

Graphicwhizard GW Junior Service Manual

Graphic Whizard GW-Junior
Tabletop Numbering
Machine
Service Manual
21-2283 Argentia Road, Mississauga, Ontario Canada L5N 5Z2; Tel: (905) 858-7663 Fax :(905) 858-4419 Toll Free 1-8 00-265-3376
Website: www.graphicwhizard.com Email: contact@graphicwhizard
SERVICE MANUAL
VERSION 1.0
- 1 -

TABLE OF CONTENTS
Technical Highlights 3
1.0 Specifications 5
2.0 GW Junior 6
2.1 GW Junior Circuit Board Values 6
2.2 Troubleshooting 7
2.3 GW Junior Parts Diagram 7
3.0 GW 3000 Operation 8
3.1 Running a Job 8
3.2 Stopping a Job 8
3.3 Clearing a Job 9
3.4 Changing and Programming a Job 9
3.5 Error Codes 10
4.0 GW 6000 Operation 11
4.1 Running a Job 11
4.2 Stopping a Job 11
4.3 Clearing a Job 12
4.4 Changing and Programming a Job 12
4.5 Speed Control 13
4.6 GW 6000 Software Set-up and Diagnostics 13
4.7 Overview 13
4.8 Individual Items 14
4.9 GW 6000 Error Codes 17
5.0 GW 8/12000 Operation 18
5.1 Running a Job 18
5.2 Stopping a Job 20
5.3 Changing Programs 20
5.4 Programming a Job 21
5.5 The Batch Function 23
5.6 The Repeat Function 24
5.7 Motor Speed Control 24
5.8 GW 8/12000 Software Set-up and Diagnostics 25
5.9 Overview 25
5.10 Individual Items 25
5.11 GW 8/12000 Error Messages 29
6.0 Circuit Boards Layout and Diagnostics 30
6.1 GW 3/6000 Circuit 30
6.2 GW 8/12000 Circuit 31
6.3 GW 3/6/8/12000 Circuit Diagnostics 32
7.0 GW Parts List 38
8.0 Parts Diagrams 43
8.1 Feed Tray Assembly 43
8.2 Exit Tray Assembly 43
8.3 GW 3/6/8000 Operator Side 43
8.4 Electric Solenoid Drive Unit 44
8.5 Pneumatic Solenoid Drive Unit 44
8.6 Accessory Holder 45
8.7 Blade Placement on Boss Wheel 45
8.8 GW 12000 Feed Drive Components 45
8.9 GW 12000 Structural Parts Diagram 46
8.10 GW 3/6/8000 Shaft Placement 46
8.11 Conveyor Outfeed Assembly 47
- 2 -

TECHNICAL HIGHLIGHTS
Many of the benefits of our product design, construction, and materials details are not indicated in our product
literature. Obviously these details are important facts which are critical to a full understanding of our equipment
We build what we feel is the best equipment available. We take great pride and satisfaction in the knowledge that we
offer true value and performance to every customer. Our users consistently comment on the durability, ease of use
and versatility of their machines.
Their positive reactions are no accident. Listed below are the reasons.
< Feed System- we use a feed system on all our automatic machines unlike any other. The stock is fanned
forward so that the lead sheet only touches the feed tires. There is a complete lead edge retarding strip that will hold
back following sheets. We use three feed tires evenly spaced along the lead edge (the two outside tires 12" from the
edge of the stock and the third in the middle) of the page for a more consistent, straight paper feed. The pressure of
the feed tires needs only be enough that you feel a slight resistance between the stock and feed tires. This feed
system provides consistent feeding with drastically less problems of skewing, kicking, marking, scuffing and double
feeding of your stock.
< Head Driver- we are unique in the way we propel our numbering heads to the paper. We refer to it as inertia
drive. Whether using our solenoid or pneumatic drivers, there is no direct coupling of the numbering head and the
driver. The driver stroke is shorter than the head's travel to the paper. The driver has been specifically engineered to
produce rapid acceleration, impact the numbering head under inertia, and immediately release. With the inertia from
the driver, the numbering head is propelled to the paper, makes an impression on the paper and is free to return after
hitting the platen. The result is a clean and clear number. Think of it as throwing a ball against the wall and having it
bounce back rather than pushing the ball into the wall. The further benefit to this method is the reduced wear and tear
on the head frame, components, wheels etc. Resulting in longer head life.
Electronic Impression Control- microprocessor and digital control in all our models allow us to control, with
great precision, the time for which we energize our drive. This allows us to impart more or less inertia to the head
depending on how much of the stroke we energize for, thus controlling the strength of our numbering head crash.
Simply put, the longer we accelerate for, the faster we go, the harder we hit.
Solenoid Design- just look at one. The totally enclosed, tubular design creates the most efficient, complete
magnetic flux path providing the maximum energy output and optimum efficiency. The moving plunger is coated with
molybdenum disulphide, an anti friction coating used in jet airplane engines.
Numbering Head- the standard numbering head offered is an all steel numbering machine manufactured by
Reiner Gmbh & Co. in Germany. It has been our head of choice since the beginnings of our machine design ten years
ago and has proved so reliable that two of our competitors subsequently chose the same supplier's numbering head
for use in their machines.
Drive Unit Mount Assembly- thick, stiff and durable. The first of our many "never replaced due to a failure"
parts
Shafting- all the turning shafting in our products is made from a special high tensile strength steel which offers
the strength, rigidity, resistance to deflection, and a number of other critical mechanical properties normally available
only on shafting of significantly larger diameter. The shafting is supplied "centerless ground” to exacting
specifications measured at one half of one thousandth of an inch (0.0005"). Once machined to its final dimensions.
We straighten the shafting to within one thousandth over its length to ensure consistency and accuracy in perforating
scoring or slitting operations. The shafting is also plated with a very hard skin of chromium to prevent corrosion and
marking from setscrews. This shafting has proved so durable that we have never replaced a shaft on any unit
due to wear or fatigue.
Bushings- the shafts are supported in the machine and spin within oil impregnated bronze bushings. These
automatically release oil to the shafting as required. They are stressed in the unit at less than 30% of their rated load.
The bushings have proved so durable that we have not yet replaced one as failed in the field.
- 3 -

< Framework- once again we take the stand that, enough is not enough. As with the balance of the machine,
technical testing is carried out and the results used to choose materials. In this case, we use materials rated at triple
the rated requirements. We have never experienced the failure of a frame component. We tie all the parts
together with rigid cross shafts. On our two larger models, we weld the stand out of heavy section angle rather than
making it out of stamped thin steel. The result is quieter, more solid running equipment.
