


Garlock Gasketing Products
Performance with proven reliability
Leaders in Sealing Integrity


Garlock Fluid Sealing Products Technical Manual
Garlock Gasketing
Today’s environmental concerns demand positive seals. Garlock® gaskets provide
that assurance, and perform with proven reliability.
CONTENTS
Gasketing Products
Introduction ............................................................................. 3
Gasketing Selection and TAMPS ............................................. 4
Bolting and Flange Information ................................................ 6
Compressed Inorganic Fiber Gasketing ................................... 7
Styles 5500 & 5507 ........................................................ 7
High Temp Compressed Graphite or
Carbon Fiber Gasketing ........................................................... 8
Style 9900, 9800, 9850 ................................................... 9
High Temperature Gaskets
Style 4122 - FC THERMa-PUR
BLUE-GARD
MULTI-SWELL
Vegetable Fiber Gasketing ..................................................... 15
GYLON
STRESS SAVER
GRAPH-LOCK
Premium Grade Rubber Gasketing ........................................ 24
Reinforced Rubber Gasketing & Diaphragm .......................... 26
®
Compressed Gasketing .................................. 12
Styles 3000 to 3700 / 2900, 2950 ................................. 13
Styles 660, 681 ............................................................. 15
Styles 3500, 3504, 3510 ............................................... 16
Style 3535 Joint Sealant ............................................... 16
Thermally Bonded GYLON
Style HP 3560, HP 3561 ............................................... 17
Style 3565 ENVELON
Style 3540 ..................................................................... 18
Style 3545 ..................................................................... 18
Style 3128 HOCHDRUCK
Styles 22, 7797, 7986, 8314, 98206,
9064, 9122, 9518, 9520, 9780 ...................................... 25
™
Style 3760/3760-U ...................................... 14
®
Gasketing ................................................................ 16
®
®
Gasketing ................................................... 20
®
Gasketing ..................................................... 22
™
.................................... 10
®
......................................... 16
................................................. 17
®
........................................... 23
Engineering Data
Chemical Resistance Chart .................................................... 27
Sheet Sizes and Tolerances ................................................... 45
"M" and "Y" Data ..................................................................... 46
Gasket Constants .................................................................. 47
Before Installation .................................................................. 48
Installation ............................................................................. 48
Gasket Assembly Stress Recommendations ........................ 48
Torque and Stress Tables .......................................................49
Gasket Design Tips ................................................................54
Gasketing Terms .................................................................... 55
Test Procedures ..................................................................... 60
Test Equipment ..................................................................... 62
Application Data Form ........................................................... 63
Leaders in Sealing Integrity

Garlock Fluid Sealing Products Technical Manual
Pressure – psig (bar)
Garlock Gasketing Products
The demands of modern applications make the choice of the
right sealing product an important consideration, both in the
design of new equipment and in choosing the new products
which will replace those no longer suitable.
This catalog provides some typical examples of appropriate
applications, but is not intended to be a warranty of performance.
All specific uses of sealing products require independent study
and specific evaluation for suitability.
Garlock will provide the technical assistance of its applications
engineers, who will give you specific recommendations. Please
consult us. We are ready to help you make the right choice.
Choosing the wrong sealing product can result in property
damage and/or serious personal injury. Do not rely on the
general criteria, which may not suit your application as well as
one that Garlock Engineering can help you choose. Reliability
and service to our customers is what the Garlock name means.
Let us help you choose the right product for your application.
®
®
5500, 5507
1
3000
3200,
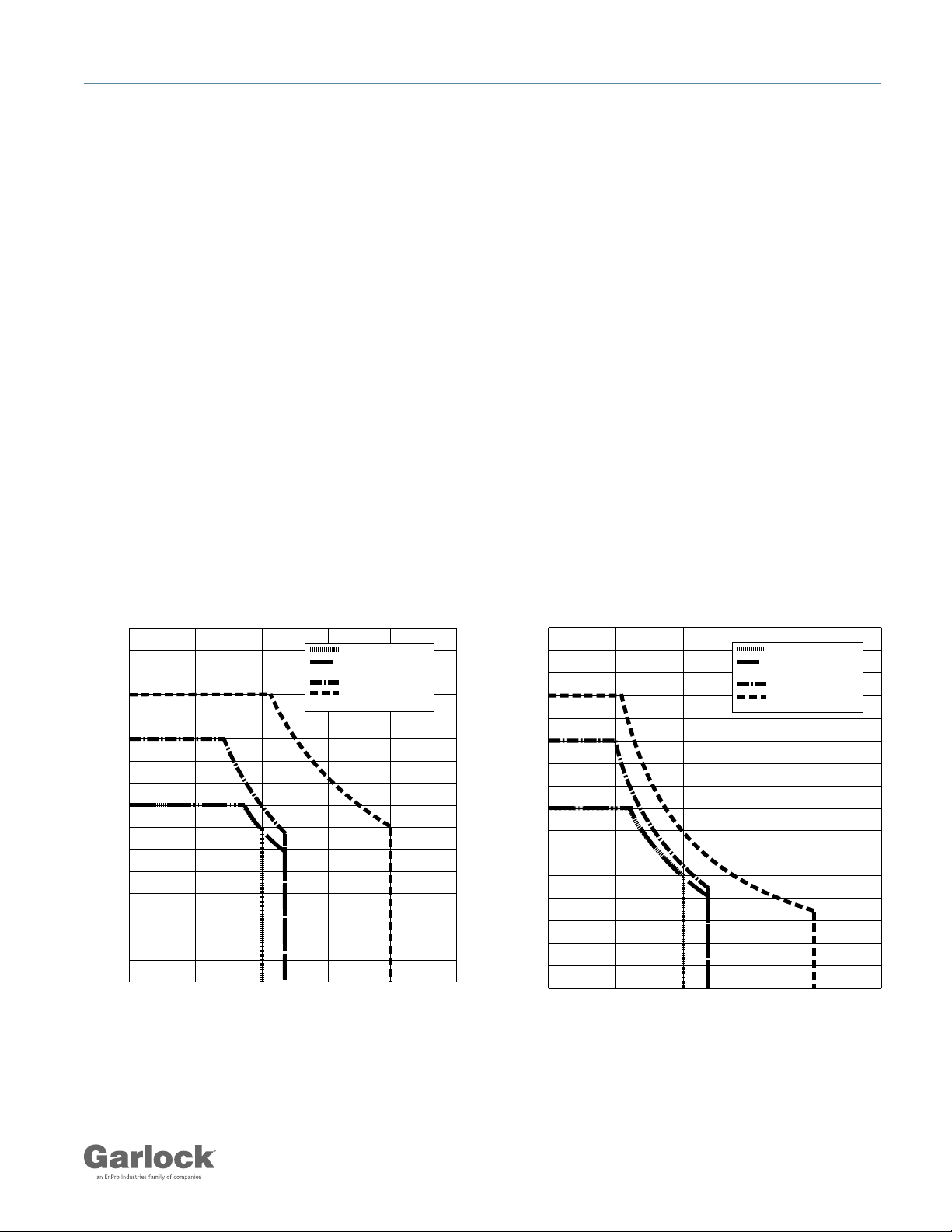
PxT Graph for 1/32" and 1/16" Compressed Gasketing
800
(427)
BLUE-GARD
700
(371)
600
(315)
BLUE-GARD
3300, 3400, 3700
®
IFG
G-9900, 9800, 9850
Garlock gasketing products are manufactured in completely
modernized facilities. Tight quality controls are used to
assure product conformance to specifications and uniformity
that results in unvarying performance on the job. Garlock is
certified to ISO 9001:2000 standards and is audited regularly
(every 30 months) by the Nuclear Procurement and Issues
Committee (NUPIC).
Today’s environmental concerns demand positive seals.
Garlock gaskets provide that assurance and perform
with proven reliability. Whether your industry is chemical
processing, hydrocarbon processing, power generation,
pulp and paper, microelectronics or transportation, Garlock
gasketing products are the logical choice.
Garlock also manufactures a wide range of elastomeric and
metallic gaskets. For products not listed in this catalog, contact
Garlock Gasket Applications Engineering at 1.800.448.6688.
