

FUJIFILM FinePix Z3 Service Manual
DIGITAL CAMERA
FinePix Z3
SERVICE MANUAL
US/EU/EG/EE/AS/CH-Model
CAUTION
BECAUSE THIS PRODUCTIS RoHS LEAD-FREE COMPLIANT, USE THE DESIG-
NATED AFTER-SELES PARTS AND THE DESIGNATED LEAD-FREE SOLDER WHEN
PERFORMING REPAIRS. (Refer to page 3 to page 5)
WARNING
THE COMPONENTS IDENTIFIED WITH THE MARK “ ” ON THE SCHEMATIC
DIAGRAM AND IN THE PARTS LIST ARE CRITICAL FOR SAFETY.
PLEASE REPLACE ONLY WITH THE COMPONENTS SPECIFIED ON THE SCHEMATIC
DIAGRAM AND IN THE PARTS LIST.
IF YOU USE PARTS NOT SPECIFIED, IT MAY RESULT IN A FIRE AND AN
ELECTRICAL SHOCK.
FUJI PHOTO FILM CO., LTD.
Ref.No.:ZM00640-100
Printed in Japan 2006.06
FinePix Z3 Service Manual
SAFETY CHECK-OUT
After correcting the original problem, perform the following
safety check before return the product to the customer.
1. Check the area of your repair for unsoldered or poorly
soldered connections. Check the entire board surface
for solder splasher and bridges.
2. Check the interboard wiring to ensure that no wires are
“pinched” or contact high-wattage resistors.
3. Look for unauthorized replacement parts, particularly
transistors, that were installed during a previous repair.
Point them out to the customer and recommend their
replacement.
4. Look for parts which, though functioning, show obvious
signs of deterioration. Point them out to the customer
and recommend their replacement.
5. Check the B + voltage to see it is at the values
specified.
6. Make leakage - current measurements to determine
that exposed parts are acceptably insulated from the
supply circuit before returning the product to the
customer.
7. CAUTION: FOR CONTINUED
PROTECTION AGAINST FIRE
HAZARD, REPLACE ONLY WITH
SAME TYPE 2.5 AMPERES 125V
FUSE.
2.5A 125V
2.5A 125V
8. WARNING:
RISK OF FIREREPLACE FUSE
AS MARKED
ATTENTION: AFIN D'ASSURER
UNE PROTECTION
PERMANENTE CONTRE LES
RISQUES D'INCENDIE,
REMPLACER UNIQUEMENT
PAR UN FUSIBLE DE MEME,
TYPE 2.5 AMPERES, 125 VOLTS.
TO REDUCE THE ELECTRIC
SHOCK, BE CAREFUL TO
TOUCH THE PARTS.
WARNING!
HIGH VOLTAGE
2
FinePix Z3 Service Manual
RoHS lead-free compliance
Because this product is RoHS lead-free compliant, use the designated after-sales parts and the designated lead-free solder
when performing repairs.
<Background & Overview>
With the exception of parts and materials expressly excluded from the RoHS directive (*1), all the internal connections and
component parts and materials used in this product are lead-free compliant (*2) under the European RoHS directive.
*1: Excluded items (list of the main lead-related items)
• Lead included in glass used in fluorescent tubes, electronic components and cathode-ray tubes
• Lead in high-melting-point solder (i.e. tin-lead solder alloys that contain 85% lead or more)
• Lead in ceramic electronic parts (piezo-electronic devices)
• Mercury contained in fluorescent tubes is also excluded.
*2: Definition of lead-free
A lead content ratio of 0.1 wt% or less in the applicable locations (solder, terminals, electronic components, etc.)
<Reference>
RoHS: The name of a directive issued by the European Parliament aimed at restricting the use of
certain designated hazardous substances included in electrical and electronic equipment.
Designated substances (6): Lead, mercury, cadmium, hexavalent chromium, polybrominated biphenyls (PBBs) and
polybrominated diphenyl ether (PBDE)
<Lead-free soldering>
When carrying out repairs, use a designated lead-free solder, bearing in mind the differing work practices for conventional
solder (eutectic) and lead-free solder.
Differences in the soldering work for lead-free and eutectic solder
When the soldering work practices for eutectic solder and lead-free solder are compared, the main differences are as shown
below. In particular, when lead-free solder is used, the solder tends to be less workable than when eutectic solder is used.
Accordingly, the soldering techniques used must take that into account.
Difference
The solder starts melting later.
1
Poor wetting
2
Solder feed rate is difficult to control.
3
Wetting the insides of through holes is especially
4
difficult.
5
During repairs (or modifications) removing solder
from inside through holes is difficult.
6
There is serious carbonization of the soldering iron.
The surface is not glossy.
7
The initial melting point of lead-free solder is high, so you
have to get used to it.
Move the tip of the soldering iron around to heat the entire
connection to the melting temperature and assist wetting.
Use the solder (wire) diameter and soldering iron that are
best suited to connection being soldered.
First apply solder to the area immediately around the
through hold and then feed the solder into the hole.
Use a suitable wicking wire (with a suitable method and
heating) and a suction tool.
Either put solder onto the soldering iron tip after completing
the work, or turn the iron off frequently.
Learn to recognize the appearance of the surface.
Countermeasure
3
FinePix Z3 Service Manual
Setting temperature during lead-free soldering
• Lead-free solder melting temperature
The melting point of eutectic (Sn-Pb) solder is 183°C, while the melting point of lead-free solder (Sn-Ag-Cu) is 30°C higher
at 220°C.
• Soldering iron tip temperature
The temperature setting for the soldering iron used should be such that the tip of the soldering iron is at the correct
bonding temperature for the connection. This temperature is normally set at around 100°C higher than the melting point of
the solder.
However, the actual temperature should take into account the shape and size of the soldering iron tip, the heat tolerance
of the connection and the workability of that temperature.
• Correct bonding temperature
The correct bonding temperature refers not to the temperature of the heat source, but to the bonding temperature that will
give the best bond strength.
Precautions when soldering with lead-free solder
• Soldering iron maintenance
Because of the high soldering iron temperature in lead-free soldering, there is rapid carbonization of the flux adhering to
the tip of the soldering iron.
(1) Always cover the tip of the soldering iron with solder when it is not being used.
(2) If the tip is black from carbonization, wipe it gently with a paper towel soaked in alcohol until the solder will wet.
• Uniform heating of the board and components
To ensure that the lead-free solder wets the entire surface of the pattern and the lands despite its poor wetting
characteristics, you must move the tip of the soldering iron over a wide area to raise the temperature of the entire
connection.
Soldering iron
A soldering iron with a temperature control is best.
4
FinePix Z3 Service Manual
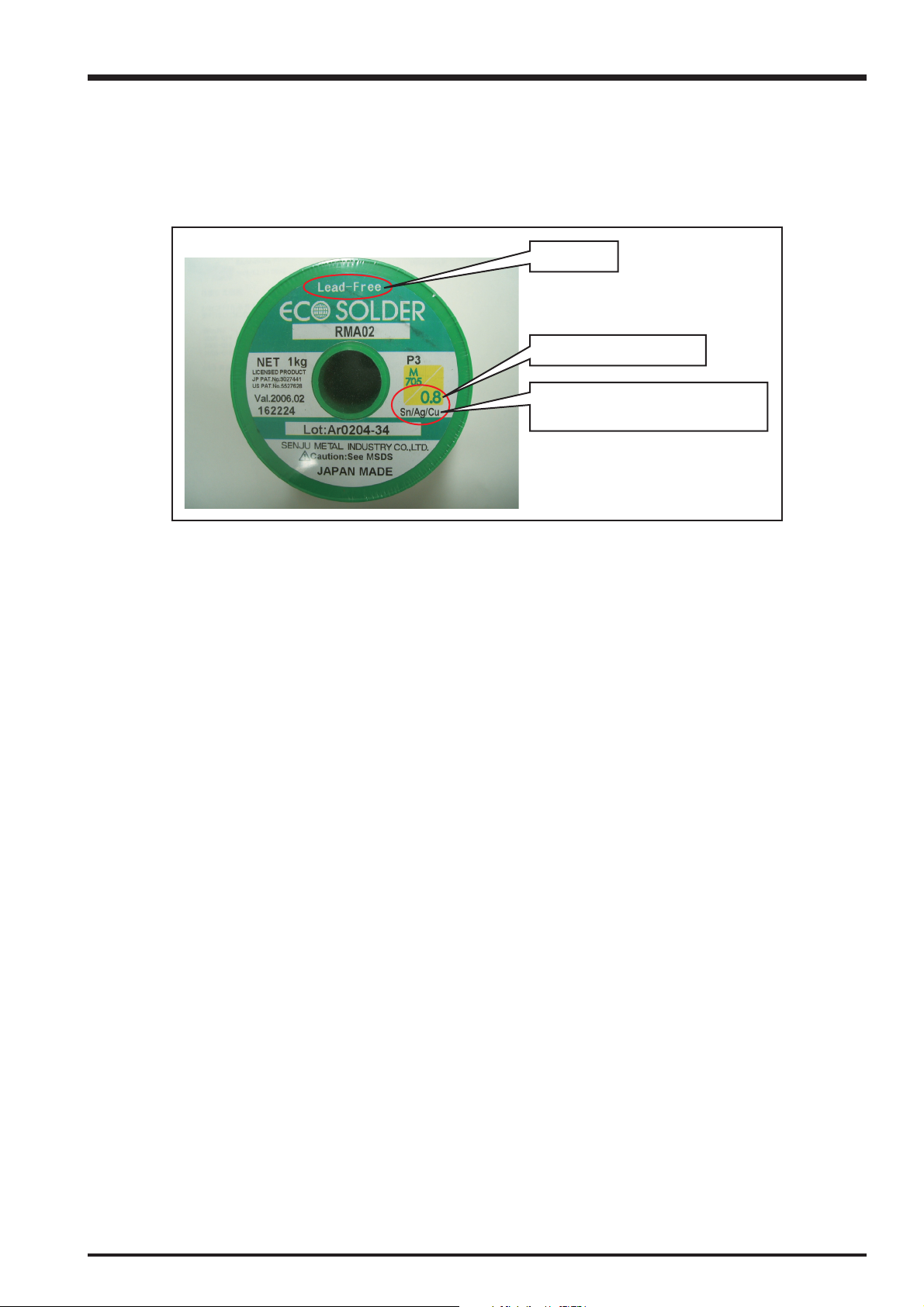
Solder wire (thread)
Use the lead-free solders specified below.
Solder type: Sn96.5Ag3Cu0.5 (Displayed symbol: SnAgCu)
Wire diameter: 0.6, 0.8 or 1.0 mm
Sample:
lead-free
Wire diameter 0.8mm
Solder type (Displayed symbol)
SnAgCu
Flux
Conventional flux can be used.
Solder application wires (mesh, wicking wire, etc.)
Conventional application wires can be used.