< Rollers- all are solid urethane. Impervious to cleaning chemistry, chemicals in the paper (such as the ones in
carbonless paper), and whatever else may contact them. They are also capable of being machined to more precise
tolerances, are more resistant to abrasion, and quite simply last longer. While we do encounter normally expected
wear on the feed tires, the main rollers are another of our "never replaced" parts.
< Electronics- so reliable we back them for five years (see our warranty for details). Enough said
ever fails, the self-diagnostic features identify the problem and allow full details to the technician by phone. The
problem is immediately identified and correction can be carried out without requiring a service call. Exchanging the
circuit boards has also been made simple enough that a technician may not be required. Of course, with our network
of dealers across the country, help is never more than a phone call away.
< Drive Train- all drive components are metal. The main timing belt is steel reinforced. The motors are
brushless. All require no maintenance.
This listing could continue and provide you with every little detail we've sweated over while designing and building
your machine. We can (and will if you ask) tell you about gold plated contacts, idc type connectors, and a host of
other things. It's your right to know that you are getting your money's worth!
Our final word here is to tell you what we don't do. Quite simply, we don't add cosmetic features, which have no effect
on performance and add only to cost. We don't stand still and we continue to evolve the products based on
experience and field comments. We redesign with our existing customers in mind and make all future enhancements
retrofitable to the first machine we built. We don't run down our competitors and their products, we strive to stay a few
steps ahead of them. We know that if you really look you will recognize the value in our products.
We sincerely appreciate your interest and your time reading through this note.
Please contact your local dealer or us if you require any further details.
. If one
- 4 -
1.0 SPECIFICATIONS
GW Junior
Tabletop, footpedal operated numbering machine, standard forward head.
GW 3000
Programmable for a single hit per sheet per head, auto feed
numbering/perforating/scoring system, single speed of 3000 sheets per hour, maximum
of two numbering heads; optional conveyor outfeed and stand.
GW 6000
Programmable for up to 10 hits per sheet per head, auto feed
numbering/perforating/scoring system, three speeds of up to 6000 sheets per hour,
maximum of two numbering heads; optional conveyor outfeed and stand.
GW 8000
Programmable 100-job memory for up to 100 hits per sheet per head, auto feed
numbering/perforating/scoring system, batching capability, variable speeds of up to
8000 sheets per hour, maximum of four pneumatic numbering heads, optional conveyor
outfeed.
GW 12000
Programmable 100-job memory for up to 100 hits per sheet per head, auto feed
numbering/perforating/scoring system, batching capability, variable speeds of up to
12000 sheets per hour, maximum of four pneumatic numbering heads, conveyor
outfeed, optional air feed.
FinishMaster 100
Table top, autofeed perf/score/slit system, up to 10,000 sheets per hour, optional
conveyor outfeed and stand.
FinishMaster 150
Autofeed perf/score/slit system, up to 20,000 sheets per hour; optional air feed.
Paper weight: 12# - 12 point (45-250 gsm)
Paper formats: max. 18” x 18” (45 x 45 cm)
min. 3” x 5” (7.6 x 12.7 cm)
Electrical configuration:
Voltage: 90-135 VAC or
180-270 VAC
Frequency: 60 Hz or
50 Hz
Fusing: 115/250V, 3/5A
- 5 -
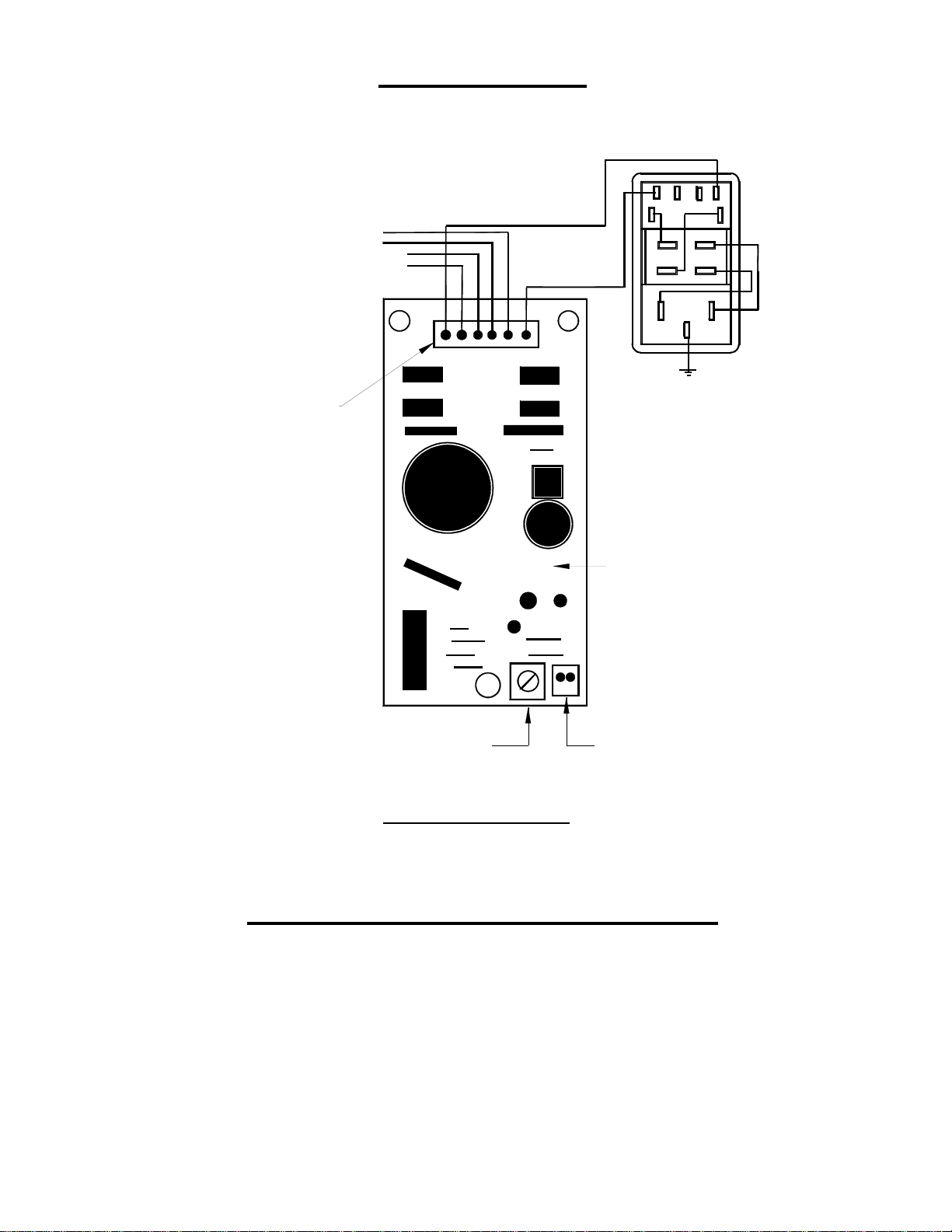
SOLENOIDS
FOOTPEDAL
6 Pin Connector
20-013-GW
2.0 GW JUNIOR
1
654
32
MODULAR SWITCH
W/FUSEHOLDER
90-062-GW
BLUE
B
R
BLUE
O
W
N
BROWN
GREEN
B
L
U
E
25-012-GW
2 Pin Impression
Impression Control
Potentiometer
Control Connector
(harness: 20-015-GW)
Model J-1 Circuit Board
2.1 GW Junior Circuit Board Values
On the Circuit Board (refer to diagram), there is a 6 Pin Main Connector (male). Numbering the
pins as follows, 6;5;4;3;2;1, from the wires you will have the following values:
1&6 -Power -you should then read the line voltage to the circuit (VAC).
