

Page 1
Operation - Repair
™
RS
Gun Cutter
Assemblies
For use with the RS Guns.
For professional use only.
Important Safety Instructions
Read all warnings and instructions in this
manual and the RS Gun and Cutter, Operation-Repair manual. Save all instructions.
332574D
EN
II 2 G c T6
Page 2

Contents
Related Manuals . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Component Identification . . . . . . . . . . . . . . . . . . . . 4
Cutter, 24E512, External Mix Gun, Series C and
Prior
Cutter, 24P681, Internal Mix Gun, Series A . 4
Cutter, 24E512, External Mix Gun, Series D
Cutter, 24P681, Internal Mix Gun, Series B . 5
Setup . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Cutter Assembly . . . . . . . . . . . . . . . . . . . . . . . . . 7
Premature Blade or Anvil Wear . . . . . . . . . . . . . 7
Anvil and Blade Replacement . . . . . . . . . . . . . . . 7
Adjust Cutter Speed . . . . . . . . . . . . . . . . . . . . . . 8
Adjust Anvil to Cutter Head Tension . . . . . . . . . . 8
Adjust Anvil to Idler Tension . . . . . . . . . . . . . . . . 9
Adjust Blower Air . . . . . . . . . . . . . . . . . . . . . . . . . 9
Adjust Cutter Air Pressure . . . . . . . . . . . . . . . . . 9
Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Air Motor Oiling . . . . . . . . . . . . . . . . . . . . . . . . . 10
Replace Anvil . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Replace Blades . . . . . . . . . . . . . . . . . . . . . . . . . 12
Replace Chopper Chute Liner . . . . . . . . . . . . . 13
Replace Muffler Filters
(Kit 24H280) . . . . . . . . . . . . . . . . . . . . . . . . 13
Troubleshooting . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Repair . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Air Motor Component Removal . . . . . . . . . . . . . 15
Air Motor Component Installation . . . . . . . . . . . 16
Air Motor Replacement . . . . . . . . . . . . . . . . . . . 17
Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Cutter Assembly, 24E512-External Mix,
24P681-Internal Mix with Cutter Heads . . . 18
Cutter Assembly, 24E512-External Mix,
24P681-Internal Mix with Blade Cartridges 20
Air Motor, 24E511 . . . . . . . . . . . . . . . . . . . . . . . 22
Accessories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Chopper Air Shutoff, 24F706 . . . . . . . . . . . . . . 24
External Mix Gel Gun to Chop Gun Conversion 24
Internal Mix Gel Gun to Chop Gun Conversion . 24
Oil for Air Motor . . . . . . . . . . . . . . . . . . . . . . . . . 24
Cutter Chop Chutes . . . . . . . . . . . . . . . . . . . . . . 24
Cover and Chutes . . . . . . . . . . . . . . . . . . . . . . . 25
Blade Cartridges . . . . . . . . . . . . . . . . . . . . . . . . 25
Cutter Chute Liner, 16P833 . . . . . . . . . . . . . . . . 25
Tools . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Carbide Resin Seat, 24M833 . . . . . . . . . . . . . . 25
Two Hole Feeder Bar, 24M569 . . . . . . . . . . . . . 25
Cutter Head Kits . . . . . . . . . . . . . . . . . . . . . . . . 26
Technical Data . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Graco Standard Warranty . . . . . . . . . . . . . . . . . . . 28
Graco Information . . . . . . . . . . . . . . . . . . . . . . . . . 28
2 332574D
Page 3

Related Manuals
The following is a list of component manuals written in
English. These manuals and any translated versions
available can be found at www.graco.com.
Part Description
3A0232 RS Gun and Cutter, Operation-Repair
3A1226 Universal Adapter Kit 257754 Instructions
3A2054 Indy or Formula Adapter Kit 125797 Instructions
3A2079 LPA2 Adapter Kit 125843 Instructions
Related Manuals
332574D 3
Page 4

Component Identification
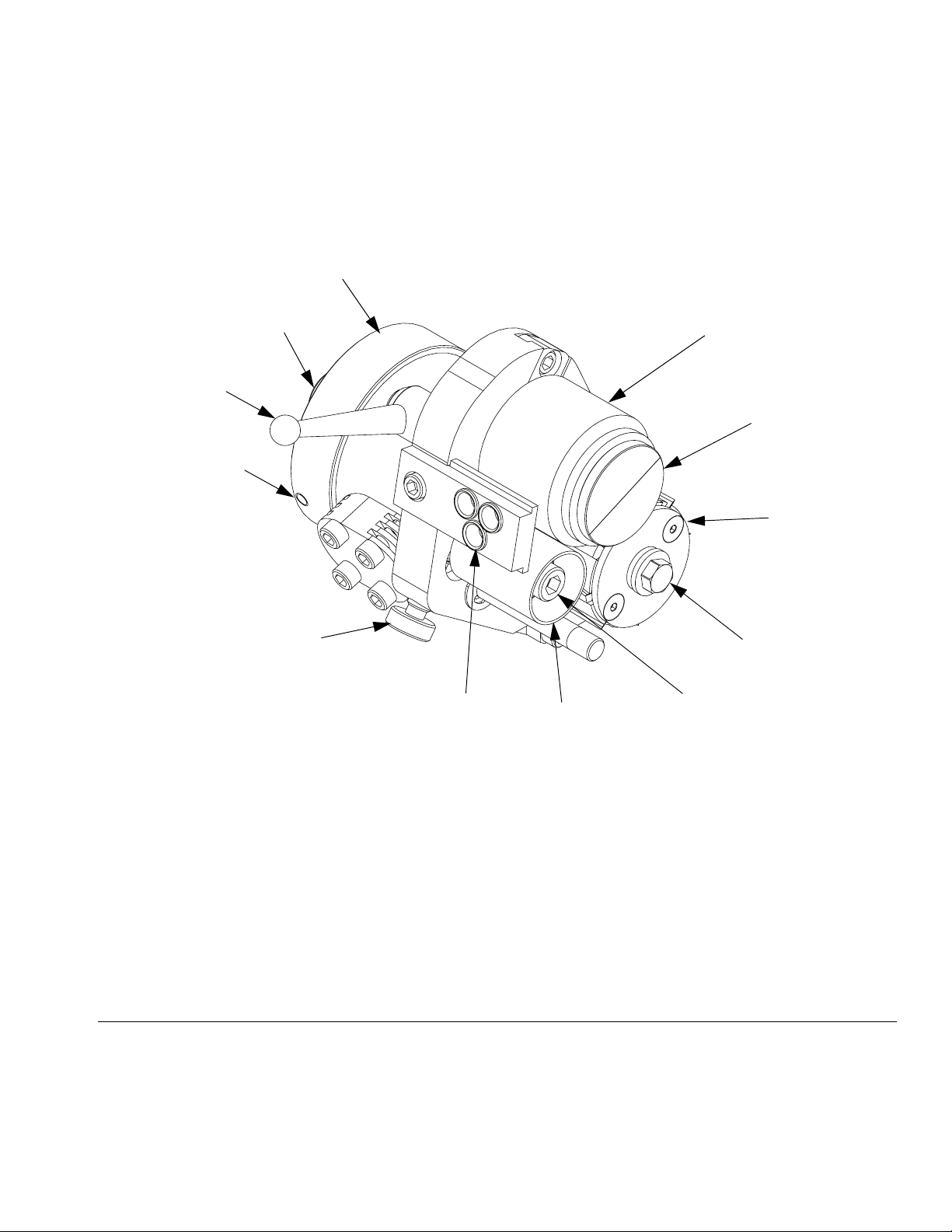
Component Identification
Cutter, 24E512, External Mix Gun, Series C and Prior Cutter, 24P681, Internal Mix Gun, Series A
AH
AG
AK
AF
AE
AC
AD
AA
AB
ti21012a
AN
AJ
Key:
AA Blade Cartridge
AB Cutter Head Assembly Cap
AC Anvil
AD Anvil Cap
AE Glass Feed
AF Anvil to Blade Tension
Adjustment Knob
FIG. 1
4 332574D
AG Anvil to Blade Tension
Lockdown
AH Air Motor
AJ Idler Wheel
AK Motor Lock button
AL Cover (not shown)
AM Chute (not shown)
AN Idler Lock Down Screw
Page 5
Cutter, 24E512, External Mix Gun, Series D Cutter, 24P681, Internal Mix Gun, Series B
AH
Component Identification
AG
AP
AK
AF
AE
AC
AD
AA
AB
AN
AJ
Key:
AA Cutter Head
AB Cutter Head Clamp Screw
AC Anvil
AD Anvil Cap
AE Glass Feed
AF Anvil to Blade Tension
Adjustment Knob
AG Anvil to Blade Tension
Lockdown
AH Air Motor
AJ Idler Wheel
AK Motor Lock button
AL Cover (not shown)
AM Chute (not shown)
AN Idler Lock Down Screw
AP Air Motor Lock Down Screw
FIG. 2
332574D 5
Page 6

