

Page 1

РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
СВАРОЧНОГО АППАРАТА GREENLINE
MMA-160 IGBT
Инверторный сварочный аппарат электродуговой сварки IGBT DC
Page 2

ЗНАКИ БЕЗОПАСНОСТИ
Опасность поражения электрическим током;
Опасность отравления продуктами горения при сварке;
Опасность возникновения взрыва;
Обязательно надевать защитную одежду;
Обязательно надевать защитные перчатки;
Опасность светового излучения сварки;
Обязательно пользоваться защитной маской;
Запрещается использование сварочного аппарата лицам с
кардиостимуляторами;
Опасность не ионизирующей радиации;
Общая опасность;
Page 3

1.ОБЩИЕ ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ РУЧНОЙ
ЭЛЕКТРОДУГОВОЙ СВАРКЕ
1.1.Общие требования:
- Избегать непосредственного контакта с электрическим контуром сварки.
- Отсоединять вилку сварочного аппарата от электрической сети перед
проведением любых работ по соединению кабелей сварки, мероприятий по
проверке и ремонту.
- Выполнить электрический монтаж в соответствии с действующим
законодательством и правилами техники безопасности.
- Соединять сварочный аппарат только с сетью питания с нейтральным
проводником, соединенным с заземлением.
- Убедиться, что розетка сети питания правильно соединена с заземлением
защиты.
- Не пользоваться аппаратом в сырых и мокрых помещениях, не
производить сварочные работы под дождем.
- Не пользоваться силовыми кабелями и кабелями питания с
поврежденной изоляцией или с плохим контактом в соединениях.
- Не проводить сварочные работы на контейнерах, емкостях или
трубах, которые содержали жидкие или газообразные вещества.
- Не проводить сварочные работы на материалах, чистка которых
проводилась хлорсодержащими растворителями.
- Убирать с рабочего места все горючие материалы (например, дерево,
бумагу, ветошь и т.д.).
- Обеспечить достаточную вентиляцию рабочего места или пользоваться
специальными вытяжками для удаления дыма, образующегося в процессе
сварочных работ. Необходимо систематически проверять воздействие дымов
сварки, в зависимости от их состава, концентрации и продолжительности
воздействия.
- Обеспечьте хорошую электроизоляцию . Этого можно достичь, надев перчатки,
обувь, каску и спецодежду, предусмотренные для таких целей, и посредством
использования изолирующих платформ или ковров.