2&3 -Footpedal -by pressing the footpedal, you will see the resistance change as
the line opens and closes.
4&5 -Solenoid -the solenoid resistance value will be approximately 40Ω (ohms).
On older machines, this value may range from 40 to 90Ω.
- 6 -
2.2 Troubleshooting
If you do not have a line voltage reading from pins 1&6, there is a break in the line and repairs are
required. First check the main fuse, then trace back the line for breaks.
If there is no resistance reading from the Solenoid, replacement is required of both the Solenoid and
Circuit Board. Once the Solenoid shorts, the Circuit Board will then have a short somewhere on the
real estate.
If there is no reading variation from the Footpedal, check the line for breaks. There may not be
correct contact at the Footpedal's contact point if there are no breaks in the line. Remove the two
side screws from the footpedal, but carefully because the top is sprung. The contact point will now
be exposed. There may be corrosion or dirt at the contact point. With very fine sandpaper, clean the
points reassemble and test. If after the above is performed and you still do not locate the problem,
the Footpedal may require replacement
In the bottom right of the Circuit Board is a 2 Pin Impression Control Connector. This connects to
the Impression Control on the Operating Panel. Make sure that the Impression Control is not
completely counter-clockwise, as this may close the circuit. As well, the Impression Control
Potentiometer on the circuit board is used to change the Impression Control range according to the
line voltage, and again it should not be fully counter-clockwise.
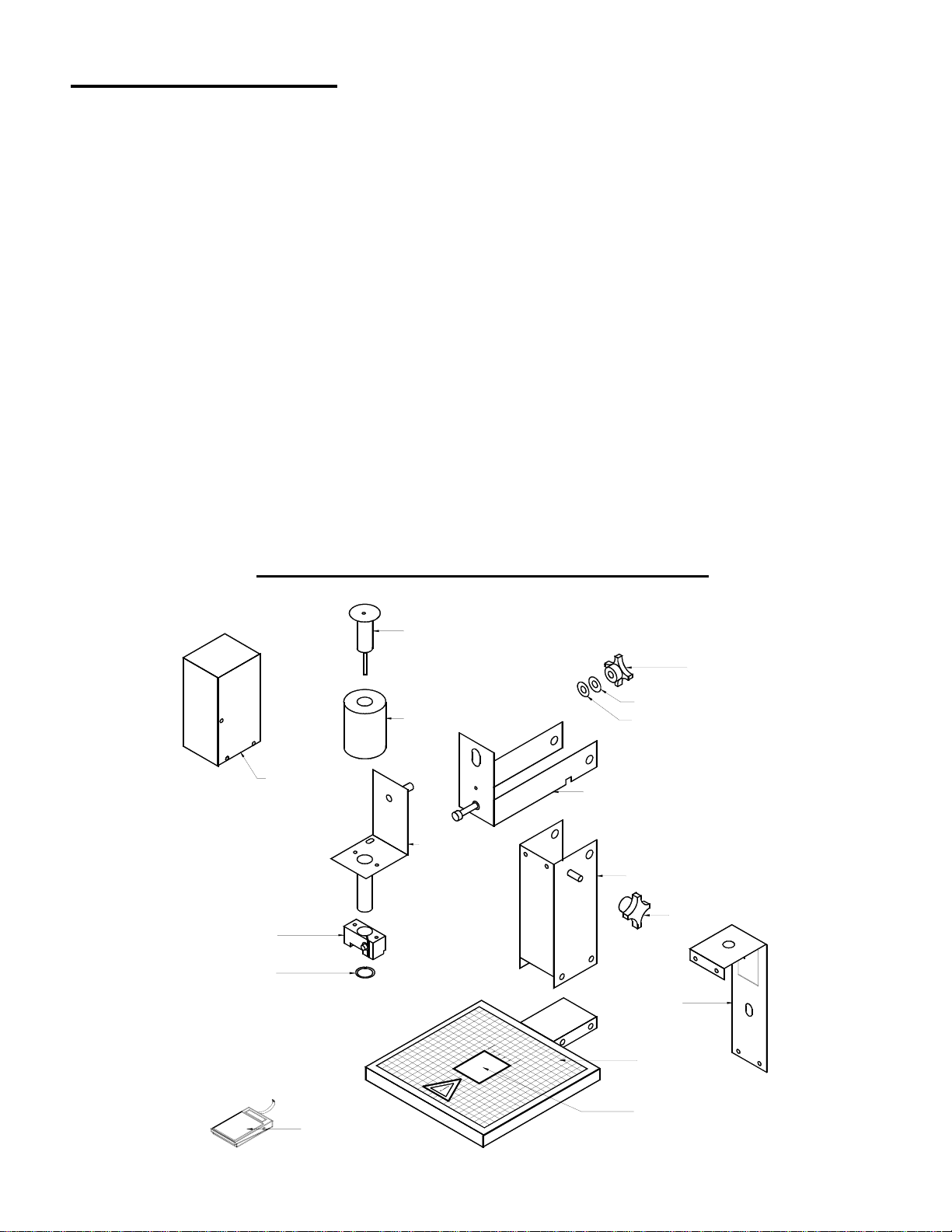
2.3 GW JUNIOR PARTS DIAGRAM
10-044-GW
10-042-GW
10-043-GW
10-053-GW
20-005-GW
10-052-GW
10-054-GW
10-011-GW
10-041-GW
25-004-GW
10-040-GW
10-040-GW
25-009-GW
20-002-GW
20-003-GW
20-010-GW
- 7 -
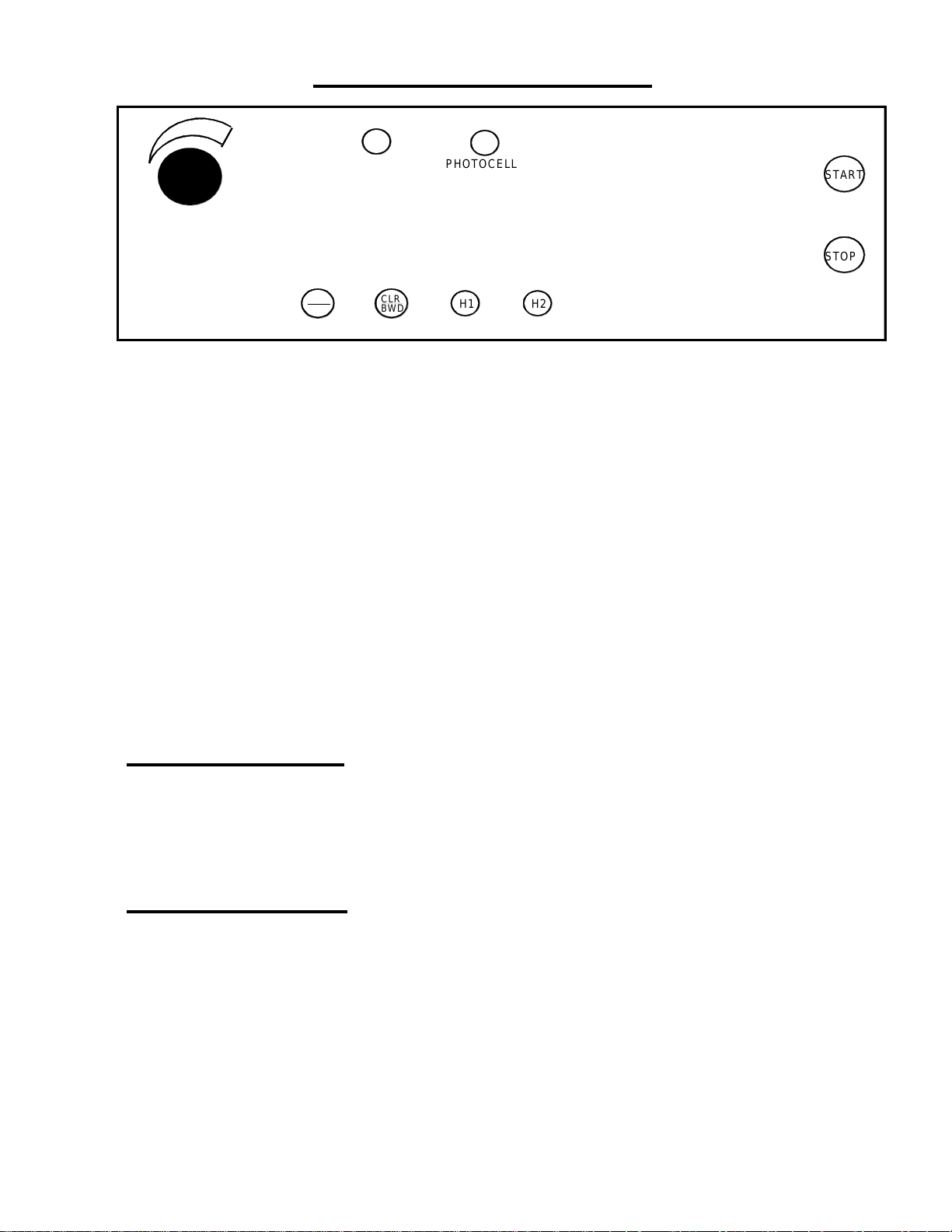
3.0 GW 3000 OPERATION
PHOTOCELL
H1
START
STOP
H2
IMPRESSION
CONTROL
SET
FWD
SAFETY
CLR
BWD
The operating keyboard is comprised of various buttons and a Impression Control which
consist of one potentiometer knobs that control the crash strength of the numbering heads, and can be
adjusted to best suit the requirements of the job. For example, you may require stronger crash
numbering for carbonless sets than for single sheet bond paper. This adjustment can be done while the
machine is stopped or running.
The four buttons under the LED display will perform whatever function is shown directly on them.
SET/FWD – Is used to set up a numbering job and incrementing the motor in a forward direction.
CLR/BWD- Is used to clear programs and increment the motor backwards.
H1- Is used to control head number one which is the head closest to the operator.