Setup
Setup
1. Engage trigger lock.
2. Install cutter:
a. If necessary, use a crescent wrench to adjust
pivot (541) so that it is parallel to gun front end
and the open end points to the front of the gun.
See F
IG. 3.
542
ti21008a
F
541
IG. 3
630
3. Insert glass strands into feed.
4. Adjust anvil to blade tension:
a. Release lockdown (AG). See F
IG. 1 on page 4.
b. Adjust tension knob (AF) as desired.
c. Tighten lockdown (AG).
d. Release idler lock down screw (AN).
e. Adjust idler wheel (AJ) until it touches anvil
(AC).
f. Tighten idler lock down screw (AN).
g. Perform test spray to verify proper cutting of
glass strands.
h. Adjust tension as necessary.
b. Back out screws (630). See F
IG. 3.
c. Install cutter onto pivot so glass feed holes are
on top.
NOTE: Ensure proper engagement of o-ring (542) into
the cutter assembly. Verify there is no excess air leakage because it will greatly reduce the performance of
the air motor. See F
IG. 3.
d. Tighten screws (630) to lock cutter in place.
e. Adjust cutter dispensing angle and chute angle
as desired.
6 332574D
Page 7
Operation
Operation
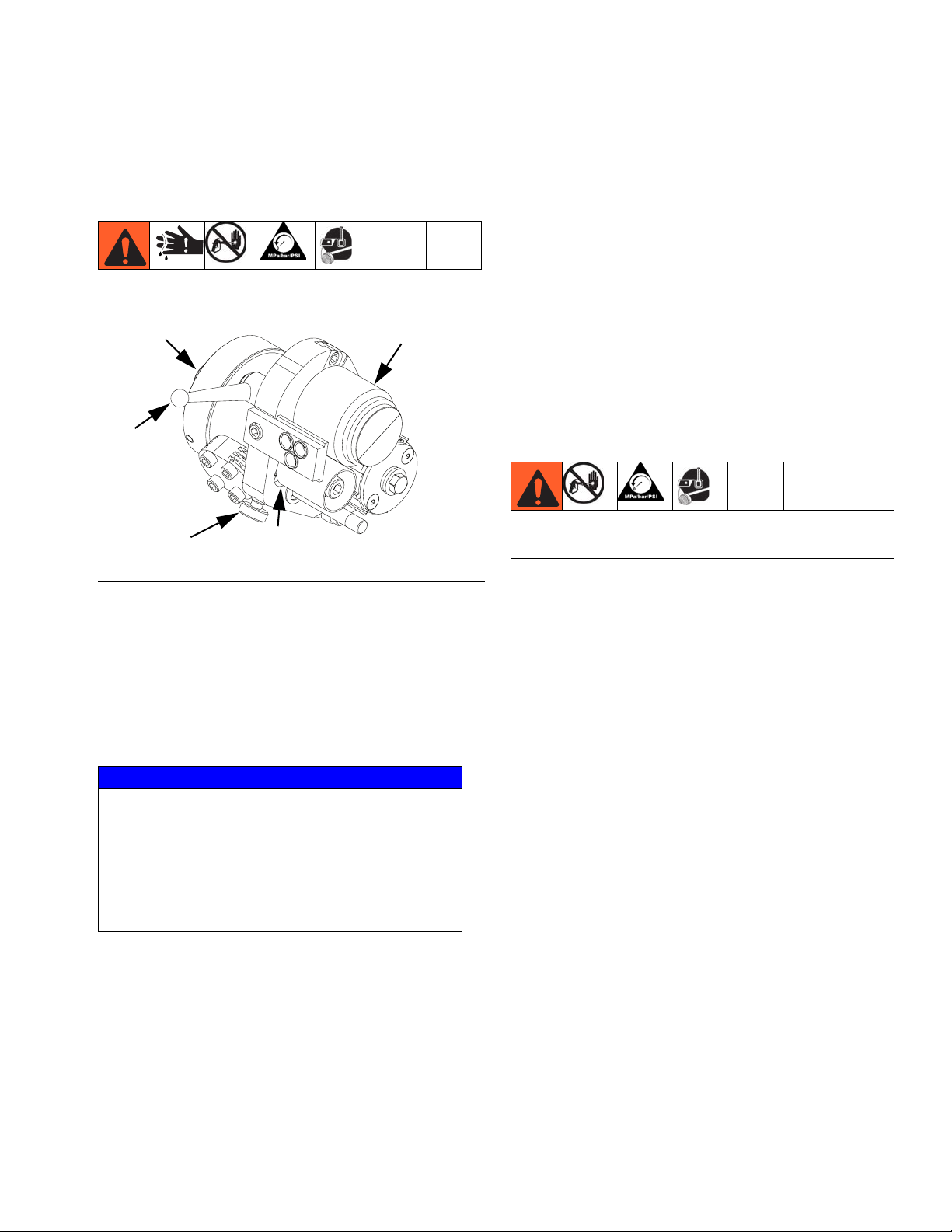
Cutter Assembly
AH
AG
AF
FIG. 4
RS guns with a cutter installed have two modes of operation. When the trigger is pulled halfway, material sprays
but the cutter is not activated. When the trigger is pulled
all the way, the air motor in the cutter is started and
glass begins dispensing.
AJ
AC
1. Do a bag check to establish a baseline for the current cutter output.
a. Weigh a bag.
b. Dispense glass into the bag for 15 or 30 sec-
onds depending on the output.
c. Weigh the bag to determine glass output. This
is your fiberglass output baseline.
2. Add another strand of roving to the cutter inlet.
3. Engage trigger lock.
To prevent skin injection, engage the trigger lock
before adjusting cutter motor.
4. With the trigger lock engaged, rotate the cutter
motor (AH) clockwise to decrease speed. See F
4. If necessary, rotate counter-clockwise to increase
speed.
5. Do another bag check to determine the new glass
output.
IG.
Premature Blade or Anvil Wear
NOTICE
More tension between the anvil and blades leads to
the anvil and blades wearing out faster. To prevent
premature wear and to maximize anvil and blade
life, use the minimum tension required to cut the
glass and make small increases in tension when
strands are not cut correctly. See Adjust Anvil to
Cutter Head Tension, page 8.
The most common causes of premature anvil or blade
wear are excessive tension between the anvil and
blades, excessive cutter speed, and excessive tension
between the idler wheel and anvil. See page 8 for the
Adjust Anvil to Cutter Head Tension procedure.
To reduce the cutter speed while keeping the same
glass output, perform the following procedure:
332574D 7
a. Weigh a bag.
a. Dispense glass into the bag for the same
amount of time as in step 1b.
b. Weigh the bag to determine glass output.
6. If the weight does not match the baseline bag
weight, adjust the cutter speed then do another bag
check. Repeat until the new bag weight matches the
baseline bag weight.
Anvil and Blade Replacement
See Replace Anvil and Replace Blades procedures on
pages 11 and 12.
Page 8
Operation
Adjust Cutter Speed
When dispensing a material and glass mixture, the
speed at which the cutter spins can be adjusted to
ensure the correct ratio of glass to dispensed material.
