

Page 1

Installation - Operation - Parts
ti24476a
ti20576b
Complete Pressurized Bead System for
LineLazer IV 200
Models:
16R955 1-Gun LL200HS
16R962 1-Gun LL250
16R960 2-Gun LL200
16R961 2-Gun LL250
80 psi (.55 MPa, 5.5 bar) Maximum Working Pressure
9
Important Safety Instructions
Read all warnings and instructions in the striper manual.
Be familiar with the controls and the proper usage of the equipment.
Save these instructions.
HS and LineLazer IV 250SPS
- For professional use only -
HS
332230F
EN
Related Manual
Bead Gun Kit 332226
Page 2
Warnings
WARNING
Warnings
The following warnings are for the setup, use, grounding, maintenance, and repair of this equipment. The exclamation point symbol alerts you to a general warning and the hazard symbols refer to procedure-specific risks. When
these symbols appear in the body of this manual or on warning labels, refer back to these Warnings. Product-specific
hazard symbols and warnings not covered in this section may appear throughout the body of this manual where
applicable.
FIRE AND EXPLOSION HAZARD
Flammable fumes, such as solvent and paint fumes, in work area can ignite or explode. To help prevent fire and
explosion:
• Use equipment only in well ventilated area.
• Do not fill fuel tank while engine is running or hot; shut off engine and let it cool. Fuel is flammable and can
ignite or explode if spilled on hot surface.
• Keep work area free of debris, including solvent, rags and gasoline.
• Ground all equipment in the work area. See Grounding instructions.
• Use only grounded hoses.
• Hold gun firmly to side of grounded pail when triggering into pail. Do not use pail liners unless they are antistatic
or conductive.
• Stop operation immediately if static sparking occurs or you feel a shock. Do not use equipment until you iden-
tify and correct the problem.
• Keep a working fire extinguisher in the work area.
EQUIPMENT MISUSE HAZARD
Misuse can cause death or serious injury.
• Do not operate the unit when fatigued or under the influence of drugs or alcohol.
• Do not exceed the maximum working pressure or temperature rating of the lowest rated system
component. See Technical Data in all equipment manuals.
• Use fluids and solvents that are compatible with equipment wetted parts. See Technical Data in all
equipment manuals. Read fluid and solvent manufacturer’s warnings. For complete information about your
material, request MSDS from distributor or retailer.
• Do not leave the work area while equipment is energized or under pressure.
• Turn off all equipment and follow the Pressure Relief Procedure when equipment is not in use.
• Check equipment daily. Repair or replace worn or damaged parts immediately with genuine
manufacturer’s replacement parts only.
• Do not alter or modify equipment. Alterations or modifications may void agency approvals and create safety
hazards.
• Make sure all equipment is rated and approved for the environment in which you are using it.
• Use equipment only for its intended purpose. Call your distributor for information.
• Route hoses and cables away from traffic areas, sharp edges, moving parts, and hot surfaces.
• Do not kink or over bend hoses or use hoses to pull equipment.
• Keep children and animals away from work area.
• Comply with all applicable safety regulations.
• Do not carry passengers.
