

General Pump VK Repair Manual

V
8
V
K
K
Repair Manual
General Pump is a
member of the
Interpump Group

GENERAL PUMP
INDEX
1. INTRODUCTION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Page 3
2. REPAIR INSTRUCTIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Page 3
2.1 Repairing Mechanical Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Page 3
2.1.1 Disassembly of Mechanical Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . .Page 4
2.1.2 Reassembly of Mechanical Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . .Page 5
2.1.3 Increase and Reduction Classes . . . . . . . . . . . . . . . . . . . . . . . . . . . .Page 7
2.1.4 Disassembly / Reassembly of Bearings and Shims . . . . . . . . . . . . . .Page 7
2.1.5 Dismantling the Reduction Gear Unit . . . . . . . . . . . . . . . . . . . . . . . . .Page 9
2.1.6 Reassembling the Gear Reduction Unit . . . . . . . . . . . . . . . . . . . . . . .Page 10
2.1.7
2.2 Repairing Hydraulic Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Page 13
2.2.1 Dismantling the Head-Liners-Valves . . . . . . . . . . . . . . . . . . . . . . . . . .Page 13
2.2.2 Reassembling the Head-Liners-Valves . . . . . . . . . . . . . . . . . . . . . . . .Page 16
2.2.3 Dismantling the Plunger Unit-Supports-Seals . . . . . . . . . . . . . . . . . . .Page 17
2.2.4 Assembling the Plunger Unit-Supports-Seals . . . . . . . . . . . . . . . . . . .Page 19
3. SCREW CALIBRATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Page 22
4. REPAIR TOOLS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Page 23
Version Change - Application / Removal of the Reduction Gear Uni
A member of the Interpump Group
VK SERIES
t . . . . . .Page 13
5. MAINTENANCE LOG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Page 24
Page 2
GENERAL PUMP
A member of the Interpump Group
VK SERIES
1. INTRODUCTION
This manual describes the instructions for repairing VK Series pumps, and must be carefully read and
understood before performing any repair intervention on the pump. {proper pump operation and longevity
depend on the correct use and maintenance. General Pump declines any responsibility for
damage caused by the misuse or the non-observance of the instructions described in this manual.
2. REPAIR INSTRUCTIONS