PxT Graph for 1/8" Compressed Gasketing
800
(427)
700
(371)
600
(315)
1
BLUE-GARD® 3000
BLUE-GARD
3300, 3400, 3700
®
IFG
5500, 5507
G-9900, 9800, 9850
®
3200,
500
(260)
400
(201)
300
(150)
Te mperature – °F (°C)
200
(95)
100
(38)
0
0 500 1000 1500 2000 2500
(34.5) (69) (103.5) (138) (172.5)
500
(260)
400
(201)
Temperature – °F (°C)
300
(150)
200
(95)
100
(38)
0
0 500 1000 1500 2000 2500
NOTES:
1. Based on ANSI RF flanges at our preferred torque. When approaching maximum
pressure or continuous operating temperature, or 50% of maximum PxT, consult
Garlock Applications Engineering.
(34.5) (69) (103.5) (138) (172.5)
Pressure – psig (bar)
Leaders in Sealing Integrity
3
Garlock Fluid Sealing Products Technical Manual
Gasketing Selection
FACTORS AFFECTING GASKET PERFORMANCE
A gasket has one basic function: to create a positive seal between
two relatively stationary parts. The gasket must do a number of
different jobs well to function properly: first, create an initial seal;
second, maintain the seal over a desired length of time; third, be easily
removed and replaced. Varying degrees of success are dependent
on how well the gasket does the following:
1. Seals system fluid.
2. Chemically resists the system fluid to prevent serious impairment
of its physical properties.
3. Deforms enough to flow into the imperfections on the gasket
seating surfaces to provide intimate contact between the gasket
and the seating surfaces.
4. Withstands system temperatures without serious impairment of its
5. Is resilient and resists creep enough to maintain an adequate portion
6. Has sufficient strength to resist crushing under the applied load, and
7. Does not contaminate the system fluid.
8. Does not promote corrosion of the gasket seating surfaces.
9. Is easily and cleanly removable at the time of replacement.
During the gasket product selection process that follows, we recommend
that these nine (9) factors be used as a checklist from the viewpoint
of the user’s degree of need for each factor and the manufacturer’s
degree of compliance.
performance properties.
of the applied load.
maintain its integrity when being handled and installed.
Selecting gasketing materials for particular applications
is not an easy task. The variables present in a flanged
connection seem endless and yet all of them must be taken
into consideration to assure a proper seal. In the past, the
acronym "TAMP" (Temperature, Application, Media and
Pressure) seemed to give sufficient information to make a
gasketing recommendation. Today, items such as: the flange
material, the bolt grade, the flange surface finish (and many
other variables) also affect how well a gasket will perform. In
addition, the definition of what a seal is has changed drastically
over the years. Leakage measurements in some applications
have gone from drips a minute to parts per million.
Our catalog is designed to help guide you through the various
gasketing products and narrow your choices. All industry
standard tests are included in order to allow an end user a
means of comparison between different materials. Many
of the test procedures require that the tests be conducted
on 1/32" material. As a rule of thumb, gasket performance
decreases as material thickness increases. In addition,
compressive loads must be increased with thicker materials.
Proper bolting sequences are necessary to ensure those
compressive loads are uniform. The temperature, pressure
and P x T ratings are all based on optimum conditions. When
approaching those extremes, it is suggested that you consult
with the Garlock Applications Engineering Department or
possibly upgrade to a material that has higher ratings.
As industry standards change and new products are introduced,
this catalog will be updated. In the meantime, we urge you to
take advantage of our experienced personnel for assistance.
In-plant training, instructional videos, additional technical
information and gasketing recommendations all are available
to help in your selection process. Please feel free to call, fax,
write, or e-mail us should you have any questions or concerns.
Garlock is here to help.
Selection thought process:
There is a thought process required when selecting a
gasket; it basically involves narrowing the choices as we
learn the requirements and service conditions. While many
people are familiar with the need to know the temperature,
media, and pressure, few realize how important it is to fully
understand the “application”, which can be thought of as the
mechanical situation the gasket will see. First and foremost
is the compressive load applied to the gasket. With standard
flanges, such as 150# raised face (RF), we know the range of
compressive load on the gasket. With non-standard flanges, we
require more information. While not quite as simple as this, a
way to begin this thought process is this: Rubber and some
of the softer materials are preferred in light weight and/or full
face/flat face flanges; fiber and GYLON
flanges; Flexseal spirals or Kammprofile gaskets for high temp/
high pressure/high compressive load situations. We then
consider temperature, pressure and media to select a material.
®
gaskets for 150# RF
Leaders in Sealing Integrity
4

Garlock Fluid Sealing Products Technical Manual
Gasketing Selection & TAMPS
TEMPERATURE
In most selection processes, the temperature of the fluid at the gasketed
joint should be considered first. This will reduce the number of product
candidates quickly, especially as temperatures go from 200°F (95°C)
to 1,000°F (540°C). When system operating temperatures approach a
particular gasket material’s maximum continuous operating temperature
limit, an upgrade to a superior material is suggested. In some situations
cryogenic temperatures must also be considered.
APPLICATION
The most important information under application is the type of flange
and bolts used. The number, size and grade of bolts, along with the flange
thickness and material, determine the load available. The surface area
being compressed is calculated from the gasket contact dimensions.
The load from the bolts and the contact area of the gasket result in the
compressive load available to seal the gasket. We have calculated and
tabulated this information on standard ANSI raised face flanges (see
page 51). The compressive stress available on nonstandard flanges
must be calculated on an individual basis. Without this information, we
cannot choose between various types of materials such as elastomeric
(rubber) gaskets, compressed sheet, GRAPH-LOCK
For example, nonmetallic flanges such as FRP and CPVC are mostly
designed for rubber gaskets. They typically use a full face gasket, and the
allowable torque is limited so that the flanges do not crack when bolted.
Flat faced flanges made from cast iron, aluminum, bronze, or light weight
angle iron or plate will also use a full face gasket to avoid bending forces
in the flanges. We try to use softer gaskets in these as well, although
fiber gaskets and GRAPH-LOCK
Flanges that create very high compressive loads might require a metallic
spiral wound or kammprofile, but many can also be sealed with a fiber
or GYLON
RF flange is best suited for a metal gasket.
MEDIA
There are thousands of different fluids. We cannot, in this manual,
make recommendations for all fluids. Fortunately, however, there are a
relatively limited number of fluids that make up the vast majority of the
media encountered in industry. A general overview of fluid compatibility
is provided for the most popular styles shown in this manual (see
Chemical Resistance chart, pages 27 - 44). System clean out and flushes
should also be considered. Additional information on products versus
fluids is available upon request.
PRESSURE
Next to be considered is the internal pressure of the fluid at the gasketed
joint. We list the maximum pressure limits for each style. If severe and
frequent pressure changes are involved, we should be given the details,
since an alternative product may be needed.
®
gasket. A 150# RF flange is fine with any of these; a 600#
®
will often work.
®
and GYLON® styles.
SPECIAL REQUIREMENTS
In addition to the TAMPS, there are other requirements that are IN
ADDITION to the information listed above. Examples are compliance
with FDA, fire resistance, electrically insulating properties, cleaned
for oxygen service, etc. We have the words IN ADDITION in caps
because it is not uncommon to be asked for a “fire resistant” gasket
or an FDA gasket, without the necessary TAMP information.
PRESSURE (PSIG OR BARG) X TEMPERATURE (°F OR °C)
We strongly recommend that pressure and temperature be considered
simultaneously by using the following procedure:
1. First select the Garlock style(s) being considered for your
2. List the maximum pressure, temperature and P x T value for the
3. Make sure the actual service conditions do not exceed the style
Example: BLUE-GARD
1. Pressure Limit: 1,000 psig (70 bar)
2. Maximum Temperature Limit: 700°F (370°C);
3. P x T Limit: 350,000* (12,000)
At 1,000 psig (70 bar), maximum temperature is 350°F (180°C).
IMPORTANT
Maximum pressure and P x T ratings are based on the use of ANSI
RF flanges at our preferred torque. The ratings were developed
using laboratory tests at ideal gasketing conditions. Field conditions
will undoubtedly affect the gasket performance.
When approaching maximum pressure, continuous operating
temperature, minimum temperature or 50% of maximum PxT,
consult Garlock Applications Engineering.
We hasten to point out that this method for gasket selection is merely
a general guide and should not be the sole means for selecting or
rejecting a product.
* P x T based on 1/16" sheet thickness unless otherwise stated.
application/service,
style(s),
limitations in any of the three criteria. If they don’t, the style(s)
can be used, provided all other requirements are met. If they do
exceed any one limit, another style or styles should be considered.
