order # _______________________ Serial # __________________
The following information is given on a voluntary basis. It will be used for marketing purposes to help us develop
better products and services. Of course, all information is strictly confidential.
1. How did you learn about us?
____ Advertisement ____ Friend ____ Catalog
____ Card Deck ____ Website ____ Other:
2. Which of the following magazines do you subscribe to?
____ Cabinetmaker & FDM
____ Family Handyman
____ Hand Loader
____ Handy
____ Home Shop Machinist
____ Journal of Light Cont.
____ Live Steam
____ Model Airplane News
____ Old House Journal
____ Popular Mechanics
3. What is your annual household income?
____ $20,000-$29,000 ____ $30,000-$39,000 ____ $40,000-$49,000
____ $50,000-$59,000 ____ $60,000-$69,000 ____ $70,000+
CUT ALONG DOTTED LINE
4. What is your age group?
____ 20-29 ____ 30-39 ____ 40-49
____ 50-59 ____ 60-69 ____ 70+
5. How long have you been a woodworker/metalworker?
____ 0-2 Years ____ 2-8 Years ____ 8-20 Years ____20+ Years
6. How many of your machines or tools are Grizzly?
____ 0-2 ____ 3-5 ____ 6-9 ____ 10+
____ Popular Science
____ Popular Woodworking
____ Precision Shooter
____ Projects in Metal
____ RC Modeler
____ Rie
____ Shop Notes
____ Shotgun News
____ Today’s Homeowner
____ Wood
____ Wooden Boat
____ Woodshop News
____ Woodsmith
____ Woodwork
____ Woodworker West
____ Woodworker’s Journal
____ Other:
7. Do you think your machine represents a good value? _____Yes _____No
8. Would you recommend Grizzly Industrial to a friend? _____ Yes _____No
9. Would you allow us to use your name as a reference for Grizzly customers in your area?
Note: We never use names more than 3 times. _____ Yes _____No
10. Comments: _____________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
_________________________________________________________________________________
Page 94

FOLD ALONG DOTTED LINE
FOLD ALONG DOTTED LINE
Place
Stamp
Here
GRIZZLY INDUSTRIAL, INC.
P.O. BOX 2069
BELLINGHAM, WA 98227-2069
Send a Grizzly Catalog to a friend:
Name_______________________________
Street_______________________________
City______________State______Zip______
TAPE ALONG EDGES--PLEASE DO NOT STAPLE
Page 95

WARRANTY & RETURNS
Grizzly Industrial, Inc. warrants every product it sells for a period of 1 year to the original purchaser from
the date of purchase. This warranty does not apply to defects due directly or indirectly to misuse, abuse,
negligence, accidents, repairs or alterations or lack of maintenance. This is Grizzly’s sole written warranty
and any and all warranties that may be implied by law, including any merchantability or fitness, for any particular purpose, are hereby limited to the duration of this written warranty. We do not warrant or represent
that the merchandise complies with the provisions of any law or acts unless the manufacturer so warrants.
In no event shall Grizzly’s liability under this warranty exceed the purchase price paid for the product and
any legal actions brought against Grizzly shall be tried in the State of Washington, County of Whatcom.
We shall in no event be liable for death, injuries to persons or property or for incidental, contingent, special,
or consequential damages arising from the use of our products.
To take advantage of this warranty, contact us by mail or phone and give us all the details. We will then issue
you a “Return Number,’’ which must be clearly posted on the outside as well as the inside of the carton. We
will not accept any item back without this number. Proof of purchase must accompany the merchandise.
The manufacturers reserve the right to change specifications at any time because they constantly strive to
achieve better quality equipment. We make every effort to ensure that our products meet high quality and
durability standards and we hope you never need to use this warranty.
Please feel free to write or call us if you have any questions about the machine or the manual.
Thank you again for your business and continued support. We hope to serve you again soon.
Page 96

Buy Direct and Save with Grizzly®– Trusted, Proven and a Great Value!
~Since 1983~
Visit Our Website Today For
Current Specials!
ORDER
24 HOURS A DAY!
1-800-523-4777
 Loading...
Loading...