H2- Is used to control head number two which is the head furthest away from the operator.
START – Is used to start the machine.
STOP- Is used to stop the machine.
Once you have plugged the machine in, turn the on/off switch to the 'on' position. The LEDs
will flicker and then stop. The GW 3000 does systematic error checks, if it detects an error the LEDs
will remain flickering, count the number of flickers and compare with the list of all possible error
codes.
3.1 Running a Job
The machine is capable of storing a 1 job 1 hit for recall and future use. Ensure that there is
paper in the feed tray first. Pressing the 'START' button will automatically begin the program that was
previously programmed in the memory.
3.2 Stopping a Job
There are two methods of stopping the machine.
1. Once the program is running, pressing the 'STOP' button will cause the machine to finish the
stock it is currently working on, move the next stock into the starting position and then stop the
motor.
2. If you want to stop the machine while stock is still left in it, simply hold on to the stock in the
feed tray. After about one second, the machine will automatically stop (since it is no longer
seeing any new sheets). This is how it also stops when all of the stock in the feed tray is gone.
3. Pressing any of the other buttons will stop the machine defaulting the machine to its idle mode.
- 8 -
3.3 Clearing A Job
To completely clear a program from the memory insert a paper in the feed tray. Press the
SET/FWD button. The paper will then feed through and stop at 75. Press the CLR/BWD button and
hold it down, next press the H2 button and this will clear the memory of the previous job.
You can now run just a perf/score/slit job by pressing START.
3.4 Changing and Programming a Job
The following describes Mode - Program Setup operation:
• Loads a new sheet of paper, regardless if paper is already in the machine or not.
• Paper is loaded into the machine at “Setup Paper Speed” and stops at “Paper Position Stop”.
• Motor advances in single steps, or continuously at Setup Paper Speed using the <FWD> and
<BWD> keys. The motor stops when the key is released.
• Motor operation will stop while holding down either of the <FWD> and <BWD> keys once
the existing programmed hit location is reached. Another key-down <FWD> or <BWD> must
be detected before moving off of the hit position.
• Heads fire according to the current program (i.e. when the sheet reaches the hit position), or
when the <H1> and/or <H2> key is pressed.
• <H2> can only be fired once <H1> is programmed at the same hit location. <H1> must be
fired first, followed by <H2>. Pressing <H2> without having first programmed <H1> does
nothing.
