

GORBEL Tarca System Installation, Operation & Maintenance Manual
®
Installation, Operation,
& Maintenance Manual
IMPORTANT!
DO NOT DESTROY
Issued: 06/2010
Revised: 03/2019
Totally Free Standing
Tarca® System
Gorbel® Customer Order No. / Serial No.
Gorbel® Dealer
Date
Month
Year

This page intentionally left blank.

TABLE OF CONTENTS
Introduction ............................................................................................................ 1
Installation
Step 1 - Pre-assembly ..........................................................................................................2
Step 2 - Column Weldment Installation ................................................................................3
Step 3 - Header Weldment Installation ................................................................................4
Step 4 - Runway Installation ............................................................................................. 5-8
Step 5 - Runway and Bridge End Stop Installation .......................................................... 8-9
Step 6 - Bridge and End Truck Installation .................................................................... 9-11
Step 7 - Carrier Installation ........................................................................................... 11-12
Step 8 - C-Track Festooning Installation (Optional) ..................................................... 13-15
Step 9 - Enclosure Mounting Detail (Pre-Assembled) ........................................................15
Step 10 - Bridge Girder Conduit Installation .........................................................................16
Step 11 - Motor Wiring .........................................................................................................17
Step 12 - Runway Conductor Bar Installation (Safe-Lec) .............................................. 18-19
Step 13 - Runway Conductor Bar Installation (SAFPOWRBAR®) ................................ 20-27
Step 14 - Sway Brace Installation (Optional) .......................................................................28
Step 15 - Final Steps ............................................................................................................29
Crane Operator Instructions .................................................................................30
General Safety Suggestions.................................................................................30
Limited Warranty ..................................................................................................31
Periodic Inspection and Lubrication Recommendations ................................. 33-36
Questions? Concerns? Comments? Please call (800) 821-0086 (US and Canada) or
(585) 924-6262 (outside US).
9/18 Rev. F

This page intentionally left blank.

INTRODUCTION
Thank you for choosing Gorbel® Tarca® Systems to solve your material handling needs. The innovative design and
heavy-duty construction of the Gorbel® Tarca® Systems will provide a superior quality product that will offer years
of long term value. The hoist weight allowance is 15% of the crane’s capacity (for example, a crane rated for 6000
pounds allows for a 6000-pound live load plus 900 pounds for the weight of the hoist). There is also an allowance
of 15% of the crane capacity for impact caused by hoist use. Gorbel® Tarca® Systems will provide many years of
dependable service by following the installation and maintenance procedures described herein.
Dimensions contained in this installation manual are for reference only and may differ for your particular
application. Please refer to the enclosed General Arrangement Drawing for actual dimensions.
Normal safety precautions prior to load testing: These include, but are not limited to:
• Checking for obstructions in crane travel.
• Checking that all bolts and threaded rods are tight and have lockwashers.
• Making sure that endstops are in place and functional (i.e. stopping rolling equipment from exiting rail).
• Making sure that festooning cannot be snagged or pinched, whether it is electric or pneumatic.
• For additional safety precautions, see page 30.
WARNING
Please read entire manual prior to starting installation.
WARNING
Gorbel Inc. assumes no responsibility for adequacy or integrity of the mounting surfaces or the structure that the
crane may be mounted to. Gorbel Inc. will not be liable for any loss, injury or damage to persons or property, nor
for damages of any kind, resulting from the failure or defective operation of any materials not supplied directly by
Gorbel Inc. Bracing systems, if used, must be approved by a local professional engineer.
WARNING
A minimum of a 6”-thick reinforced concrete floor is required. Gorbel, Inc., assumes no responsibility for adequacy or integrity of the mounting surface. Support assemblies are designed to AISC (American Institute of Steel
Construction) specifications. See pages 33-36 for maintenance schedule.
WARNING
Equipment described herein is not designed for, and should not be used for, lifting, supporting or transporting
humans. Failure to comply with any one of the limitations noted herein can result in serious bodily injury and/or
property damage. Check State and Local regulations for any additional requirements.
WARNING
Crane cannot be utilized as a ground: A separate ground conductor is required. For example, systems with 3 phase
power require three conductors plus one ground conductor.
WARNING
Reference the American Institute of Steel Construction (AISC) Manual of Steel Construction Specification
for Structural Joints using ASTM A325 or A490 Bolts, Installation, Pretensioned Joints, Calibrated Wrench
Pretensioning for the proper procedures to follow when using any torque tightening method.