• Check work area for reduced overhead clearance (e.g. doorways, tree branches, parking ramp ceilings) and
avoid contacting them.
2 332230F
Page 3
Warnings
WARNING
INJECTION HAZARD
High-pressure fluid from gun, hose leaks, or ruptured components will pierce skin. This may look like just a cut, but it
is a serious injury that can result in amputation. Get immediate surgical treatment.
• Do not spray without tip guard and trigger guard installed.
• Engage trigger lock when not spraying.
• Do not point gun at anyone or at any part of the body.
• Do not put your hand over the spray tip.
• Do not stop or deflect leaks with your hand, body, glove, or rag.
• Follow the Pressure Relief Procedure when you stop spraying and before cleaning, checking, or
servicing equipment.
• Tighten all fluid connections before operating the equipment.
• Check hoses and couplings daily. Replace worn or damaged parts immediately.
ENTANGLEMENT HAZARD
Rotating parts can cause serious injury.
• Keep clear of moving parts.
• Do not operate equipment with protective guards or covers removed.
• Do not wear loose clothing, jewelry or long hair while operating equipment.
• Equipment can start without warning. Before checking, moving, or servicing equipment, follow the
Pressure Relief Procedure and disconnect all power sources.
MOVING PARTS HAZARD
Moving parts can pinch, cut or amputate fingers and other body parts.
• Keep clear of moving parts.
• Do not operate equipment with protective guards or covers removed.
• Pressurized equipment can start without warning. Before checking, moving, or servicing equipment,
follow the Pressure Relief Procedure and disconnect all power sources.
BURN HAZARD
Equipment surfaces and fluid that’s heated can become very hot during operation. To avoid severe burns:
• Do not touch hot fluid or equipment.
PERSONAL PROTECTIVE EQUIPMENT
Wear appropriate protective equipment when in the work area to help prevent serious injury, including eye injury,
hearing loss, inhalation of toxic fumes, and burns. This protective equipment includes but is not limited to:
• Protective eyewear, and hearing protection.
• Respirators, protective clothing, and gloves as recommended by the fluid and solvent manufacturer.
CALIFORNIA PROPOSITION 65
The engine exhaust from this product contains a chemical known to the State of California to cause
cancer, birth defects or other reproductive harm.
This product contains a chemical known to the State of California to cause cancer, birth defects or other
reproductive harm. Wash hands after handling.
NOTICE
Never store glass beads in tank between jobs. Begin the day with moisture-free beads. Moisture will cause glass beads to resist flow or
solidify over time.
If moisture or condensation is present on tank interior, leave lid open until dry. When operating without the bead system, always leave
the moisture drain valve open.
332230F 3
Page 4
Tools Needed:
CE Safety Checklist
(To be completed during non-factory installation)
Covers and shrouds for moving parts are in place (see guard installation section).
Fasteners, belts, covers, grills, and compressor are tight-mounted securely.
Read and understand all warnings and instructions in this manual and the striper manual.
Tools Needed:
• 1/8 in. Allen Wrench (supplied with kit)
• Alignment tool 17C504 (supplied with kit)