5

CONTENTS
FinePix Z3 Service Manual
CONTENTS
1. General ........................................................... 8
1-1. Product specification .............................................. 8
1-2. Explanation of Terms ............................................ 11
1-3. Names of External Components .......................... 12
2. Disassembly ................................................. 13
2-1. Names of internal Components ............................13
2-2. Removing the FRONT MAIN ASSY ..................... 14
2-3. Removing the INNER BLOCK ..............................15
2-4. Removing the microphone and INNER CABI R ... 16
2-5. Removing the LCD CONST ................................. 17
2-6. Removing the LENS ASSY .................................. 18
2-7. Removing the ST CONST .................................... 19
2-8. Removing the BATTERY HOLDER ...................... 20
2-9. Removing the BARRIER ASSY ............................ 21
2-10. Removing the KEY UNIT...................................... 22
3. Schematics ................................................... 23
3-1. Cautions ............................................................... 23
3-2. Basic Block Names and Functions .......................23
3-3. Description of Main Block Functions .................... 24
3-3-1. Technical Overview ..................................24
3-4. Block Diagram ...................................................... 25
3-5. Overall connection Diagram ................................. 26
3-6. Circuit Diagrams ...................................................27
3-6-1. CAMERA BLOCK .................................... 27
3-6-2. DCDC BLOCK ......................................... 28
3-6-3. FLASH BLOCK ........................................ 29
3-6-4. KEY BLOCK ............................................. 30
3-6-5. LCD BLOCK ............................................ 31
3-6-6. MOTOR BLOCK ...................................... 32
3-6-7. PMG BLOCK ........................................... 33
3-6-8. PROCESS BLOCK (IO) ...........................34
3-6-9. PROCESS BLOCK (PW) .........................35
3-6-10. PROCESS BLOCK (SYS) ....................... 36
3-6-11. CHG BLOCK ............................................ 37
3-6-12. AUDIO BLOCK ........................................ 38
3-6-13. MEDIA BLOCK ........................................ 39
3-6-14. VIDEO BLOCK ........................................ 39
3-6-15. IO BLOCK ................................................40
3-6-16. CCD FPC BLOCK .................................... 40
3-7. Mounted Parts Diagrams ...................................... 41
3-7-1. CCD FPC ASSY ...................................... 41
3-7-2. MAIN PWB ASSY .................................... 43
4. Adjustments .................................................. 45
4-1. Important point before Adjustment ....................... 45
4-1-1. The handling of image files in internal
memory ....................................................45
4-1-2. Important point Adjustment when
Replacing Major Parts.............................. 46
4-2. Measuring Instruments Used ............................... 46
4-3. Use Jig ................................................................. 47
4-3-1. Use Jig list ............................................... 47
4-3-2. Modifiying the FxZ1 Camera Holder ........ 47
4-4. Calibration method of pattern box ........................ 48
4-5. Adjustment software installation ........................... 48
4-5-1. Various downloading software
decompressions, preservation methods,
and notes ................................................. 48
4-5-2. Installation of DSC jig driver..................... 49
4-5-3. Adjustment softwareinitiation method ...... 49
4-6. Initial Settings of the Adjustment Software ........... 50
4-7. Starting the Adjustment Software ......................... 53
4-8. [R] : Flash Memory Reset ..................................... 56
4-9. [F4] : CCD Data Input ...........................................58
4-10. [ C ] : CCD Line Defect Adjustment ......................60
4-11. [F5] : Camera Adjustment ..................................... 64
4-12. [F6] : AF Adjustment .............................................70
4-13. [F7] : Flash Adjustment ......................................... 73
4-14. [F1] : Battery Voltage Adjustment ......................... 75
4-15. [F11] : Video Adjustment ...................................... 79
4-16. [F3] : LCD Adjustment .......................................... 81
4-17. [F8] : Firmware Download .................................... 83
4-18. [F12] : End Setting................................................ 85
5. Inspection ..................................................... 89
5-1. Required Measuring Equipment ...........................89
5-2. Connection of Measuring Equipment ................... 89
5-3. Inspection and Factory Settings ........................... 90
6

FinePix Z3 Service Manual
CONTENTS
CONTENTS
6. Parts List....................................................... 94
6-1. Silver Model .......................................................... 94
6-1-1. Packing and Accessories ......................... 94
6-1-1-1. US-model ................................. 94
6-1-1-2. EU-model ................................. 95
6-1-1-3. EG-model ................................. 96
6-1-1-4. EE-model ................................. 97
6-1-1-5. AS-model ................................. 98
6-1-1-6. AS-model (JP Production) ....... 99
6-1-1-7. CH-model ............................... 100
6-1-2. Mechanical Block ...................................101
6-1-2-1. US/AS-model ......................... 101
6-1-2-2. AS-model (JP Production) ..... 102
6-1-2-3. EU/EG/EE-model ................... 103
6-1-2-4. CH-model ............................... 104
6-2. Pink Model .......................................................... 105
6-2-1. Packing and Accessories ....................... 105
6-2-1-1. US-model ............................... 105
6-2-1-2. EU-model ............................... 106
6-2-1-3. EG-model ............................... 107
6-2-1-4. EE-model ............................... 108
6-2-1-5. AS-model ............................... 109
6-2-1-6. AS-model (JP Production) ..... 110
6-2-1-7. CH-model ............................... 111
6-2-2. Mechanical Block ................................... 113
6-2-2-1. US/AS-model ......................... 113
6-2-2-2. AS-model (JP Production) ..... 114
6-2-2-3. EU/EG/EE-model ................... 115
6-2-2-4. CH-model ............................... 116
6-3. Blue Model ......................................................... 117
6-3-1. Packing and Accessories ....................... 117
6-3-1-1. US-model ............................... 117
6-3-1-2. US-model (JP Production) ..... 118
6-3-1-3. EU-model ............................... 119
6-3-1-4. EU-model (JP Production) ..... 120
6-3-1-5. EG-model ............................... 121
6-3-1-6. EG-model (JP Production) ..... 122
6-3-1-7. EE-model ............................... 123
6-3-1-8. EE-model (JP Production) ..... 124
6-3-1-9. AS-model ............................... 125
6-3-1-10. AS-model (JP Production) ..... 126
6-3-1-11. CH-model ............................... 127
6-3-2. Mechanical Block ...................................129
6-3-2-1. US/AS-model ......................... 129
6-3-2-2. US/AS-model
(JP Production) ...................... 130
6-3-2-3. EU/EG/EE-model ................... 131
6-3-2-4. EU/EG/EE-model
(JP Production) ...................... 132
6-3-2-5. CH-model ............................... 133
6-4. Red Model .......................................................... 135
6-4-1. Packing and Accessories ....................... 135
6-4-1-1. US-model ............................... 135
6-4-1-2. EU-model ............................... 136
6-4-1-3. EG-model ............................... 137
6-4-1-4. EE-model ............................... 138
6-4-1-5. AS-model ............................... 139
6-4-1-6. AS-model (JP Production) ..... 140
6-4-1-7. CH-model ............................... 141
6-4-2. Mechanical Block ...................................143
6-4-2-1. US/AS-model ......................... 143
6-4-2-2. AS-model (JP Production) ..... 144
6-4-2-3. EU/EG/EE-model ................... 145
6-4-2-4. CH-model ............................... 146
6-5. Electrical parts ....................................................147
7. Appendix..................................................... 148
7-1. List of Related Technical Updates Issued .......... 148
7
1. General
FinePix Z3 Service Manual
1. General
1-1. Product specification
System
Model Digital camera FinePix Z3
Effective pixels 5.1 million pixels
CCD 1/2.5-inch Super CCD HR
Storage media Internal memory (approx. 10 MB)/xD-Picture Card (16/32/64/128/256/512 MB/1 GB)
File format Still image: DCF-compliant
Compressed: Exif ver.2.2 JPEG, DPOF-compatible
*Design rule for Camera File System compliant DPOF compatible
Movie: AVI format, Motion JPEG
Audio: WAVE format, Monaural sound
Number of recorded pixels Still image:2592
1600
×
1200 pixels/640 × 480 pixels ( / / / / )
Lens Fujinon 3
F3.5-F4.2
Focal length f=6.1 mm-18.3 mm
(Equivalent to approx. 36 mm-108 mm on a 35 mm camera)
(
Digital zoom Approx. 5.7
Aperture (Wide-angle) F3.5/F5/F8 (up to 3 steps)
Focal range Normal: approx. 60 cm (2.0 ft.) to infinity
Macro: wide-angle: approx. 8 cm (3.1 in.) to 80 cm (2.6 ft.)
Sensitivity AUTO/Equivalent to ISO 64/100/200/400/800/1600
Photometry TTL 256-zones metering
Exposure control Program AE
Scene position
(SPORT), (NIGHT), (FIREWORKS), (SUNSET), (SNOW), (BEACH),
(MUSEUM), (PARTY), (FLOWER), (TEXT)
Exposure compensation -2 EV to +2 EV in 1/3 EV-step increments (
Shutter speed 4 sec. to 1/1000 sec. (depend on Exposure mode)
Continuous shooting Top-3: Number of recorded frames: up to 3 frames
Final-3: Number of recorded frames:
Long-period:Number of recorded frames: Depend on memory size 1.4 sec. interval at
Focus Mode: Single-AF
AF system: TTL contrast-type
AF frame selection: AF (CENTER), AF (MULTI)
White balance Automatic scene recognition/Preset (Fine, Shade, Fluorescent (Daylight), Fluorescent
(Warm White), Fluorescent (Cool White), Incandescent)
Self-timer Approx. 2 sec./10 sec.
×
: Equivalent to approx. 38 mm-114 mm on a 35 mm camera)
telephoto: approx. 45 cm (1.5 ft.) to 80 cm (2.6 ft.)
(NATURAL LIGHT), (NATURAL & ), (PORTRAIT), (LANDSCAPE),
×
1944 pixels/2736 × 1824 pixels/2048 × 1536 pixels/
optical zoom lens
×
(3× optical zoom lens is used together: Max. zoom scale: approx. 17.1×)
)
(Max. 2.2 frames/sec.)
Last 3 frames before releasing the shutter button
(Max. 2.2 frames/sec.)
N depending on quality level
(Max. 0.7 frames/sec.)
8
FinePix Z3 Service Manual
1. General
System
Flash type Auto flash
Effective range: ( : AUTO) Wide-angle: approx. 30 cm-3 m (1.0 ft.-9.8 ft.)
Telephoto: approx. 60 cm-2.3 m (2.0 ft.-7.5 ft.)
Macro: approx. 30 cm-80 cm (1.0 ft.-2.6 ft.)
Flash mode Auto, Red-eye Reduction, Forced Flash, Suppressed Flash, Slow Synchro,
Red-eye Reduction + Slow Synchro
LCD monitor 2.5 inches, Aspect ratio: 4:3; 230,000 pixels Amorphous silicon TFT, Approx. 100%
coverage
Movie 640
Photography functions High-speed shooting, Best framing, Post shot assist window, Frame NO. memory
Playback functions Trimming, Automatic playback, Multi-frame playback, Sorting by date, Image rotate, Voice
Other functions PictBridge, Exif print, Language (
×
480 pixels/320 × 240 pixels ( / )
(30 frames per second with monaural sound)
A series of continuous image can be recorded depending on the available space on an
xD-Picture Card or internal memory. Zoom cannot be used during movie recording.
memo
, English, Francais, Deutsch, , Italiano,
, , , , , Nederlands, ), Time difference, FinePix
photo mode ( -mode)
Input/Output Terminal
A/V OUT NTSC/PAL-type (with monaural sound, connection via cradle)
(Audio/Visual output)
Digital input/output USB 2.0 High-Speed, PTP (Picture Transfer Protocol) (connection via cradle)
DC input socket AC Power Adapter AC-5VC (included)/AC-5VX (sold separately) (connection via cradle)
Power Supply and Others
Power supply Rechargeable Battery NP-40 (included)
Guide to the number of
available frames for
battery operation
According to the CIPA (Camera & Imaging Products Association) standard procedure for
measuring digital still camera battery consumption (extract):
When using a battery, use the battery supplied with the camera. The storage media should
be xD-Picture Card.
Pictures should be taken at a temperature of +23°C (+73°F), with the LCD monitor turned
on, the optical zoom moved from full wide-angle to full telephoto (or vice-versa) and back
again to its original position every 30 seconds, the flash used at full power every second
shot and the camera turned off and then on again once every 10 shots.
• Note: Because the number of available shots varies depending on the level of charge in
the battery, the figures shown here for the number of available shots using the
battery is not guaranteed.
The number of available shots will also decline at low temperatures.
Camera dimensions 90.0 mm
(W/H/D) (not including accessories and attachments)
Camera mass (weight) Approx. 130 g/4.6 oz. (not including accessories, battery and xD-Picture Card)
Weight for photography Approx. 150 g/5.3oz. (including battery and xD-Picture Card)
Operating conditions Temperature: 0
80% humidity or less (no condensation)
Battery Type Number of frames
NP-40 (750 mAh) Approx. 200 frames
×
55.0 mm × 20.0 mm/3.5 in. × 2.2 in. × 0.8 in.
o
C to +40oC (+32oF to +104oF)
9
1. General
Power Supply and Others
Accessories included z Rechargeable Battery NP-40 (1) Soft case included
z Strap (1)
z AC Power Adapter AC-5VC (1 set)
z Picture Cradle (1)
z A/V cable (1) Approx. 1.2 m (3.9 ft.), plug (2.5 mm dia.) to pin-plug
z USB cable (mini-B) (1)
z CD-ROM (1) Software for FinePix CX
z Owner’s Manual (1)
Optional accessories z xD-Picture Card
16MB/32MB/64MB/128MB/256MB/512MB/1GB
z Battery Charger BC-65S
z Rechargeable Battery NP-40 (750 mAh)
z AC Power Adapter AC-5VX
z Image Memory Card Reader DPC-R1
• Compatible with xD-Picture Card of 16 MB to 512 MB, and SmartMedia of 3.3 V,
4 MB to 128 MB.
z PC Card Adapter DPC-AD
• Compatible with xD-Picture Card of 16 MB to 512 MB, and SmartMedia of 3.3 V,
2 MB to 128 MB.
z CompactFlash Card Adapter DPC-CF
FinePix Z3 Service Manual
×
2
Cradle
Cradle dimensions (W/H/D) 98.8 mm × 23.2 mm × 40.4 mm/3.9 in. × 0.9 in. × 1.6 in.
Cradle mass (weight) Approx. 42 g/1.5 oz.
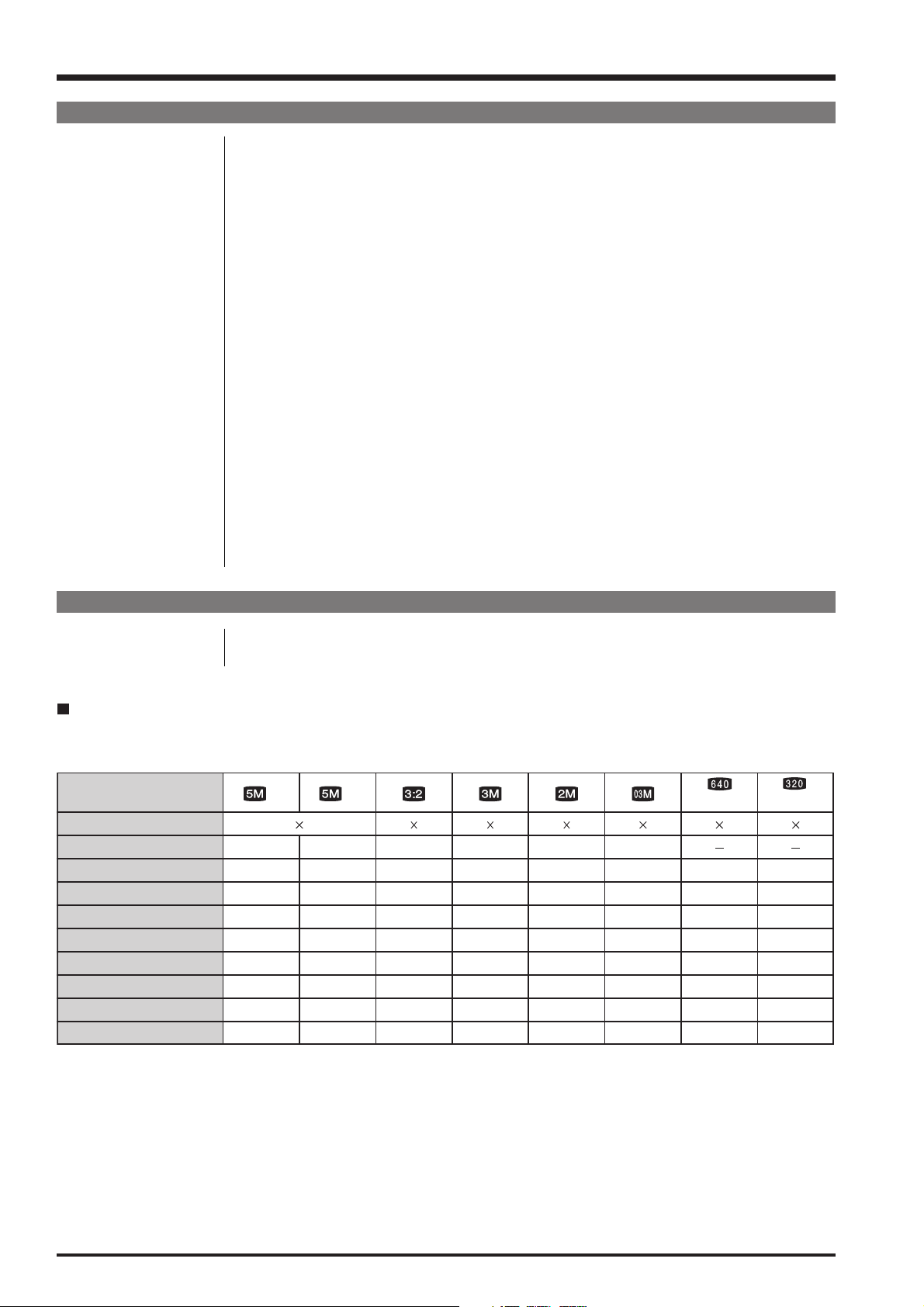
Standard number of available frames/recording time per xD-Picture Card and internal memory
The number of available
that the divergence between standard number of
xD-Picture Cards with higher capacities.