9/18 Rev. F
1
INSTALLATION
TIP: Packing list can be found in envelope attached to hardware box: General Arrangement
Drawing can be found inserted in this installation manual.
TIP: Recommended guidelines to help you determine anchor bolt size are supplied below
(anchor bolts are not included).
STEP 1 - PRE-ASSEMBLY
1.1 Check packing list to make sure correct quantity of parts is included.
1.2 Tools and materials (by others) typically needed to assemble crane are as follows:
• Mallet • Torque wrench
• Chalk line • Tape measure
• Hand tools • Ladders/man lifts
• Grout • Clamps (large C)
• Spud wrench • Leveling tools (transit, laser level, water level, etc.)
• Shop brush • Lifting device to lift heavy runways, bridges, headers
• Steel shims • Welder (if splices are welded)
• Large square • 3/4” anchor bolts (by others, see 1.3 for guidelines in
determining length)
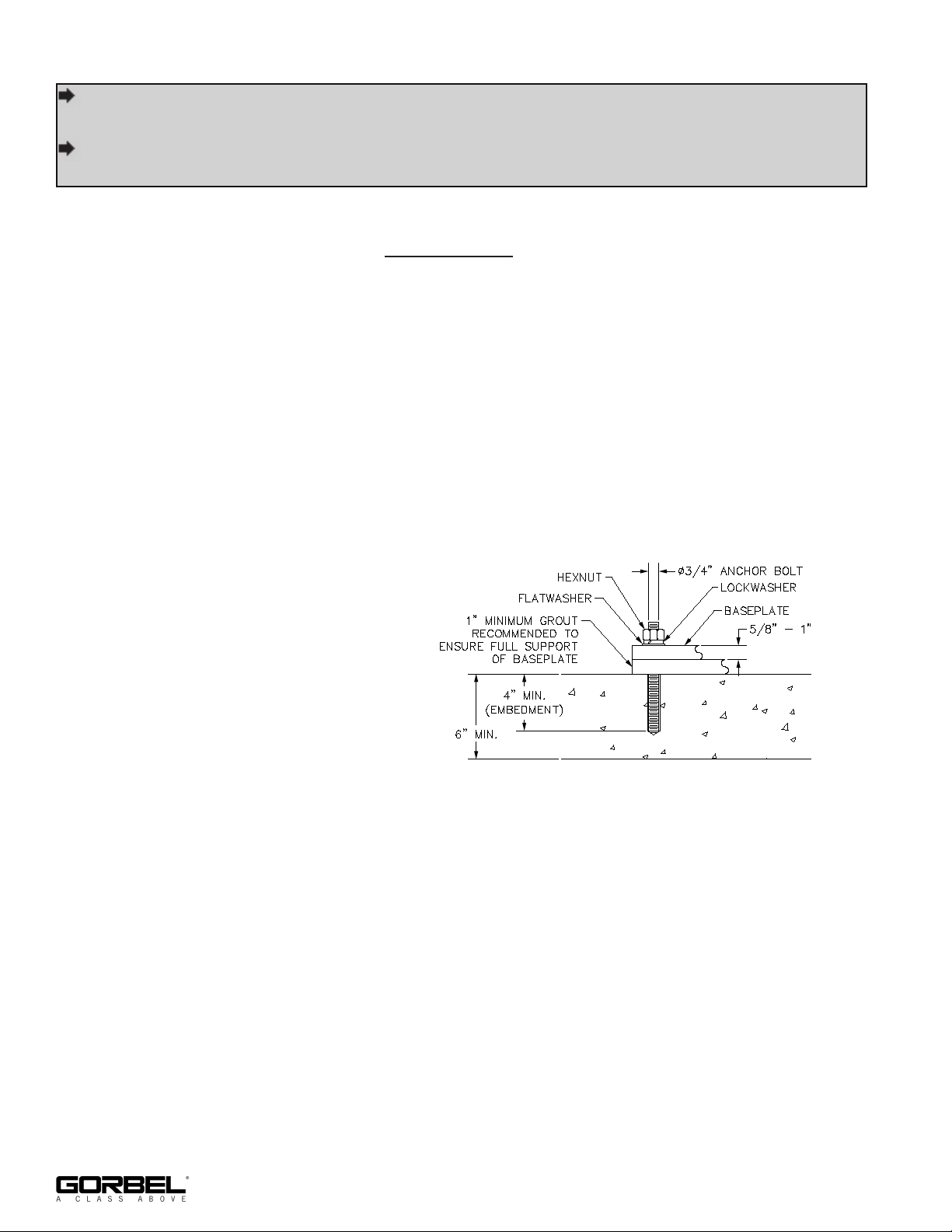
1.3 Recommended guidelines for determining bolt size and type:
Anchor bolts must:
• be 3/4” in diameter.