Rarely can a style be recommended when the service conditions
of pressure and temperature are both at the maximum limits for
that style.
®
Compressed Gasketing Style 3000
Continuous Operating Temp.: 400°F (205°C)
Leaders in Sealing Integrity
5

Garlock Fluid Sealing Products Technical Manual
Bolting and Flange Information
The gasket’s function is to seal two different surfaces held together by
one of several means, the most common being screw-threaded devices
such as bolts. Sometimes the fastener itself must be sealed, as in the
case of a steel drum bung.
The bolt is a spring. It is an elastic member that has been stretched to
develop a load. The more spring provided by the bolt, the better the
retention of stress on the gasket to maintain a leakproof joint. It must
not be over-elongated (over-strained), or the elastic limit of the steel
will be exceeded. The bolt then deforms and, with continued loading
(stressing), may break.
PROPER TIGHTENING
To avoid such problems with bolt tightening, the use of a torque
wrench is recommended. The torque tables on page 50 show the
recommended torque values for Garlock compressed sheet, GYLON
and GRAPH-LOCK
flanges. The equipment designer may specify the recommended torque
to prevent damage to the equipment from over torquing. Garlock’s
recommended assembly stresses, page 49, may help the equipment
designer determine the maximum allowable torque per bolt. The load
will be retained better by using a bolt with a longer grip, thereby ensuring
a leakproof joint.
IMPERFECTIONS
There are limits on the degree of flange surface imperfection that can
be sealed successfully with a gasket. Large nicks, dents, or gouges
must be avoided, since a gasket cannot properly seal against them.
The surface finish of a flange is described as follows:
1. Roughness: Roughness is read in millionths of an inch (or meter) as
the average of the peaks and valleys measured from a midline of the
flange surface. This is expressed either as rms (root mean square) or
AA (arithmetic average). The difference between these two methods of
reading is so small that they may be used interchangeably. Roughness
is also expressed as AARH (arithmetic average roughness height).
2. Lay: Lay is the direction of the predominant surface-roughness
pattern. Example: multidirectional, phonographic spiral serrations, etc.
3. Waviness: Waviness is measured in thousandths or fractions of an
inch. Basically, it is the departure from overall flatness.
®
gasketing materials in 150 lb. and 300 lb. raised face
FLANGE FINISH
Typical roughness readings can be from 125 to 500 micro-inches for
serrated flanges and 125-250 micro-inches for non-serrated flanges.
Fine finishes, such as polished surfaces, should be avoided. Adequate
"bite" in the surface is required to develop enough friction to prevent the
gasket from being blown out or from extruding or creeping excessively.
SERRATIONS OR ROUGHNESS
The lay of the finish should follow the midline of the gasket if possible.
Take, for example, concentric circles on a round flange, or a phonographic
spiral. Every effort should be made to avoid lines across the face, such
as linear surface grinding, which at 180° points will cross the seal area
at right angles to the gasket, allowing a direct leak path.
Waviness is seldom a problem under normal conditions. There are two
®
areas that must be watched, however, since excessive waviness is
very difficult to handle.
The first area is glass-lined equipment where the natural flow of the
fused glass creates extreme waviness. Often the answer here is to use
thick and highly compressible gasketing.
The second area of concern is warped flanges. If warpage is caused by
heat or internal stresses, re-machining is generally sufficient. However,
warpage due to excessive bolt loads or insufficient flange thickness
results in what is generally called bowing.
The solution is to redesign for greater flange rigidity. Sometimes backer
plates can be added to strengthen the design without having to replace
the parts. Another step would be to add more bolts. When this is done,
usually smaller bolt diameters are possible, thus adding more bolt stretch
and better joint performance.
Leaders in Sealing Integrity
6

Garlock Fluid Sealing Products Technical Manual
Styles 5500 and 5507
Compressed Inorganic Fiber Gasket
BENEFITS
Tighter Seal
» Inorganic fiber gasketing offers excellent thermal stability with
minimal weight loss
» Reduced creep relaxation and improved torque retention
provide optimal sealability
Temperature resistant
» Non-oxidizing fibers withstand a continuous operating
temperature of up to 550˚F (290˚C), and maximum spike of
800˚F (425˚C)
» Style 5500 has passed the Garlock Fire Test and is ABS Fire
Safe Type Approved
Media
Style 5500
» Water, aliphatic hydrocarbons, oils, gasoline, saturated steam
inert gases, most refrigerants
Style 5507
» Water, saturated steam
†
TYPICAL PHYSICAL PROPERTIES*
4.5
5500
Color Gray Sand
Binder Nitrile (NBR) EPDM
Temperature
Pressure
P x T, max.
(bar x ˚C)
Sealability (ASTM F37B)
ASTM Fuel A
Nitrogen
Creep Relaxation (ASTM F38) % 25 15
Compressibility Average (ASTM F36) % 10 10
Recovery (ASTM F36) % >50 >50
Tensile Strength across grain
(ASTM F152)
Density lbs/ft
Gas Permeability
(DIN 3535 Part 4)
1
1
, continuous max. psig (bar) 1,200 (83) 1,200 (83)
(psig x ˚F)
2
3
Maximum
Minimum
Continuous Max.
1/32", 1/16"
(0.8mm, 1.6mm)
1/8"
(3.2mm)
ml/hr
ml/hr
psi
2
(N/mm
)
3
(g/cm3) 100 (1.60) 105 (1.68)
800˚F (425˚C)
-100˚F (-75˚C)
550˚F (290˚C)
400,000
(14,000)
275,000
(9,600)
0.3
1.0
1,500
(10)
cc/min. 0.05 0.04
5507
800˚F (425˚C)
-100˚F (-75˚C)
550˚F (290˚C)
400,000
(14,000)
275,000
(9,600)
0.2
1.0
1,500
(10)
, mild chemicals and mild alkalies
NOTES:
4
1
Based on ANSI RF flanges
at our preferred torque.
When approaching maximum
pressure, continuous
operating temperature,
minimum
temperature or 50% of
maximum PxT, consult Garlock
Engineering.
2
ASTM F37B Sealability
ASTM Fuel A (isooctane):
Gasket load = 500 psi (3.5
N/mm2), Int. pressure = 9.8
psig (0.7 bar)
Nitrogen:
Gasket load = 3,000 psi
(20.7 N/mm2), Int. pressure =
30 psig (2 bar)
3
DIN 3535 Part 4 Gas
Permeability, cc/min. (1/16"
thick)
Nitrogen:
Gasket load = 4,640 psi (32
N/mm2), Int. pressure = 580
psig (40 bar)
4
Saturated steam service
guidelines:
› For optimal performance,
use thinner gaskets when
possible.
› Minimum recommended
assembly stress = 4,800 psi.
› Preferred assembly stress =
6,000 psi to 10,000 psi.
› Retorque the bolts/studs
prior to pressurizing the
assembly.
› If the service is superheated
steam, contact Applications
Engineering.
†
,
†
For steam service above 150 psig contact Applications Engineering
* Values do not constitute specification limits
Leaders in Sealing Integrity
7

Garlock Fluid Sealing Products Technical Manual
High Temp Compressed Graphite
or Carbon Fiber Gasketing
TYPICAL PHYSICAL PROPERTIES*
4
9900
Color Mahogany Black Black
Composition Graphite with nitrile Carbon with SBR Carbon with nitrile
Temperature
Pressure
P x T, max.
1
1
(psig x ˚F)
(bar x ˚C)
Sealability (ASTM F37B)
ASTM Fuel A
Nitrogen
2
Maximum
Minimum
Continuous Max.
1,000˚F (540˚C)
-100˚F (-75˚C)
650˚F (340˚C)
psig (bar) 2,000 (138) 2,000 (138) 2,000 (138)
1/32", 1/16"
(0.8mm, 1.6mm)
1/8"
(3.2mm)
ml/hr
ml/hr
700,000
(25,000)
350,000
(12,000)
0.3
0.6
Creep Relaxation (ASTM F38) (1/32") % 9 15 15
Compressibility Average (ASTM F36) % 9 8 8
Recovery (ASTM F36) % >55 >55 >55
Tensile Strength across grain
(ASTM F152)
psi
(N/mm
Density lbs/ft
Gas Permeability
(DIN 3535 Part 4)
3
cc/min. 0.015 0.015 0.015
2
)
3
(g/cm3) 110 (1.76) 105 (1.68) 105 (1.68)
1,800
(12)
4
9800
900˚F (480˚C)
-100˚F (-75˚C)
650˚F (340˚C)
700,000
(25,000)
350,000
(12,000)
0.3
0.6
1,800
(10)
4
9850
900˚F (480˚C)
-100˚F (-75˚C)
650˚F (340˚C)
700,000
(25,000)
350,000
(12,000)
0.3
0.6
1,800
(12)
This is a general guide and should not be the sole means of selecting
or rejecting this material. ASTM test results in accordance with ASTM
F-104; properties based on 1/16" (1.6mm) sheet thickness.