• 5/32 in. Allen Wrench
• 1/4 in. Allen Wrench
• 3/16 in. Allen Wrench
• 7/16 in. Wrench
• 3/8 in. Wrench
• 1/2 in. Wrench
• 5/8 in. Wrench
• 9/16 in. Wrench
• 11/16 in. Wrench
• T-20 Torx Bit
• Cutting Blade
• Rubber Mallet
• Phillips Screwdriver
• Straight Edge
4 332230F
Page 5
Operation for LL200 and LL250
ti24477a
9
8
7
65
2
1
3
4
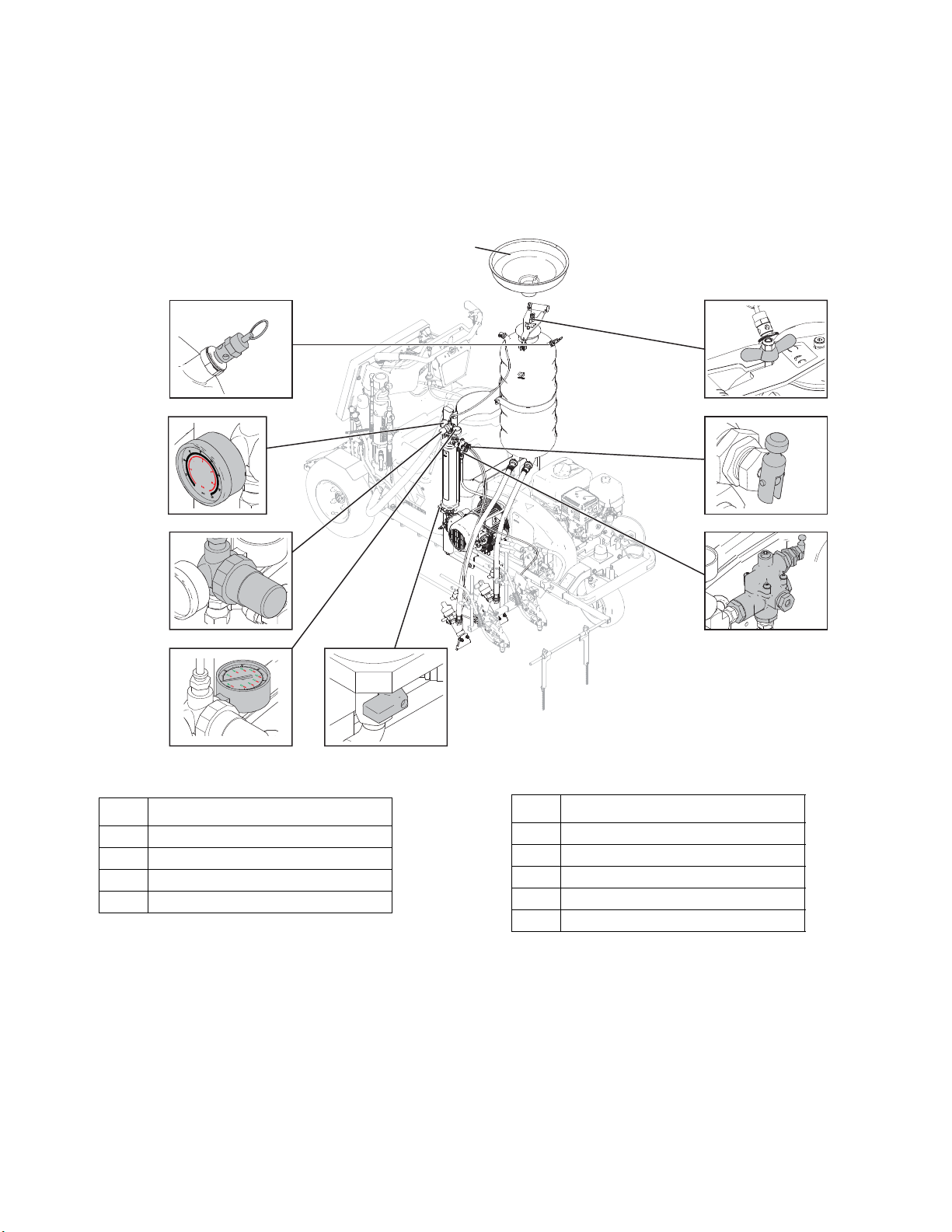
Component Identification
Operation for LL200 and LL250
Ref. Description
1 Funnel
2Wing Nut
3 Compressor Bypass Switch
4 Regulator Unloader
Ref. Description
5 Pressure Relief Valve
6 Bead Tank Gauge
7 Pressure Regulator Valve
8 Air Tank Gauge
9 Safety Relief Valve
332230F 5
Page 6
200HS Pressurized Bead System Kit 16R955
ti20715a
AA
BB
ti20525a
DD
CC
EE
ti20713a
FF
ti20519a
Shroud
Shroud
FF
FF
ti20714a
ti21196a
BB
200HS Pressurized Bead System Kit 16R955
Assemble Compressor Mounting
and Drive Components
NOTE: Glass bead system and paint guns can be
mounted on either side of sprayer.
1. Turn off unit. Relieve pressure in paint striper and
remove hopper.
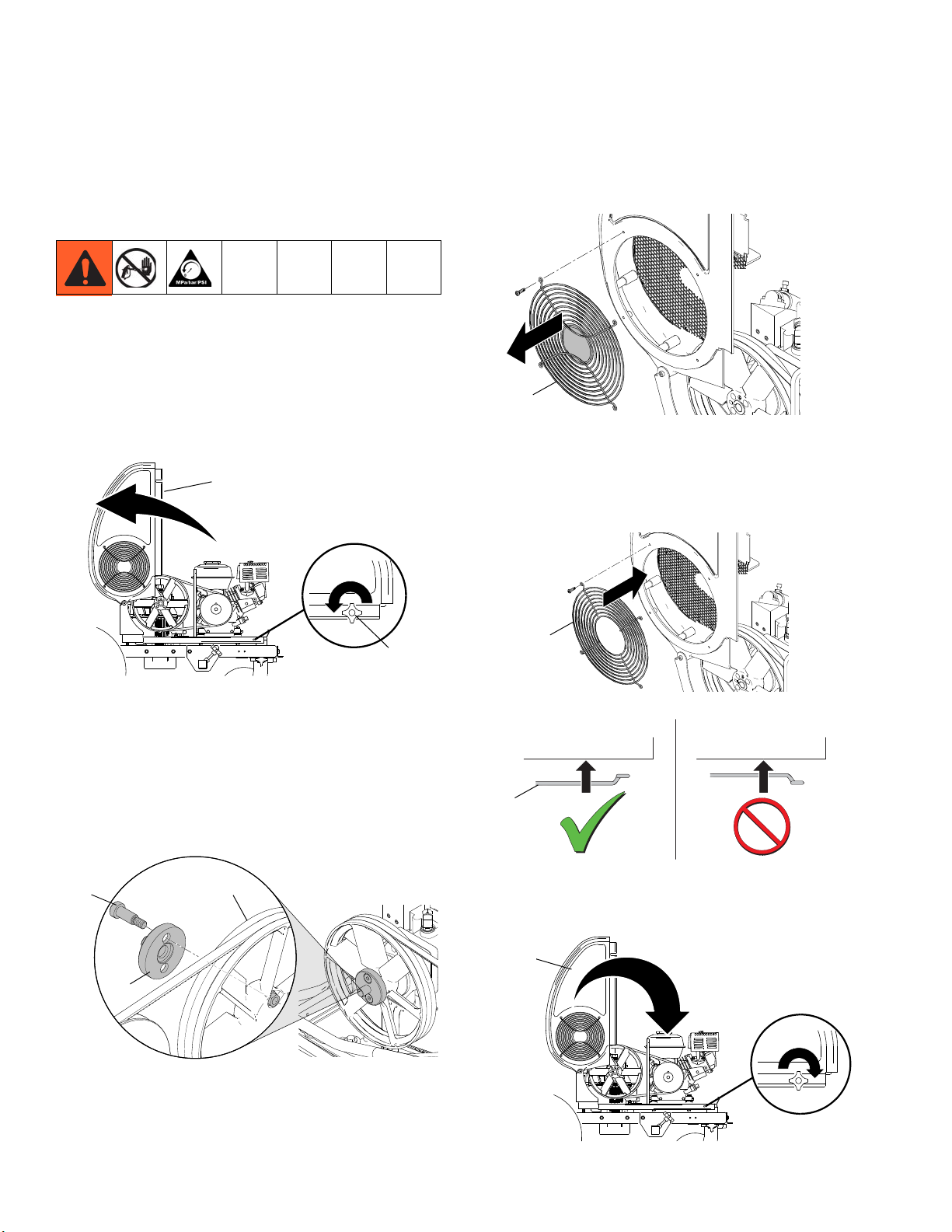
2. Locate belt shroud. Loosen knob (AA) and rotate
shroud (BB).
4. Use star bit (supplied) to remove four screws from
shroud. Remove original fan grill.
5. Use existing hardware to install new open-centered
fan grill (FF). Do not over-tighten. Make sure fan
protrudes out, not into the unit. Discard or store old
close-centered fan grill.
3. With belt guard off, install mounting plate coupler
(CC) onto pulley (DD) with two shoulder screws
(EE) and serrated nuts. Position slot on back of
pulley up and move serrated nut with finger to
accept shoulder bolt threads. Tighten shoulder bolt
by hand until the teeth on the serrated nut catch the
aluminum on the fan. Torque to 16 to 18 ft-lb
(21 to 24 N•m).
6. Close belt shroud (BB) with new fan grill onto unit.
NOTE: You may need to flex shroud around
extended shaft on the fan pulley.
6 332230F
Page 7
200HS Pressurized Bead System Kit 16R955
ti20516a
GG
ti24336a
ti21198c
KK
ti21201a
NN
MM
ti21194a
XX
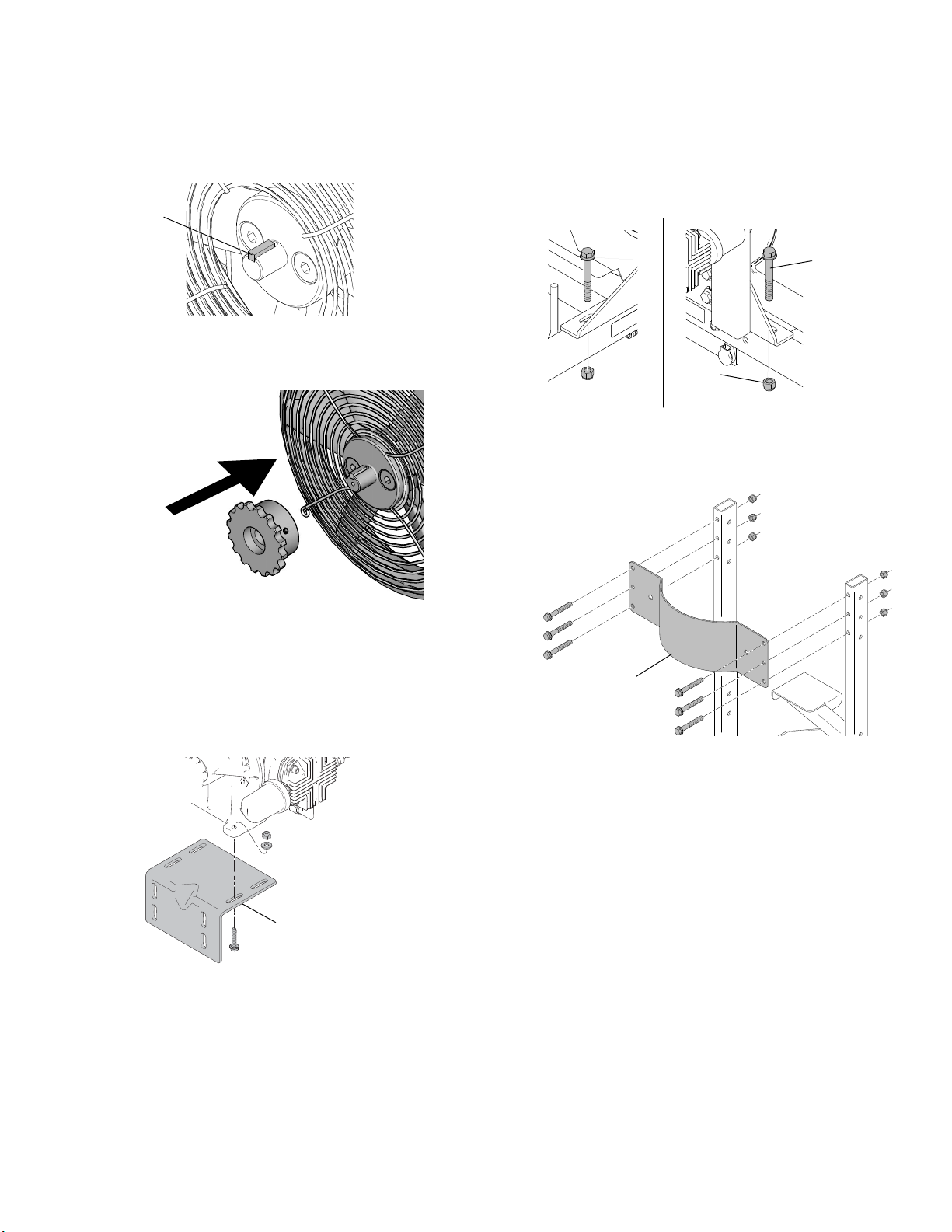
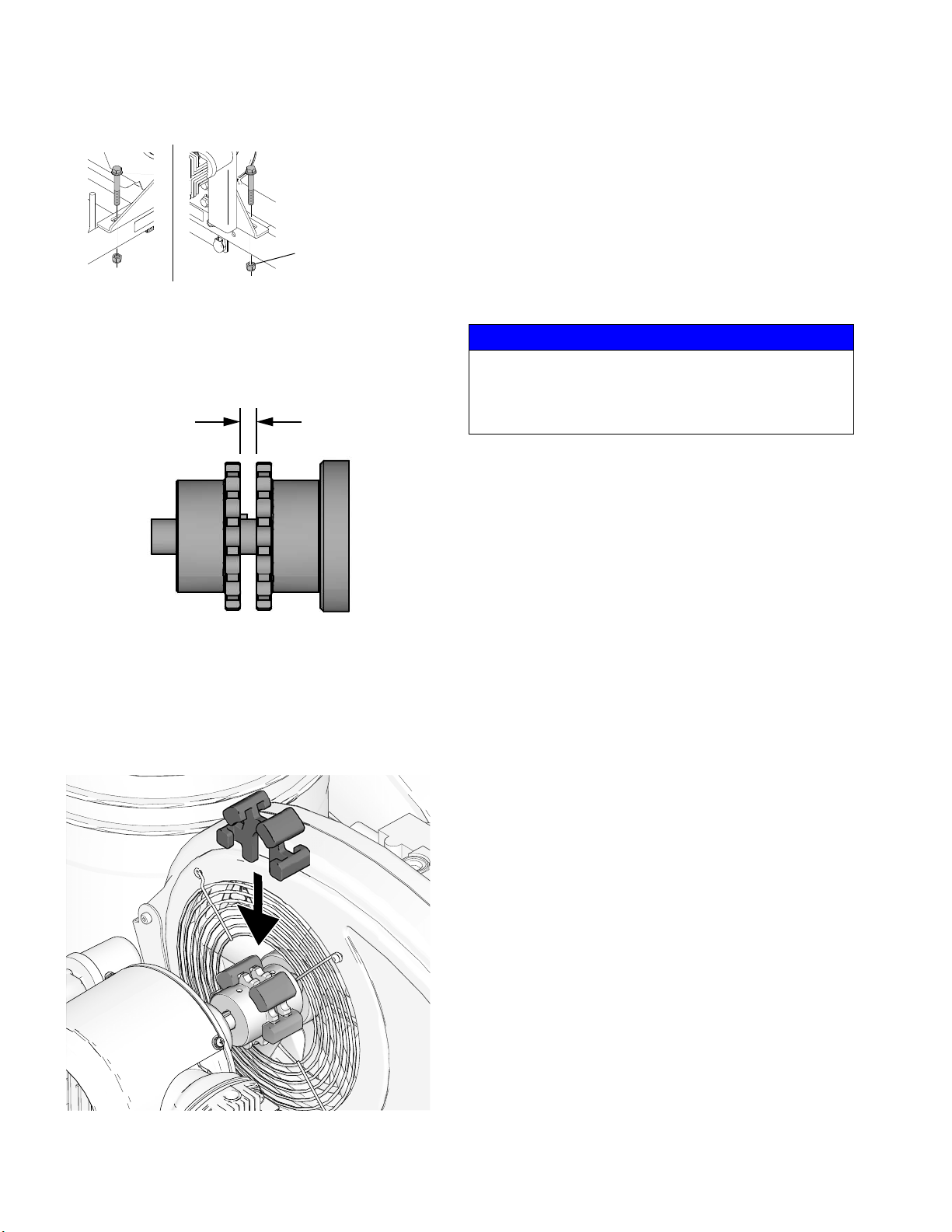
7. Place key (GG) in keyway opening. Tap into place
so that face of key sits recessed slightly from face of
hub.
8. Push chain coupler against the shoulder on the
mounting plate coupler.
12. Loosely install two screws (MM) and two locknuts
(NN) through bottom of frame mount but do not
tighten. Remove existing gun arm bracket to gain
access to nut (NN). NOTE: See “Compressor Alignment (200HS)” on page 8.
13. Assemble hopper basket (XX) and base with hardware as shown below. Use 9/16 in. wrench to snug
screws. Loosen all six screws 1/4 turn.
9. Use 1/8 in. Allen wrench to secure coupler set
screw. Torque to 58-62 in-lb (6.6-7.0 N•m).
10. Use hardware (shown below) to mount compressor
to compressor bracket (KK). Make certain that the
square of the carriage bolt heads are seated in the
compressor bracket slots.
11. Snug all four nuts down then back the nuts off 1/4
turn. Bracket KK should slide in the slots with some
effort.
332230F 7
Page 8
200HS Pressurized Bead System Kit 16R955
ti24337a
0.80 +/- 0.050
Maintain gap set at factory
ti24339a
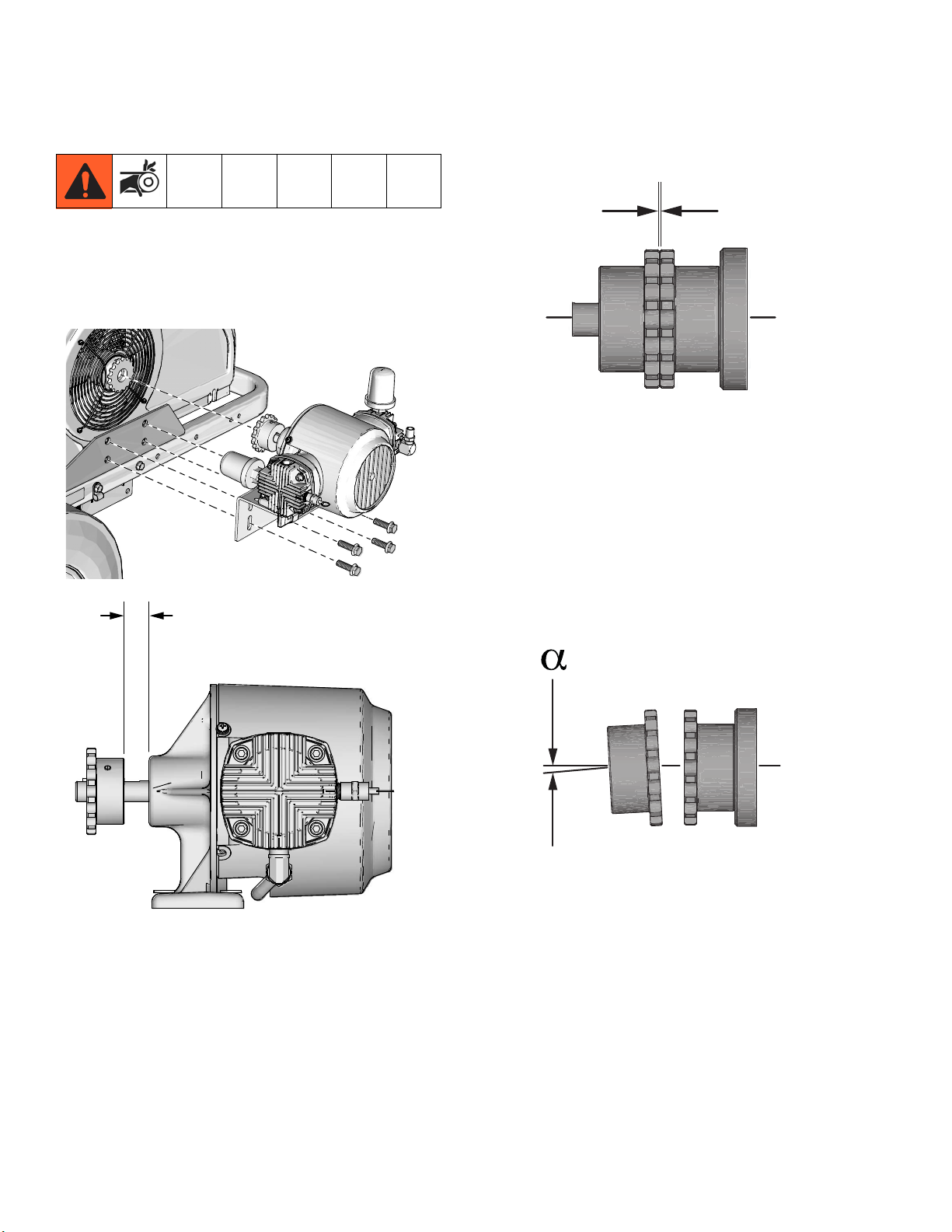
Compressor Alignment (200HS)
Install Compressor Assembly
1. Position compressor (RR) and bracket assembly