• be grade 5 or better.
• be embedded at least 4” into
floor, not to exceed 3/4 of floor
depth (diagram 1A).
• have minimum of two threads
Diagram 1A. Typical anchor bolt embedment.
above nut.
Note: A minimum 6”-thick reinforced concrete floor is required.
Note: Free Standing Patented Track Bridge Crane foundation requirements are based on
a minimum soil pressure of 2500# per square foot. Concrete should be a minimum of
3000# per square inch of compressive concrete. Columns should be centered on a two
foot by two foot square area that is free from cracks, seams and walls.
Note: Grout is required to ensure the base plate has full contact support to the floor/
footing. Shimming/leveling nuts under the base plate are acceptable methods that would
aid leveling of the columns prior to setting the columns on the grout bed (shimming/
leveling nuts by others). Grout must be a non-shrink, high compressive machinery type
grout.
Note: Chemical (epoxy) anchor bolts are recommended. Chemical anchors to withstand a
minimum of 4880# of pull our force.
2
9/18 Rev. F
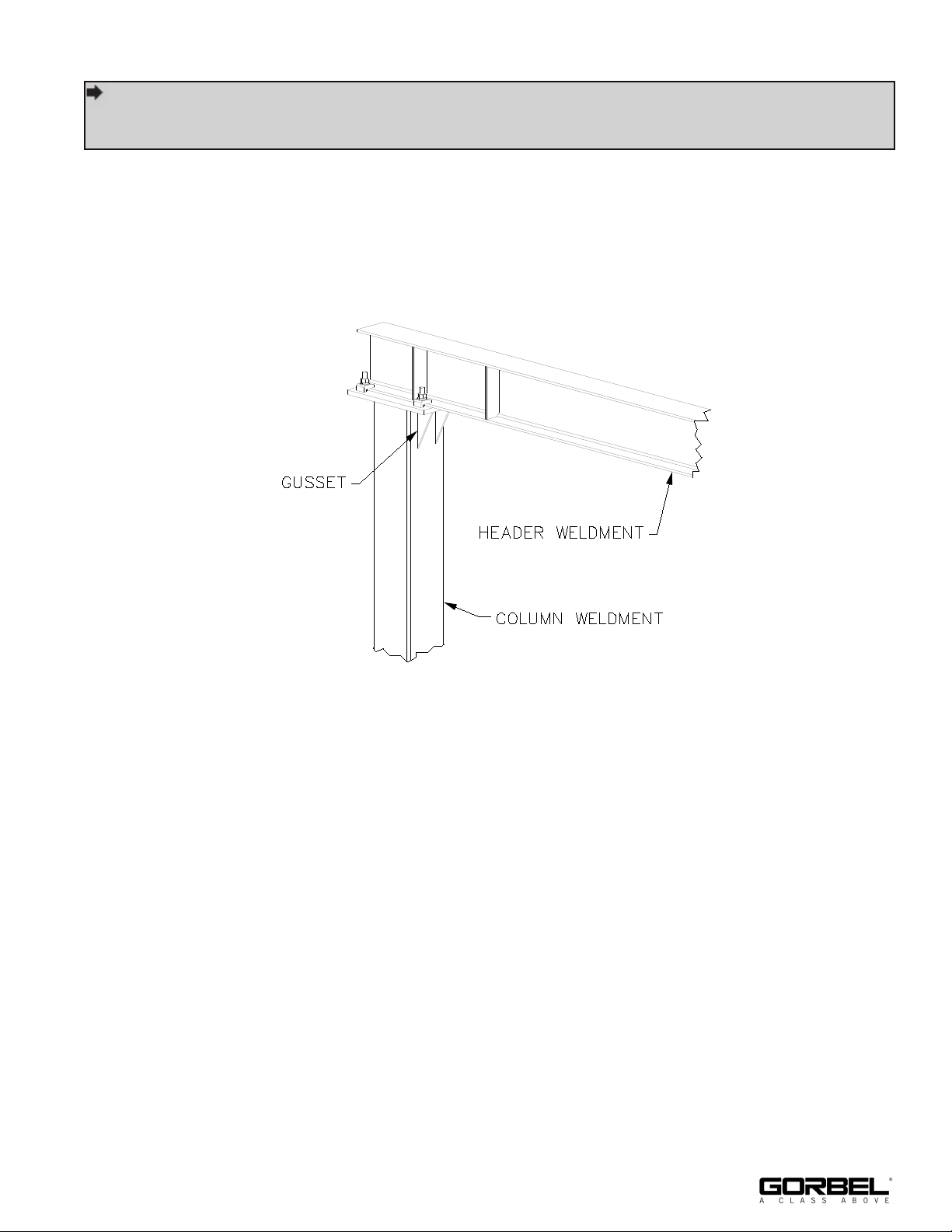
STEP 2 - COLUMN WELDMENT INSTALLATION
TIP: Be sure that column cap plate (top of column) is oriented in direction of header
weldment. Column gussets must face inward towards bridge and runway as
shown.