NOTE: It may be possible to prevent premature anvil
and blade wear by slowing the cutter speed and adding
an additional strand of roving. See Premature Blade or
Anvil Wear on page 7.
1. Determine whether more or less glass is needed.
a. Place bag over cutter chute.
b. Place bag over gun fluid outlet. Try to keep bag
away from the dispense outlet to prevent piercing the bag which will lead to inaccurate dispense measurements.
c. Dispense a 15-30 second shot.
d. Weigh both bags and calculate ratio.
e. Determine whether more or less glass is
needed. Consult material manufacturer recommendations for ratio requirements.
f. If ratio is ok, then no adjustment is needed. Oth-
erwise, continue with adjustment procedure.
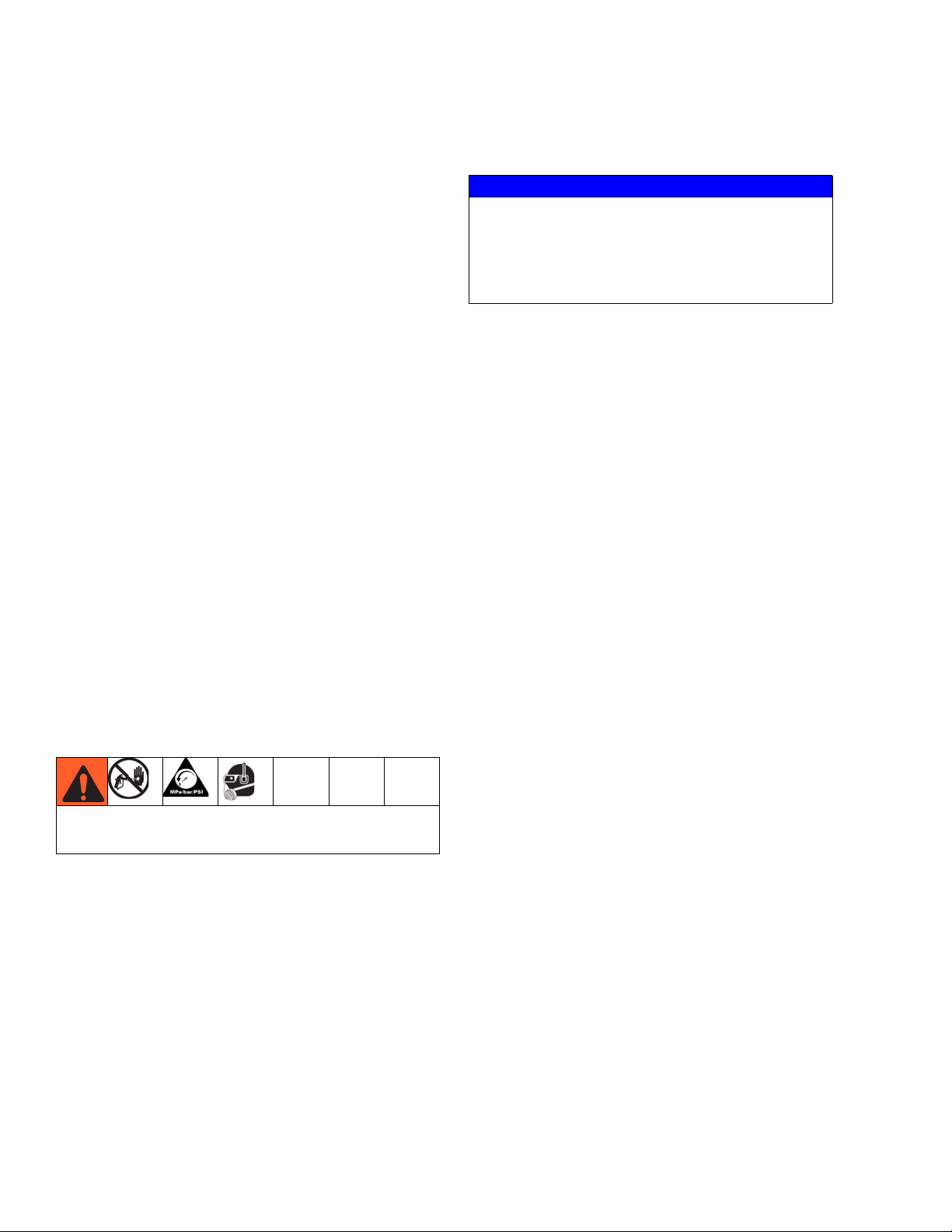
Adjust Anvil to Cutter Head Tension
NOTICE
More tension leads to the anvil and blades wearing
out faster. To prevent premature wear and to maximize anvil and blade life, use the minimum tension
required to cut the glass and make small increases
in tension when strands are not cut correctly.
To cut the glass strands, the blades are pressed against
the anvil. If the strands do not appear to be getting cut
correctly an adjustment may be needed.
To adjust the tension:
1. Engage trigger lock.
2. Disengage the tension lockdown (AG) by pushing
towards the front of the gun.
3. Turn the tension knob (AF) on the cutter: counter-clockwise to increase tension, clockwise to
decrease tension. See F
4. Engage tension lockdown.
If there is still excessive anvil or blade wear after performing this procedure, see Premature Blade or Anvil
Wear on page 7.
IG. 4.
2. Engage trigger lock.
To prevent skin injection, engage the trigger lock
before adjusting cutter motor.
3. With the trigger lock engaged, rotate the cutter
motor (AH): clockwise to decrease speed, counter-clockwise to increase speed. See F
4. Go to step 1 to test ratio and repeat adjustment as
necessary.
5. Tighten the air motor lock down screw to avoid
speed changes during operation.
8 332574D
IG. 4.
Page 9
Operation
Adjust Anvil to Idler Tension
To adjust the anvil (AC) to idler (AJ) tension, the idler
position can be adjusted. See F
1. Follow Pressure Relief Procedure found within the
RS Gun and Cutter, Operation-Repair manual.
2. Engage trigger lock.
3. Remove cover (627). See page 20.
4. Loosen idler lockdown screw (617) using 3/16 in.
hex key.
5. Slide idler to desired position.
6. Tighten idler lockdown screw to lock idler in position.
IG. 4 on page 7.
Adjust Blower Air
NOTE: Blower air adjustment only applies to cutters
shown in F
The cutter has blower air to help keep the anvil cool and
to keep the inside of the cover free of debris. The blower
air has been factory set to optimize performance of the
cutter, however it can be adjusted.
IG. 1, page 4.
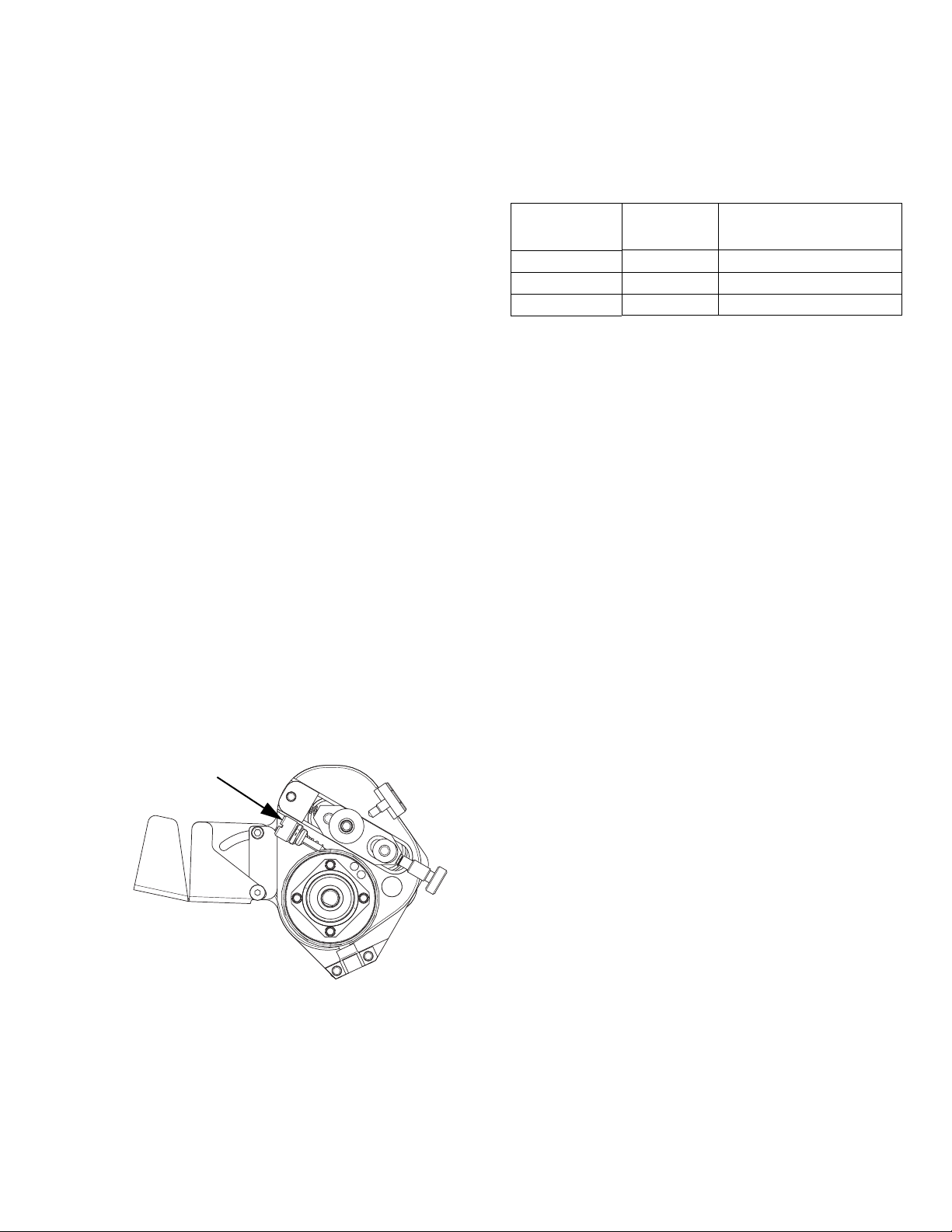
Adjust Cutter Air Pressure
Adjust the incoming air pressure according to the table
below.
Number of
Strands US Metric
One Strand 50-75 psi 3.4-5 bar, 0.3-0.5 MPa
Two Strands 80-125 psi 5.5-8.6 bar, 0.6-0.9 MPa
Three Strands 80-125 psi 5.5-8.6 bar, 0.6-0.9 MPa
Use a 3/32 hex allen key to turn adjusting screw (635)
counter-clockwise to allow more air flow into the inside
of the cover on the cutter assembly. This will affect air
motor performance as less air will go to the air motor
resulting in slower cutter speeds.
635
332574D 9
Page 10