(SS) on frame. Install four screws (VV), snug all four
screws down then back the screws off 1/4 turn.
2. Move compressor and mounting bracket up to the
chain coupler on the mounting plate so that the two
sprockets contact each other.
ti24386a
3. Move compressor assembly up or down (vertical)
and left or right (horizontal) until the compressor is
aligned with the hydraulic pump.
Angular Adjustment
If the two sprocket faces are in full contact, the angular
adjustment is good. Go to “Vertical Adjustment” on page
9.
1. The allowable angular misalignment is 1°.
ti24387a
8 332230F
Page 9
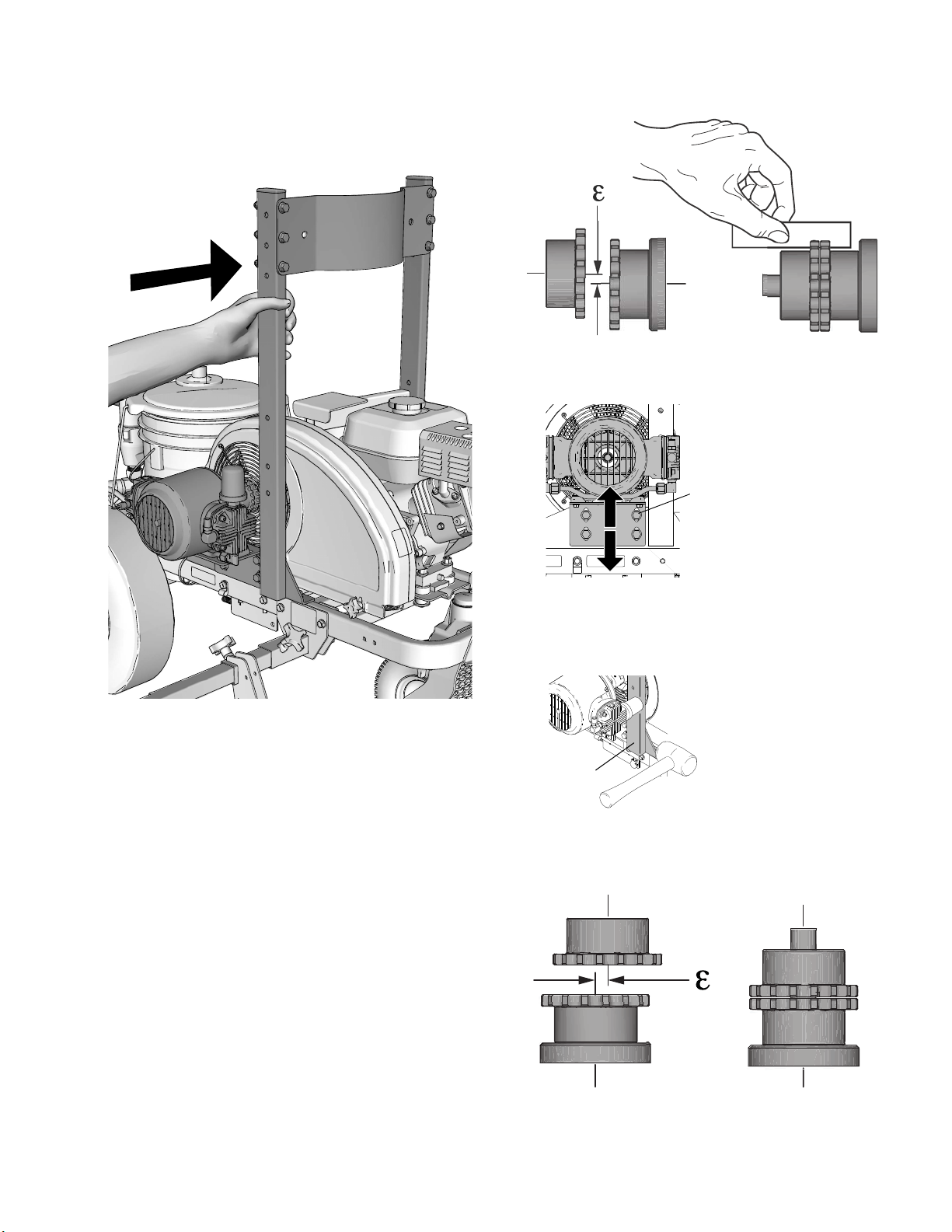
2. Adjustment can be made by pushing on the hopper
ti24491a
ti21417a
VV
ti21203a
LL
ti24388a
basket vertical supports.
200HS Pressurized Bead System Kit 16R955
ti24341a
2. Use 9/16 in. wrench to tighten compressor bracket
screws (VV).
3. After the sprocket faces make full contact, use 9/16
in. wrenches to tighten all six screws.
Vertical Adjustment
1. Place a straight edge at the bottom of corresponding teeth of the two sprockets and raise or lower the
compressor to adjust until the offset misalignment is
minimized (use a straightedge for accurate alignment). Repeat this at both the top and bottom of the
sprockets. The allowable offset misalignment is
0.005 to 0.010.
Horizontal Adjustment
1. Tap vertical frame mount with rubber mallet to the
left or right.
2. Adjust the horizontal misalignment until the sides of
the two hubs are even with each other and the
sprocket teeth are in alignment.
332230F 9
Page 10
200HS Pressurized Bead System Kit 16R955
ti21201a
NN
ti24342a
c
ti24389a
3. Use 9/16 in. wrench to tighten two nuts (NN) to hold
vertical frame mount to 200HS frame.
Coupler Spacing
1. Slide compressor assembly away from the mounting plate coupler leaving a (C) 9/32” (6.35mm)
space between the sprockets.
4. After tightening compressor to mounting bracket
nuts verify that the 9/32” space between the two
sprockets has not changed. Alignment tool
(17C504) should slide in and out of the gap between
the sprockets with little resistance.
5. If the spacing has changed repeat Compressor
Alignment (200HS) procedure.
6. Properly tighten all screws and nuts.
7. Wrap chain around both sprockets. Install connecting pin and spring clip.
NOTICE
Broken hydraulic pump or compressor shafts may
result, if not aligned properly. Always verify compressor alignment whenever a compressor is installed or
the belt is tightened or replaced.
8. Install coupler guard using three pan head screws
with flatwashers and lockwashers.
Chain Coupler Maintenance
Periodic chain coupler lubrication is necessary to ensure
proper operation of your striper regularly once a month.
2. Use spacer alignment tool (17C504) to set the
sprocket spacing. Slide tool between the sprockets.
The sprocket teeth of both sprockets should sit flush
in the inner pockets of the tool.
3. With alignment tool holding sprockets in alignment,
tighten four compressor to mounting bracket nuts.
1. Remove three pan head screws with flatwashers
and lockwashers from chain coupler guard.
2. Remove chain coupler guard.
3. Lubricate coupler chain with Justice Brothers heavy
duty chain lube or equivalent (NLGI grade 1 or 2
grease).
4. Install coupler guard using three pan head screws
with flatwashers and lockwashers.
10 332230F
Page 11