Quality setting
Number of recorded pixels
Image data size
Internal memory (approx. 10 MB)
16 MB
32 MB
64 MB
128 MB
256 MB
512 MB
1 GB
, recording time or file size varies slightly depending on the subjects photographed. Note also
frames
frames
F
2592 1944
2.5 MB
3
6
12
25
51
102
205
N
1.3 MB
7
12
25
50
102
204
409
2736 1824 2048 1536 1600 1200
1.3 MB
71215 77
12
25
51
103
207
414
412 819 830 1305 1639 7995
and the actual number of
640 480 640 480 320 240
780 KB
19
40
81
162
325
651
630 KB
25
50
101
204
409
818
130 KB
1997
3993
12
247
497
997
frames
(30 fps) (30 fps)
2
13 sec.
27 sec.
55 sec.
111 sec.
223 sec.
7.4 min.
14.9 min. 29.3 min.
is greater for
8 sec. 16 sec.
26 sec.
54 sec.
109 sec.
219 sec.
7.3 min.
14.6 min.
10

FinePix Z3 Service Manual
1. General
1-2. Explanation of Terms
EV: A number denotes Exposure Value. The EV is determined by the brightness of the subject
and sensitivity (speed) of the film or CCD. The number is larger for bright subjects and
smaller for dark subjects. As the brightness of the subject changes, a digital camera
maintains the amount of light hitting the CCD at a constant level by adjusting the aperture
and shutter speed.
When the amount of light striking the CCD doubles, the EV increases by 1. Likewise, when
the light is halved, the EV decreases by 1.
Frame rate (fps): The frame rate refers to the number of images (frames) that are photographed or played
back per second. For example, when 10 frames are continuously photographed in a 1-
second interval, the frame rate is expressed as 10 fps.
For reference, TV images are displayed at 30 fps (NTSC).
JPEG: Joint Photographic Experts Group
A file format used for compressing and saving color images. The higher the compression
rate, the greater the loss of quality in the decompressed (restored) image.
Motion JPEG: A type of AVI (Audio Video Interleave) file format that handles images and sound as a
single file. Images in the file are recorded in JPEG format. Motion JPEG can be played
back by QuickTime 3.0 or later.
Smear: A phenomenon specific to CCDs whereby white streaks appear on the image when there
is a very strong light source, such as the sun or reflected sunlight, in the photography
screen.
WAVE A standard format used on Windows systems for saving audio data. WAVE files have the
“.WAV” file extension and the data can be saved in either compressed or uncompressed
format. Uncompressed recording is used on this camera.