• If <H1> / <H2> is pressed at a current hit position, the head to fire will be toggled ON/OFF.
Pressing <H1> toggles ON/OFF SOL1, pressing <H2> toggles ON/OFF SOL2 when SOL1 is
programmed.
• If <H1> and <H2> are both programmed at the hit position and <H1> is removed, the <H2> hit
data is automatically removed from the solenoid program.
• If a solenoid head error is reported, hit data may still be programmed and saved.
• Creation of hit data can be performed at any paper position. If the solenoid is fired at a new
position, followed by pressing the <START> key, any existing old hit data will be overwritten
and the new position and hit data saved.
• When the <START> key is pressed, the changes to the program are saved to the EEPROM, the
current sheet is ejected, and the next sheet is loaded to “Paper Position Stop”.
• If the <STOP> key is pressed, any changes made during Setup are aborted and the solenoid
program will be re-loaded from EEPROM. The exception is if a EEPROM error exists, then
the solenoid program workspace in RAM will remain intact.
1. The following are the Mode - Program Setup (solenoid program) constraints:
• There is a maximum of 1 hit position in a program.
• SOL2 can only be enabled when SOL1 hit data exists, otherwise <H2> key presses will be
ignored.
• Modification of existing hit data can only occur while at the hit position.
• The user shall not be allowed to step backward past “paper stop position”
• The perf shield shall be closed before entry to Mode - Program Setup.
• An open perf shield condition with paper loaded disables the motor and solenoid operation
until the perf shield is closed.
- 9 -
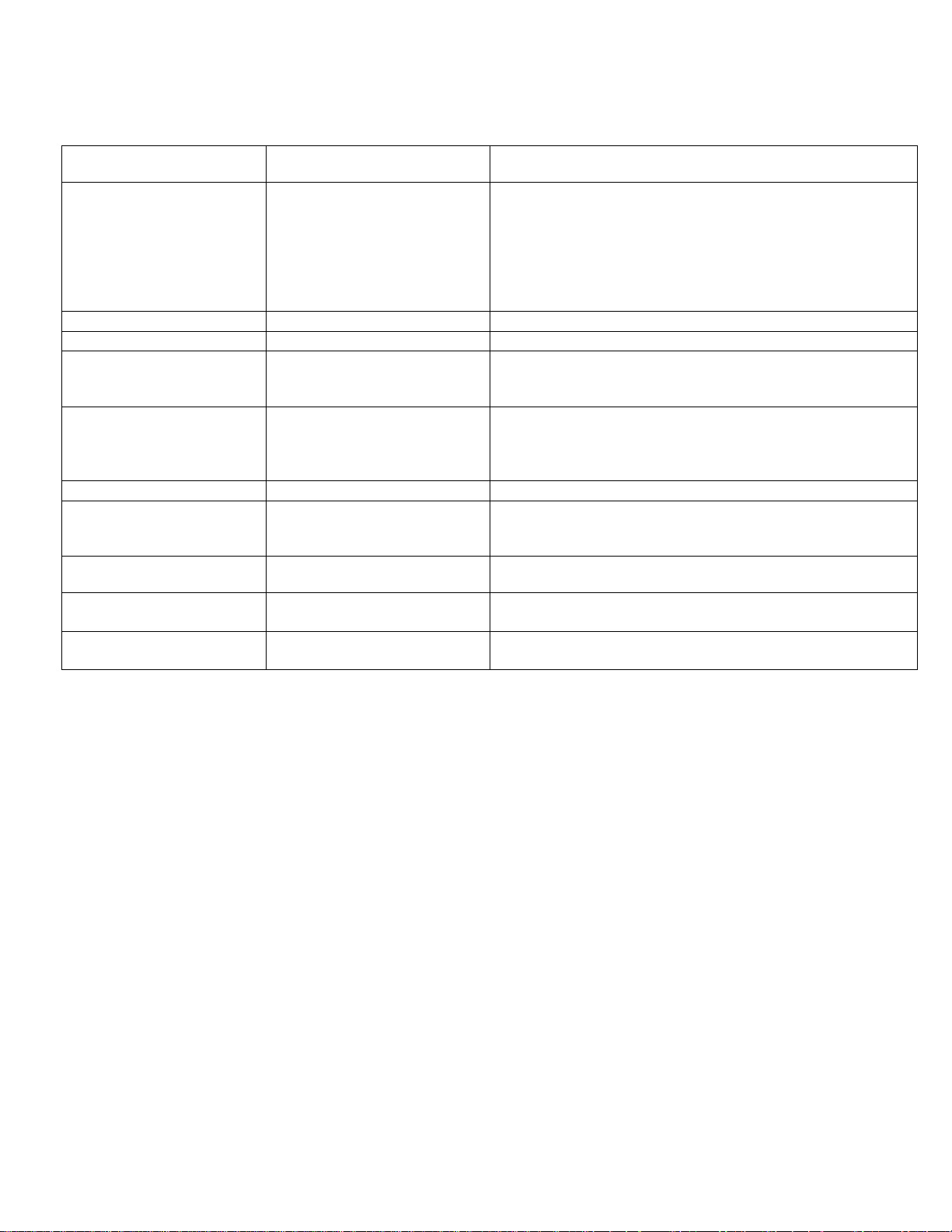
3.5 Error Codes
ERROR/BLINK
NUMBER
01 PAPER JAM
02 CH 1 OPEN
03 CH 1 SHORT
04 CH 1 HOT
05 CH 2 OPEN
06 CHANNEL 2 SHORT
07 CHANNEL 2 HOT
08 AC LINE VOLTAGE OUT OF
09 MOTOR VOLTAGE OUT OF
10 EEPROM ERROR
ERROR
CONDITION
OPERATION RANGE
RANGE
CONDITION
• Paper has lodged itself above the photocell and beneath the
reflector.
Remove paper sideways- do not pull up against the reflector.
• Dust has accumulated over the photocell.
Blast the groove below the reflector with air.
• Photocell needs readjustment.
• Head #1 is not plugged into channel #1.
• The solenoid has failed and replacement is necessary.
• Machine has been running for a while, and the solenoids
have heated up.
Turn the machine off to allow the head to cool down.
• Head #2 is not plugged into channel #2.
• The program being ran is using two heads and there is only
one drive unit.
Reprogram using Head #1.
• The solenoid has failed and replacement is necessary.
• Machine has been running for a while, and the solenoids
have heated up.
Turn the machine off to allow the head to cool down.
• Check line voltage.
• Motor has been running for a while and needs cooling down.
• MSTP board needs replacing.
• A component problem has occurred.