- Всегда защищать глаза специальными не актиничными стеклами,
монтированными на маски и на каски.
- Пользоваться защитной невозгораемой спецодеждой, защитите не только
себя, но и прочих лиц, находящихся поблизости от сварочных работ, при помощи
экранов или не отражающих штор.
- Электромагнитные поля, генерируемые процессом сварки, могут влиять на
работу электрооборудования и электронной аппаратуры. Люди, имеющие
необходимую для жизнедеятельности электрическую и электронную аппаратуру
(прим. Регулятор сердечного ритма, респиратор и т. д.), должны
проконсультироваться с врачом перед тем, как находиться в зонах рядом с
местом использования этого сварочного аппарата Людям, имеющим
необходимую для жизнедеятельности электрическую и электронную аппаратуру,
не рекомендуется пользоваться данным сварочным аппаратом.
Page 4
- Возможность случайного опрокидывания: расположить сварочный аппарат на
горизонтальной поверхности несущей способности, соответствующей массе;
в противном случае (например: пол под наклоном, неровный и т. д.) существует
опасность опрокидывания.
- Применение не по назначению: опасно применять сварочный аппарат для
любых работ, кроме сварочных.
- Запрещается пользоваться ручкой аппарата в качестве приспособления для
подвешивания сварочного аппарата при работе.
2.ВВЕДЕНИЕ И ОБЩЕЕ ОПИСАНИЕ
2.1.Описание
Этот сварочный аппарат является источником тока для ручной дуговой сварки и
выполнен специально для сварки методом ММА при постоянном токе (DC). Данный
аппарат собран на IGBT транзисторах (англ. Insulated Gate Bipolar Transistor —
биполярный транзистор с изолированным затвором). Отличительным качеством
данного аппарата являются такие особенности как высокая скорость сварки (при
хорошей квалификации оператора), точность регулирования, высокий процент
включения, и инверторное преобразование тока, которые обеспечивают
сварочному аппарату прекрасные качества сварки, со всеми электродами с
покрытиями (рутиловые, кислотные, щелочные).
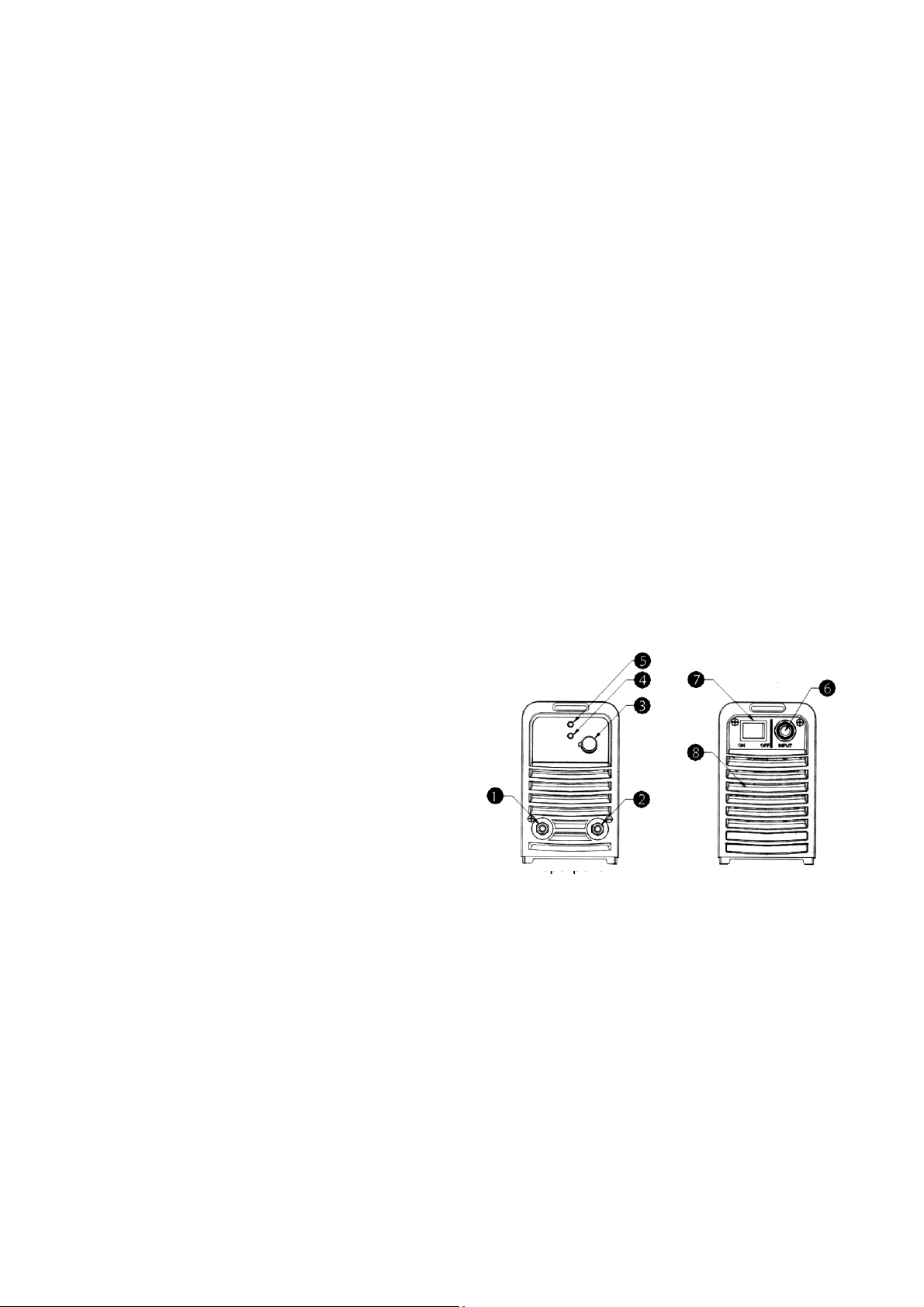
Панель управления
1. Клемма электрического держателя
2. Клемма обратного кабеля
3. Регулятор силы сварочного тока
4. Индикатор сети питания
5. Индикатор включения защиты от перегрева
6. Кабель электропитания
7. Выключатель питания
8. Решетка охлаждения
Page 5