WAVE files can be played back on a personal computer using the following software:
Windows: MediaPlayer
Macintosh: QuickTime Player
* QuickTime 3.0 or later
White Balance: Whatever the kind of the light, the human eye adapts to it so that a white object still looks
white. On the other hand, devices such as digital cameras see a white subject as white by
first adjusting the color balance to suit the color of the ambient light around the subject.
This adjustment is called matching the white balance.
Exif Print: Exif Print Format is a newly revised digital camera file format that contains a variety of
shooting information for optimal printing.
11
1. General
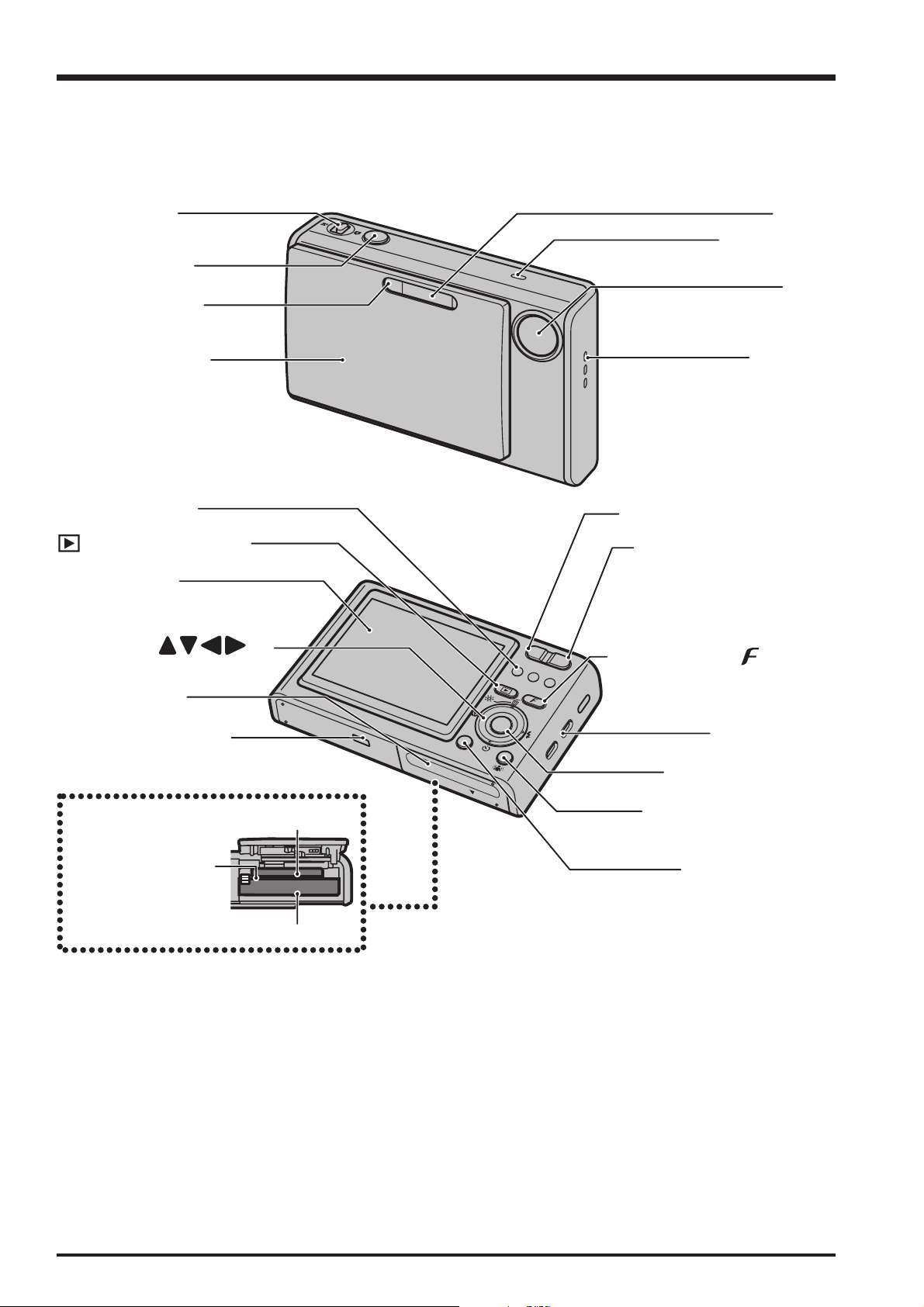
1-3. Names of External Components
FinePix Z3 Service Manual
Mode switch
Shutter button
Self-timer lamp
POWER switch/
Lens cover
Indicator lamp
(Playback) button
LCD monitor
4-direction
button
Flash
Microphone
Lens
Speaker
W (Wide zoom) button
T (Tele zoom) button
W
T
Photo mode ( ) button
Battery cover
Cradle connection
socket
xD-Picture Card slot
Battery release
catch
Battery compartment
M
E
NU
/O
K
D
ISP/
BACK
Strap mount
MENU/OK button
Picture stabilization
button
DISP (Display)/
BACK button
12
FinePix Z3 Service Manual
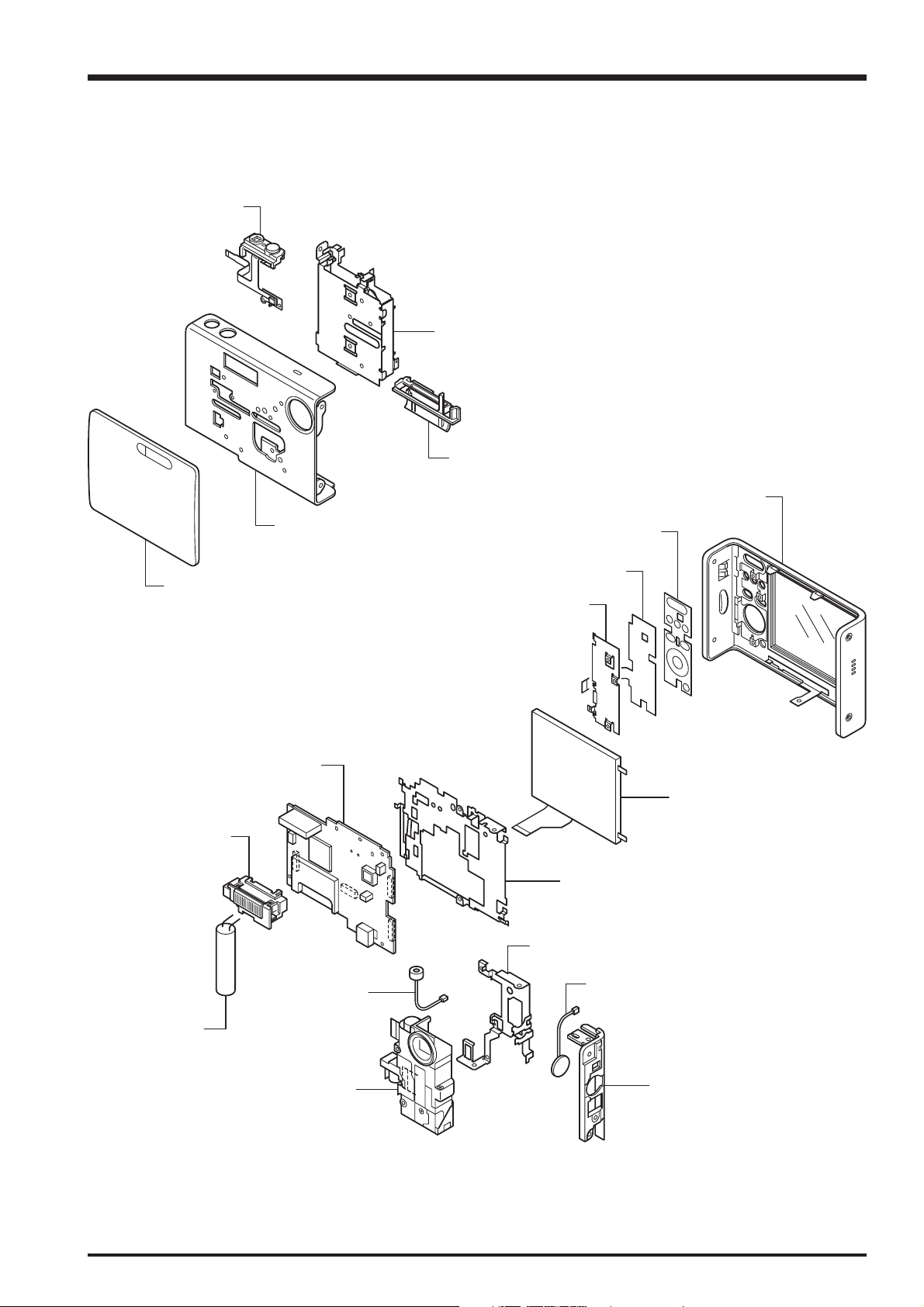
2. Disassembly
2-1. Names of internal Components
RSW UNIT
BATTERY HOLDER ASSY
CASE BOTTOM ASSY
2. Disassembly
R PANEL ASSY
BARRIER ASSY
MAIN PWB ASSY
ST CONST
F PANEL ASSY
R OPE GUM
KEY UNIT
R BUTTON FRAME
LCD CONST
LCD HOLDER
LENS FRAME
E CAP
MIC
LENS ASSY
SPEAKER
INNER CABI R
13
2. Disassembly
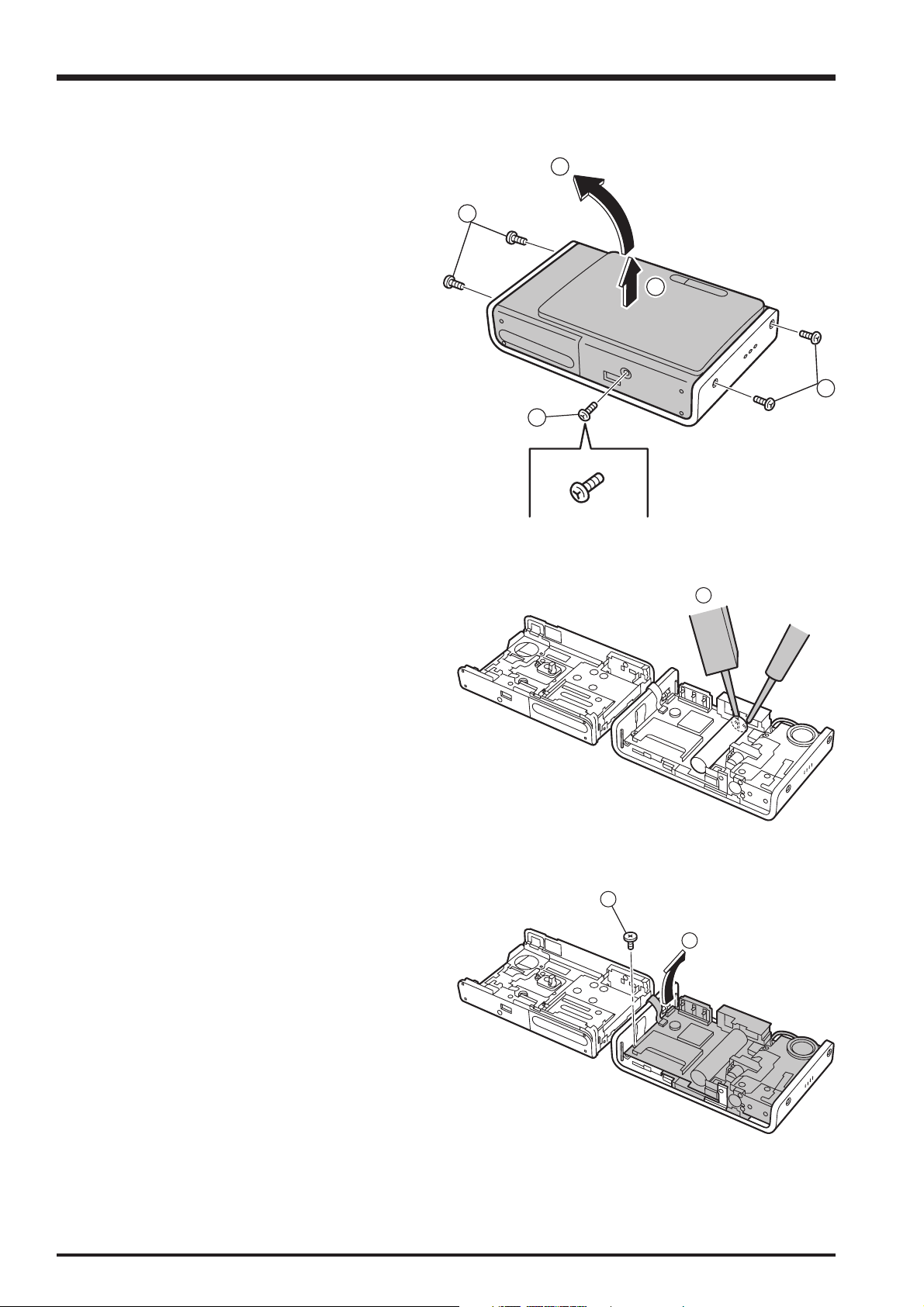
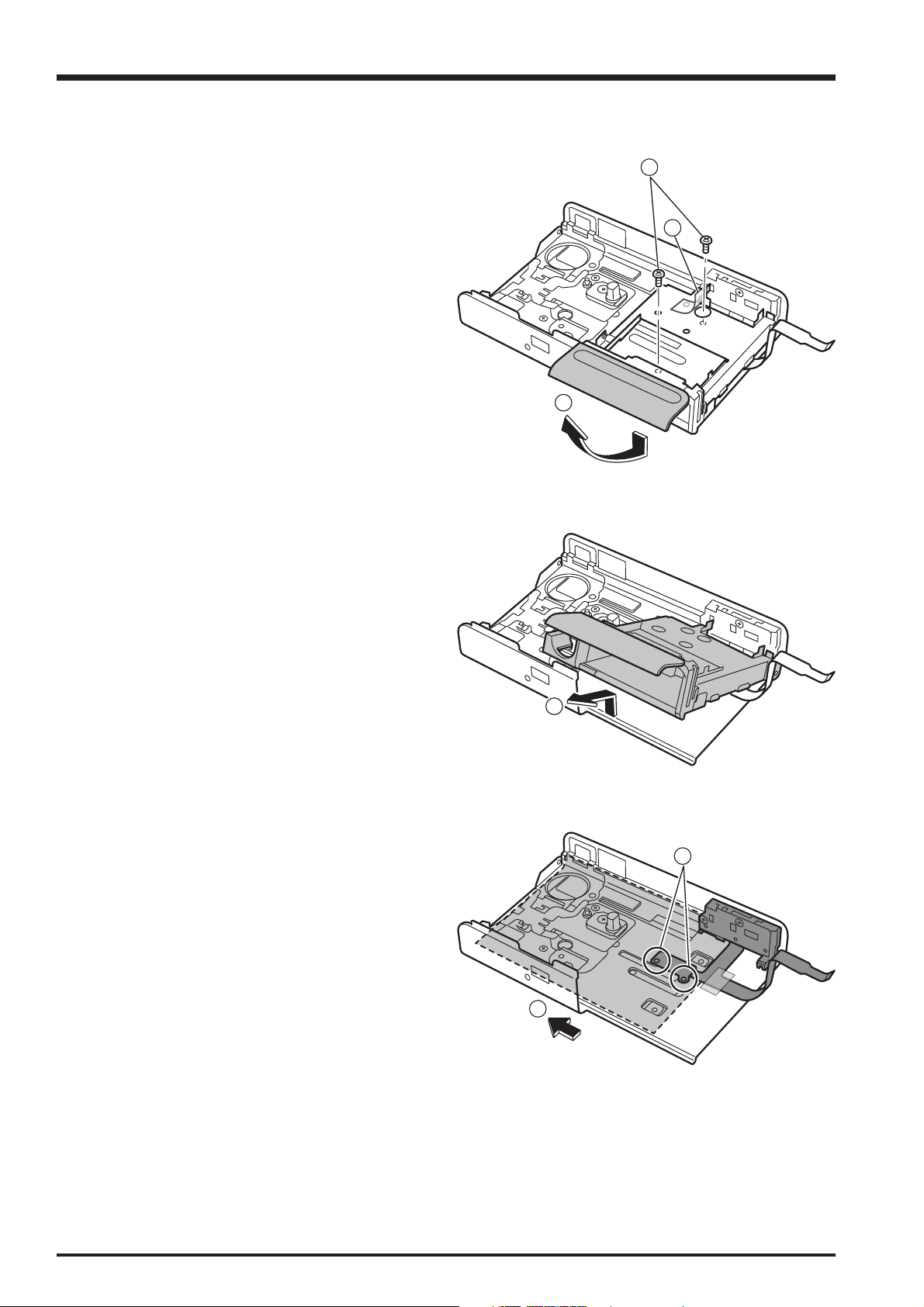
2-2. Removing the FRONT MAIN ASSY
FinePix Z3 Service Manual
(1) Remove the 5 special shaped screws (M1.7 x 4.0).
(Use the special screwdriver: ZJ00583-100)
(2) Lift up the FRONT MAIN ASSY in the direction of the
arrow.
(3) Raise the FRONT MAIN ASSY in the direction of the
arrow.
(4) Discharge the MAIN CAPACITOR.
3
1
2
1
1
4
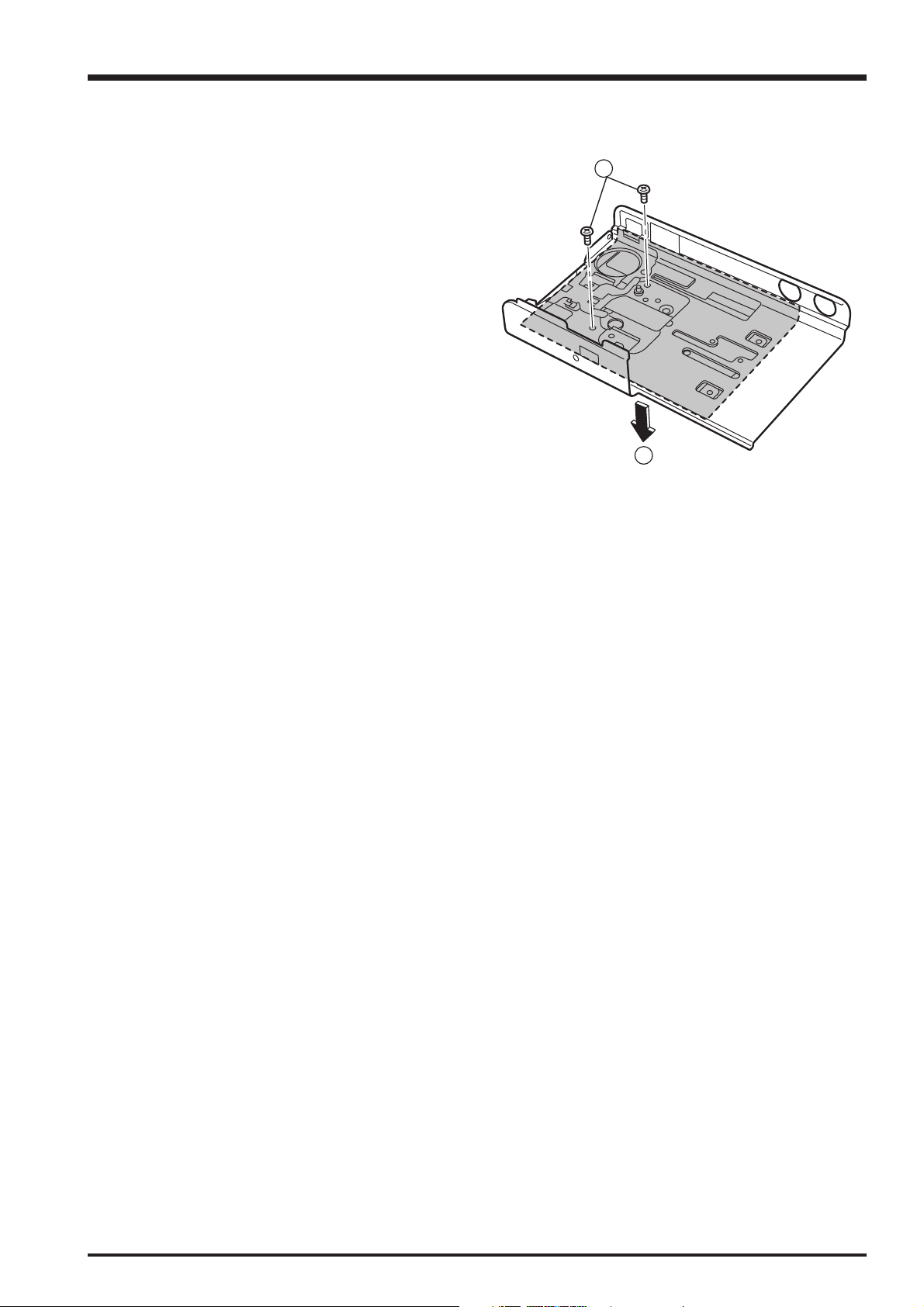
(5) Remove the screw (M1.4 x 2.5).
(6) Lift up the INNER BLOCK in the direction of the arrow.
14
5
6
FinePix Z3 Service Manual
(7) Disconnect the flexible cable.
[Notes on assembly]
Take care not to pinch the flexible cable during assembly.
2. Disassembly
7
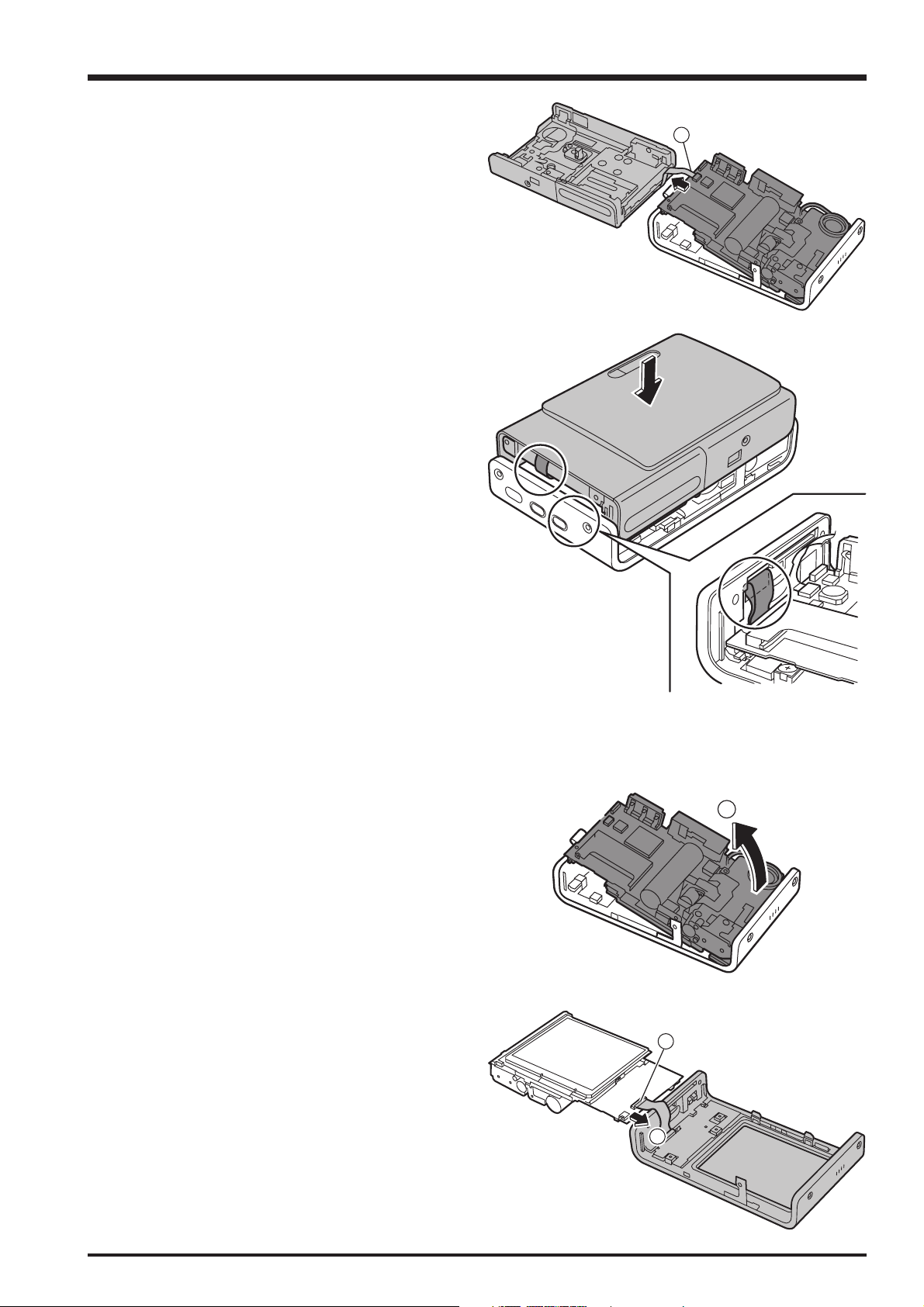
2-3. Removing the INNER BLOCK
(1) Raise the INNER BLOCK in the direction of the arrow.
(2) Unlock the connecter.
(3) Disconnect the flexible cable.