Complete Frame Assembly
ti21500a
ti21200a
MM
ti21194a
XX
ti20884a
ZZ
200HS Pressurized Bead System Kit 16R955
NOTE: If desired, rotate recoil 90° counter-clockwise.
1. Use 9/16 wrench to tighten bottom screws (MM) to
hardware shown.
2. Use 9/16 in. wrench to tighten hopper basket (XX)
and base bolts.
3. Install plastic end caps (ZZ) into frame. Use rubber
mallet to pound end caps into place.
332230F 11
Page 12

200HS Pressurized Bead System Kit 16R955
ti20704a
aa
ti21193a
ti21197a
bb
ti21191a
cc
ti21195a
dd
Bead Tank Mounting
1. Place bead tank on supporting base with outlet
fittings facing compressor.
NOTE: Position handle to best suit filling needs.
Loosen bolt (aa) to help swivel, then retighten.
2. Place clamping band around tank and secure with
mounting hardware shown below. Tighten until
there is no movement between clamp and bead
tank.
Air Tank Mounting
1. Install air tank to frame mount as shown below and
use 9/16 in. wrench to tighten two screws (bb).
2. Use 11/16 in. wrench to attach braided hose (cc)
from air tank to compressor.
3. Install 36 in. nylon air line (dd) from top of regulator
to swivel fitting on top of bead hopper. Cut air line to
desired length. Push air line into fitting until end
NOTE: The flats on the clamp are not intended to
touches bottom of fitting.
touch the hopper bracket when tightened.
12 332230F
Page 13

LL250 Pressurized Bead System Kit 16R962
ti20518a
B
A
ti20525a
D
C
E
ti20519a
Shroud
Shroud
F
ti20518a
B
ti20516a
G
ti24336a
LL250 Pressurized Bead System Kit 16R962
Assemble Compressor Mounting
and Drive Components
NOTE: Glass bead system and paint guns can be
mounted on either side of sprayer.
1. Turn off unit. Relieve pressure in paint striper and
remove hopper.
2. Locate belt shroud. Loosen four screws (A) and
remove shroud (B).
3. With belt guard off, install mounting plate coupler
(C) onto pulley (D) with two shoulder screws (E) and
serrated nuts. Position slot on back of pulley up and
move serrated nut with finger to accept shoulder
bolt threads. Tighten shoulder bolt by hand until the
teeth on the serrated nut catch the aluminum on the
fan. Torque shoulder bolt to 16 to 18 ft-lb (21 to 24
N•m) to secure mounting plate coupler.
5. Install belt shroud with new fan grill onto unit.
NOTE: You may need to flex shroud around
extended shaft on the fan pulley.
6. Place key (G) in keyway opening. Tap into place so
that face of key sits recessed slightly from face of
hub.
7. Push chain coupler against the shoulder on the
mounting plate coupler.
4. Use existing hardware to install new open-centered
fan grill (F). Make sure fan protrudes out, not into
the unit. Discard or store old close-centered fan grill.
8. Use 1/8 in. Allen wrench to secure coupler set
screw. Torque to 58-62 in-lb (6.6-7.0 N•m).
332230F 13
Page 14