Сварочный аппарат является выпрямителем тока, разработанным по самой последней
инвертерной технологии.
Развитие оборудования для сварки последовало вслед за развитием теории подачи
инвертерного тока. Источник энергии инвертерной сварки использует высокомощную
деталь, полевой транзистор со структурой металл-оксид-полупроводник, чтобы
преобразовать частоту 50/60 Гц в 100 кГц, а затем снизить напряжение и коммутировать,
подавая высокомощное напряжение посредством технологии временной импульсной
модуляции. Благодаря значительному снижению веса и объема главного
трансформатора, эффективность возрастает на 30 %. Внешний дизайн оборудования
для инвертерной сварки является революционным для индустрии сварочных аппаратов.
Источник мощности для сварки обеспечивает более сильную, концентрированную и более
стабильную дугу. Когда стержень и обрабатываемое изделие замыкаются, реакция
происходит быстрее. Это означает, что можно более легко моделировать со сварочным
аппаратом с различными динамическими характеристиками, его также можно настроить
на создание более мягкой или жесткой дуги.
MMA сварочный аппарат обладает следующими характеристиками: эффективный,
энергосберегающий, компактный, с устойчивой дугой, с хорошим сварочным током, с
высоким напряжением холостого хода.
Page 6

3.ПОДГОТОВКА К РАБОТЕ СВАРОЧНОГО ИНВЕРТОРНОГО АППАРАТА
3.1.Распаковка
Для снятия упаковочной тары не требуется особой оснастки. Необходимо надеть
защитные перчатки, разрезать ножницами или кусачками упаковочную ленту,
скрепляющую картон (если это не было сделано при покупке). Вытащить металлические
скобки, если они присутствуют. Открыть верхнюю часть коробки, осторожно извлечь
сварочный аппарат.
Рекомендуется сохранить упаковочную тару в надлежащем виде на случай возможной
транспортировки сварочного аппарата в другое место, по крайней мере - на
время гарантийного срока.
3.2.Комплектация
После процедуры распаковки проверьте комплектацию изделия.
Перечень:
- Сварочный аппарат – 1шт
- Электрододержатель с силовым кабелем - 1шт
- Обратный кабель с зажимом заземления (струбциной) – 1шт
- Краги – 1 пара
- Щиток сварщика – 1 шт
- Руководство по эксплуатации – 1шт
3.3.Сборка
После пунктов 3.1. и 3.2. следует проверить изделие и всю его комплектацию
на наличие механических повреждений. Операция сборки заключается:
- в подсоединении силовых кабелей, кабель с электрододержателем - к положительному
полюсу (+), обратный кабель (кабель со струбциной) - к отрицательному полюсу (-),
сварочного аппарата.
3.4.Место размещения при работе
Во избежание повреждения изделия, никогда не использовать сварочный аппарат, если он имеет
поперечный или продольный наклон свыше 15°. Для обеспечения эффективной вентиляции, а
также для облегчения операций очистки и обслуживания, сварочный аппарат должен быть
установлен или расположен таким образом, чтобы вентиляционные решетки находились на
расстоянии не менее 50 см от любых предметов, которые могут закрыть приток воздуха.
3.5.Подключение к сети питания
Напряжение в электросети должно соответствовать номинальному напряжению,
указанному в технических характеристиках изделия.
Выполнение электромонтажных работ, подключение к питающей электросети и
заземление должен выполнять квалифицированный специалист, в строгом соответствии с
«Правилами технической эксплуатации электроустановок потребителей», «Правилами
техники безопасности при эксплуатации электроустановок потребителей» и указаниями данного
руководства.
Персональную ответственность за наличие и надежность заземления несет лицо, проводившее
монтаж, либо сам оператор.
Для обеспечения лучшей электрической безопасности рекомендуем поставить автоматический
предохранитель непосредственно перед сварочным аппаратом, подбор предохранителя,
розетки и кабеля питания осуществите при помощи таблицы 1.
Page 7