1
2
3
15
2. Disassembly
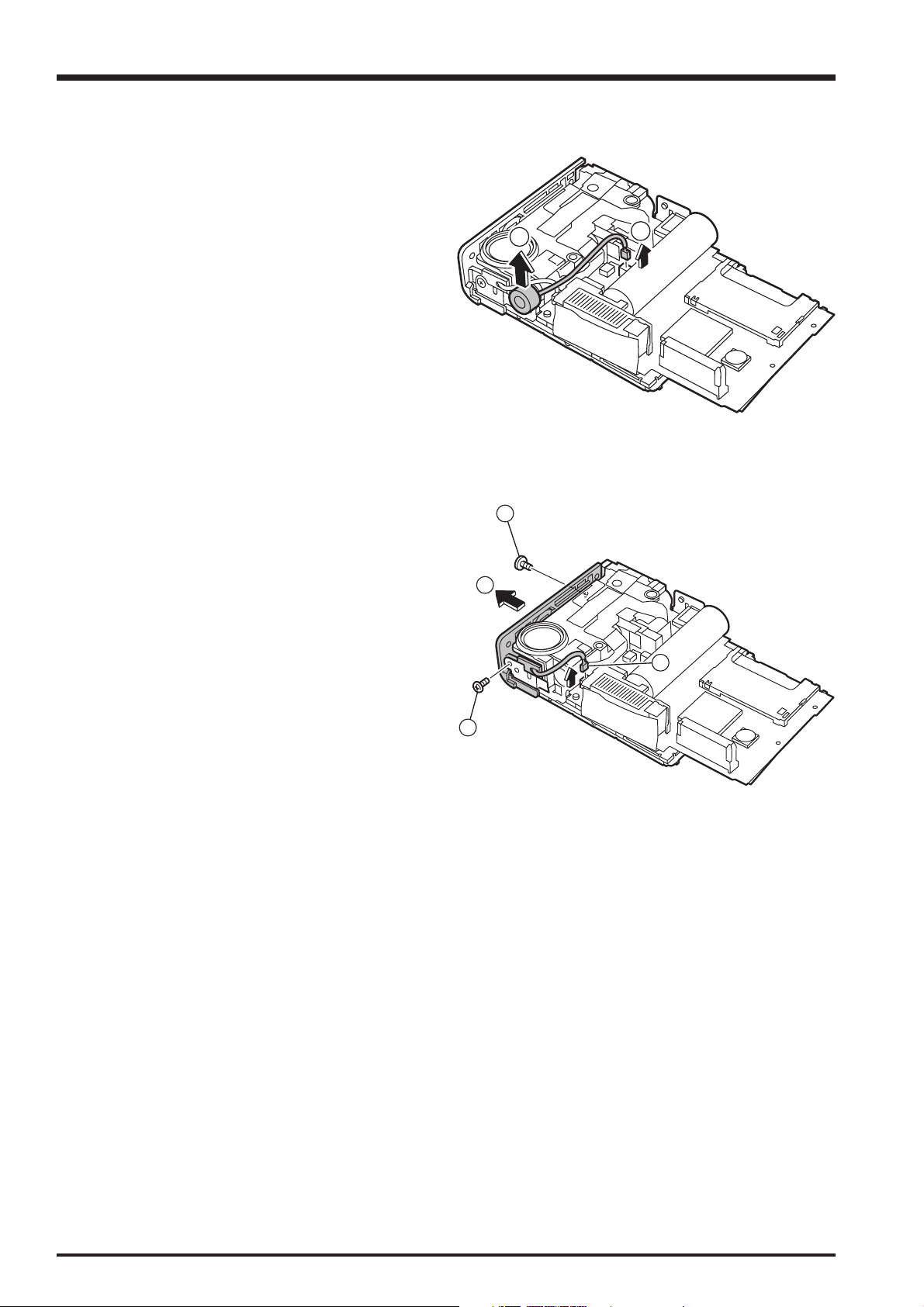
2-4. Removing the microphone and INNER CABI R
(1) Remove the connector of the microphone.
(2) Remove the microphone.
FinePix Z3 Service Manual
(3) Remove the screw (M1.7 x 3.0B).
(4) Remove the screw (M1.4 x 2.5).
(5) Remove the connector.
(6) Remove the INNER CABI R in the direction of the
arrow.
2
4
6
1
5
3
16
FinePix Z3 Service Manual
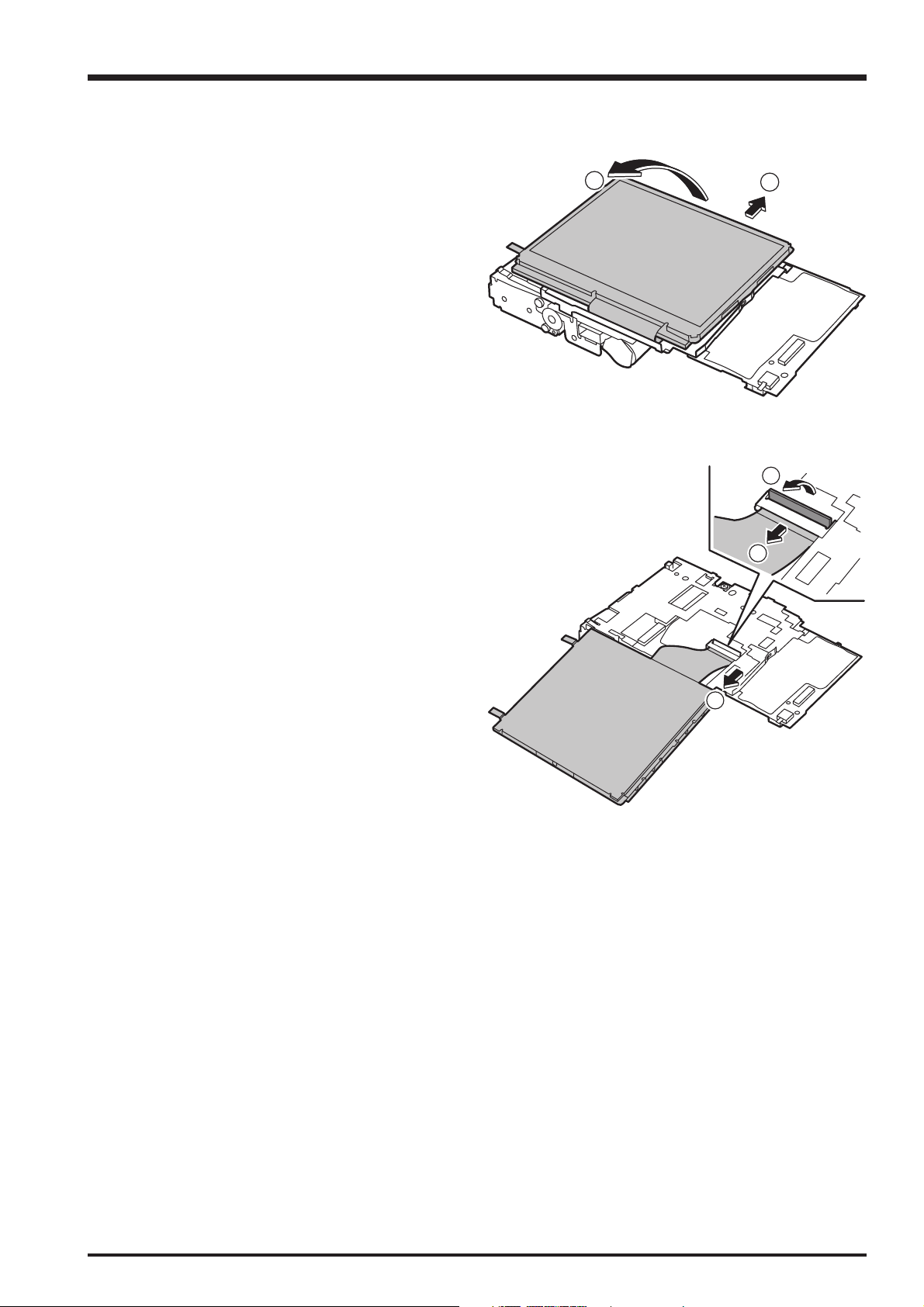
2-5. Removing the LCD CONST
(1) Disengage the LCD in the direction of the arrow.
(2) Raise the LCD CONST in the direction of the arrow.
2. Disassembly
2
1
(3) Disconnect and remove the LCD CONST.
1
2
2
17
2. Disassembly
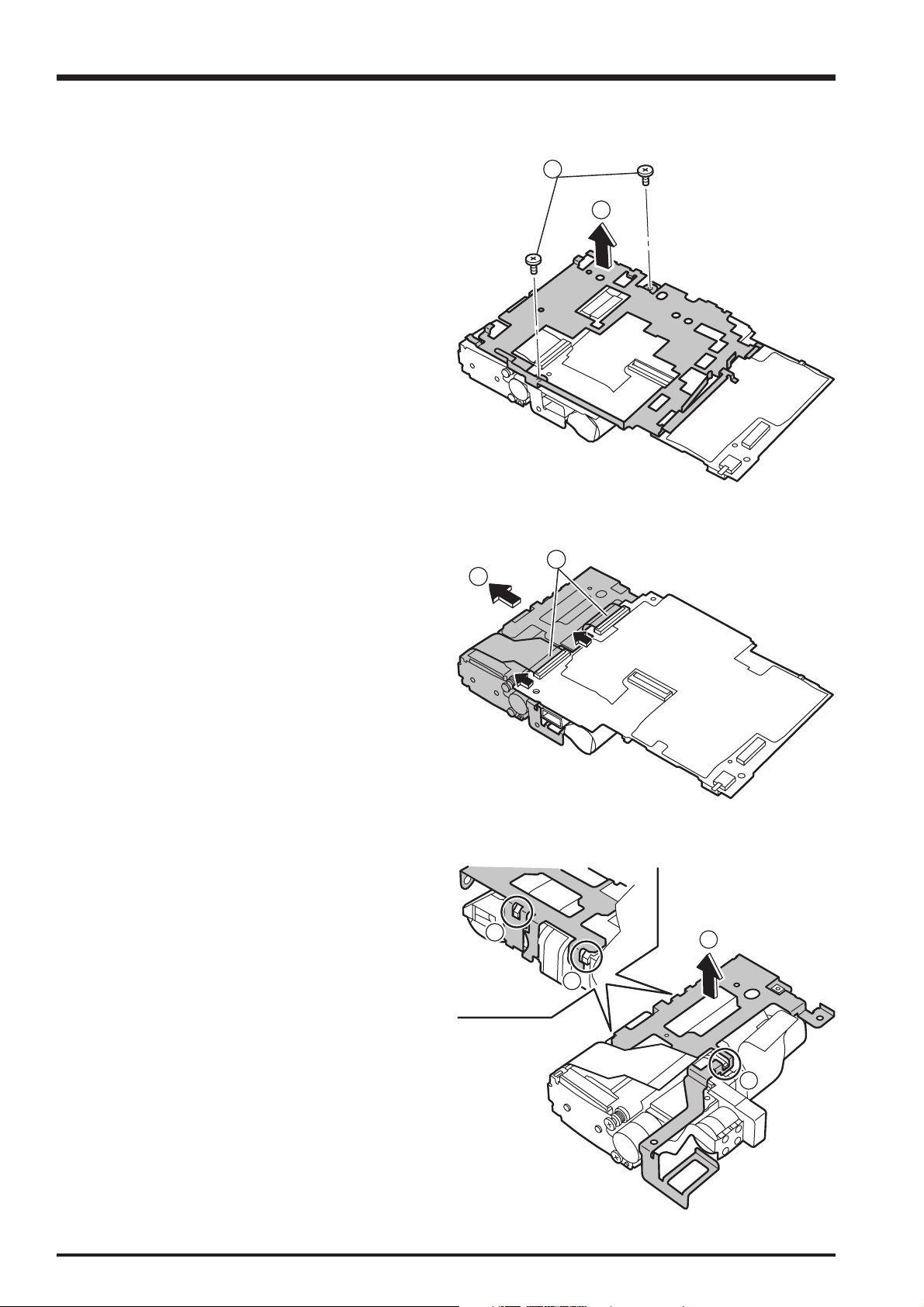
2-6. Removing the LENS ASSY
FinePix Z3 Service Manual
(1) Remove the 2 screws (M1.4 x 2.5).
(2) Remove the LCD FRAME.
(3) Remove the 2 connectors.
(4) Remove the LENS ASSY in the direction of the arrow.
1
2
3
4
(5) Disengage the 3 hooks.
(6) Remove the LENS FRAME.
18
5
5
6
5
FinePix Z3 Service Manual
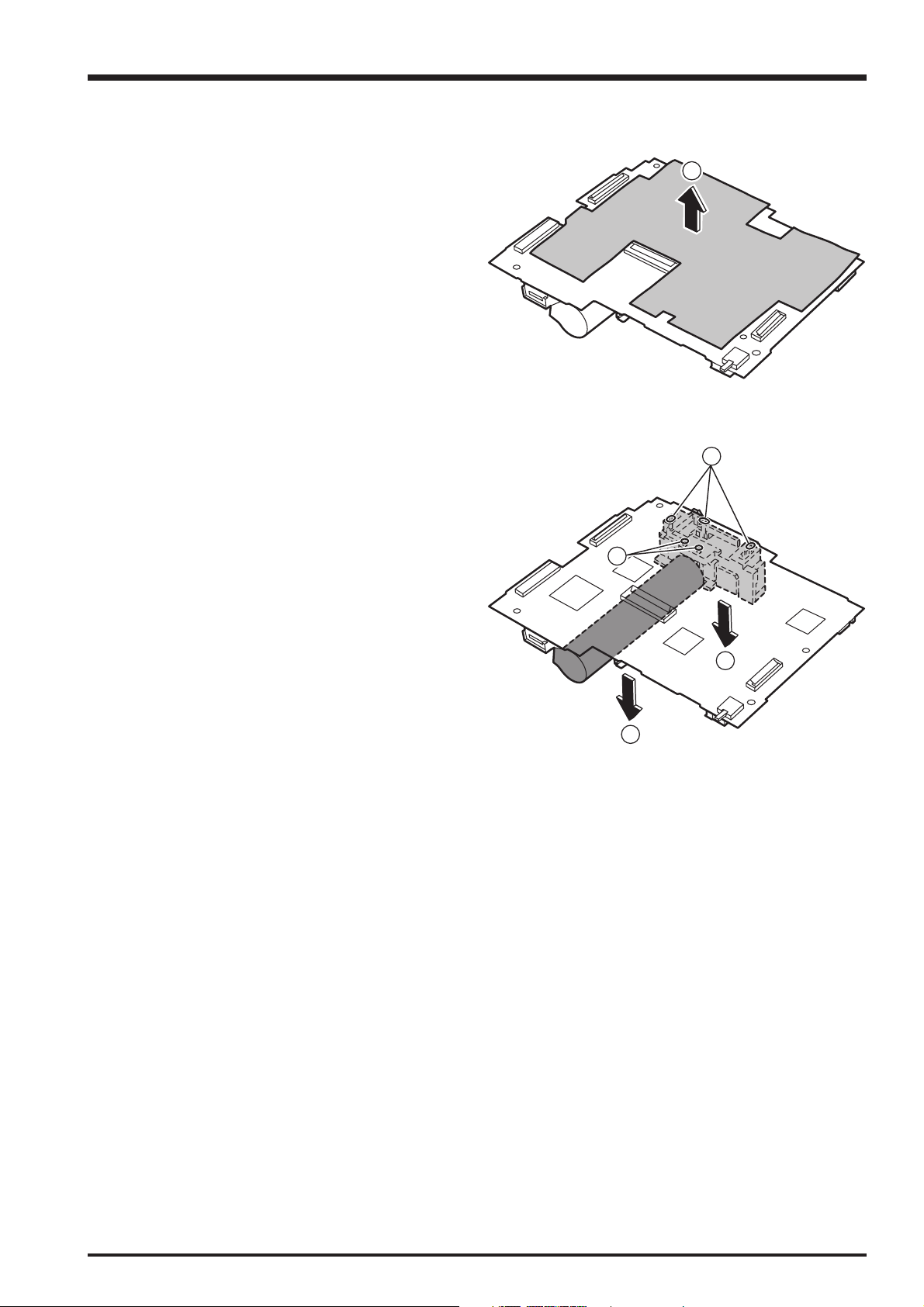
1
2-7. Removing the ST CONST
(1) Peel off the INSULATING SHEET.
