


/ Battery Charging Systems / Welding Technology / Solar Electronics
SV
Fronius Xplorer
Bruksanvisning
Programvara
42,0426,0051,SV 002-12042012

0

Bästa/bäste läsare
Inledning Vi tackar för ditt förtroende och gratulerar dig till denna tekniskt högvärdiga produkt från
Fronius. Denna bruksanvisning hjälper dig att bli bekant med apparaten. Om du läser
handboken noggrant lär du känna den här Fronius-produktens många möjligheter. Det är
nödvändigt för att kunna använda dess fördelar på bästa sätt.
Observera också säkerhetsföreskrifterna. Använd apparaten på ett säkert sätt. Hantera
produkten varsamt, så varar den längre och fungerar säkrare. Det är en viktig förutsättning
för att du ska få goda resultat av den.
SV
1

2

Innehållsförteckning
Allmänt 5
Allmänt ....................................................................................................................................................... 7
Princip................................................................................................................................................... 7
Fronius Xplorer funktionspaket ............................................................................................................. 7
Användningsområden ........................................................................................................................... 7
Systemkrav ................................................................................................................................................ 8
Systemkrav rörande PC:n..................................................................................................................... 8
Systemförutsättningar rörande svetssystemet...................................................................................... 8
Programvaruversioner .......................................................................................................................... 8
Exempel på systemkonfiguration .......................................................................................................... 9
Konfigurera nätverk.................................................................................................................................... 10
Allmänt.................................................................................................................................................. 10
Tilldelning av IP-adress......................................................................................................................... 10
Tilldelning av IP-adress för brandvägg ................................................................................................. 10
Översikt Fronius Xplorer 11
Översikt Fronius Xplorer ............................................................................................................................ 13
Allmänt.................................................................................................................................................. 13
Fronius Xplorer ..................................................................................................................................... 13
Översikt webbläsarområde ................................................................................................................... 13
Översikt arbetsområde.......................................................................................................................... 14
Knappar i webbläsarområdet................................................................................................................ 15
Symboler för strömkällans placering..................................................................................................... 16
Symboler för systemkomponenter ........................................................................................................ 16
Symboler för systemstatus.................................................................................................................... 17
Symboler i översikten för flikarna Jobb och Doku................................................................................. 17
SV
Menyn Verktyg 19
Alternativ .................................................................................................................................................... 21
Allmänt.................................................................................................................................................. 21
Local Net seriella gränssnitt.................................................................................................................. 21
Licenser ................................................................................................................................................ 21
Inloggning ............................................................................................................................................. 21
Skapande av inloggning via OPC ......................................................................................................... 22
Skapande av inloggning via UsbKey ................................................................................................... 22
Användarinställningar ................................................................................................................................ 24
Allmänt.................................................................................................................................................. 24
Skapande av ny användare med ny användarprofil.............................................................................. 24
Administration av användarprofiler ....................................................................................................... 24
Användaradministration ........................................................................................................................ 25
Automatisk in- och utloggning............................................................................................................... 25
Byte av användare................................................................................................................................ 25
Delning av fönster ...................................................................................................................................... 26
Delning av fönster................................................................................................................................. 26
Webbläsarområde 27
Webbläsarområde...................................................................................................................................... 29
Allmänt.................................................................................................................................................. 29
Navigering i webbläsaren...................................................................................................................... 29
Omställning av webbläsarens visningsläge till statusvisning ................................................................ 29
Kopiering av svetssystem till listrutan ................................................................................................... 30
Radering av svetssystem från listrutan ................................................................................................. 30
Arbetsområde/flikar 33
3

Fliken Översikt ........................................................................................................................................... 35
Fliken Översikt ...................................................................................................................................... 35
Knappar och symboler på fliken Översikt ............................................................................................. 35
Sparande och laddning av säkerhetskopierade data............................................................................ 36
Inställningar för automatisk säkerhetskopiering.................................................................................... 36
Definition av huvudsäkerhetskopiera, upphäv huvudsäkerhetskopiera ................................................ 36
Visning av anslutningsstatus................................................................................................................. 37
Sparande av apparatkonfiguration........................................................................................................ 38
Konfigurera systemplatsen och namnet................................................................................................ 38
Fliken Manöverpanel.................................................................................................................................. 39
Fliken Manöverpanel............................................................................................................................. 39
Styrning av manöverpanel via tangentbord .......................................................................................... 39
Gå till en inställningsmeny för strömkällan............................................................................................ 40
Fliken Jobb................................................................................................................................................. 41
Fliken Jobb............................................................................................................................................ 41
Knappar och symboler på fliken Jobb................................................................................................... 42
Visning av jobbdata............................................................................................................................... 43
Kopiering och infogning av jobb............................................................................................................ 43
Export/import av jobb ............................................................................................................................ 43
Infogning av jobbdata i ett externt dokument ........................................................................................ 44
Bifoga fil till jobb/Öppna bifogad fil........................................................................................................ 44
Radering av jobb................................................................................................................................... 45
Ändring av jobb..................................................................................................................................... 45
Jobbhistorik........................................................................................................................................... 45
Fliken Doku ................................................................................................................................................ 46
Fliken Doku ........................................................................................................................................... 46
Knappar och symboler på fliken Doku .................................................................................................. 46
Förinställningar av förbrukningsvärden................................................................................................. 47
Automatisk Excel-export ....................................................................................................................... 48
Aktivera och avaktivera registrering av svetsdata................................................................................. 48
Tidssynkronisering ................................................................................................................................ 48
Visa menyn Svetsningar/förbrukningsvärden .......................................................................................49
Visning i diagram .................................................................................................................................. 49
Menyn Svetssömsavsnitt ...................................................................................................................... 50
Menyn Parameterbörvärden ................................................................................................................. 51
Menyn Parameterärvärden .................................................................................................................. 51
Menyn Fel ............................................................................................................................................. 52
Ladda och visa registrerade svetsdata ................................................................................................. 52
Sparande av svetsdata som Excel-fil.................................................................................................... 53
Import av svetsdata............................................................................................................................... 53
Dokumenterade svetsdata .................................................................................................................... 53
Fliken Loggbok........................................................................................................................................... 57
Fliken Loggbok...................................................................................................................................... 57
Knappar och symboler på fliken Loggbok............................................................................................. 57
Laddning och visning av loggboksdata ...........................................................................................
Sparande av loggboksdata som Excel-fil.............................................................................................. 58
Fliken Statistik............................................................................................................................................ 59
Fliken Statistik....................................................................................................................................... 59
Knappar och symboler på fliken Statistik .............................................................................................. 59
Skapande av ny statistikstapel.............................................................................................................. 60
Fliken Diagram........................................................................................................................................... 61
Fliken Diagram...................................................................................................................................... 61
Knappar och symboler på fliken Diagram ............................................................................................. 61
Skapande av nytt jobbdiagram ............................................................................................................. 62
Visning/döljning av jobb ........................................................................................................................ 62
Zoomning.............................................................................................................................................. 62
Import av data från icke anslutna system .................................................................................................. 63
Allmänt ................................................................................................................................................. 63
Skapande av svetssystem .................................................................................................................... 63
...... 57
4