* Values do not constitute specification limits
All styles are furnished with an anti-stick parting agent as standard.
NOTES:
1
Based on ANSI RF flanges at our preferred torque. When approaching maximum
pressure, continuous operating temperature, minimum
temperature or 50% of maximum PxT, consult Garlock Engineering.
2
ASTM F37B Sealability
ASTM Fuel A (isooctane):
Gasket load = 500 psi (3.5 N/mm2), Int. pressure = 9.8 psig (0.7 bar)
Nitrogen:
Gasket load = 3,000 psi (20.7 N/mm2), Int. pressure = 30 psig (2 bar)
3
DIN 3535 Part 4 Gas Permeability, cc/min. (1/16" thick)
Nitrogen:
Gasket load = 4,640 psi (32 N/mm2), Int. pressure = 580 psig (40 bar)
4
Saturated steam service guidelines:
› For optimal performance, use thinner gaskets when possible.
› Minimum recommended assembly stress = 4,800 psi.
› Preferred assembly stress = 6,000 psi to 10,000 psi.
› Retorque the bolts/studs prior to pressurizing the assembly.
› If the service is superheated steam, contact Applications Engineering.
Leaders in Sealing Integrity
8

Garlock Fluid Sealing Products Technical Manual
Style 9900
BENEFITS
Tough & Reliable
» Graphite fiber gasketing withstands extreme temperatures and
pressures, as well as many chemicals
» Passed Garlock fire tests and is ABS Fire Safe Type Approved
» See note below for STR 508
Tighter Seal
» Maintains superior seal during thermal cycling, even in
saturated steam
» Significantly reduces emissions to meet stringent Clean Air Act
requirements
†
and hot oils
NOTE:
1. For nuclear orders, specify Style G-9920.
2. Refer to Mil Spec section under "Gasketing Terms" for order/inquiry
requirements
Easy to Install
» Graphite fiber sheet is easier to handle and cut than exfoliated
graphite sheets or metal-inserted gasket material
Media
» Saturated steam†, water, inert gases, aliphatic hydrocarbons,
oils, gasoline and most refrigerants
Hi-Temp Styles 9800 / 9850
BENEFITS
Heat & Pressure Resistant
» Carbon fiber gasketing excels in harshest conditions - intense
heat, high pressure, saturated steam
» Laboratory tested for fire safety
Tighter Seal
» Maintains effective seal during pressure and temperature
fluctuations
» Superior torque retention lowers leakage rates and reduces
maintenance time
Convenient
» Flexible material is easy to handle and cut
» Sheet sizes to 150" x 150" (3.8m x 3.8m) minimize waste and
inventory costs
†
and hot oils (Style 9850)
Media
Style 9800
» Saturated steam
Style 9850
» Saturated steam
and most refrigerants
NOTES:
†
For steam service above 150 psig, contact Engineering
Refer to “Military Specifications” section under “Gasketing Terms” for order/
inquiry requirements. To ensure receipt of product with the required STR 508
approvals, certification will be required; associated fees based on quantity.
†
, water and inert gases
†
, water, aliphatic hydrocarbons, oils, gasoline
Various gasket materials including 9900, 9800, 9850 and 5500,
have been tested to industry fire test standards.
Leaders in Sealing Integrity
9
Garlock Fluid Sealing Products Technical Manual
THERMa-PUR™ Style 4122/4122-FC
FC, CMG, KAMM, Spiral Wound
THERMa-PUR™ is a proprietary new gasketing material designed for use in high temperature
sealing applications and is produced using an environmentally friendly solvent-free process.
THERMa-PUR
temperature resistance.
VALUE & BENEFITS
Extreme Temperature
» Able to withstand high temperatures, whether continuous
or in thermal cycling conditions
Oxidation Resistance
» Contains proprietary materials that provide improved weight
loss characteristics over other high temperature solutions.
(see graph)
Hydrophobic & Electrically Insulating
» Resists water and provides electrical isolation thus reducing
the possibility of corrosion between flanges made of
dissimilar metals
Easy Release from Flanges
» Does not stick to flanges making removal of gaskets easy
and fast
Safer Handling (4122-FC)
» Patent-pending fiber core makes gaskets safer to handle
when compared to traditional high temperature gaskets
with steel cores
IDEAL FOR
» Marine and Land-based Exhaust Systems
» Biomass Gasification Process
» Oil and Gas Production
» Mineral and Fertilizer Processing
» Incineration Process
» Co-generation Systems
» Turbochargers Equipment
» Process Drying Equipment
CONFIGURATIONS
» Available in;
› Sheet
› Standard Flexseal Spiral Wound Configurations: RW/RWI/
SW/SWI
› Standard Flexseal Spiral Wound Configurations with facing
material on the winding faces
› Kammprofile
› THERMONIC
™
is yet another innovative Garlock sealing solution that provides more than just
TYPICAL PHYSICAL PROPERTIES
Continuous max. +1832°F (1000°C)
1
psig (bar) 4122-FC 500 (34.5)
2
4122-FC
™
Corrugated metal gasket
Temperature
Pressure
P x T, max.
psig x °F (bar x °C)
Typical Physical Properties for 4122FC*:
ASTM Test Method F36
Compressibility, range, %
Recovery %
ASTM F38
Creep Relaxation, %
ASTM F152
Tensile, w/insert, psi (N/mm2)
ASTM F1315
Density, lbs./ft3 (grams/cm3)
ASTM D149
Dielectric Properties, volts/mil.
Gasket Factor ‘M’ 3.0
Gasket Factor ‘Y’ 10,000
NOTES:
1. Based on ANSI RF flanges at our preferred torque. When approaching maximum
pressure, continuous operating temperature, minimum temperature or 50% of
maximum PxT, consult Garlock Engineering.
2. PxT = psig x ºF (bar x ºC)
* This is a general guide and should not be the sole means of selecting or rejecting
this material. ASTM test results in accordance with ASTM F-104; properties based
on 1/16" (1.6mm) gasket thickness unless otherwise mentioned. Values do not
constitute specifiacation limits.