Maintenance
Maintenance
Tools Required
The following tools are required to perform regular maintenance on the gun.
• 7/16 in. wrench
• 1/2 in. wrench
• 9/16 in. wrench
• 5/8 in. wrench
• 11/16 in. wrench
• 3/4 in. wrench
• 13/16 in. wrench
• 5/64 in. allen key
• 3/32 in. allen key (supplied)
• 9/64 in. allen key (supplied)
• 3/16 in. allen key (supplied with cutter assembly)
• 1/2 in. deep well socket
• 9/32 in. socket
• 7/32 in. deep well socket
• 5/16 in. nut drive (supplied)
Task Schedule
Add Oil to Air Motor,
page 10
3-4 drops per 8 hours of
use
Air Motor Oiling
1. Perform Pressure Relief Procedure found within
the RS Gun and Cutter, Operation-Repair manual.
2. Engage trigger lock.
Choppers with air fitting:
3. Remove the air line and add 3-4 drops of air motor
oil, Graco part 202659, into air fitting port.
ti21005b
Choppers without air fitting:
3. Rotate speed control until oil mark line is aligned
with line on back plate of the cutter.
Replace Anvil, page 11 When surface is badly
scored or does not cut
Replace Cutter Head,
page 12
When glass roving is no
longer cut cleanly (verify
proper tension first)
ti21010a
4. Add 3-4 drops of air motor oil, Graco part 202659,
into oil hole on air motor
ti21001a
10 332574D
Page 11