Allmänt


Allmänt
Princip Programmet Fronius Xplorer är ett virtuellt kontrollbord för sammankopplade svetssystem
inom automatiserade tillverkningsområden. Det grafiska användargränssnittet med tydliga
symboler möjliggör enkel och översiktlig administration av valfritt antal svetssystem på en
sammankopplad produktionsplats.
Placeringen och statusen för de enskilda svetssystemen visas översiktligt. Beprövade inställningar kan utan problem kopieras från ett system till ett annat. Programmet är även
kompatibelt för pekskärmar för en snabbare hantering.
SV
Fronius Xplorer
funktionspaket
Fronius Xplorer finns tillgängligt med olika funktionspaket och tillhörande alternativ:
(1) Strömkälla + Fronius Xplorer (baspaket)
(2) Strömkälla + Fronius Xplorer + Doku
(3) Strömkälla + Fronius Xplorer + Jobbutforskare + Doku (tillval)
(4) Strömkälla + Fronius Xplorer + Fjärrkontroll RCU 5000i
Funktionspaket (1) (2) (3) (4)
Alla system som finns på nätverket visas X X X X
Övervakning av aktuellt driftläge X X X X
Funktioner för säkerhetskopiering/återställning X X X X
Fjärrkontroll av strömkällan via PC X X X Dokumentering av börvärden - - X X
Dokumentering av börvärdesförändringar - - X X
Bifoga dokument eller bilder som informationsmaterial - - X X
Kopiera jobb från en strömkälla till en annan - - X X
Dokumentering av ärvärden för svetssömmar (tillval med kom-
ponentnummer)
Gränsövervakning av ström och spänning - - - X
Motorströmövervakning - - - X
Loggbok/diagram/statistik - - - X
-**X
Användningsområden
* Svetsningar, avsnitt
Användningsområdet omfattar alla digitala enheter från Fronius produktutbud inom de automatiserade och manuella områdena
- MIG/MAG-svetsning och -lödning (CMT)
- TIG-svetsning
- DeltaSpot-punktsvetsning
- Plasmasvetsning
7

Systemkrav
Systemkrav rörande PC:n
Systemförutsättningar rörande
svetssystemet
Systemkraven för den PC som används beror på antalet anslutna svetssystem med vilka
en datadokumentering ska genomföras. Följande uppgifter gäller när 16 svetssystem är
anslutna och när en datadokumentering ska genomföras för dem:
- CPU-prestanda 3 GHz
- Arbetsminne 2 GB
- Operativsystem WinXP, Win7, WinServer2008 + aktuella servicepaket
- Microsoft .NET Framework 2.0 (på CD-ROM-skivan "ToolsCD" eller via Internet)
- Bildskärmsupplösning minst 1 024 x 768
- Ett ledigt seriellt gränssnitt (för konfiguration av nätverket)
- Minst 100 Mbit nätverksanslutning
- Ingen hubb i nätverket
- Digital strömkälla
- Fri anslutning av Local Net med tillvalet ”Ethernet” vid strömkällan
Om ingen Local Net-anslutning är ledig:
- Passiv Local Net-fördelare
För utvärdering av svetsdata i efterskott:
- Fjärrkontroll RCU 5000i
- Eller aktivering av datadokumentation (Doku)
För att kunna använda funktionerna Loggbok, Diagram och Statistik måste fjärrkontrollen
RCU 5000i vara ansluten till den aktuella strömkällan.
Programvaruversioner
För att alla funktioner hos Fronius Xplorer ska fungera utan begränsningar ska enheternas
fasta programvara alltid vara uppdaterad.
Minimiförutsättningar:
TS 4000/5000, TPS 2700/3200/4000 (CMT)/5000 (CMT)/7200/9000
- Fast programvara strömkälla: OFFICIAL UST V3.32.30 eller senare
OFFICIAL UBST V1.4.31 eller senare
- Fast programvara trådmatning: OFFICIAL SR 4X A V2.1.27 eller senare
- Fast programvara för RCU 5000i: OFFICIAL RCU V1.13.7 eller senare
8

Exempel på sys-
Svetscell
Tillverkningshall
Svetscell
Tillverkningshall
Produktionsplats
Företagets huvudsäte
temkonfiguration
SV
Nätverk för administration med Fronius Xplorer
9

Konfigurera nätverk
Allmänt För konfiguration av strömkällan vid anslutning till ett nätverk krävs en anslutning mellan
strömkällan och PC:n via ett Local Net/RS232-gränssnitt. Dessutom krävs programvaran
”Servicemodul” för att kunna göra inställningarna.
Ytterligare information om konfiguration av Ethernet-gränssnittet finns i användarhandboken till ”Ethernet”.
(1) Trådmatning
(1)
(2)
(3)
(2) Tillval fjärrkontroll RCU 5000i
(3) Strömkälla
(4) Stationär eller bärbar PC eller peks-
kärm med programmet Fronius
Xplorer
(5) Local Net/RS232-gränssnitt
Tilldelning av IPadress
Tilldelning av IPadress för brandvägg
(4) (5)
För att kunna identifiera strömkällan entydigt på nätverket ska den tilldelas en numerisk
adress (IP-adress).
VIKTIGT! De måste vara olika för varje strömkälla.
IP-adressen kan ställas in med hjälp av fjärrkontrollen RCU 5000i eller i arbetsbladet
”Översikt” under ”Alternativ - Allmänt - Webbläsarinställningar”.
Genom att tilldela en IP-adress en brandvägg kan åtkomsten till strömkällan begränsas till
en användare (PC). IP-adressen för brandväggen motsvarar IP-adressen för den PC som
ska ha åtkomst till strömkällan. IP-adressen för brandväggen kan ställas in med hjälp av
fjärrkontrollen RCU 5000i eller i arbetsbladet ”Översikt” under ”Alternativ - Anslutningsdata”.
10