- 10 -
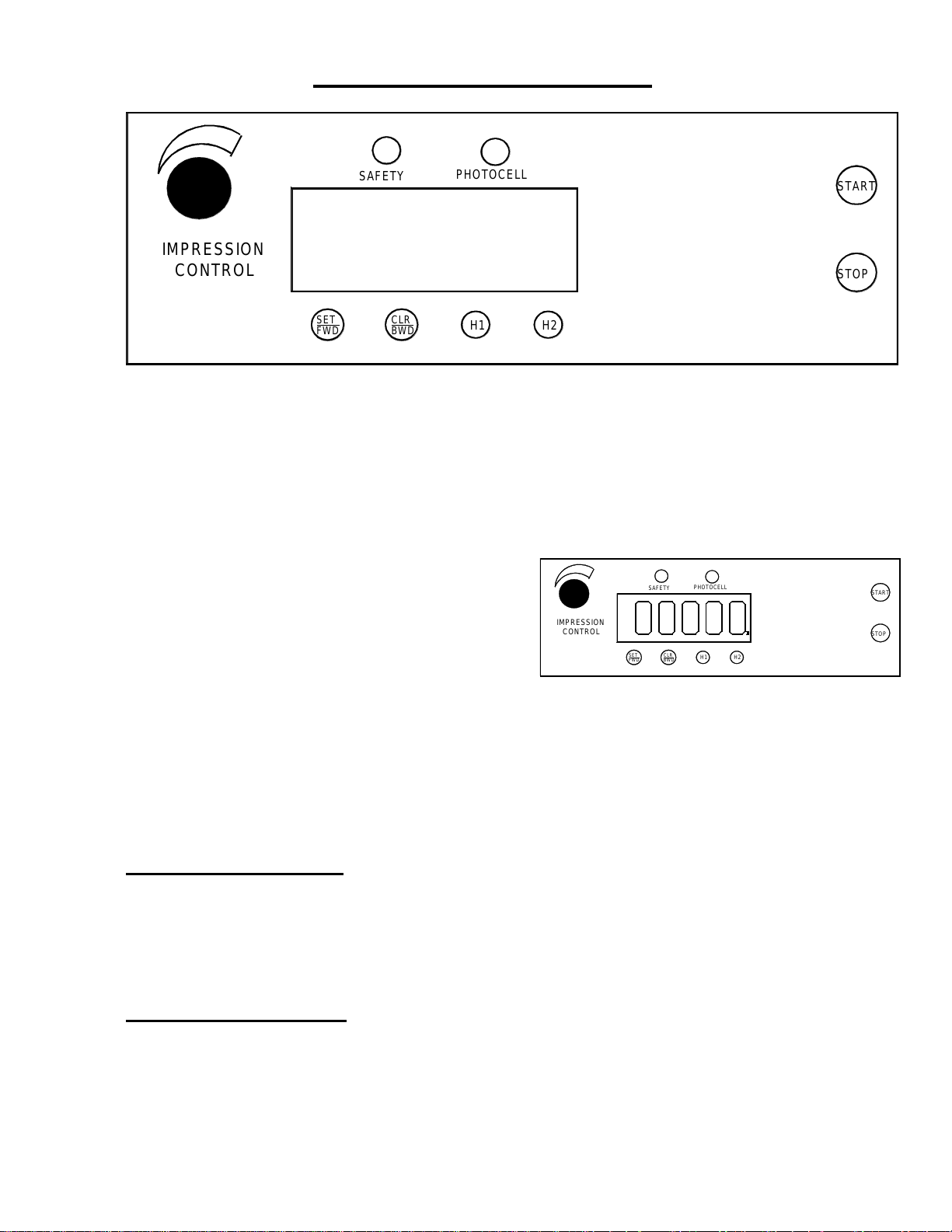
4.0 GW 6000 OPERATION
SAFETY
PHOTOCELL
START
IMPRESSION
CONTROL
SET
FWD
CLR
BWD
H1
H2
STOP
The operating keyboard is comprised of six LED segments, various buttons and a Impression
Control which consist of one potentiometer knobs that control the crash strength of the numbering
heads, and can be adjusted to best suit the requirements of the job. For example, you may require
stronger crash numbering for carbonless sets than for single sheet bond paper. This adjustment can be
done while the machine is stopped or running.
The four buttons under the LED display will perform whatever function is shown directly on
them.
SET/FWD – Is used to set up a numbering job and incrementing the motor in a forward direction.
CLR/BWD- Is used to clear programs and increment
the motor backwards.
SAFETY
PHOTOCELL
H1- Is used to control head number one which is the
head closest to the operator.
H2- Is used to control head number two which is the
head furthest away from the operator.
IMPRESSION
CONTROL
CLR
SET
FWD
H1
BWD
H2
START – Is used to start the machine.
STOP- Is used to stop the machine.