150,000 (5,100)
35-45
18
25
1,200 (8.3)
85 (1.36)
100
10
Leaders in Sealing Integrity
Garlock Fluid Sealing Products Technical Manual
d
original
weight
K
G
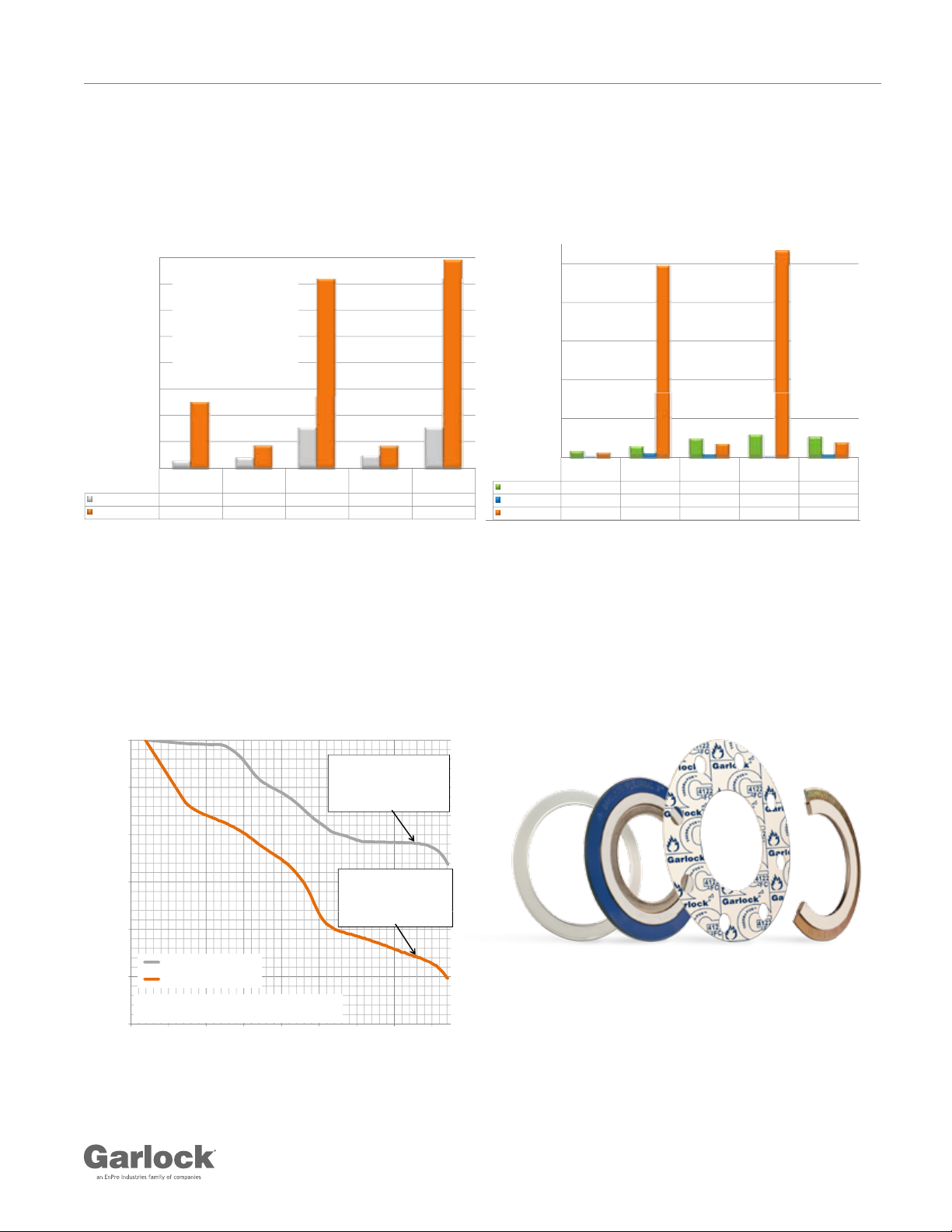
OUT PERFORMS
™
THERMa-PUR
laboratory testing
out performed vermiculite based gaskets in
†
. THERMa-PUR™ showed significantly less
leakage even in extreme thermal cycling condition
†For test details, please contact Garlock Engineering
LeakageTes twithThermalCycling(CutGasket)
800
Temperature:Thermalcyclingbetween
ambientand1000F.
700
Application:2”300#RaisedFaceFlanges
600
Media:Nitrogen
Internalpressure:30psig
500
Torque:60ft‐lbs
Installationgasketload: 8000psi
400
Thickness:1/16”
300
AGERATE(ml/hr)
LEA
200
100
4122‐FC
VermiculiteGasket
0
Ambient
249 85 717 84 790
1stThermal
Cycle@1000°F
25 36 152 45 152
Ambient
(cooldown)
2ndThermal
Cycle@1000°F
.
LeakageTes twithThermalCycling(MetallicGasket)
Ambient
(cooldown)
50
40
30
20
ERATE(ml/hr)
10
LEAKA
4122‐KAMM
4122‐CMG
VermiculiteSWG
KAMM ‐Kammprofile
CMG ‐ CorrugatedMetalGasket
SWG‐ SpiralWoundGasket
0
Ambient
1stThermal
Cylce@1000°F
1.4 2.8 4.8 5.7 5.2
0.10 0.80 0.53 0.10 0.53
1.0 49.5 3.4 53.3 3.8
Ambient
(cooldown)
2ndThermal
Cycle@1000°F
Temperature:Thermalcycling
betweenambientand1000F.
Application:2”300#Raised
FaceFlanges
Media:Nitrogen
Internalpressure:30psig
Torque:60ft‐lbs
Installationgasketload:
8000psi
Ambient
(cooldown)
LOW WEIGHT LOSS
THERMa-PUR™ proprietary formulation resists oxidation and has
improved weight loss property by almost 2X when compared
to other high temp organic based gaskets such as graphite and
vermiculite.
Weight Loss Tesng (TGA¹)
100
THERMa-PUR™
THERMa-PUR™
maintained 95% of
98
96
94
ual Mass (%)
92
Resi
THERMa-PUR™
90
Vermiculite Gasket
¹TGA—thermal gravimetric analysis in oxygen atmosphere
@ 80°F to 1650°F with 30min hold at max temperature
88
0 200 400 600 800 1000 1200 1400 1600
Temperature ( F)
maintained 95% of
its original weight
it's original weight
Vermiculite Gasket
Vermiculite Gasket
lost 10% of its
lost 10% of its
original weight
Leaders in Sealing Integrity
11

Garlock Fluid Sealing Products Technical Manual
BLUE-GARD® Compressed Gasketing
TYPICAL PHYSICAL PROPERTIES*
3000 3200/3400
4/5
Color Blue Off-white/
Grey-black
Binder Nitrile (NBR) SBR Neoprene (CR) EPDM Nitrile (NBR)
Temperature
Pressure
P x T, max.
1
1
(psig x ˚F)
(bar x ˚C)
Sealability (ASTM F37B)
ASTM Fuel A
Nitrogen
2
Maximum
Minimum
Continuous Max.
+700°F (+370°C)
-100°F (-75°C)
+400°F (+205°C)
+700°F (+370°C)
-100°F (-75°C)
+400°F (+205°C)
+700°F (+370°C)
-100°F (-75°C)
+400°F (+205°C)
psig (bar) 1,000 (70) 1,200 (83) 1,200 (83) 1,200 (83) 1,000 (70)
1/32", 1/16"
(0.8mm, 1.6mm)
1/8"
(3.2mm)
ml/hr
ml/hr
350,000
(12,000)
250,000
(8,600)
0.2
0.6
350,000
(12,000)
250,000
(8,600)
0.3
0.7
Creep Relaxation (ASTM F38) % 21 18 20 20 25
Compressibility Average (ASTM F36) % 8 10 10 10 8
Recovery (ASTM F36) % 50 50 50 50 50
Tensile Strength across grain
(ASTM F152)
psi
(N/mm
Density lbs/ft
Gas Permeability
(DIN 3535 Part 4)
3
cc/min. 0.05 0.03 0.08 0.04 -
2
)
3
(g/cm3) 100 (1.60) 100 (1.60) 105 (1.68) 100 (1.60) 105 (1.68)
2,150
(15)
2,250
(15)
3300
4
3700
4
2900/2950
Black Light grey Black/Green
350,000
(12,000)
250,000
(8,600)
0.2
1.0
1,800
(12)
+700°F (+370°C)
-100°F (-75°C)
+400°F (+205°C)
350,000
(12,000)
250,000
(8,600)
0.3
0.7
1,800
(12)
+700°F (+370°C)
-100°F (-75°C)
+400°F (+205°C)
350,000
(12,000)
250,000
(8,600)
0.5
1.00
1,500
(10)
NOTES:
1
Based on ANSI RF flanges at our preferred torque. When approaching maximum
pressure, continuous operating temperature, minimum temperature or 50% of
maximum PxT, consult Garlock Engineering.
2
ASTM F37B Sealability
ASTM Fuel A (isooctane):
Gasket load = 500 psi (3.5 N/mm2), Int. pressure = 9.8 psig (0.7 bar)
Nitrogen:
Gasket load = 3,000 psi (20.7 N/mm2), Int. pressure = 30 psig (2 bar)
3
DIN 3535 Part 4 Gas Permeability, cc/min. (1/16" thick)
Nitrogen:
Gasket load = 4,640 psi (32 N/mm2), Int. pressure = 580 psig (40 bar)
4
Saturated steam service guidelines:
› For optimal performance, use thinner gaskets when possible.
› Minimum recommended assembly stress = 4,800 psi.
› Preferred assembly stress = 6,000 psi to 10,000 psi.
› Retorque the bolts/studs prior to pressurizing the assembly.
› If the service is superheated steam, contact Applications Engineering
5
Refer to Mill spec section under "Gasketing Terms" for order/inquiry requirements
This is a general guide and should not be the sole means of selecting
or rejecting this material. ASTM test results in accordance with ASTM
F-104; properties based on 1/32" (0.8mm) sheet thickness.
* Values do not constitute specification limits
All styles are furnished with an anti-stick parting agent as standard.