Översikt Fronius Xplorer


Översikt Fronius Xplorer
SV
Allmänt
VARNING! Felaktig hantering kan orsaka allvarliga person- och sakskador. Du
får inte använda de beskrivna funktionerna innan du har läst och förstått de följande dokumenten i sin helhet:
- Denna bruksanvisning
- Samtliga bruksanvisningar för systemkomponenter, i synnerhet säkerhetsföreskrifterna
OBS! På grund av programvaruuppdateringar kan det finnas funktioner i din enhet som inte beskrivs i denna användarhandbok eller omvänt. Dessutom kan vissa bilder avvika något från manöverelementen på din enhet. Manöverelementen
fungerar dock på samma sätt.
VIKTIGT! Se till att systemet är stabilt genom att regelbundet genomföra Windows-uppdateringar (update.microsoft.com)
De symboler och knappar som beskrivs i detta kapitel ger en översikt över de symboler och
knappar som används inom webbläsarområdet. Detaljerade beskrivningar av symbolerna
och knapparna finns i respektive del av flikarna.
VIKTIGT! Grå symboler signalerar att systemet är offline eller att dataanslutningen har
brutits. Grå knappar signalerar att denna funktion för tillfället inte går att genomföra i programmet.
Fronius Xplorer Användargränssnittet är uppdelat i två aktivitetstyngdpunkter:
1. Webbläsarområdet ger en översikt över placeringen och statusen för de system som
är anslutna till nätverket.
2. Arbetsområdet
– Ger information om svetssystemets systemkonfiguration
– Möjliggör åtkomst till användning av strömkällan inklusive bakgrundsmenyn
– Visar de sparade jobben Vid aktivering kan du ändra och hantera dessa (börvär-
den)
– Vid aktivering: Innehåller dokumentation om svetsdatan (ärvärdesdokumenta-
tion)
Vid ansluten fjärrkontroll RCU 5000i
– Registrera parameterändringar, användarbyte, uppdatering av fast programvara
och uppkomna fel
– Utför en statistisk utvärdering av svetsparametrarna
VIKTIGT! För att kunna registrera svetssystemets data, måste Fronius Xplorer vara aktiverat under svetsningen och fjärrkontrollen RCU 5000i måste vara ansluten (även datadokumenteringen kan vara aktiverad). Data som är registrerade på fjärrkontrollen RCU
5000i:s minneskort kan även läsas in i programmet i efterhand.
Översikt webbläsarområde
Webbläsarområdet innehåller en översikt över statusen för och placeringen av de installerade svetssystemen.
13

(1)
(2)
(3)
(6)
(A)
(B)
(C)
(D)
(E)
(5)
(4)
?
!
TPS 5000
(10.4.2.120)
TPS 5000 CMT
(10.3.4.102)
TPS 4000
(10.2.2.220)
MW 4000
(10.5.2.010)
TIME 5000 Digital
(10.4.2.122)
DeltaSpot 1
(10.4.2.129)
DeltaSpot 2
(10.3.4.145)
DeltaSpot 3
(10.2.2.232)
DeltaSpot 4
(10.5.2.246)
DeltaSpot 5
(10.4.2.090)
TPS 5000 CMT
(10.4.146.244)
TIME 5000
(10.4.146.230)
DeltaSpot 1
(10.2.130.201)
DeltaSpot 4
(10.2.130.204)
Översikt arbetsområde
Webbläsarområde
(1) Xplorer-rad
Översikt över förlopp för öppnad mapp
(2) Rullningslist
Används för att flytta bildskärmsvisningen när fler system finns installerade än vad
som kan visas på bildskärmen
(3) Översikt undermapp
Översikt över de system som finns i den öppnade mappen
(4) Statusöversikt med knappar
Översikt över statusen för de system
(A) som finns i den öppnade mappen. Installerade system: Visning av alla instal-
lerade system
(B). Driftklar: Visning av alla driftklara system
(C). Fel: Visning av alla system
(D) där ett fel har uppstått. Varningar: Visning av alla system
(E) där en varning har uppstått. Okänt: Visning av alla system med okänd status
(5) Listruta
För placering av ofta använda svetssystem eller sådana som tilldelats ett uppgiftsområde. Genom att klicka på ett system kommer du till arbetsområdet för systemet.
(6) Webbläsarknapp
Genom att trycka på läsarknappen hoppar du från arbetsområdet till webbläsarområdet
Arbetsområdet gör det möjligt att komma åt alla inställningar för svetssystemet. Avvikelser
från normaldriften visas omedelbart och samtliga inställningar kan korrigeras från arbetsplatsen. Samtliga arbeten med och på svetssystemet kan registreras och arkiveras.
14

Arbetsområde
(1)
*
(2)
(3)
(4)
(5)
F2
TPS5000 (No:15440923)
FP25
VR7000 -CMT
Ethernet-Gate (No:15440923)
RCU5000i (No:15050216)
LN Router
TPS5000 (No:15440923)
POWERMAG-OS
4.2.4
Weld Process Regulator
5.0.100
DB 0503
5.0.95
UST2BV1.4B
1.4.1
BPS53 V0.3A
0.3.0.
FP25
FP25_OS
1.21.14
FP25 V1.6A
1.6.0
F3
F4
F5 F6 F7 F8
Overview
Place / ....
Panel
Jobs
Doku
LogBook Statistic Diagram
TPS 5000 CMT
(10.4.146.244)
TIME 5000
(10.4.146.230)
DeltaSpot 1
(10.2.130.201)
DeltaSpot 4
(10.2.130.204)
* Tillgängligt beroende på tillvalt paket
SV
Knappar i webbläsarområdet
(1) Sökväg till svetssystemet
Visar namn och placering för det valda svetssystemet
(2) Knappen Stäng svetssystemet
Genom att trycka på knappen Stäng svetssystemet avlägsnas svetssystemet från
listrutan
(3) Licenshanterare
I licenshanteraren framgår systemets alla tillgängliga alternativ. Aktiverade alternativ indikeras grönt. Spärrade alternativ kan aktiveras genom inmatning av en kod.
(4) Arbetsområde
För att navigera och arbeta på de tillgängliga flikarna
(5) Aktiverat svetssystem i listrutan
Genom att aktivera ett svetssystem hoppar du till svetssystemets arbetsområde
Knappen Webbläsare
För att hoppa från arbetsområdet till webbläsarområdet
Knappen Skapa ny fil
För att skapa en ny fil
Knappen Öppna fil
För att öppna Fronius Xplorer-filer (till exempel data från system som inte är
anslutna)
15

Symboler för
strömkällans placering
Placeringar för strömkällor anges med följande mappsymboler:
Symbolen Hem
är den översta mappnivån i sökvägen till placeringen: Hem/
Symbolen Produktionsplats
är den andra mappnivån: Hem/Produktionsplats/
Symbolen Produktionsanläggning
är den tredje mappnivån: Hem/Produktionsplats/Produktionsanläggning/
Symbolen Produktionshall
är den fjärde mappnivån: Hem/Produktionsplats/Produktionsanläggning/Produktionshall/
Symbolen Produktionscell
är den femte mappnivån: Hem/Produktionsplats/Produktionsanläggning/Produktionshall/Produktionscell/
På den nedersta mappnivån symboliseras typen av svetssystem och dess status.
Symboler för systemkomponenter
Symbolen Strömkälla
Gäller för alla Fronius strömkällor från det digitala enhetsutbudet
Symbol Trådmatning
Gäller för alla tillgängliga Fronius trådmatningar
Symbolen Fjärrkontroll
Gäller för alla tillgängliga Fronius fjärrkontroller (utom RCU 5000i)
Symbolen fjärrkontroll RCU 5000i (systemtillägg)
Gäller för fjärrkontrollen RCU 5000i
Symbolen Gränssnitt (robot, Ethernet...)
Gäller vid användning av ett gränssnitt
Symbolen Gassensor
Gäller vid användning av en gassensor
Symbolen Konponenträknare
Vid användning av en fjärrkontroll RCU 5000i visas komponenträknaren här
16
Symbolen Seriellt gränssnitt
Gäller vid användning av gränssnittet Local Net/RS232
Symbolen DeltaSpot-svetstång
Gäller för Fronius DeltaSpot-svetstänger
Symbolen PC
Visar olika versionsnummer
Symbolen WibuKey
Visar om en WibuBox är ansluten till PC:n