2.1 Repairing Mechanical Parts
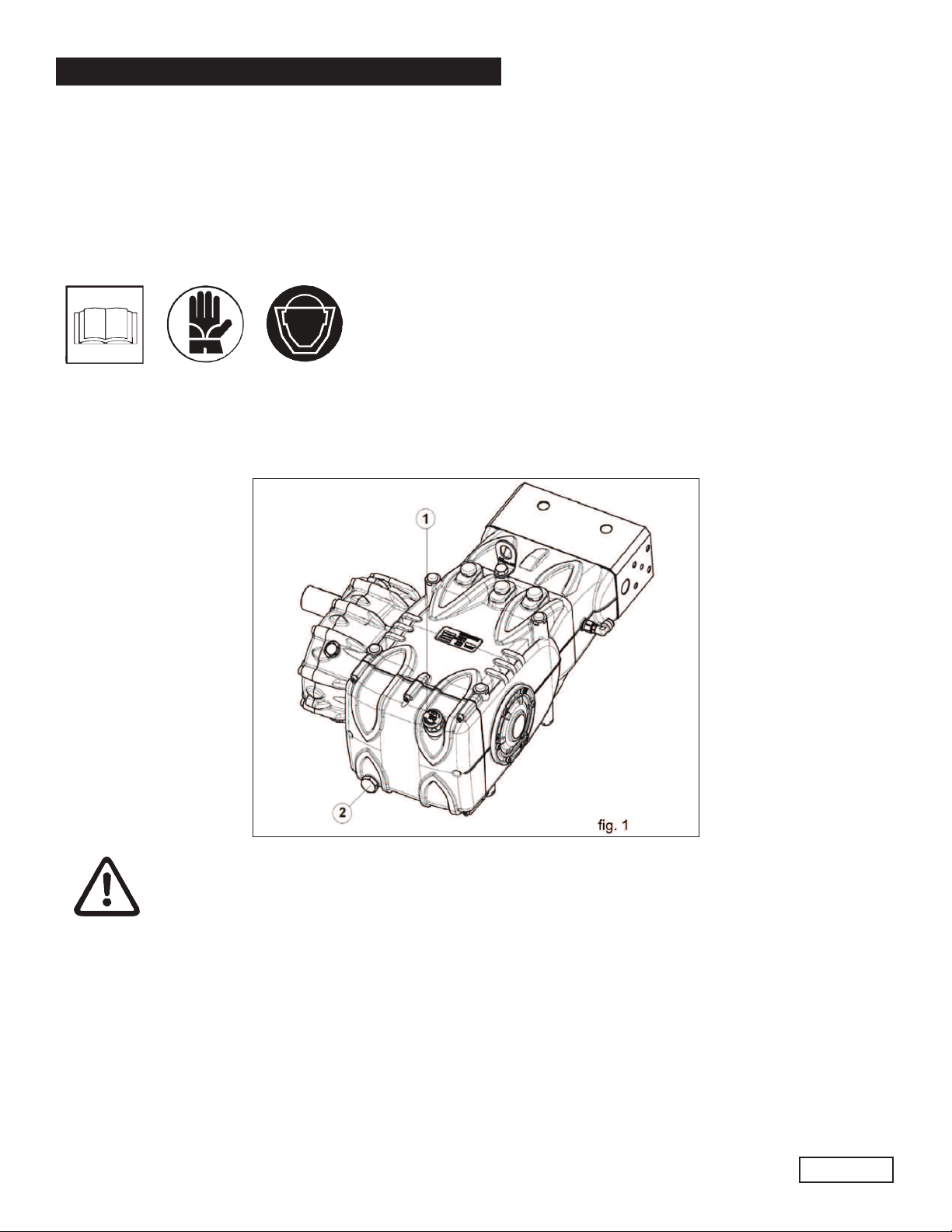
Mechanical parts repair must be performed after removal of oil from the casing. To drain
the oil, remove the oil dipstick, (1, fig. 1) and then the draining plug (2, fig. 1).
The oil must be placed in a suitable container and disposed of in special centers.
It absolutely must not be discarded into the environment.
Page 3
GENERAL PUMP
2.1.1 Disassembly of Mechanical Parts
The correct sequence is the following:
• The pump shaft tab
• The rear cover
• The connecting rod cap
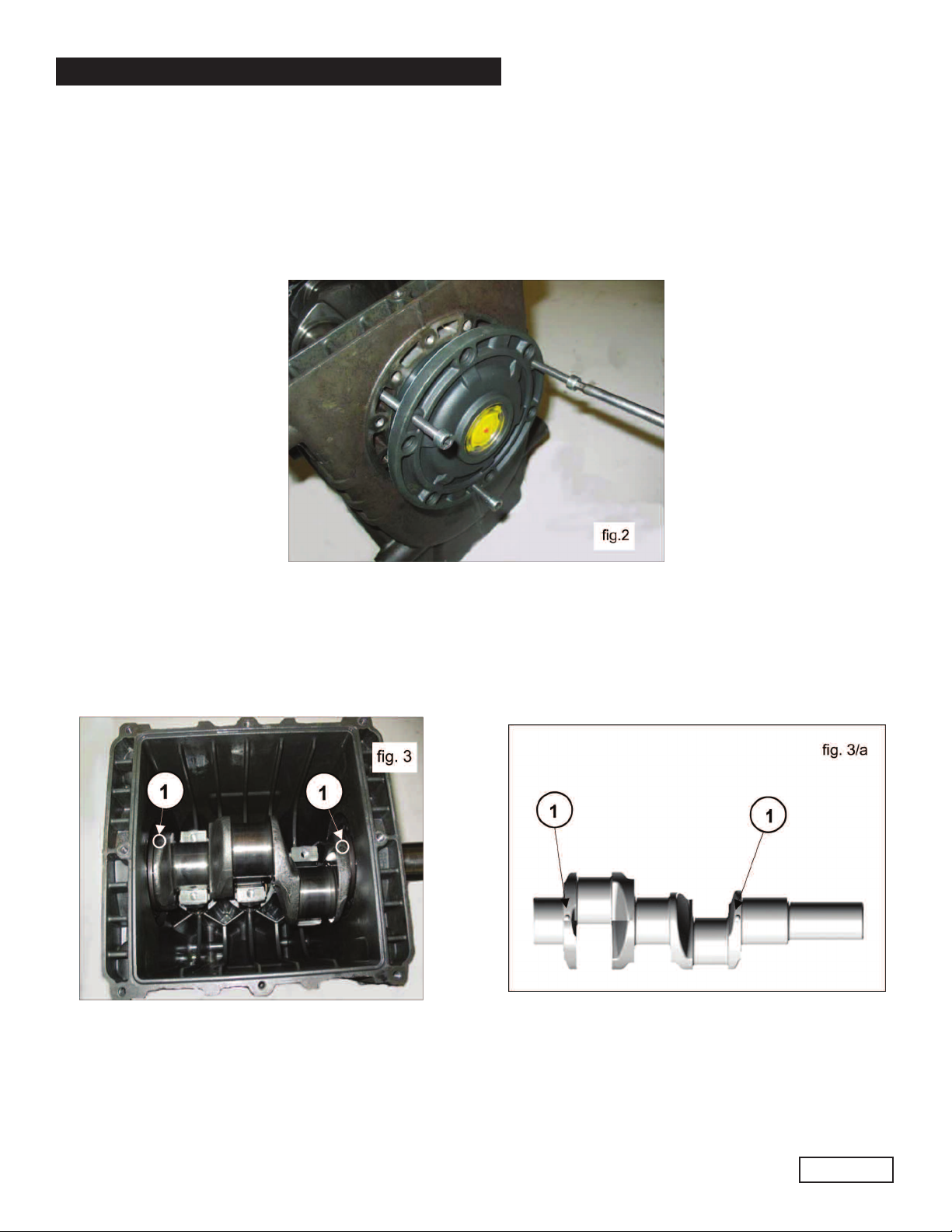
• The side covers using for extraction 3 fully threaded M6x50 screws, inserting them
in the threaded holes as indicated in fig. 2.
A member of the Interpump Group
VK SERIES
Push the plunger guides forward with their con-rods to facilitate side extraction of the pump. there are two
reference points visible on the shaft, 1, as shown in fig. 3 and in fig. 3a. These must be turned toward the
operator to facilitate extraction.
Note: Extraction of the plunger guides depends on prior removal the ceramic plunger and the relative spray
hood.