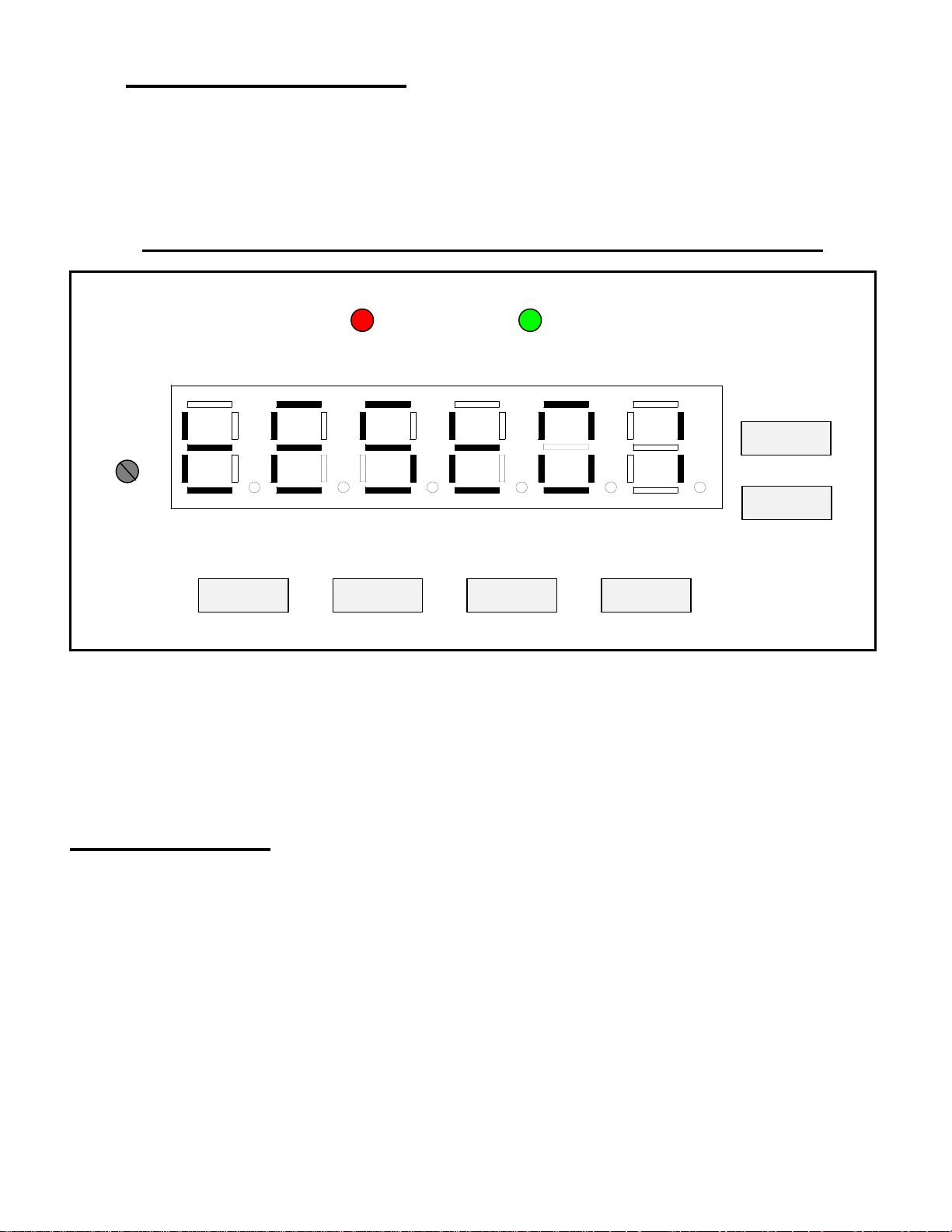
Once you have plugged the machine in, turn the on/off switch to the 'on' position. The LED
display will be blank for a second the two lights for the safety lid and photocell will light up. The
system will do a check on each LED line segment and then look like the above.
The Sprint 6000 does systematic error checks, if it detects an error it will display a numeric
value.
START
STOP
4.1 Running a Job
The machine is capable of storing a maximum of 1 job with 10 hits for recall and future use.
Ensure that there is paper in the feed tray first. Pressing the 'START' button will automatically begin
the program that was previously programmed in the memory.
4.2 Stopping a Job
There are two methods of stopping the machine.
1. Once the program is running, pressing the 'STOP' button will cause the machine to finish the
stock it is currently working on, move the next stock into the starting position and then stop the motor.
- 11 -
2. If you want to stop the machine while stock is still left in it, simply hold on to the stock in the
feed tray. After about one second, the machine will automatically stop (since it is no longer seeing
any new sheets). This is how it also stops when all of the stock in the feed tray is gone.
4.3 Clearing A Job
To completely clear a program from the memory insert a paper in the feed tray. Press the
SET/FWD button. The paper will then feed through and stop at 75. Press the CLR button and hold it
down, next press the H2 button and this will clear the memory.
4.4 Changing and Programming a Job
DIG 5 DIG 4 DIG 3 DIG 2 DIG 1 DIG 0
DP 5 DP 4 DP 3 DP 2 DP 1 DP 0
completely press the CLR/BWD button, while holding it down press the H2 button, you will notice DP
0 will go off, this indicates that the memory and all hits have been cancelled.
As a guide, refer to the orientation of the LED digit segments (DIG 5-0) and the Decimal point
functions (DP 5-0) in the picture.
DIG 5 – Displays “P” for Program Set-up.
DIG 4 – Displays “h” only if a hit has been programmed at the current position.
DIG 3 - DIG 0 – Current paper position in steps from the paper leading edge. In run mode they act as
paper count.
DP 5 – Indicates the motor direction On = Forward
DP 4 – If it is on it indicates all 10 hit positions are used.
DP 3 – No function.
DP 2 – Solenoid 1 – On indicates Head 1 will be fired at the current position.
DP 1 – Solenoid 2 – On indicates Head 2 will be fired at the current position.
DP 0 – Indicates a hit exists in the program.
Changing the position of a hit can be done by scrolling (SET/FWD or CLR/BWD) to where the
previous hit existed. Once there the head will fire and you will have an “h” displayed in DIG 4, the
numbers indicate the stepper count position. You will also have either DP 1 and/or DP 0 lit depending
on which numbering head was activated. Pressing Either H1 or H2 will toggle the lights off or on.
When DP 1 or DP 0 is off, it indicates there is no longer a hit programmed at that position. Now by
scrolling with the SET/FWD or CLR/BWD buttons you can reposition the number hit.
Once all is set, press START and “SAVE” will display in DIG 5-2 and the current sheet will
eject. The machine will go into the idle mode. This will show DIG 4-0 as 0’s. Any numbers on the
display will be a paper count; pressing the CLR/BWD button will clear this back to zero.
To run the job, insert paper into the feed tray and press start.
Whenever you wish to change or program a job,
insert a piece of paper into the feed tray and press
the SET/FWD button. The paper will go through
the machine and stop in front of the photocell.
The DIG 5 will have P indicating you are in the
program mode, DP 5 will light up indicating the
motor is on in the forward position, DIG 1-0 will
have 75 and DP 0 will light up indicating that a
hit exists in the program. To clear the memory
- 12 -
4.5 SPEED CONTROL
The GW 6000 is equipped with three speeds. Slow speed is the default when you first run the program.
While the program is running press ‘H1 and/or H2’ you will notice on the far-left side of the display
vertical lines. Three of these lines indicate high speed, two for medium and one for low speed.
4.6 GW 6000 SOFTWARE SET UP and DIAGNOSTICS
PERF SHIELD (RED)
DIG 4 DIG 3 DIG 2 DIG 1
PHOTOCELL (GRN)
DIG 0DIG 5
IMPRESSION
DP 5 DP 4 DP 3 DP 2 DP 1
DP 0
H2 H1 SET/FWD CLR/BWD
START
STOP
The GW 6000, performs a limited set of self-diagnostics on power up. A full set of diagnostic utilities is
accessed by a manufacturing test mode. The system indicates paper error conditions along with hardware
faults by displaying a message on the LED display during operation.
All settings are simple enough for the customer to be coached through via telephone. We however recommend
that they only be done on site, by the dealer.
4.7 OVERVIEW
Access to all settable parameters is available through the keyboard while in the main operating menu. This is
the menu display when the machine is first turned on. If you are not at this point, press ‘STOP’ as often as
required to return to the main operating menu.