2. Disassembly
(2) Remove the solder at 5 points.
(3) Remove the MAIN CAPACITOR.
(4) Remove the ST CONST.
2
2
4
3
19
2. Disassembly
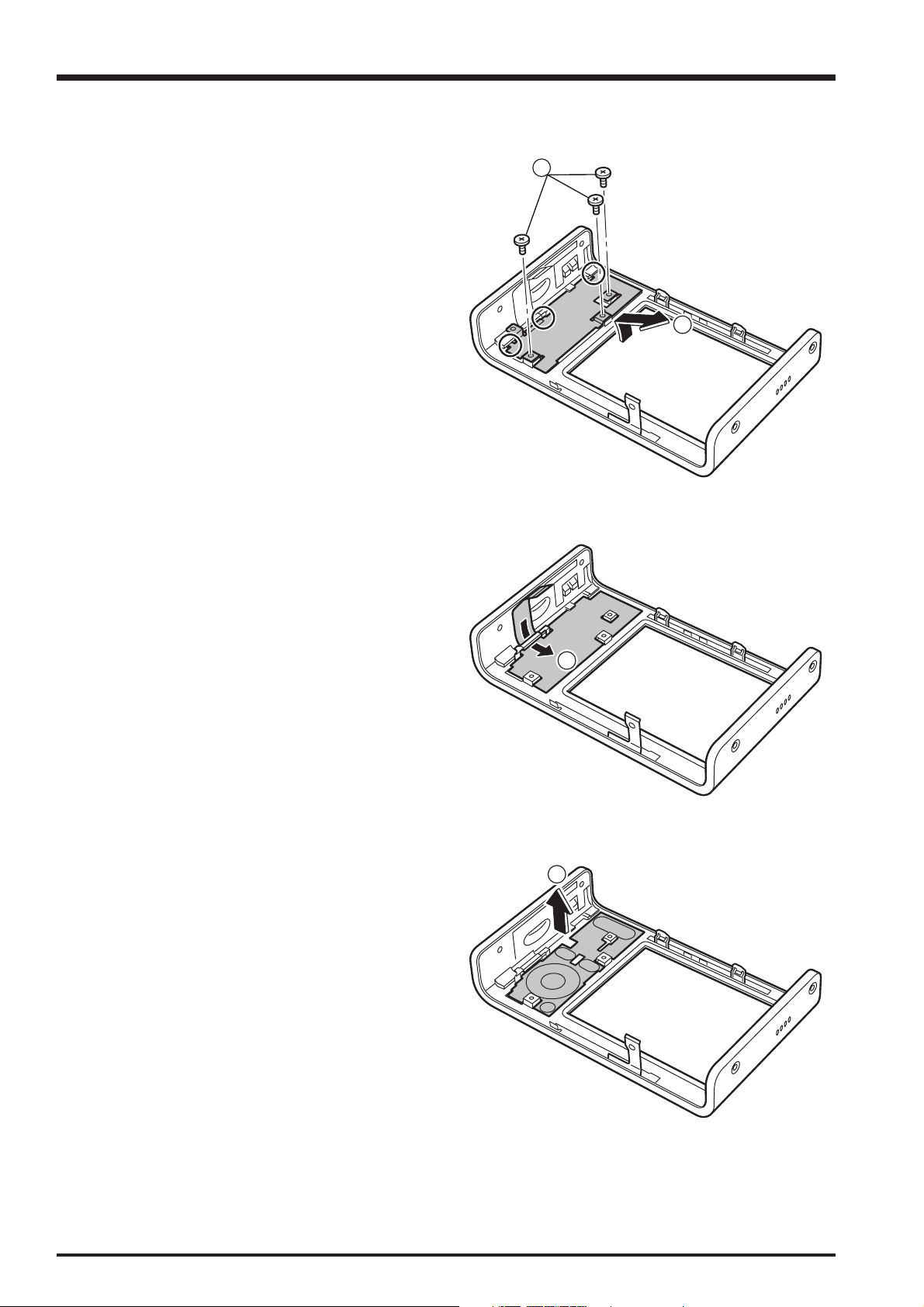
2-8. Removing the BATTERY HOLDER
FinePix Z3 Service Manual
(1) Peel off the K TAPE.
(2) Remove the 2 screws (M1.7 x 2.6B).
(3) Open the BATTERY LID.
(4) Remove the BATTERY HOLDER in the direction of the
arrow.
2
1
3
[Notes on assembly]
(1) Slide the BARRIER ASSY direction of the arrow.
(2) Align the BARRIER SWITCH unit with the locating boss
during assembly.
4
2
1
20
FinePix Z3 Service Manual
1
2
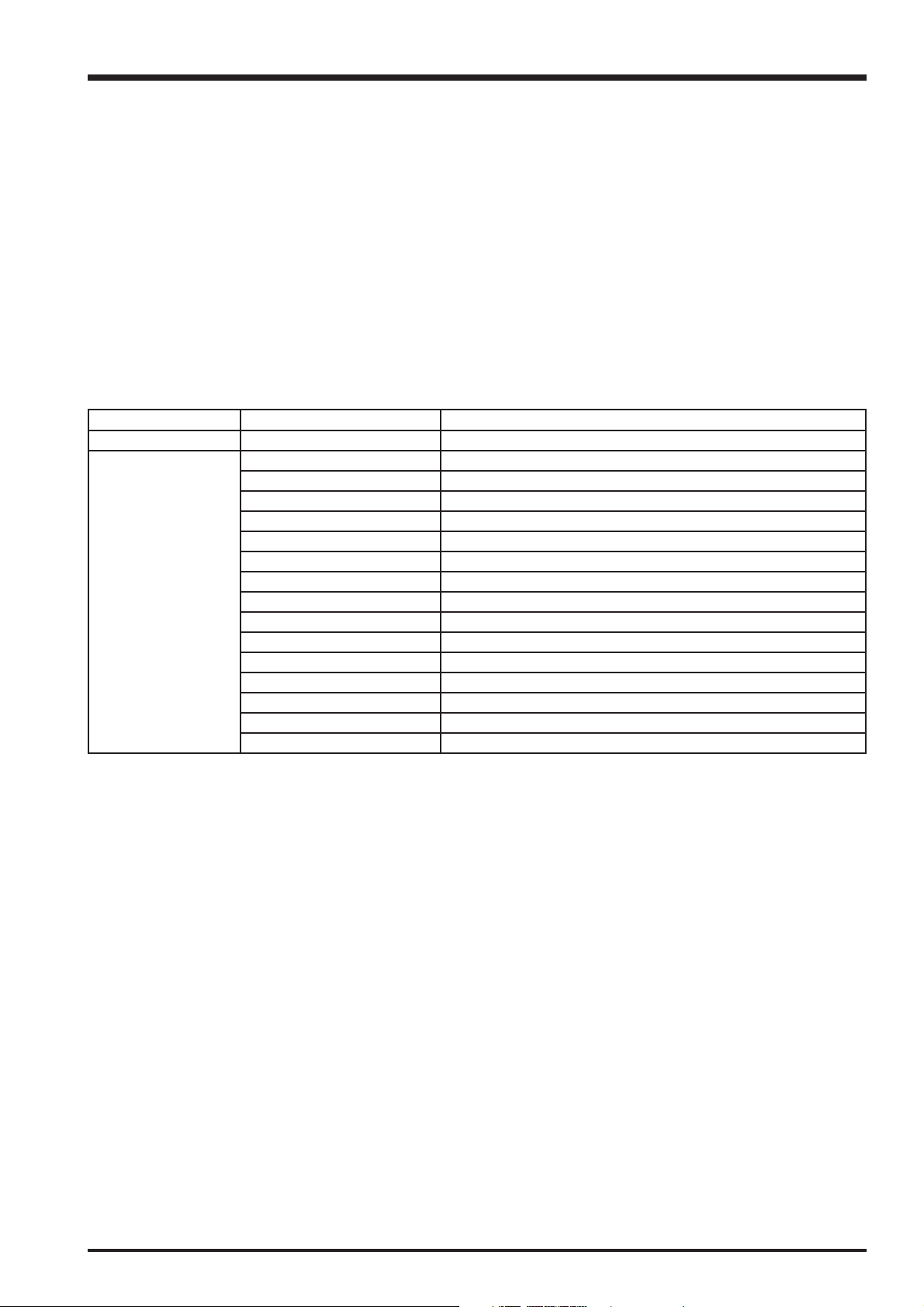
2-9. Removing the BARRIER ASSY
(1) Remove the 2 screws (M1.7 x 1.6B).
(2) Remove the BARRIER ASSY.
2. Disassembly
21
2. Disassembly
2-10. Removing the KEY UNIT
FinePix Z3 Service Manual
(1) Remove the 3 screws (M1.4 x 2.5).
(2) Remove the R OPE FRAME in the direction of the
arrow.
(3) Pull out the KEY UNIT in the direction of the arrow.
1
2
(4) Remove the R OPE GUM.
3
4
22
FinePix Z3 Service Manual
3. Schematics
3. Schematics
3-1. Cautions
<Cautions when replacing parts>
• Do not reuse removed parts. Always use new parts.
• Note that the negative side of tantalum condensers is readily damaged by heat.
• Except for chemical condensers and tantalum condensers, voltage is not displayed on condensers with a voltage
resistance of 50V or less.
• Resistors not marked are 1/16W chip resistors.
•KΩ = 1000Ω, MΩ = 1000KΩ
• B characteristics of variable resistors and semi-fixed resistors are not displayed.
3-2. Basic Block Names and Functions
Part name Block name Function
LENS ASSY CCD FPC BLOCK CCD Output (IC751)
MAIN PWB ASSY CAMERA BLOCK CCD Output A/D Conversion (IC102)
DCDC BLOCK Power Supply Generation (IC401), Power Control
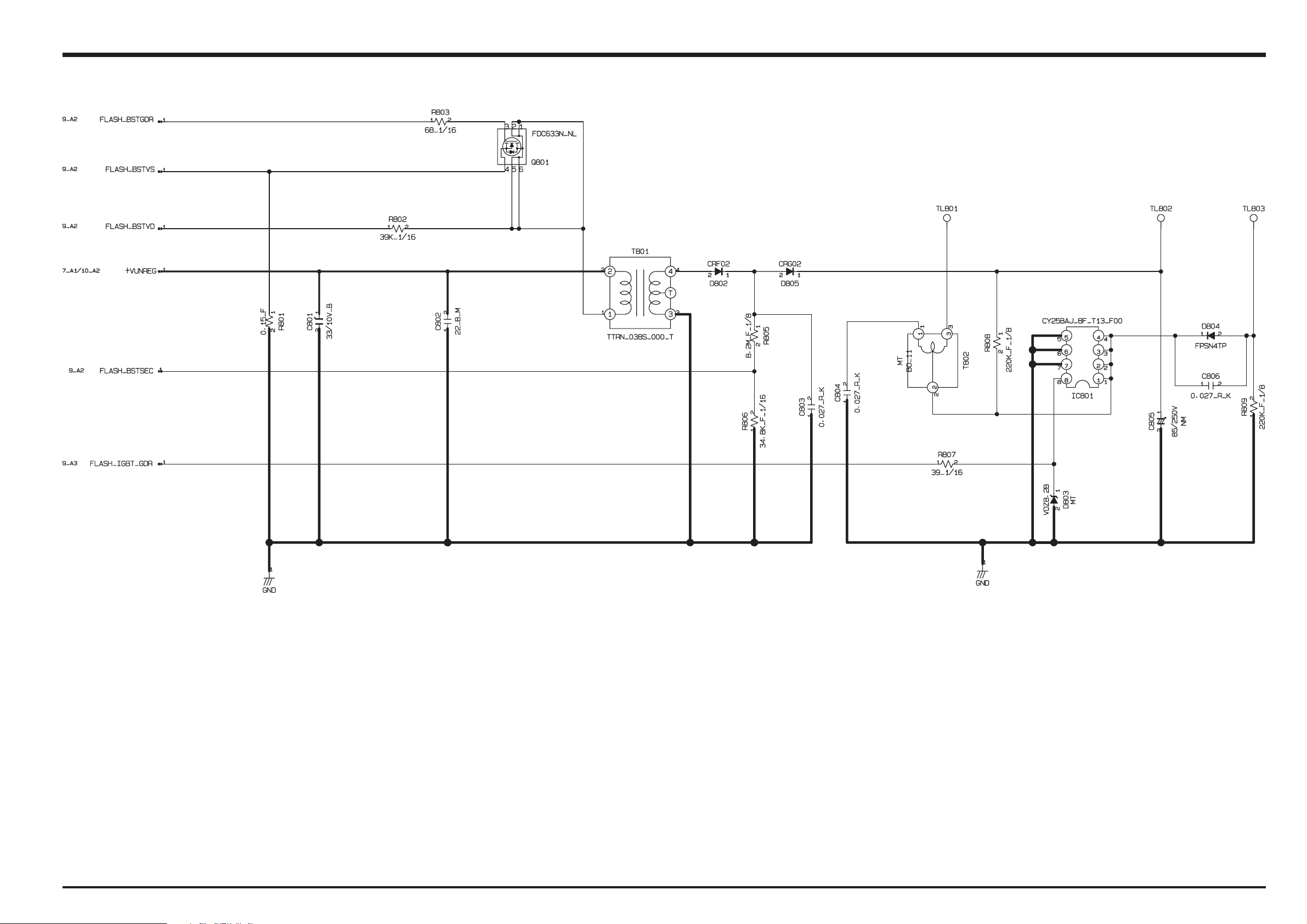
FLASH BLOCK Flash Charge, Flash Firing
KEY BLOCK Connection with the Key SW
LCD BLOCK LCD Output CN, Backlight Control (IC601)
MOTOR BLOCK Shutter/Iris/AF/Zoom Drive (IC151, IC152)
PMG BLOCK Power Control, LED Driver, Flash Charge Control (IC551)
PROCESS BLOCK (IO) Image Signal Processing (IC201: 1/3)
PROCESS BLOCK (PW) Power Input (IC201: 2/3)
PROCESS BLOCK (SYS) System Control, USB Communications (IC201: 3/3)
CHG BLOCK Battery Charge Control (IC501)
AUDIO BLOCK Audio IN/OUT(IC651)
MEDIA BLOCK Media Data IN/OUT
VIDEO BLOCK Video Output (IC701)
IO BLOCK USB Signal IN/OUT, AV Signal Output
23

3. Schematics
FinePix Z3 Service Manual
3-3. Description of Main Block Functions
3-3-1. Technical Overview
The powerful double noise reduction of the improved Real Photo Processor II lets you take full advantage of the high
sensitivity of the FinePix Z3. Even compared with other high sensitivity cameras, the noise levels are clearly lower even at the
highest setting of ISO 1600.