2.1 Lay out and mark on floor exact position of column weldments prior to proceeding with
installation (refer to enclosed General Arrangement Drawing for recommended
dimensions and column weldment location).
2.2 Position first column weldment in place. Orient column cap plate (top of column) as shown
in diagram 2A.
Diagram 2A. Orienting column top plate.
2.3 While supporting column weldment, drill holes in concrete floor using pre-drilled holes in
column weldment base as a guide (use drill bit size recommended by anchor bolt
manufacturer). Vacuum or brush away cement dust.
2.4 Install anchor bolts (not included) and hardware according to manufacturer’s installation
directions and requirements.
2.5 Check to see if column weldment is plumb. If column weldment is not plumb, loosen
anchor bolt nuts and place steel shims (if required, not included) then grout (not included)
under base of column weldment until plumb. After column weldment is plumb, tighten all
nuts (see diagram 1A, page 2).
2.6 Install remaining column weldments (repeat Step 2.2 through 2.5).
9/18 Rev. F
3
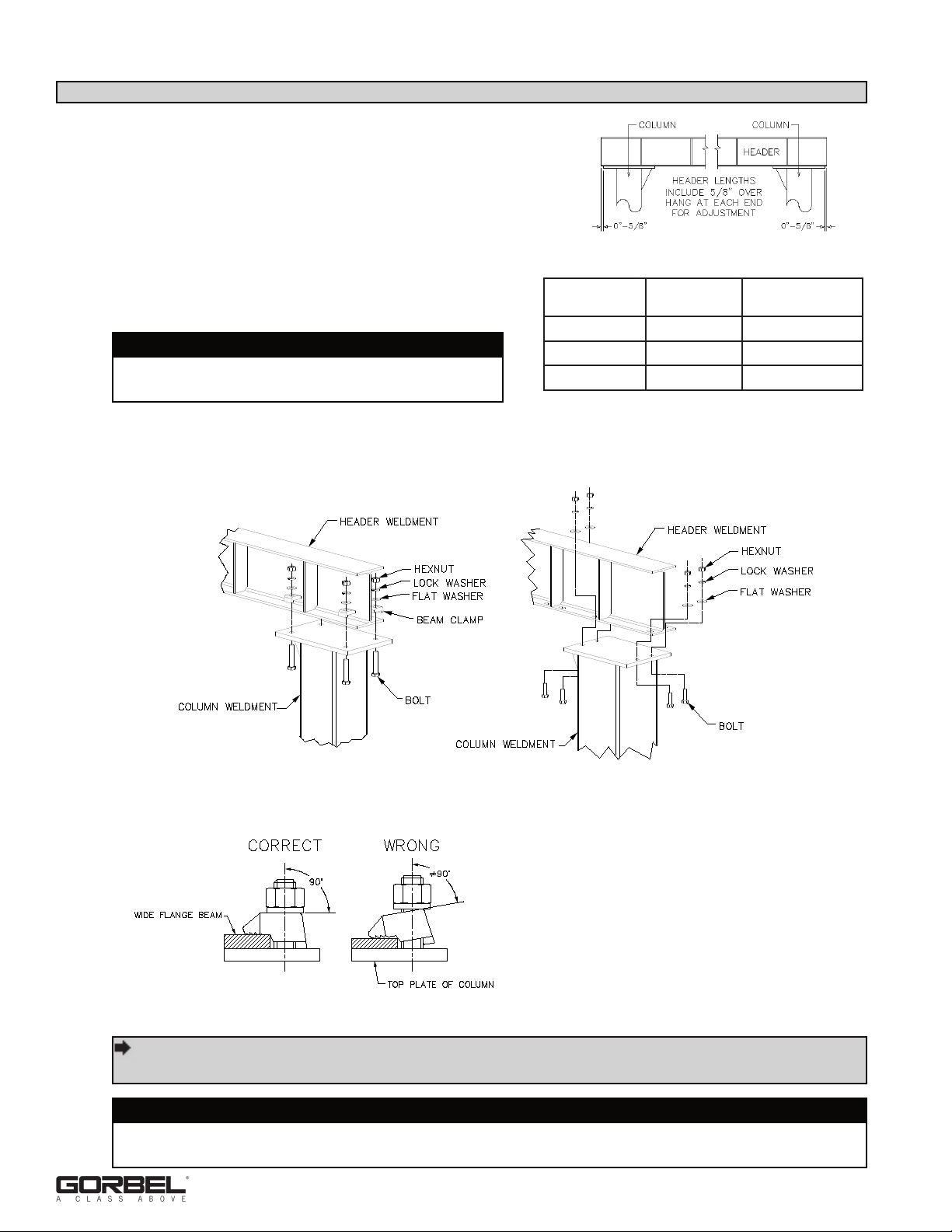
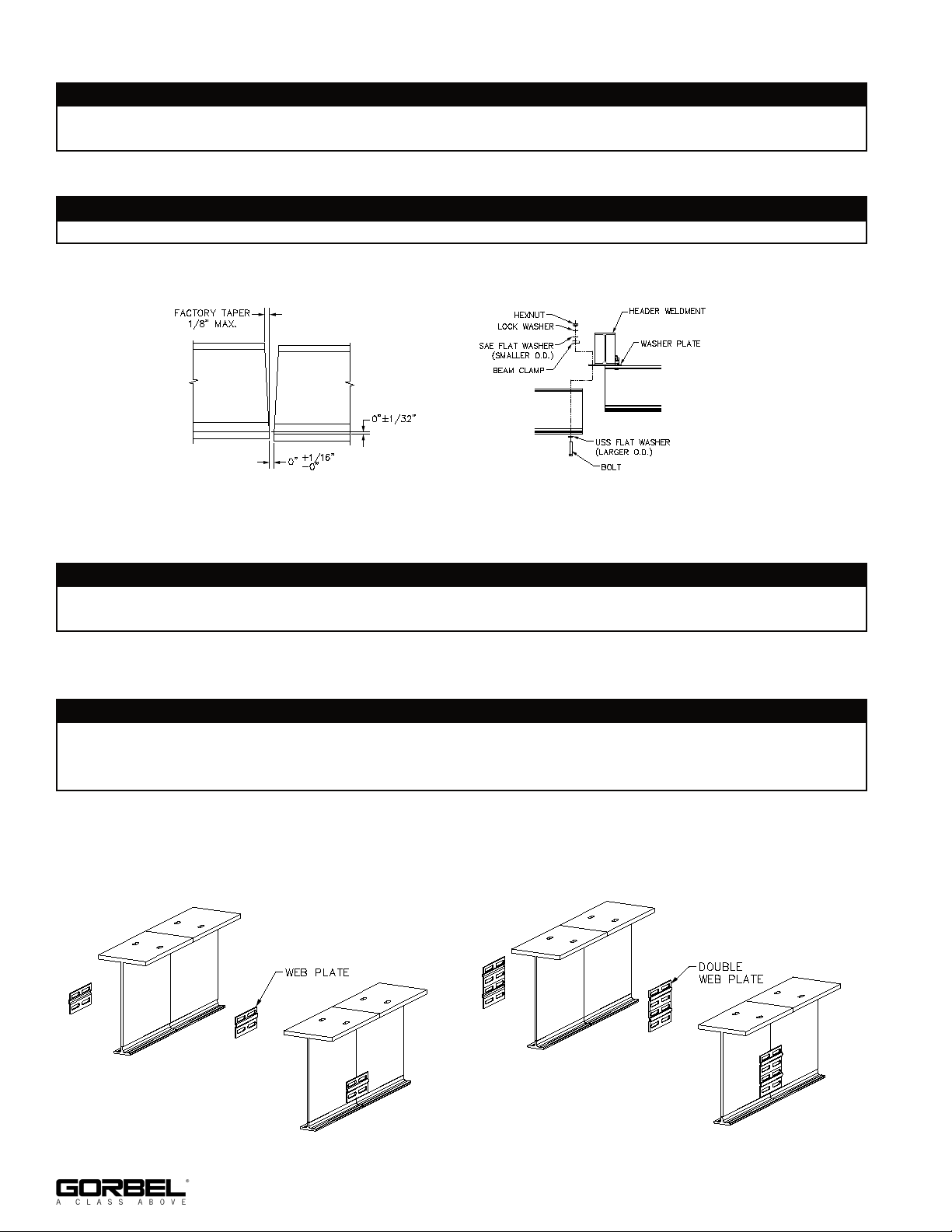
STEP 3 - HEADER WELDMENT INSTALLATION
3.1 Lift and position header weldment onto two secured
column weldments (refer to enclosed General
Arrangement Drawing for recommended dimensions
and header weldment location). Using beam clamps
(depending on design) and hardware provided, attach
header weldment to column weldment.