12
Leaders in Sealing Integrity
Garlock Fluid Sealing Products Technical Manual
BLUE-GARD® Styles 3000 to 3700
BENEFITS
Excellent Sealability
» Unique blend of aramid fibers, fillers and elastomeric binders
provides improved torque retention and drastically lowered
emissions levels
Versatile
» Variety of elastomers excel in a wide range of services
» See note below for DTL 24696
Cost Savings
» Cuts operational costs through reduced:
› Waste
› Maintenance efforts
› Stocked inventory
› Fluid loss
› Energy consumption
Styles 2900, 2950
BENEFITS
Ideal for utility services
» Excellent sealability
» Improved thermal stability
» Good for general service
MEDIA
3000 Water, aliphatic hydrocarbons, oils & gasoline
*
, 3400 Water, saturated steam†, inert gases
3200
3300 Water, saturated steam
3700 Water, saturated steam
2900, 2950 Water, aliphatic hydrocarbons, oils & gasoline
NOTE:
All styles are furnished with an anti-stick parting agent as standard.
†
For steam service above 150psig, contact Engineering.
* Refer to “Military Specifications” section under “Gasketing Terms” for order/inquiry
requirements. To ensure receipt of product with the required DTL 24696 branding,
certification will be required; associated fees based on quantity.
» WRC BS 6920 Approved
» Meets BS7531 Grade Y Specifications
†
, refrigerants, oils and fuels
†
and mild chemicals
WARNING:
The failure to select the proper sealing product for your application can result in property
damage and/or serious personal injury. You should not purchase or use any of the
products identified in this brochure without undertaking a thorough, independent study,
and obtaining an evaluation of your particular application by qualified professionals. The
descriptions of the products contained in this brochure constitute general guidelines as
to product selection and installation and may not be appropriate for your particular project.
The performance data and metrics contained in this brochure are not specification min/
max limits, or guarantees of performance, but instead represent typical values that have
been established based upon field testing, customer field reports, and/or in-house testing.
Actual performance will vary from these values and you should not rely upon these figures
in determining the suitability of the use of the product for any particular application.
While the utmost care has been used in compiling this brochure, we assume no
responsibility for errors. Specifications subject to change without notice. This edition
cancels all previous issues. Subject to change without notice.
GARLOCK is a registered trademark for packings, seals, gaskets, and other products
of Garlock.
Leaders in Sealing Integrity
13

Garlock Fluid Sealing Products Technical Manual
MULTI-SWELL™ Style 3760, 3760-U
BENEFITS
Ultra-tight seal in water and oil applications
» Proprietary formulation creates additional gasket load when the
gasket comes in contact with oil or water
» Twice as compressible as standard fiber gaskets - conforms to
irregular surfaces
Versatile
» Stops leakage in:
› Gear boxes
› Compressors
› Pumps
› Lube oil systems
› Access covers
TYPICAL PHYSICAL PROPERTIES*
3760
Color Blue/off-white
Binder Proprietary
Temperature
Pressure
P x T, max. (psig x ˚F)
(bar x ˚C)
Sealability (ASTM F37B)
ASTM Fuel A
Nitrogen
Gas Permeability
(DIN 3535 Part 4)
Creep Relaxation (ASTM F38)
Compressibility Average
(ASTM F36) %
Recovery (ASTM F36) %
Tensile Strength across grain
(ASTM F152) psi (N/mm2)
Density 1/32" (0.8mm) thk lbs/ft3 (g/cm3)
This is a general guide and should not be the sole means of selecting or
rejecting this material. ASTM test results in accordance with ASTM F-104;
properties based on 1/32" (0.8mm) sheet thickness.
1
2
2
3
Minimum
Continuous Max
Max., psig (bar) 500 (34.5)
1/32", 1/16"
(0.8mm, 1.6mm)
1/8"
(3.2mm)
ml/hr
ml/hr
cc/min. -
% 30
-100 °F ( -75°C)
400°F (205°C)
150,000
(5,100)
100,000
(3,400)
0.20
0.40
15
40
1,000 (6.9)
85 (1.36)
NSF 61 certified MULTI-SWELL™ Style 3760-U
Nuclear Safety Related - 10CFR 50 Appendix B
NOTES:
1
Based on ANSI RF flanges at our preferred torque. When approaching
maximum pressure, continuous operating temperature, minimum
temperature or 50% of maximum PxT, consult Garlock Engineering.
2
ASTM F37B Sealability
ASTM Fuel A (isooctane):
Gasket load = 500 psi (3.5 N/mm2), Int. pressure = 9.8 psig (0.7 bar)
Nitrogen:
Gasket load = 3,000 psi (20.7 N/mm2), Int. pressure = 30 psig (2 bar)
3
DIN 3535 Part 4 Gas Permeability, cc/min. (1/16" thick)
Nitrogen:
Gasket load = 4,640 psi (32 N/mm2), Int. pressure = 580 psig (40 bar)
* Values do not constitute specification limits
14
Leaders in Sealing Integrity

Garlock Fluid Sealing Products Technical Manual
Vegetable Fiber Gasketing
TYPICAL PHYSICAL PROPERTIES*
660 681
Material Vegetable fiber with cork granules
and glue-glycerin binder
Temperature
1
212°F (10 0°C ) 212°F (10 0°C )
Pressure, max psig (bar) 20 0 (15) 20 0 (15)
P x T, max. psig x ˚F (bar x ˚C)
Widths available inches
Thickness available inches
40,000 (1,300) 40,000 (1,300)
36 36
1/64 , 0.021,
1/3 2, 3 /6 4, 1/16,
3/32, 1/8, 3/16, 1/4
Compressibility at 1,000 psi Range %
Recovery %
Tensile Strength, min. psi (N/mm2)
Meets Specifications
ASTM-D-1170-62T, Grade P-3415-A; SAE
40-55 25- 40
>40 >40
1,000 (7) 2,000 (14)
J90, Grade P-3415-A; MIL-G-12803C,
Grade P-3415-A
Vegetable fiber with glue-glycerin binder
0.00 6, 0.010, 1/6 4,
0.021, 1/32, 3/64,
1/16, 3/32, 1/8, 3/16, 1/4
ASTM-D-1170-62T, Grade P-3313-B; SAE J90,
Grade P-3313-B; MIL-G-12803C, Grade P-
3313-B; HH-P-96F Type 1
NOTES:
1
Gasket materials are immersed in fluids for 22 hours at 70°-85°F (21-29°C).
* Values do not constitute specification limits
VEGETABLE FIBER TOLERANCES ON THICKNESS
0.006" ±0.0035" 0.062" ±0.005"
0.010" ±0.0035" 0.094" ±0.008"
0.015" ±0.0035" 0.125 " ±0.016 "
0.021" ±0.005" 0.1 87" ±0.016"
0.0 31" ±0.005" 0.250" ±0.016 "
0.046" ±0.005"
WARNING:
The failure to select the proper sealing product for your application can result in property
damage and/or serious personal injury. You should not purchase or use any of the
products identified in this brochure without undertaking a thorough, independent study,
and obtaining an evaluation of your particular application by qualified professionals. The
descriptions of the products contained in this brochure constitute general guidelines as
to product selection and installation and may not be appropriate for your particular project.
The performance data and metrics contained in this brochure are not specification min/
max limits, or guarantees of performance, but instead represent typical values that have
been established based upon field testing, customer field reports, and/or in-house testing.
Actual performance will vary from these values and you should not rely upon these figures
in determining the suitability of the use of the product for any particular application.
While the utmost care has been used in compiling this brochure, we assume no
responsibility for errors. Specifications subject to change without notice. This edition
cancels all previous issues. Subject to change without notice.
GARLOCK is a registered trademark for packings, seals, gaskets, and other products
of Garlock.