Equipped with the new Intelligent Flash feature, FinePix Z3 can recognize scene conditions and automatically set the ideal
balance of flash output and sensitivity.
Under low lighting or strong backlighting, it is sometimes hard to decide whether to use flash or not. This handy mode lets you
take the same scene with and without flash with just one press of the shutter: one photo with Intelligent Flash and one shot
with high sensitivity and only available natural light.
CCD signal processing/Camera circuit section
Analog signals output from the 1/2.5 type Super-CCD Honeycom V HR (IC751), with an effective pixel count of 5.1 mega-
pixels, undergo false color compensation processing, adaptive interpolation processing, amplification (AGC) and signal
mixing inside the CCD signal processing IC “BCS_MCM (IC102)” before being converted to 14-bit digital signals (A/D)
and sent to the signal processing LSI “NCS_L (IC201)”.
The CCD drive circuit, H drive, and V drive are installed in [BCS_MCM (IC102)].
Motor Circuit Section
The signal processing LSI “NCS_L (IC201)” that has received various operating switch commands manages the motor
drive IC (IC151, IC152) and controls the AF, SHUTTER, ZOOM and IRIS motors.
Imaging and Signal Processing Section
Input data from the CCD
14-bit digital image data (corresponding to 1H) that has been output from the imaging section (CCD/Camera Block) is
sent to the signal processing LSI “NCS_L (IC201)”, converted to 32-bit (16-bit x 2) data by the [internal buffer] inside this
LSI, and the image data for one frame (2592 x 1944 pix) is stored temporarily in [SD-RAM]. It is also integrated in the
[AUTO operation section] using the 32-bit the signal processing LSI “NCS_L (IC201)” image data and sent to the
BCS_MCM (IC102) to obtain the appropriate AE/AF/AWB.
Record processing to xD Card
Image data stored in SD-DRAM is sent one frame at a time to the internal [signal processing section] in the signal
processing LSI “NCS_L (IC201)”. In a process called unpacking, “32-bit to 12-bit conversion” and “pre-processing
including digital clamp, white balance and noise reduction processing, linear matrix processing, gamma correction and R/
G/B 14-bit to R/G/B 8-bit conversion” to “8-bit digital R/G/B signals to Y:Cb:Cr = 4:2:2 YC processing” are implemented in
this [signal processing section] and 8-bit Y/Cb/Cr image data are sent to the [internal buffer].
The “rearrangement of data in a format in which 8-bit Y/Cb/Cr signals are easily compressed” is done in the [internal
buffer] and after passing through the [JPEG operation block] to the [media controller], they are recorded on the xD card.
Reproduction of images from xD card
Compressed image data from the xD card is sent as 8-bit image data to the signal processing LSI “NCS_L (IC201)” then
it is sent to the [media control section], the [DMA unit] and the SD-DRAM and then it is sent to the [media controller], to
the [JPEG operation section] and to the [signal processing section].
In the [signal processing section], 8-bit Y/Cb/Cr signals are converted to 8-bit R/G/B signals and at the same time,
lettering display signals are weighted and passed through the [LCD controller to the LCD unit and displayed.
Image capture system adjustment data are stored in the Flash ROM.
LCD Unit
Digital signals sent from the signal processing LSI “NCS_L (IC201)” are sent directly to the LCD.
Power Supply Section
Power supply circuits constructed in the core of the DC IC (IC401) create the following power supplies, which are
supplied to each block.
+3.3VDOUT [IC601 (LCD BLOCK), IC151 (MOTOR BLOCK), IC551 (IPS2), IC201 (NCS_L), IC501 (CHG)]
5V [IC102 (BCS), IC601 (LCD BLOCK), IC151 (MOTOR BLOCK), IC551 (IPS2),
IC901 (LED BLOCK)]
-8V [IC102 (BCS), IC751 (CCD)]
15V [IC102 (BCS), IC751 (CCD)]
+3.3VCAM [IC102 (BCS)]
1.0V [IC201 (NCS_L)]
2.5V [IC201 (NCS_L)]
+3.3VRUN [IC152 (MOTOR BLOCK), IC651 (AUDIO BLOCK)]
+3.3VOUT [IC201 (NCS_L), IC701 (VIDEO BLOCK), IC651 (AUDIO BLOCK)]
+3.3VNCS [IC201 (NCS_L)]
24
FinePix Z3 Service Manual
3. Schematics
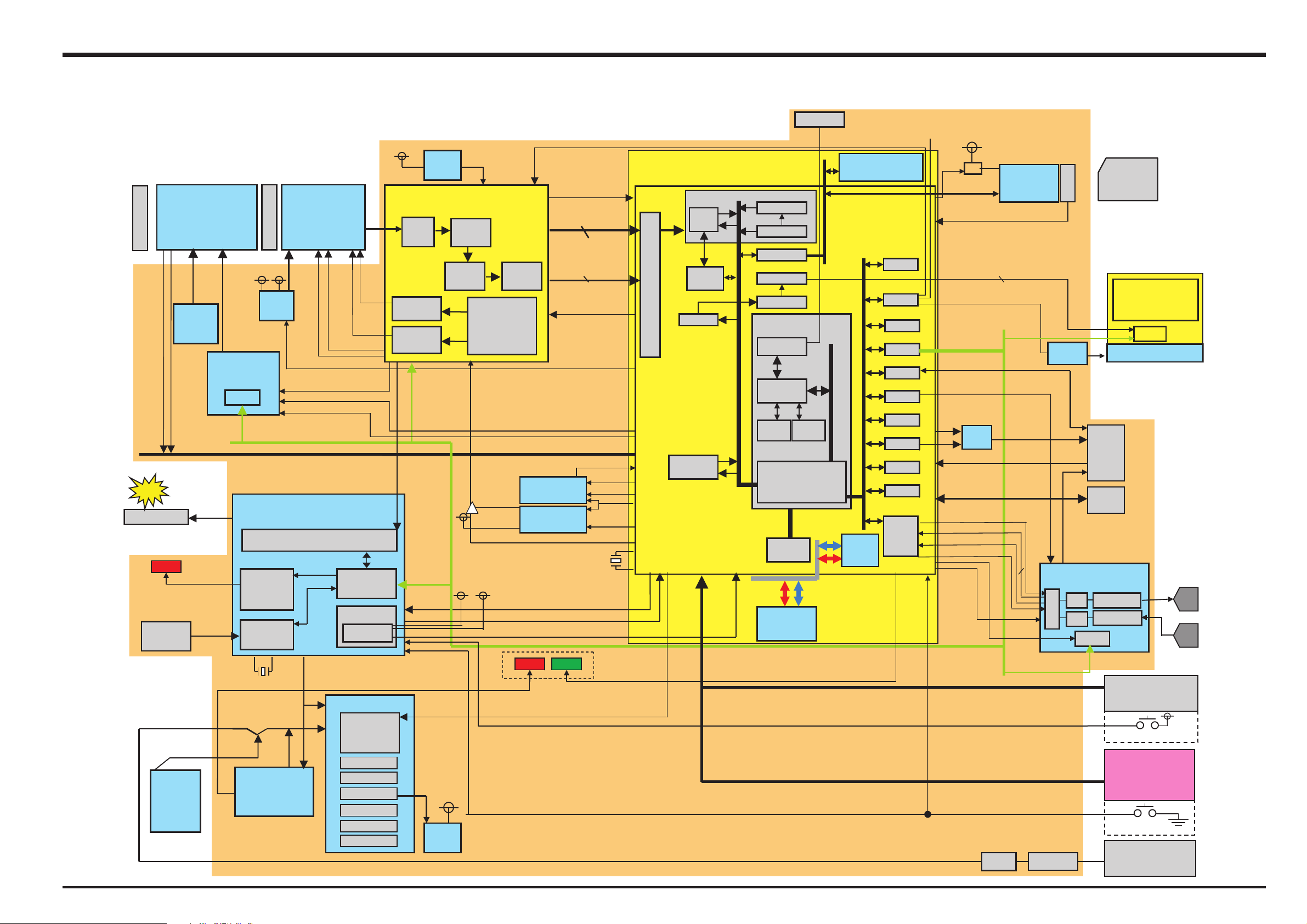
3-4. Block Diagram
3xZOOM LENS
IRIS 2Steps
WIDE/TELE Variable
LENS Barrier
Zoom position
Zoom HP
Focus HP
Motor Drv.
M63061GP
IC152
FLASH-XE
LED_R
SELF TIMER LED
BATT
Backup
Li-ion
BATT.
NP-40
750mAh
2ch
FC_255
Cont.
Pulses
Motor Drv.
M63069HP
6ch
CTL
IC151
IC551
IC501
HA-CCD(HR)
MS3930B
1/2.5inch
5.1millon pixels
O.LPF
IC751
15V 5V
CCD
Power
Select
CCD_VSEL,CAM_ON
SHTPULSE *2
CSI0_1
DRIVER
32.768kHZ
Charge IC
RS20030NP
MOT CS
Focus Pulse *3,Zoom Pulse *3
FF1194 AN30204A
FLASH CTRL
LED
x3
RTC
PMG_PW_CTL
IPS2
CCDIN
ØV
ØH
OFD
RG
CTL
Power on
Reset
DC/DC Block
DC/DC IC.
AN30218
6ch
1.0V
2.5V
3.3V
5V
CCD15V
CCD-8V
IC401
5V
IC102
Series
REG
3.5V
BCS_MCM ES4.0 AD9926
3.3V Operation
CDS
ADC
12bit
Digital
Gain
H
Driver
V
(Programable)
Driver
FLASH_ON
CSI0_1
D3.3V
CCD_ON
A_3.1V
Series
REG
3.1V
Gray
Code
TG
CCD_CLK30MHz
CCDCLK SEL
CCD_CLK24MHz
D1.0V
IPS_CS,PMG_ACT
LED_R LED_G
CAM_OFD_INT
CAM_D0_P
CAM_D1_P
CAM_SCK_P
CAM_D0_M
CAM_D1_M
CAM_SCK_M
BCS_CS_N,BCS_RST_N
24.545/24.375MHz
Clock Generator
BU3073HFV
Clock Generator
BU3079HFV
PMG_VBAT_DA PMG_SW
Status & Batt Chg
Indicator
NT/PAL SEL
VCLK_ON
48MHz
CCDCLK_ON
X’TAL
FA-238
48.00MHz
CPU_RST_N
IC201 FF4198
IBFC
LVDS to Parallel I/F
NCS-L
RECC
YCPRO
GCON
JPEG
3.3V Operation
JTAG
CAM_OFDCTL_EVR
FLASH
128Mbit (NAND)
CCE
AUTO
CCDIF
MEDIA
TFDC
ENCD
ARM1136J-S Core
DEBUG I/F
CPU Core
I-cache8kD-cache
8k
BUS Cont.