• Disassemble the con-rod units:
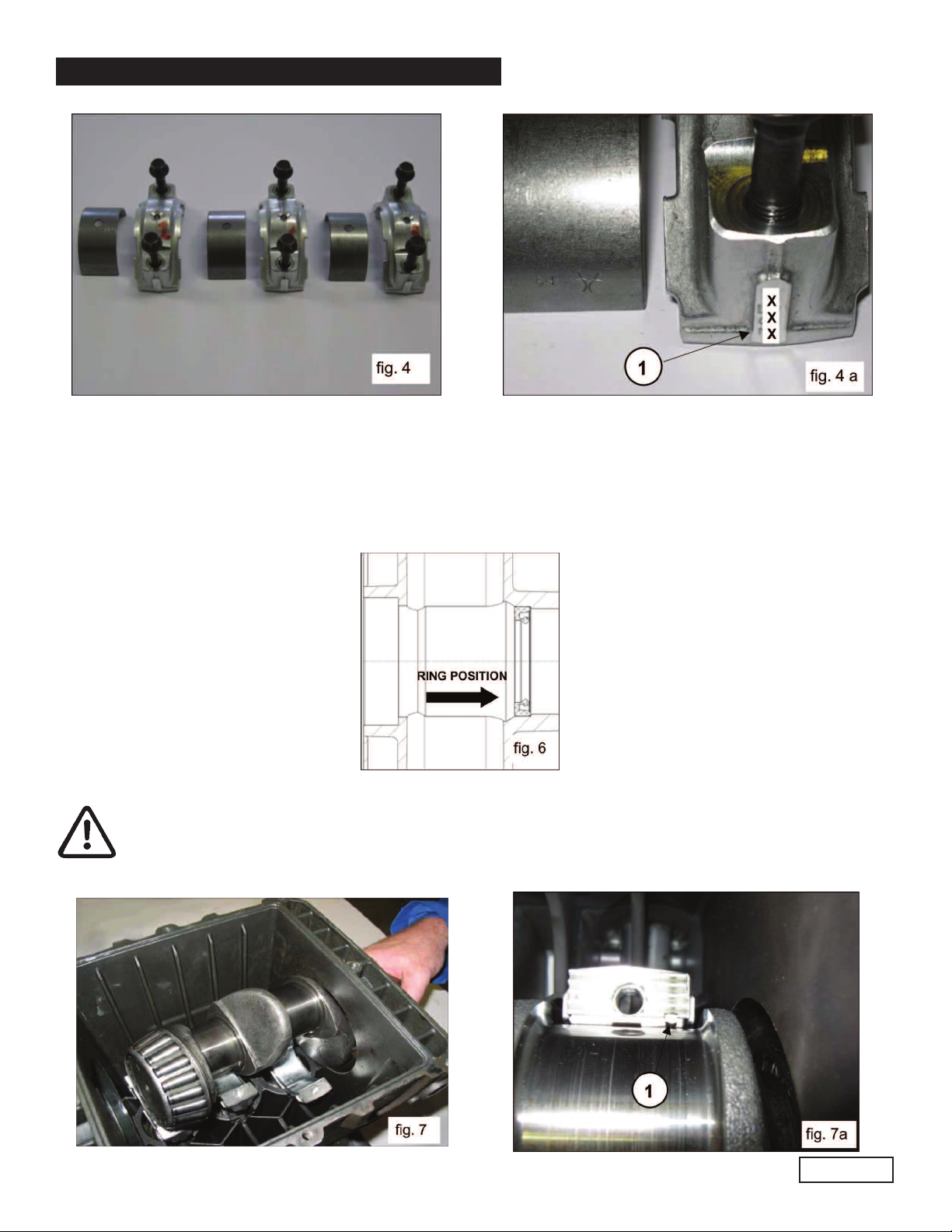
1. Unscrew the con-rod cap fixing screws.
2. Extract the con-rod caps with their relative semi-bearings (fig. 4), taking special care of the
disassembly sequence during disassembly.
To avoid possible errors, caps and con-rod shanks have been numbered on one side (1, fig. 4a).
Page 4
GENERAL PUMP
• Perform Plug Pin - Plunger Guide disassembly.
• Proceed with disassembly of the shaft seal rings and plunger guides with common tools.
2.1.2 Reassembly of Mechanical Parts
After having checked casing cleaning, proceed with assembly of the mechanical part in the following steps:
Position the plunger guide seal rings with the relative housings on the casing as indicated in fig. 6, using
tool #F27904900.