LL250 Pressurized Bead System Kit 16R962
ti24480a
L
Inches
Centimeter
ti20511a
L
ti20512a
ti20509a
N
M
ti20507a
9. Use hardware (shown below) to mount compressor
to compressor bracket. Make certain that the square
of the carriage bolt heads are seated in the compressor bracket slots.
cross member of LL250 frame). NOTE: To ensure
flush sitting, scrape frame free of any raised debris
on frame surface.
13. Cut any existing tie wraps that interfere (they will be
replaced later with new tie straps).
10. Snug all four nuts down then back the nuts off 1/4
turn. Bracket KK should slide in the slots with some
effort.
11. Use rubber mallet or wood block to position frame
mount (L) flush to LL250 frame (this location will be
adjusted to help center the compressor with the
drive pulley).
12. Place right frame mount (L) onto LL250 frame in
location shown below (approximately 1 in. from
14. Loosely install two screws (M) and two locknuts (N)
through bottom of frame mount. NOTE: See alignment section then use 9/16 in. wrench to fully
tighten.
15. Secure hydraulic lines with zip ties.
14 332230F
Page 15

16. Assemble hopper bracket (X) and base (Y) with
ti24390a
hardware provided. Install carriage bolts with the
heads facing the paint tanks. Use 9/16 in. wrench to
tighten bolts. Loosen all eight nuts 1/4 turn.
2.674"
Compressor Alignment (LL250)
LL250 Pressurized Bead System Kit 16R962
1. Position compressor and bracket assembly on
frame. Align compressor coupler sprocket with
chain coupler installed on mounting plate coupler.
Install three screws, snug all three screws down
then back the screws off 1/4 turn.
ti24481a
0.80 +/- 0.050
Maintain gap set at factory
ti24339a
332230F 15
Page 16

LL250 Pressurized Bead System Kit 16R962
ti24478a
2. Move compressor and mounting bracket up to the
chain coupler on the mounting plate so that the two
sprockets contact each other.
ti24386a
3. Move compressor assembly up or down (vertical)
and left or right (horizontal) until the compressor is
aligned with the hydraulic pump.
Angular Adjustment
If the two sprocket faces are in full contact, the angular
adjustment is good. Go to “Vertical Adjustment” on page
17.
2. Adjustment can be made by pushing on the hopper
basket vertical supports.
1. The allowable angular misalignment is 1°.
ti24340a2
3. After the sprocket faces make full contact, use 9/16
in. wrenches to tighten all eight nuts.
16 332230F
Page 17

Vertical Adjustment
ti24341a
ti24482a
VV
ti20510a
ti24388a
ti20509a
N
ti24342a
c
1. Place a straight edge at the bottom of corresponding teeth of the two sprockets and raise or lower the
compressor to adjust until the offset misalignment is
minimized (use a straightedge for accurate alignment). Repeat this at both the top and bottom of the
sprockets. The allowable offset misalignment is
0.005 to 0.010.
LL250 Pressurized Bead System Kit 16R962
2. Adjust the horizontal misalignment until the sides of
the two hubs are even with each other and the
sprocket teeth are in alignment.
2. Use 9/16 in. wrench to tighten compressor bracket
screws (VV).
3. Use 9/16 in. wrench to tighten two nuts (N) to fully
clamp vertical frame mount to LL250 frame.
Coupler Spacing
1. Slide compressor assembly away from the mounting plate coupler leaving a (C) 9/32” (6.35mm)
space between the sprockets.
Horizontal Adjustment
1. Tap vertical frame mount with rubber mallet to the
left or right.
332230F 17
Page 18

LL250 Pressurized Bead System Kit 16R962
ti24389a
2. Use spacer alignment tool (17C504) to set the
sprocket spacing. Slide tool between the sprockets.
The sprocket teeth of both sprockets should sit flush
in the inner pockets of the tool.
3. With alignment tool holding sprockets in alignment,
tighten four compressor to mounting bracket nuts.
4. After tightening compressor to mounting bracket
nuts verify that the 9/32” space between the two
sprockets has not changed. Alignment tool
(17C504) should slide in and out of the gap between
the sprockets with little resistance.
5. If the spacing has changed repeat Compressor
Alignment (LL250) procedure.
6. Properly tighten all screws and nuts.
7. Wrap chain around both sprockets. Install connecting pin and spring clip.
NOTICE
Broken hydraulic pump or compressor shafts may
result, if not aligned properly. Always verify compressor alignment whenever a compressor is installed or
the belt is tightened or replaced.
8. Install coupler guard using three pan head screws
with flatwashers and lockwashers.
Chain Coupler Maintenance
Periodic chain coupler lubrication is necessary to ensure
proper operation of your striper regularly once a month.
1. Remove three pan head screws with flatwashers
and lockwashers from chain coupler guard.
2. Remove chain coupler guard.
3. Lubricate coupler chain with Justice Brothers heavy
duty chain lube or equivalent (NLGI grade 1 or 2
grease).
4. Install coupler guard using three pan head screws
with flatwashers and lockwashers.
18 332230F
Page 19

Complete Frame Assembly
ti20501a
W
Inches
Centimeter
ti20502a
ti20500a
M
ti24390a
Y
X
ti20884a
Z
LL250 Pressurized Bead System Kit 16R962
1. Position left frame mount (W) on LL250 frame.
Remove any zip ties in the way. Use a rubber mallet
to tap into place if needed.
2. Make sure left and right frame mounts are aligned.
The left leg should mirror the right leg location from
LL250 frame cross member.
4. Use 9/16 in. wrench to tighten hopper bracket (X)
and base (Y) nuts.
5. Install plastic end caps (Z) into frame. Use rubber
mallet to pound end caps into place.
3. Use 9/16 wrench to tighten bottom screws (M) to
hardware shown.
332230F 19
Page 20

LL250 Pressurized Bead System Kit 16R962
ti24483a
ti24485a
ti20704a
AA
Bead Tank Mounting
1. When only one bead tank is being installed, it
should be placed on the side of the frame furthest
from the compressor to best distribute weight.
there is no movement between clamp and bead
tank. NOTE: The flats on the clamp are not intended
to touch when hopper bracket is tightened.
NOTE: Position handle to best suit filling needs.
Loosen bolt (AA) to help swivel, then retighten.
2. Place bead tank on supporting base with outlet
fittings facing compressor.
3. Place clamping band around tank and secure with
mounting hardware shown below. Tighten until
20 332230F
Page 21

LL250 Pressurized Bead System Kit 16R962
BB
BB
CC
ti24487a
ti20493a
DD
Air Tank Mounting
1. Install air tank to frame mount as shown below and
use 9/16 in. wrench to tighten two screws (BB).
2. Use 11/16 in. wrench to attach braided hose (CC)
from air tank to compressor.
ti24486a
3. Install 36 in. nylon air line (DD) from top of regulator
to swivel fitting on top of bead hopper. Cut air hose
to desired length. Push air line into fitting until end
touches bottom of fitting.
332230F 21
Page 22