Maintenance
Replace Anvil
AE
AH
AJ
AC
AD
AA
AB
AN
AK
AG
AP
AF
FIG. 5
For part references, see FIG. 5 on this page and cutter
parts illustration on page 20.
7. Remove anvil (AC).
8. Install new anvil onto sleeve.
9. Install anvil cap.
10. Install cover and knob.
NOTICE
More tension between the anvil and blades leads to
the anvil and blades wearing out faster. To prevent
premature wear and to maximize anvil and blade
life, use the minimum tension required to cut the
glass and make small increases in tension when
strands are not cut correctly.
11. Adjust Anvil to Cutter Head Tension, page 8.
1. Follow Pressure Relief Procedure found within the
RS Gun and Cutter, Operation-Repair manual.
2. Engage trigger lock.
3. Loosen knob (628) then remove cover (627). See
page 20.
Blades are sharp. Always wear protective gloves to
prevent cuts when the cutter cover is removed.
4. Use hand to prevent anvil from spinning, then push
in and rotate anvil cap (AD) 90 degrees counter-clockwise to remove.
5. Loosen the anvil to blade tension lockdown
lever (AG).
6. Use the anvil to blade tension adjustment knob (AF)
to relieve the tension between the anvil and blades.
332574D 11
Page 12

Maintenance
Replace Blades
If glass is not getting cut properly, verify the tension is
correct before replacing the blades.
1. Follow Pressure Relief Procedure found within the
RS Gun and Cutter, Operation-Repair manual.
2. Engage trigger lock.
3. Remove cover (627). See page 20.
Blades are sharp. Always wear protective gloves to
prevent cuts when the cutter cover is removed.
4. Press and hold lock button (AK) to prevent cutter
head (AA) from spinning.
10. Adjust Anvil to Cutter Head Tension, page 8.
FIG. 6
5. Loosen the cutter clamp screw and remove the cutter head clamp.
6. Replace blades.
NOTE: Ensure the blades are all seated on the angled
face of the cutter head base.
7. Replace cutter head clamp with blades.
8. Tighten the cutter clamp screw.
9. Install cover and knob.
NOTICE
More tension between the anvil and blades leads to
the anvil and blades wearing out faster. To prevent
premature wear and to maximize anvil and blade
life, use the minimum tension required to cut the
glass and make small increases in tension when
strands are not cut correctly.
NOTICE
The cutter head may be higher than the anvil quarter
turn lock surface due to incorrect blade installation
and may result in blade damage. Perform Replace
Blades and verify all blade installations are correct.
IG. 7
F
12 332574D
Page 13

Maintenance
Replace Chopper Chute Liner
1. Follow Pressure Relief Procedure found within the
RS Gun and Cutter, Operation-Repair manual.
2. Engage trigger lock.
3. Remove the cover.
4. Remove the cutter cover plate.
5. Replace the chute liner.
6. Installation is the reverse of removal.
Replace Muffler Filters (Kit 24H280)
1. Follow Pressure Relief Procedure found within the
RS Gun and Cutter, Operation-Repair manual.
2. Engage trigger lock.
3. Remove the four screws holding the muffler cap on
to the air motor.
4. Discard the old mufflers and replace.
5. Install the muffler cap and replace the four screws.
FIG. 8
ti21013a
FIG. 9
332574D 13
Page 14

Troubleshooting
Troubleshooting
Problem Cause Solution
Premature anvil or
blade wear
Roving binds up in
Cutter
Cutter does not actuate when the gun is
triggered
Cutter is cutting long
strands
Air motor spins but
doesn't cut glass
Air motor speed
incorrect
Excessive tension between anvil and cutter
head
Cutter speed faster than necessary Premature Blade or Anvil Wear, page 7
Obstruction in roving path Ensure the roving path is free from obstruction
Overspray/binder build up on internal components
Resin on roving Clean as necessary, keep roving away from
Incorrect anvil to idler wheel tension Adjust Anvil to Idler Tension, page 9
Incorrect anvil to cutter blade assembly tension
Cutter blade assembly is worn out Replace
Anvil is worn out Replace
Air supply to gun is shut off Open air supply
Speed control in off position Adjust Cutter Speed, page 8
Quick release plunger stuck in Inspect, clean and lubricate, replace if neces-
Incorrect anvil to idler wheel tension Adjust Anvil to Idler Tension, page 9
Incorrect anvil to cutter blade assembly tension
Cutter air valve stuck Inspect and replace if necessary
Air motor is “locked up” Add oil to air motor, page 10
Anvil to cutter blade tension is incorrect Adjust Anvil to Cutter Head Tension, page 8
Anvil to blade tension lockdown is loose Tighten the anvil to blade tension lockdown
Anvil is worn out Replace Anvil, page 11
Cutter blade assembly is worn out Replace Blades, page 12
Cutter head set screws (606) loose. Apply medium strength thread sealant and
Anvil to cutter blade tension is incorrect Adjust Anvil to Cutter Head Tension, page 8
Incoming air supply issues Ensure proper air supply to gun, see Technical
Supply air volume too low Ensure adequate air volume, see Technical
Air motor speed control set incorrectly Adjust Cutter Speed, page 8
Anvil to cutter blade tension is too high Adjust Anvil to Cutter Head Tension, page 8
Air blowing out oil hole Air motor installed incorrectly, page 17
Cutter blade assembly is worn out Replace Blades, page 12
Air motor exhaust filter plugged Clean and replace as necessary, page ###
Adjust Anvil to Cutter Head Tension, page 8
Clean components and reinstall the cover
resin and overspray.
Adjust Anvil to Cutter Head Tension, page 8
sary
Adjust Anvil to Cutter Head Tension, page 8
Check for free rotation, replace if necessary
tighten
Data, page 27
Data, page 27
14 332574D
Page 15