Leaders in Sealing Integrity
15
Garlock Fluid Sealing Products Technical Manual
GYLON® Family
Styles 3500 to 3510
BENEFITS
Tighter seal
» Improved performance over conventional PTFE
» Reduced product loss and emissions
Reduced creep relaxation
» Unique manufacturing process minimizes cold flow problems
typical of skived and expanded PTFE sheets
» Excellent bolt torque retention
Chemical resistance
» Withstands a wide range of chemicals for extended service life
in a wide variety of applications
Cost savings
» Cuts operational costs through reduced:
› Fluid loss
› Energy consumption
› Maintenance costs
Largest sheet sizes*
» Offers some of the largest sheet sizes in the industry
» Improved material utilization reduces waste
Branding and color coding
» Easy identification of superior GYLON® products
» Reduces misapplication and use of unauthorized, inferior
substitutes
MEDIA
GYLON® 3500
GYLON® 3504
GYLON® 3510
NOTES:
1
ASTM F37B Sealability, milliliters/hour (1/4" thick)
ASTM Fuel A (isooctane):
Gasket load: 3,000 psi (20.7 N/mm2), Internal pressure: 30 psig (2 bar)
2
DIN 3535 Part 4 Gas Permeability, cc/min. (1/4" thick)
Nitrogen:
Internal pressure: 580 psig (40 bar), Gasket load: 4,640 psi (32 N/mm2)
* 60" x 60" (1524 mm x 1524 mm), 70" x 70" (1778 mm x 1778 mm),
60" x 90" (1524 mm x 2286 mm)
Strong acids (except hydrofluoric), solvents,
hydrocarbons, water, steam, chlorine, and cryogenics.
Conforms to FDA regulations. (For oxygen service,
specify "Style 3502 for oxygen service.")
Moderate concentrations of acids and some caustics,
hydrocarbons, solvents, water, refrigerants, and
cryogenics. Conforms to FDA regulations. (For oxygen
service, specify "Style 3505 for oxygen service.")
Strong caustics, moderate acids, chlorine, gases, water,
steam, hydrocarbons, and cryogenics. Conforms to FDA
regulations. (For oxygen service, specify "Style 3503 for
oxygen service.")
16
› Inventory costs
› Waste
Thermally Bonded GYLON
®
BENEFITS
Effective seal
» Patented bonding process produces large one piece gaskets
without dovetailed joints for easier installation
» GYLON
®
material provides the excellent chemical resistance of
PTFE without creep relaxation and cold flow problems
Versatile
» Ideal for corrosive applications with extra-large flanges
» Styles 3500, 3502, 3503, 3504, 3505, 3510, 3540, HP 3560, HP
3561 and 3565 can all be welded using this process
Style 3535 Joint Sealant
BENEFITS
Chemical resistance
» Pure PTFE is chemically inert, withstands a wide range of
chemicals
» Conforms to FDA regulations
Easy to install
» Continuous length on spools is easily cut and formed
» Strong adhesive backing aids installation on narrow or hard-
to-reach flanges
» Available in widths from 1/8" to 1"
TYPICAL PHYSICAL PROPERTIES*
Sealability (ASTM F37B)1 ml/hr 0.1
2
Gas Permeability (DIN 3535 Part 4)
Temperature -450°F (-268°C) to 500°F (260°C)
Pressure 800 psig max.
WARNING:
The failure to select the proper sealing product for your application can result in property
damage and/or serious personal injury. You should not purchase or use any of the
products identified in this brochure without undertaking a thorough, independent study,
and obtaining an evaluation of your particular application by qualified professionals. The
descriptions of the products contained in this brochure constitute general guidelines
as to product selection and installation and may not be appropriate for your particular
project.
The performance data and metrics contained in this brochure are not specification
min/max limits, or guarantees of performance, but instead represent typical values
that have been established based upon field testing, customer field reports, and/or
in-house testing. Actual performance will vary from these values and you should not
rely upon these figures in determining the suitability of the use of the product for any
particular application.
While the utmost care has been used in compiling this brochure, we assume no
responsibility for errors. Specifications subject to change without notice. This edition
cancels all previous issues. Subject to change without notice.
GARLOCK is a registered trademark for packings, seals, gaskets, and other products
of Garlock.
cc/min. 0.05
Leaders in Sealing Integrity
GYLON® Styles HP 3560 / HP 3561
BENEFITS
Tighter seal
» Perforated .008" thick stainless steel core increases resistance
to pressure fluctuations and thermal cycling
» GYLON
eliminating the need for frequent retorquing
Chemical resistance
» Seals aggressive chemicals in hostile environments where
safety or blowout resistance is crucial*
®
offers superior cold flow and creep resistance,
Garlock Fluid Sealing Products Technical Manual
MEDIA
HP 3560
HP 3561
Style 3565
ENVELON
Strong acids (except hydrofluoric), solvents, hydrocarbons, water, steam, chlorine, and cryogenics (For
oxygen service, specify "HP 3562 for oxygen service.")
Strong caustics, moderate acids, chlorine, gases, water,
steam, hydro-carbons, cryogenics (For oxygen service,
specify "HP 3563 for oxygen service.")
Moderate concentrations of acids ENVELON® and
®
caustics, hydrocarbons, solvents, cryogenics, and glasslined equipment. Conforms to FDA regulations.
GYLON® Style 3565 ENVELON® Gasketing
BENEFITS
Tighter seal
» Soft, deformable exterior conforms to surface irregularities;
ideal for worn, warped or pitted flanges
» Stable blue core improves cold flow resistance
» Low bolt load requirements ensure a tight seal on glass-lined
or wavy flanges
» Direct sintering of GYLON® layers prevents leak paths and
adhesive contamination
Easy to install
» Unitized construction avoids jacket fold over
» Rigid core facilitates installation of large gaskets
Minimizes inventory
» Custom-cut gaskets from large sheets offer convenience while
reducing costly inventory buildup
» Ideal replacement for slit, milled, formed shield and double
jacketed envelope gaskets
NOTES:
*
Consult Garlock Applications Engineering when using flanges in pressure
classes above 300 lbs.
** Patents #4,961,891; #4,900,629
†
When sealing uneven flanges, gasket must be four times thicker than
maximum gap between flanges.
†
†
WARNING:
The failure to select the proper sealing product for your application can result in property
damage and/or serious personal injury. You should not purchase or use any of the
products identified in this brochure without undertaking a thorough, independent study,
and obtaining an evaluation of your particular application by qualified professionals. The
descriptions of the products contained in this brochure constitute general guidelines as
to product selection and installation and may not be appropriate for your particular project.
The performance data and metrics contained in this brochure are not specification min/
max limits, or guarantees of performance, but instead represent typical values that have
been established based upon field testing, customer field reports, and/or in-house testing.
Actual performance will vary from these values and you should not rely upon these figures
in determining the suitability of the use of the product for any particular application.
While the utmost care has been used in compiling this brochure, we assume no
responsibility for errors. Specifications subject to change without notice. This edition
cancels all previous issues. Subject to change without notice.
GARLOCK is a registered trademark for packings, seals, gaskets, and other products
of Garlock.