Operation
ti21074a
9
ti21081a
8
ti21073a
ti21082a
8
9
ti21079a
4
5
4
ti21083a
Operation
Charging Air Tank
1. Start engine and engage clutch. Compressor is now
engaged.
2. If compressor is not needed for a job, move compressor bypass switch (9) to horizontal ON position.
Compressor is now exhausting air into atmosphere.
3. Move compressor bypass switch (9) to vertical OFF
position to charge air pressure tank. Air tank will
continue to charge to 80 psi (5.5 bar, 55 MPa) then
cycle between 60-80 psi (4.1-5.5 bar, 41-55 MPa).
Setting Bead Hopper Pressure
The pressure regulator valve (5) controls pressure sent
from the air tank to the bead tank. The regulator is set
to 0 pressure from the factory.
1. Before charging bead tank, confirm that bead tank
lid is fully secured and beads have been loaded into
tank.
2. To increase pressure, pull knob on pressure regulator valve (5) out and turn counter-clockwise. Watch
bead tank gauge (4) pressure and continue turning
valve until desired pressure is met.
4. See bead tank gauge (4) to read air tank pressure.
Pressure from air tank is used to open bead valves
at bead gun.
3. See bead flow chart to find proper settings for your
application.
4. Various orifices can be used in gun to obtain
different flow rates in conjunction with bead tank
pressure. See Determining Bead Application
Pressure Table, page 24.
22 332230F
Page 23

Bead Timing With Gun
To air tank
Exhaust
To
bead gun
Y
X
ti21326a
Operation
1. Use air flow restrictor valves to help time the opening and closing of the bead guns to best match the
start and stop of paint lines.
2. Valve (X) is exhausting air and will control the timing
end of the bead application. Valve (Y) is sending air
to the gun and will control the timing of the start of
the bead application.
3. Turning the valve clockwise will delay gun opening/closing time. Turning the valve counter-clockwise will speed up gun opening/closing time.
NOTICE
Never store glass beads in tank between jobs. Begin the
day with moisture-free beads. Moisture will cause glass
beads to resist flow or solidify over time.
If moisture or condensation is present on tank interior,
leave lid open until dry. When operating without the bead
system, always leave the moisture drain valve open.
332230F 23
Page 24

Operation
Determining Bead Application Pressure
The table below lists bead delivery rates for 4 inch
(10 cm) lines with standard size highway beads.
• Wider lines use multiples of 4 in. to determine bead
delivery.
• Larger beads reduce flow rates, so a larger nozzle
and higher pressure may be required.
• Always verify flow rates with a stopwatch and a
scale for weight.
To determine application pressure, follow steps 1 - 4
below:
1. Determine speed the machine will travel when
applying line.
2. Identify what the required bead delivery rate is in job
specifications.
3. Under bead gun nozzle size, find nearest value
compared to Step 2.
4. Match pressure needed to Step 3. Set air regulator
to this pressure.
† EXAMPLE:
a. At 4 mph and 6 lb/gal with 0.234 nozzle set tank
pressure to 15 psi.
b. At 4 mph and 6 lb/gal with 0.281 nozzle set tank
pressure to psi.
c. For 8 in. width, multiply weight/min value
(7.1) x 2 and for 12 in. width x 3.
Step 1 Step 2 Step 3 Step 4
Speed
mph lb/min lb/min lb/min lb/min psi
23.6 4.7 4 5 5
35.3 7.1 6 † 7 10
4 † 7.1 9.5 † 7 915
58.9 11.9 9 11 20
6 10.7 14.2 11 14 25
7 12.4 16.6 13 16 30
814.2 19 16 19 35
Bead Delivery Requirement (4 in.) Nozzle Size
6 lb/gal 8 lb/gal 0.234 0.281
Pressure Needed
Step 1 Step 2 Step 3 Step 4
Speed
mph lb/min lb/min lb/min lb/min psi
23.6 4.7 4 5 5
35.3 7.1 6 † 7 10
4 † 7.1 9.5 † 7 915
58.9 11.9 9 11 20
6 10.7 14.2 11 14 25
7 12.4 16.6 13 16 30
814.2 19 16 19 35
24 332230F
Bead Delivery Requirement (10 cm) Nozzle Size
720 gram/liter 960 gram/liter 0.234 0.281
Pressure Needed
Page 25

Filling Bead Hopper
ti21074a
9
ti21075a
ti21081a
3
8
ti21077a
2
ti21076a
1
ti21080a
Operation
1. Move compressor bypass switch (9) to horizontal
position to disengage compressor or turn engine off.
2. Release pressure on bead tank to 0 psi (0 bar, 0
MPa). Turn pressure relief valve (8) to vertical position and watch bead tank pressure gauge (3) until
pressure reads 0 psi (0 bar, 0 MPa). Do not use
safety valve (3) to release pressure from bead tank.
4. Place funnel (1) into opening. Pour beads into hopper. Beads should not be filled to a height higher
than shown in figure below. Bead level can be
viewed through tank wall if light is present.
5. Secure lid over opening and tighten wing nut until lid
is level with hopper.
3. Loosen wing nut (2) until it reaches end of threads.
If any remaining pressure is in bead tank, it will be
released through seal while wing nut secures lid to
hopper. Confirm pressure is at 0 psi
(0 bar, 0 MPa) and open lid.
332230F 25
Page 26

Operation
ti20977a
ti20978b
ti21258a
ti21085c
0 to 8 in. Line Setup
For wider lines it may be necessary to mount bead gun
as shown below.
2 Tank 1 Gun Setup
Connect “Y” fitting as shown below to allow two tanks to
flow into one gun.
8 - 12 in. Line Setup
26 332230F
Page 27

Double Drop Setup
ti20564a
Use a “Y” fitting to create a dual bead gun setup for
double drop beads. Splice exit hose on bottom of air
switch and branch into both guns.
Operation
332230F 27
Page 28

Parts - Model 16R955
214a
209
208
232
215
213
224
218
207
205
203
204
211
210
235
234
206
229
219219
230
214
217
212
222
220
223
223
225227206 220
221
222
223
228
237
248
240
251
250
249
243
245
226
238
201
242
ti20720d
247
ti20720c
Parts - Model 16R955
28 332230F
Page 29

Parts List - 16R955
Parts - Model 16R955
Ref. Part Description Qty.
201 156971 FITTING, nipple, short 3
202 15K299 FITTING, tee, street, modification 1
203 126804 REGULATOR, unloader 1
204 16U375 REGULATOR 1
205 16U174 TANK, pressure 1
206 187357 ELBOW, street 2
207 113321 FITTING, elbow, tube 1
208 118486 FITTING, elbow, push 1
209 101970 PLUG, pipe, hdls 1
210 104655 GAUGE, press air 1
211 15B565 VALVE, ball 1
212 16T580 BAND, clamping, bead hopper 1
213 16T763 FRAME, bead hopper, left 1
214 126789 COMPRESSOR, piston air, 1.7 hp
(6 cfm)
214a 24V932 FAN, compressor 1
215 16T762 FRAME, bead hopper, right 1
216 101690 TOOL, Allen wrench 1
217 16T579 BRACKET, compressor, 130 and
200
218 24V582 TANK, bead 1
219 111194 SCREW, cap flang hd 2
220 111193 SCREW, cap flang hd 6
221 115087 PLUG, tubing 2
222 121488 SCREW, hex hd, flanged 9
Ref. Part Description Qty.
223 101566 NUT, lock 11
224 16T593 BRACKET, hopper 1
225 120757 SCREW, carriage 4
226 16T939 HOSE, coupled 1
227 110755 WASHER, plain 4
228 126833 SCREW, shoulder, socket head 2
229 116720 COUPLER, quick disconnect 1
230 16T736 COUPLER, mounting plate 1
232 16U273 HOSE, pneumatic 1
234 162453 FITTING, (1/4 npsm x 1/4 npt) 1
235 124762 GAUGE, pressure, air, bsp 1
237 112958 NUT, hex, flanged 2
238 102040 NUT, lock, hex 4
239 16T437 FUNNEL, bead tank 1
1
240 120376 KEY, square 0.188 1
241 16R963 KIT, accessory, bead gun 1
242 120087 SCREW, set, 1/4 x 1/2 4
243 16X197 GUARD, coupler, assembly 1
245 16U327 GRILL, fan guard, cap trimmed 1
1
247 16X252 COUPLING, keyway hub, flex,
L type
248 117632 KEY, square, 0.188 x 1.25 1
249 867489 SCREW, pan head 3
250 116876 WASHER, flat 3
251 100020 WASHER, lock 3
1
332230F 29
Page 30