A member of the Interpump Group
VK SERIES
Insert the preassembled plunger guides/con-rod unit with its upper half-bearings mounted in their
housing. Ensure that the reference notches are positioned on the correct con-rod shank
housings (1, fig. 7a). To facilitate the following tightening of the con-rod cap, it is best to position the
con-rod with the number easily visible. To facilitate shaft insertion without the tab, it is best to push
the plunger guide/con-rod unit as far down as possible, as indicated in fig. 7
Page 5
GENERAL PUMP
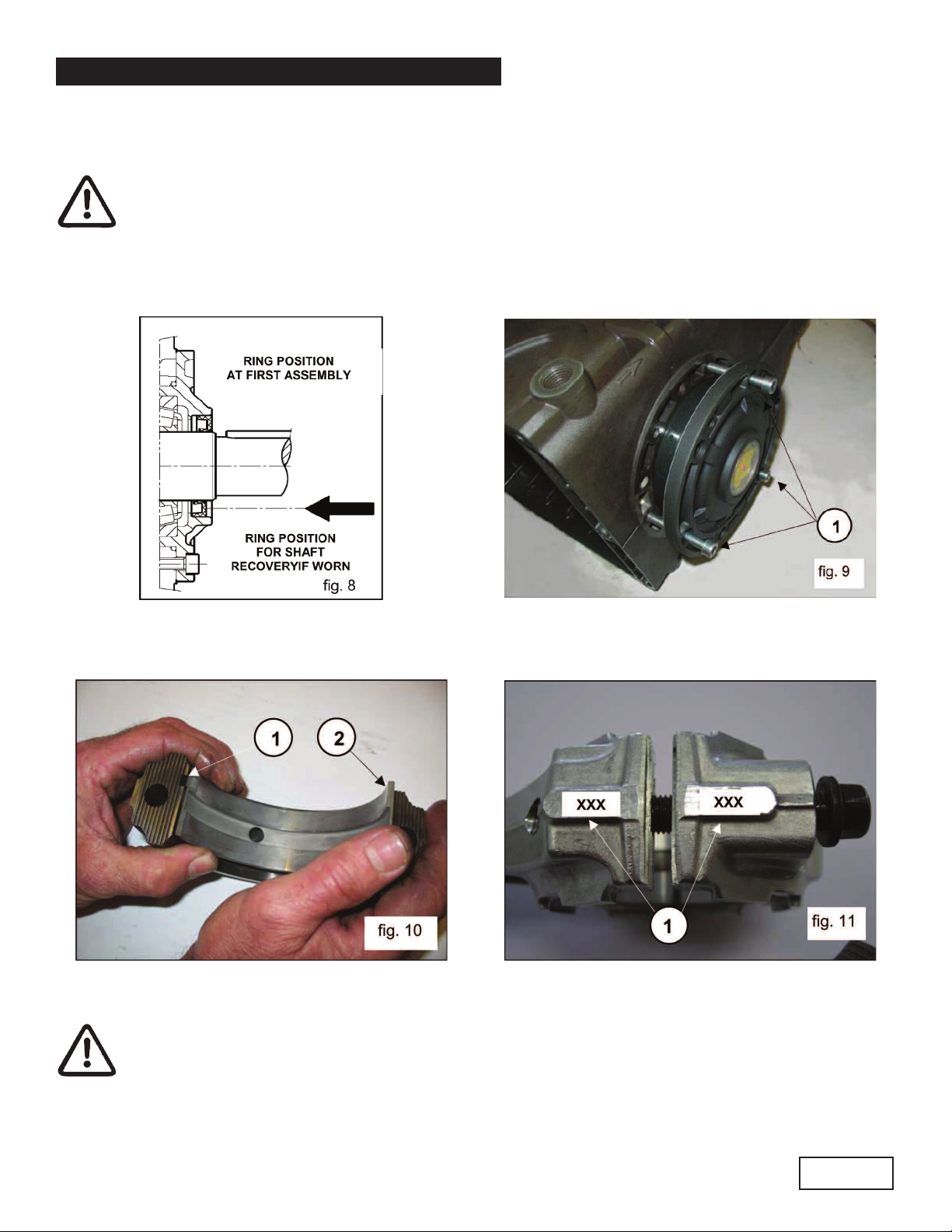
Before proceeding with side cover assembly, check lip seal conditions on the radial ring. If replacement is
necessary, position the new ring using tool #F27904800 as indicated in fig. 8.