Symboler för sys-
!
?
(1)
F2
F3
F4
F5 F6 F7 F8
(2)
Overview
Place / ....
Panel
Jobs
Doku
LogBook Statistic Diagram
TPS 5000 CMT
(10.4.146.244)
temstatus
(1) Symbolen Status systemaktivi-
tet:
Svetsning pågår
(1)
(2)
Ljusbågen är aktiv
(2) Symbolen Status systemläge:
Status OK
(3)
Systemet fungerar korrekt
Varning
Systemet indikerar en varning
Status okänd
Systemet är för tillfället inte tillgängligt (avstängt eller frånkopplat från nätet)
Systemstopp
Systemet visar ett fel på manöverpanelen och arbetar inte korrekt
(3) Symbolen Status systemläge:
Svetssystem online
Anslutningen till systemet har skapats, data hämtas
System tillgängligt
Systemet är redo att skapa en anslutning
SV
Symboler i översikten för flikarna
Jobb och Doku
Ingen anslutning
Anslutningen till systemet har brutits (till exempel om systemet är avstängt)
(1) Symbol i fliken Jobb
Jobblicens och behörighet
Fliken Jobb är tillgänglig, Jobb är tillgänglig för bearbetning
Jobblicens men för tillfället ingen behörighet
Fliken Jobb är tillgänglig, men möjligheten till bearbetning av jobb är för tillfället
spärrad av en annan användare
Jobblicens saknas
Fliken Jobb är inte tillgänglig
(2) Symbol i fliken Doku
Dataregistrering aktiverad
I rullgardinsmenyn för fliken Doku har dataregistrering aktiverats
Dataregistrering inaktiverad
I rullgardinsmenyn för fliken Doku har dataregistrering inaktiverats
17

18

Menyn Verktyg


Alternativ
Allmänt Webbläsarinställningar
Sökningen kan ställas om mellan Automatisk och Manuell.
Vid den automatiska sökningen anges antingen IP-adresserna till de önskade maskinerna
eller broadcast-adresserna i textrutan. Vid broadcast-adresserna sker sökningen efter maskiner i hela Subnet.
Vid den manuella sökningen är bara en inmatning av IP-adresserna för maskinerna möjlig.
Den väsentliga skillnaden mellan de båda sökmetoderna är: Vid den fasta (manuella) angivelsen av IP-adresser (maskiner) markerar webbläsarområdet de IP-adresser (maskiner) som inte hittas som okända.
Skriver man tecknet ”#” före texten i textrutan, identifieras det automatiskt som en kommentar.
Språk
Här kan språket i Fronius Xplorers ställas in.
Valuta
På fliken ”Dokumentation” kan du ställa in möjligheten Förbrukningsvärden under Alternativ. I den här menyn kan den valuta som ska visas ställas in.
SV
Datamapp
Doku- och användardata sparas som standard under ”Egna data\Fronius International\Fronius Xplorer”. I den här menyn kan du välja en valfri lagringsplats. Välj en nätverksenhet som lagringsplats, om du vill komma åt data från flera PC:ar.
Local Net seriella
gränssnitt
Licenser Med en WibuBox/U+ (USB) eller WibuBox/P+ (parallell anslutning) kan olika tillval aktive-
Inloggning Automatisk Windows-inloggning
Seriella gränssnitt
Xplorer kan anslutas till svetssystemet via ett seriellt gränssnitt. Det krävs då ett Local Net/
RS232-gränssnitt. I den här menyn ställer du in det seriella gränssnitt som används.
ras i systemet. Välj då ”Bläddra” för att välja den maskin, där tillvalen ska aktiveras. När
maskinen har valts, måste Fronius Xplorer och Local Net-servern startas om.
Används endast vid DeltaSpot-program
Xplorer-inloggning
Inloggningsgränssnittet OPC:
Det går att hämta inloggningsdatan, såsom användarnamnet och behörigheter, via en
OPC-server. Då lämnar OPC-servern ut en användarnivå som tilldelas en användarprofil i
Xplorer. Användarnivån kan sedan ändras av OPC-servern under pågående drift. Det
krävs ingen omstart av Fronius Xplorer.
För att skapa en OPC-inloggning, se kapitlet ”Skapande av inloggning via OPC”.
Inloggningsgränssnittet UsbKey:
En UsbKey, som aktiverar de olika Xplorer-funktionerna, kan läggas på ett USB-minne. För
att skapa en UsbKey, se kapitlet ”Skapande av inloggning via UsbKey”.
21
Skapande av in-
3
6
2
4
5
3
loggning via OPC
Öppna menyn ”Verktyg - Alternativ - Logga in”
1
Aktivera inloggningsgränssnittet ”OPC”
2
Skriv in adressen till OPC-servern under ”OPC server url” (skulle Windows sessionsID behövas i URL-en, kan platshållaren {sessionid} användas, den ersätts sedan med
det aktuella Windows sessions-ID:t).
Lägg till nödvändiga användarnivåer
4
Ange administratörsnivå
5
Ange värdet för ”Avsluta, om nivån <=” (Xplorer avslutas om en användarnivå ”mindre
än eller lika med” tas emot.
De OPC-variabler som behövs på servern är ”OPC_Fronius” (int) för användarnivån och
”Användarnamn” (sträng) för användarnamnet.
Efter en omstart av Xplorer hittar man under ”Verktyg - Användarprofiler” automatiskt skapade användarprofiler som motsvarar de tidigare angivna användarnivåerna.
Användarprofilen ”Utloggad” aktiveras, om en okänd användarnivå tas emot. I den här profilen har alla behörigheter inaktiverats.
När konfigurationen har avslutats, visas det aktuella användarnamnet, användarnivån och
Windows sessions-ID i den övre delen av Xplorer.
Skapande av inloggning via UsbKey
En Xplorer kan tilldelas ett produktionsområde. Ett USB-minne kan aktiveras för flera produktionsområden (Xplorer).
Öppna menyn ”Verktyg - Alternativ - Logga in”
1
Aktivera inloggningsgränssnittet ”UsbKey”
Ange namnet på produktionsområdet under ”Namn”
3
Ange ett lösenord för produktionsområdet under ”Lösenord”
Ange samma lösenord igen under ”Upprepa lösenord” (för att utesluta skrivfel)
5
När Xplorer har startats om, är UsbKey-inloggningen aktiverad.
För att kunna skapa en UsbKey på ett USB-minne måste följande arbetssteg utföras:
Sätt i USB-minnet i PC:n
1
Klicka på menypunkten ”UsbKey administration” på menyn ”Verktyg”
2
Då öppnas fönstret ”UsbKey administration”
Välj det önskade USB-minnet under ”Skapa eller ändra en UsbKey på drivenheten”
3
Välj det önskade produktionsområdet under ”För produktionsområdet”
4
Ange lösenordet för det ovan valda produktionsområdet under ”Lösenord”
Klicka på ”Redigera” för att kunna ange diverse användarinformationer
Ange ”Användarnummer”
1
Ange ”Namn”
2
Välj ”Profil” (kan redigeras under ”Verktyg - Användarprofiler”)
Ange ”Pinkod”
4
Ange ”Huvudlösenord” för produktionsområdet
5
Klicka på ”Spara”
6
22