Repair
Repair
Air Motor Component Removal
Refer to FIG. 10 for the following steps.
1. Loosen the set screws and pull gently to remove the
cutter head assembly.
2. Remove the four screws that secure the air motor to
the plate.
3. Separate the air motor from the plate.
r_258900_3a0232_1k
6. Pull upwards to remove the muffler housing.
r_258899_3a0232_1a
FIG. 11
7. Use an arbor press to remove the nut bearing cap
from the muffler housing.
F
IG. 10
Refer to F
4. Clamp the air motor flats into a vise.
5. Unscrew the nut bearing cap.
IG. 11 for the following steps.
r_258899_3a0232_2a
8. Replace damaged parts as required.
332574D 15
Page 16

Repair
Air Motor Component Installation
1. Lubricate o-rings and install the air motor into the
muffler housing.
NOTICE
To avoid damage to the o-rings caused by the threads
of the air motor, insert the air motor as shown below.
3. Screw the air motor assembly on the nut bearing
cap. Torque to 120-140 in-lb (14-16 N•m).
r_258899_3a0232_5k
4. Use an arbor press to push the muffler housing
down until it is flush with the bearing cap.
r_258899_3a0232_6k
2. Orient the nut bearing cap upside down and install
the plunger with o-ring, spring, and washer.
r_258899_3a0232_3a
Correct
Incorrect
r_258899_3a0232_4a
5. Perform Air Motor Replacement, page 17, to complete the installation.
16 332574D
Page 17

Air Motor Replacement
1. Verify o-ring (603) is installed between the back
plate (601) and the air motor (602).
NOTICE
The air motor will not function properly if the air motor
is installed incorrectly. In the following step, ensure the
air motor is installed as described.
2. With the air motor and back plate oriented as shown
below, use four screws (604) to secure them
together.
Two air holes
align with the
“X” as shown.
Repair
602
603
601
X
ti17689a
604
332574D 17
Page 18

Parts
Parts
Cutter Assembly, 24E512-External Mix, 24P681-Internal Mix with Cutter Heads
NOTICE
To prevent undesired operation, do not disassemble any part of the air motor (602) except for the air
motor muffler as shown below.
143
146
147
152
106
6
118
117
7
130
116
155
120
2
153
114
113
154
111
112
2
144
131
142
2
136
128
145
2
127
147
125
2
117
119
2
129
115
104
124
6
103
126
1
101
112
102
123
132
122
121
134
2
1
Apply a light amount of lubricant to o-rings.
2
Apply medium strength thread locker to threads.
6
Apply minimum strength thread locker to threads.
7
Apply thread sealant to threads.
18 332574D
Page 19

Ref Part Description Qty
100 199359 DOCUMENT, declaration 1
101 16C677 PLATE, cutter back 1
102 24E511 MOTOR, air 1
103 117519 O-RING 1
104 111945 SCREW, cap, flat head 4
106 124612
SCREW, set, #8-32x1/2 long,
SST
2
111 16C686 PLATE, spring retainer 1
112 123909
SCREW, cap, socket head,
8-32x.250lg, sst
2
113 123882 SPRING, slide, anvil 1
114 16C678 PLATE, slider mounting 1
115 16C679 NUT, idler mounting 1
116❄ 258902 SLEEVE, anvil, assembly 1
117❄★ 124588
SCREW, cap, socket head,
1/4-20x1.25lg, SST
2
118 126995 WHEEL, anvil, cutter 1
119❄ 24R341 CAP, anvil sleeve 1
120★ 258901 BEARING, idler assembly 1
121 16C687 SCREW, spring tension 1
122 124048 HANDLE, clamp, cutter 1
123 16C691 TUBE, blower 1
124 123883 RING, retaining, e-ring 1
125◆‡ 124316 RING, snap 1
126 24F038 BAR, feed, cutter 1
24M569
OPTIONAL - BAR, feed, cut-
ter, 2 hole
1
127◆‡ 24N712 COVER, cutter, machined 1
128◆‡ 16C697 KNOB, cover release 1
129 16C676 CLAMP, air pivot 1
130 124057
SCREW, cap, socket head,
8-32x0.5lg, SST
2
131◆‡ 16D534 PLATE, cutter cover 1
132 110755 WASHER, plain 1
134 24E432
RING, retaining, e-ring (pack
of 6)
1
136◆‡ 100639 WASHER, lock 1
142 16K759◆
16K762‡
143◆‡ 124345
144◆‡ 124346
DEFLECTOR, chute, open,
RS, external mix
DEFLECTOR, chute, open,
RS, internal mix
SCREW, shoulder, 6-32x0.125
long
SCREW, shoulder 6-32x0.25
long
1
1
1
1
145◆‡ 154570 WASHER, flat 1
Parts
Ref Part Description Qty
146◆‡ 100068 WASHER, lock, spring 1
147◆‡ 124781
SCREW, cap, socket head,
6-32x.25lg, SST
152◆‡ 16P833 LINER, RS gun chopper 1
153❖ 24R480 HEAD, base, cutter assembly 1
154❖ 24R481 HEAD, clamp, cutter assembly 1
155 110208 PLUG, pipe, headless 1
❄ Parts included in anvil sleeve kit 24S001.
★ Parts included in idler assembly kit 24H273.
◆ Parts included in cutter cover kit 24H282.
‡ Parts included in cutter cover kit 24P683.
❖ Parts included in cutter head kit 24R482.
2
332574D 19
Page 20

Parts
Cutter Assembly, 24E512-External Mix, 24P681-Internal Mix with Blade Cartridges
NOTE: Series A cutter assemblies are no longer available for purchase and are shown for reference only and spare
parts ordering.
NOTICE
To prevent undesired operation, do not disassemble any part of the air motor (602) except for the air
motor muffler as shown below.
643
646
642
645
652
610
631
609
605
644
606
647
607
611
612
608
613
630
618
604
614,
615
629
616
620
624
632
623
626
603
602
622
621
634
601
612
619
647
628
636
20 332574D
625
627
617
635
NOTE: Ref. 635 is the blower air
adjustment screw.
633
637
638
ti21021a
Page 21