If the shaft should present a diameter wear corresponding to the lip seal, to prevent grinding,
position the ring in the second stroke as indicated in fig. 8.
Before assembling the indicator side cover, ensure the presence of shim rings. To facilitate filling of the first
section and relative press fitting of the covers on the casings, we recommend using 3 M6x40 screws,
(1, fig. 9), then complete the operation with supplied screws (M6x18).
A member of the Interpump Group
VK SERIES
Apply the lower half-bearings to the con-rod caps (1, fig. 10) ensuring that the reference notches are positioned in their housing on the cap (2, fig. 10).
Couple the shanks to the previously disassembled con-rod caps, referring to the numbering (1, fig. 11).
Note the correct assembly of the caps. Numbering must be turned upward.
Page 6
GENERAL PUMP
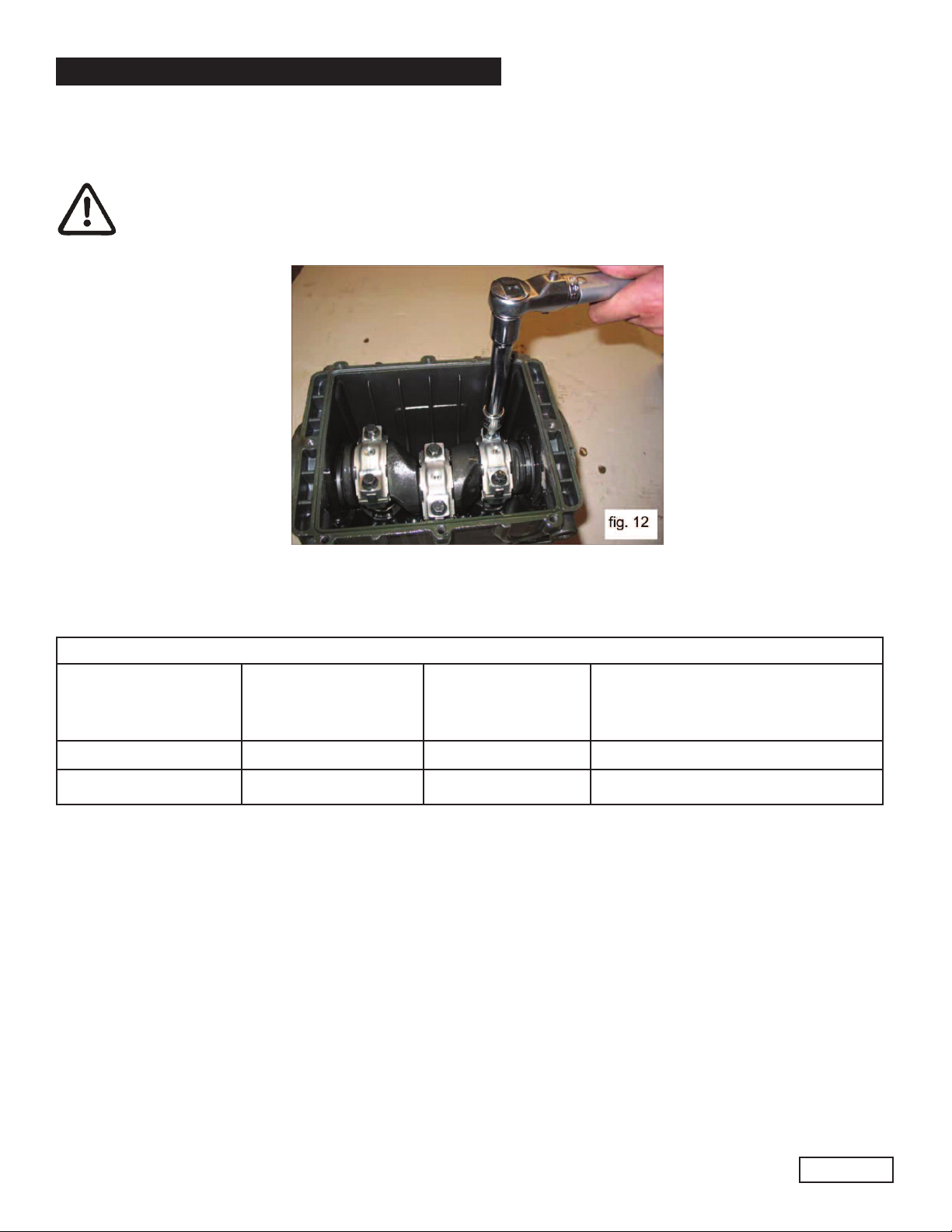
Fasten the caps to their respective con-rod shanks by means of M8x1x48 screws (fig. 12) lubricating both
the underhead and the threaded shank, proceeding in three different steps:
1. Transition torque: 4.3-6 Ft.Lb. (6-8 Nm)
2. Pre-tightening torque: 18.4-20 Ft.Lbs. (25-28 Nm)
3. Tightening torque: 28 Ft.Lbs. (38 Nm)
A member of the Interpump Group
VK SERIES
Mount the rear cover, positioning the dipstick hole upward. Insert oil in the casing as indicated in the Owner’s
Manual point 7.4.