Parts - Model 16R962
25
21
43
51
20
45
44
18
13
22
14
23
47
17
15
62
62
50
12
24
26
25
25
25
25
25
19
27
24
30
28
33
52
6
1
26
56
57
26
6
63
54
55
53
41
35
4
10
3
34
49
5
29
ti24488a
14a
40
42
Parts - Model 16R962
30 332230F
Page 31

Parts List - Model 16R962
Parts - Model 16R962
Ref. Part Description Qty.
1 156971 FITTING, nipple, short 3
2 15K299 FITTING, tee, street, modification 1
3 126804 REGULATOR, unloader 1
4 16U375 REGULATOR 1
5 16U174 TANK, pressure 1
6 187357 ELBOW, street 2
7 113321 FITTING, elbow, tube 1
8 118486 FITTING, elbow, push 1
9 101970 PLUG, pipe, hdls 1
10 104655 GAUGE, press air 1
11 15B565 VALVE, ball 1
12 16T580 BAND, clamping, bead hopper 1
13 16T698 FRAME, bead hopper, left, LL250 1
14 126789 COMPRESSOR, piston air, 1.7
hp(6 cfm)
14a 24V932 FAN, compressor 1
15 125626 SCREW, hex hd, flanged 10
16 16T437 FUNNEL, bead tank 1
17 16T596 BASE, hopper frame, LL250 1
18 16T697 FRAME, bead hopper, right, LL250 1
19 16X197 GUARD, coupler, assembly 1
20 16U327 GRILL, fan guard, cap trimmed 1
21 16T736 COUPLER, mounting plate 1
22 16T594 BRACKET, bead hopper, LL250 1
23 16T591 BRACKET, compressor, LL250 1
24 111193 SCREW, cap flang hd 4
25 101566 NUT, lock 15
26 111194 SCREW, cap flang hd 6
27 120757 SCREW, hex hd, flanged 4
28 102040 NUT, lock, hex 4
29 116720 COUPLER, quick disconnect 1
Ref. Part Description Qty.
30 110755 WASHER, plain 4
32 16U273 HOSE, pneumatic 1
33 115087 PLUG, tubing 2
34 162453 FITTING, (1/4 npsm x 1/4 npt) 1
35 124762 GAUGE, pressure, air, bsp 1
37 101690 TOOL, Allen wrench 1
39 16R963 KIT, accessory, bead gun 1
40 120376 KEY, square 0.188 2
41 260387 SCREW, pan hd, x recess 4
42 120087 SCREW, set, 1/4 x 1/2 4
43 126833 SCREW, shoulder, socket head 2
44 116969 NUT, lock 4
45 116876 WASHER, flat 4
47 16X252 COUPLING, keyway hub, flex, L
1
type
49 16T939 HOSE, coupled, 061120, 1.5 ft 1
50 24V582 TANK, bead 1
51 112958 NUT, hex, flanged 2
52 117632 KEY, square, 3/16 x 1.25 1
53 867489 SCREW, pan head 3
54 116876 WASHER, flat 3
55 100020 WASHER, lock 3
56 17A647 BRACKET, air tank, LL250 1
57 111192 SCREW, cap flange head 2
62 124258 BOLT, carriage 4
63 16C394 LABEL, pinch hazard ISO 1
Replacement warning labels may be ordered free of
charge.
1
332230F 31
Page 32

Graco Standard Warranty
Graco warrants all equipment referenced in this document which is manufactured by Graco and bearing its name to be free from defects in
material and workmanship on the date of sale to the original purchaser for use. With the exception of any special, extended, or limited warranty
published by Graco, Graco will, for a period of twelve months from the date of sale, repair or replace any part of the equipment determined by
Graco to be defective. This warranty applies only when the equipment is installed, operated and maintained in accordance with Graco’s written
recommendations.
This warranty does not cover, and Graco shall not be liable for general wear and tear, or any malfunction, damage or wear caused by faulty
installation, misapplication, abrasion, corrosion, inadequate or improper maintenance, negligence, accident, tampering, or substitution of
non-Graco component parts. Nor shall Graco be liable for malfunction, damage or wear caused by the incompatibility of Graco equipment with
structures, accessories, equipment or materials not supplied by Graco, or the improper design, manufacture, installation, operation or
maintenance of structures, accessories, equipment or materials not supplied by Graco.
This warranty is conditioned upon the prepaid return of the equipment claimed to be defective to an authorized Graco distributor for verification of
the claimed defect. If the claimed defect is verified, Graco will repair or replace free of charge any defective parts. The equipment will be returned
to the original purchaser transportation prepaid. If inspection of the equipment does not disclose any defect in material or workmanship, repairs
will be made at a reasonable charge, which charges may include the costs of parts, labor, and transportation.
THIS WARRANTY IS EXCLUSIVE, AND IS IN LIEU OF ANY OTHER WARRANTIES, EXPRESS OR IMPLIED, INCLUDING BUT NOT
LIMITED TO WARRANTY OF MERCHANTABILITY OR WARRANTY OF FITNESS FOR A PARTICULAR PURPOSE.
Graco’s sole obligation and buyer’s sole remedy for any breach of warranty shall be as set forth above. The buyer agrees that no other remedy
(including, but not limited to, incidental or consequential damages for lost profits, lost sales, injury to person or property, or any other incidental or
consequential loss) shall be available. Any action for breach of warranty must be brought within two (2) years of the date of sale.
GRACO MAKES NO WARRANTY, AND DISCLAIMS ALL IMPLIED WARRANTIES OF MERCHANTABILITY AND FITNESS FOR A
PARTICULAR PURPOSE, IN CONNECTION WITH ACCESSORIES, EQUIPMENT, MATERIALS OR COMPONENTS SOLD BUT NOT
MANUFACTURED BY GRACO. These items sold, but not manufactured by Graco (such as electric motors, switches, hose, etc.), are subject to
the warranty, if any, of their manufacturer. Graco will provide purchaser with reasonable assistance in making any claim for breach of these
warranties.
In no event will Graco be liable for indirect, incidental, special or consequential damages resulting from Graco supplying equipment hereunder, or
the furnishing, performance, or use of any products or other goods sold hereto, whether due to a breach of contract, breach of warranty, the
negligence of Graco, or otherwise.
FOR GRACO CANADA CUSTOMERS
The Parties acknowledge that they have required that the present document, as well as all documents, notices and legal proceedings entered into,
given or instituted pursuant hereto or relating directly or indirectly hereto, be drawn up in English. Les parties reconnaissent avoir convenu que la
rédaction du présente document sera en Anglais, ainsi que tous documents, avis et procédures judiciaires exécutés, donnés ou intentés, à la suite
de ou en rapport, directement ou indirectement, avec les procédures concernées.
Graco Information
For the latest information about Graco products, visit www.graco.com.
For patent information, see www.graco.com/patents.
TO PLACE AN ORDER, contact your Graco distributor or call 1-800-690-2894 to identify the nearest distributor.
All written and visual data contained in this document reflects the latest product information available at the time of publication.
GRACO INC. AND SUBSIDIARIES • P.O. BOX 1441 • MINNEAPOLIS MN 55440-1441 • USA
Copyright 2013, Graco Inc. All Graco manufacturing locations are registered to ISO 9001.
Graco reserves the right to make changes at any time without notice.
This manual contains English. MM 332230
Graco Headquarters: Minneapolis
International Offices: Belgium, China, Japan, Korea
www.graco.com
Revision F September 2014
 Loading...
Loading...