Ref Part Description Qty
600 199359 DOCUMENT, declaration 1
601 16C677 PLATE, cutter back 1
602 24E511 MOTOR, air 1
603 117519 O-RING 1
604 111945 SCREW, cap, flat head 4
605✿ 16C995 HEAD, cutter 1
606✿ 124612 SCREW, set 2
607✿ 16C996 CAP, front, cutter 1
608✿ 123910 SCREW 2
609 24E448 CARTRIDGE, 4 blade (pack of 5) 1
24F602 CARTRIDGE, 6 blade (pack of 5) 1
24E449 CARTRIDGE, 8 blade (pack of 5) 1
610✿ 258905 CAP, cutter head assembly 1
611 16C686 PLATE, spring retainer 1
612 123909 SCREW, cap 2
613 123882 SPRING, slide, anvil 1
614 16C678 PLATE, slider mounting 1
615 16C679 NUT, idler mounting 1
616❄ 258902 SLEEVE, anvil, assembly 1
617❄★ 124588 SCREW, cap 2
618 123672 WHEEL, anvil, cutter 1
619❄ 262711 CAP, anvil sleeve 1
620★ 258901 BEARING, idler assembly 1
621 16C687 SCREW, spring tension 1
622 124048 HANDLE, clamp, cutter 1
623 16C691 TUBE, blower 1
624 123883 RING, retaining, e-ring 1
625◆‡ 124316 RING, snap 1
626 24F038 BAR, feed, cutter, 3 hole 1
24M569 OPTIONAL - BAR, feed, cutter, 2
hole
627◆‡ 24N712 COVER, cutter 1
628◆‡ 16C697 KNOB, cover release 1
629 16C676 CLAMP, air pivot 1
630 124057 SCREW, cap 2
631◆‡ 16D534 PLATE, cutter cover 1
632 110755 WASHER, plain 1
633 16E024 NUT, block 1
634 24E432 RING, retaining, e-ring (pack of 6) 1
Ref Part Description Qty
635 16E010 SCREW, blower air adjustment 1
636◆‡ 100639 WASHER, lock 1
637 104893 PACKING, o ring 1
638 15G117 O-RING 1
642 16K759◆DEFLECTOR, chute, open, RS,
external mix
16K762‡ DEFLECTOR, chute, open, RS,
internal mix
643◆‡ 124345 SCREW, shoulder 1
644◆‡ 124346 SCREW, shoulder 1
645◆‡ 154570 WASHER, flat 1
646◆‡ 100068 WASHER, lock, spring 1
‡ 124781 SCREW, cap 2
647◆
652◆‡ 16P833 LINER, RS gun chopper 1
✿ Parts included in cutter head kit 24H271.
❄ Parts included in anvil sleeve kit 24L037.
★ Parts included in idler assembly kit 24H273.
◆ Parts included in cutter cover kit 24H282.
‡ Parts included in cutter cover kit 24P683.
1
Parts
1
1
332574D 21
Page 22

Parts
Air Motor, 24E511
NOTICE
To prevent undesired operation, do not disassemble any part of the air motor that is not available for
individual sale. See related parts table.
1206
2
4
1210
1216
2
1217
1209
1207
1215
1214
1208
1
1213
1211
1
1212
1
1
Apply a light amount of lubricant 118665 to o-rings.
2
Apply thread locker to threads.
4
Torque to 120-140 in-lb. (14-16 N•m)
22 332574D
Page 23

Ref Part Description Qty
1206 16C443 NUT, bearing retaining 1
1207 16C438 PLUNGER, quick release 1
1208 116768 PACKING, o-ring 1
1209 16C436 SPACER, spring 1
1210 16C434 HOUSING, speed control 1
1211 113082 PACKING, o-ring 1
1212 117519 O-RING 1
1213❄ 111603 PACKING, o-ring, ptfe 1
1214✿ 124420 MUFFLER, air motor 3
1215 16D323 CAP, muffler, air motor 1
1216 127263 SCREW, cap, socket head, 8-32 4
1217 123742 SPRING, compression 1
✿ Parts included in muffler felt kit 24H280.
❄ Parts included in six pack kit 24E459.
Parts
332574D 23
Page 24

Accessories
Accessories
Chopper Air Shutoff, 24F706
1102
1101
1103
Ref Part Description Qty
1101 15B565 VALVE, ball 1
1102 123737 FITTING, tube, push connector 1
1103 16F710 CONNECTOR, 3/8 tube 1
24F706_3A0232_1a
External Mix Gel Gun to Chop Gun Conversion
To convert your external mix gel gun to a chop gun, purchase and install the following kits:
• External Mix Cutter Adapter Kit, 24E422
• Trigger Air Valve Kit, 24E425
• Cutter Assembly, 24E512
Oil for Air Motor
202659, 16 oz.
MSDS sheets available at www.graco.com.
Cutter Chop Chutes
Additional chopper chutes for adapting to different glass
pattern needs.
16K762 Shown
r_16k762
16K763 Shown
r_16k763
To complete the conversion from an external mix gel gun
to a chop gun, remove catalyst restrictor (153) from gun.
Internal Mix Gel Gun to Chop Gun Conversion
To convert your internal mix gel gun to a chop gun, purchase and install the following kits:
• Internal Mix Cutter Adapter Kit, 24G832
• Trigger Air Valve Kit, 24E425
• Cutter Assembly, 24E512
• Blank Housing Assembly, 24M045
To complete the conversion from an internal mix gel gun
to a chop gun, replace housing (216) from gun.
16K759 Shown
ti21023a
Part Description Qty
16K759 CHUTE, open, external mix,
adjustable, 1.77x2.4 in. (45x61 mm)
16K760 CHUTE, closed, external mix,
adjustable, 1.77x2.4 in. (45x61 mm)
16K762 CHUTE, open, internal mix,
adjustable, 1.77x3.0 in. (45x76 mm)
16K763 CHUTE, closed, internal mix,
adjustable, 1.77x3.0 in. (45x76 mm)
125883 CHUTE, closed, internal mix,
1 in. (25.4 mm) square exit
125884 CHUTE, closed, internal mix,
1.75x0.75 in. (44x19 mm) rectangular
exit
1
1
1
1
1
1
24 332574D
Page 25

Accessories
Cover and Chutes
24H282 Shown
ti21024a
24P683 Shown
ti21025a
Part Description Qty
24H282
24P683
KIT, cutter cover, external mix 1
KIT, cutter cover, internal mix 1
Tools
Hex Keys for Guns, 24F007
Includes:
• One 3/32 in. hex key
• One 9/64 in. hex key
Hex Keys for Cutter, 24F008
Includes:
• One 3/32 in. hex key
• One 9/64 in. hex key
• One 3/16 in. hex key
Carbide Resin Seat, 24M833
Ideal for use with heavily filled materials. It is to replace
standard resin seat 16C104.
Two Hole Feeder Bar, 24M569
Ideal for use with only two strands of roving. It is to
replace standard feeder bar 24F038.
Blade Cartridges
Pack of 5 cartridges
• 4 blade cartridge - 24E448
• 6 blade cartridge - 24F602
• 8 blade cartridge - 24E449
Cutter Chute Liner, 16P833
r_16e833
r_24m569_3a0232_1a
332574D 25
Page 26