Diagram 3A. Header length.
3.2 Tighten hardware. Refer to chart 3A for proper
torque.
WARNING
There must be a minimum of two threads
showing at the end of the bolt.
3.3 Install remaining header weldments (repeat Steps
3.1 through 3.2).
BEAM
CLAMP SIZE
5/8” 109 ft.-lbs. 12.3 kips
3/4” 210 ft.-lbs. 19.8 kips
1” 355 ft.-lbs. 25 kips
Chart 3A. Beam Clamp Torque Chart.
TORQUE
MINIMUM BOLT
PRETENSION
Beam Clamp Connection
Diagram 3B. Installing header weldments.
Diagram 3C. Beam Clamp Installation.
Direct Bolt Connection
TIP: 10” tall, wide flange headers with 5/8” hardware require a shim (supplied) to
obtain the correct beam clamp tail length to match the header flange thickness.
WARNING
If shimming column, shim must be located between floor and baseplate. Shims must not
be located at top of column.
4
9/18 Rev. F

STEP 4 - RUNWAY INSTALLATION
Runways to Header Weldment Connections
4.1 Suspend runway section under installed support structure (refer to enclosed General
Arrangement Drawing for recommended dimensions and runway location).
TIP: Runway to be centered under gussets (diagram 4A).
4.2 Using beam clamps (depending on design) and hardware provided, attach runway section
to header weldment, as shown in diagram 4A. See chart 3A, page 4, for torque charts.
WARNING
If shimming runway, shim must be located between washer plate and top of runway.
Beam Clamp Connection
Diagram 4A. Attaching runway to header weldment.
Direct Bolt Connection
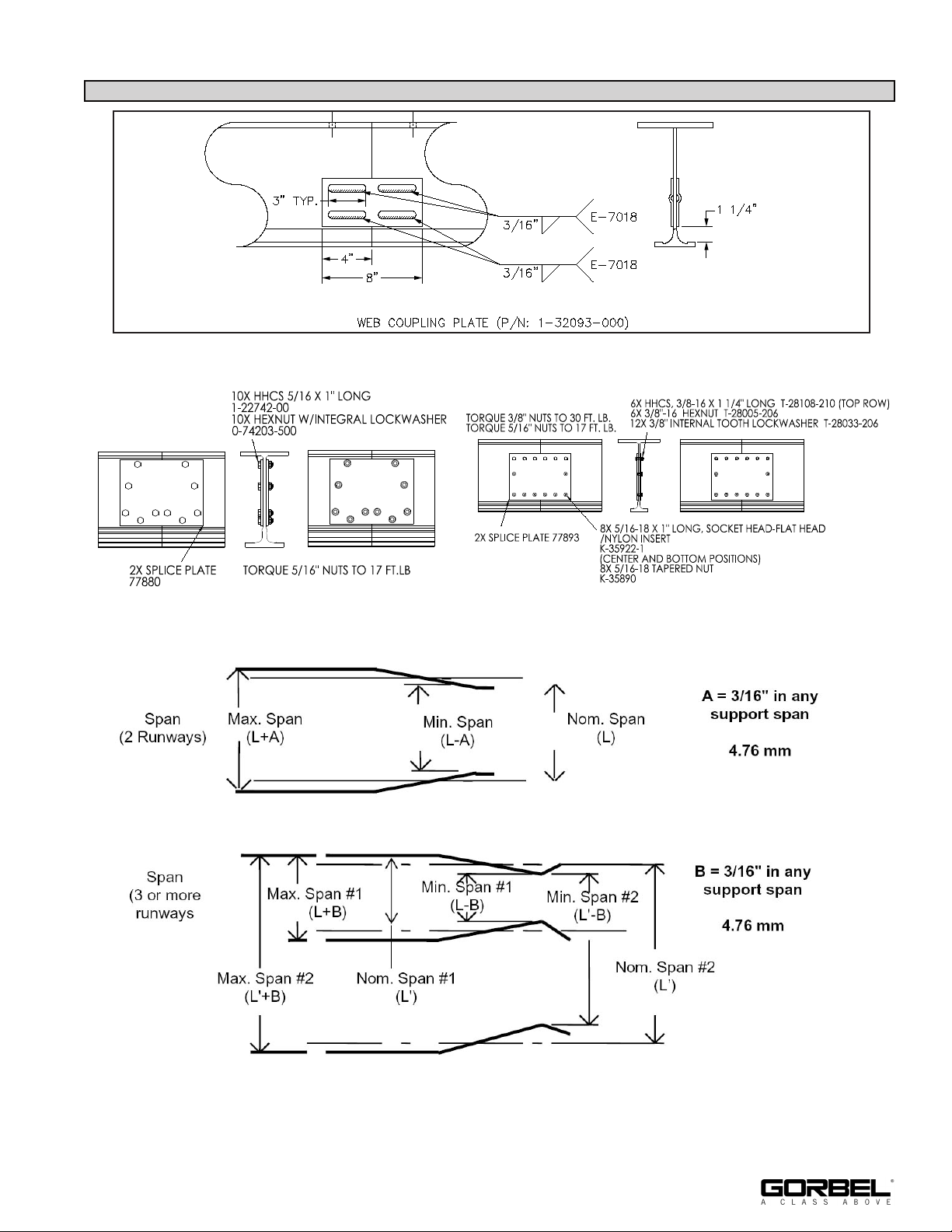
4.3 Check to make sure that runway is level
(within +/-1/4”) and parallel to opposite
runway (within +/-3/16”) over any span.
WARNING
Do not deviate from the bridge “span”
dimension shown on the General
Arrangement drawing. Bridge “span” is
the distance (+/- 3/16”) between runways
(centerline to centerline).
4.4 Tighten hardware (chart 3A, page 4), for
Diagram 4B. Track Perpendicularity.
proper torque rating.
WARNING