Nu är inställningen av UsbKey klar. Efter en omstart av Xplorer identifieras en giltig UsbKey. När pinkoden har angetts, aktiveras den profil som den här användaren har inom det
här produktionsområdet.
Dras USB-minnet ut, ställs Xplorer omedelbart om till övervakningsläget.
SV
23
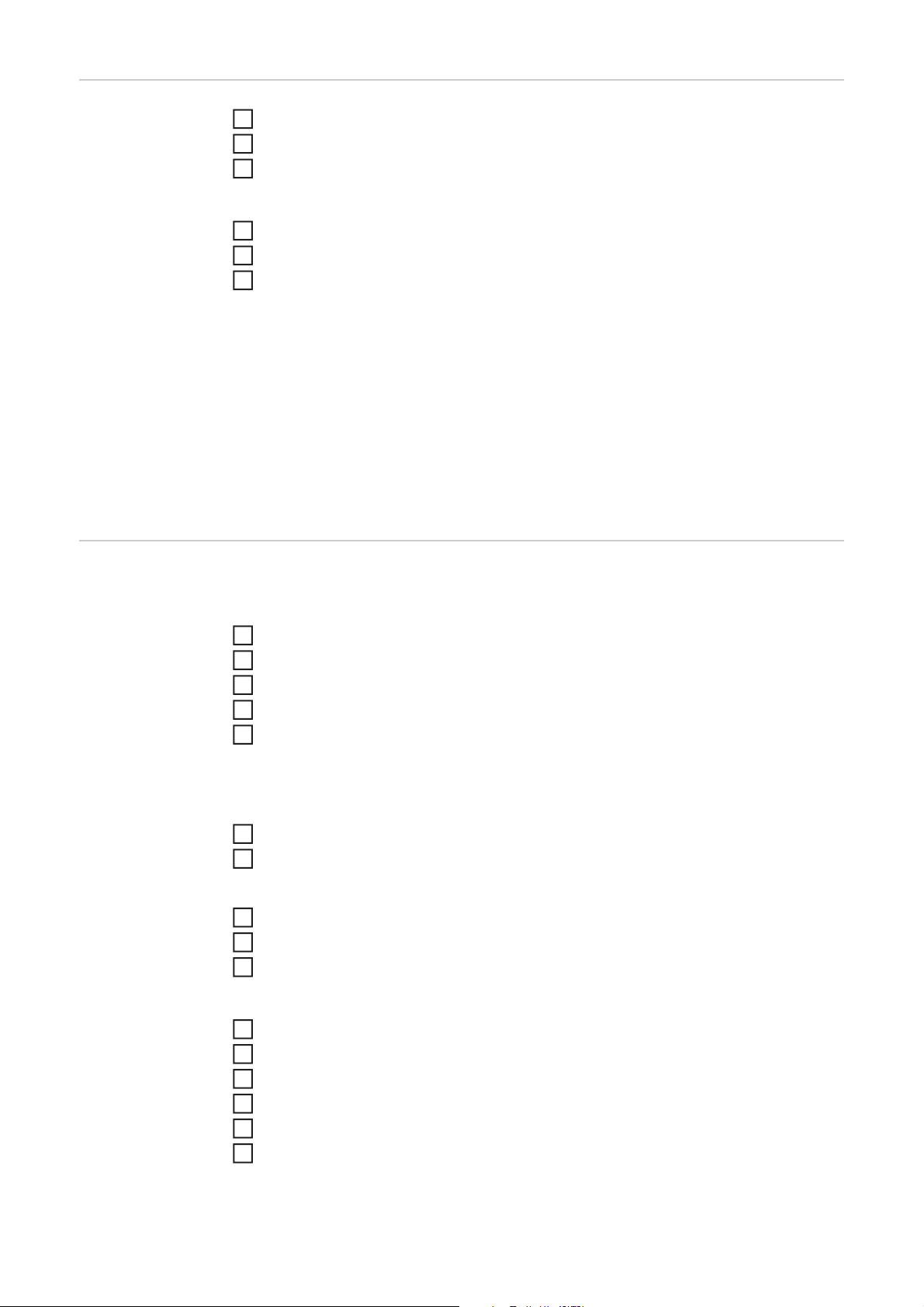
Användarinställningar
2
4
1
User profiles
Administrator
Arc welding
DeltaSpot
New
Delete Rename
Userprofile 1
Options
New file
Open file
Edit users
Enable Automatic logoff
Automatic logoff in minutes:
Open/close machines
Delete machines from browser
Change password
Split
Allmänt Med användaradministration kan du tilldela olika användare enskilda användarprofiler.
Det går att dela ut behörigheter till användarprofilerna. Användarprofiler kan skapas under
”Verktyg - Användarprofiler”.
I menyn ”Verktyg - Användaradministration” tilldelas de olika användarna de skapade profilerna.
De båda menyerna ”Användarprofiler” och ”Användaradministration” är tillgängliga endast
för användare med användarprofilen ”Administratör”.
Skapande av ny
användare med
ny användarprofil
Administration av
användarprofiler
Öppna menyn ”Användarprofiler” (Verktyg - Användarprofiler)
1
Skapa användarprofil genom att trycka på knappen ”Ny”
Ange namn och tryck på ”Enter”
3
Ge den användarprofil som skapats önskad behörighet genom att markera och avmarkera rutorna
Nästa steg består i att en nyskapad användare tilldelas den nyss skapade användarprofilen:
Öppna menyn ”Användaradministration” (Verktyg - Användaradministration)
Skapa användaren genom att trycka på knappen ”Ny användare”
2
Ange användarnamnet (= inloggningsnamnet) och tilldela användarprofilen
3
Menyn Användarprofiler finns tillgänglig endast för användare med användarprofilen Administratör.
24
I menyn Användarprofiler (Verktyg - Användarprofiler) kan du:
- Skapa användarprofiler
- Ta bort användarprofiler
- Byta namn på användarprofiler
- Förändra användarprofiler
Dessutom kan du ställa in en tid, då en användarprofil ska loggas ut automatiskt.