Таблица 1
Значение
сварочного тока, А
Номинал
предохранителя, А
Токопропускная
способность
розетка, А
Сечение кабеля,
кв.мм
130
16
16
16
160
20
32
16
180
20
32
25
200
25
32
25
220
32
36
25
250
62
42
25
3.6.Техника безопасности при работе с аппаратом
Избегать непосредственного контакта с электрическим контуром сварки.
Отсоединять вилку сварочного аппарата от электрической сети перед проведением любых
монтажных работ, мероприятий по проверке и ремонту. Соединять сварочный аппарат только с
сетью питания с нейтральным проводником, соединенным с заземлением.
Не пользоваться сварочным аппаратом в сырых и мокрых помещениях, не производить
сварочных работ под дождем.
Не проводить сварочных работ на контейнерах, емкостях или трубах, которые содержали
жидкие или газообразные горючи вещества, хлорсодержащие жидкости. Не проводить
сварочных работ на резервуарах под давлением. Обеспечить достаточную вентиляцию
рабочего места или пользоваться специальными вытяжками для удаления дыма,
образующегося при сварочных работах
Всегда защищать органы зрения специальными световыми фильтрами.
Не подвергать кожу воздействию ультрафиолетовых и инфракрасных лучей, при
сварочных работах.
Вокруг сварочного аппарата следует оставить свободное пространство минимум 500мм.
Не касайтесь силовых кабелей и кабелей питания раскаленными предметами (свариваемые
заготовки, электроды).
Не допускайте детей и животных к рабочей зоне сварочного аппарата, во избежание
получения травм.
Page 8

Технические характеристики сварочного аппарата
Характеристика
Значение
1
Модель
ММА-160
2
Питание, В
220+-15%
3
Частота, Гц
50/60
4
Входная мощность, кВА
5.4
4
Эффективный потребляемый ток, А
30
5
Напряжение холостого тока, В
68
6
Сварочный ток, минимальный-максимальный, А
20-160
8
Продолжительность включения, %
60 9 Эффективность, %
92
11
Класс изоляции
F
12
Класс защиты
IР21S
13
Вес, кг
3.5
14
Размеры, мм
365x215x290
Таблица 2
Page 9

4. Устройство и принцип работы сварочного инвертора
4.1. Принципиальная схема инверторного преобразования
Page 10

4.2. Включение сварочного аппарата
Диаметр электрода, мм
Ток сварки, А
минимальный
максимальный
1,6
25
50
2
40
80
2,5
60
110
3,2
80
160
4
120
200
5
140
250
После завершения операций по установке, сварочный аппарат готов к эксплуатации.
Проверьте, что бы выключатель находился в положение Включено. Вставить вилку в
сетевую розетку, вставить в электродержатель электрод, закрепить струбцину на
заготовке, включить питание. При первом сварочном цикле ПВ будет выше чем в
последующих. Отключение происходит путем перевода выключателя питания в
положение Выключено.
4.3.Тепловая защита
Сварочный аппарат снабжен устройством защиты и безопасности, называемым
тепловой защитой. Это устройство включается автоматически при перегреве
сварочного аппарата, отключая электропитание, не допуская дальнейшего
повреждения платы и элементов. При срабатывании тепловой защиты загорается
индикатор на лицевой панели.
Рекомендуется отключить питание подождать несколько минут (прибл. 5 мин.) перед
проведением нового сварочного цикла.
4.4.Выбор сварочных электродов и регулировка силы тока под них
Большинство сварочных электродов используются при работах на прямой полярности, хотя
некоторые типы электродов требуют подключения на обратной полярности. Важно использовать
инструкции фирмы-производителя электрода, так как они указывают правильную полярность
штучного сварочного электрода, а также наиболее подходящий ток.
Регулировать сварочный ток в зависимости от диаметра используемого электрода и от типа
сварочного шва. Регулировка происходит методом поворота ручки регулировки силы сварочного
тока, по часовой (увеличение тока) или против часовой стрелки (уменьшение тока). Ниже
проводится таблица допустимых токов сварки в зависимости от диаметра электрода:
Таблица 3
Обратите внимание на то, что, в зависимости от диаметра электрода, более высокие значения
сварочного тока используются для сварки в нижнем положении, тогда как вертикальная
сварка (или сварка в вертикальном положении, так называемая потолочная сварка) требует
более низких значений сварочного тока.
Page 11