When at this point press ‘STOP’ and while holding it down press ‘H1’ and ‘H2’ at the same time. The display
will read “tESt01”. The test program is one of 10 available items. Each of the others is accessible by scrolling
with the ‘SET/FWD’ or ‘CLR/BWD’ buttons and then ‘START’ will allow you to enter that specific item
number.
- 13 -
4.8 INDIVIDUAL ITEMS
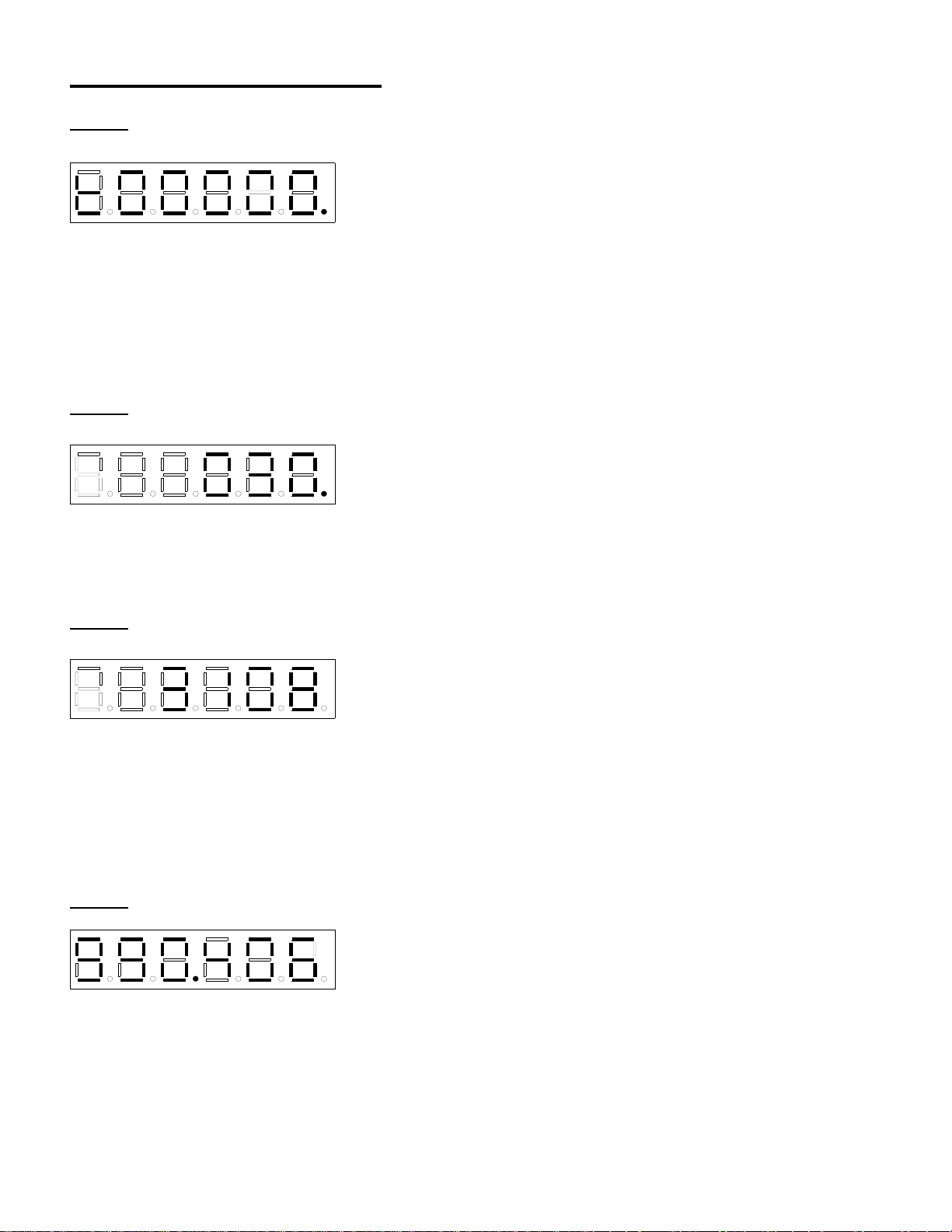
tESt01
our plant using this program to burn in the circuits and weed out any other assembly or miscellaneous
problems. DP4 allows for a single hit program by pressing ‘SET/FWD’ it will come on or go off. This light is
usually off allowing for a ten hit program. DP0 is always on indicating hits existing in the default program.
Pressing the ‘CLR/BWD’ will clear the simulated paper count.
To exit this item press ‘STOP’.
tESt02
midsection of the board beside the two, four pin connectors.
To exit this item press ‘STOP’.
tESt03
this point the numbers to the left of the dot will be the actual motor voltage, and the number to the right is the
actual input line voltage reading. The motor voltage typically will be around 150V if the voltage is higher than
160V then there is a problem. In 220-volt systems the line voltage will be approximately half of the actual line
input voltage.
To exit this item press ‘STOP’.
tESt04
version.
To exit this item press ‘STOP’.
– TEST RUN
DIG 4 DIG 3 DIG 2 DIG 1
DIG 0DIG 5
When selected, this program will run the default factory program. The
motor will run, stop, start and the heads will fire simulating a standard
run. This is useful after replacing a component on the machine and
DP 5 DP 4 DP 3 DP 2 DP 1
DP 0
testing its correct installation. We run each machine for three full days in
– DISPLAY PHOTOCELL ADC
DIG 4 DIG 3 DIG 2 DIG 1
DIG 0DIG 5
This is a machine value for the photocell. The value should be
approximately 60. Making adjustment on the gray pot located on the
PSTEP board can change this value. This is the bigger board located on
DP 5 DP 4 DP 3 DP 2 DP 1
DP 0
the non-operator side of the machine. The pot is located at the top
– DISPLAY VOLTAGES
DIG 4 DIG 3 DIG 2 DIG 1
DIG 0DIG 5
This displays the motor off-line, DIG2-0 will display the line voltage (it
will be lower than the actual line voltage), DIG5-3 will read the actual
motor voltage, when off-line the voltage will read around 0. When ‘H2’
DP 5 DP 4 DP 3 DP 2 DP 1
DP 0
is pressed DP3 will light up indicating that the machine is now on-line at
– DISPLAY SOFTWARE VERSION
DIG 4 DIG 3 DIG 2 DIG 1
DIG 0DIG 5
This mode will indicate the software version dates of the ICPU software
and the MSTP software. Default on entry is the ICPU Software Version,
DP 5 DP 4 DP 3 DP 2 DP 1
indicated by DP3. Pressing ‘H2’ will display the MSTP version in
DP 0
which the DP3 will disappear and ‘H1’ will get you back to the ICPU
- 14 -
 Loading...
Loading...