Användaradmi-
1
nistration
Menyn Användaradministration finns tillgänglig endast för användare med användarprofilen Administratör.
I menyn Användaradministration (Verktyg - Användarprofiler) kan du:
- Skapa användare
- Ta bort användare
- Ändra eller ta bort lösenord (endast användaren ”Administratör” kan ändra och radera
lösenord, utom det gamla)
- Ange vilken användare som ska loggas in automatiskt vid programstart. Den här användaren behöver inget lösenord när programmet startas.
SV
Automatisk inoch utloggning
Byte av användare
Användningsexempel för automatisk in- och utloggning av användare:
- Användaren ”Administratör” (användarprofil 1) loggar in och utför arbeten i systemet
- ”Administratör” glömmer att logga ut
- Den automatiska utloggningen är aktiverad. ”Administratör” kopplas automatiskt bort
från systemet efter den inställda tiden.
- Den automatiska inloggningen är inställd för användaren ”Användare 1”.
- Användaren ”Användare 1” loggas in i systemet utan att behöva ange lösenordet.
Tryck på knappen ”Byt användare”
Ange användarnamn och lösenord
2
Tryck på Enter
3
25
Delning av fönster
F2
TPS 5000 (No:15440923)
FP25
VR7000 -CMT
Ethernet-Gate (No:15440923)
RCU5000i (No:15050216)
LN Router
TPS5000 (No:15440923)
POWERMAG-OS
4.2.4
Weld Process Regulator
5.0.100
DB 0503
5.0.95
UST2BV1.4B
1.4.1
BPS53 V0.3A
0.3.0.
FP25
FP25_OS
1.21.14
FP25 V1.6A
1.6.0
F3
F4
Overview
Place / ....
Panel
Jobs
D
F2
TIME 5000 (No:15440924)
VR7000 -CMT
Ethernet-Gate (No:15440924)
RCU5000i (No:15050217)
TPS5000 (No:15440924)
POWERMAG-OS
4.2.4
Weld Process Regulator
5.0.100
DB 0503
5.0.95
UST2BV1.4B
1.4.1
BPS53 V0.3A
0.3.0.
FP25
FP25_OS
1.21.14
FP25 V1.6A
1.6.0
F3
F4
Overview
Place / ....
Panel
Jobs
D
TPS 5000 CMT
(10.4.146.244)
TIME 5000
(10.4.146.230)
DeltaSpot 1
(10.2.130.201)
DeltaSpot 4
(10.2.130.204)
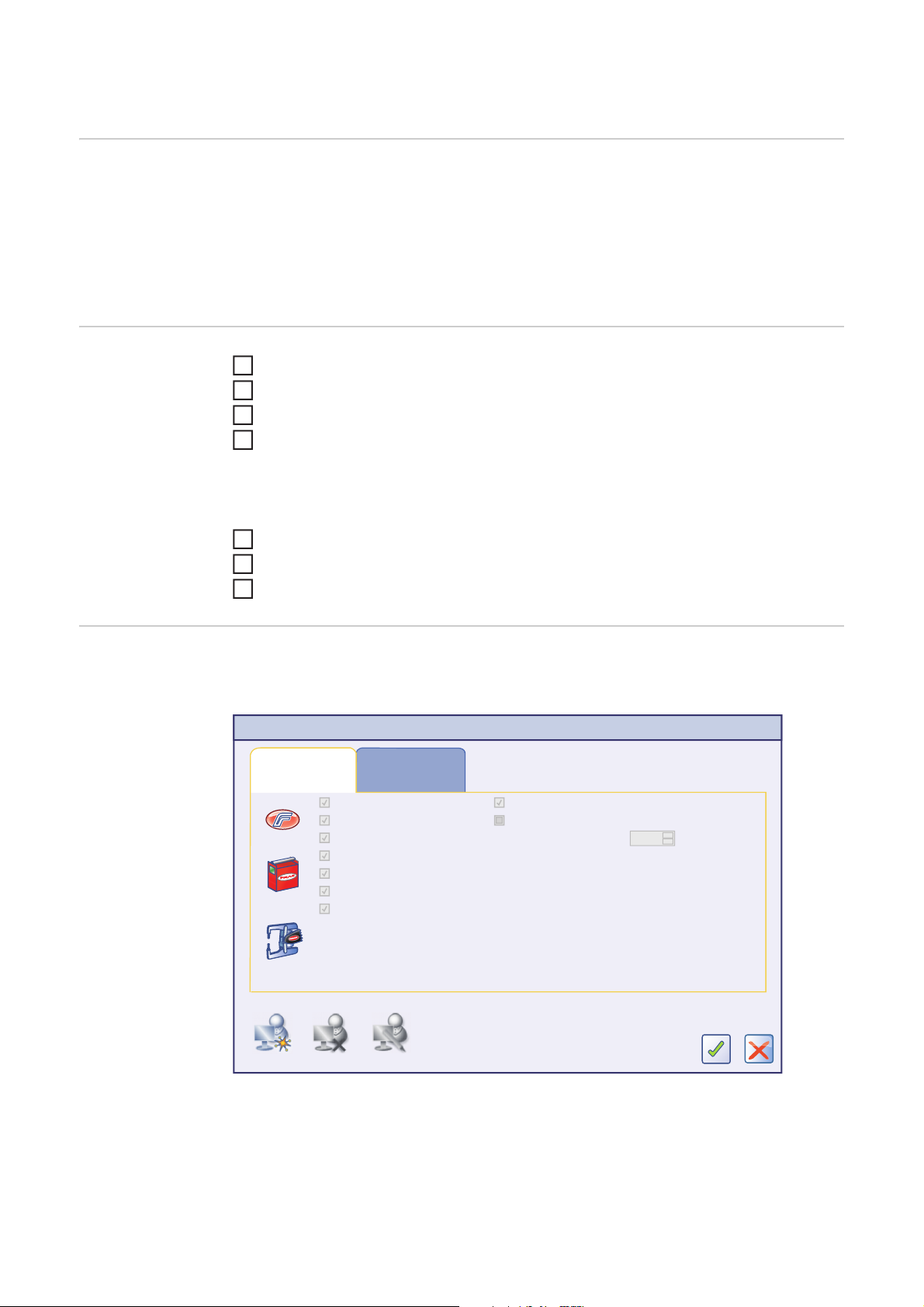
Delning av fönster
Om delning aktiveras under ”Verktyg - Dela fönster” kan ett valfritt antal flikar visas bredvid/
under varandra. I listrutan kan svetssystemen visas eller döljas med en klickning.
Visning av fönster bredvid varandra
Under ”Verktyg - Växla fönsterdelning” kan du växla mellan horisontell och vertikal delning.
26