Механические характеристики сварочного шва определяются, помимо силы сварочного тока,
другими параметрами, среди которых: диаметр и качество электрода, длина дуги, скорость и
положение выполнения сварки, правильное хранение электродов (они должны быть защищены
от воздействия влаги, и храниться в специальной упаковке).
Во время работы всегда используйте защитную маску с соответствующими
элементами для защиты глаз от сильного светового излучения, производимого
электрической дугой. Маска позволяет следить за процессом сварки,
одновременно защищая вас.
При проведении сварки предварительно защитите маской лицо и глаза, прикоснитесь
к месту сварки концом электрода, движение вашей руки должно быть похоже на
то, каким вы зажигаете спичку. Это и есть правильный метод зажигания дуги. Как
только появится электрическая дуга, попытайтесь удерживать расстояние до шва
равным диаметру используемого электрода. В процессе сварки удерживайте это
расстояние постоянно для получения равномерного шва. Помните, что наклон оси
электрода в направлении движения должен составлять около 20-30 градусов.
Заканчивая шов, отведите электрод немного назад, по отношению к направлению
сварки, чтобы заполнился сварочный кратер, а затем резко поднимите электрод, из
ванны расплавленного метала для исчезновения дуги.
5.ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СВАРОЧНОГО АППАРАТА
Внимание! Перед проведением операций техобслуживания проверить, что сварочный
аппарат отключен и отсоединен от сети питания
Внимание! Никогда не снимайте панель и не проводите никаких работ внутри корпуса
сварочного аппарата!
Контрольный осмотр необходимо проводить до и после использования изделия по назначению
и после его транспортирования, при этом нужно проверить надежность крепления разъемов,
отсутствие повреждений корпуса.
Любой другой ремонт производиться только в сервисном центре. Нарушение руководства
по эксплуатации, любое неавторизованное вмешательство в изделие угрожает Вашему
здоровью и, в любом случае, приводит к невозможности предъявления гарантийных
претензий.
Перед снятием панелей аппарата для выполнения каких-либо операций внутри него,
обязательно вытащить штепсельную вилку из розетки питания, поскольку при выполнении
работ внутри аппарата, существует опасность поражения электрическим током при прямом
контакте с частями под напряжением.
Регулярно, в зависимости от частоты использования сварочного аппарата и
запыленности помещения, выполняйте продувку внутренней части аппарата сжатым
воздухом при давлении не более 2 Бар, но при этом не разбирайте его, поскольку это
приведет к невозможности предъявления гарантийных претензий.
Page 12

6. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И ДЕФЕКТЫ
6.1.Технические неисправности.
ПРИ НЕИСПРАВНОЙ РАБОТЕ СВАРОЧНОГО АППАРАТА,
Убедитесь, что сварочный ток соответствует диаметру и типу используемого
электрода.
Индикатор сети питания выключается при наличии неисправности
электропитания (кабели, выводы, предохранители и т.д.).
Включение индикатора перегрева (Рис. 1, поз. 2) указывает на перегрев, короткое
замыкание, слишком низкое или высокое напряжение.
При включении защиты от перегрева, подождите, пока не произойдет охлаждение
сварочного аппарата, пункт.4.3. данного руководства по эксплуатации. Убедитесь в
исправной работе вентилятора принудительного охлаждения.
Проверьте параметры сети питания, они должны соответствовать техническим
данным. Аппарат не будет работать при очень низком или очень высоком
напряжении, пороги напряжений указаны в таблице технических данных.
Убедитесь в том, что на выходах сварочного аппарата нет короткого замыкания. В
противном случае, устраните неисправность. Все соединения сварочного контура
должны быть исправными, рабочий зажим (струбцина) должен быть прочно
прикреплен к свариваемому изделию (заготовке).
Индикатор ошибки включается в случае, если сила тока превышает
допустимые значения, либо в инверторной схеме произошел сбой. Выключите
сварочный аппарат, отсоедините сетевой шнур, подключите его обратно и вновь
включите аппарат.
ПРЕЖДЕ ЧЕМ ОБРАТИТЬСЯ В СЕРВИСНЫЙ ЦЕНТР ЗА
ТЕХНИЧЕСКОЙ ПОМОЩЬЮ, САМОСТОЯТЕЛЬНО ВЫПОЛНИТЕ
СЛЕДУЮЩИЕ ПРОВЕРКИ:
Page 13

