

Page 1
GE Water & Process Technologies
RCC
®
Thermal Products
3006 Northup Way #200
Bellevue, WA 98004
Phone: 425-828-2400
Fax: 425-828-0526
www.ge.com/water
Copyright © 2009 General Electric Company. All rights reserved.
GEA17904 (10/2009)
GE Water & Process Technologies
Zero Liquid Discharge
Eliminate Liquid Discharge,
Recover Valuable Process Water
Page 2
Brine Concentrator
GE brine concentrators recover up to 95% of industrial wastewater
as high purity distillate. This can be used for boiler makeup, NOx
control, cooling tower makeup and process use. The remaining
five percent is a slurry concentrate that may be sent to a small
solar pond, reduced to dry solids in a crystallizer or spray dryer,
or used for ash wetting.
Brine Concentrators Can Recycle:
• Cooling tower blowdown
• Oil and gas field
produced water
• Demineralizer waste
• Reverse osmosis reject
• Electrodialysis reject
• FGD wastewaters
• Boiler blowdown
• Softener waste
• Plant drains
• Salty effluents
• Mine drainage
• Landfill leachate
Benefits:
• Corrosion resistant titanium—High grade construction
materials mean GE brine concentrators will last for decades
and provide reliable operation.
• Scale control—Proprietary seeded slurry technology controls
scale, often limiting cleanings to only once per year.
• Patented brine distributors—Individual tube distributors
ensure a smooth flow of brine, avoiding scale formation.
• Variable waste flows—GE’s largest single brine concentrator
treats 1,200 gpm, while small units treat as little as 10 gpm.
• Energy-efficient operation—In the vapor compression
configuration, the brine concentrator uses 21 to 37 BTU
per pound of waste feed. This converts to 50 to 90 kWh per
1,000 gallons of feed, which is 25 to 50 times more efficient
than conventional single-effect, steam-driven evaporators
• Ability to run on electricity or steam—Typical operation
is by mechanical vapor compression, but brine concentrators
may also run on steam in a multiple-effect configuration.
• Fully automated operation—Maintain precise system control
while minimizing operator interaction
Crystallizer
Meeting stringent zero-liquid-discharge requirements also
requires a crystallizer, to reduce brine concentrate to a dry solid.
Recovered water can be recycled back to plant processes, while
an easy-to-handle dry solid can be safely disposed of in an
approved landfill.
• Ease of use—With simple color graphic controls and an
automatic wash system, GE’s crystallizers are easy to operate.
• Ease of installation—Skid-mounted, fully packaged systems
with all auxiliary equipment and controls.
• Valuable product recovery—Systems can be designed to
recover specific salts from a waste stream.
• Expertise in zero liquid discharge—GE has more than
35 years of experience developing and implementing thermal
technologies to solve zero liquid discharge challenges for
customers worldwide.
Complying with stringent wastewater treatment regulations
and reducing water usage are critical considerations in industry
today. Numerous environmental regulations, rigorous permitting
processes, and lack of water availability, among other factors,
are driving many industrial facilities to implement zero liquid
discharge (ZLD) systems as a solution.
GE’s ZLD systems eliminate liquid waste streams from your plant
and produce high purity water for reuse. In many cases, your
plant’s water consumption can be reduced by up to 90 percent—
saving money and helping to protect the environment. You may
even be able to capture valuable by-products and sell them to
offset your costs.
With more than 35 years of experience in the design, delivery,
commissioning and service of ZLD systems, GE provides a
comprehensive portfolio of technologies for ZLD applications,
including brine concentrators, evaporators, and crystallizers.
Proven performers and
highly reliable, GE ZLD
systems offer 95%
availability and are up to
30 percent more energy
efficient than conventional
designs. These technologies
can often be combined
with other GE equipment,
such as ultrafiltration (UF),
reverse osmosis (RO),
electrodeionization (EDI)
and ion exchange to provide the optimal solution. Our specialists
can tailor a system to fit your wastewater characteristics, flow
rates, and end-product requirements.
As the pioneer of thermal ZLD systems, GE is continually developing
new thermal solutions that respond to changing market needs. Our
extensive global experience can help you tackle the challenges of
stringent discharge regulations, process optimization and effective
water and wastewater management. GE ZLD systems can help
simplify the permitting process, thereby accelerating your plant
development schedule and alleviating environmental concerns.
Our strong vendor relationships enable strategic sourcing
agreements and, in turn, offer you the most competitive pricing
available. With multiple contracting methods, a variety of system
options, and highly experienced design and delivery teams, GE
can custom-design a system for your maximum benefit.