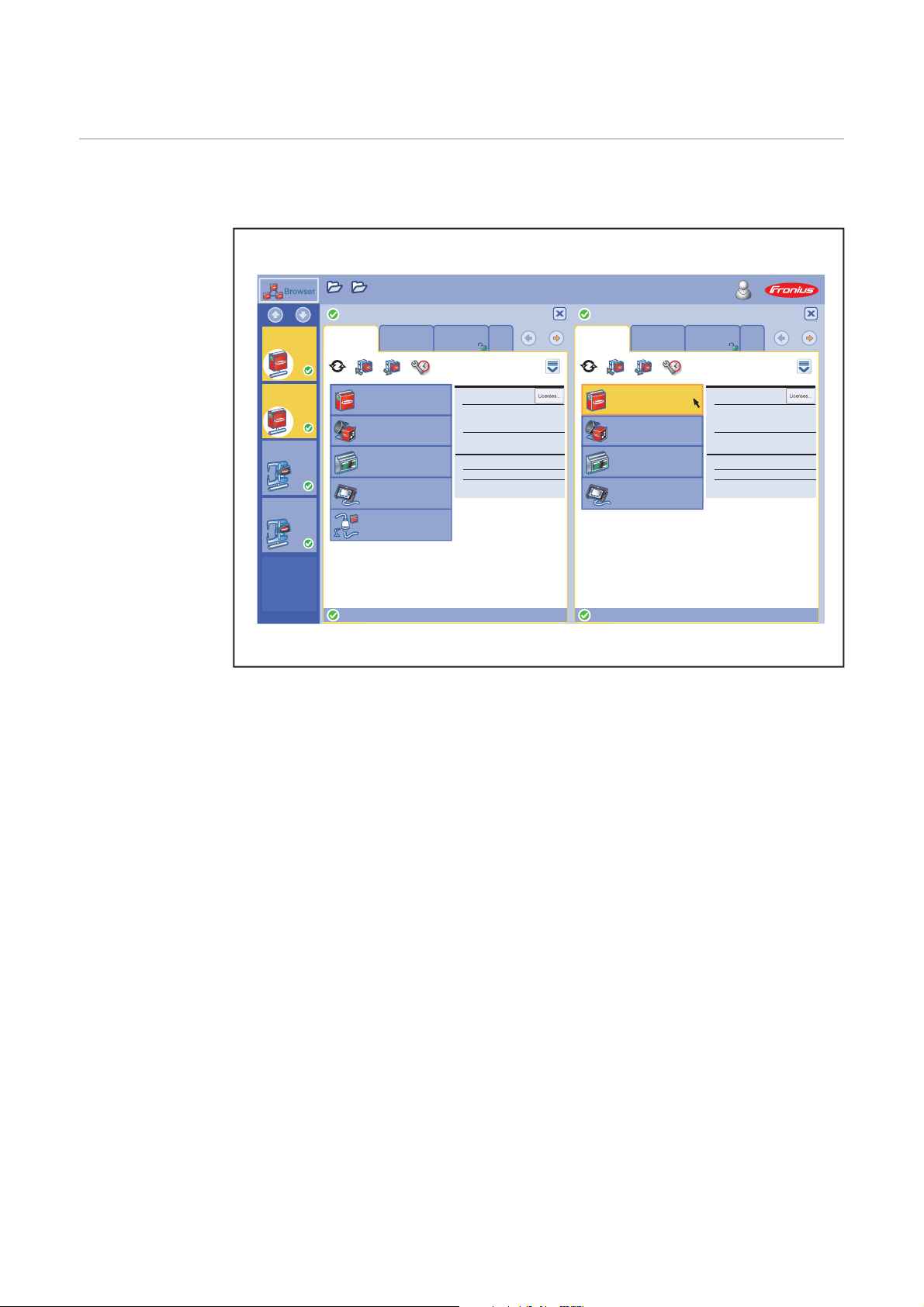
Webbläsarområde


Webbläsarområde
1
!
Ready
Errors
Warnings
10
1
1
Allmänt Webbläsaren är uppbyggd i flera olika mappnivåer. Svetssystemen är sorterade i mappni-
våer efter placering och uppgiftsområde. För att gå till nästa underordnade mappnivå räcker det att klicka på mappknappen.
SV
Navigering i
webbläsaren
Mappstruktur:
Översta mappnivån Hem
Ger en översikt över de produktionsplatser som finns i nätverket.
Omställning av
webbläsarens
visningsläge till
statusvisning
Mappnivån Företag eller produktionsplats
Ger en översikt över de produktionsanläggningar som finns på produktionsplatsen
Mappnivån Produktionsanläggning
Ger en översikt över de produktionshallar som finns i produktionsanläggningen
Mappnivån Produktionshall
Ger en översikt över de svetsceller som finns i produktionshallen
Mappnivån svetscell
Ger en översikt över de svetssystem som finns i svetscellen
Hoppa när som helst tillbaka till en överordnad mapp genom att klicka med musen.
Du går att ställa om webbläsaren till att visa system med samma status.
Tryck i webbläsaren på den önskade knappen för statusvisning
29

En tabell visas med system som har samma status:
Installed units
Ready
Warnings
Offline
10
15
1
2
Errors 3
?
!
TPS 5000 CMT
(10.4.146.244)
TIME 5000
(10.4.146.230)
DeltaSpot 1
(10.2.130.201)
DeltaSpot 3 (11.4.22.298)
TPS 4000 (10.4.146.244)
TPS 5000 CMT (10.4.141.221)
/Path/...
/Path2/....
/Path3/...
2
TPS 5000
(10.4.2.120)
TPS 5000 CMT
(10.4.146.244)
TPS 4000
(10.2.2.220)
MW 4000
(10.5.2.010)
TPS 5000 CMT
(10.4.146.244)
Installed units
Ready 10
15
Errors 3
(2)
(1)
F2
TPS5000 (No:15440923)
FP25
VR7000 -CMT
TPS5000 (No:15440923)
POWERMAG-OS
4.2.4
Weld Process Regulator
5.0.100
DB 0503
5.0.95
UST2BV1.4B
1.4.1
F3
F4
F5 F6 F7 F8
Overview
Place / ....
Panel
Jobs
Doku
LogBook Statistic Diagram
TPS 5000 CMT
(10.4.146.244)
TIME 5000
(10.4.146.230)
2
Genom att klicka på ett system öppnas det. En förutsättning är att IP-adressen för
brandväggen är konfigurerad för den PC som används eller att ingen IP-adress för
brandvägg har ställts in och att färre än fyra användare finns inloggade.
Kopiering av
svetssystem till
listrutan
Radering av
svetssystem från
listrutan
För att gå till arbetsområdet i ett svetssystem ska du först kopiera svetssystemet till listrutan. Det går att kopiera ett valfritt antal svetssystem till listrutan.
På så vis för man enkelt en överblick över statusen på och tillgängligheten för relevanta
svetssystem.
Kopiering av svetssystem till listrutan:
Gå till önskad produktionscell i mappnivån
1
Kopiera svetssystemet till listrutan genom att klicka med musen
2
Upprepa processen om du vill kopiera fler svetssystem till listrutan
3
Det går att kopiera svetssystem från olika platser till listrutan. De svetssystem som kopierats till listrutan sparas, oberoende av vilken mappnivå du befinner dig på.
30
Radering av svetssystem från listrutan
Välj det svetssystem som ska raderas från listrutan (1)
1
Tryck på knappen Stäng svetssystemet (2)