6.2.Возможные дефекты сварного шва
Дефект сварного шва
Возможная
причина
Способ
устранения
1) Пористость.
1. Плохая очистка детали.
2. Неправильное
регулирование.
3.Некачественные
электроды
1.Подготовить поверхность к
сварке.
2.Произвести регулировку.
3.Заменить электроды,
примените электроды более
высокого качества.
2) Неполное
расплавление.
1.Несовершенная техника
работы.
2.Слишком низкий ток.
3. Слишком высокая
скорость сварки.
4. Большие потери на
заготовке.
1.Улучшить навыки в
работе.
2. Добавить ток сварки.
3. Снизить скорость сварки.
4.Максимально уменьшить
расстояние между сварным
местом и струбциной
(зажимом).
3)Неполное
проникновение.
1.Слишком низкий ток.
2.Слишком высокая
скорость сварки.
3.Расстояние краев
соединения
недостаточное.
1. Добавить ток сварки.
2. Снизить скорость сварки.
3. Предусмотреть
сварочный зазор.
4)Избыточное
проникновение
1.Слишком высокий ток.
2. Слишком низкая
скорость сварки.
3. Избыточное расстояние
краев соединения.
1. Снизить ток сварки.
2. Увеличить скорость
сварки
3. Предусмотреть зазор
5)Насечки на краях
1. Слишком высокий ток.
2. Несовершенная техника
работы.
1. Снизить ток сварки.
2. Улучшить навыки в
работе.
6)Разрыв сварного шва
1. Неправильный выбор
электрода по отношению
к материалу основы.
2.Тепловое воздействие
неадекватное
(недостаточное или
избыточное).
3. Грязная поверхность.
1. Поменять электрод.
2. Улучшить навыки в
работе.
3.Подготовить поверхность к
сварке.
Возможные дефекты сварного шва и их устранение описаны в таблице
Page 14

7. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Гарантийный срок эксплуатации сварочных аппаратов - 12 месяцев со дня продажи.
Установленный срок службы изделия, оборудования - 5 лет.
Все работы по ремонту изделия должны выполняться только специалистами сервисного
центра, компании предоставляющей гарантию на изделие. Гарантийный срок исчисляется со
дня продажи изделия покупателю. Гарантия распространяется на все виды
производственных и конструктивных дефектов.
Данная гарантия не распространяется на повреждения, возникшие в результате
несоблюдения правил эксплуатации, удара или падения, самостоятельного ремонта, изменения
внутреннего устройства, регулировки, неправильного подключения, отсутствия зануления
(заземления) изделия.
7.1. Случаи утраты гарантийных обязательств
• Не правильно заполнены свидетельство о продаже и гарантийные талоны.
• Отсутствие паспорта изделия, гарантийного талона.
• При использовании изделия не по назначению или с нарушениями правил
эксплуатации.
• При наличии механических повреждений (трещины, сколы, следы ударов и падений,
деформации корпуса или любых других элементов конструкции).
• При выгорании элементов силового усиления в результате эксплуатации при
несоответствующих, техническим параметрам, сетях питания.
• При наличии внутри изделия посторонних предметов.
• При наличии признаков самостоятельного ремонта.
• При наличии изменений конструкции.
• Загрязнение изделия, как внутреннее, так и внешнее - ржавчина, краска и т.д.
• Дефекты, являющиеся результатом неправильной или небрежной эксплуатации,
транспортировки, хранения, или являются следствием несоблюдения режима питания,
стихийного бедствия, аварии и т.п.
• Гарантия не распространяется на расходные материалы, навесное оборудование сменные
насадки, а также любые другие части изделия, имеющие естественный ограниченный срок
службы (силовые кабели, зажимы, электрододержатели, маски).
• Условия гарантии не предусматривают профилактику и чистку изделия, а также выезд
мастера к месту установки изделия с целью его подключения, настройки, ремонта,
консультации.
• Транспортные расходы не входят в объем гарантийного обслуживания.
При нарушении требований настоящего руководства гарантийный срок эксплуатации, а
также регламентированный срок службы изделия аннулируются, и претензии фирмой
изготовителем не принимаются.
По истечении срока службы, необходимо обратиться в сервисный центр за консультацией по
дальнейшей эксплуатации сварочного аппарата. В противном случае дальнейшая эксплуатация
может повлечь невозможность нормального использования данного изделия.
Page 15

8.ПРАВИЛА ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ
Хранить сварочный аппарат необходимо в закрытых или других помещениях с
естественной вентиляцией, где колебания температуры и влажность воздуха
существенно меньше, чем на открытом воздухе в районах с умеренным и холодным
климатом, при температуре не выше +40°С и не ниже -50°С, относительной влажности не
более 80% при +25°С.
При длительном хранении изделия необходимо один раз в 6 месяцев производить
проверку состояния законсервированных поверхностей и деталей. При обнаружении
дефектов поверхности или нарушения упаковки необходимо произвести
переконсервацию.
Срок хранения изделий - не более 3 лет.
Сварочные аппараты можно транспортировать любым видом закрытого транспорта в
упаковке производителя или без нее, с сохранением изделия от механических
повреждений, атмосферных осадков, воздействия химических активных веществ и
обязательным соблюдением мер предосторожности при перевозке хрупких грузов, что
соответствует условиям перевозки 8 по ГОСТ 15150-89.
 Loading...
Loading...