Accessories
Cutter Head Kits
Cutter Base Assembly, 24R480
Clamp Cutter Assembly, 24R481
Blades, 24R606
Pack of 100 blades.
Cutter Head Assembly, 24R482
Cutter Head Assembly, 24H271
26 332574D
Page 27

Technical Data
Technical Data
RS Cutter Assemblies
US Metric
Air Inlet Working Pressure
24E512
24P681
Minimum Air Flow (at 100 psi, 7 bar, 0.7 Mpa)
24E512 16.5 scfm
24P681
Cutter Maximum Glass Output
At 100 psi (7 bar, 0.7 MPa) static air pressure@ the machine and 75 ft hose bundle
One Strand 3.1 lb/min 1.4 kg/min
Two Strands 5.9 lb/min 2.7 kg/min
Three Strands 7.0 lb/min 3.2 kg/min
Cutter Maximum Glass Output
At 100 psi (7 bar, 0.7 MPa) static air pressure@ the machine and 25 ft hose bundle
One Strand 3.8 lb/min 1.7 kg/min
Two Strands 7.2 lb/min 3.3 kg/min
Three Strands 9.3 lb/min 4.2 kg/min
Weight
24E512 2.00 lb 0.91 kg
24P681
Sound Power
Measured per ISO-3746
24E512 111.5 dB(A) at 100 psig and maximum speed
24P681
Sound Pressure
Measured at 3 ft (1 m) from equipment.
24E512 93.7 dB(A) at 100 psig and maximum speed
24P681
Cutter Air Pressure
One Strand 50-75 psi 3.4-5 bar, 0.3-0.5 MPa
Two Strands 80-125 psi 5.5-8.6 bar, 0.6-0.9 MPa
Three Strands 80-125 psi 5.5-8.6 bar, 0.6-0.9 MPa
Maximum Air Pressure 125 psi 8.6 bar, 0.9 MPa
Wetted Parts Aluminum, stainless steel, carbon steel, carbide, chemically
Materials of Construction Aluminum, stainless steel, carbon steel, carbide, chemically
80-125 psi 5.5-8.6 bar, 0.55-0.86 MPa
0.47 m3 per min.
resistant o-rings
resistant o-rings
332574D 27
Page 28

Graco Standard Warranty
Graco warrants all equipment referenced in this document which is manufactured by Graco and bearing its name to be free from defects in
material and workmanship on the date of sale to the original purchaser for use. With the exception of any special, extended, or limited warranty
published by Graco, Graco will, for a period of twelve months from the date of sale, repair or replace any part of the equipment determined by
Graco to be defective. This warranty applies only when the equipment is installed, operated and maintained in accordance with Graco’s written
recommendations.
This warranty does not cover, and Graco shall not be liable for general wear and tear, or any malfunction, damage or wear caused by faulty
installation, misapplication, abrasion, corrosion, inadequate or improper maintenance, negligence, accident, tampering, or substitution of
non-Graco component parts. Nor shall Graco be liable for malfunction, damage or wear caused by the incompatibility of Graco equipment with
structures, accessories, equipment or materials not supplied by Graco, or the improper design, manufacture, installation, operation or
maintenance of structures, accessories, equipment or materials not supplied by Graco.
This warranty is conditioned upon the prepaid return of the equipment claimed to be defective to an authorized Graco distributor for verification of
the claimed defect. If the claimed defect is verified, Graco will repair or replace free of charge any defective par ts. The equipment will be returned
to the original purchaser transportation prepaid. If inspection of the equipment does not disclose any defect in material or workmanship, repairs will
be made at a reasonable charge, which charges may include the costs of parts, labor, and transportation.
THIS WARRANTY IS EXCLUSIVE, AND IS IN LIEU OF ANY OTHER WARRANTIES, EXPRESS OR IMPLIED, INCLUDING BUT NOT LIMITED
TO WARRANTY OF MERCHANTABILITY OR WARRANTY OF FITNESS FOR A PARTICULAR PURPOSE.
Graco’s sole obligation and buyer’s sole remedy for any breach of warranty shall be as set forth above. The buyer agrees that no other remedy
(including, but not limited to, incidental or consequential damages for lost profits, lost sales, injury to person or property, or any other incidental or
consequential loss) shall be available. Any action for breach of warranty must be brought within two (2) years of the date of sale.
GRACO MAKES NO WARRANTY, AND DISCLAIMS ALL IMPLIED WARRANTIES OF MERCHANTABILITY AND FITNESS FOR A
PARTICULAR PURPOSE, IN CONNECTION WITH ACCESSORIES, EQUIPMENT, MATERIALS OR COMPONENTS SOLD BUT NOT
MANUFACTURED BY GRACO. These items sold, but not manufactured by Graco (such as electric motors, switches, hose, etc.), are subject to
the warranty, if any, of their manufacturer. Graco will provide purchaser with reasonable assistance in making any claim for breach of these
warranties.
In no event will Graco be liable for indirect, incidental, special or consequential damages resulting from Graco supplying equipment hereunder, or
the furnishing, performance, or use of any products or other goods sold hereto, whether due to a breach of contract, breach of warranty, the
negligence of Graco, or otherwise.
FOR GRACO CANADA CUSTOMERS
The Parties acknowledge that they have required that the present document, as well as all documents, notices and legal proceedings entered into,
given or instituted pursuant hereto or relating directly or indirectly hereto, be drawn up in English. Les parties reconnaissent avoir convenu que la
rédaction du présente document sera en Anglais, ainsi que tous documents, avis et procédures judiciaires exécutés, donnés ou intentés, à la suite
de ou en rapport, directement ou indirectement, avec les procédures concernées.
Graco Information
For the latest information about Graco products, visit www.graco.com.
TO PLACE AN ORDER, contact your Graco distributor or call to identify the nearest distributor.
Phone: 612-623-6921 or Toll Free: 1-800-328-0211 Fax: 612-378-3505
All written and visual data contained in this document reflects the latest product information available at the time of publication.
GRACO INC. AND SUBSIDIARIES • P.O. BOX 1441 • MINNEAPOLIS MN 55440-1441 • USA
Copyright 2013, Graco Inc. All Graco manufacturing locations are registered to ISO 9001.
Graco reserves the right to make changes at any time without notice.
For patent information, see www.graco.com/patents.
Original instructions. This manual contains English. MM 332574
Graco Headquarters: Minneapolis
International Offices: Belgium, China, Japan, Korea
www.graco.com
Revised August 2014
 Loading...
Loading...