There must be a minimum of two threads showing at the end of the bolt.
4.5 If you DO NOT have additional runways to install, proceed to Step 5.1, on page 8;
otherwise proceed to Step 4.6 on page 6.
9/18 Rev. F
5
Splice Joint Instructions
WARNING
Reference the General Arrangement Drawing for splice locations. It will be necessary to install
adjacent runways at the same time.
4.6 Bring the ends of the track sections together as close as possible (diagram 4C).
WARNING
If shimming runway, shim must be located between washer plate and top of runway.
4.7 Align holes in washer plate with the slots in the top flange of the rail. Tighten beam clamp
hardware. This will help align the top flange portion of track sections (diagram 4D).
Diagram 4C. Rail Alignment.
Diagram 4D. Attaching header to top flange.
4.8 Place web splice plate(s) on each side of web section. Align plate as shown (diagrams
4E and 4F for welded splice or diagrams 4H and 4J for bolted splice).
WARNING
Track sections and web plate need to be carefully aligned before field welding of plates to
allow smooth transition between sections.
4.9 Web splice plates to be welded in accordance with American Welding Society (AWS)
specification D1.1 using E70xx electrodes (diagram 4G).
WARNING
If welding of lower track is desired (not required), different electrodes are required for mild steel
vs. hardened steel. E7018 is used for mild steel only (web and top flange). E11018 must be
used for hard steel and may also be used for mild steel.
4.10 Check to see that the transition from one track to the other is smooth: no raised areas to
inhibit carrier or end truck operation (diagram 4C).
4.11 For additional runways repeat Steps 4.6 through 4.10.
Diagram 4E. Welded splice (4200-4600 Tarca® beam).
Diagram 4F. Welded splice (5000 & Larger Tarca® beam).
6
9/18 Rev. F
STEP 4 - RUNWAY INSTALLATION (CONTINUED)
Diagram 4G. Splicing Runways together.