SDRAMC
DMAC
UART
EVR
WDT
CSIO
USB2.0
MFT
ICU
Peripheral BUS 120MHz
DAC
PORT
CLKC
MAIN PWB BLOCK
D3.3V
MDA ON
SW
CARD BUS
DR_DET
LCD_D[7:0],LCD_CLK,
LCD_HD,LCD_VD,LCD_CS_N
LCD_BL_EVR
AU_BEEP
VDO_ON
IC701
Video
Driver
xD Card
CSIO_3
VBS_75_DA
N_TED_VA_OIO_AV_DET_N
Slot
IC601
BL LED
Driver
xD Card
DR_SW
LCD Panel
(CASIO)
2.5inch 0.23M
CTL
BL LED x3
MULTI
IO
8p
IrDA
FiR
AU_M_CLK
AU_B_CLK,AU_F_CLK
AU_SDI
AU_SDO
AU_DA
I/O Buffer
I2S
ROM
8kb x32
AUDIO IC
BUS x32
256Mb x32
SDRAM
PLAY_SW
AU_MUTE
AU_CS_N
CSIO_3
I2S
BU7814KN
SP_AMP
DA
MIC_AMP
AD
CTL
SPEAKER
MIC
IC651
KEY Module
RELEASE SW(S1/S2)
PWSW
POWER SW
KEY Module
R/L/D/U SW
OK/BACK/F/Shift SW
PLAY SW
AC Adaptor
FUSE
DC JACK
AC-5VW
AC-5VX
25
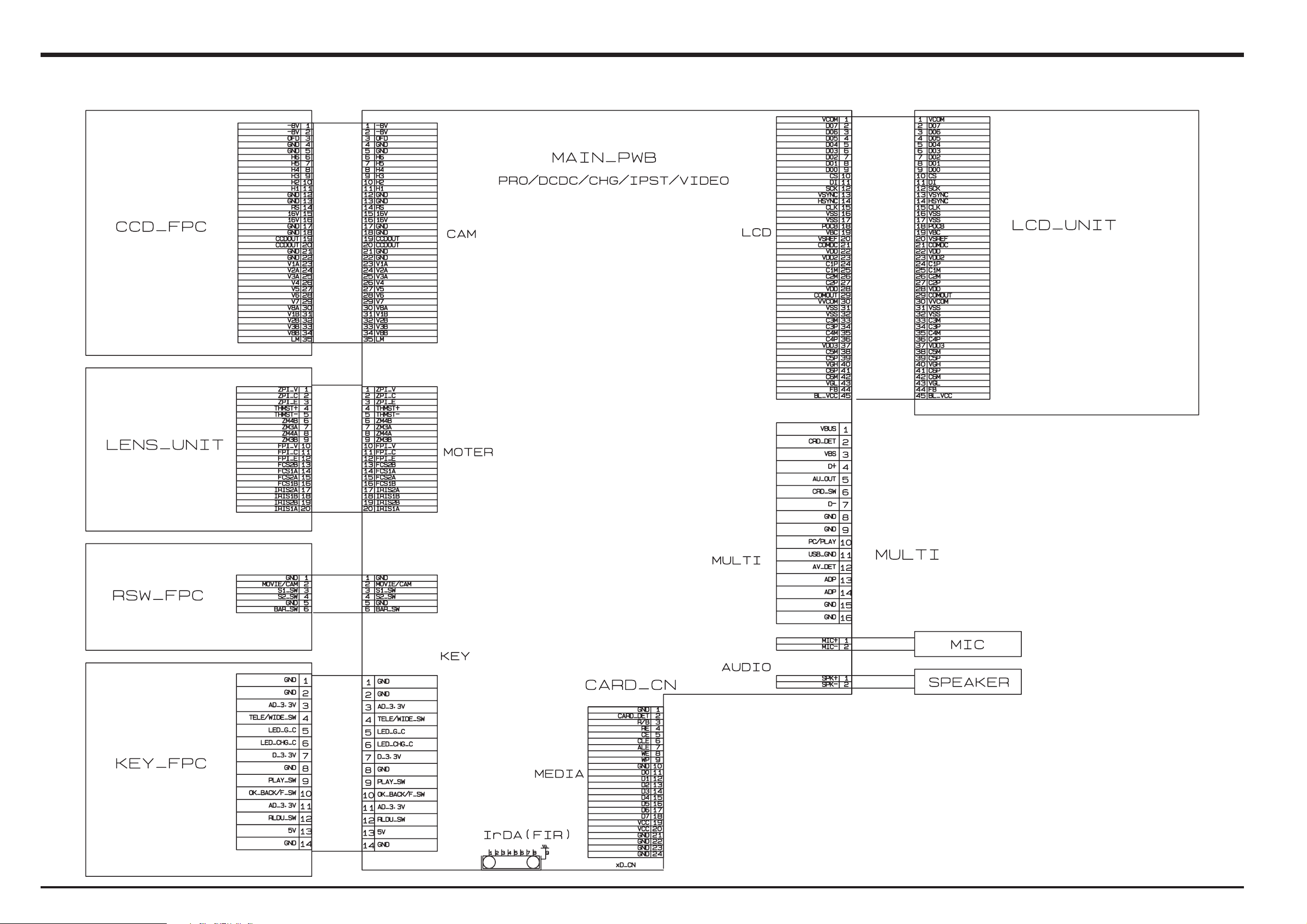
3. Schematics
3-5. Overall connection Diagram
FinePix Z3 Service Manual
26
FinePix Z3 Service Manual
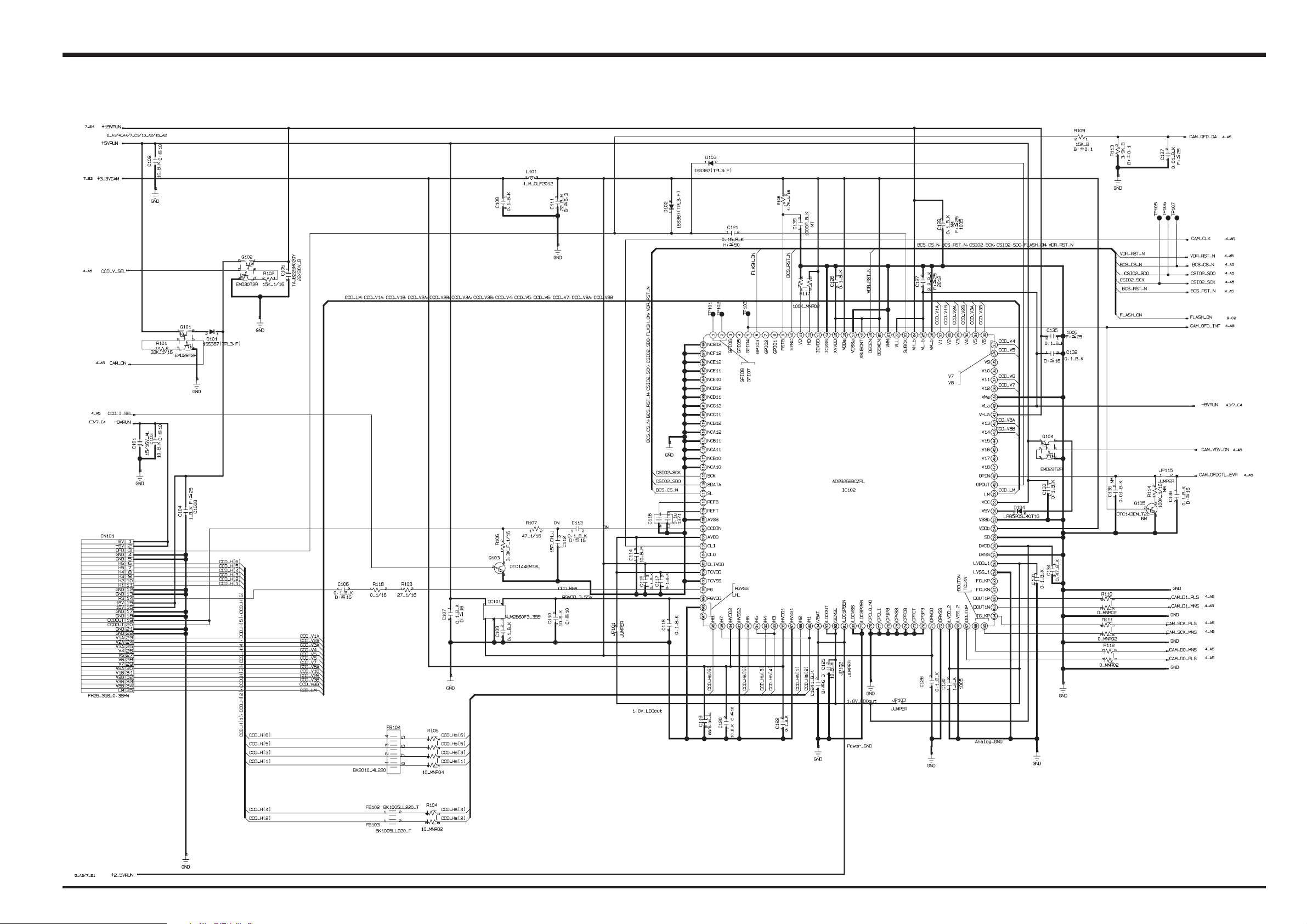
3. Schematics
3-6. Circuit Diagrams
3-6-1. CAMERA BLOCK
27
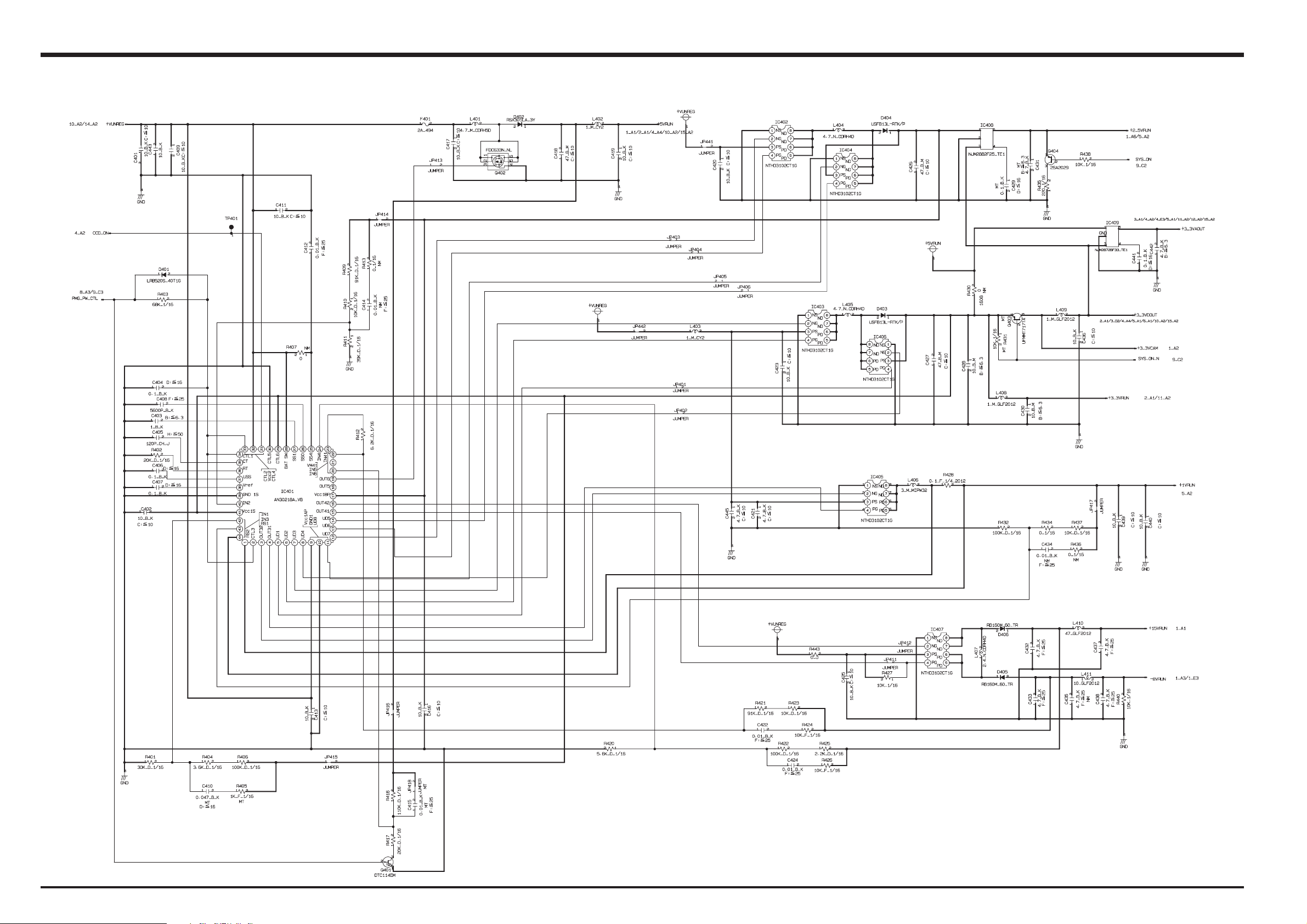
3. Schematics
3-6-2. DCDC BLOCK
FinePix Z3 Service Manual
28
FinePix Z3 Service Manual
3. Schematics
3-6-3. FLASH BLOCK
29
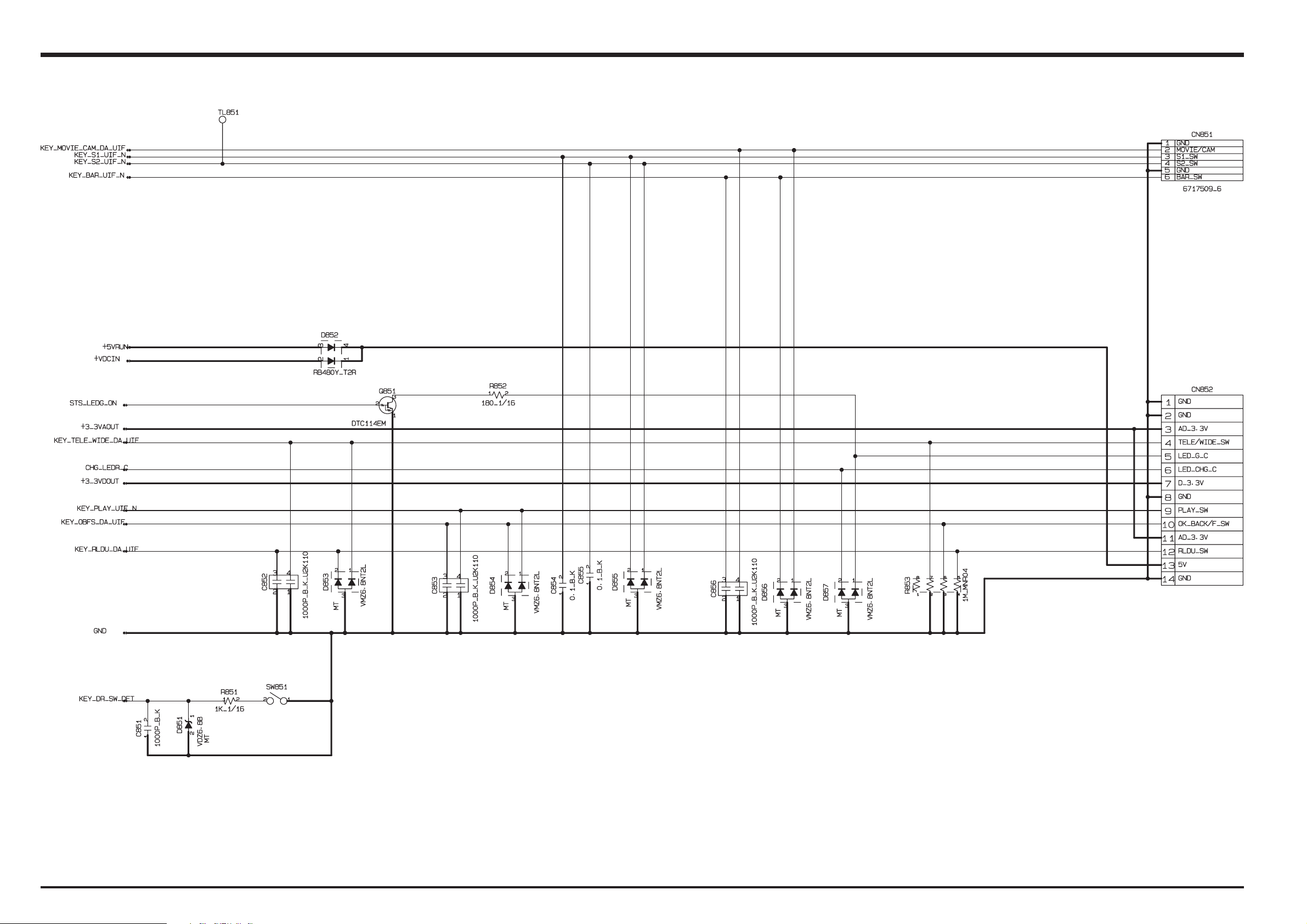
3. Schematics
3-6-4. KEY BLOCK
FinePix Z3 Service Manual
30
 Loading...
Loading...