Robust Solutions
for Demanding Applications
GE’s large installed base of robust systems is proven to perform
across a broad range of applications, including:
• Power
• Synthetic fuels
• Primary metals processing
• Microelectronics
• Chemical
• Pulp and paper
• Coal mining
• Battery manufacturing
• PVC manufacturing
• Uranium mining
• Petroleum and petrochemical
• Oil refining
• SAGD heavy oil recovery
• Cogeneration
• Fertilizer
• Solid waste (leachate and secondary sewage effluent)
• Coal liquefaction
• Ethanol production
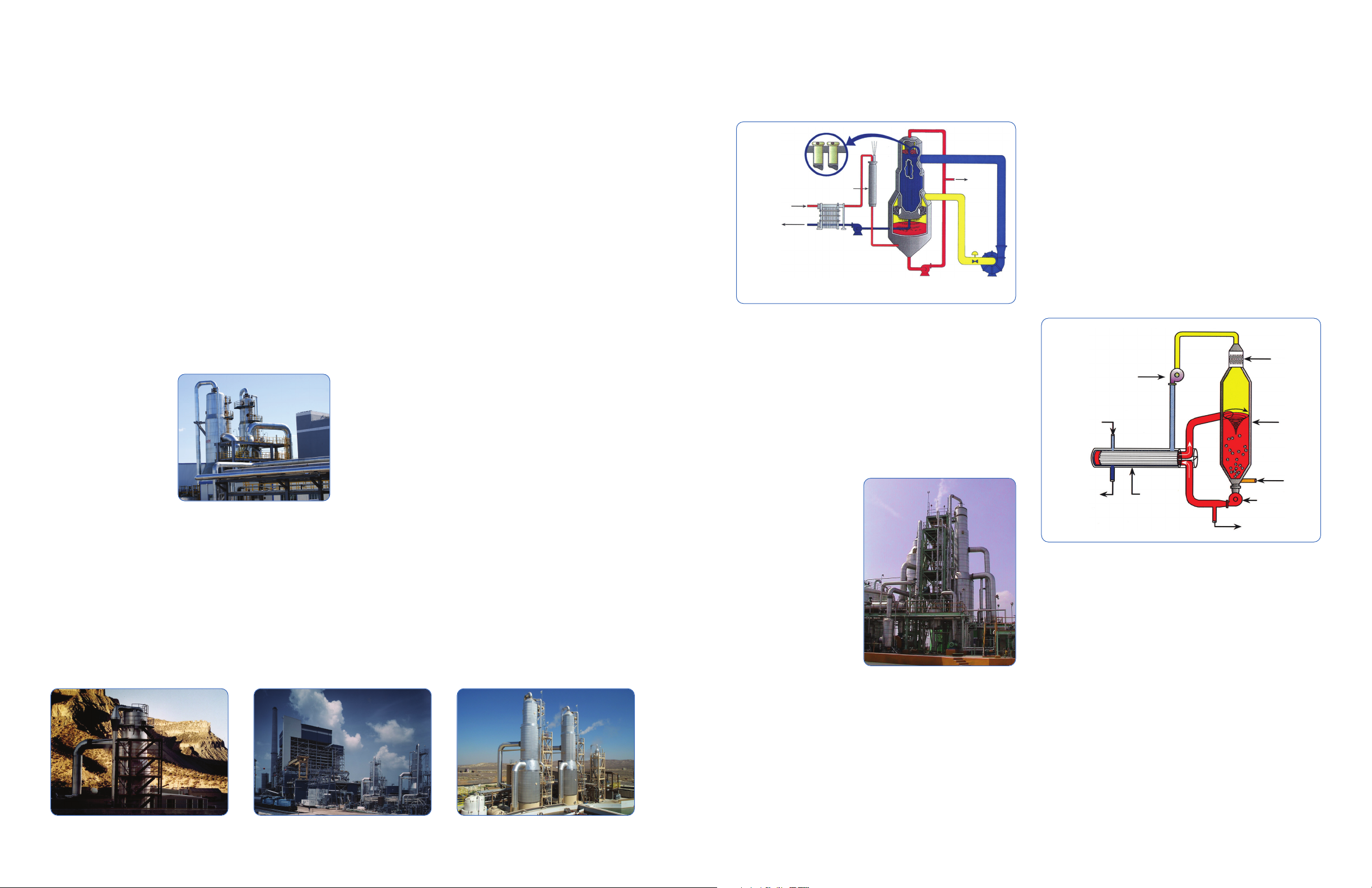
Compressor
Vent
Distillate
Wastewater
Heat Exchanger
Deaerator
Brine
Distributors
Waste
Brine
Recirculation
Pump
Distillate
Pump
Vapor Compressor
Steam
Condensate
Heating
Element
Waste
Recirculation
Pump
Feed
Flash Vessel
Mist Eliminator
Shenhua Coal Liquefaction Project,
Inner Mongolia, 590 gpm, 2009
Huntington Power Station, Huntington, UT,
200 gpm, 1974
Indiantown Generating Plant, Indiantown, FL,
580 gpm, 1995
Gila River Power Station, Gila Bend, AZ,
2,400 gpm, 2003
PEMEX Cadereyta Refinery, Monterrey,
Mexico, 116 gpm, 1998
Experience, Reliability, Results Achieving ZLD: Equipment Overview
 Loading...
Loading...