2.1.3 Reduction Classes
TABLE OF REDUCTIONS FOR BEND SHAFTS AND CON-ROD HALF-BEARINGS
Recovery Classes
(mm)
0.25 F90924100 F90924400 Ø49.75 0/-0.02 Ra 0.4 Rt 3.5
0.50 F90924200 F90824500 Ø49.50 0/-0.02 Ra 0.4 Rt 3.5
2.1.4 Disassembly/Reassembly of Bearing and Shims
The type of bearings (taper roller) ensures the absence of axial clearance on the bend shaft. The shims are
defined to meet this necessity. For disassembly-reassembly and for any replacements, carefully observe the
following directions:
A) Disassembly/Reassembly of the bend shaft without bearings replacement
After having removed the side covers as indicated in point 2.1.1, check the conditions of the rollers and their
relative tracks. If all parts are in good condition, clean the components carefully with a degreaser and
redistribute lubricant oil uniformly. The previous shims can be reused, taking care to insert them only under
the indicator side cover.
Once the complete unit is mounted (indicator side flange and motor side flange), check that the rotation
torque of the shaft - with the con-rod disconnected - is a minimum 3 Ft.Lbs. (4 Nm), max. 5 Ft.Lbs (7 Nm).
To transition the two side covers closer to the casing, it is possible to use 3 M6x40 screws for the first positioning phase as indicated in fig. 9 and the screws provide for final fastening.
Shaft rotation torque (with the con-rod connected) should not exceed 6 Ft.Lb. (6-8 Nm).
Part Number
Half-bearing
Upper
Part Number
Half-bearing
Lower
Correction on the Shaft Pin
Diameter
(mm)
Page 7

GENERAL PUMP
A) Disassembly/Reassembly of the bend shaft without bearings replacement
After having removed the side covers as indicated in point 2.1.1, remove the outer ring nut of the bearings
from the relative covers and the inner ring nut with the remaining part of the bearing from the two ends of the
shaft by means of a normal “pin punch” or a similar tool as indicated in fig. 13 and 14).
The new bearings can be mounted cold with a press or rocker, supporting it on the lateral surface of the
ring nuts involved in press fitting with the rings. The press fitting operation can be facilitated by heating the
involved parts to a temperature between 250
end stroke in their housings.
A member of the Interpump Group
o
-300o(F) 120o-300o (C), ensuring that the ring nuts go down to
VK SERIES
Never exchange the parts of the two bearings.
The shim pack must be redefined as follows:
Insert the bend shaft in the casing, checking that the PTO shank comes out from the provided side. Fasten
the PTO side flange to the casing, taking care to set the lip seal as indicated in point 2.1.2. Bring the indicator
side flange closer as in point 2.1.2, fig 9, with the help of a thickness gauge (see fig. 15).
Page 8
 Loading...
Loading...