Diagram 4H. Bolted splice (4200 - 4600 Tarca® beam).
Diagram 4J. Bolted splice (5000 and larger Tarca® beam).
9/18 Rev. F
Diagram 4K. Runway alignment tolerance.
7
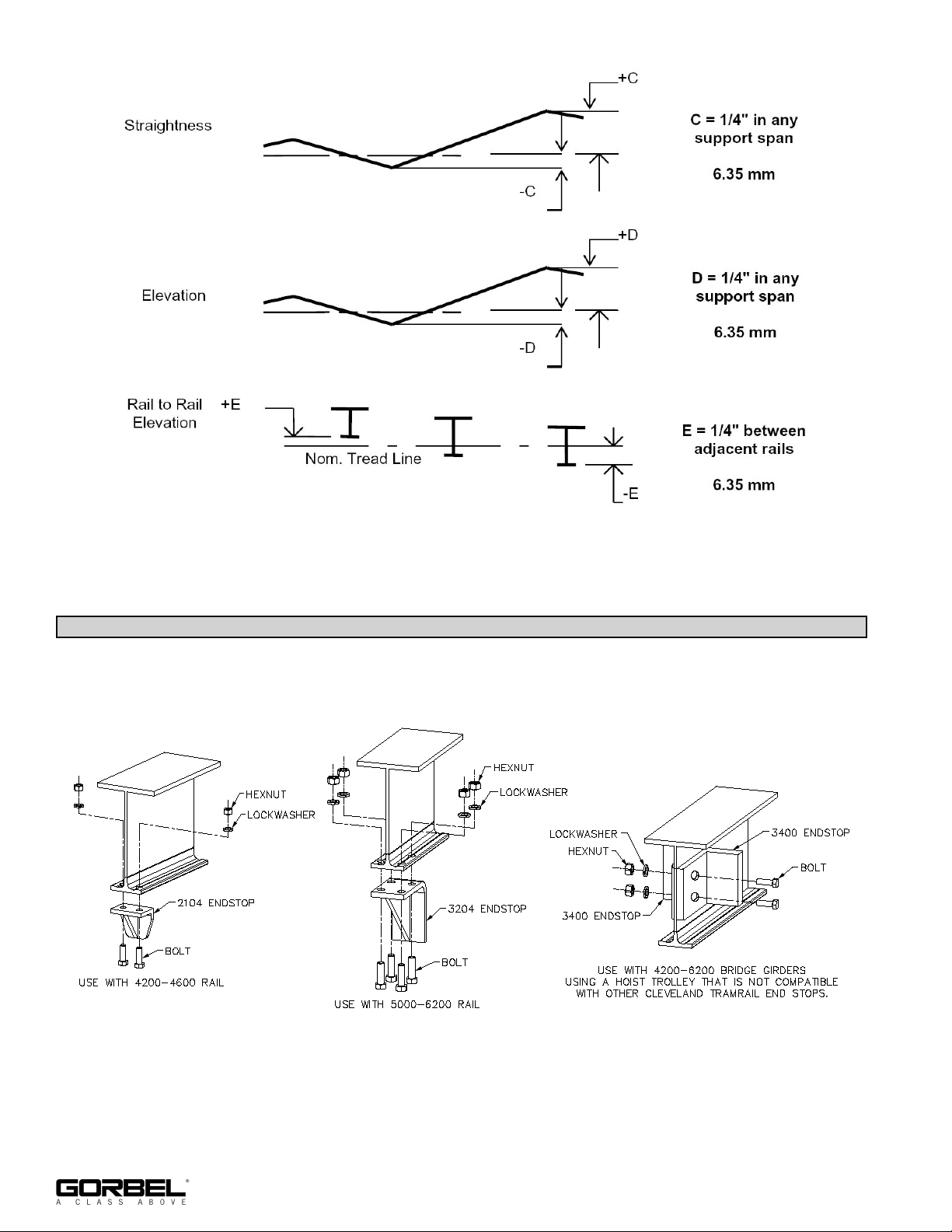
Diagram 4K (Continued). Runway alignment tolerance.
STEP 5 - RUNWAY AND BRIDGE END STOP INSTALLATION
5.1 End stops are required and must be installed at the ends of the carrier or trolley travel and
at the end of crane travel on runways (diagram 5A).
Diagram 5A. End stop.
8
9/18 Rev. F
 Loading...
Loading...