**
Leaders in Sealing Integrity
17
Garlock Fluid Sealing Products Technical Manual
GYLON® Style 3545
BENEFITS
Tighter seal
» Higher compressible PTFE outer layers seal under low bolt load -
suitable for many flat face and glass-lined flanges*
» Compressible layers conform to surface irregularities, especially
on warped, pitted or scratched flanges
» Rigid PTFE core reduces cold flow and creep normally associated
with conventional PTFE gaskets
Excellent chemical compatibility
» Pure PTFE withstands a wide range of chemicals
Easy to cut and install
» Soft PTFE can be cut easily from larger sheets, reducing inventory
costs and expensive downtime
» Rigid PTFE core facilitates installation, especially on large diameter
flanges and hard-to-reach areas
GYLON® Style 3540
» Pure microcellular PTFE
» Similar to Style 3545, but without rigid core
» Ideal for wavy, warped, pitted or scratched flanges and for
many types of flat face* flanges
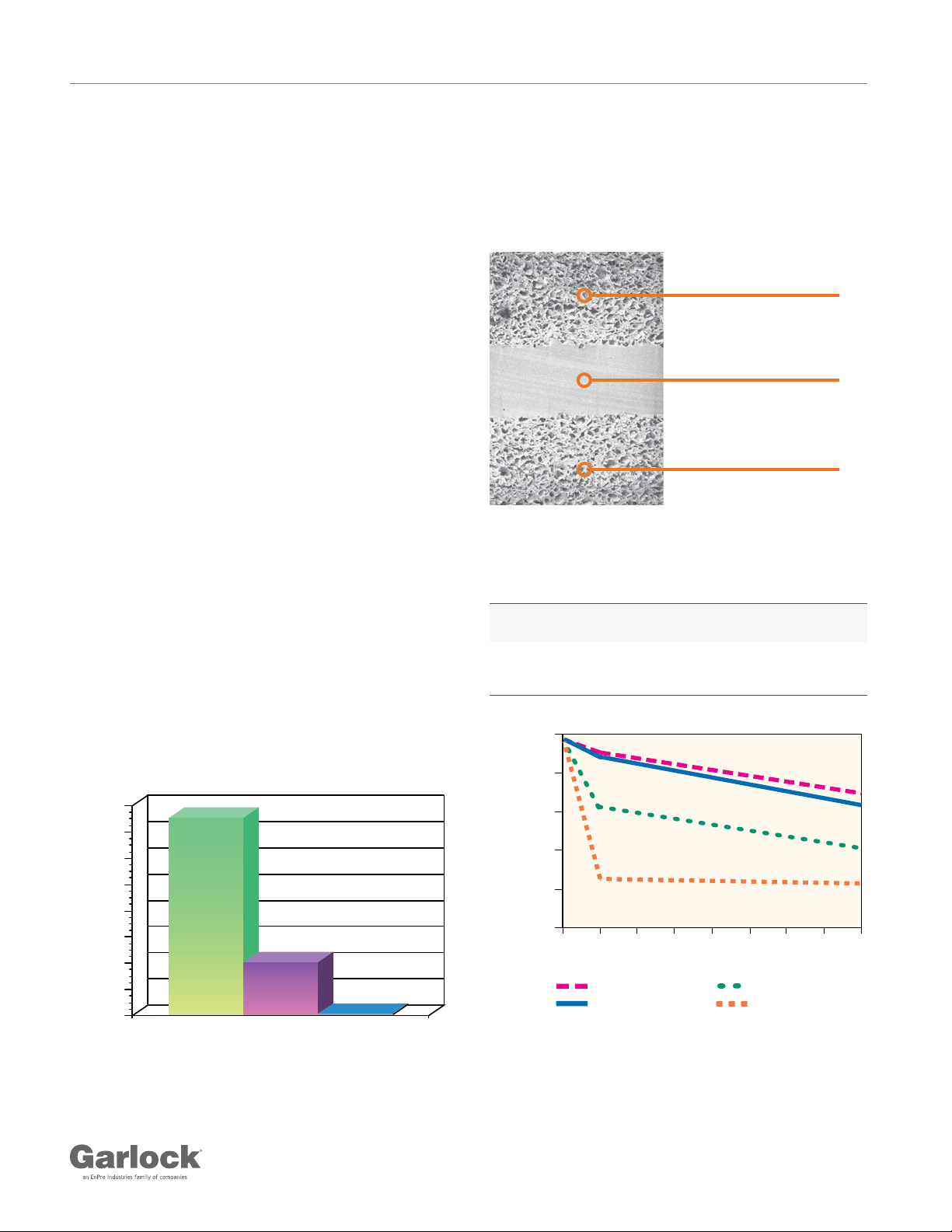
TEST RESULTS
DIN 3535 Gasket Permeation Test
0.16
0.14
0.12
0.10
0.08
0.06
Leak Rate (cc/min.)
0.04
0.02
0
NOTES:
Dramatically reduced leakage of GYLON
Average of three tests, using 580 psig nitrogen with 4,640 psi gasket load according
to DIN 3535 requirements. All samples 1/16" (1.6 mm) thick.
Expanded
PTFE
®
GYLON
3540
®
3540 and 3545.
GYLON
3545
®
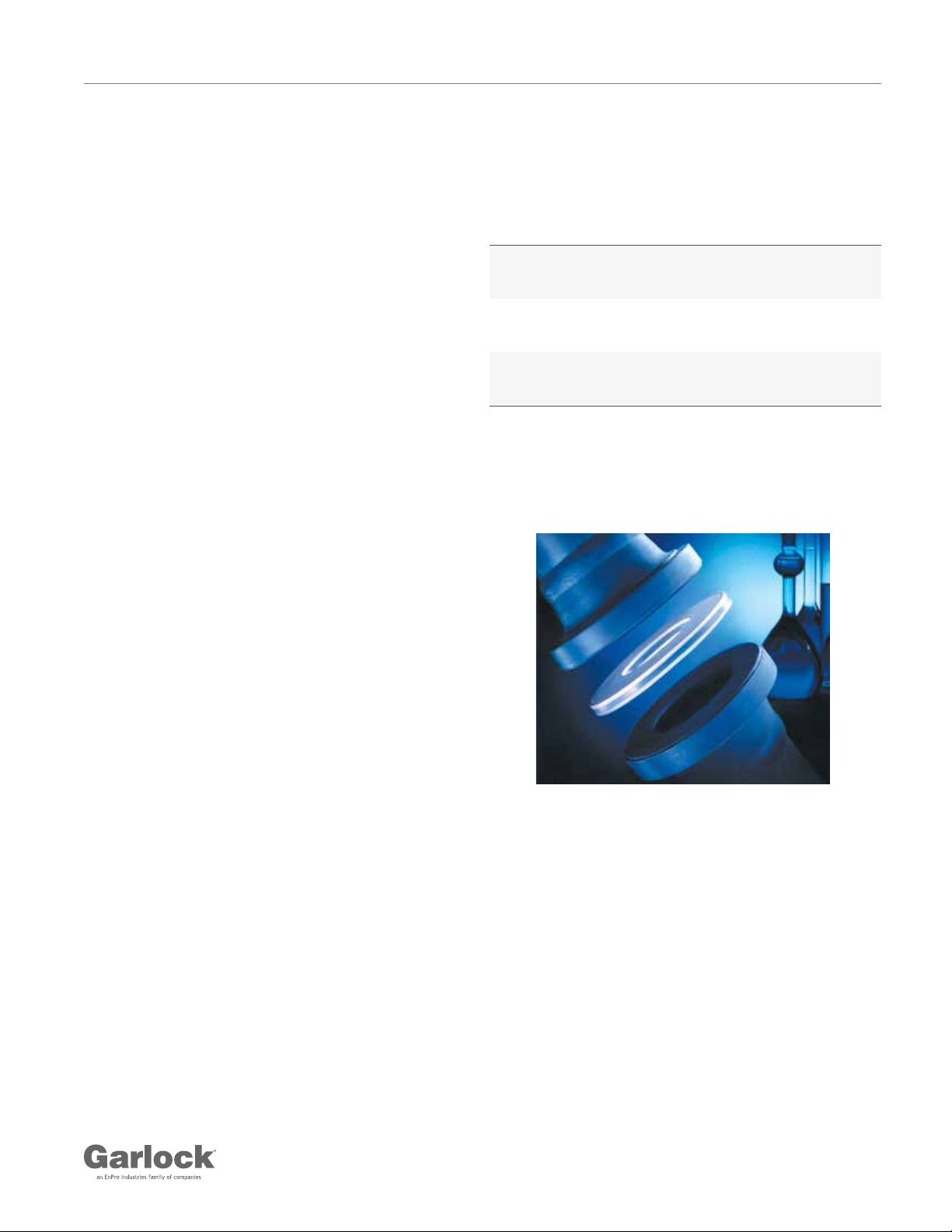
CONFIGURATION
Microcellular PTFE
Rigid PTFE
Microcellular PTFE
Cross-sectional view under electron microscope. All layers
manufactured using proprietary GYLON
®
process - thermally fused
layers, without the use of adhesives.
MEDIA
GYLON® 3540
GYLON® 3545
7500
(53.5)
6000
(42)
4500
(31.5)
3000
(21)
1500
(10.5)
Bolt Load Retained – psi (bar)
0
High bolt load retention of GYLON® 3540 and 3545, especially at high
temperatures, indicates gasket is less likely to incur gross leakage
(blowout).
* For flat face flanges, a minimum compressive stress of 1,500 psi (10.3 N/
mm2) is recommended on the contacted gasket area for
150 psig (1.0 N/mm2) liquid service. Consult with the flange manufacturer to
confirm that adequate compressive stress is available.
Strong caustics, strong acids, hydrocarbons and
chlorine, cryogenics. Conforms to FDA regulations.
Strong caustics, strong acids, hydrocarbons, chlorine
and cryogenics and glass-lined equipment. Conforms
to FDA regulations.
DIN 52913 Gasket Bolt Load vs. Time
0 2 4 6 8 10 12 14 16
GYLON® 3540
GYLON
Hours at 500°F (260°C)
®
3545
Expanded PTFE
Skived PTFE
18
Leaders in Sealing Integrity
 Loading...
Loading...