Du kan istället med höger musknapp välja det svetssystem som ska raderas och sedan
bekräfta raderingen med Stäng.
SV
31

32

Arbetsområde/flikar


Fliken Översikt
F2
TPS5000 (No:15440923)
FP25
VR7000 -CMT
Ethernet-Gate (No:15440923)
RCU5000i (No:15050216)
LN Router
TPS5000 (No:15440923)
POWERMAG-OS
4.2.4
Weld Process Regulator
5.0.100
DB 0503
5.0.95
UST2BV1.4B
1.4.1
BPS53 V0.3A
0.3.0.
FP25
FP25_OS
1.21.14
FP25 V1.6A
1.6.0
F3
F4
F5 F6 F7 F8
Overview
Panel
Jobs
Doku
LogBook Statistic Diagram
Fliken Översikt Fliken Översikt innehåller information om:
- Svetssystemets systemkonfiguration
- Aktuellt installerade versioner av den fasta programvaran
- Använd nätverksanslutning
Välj önskat svetssystem i listrutan för att växla till arbetsområdet.
För att få information om en listad systemkomponent aktiverar du systemkomponenten genom att klicka på den med musen.
SV
Knappar och
symboler på fliken Översikt
Exempel: Systemkonfiguration med strömkällan TPS 5000
Knappen Uppdatera
Uppdatera information om systemet
Knappen Ångra
Jobb på maskinen återställs till det tidigare värdet
Knappen Infoga fil
Bifoga valfri fil till jobbet (till exempel: bild av svetssöm)
Knappen Underhållspanel
Möjliggör avläsning och återställning av underhållsräknare på:
- Kontaktröret
- Brännaren
- Strömkällan
- Trådmataren
- Slangpaketet
Knappen Alternativmeny säkerhetskopiering
- För att definiera en huvudsäkerhetskopia
- För att skapa en automatisk säkerhetskopia
- För att öppna mappen för säkerhetskopior i Windows Utforskaren
- För att visa en utvidgad bild över alla bussdeltagare
- För att visa anslutningsdata
- För att konfigurera systemplatsen och systemnamnet
- För att exportera apparatkonfigurationen
- För att konfigurera fältbussinställningarna
35

Sparande och
Config automatic backup
Enable automatic backup
Next start time: Wednesday, 13 July 2011 13:00:00
Daily
Backup folder
C:\users\administrator\Documents\Fro
...
Def
laddning av säkerhetskopierade
data
Säkerhetskopian innehåller svetssystemets samtliga data. Sökvägen för säkerhetskopian
är förinställd och sparas under strömkällans serienummer (Egna filer/Fronius International/
Libo/Specifik/Serienummer/Säkerhetskopia). Men du kan ange en egen sökväg för säkerhetskopian.
Skapande av säkerhetskopia:
Tryck på knappen ”Säkerhetskopia”
1
Välj lagringsplats eller bekräfta lagringsplatsen genom att trycka på knappen ”Spara”.
2
Säkerhetskopian skapas
Laddning av säkerhetskopia:
Tryck på knappen ”Återställ”
1
Välj säkerhetskopia och tryck på ”Öppna”
2
Säkerhetskopian laddas
OBS! Genom att ladda säkerhetskopierade data skrivs aktuella data över och
kan sedan inte återskapas igen.
Inställningar för
automatisk säkerhetskopiering
Den automatiska säkerhetskopieringen sparar datan i ett definierat intervall.
Tryck på knappen ”Alternativ”
1
Tryck på ”Inställningar för automatisk säkerhetskopiering”
2
Välj tidpunkt, intervall och sökväg för säkerhetskopian för den automatiska uppdate-
3
ringen
Tips: Välj en nätverksenhet som lagringsplats, om du vill komma åt data från flera PC:ar.
Definition av huvudsäkerhetskopiera, upphäv
huvudsäkerhetskopiera
36
Det går att definiera en säkerhetskopia som laddas automatiskt när du trycker på knappen
”Ladda säkerhetskopia”. Därmed säkerställer du att önskade inställningar (jobb) inte går
förlorade vid dataförlust eller oönskade parameterändringar.
Definition av huvudsäkerhetskopia
Tryck på knappen ”Alternativ”
1

Tryck på ”Huvudsäkerhetskopia”
Connection settings
IP address
Firewall IP Active connections 10.4.120.7
Default gateway
Subnet mask
Port number
10.4.146.246
0.0.0.0
0.0.0.0
0.0.0.0
10.4.146.245
255.255.248.0
Modbus firewall
Modbus UDP Fronius
170.170.170.170
Modbus port number
502
15001
MAC address
00-03-AC-03-43-02
10.4.146.245
2
Välj huvudsäkerhetskopia och bekräfta med ”Öppna”.
3
Importera huvudsäkerhetskopian genom att trycka på knappen ”Ladda säkerhetsko-
4
pia”
Upphäv säkerhetskopia
Väljer du att upphäva alternativet Huvudsäkerhetskopia visas en dialogruta när du trycker
på knappen Ladda säkerhetskopia.
Tryck på knappen ”Alternativ”
1
Tryck på ”Inaktivera huvudsäkerhetskopia”
2
SV
Visning av anslutningsstatus
Tryck på knappen ”Alternativ”
1
Tryck på ”Visa anslutningsdata”
2
IP-adress XX.X.XX.XX
Visning av aktuell IP-adress
Brandväggens IP XX.X.XX.XX
Visar IP-adressen för den dator som har åtkomst till strömkällan. Om inställningen är
0.0.0.0 har ingen begränsad åtkomst ställts in och upp till fyra datorer har tillgång till
strömkällan.
Aktiva anslutningar XX.X.XX.XX
Visning av den dator som för tillfället är ansluten till strömkällan
37

Sparande av ap-
3
Machine configuration
Machine path:
Machine path:
New folder
TPS 4000 (10.4.146.245)
paratkonfiguration
För dokumentation av data kan den aktuella apparatkonfigurationen exporteras och sparas i en textfil på datamediet.
Tryck på knappen ”Alternativ”
1
Tryck på ”Spara apparatkonfiguration”
2
Välj lagringsplats och spara filen
Konfigurera systemplatsen och
namnet
Tryck på knappen ”Alternativ”
1
Tryck på ”Maskinkonfiguration”
2
38
Tryck på knappen ”Ny mapp”
3
Ange platsens namn och bekräfta med eller tryck flera gånger på knappen ”Ny mapp”,
4
tills att den önskade mappstrukturen har skapats
Fyll i fältet för ”Maskinnamn” och bekräfta uppgifterna
5
VIKTIGT! ”Maskinen” sparas alltid i den mapp som är markerad. Om undermappar utan
maskiner finns under den markerade mappen, raderas de. ”Maskinen” kan när som helst
flyttas till en annan mapp.

Fliken Manöverpanel
F3
Panel
(1)
(2)
SV
Fliken Manöverpanel
Manöverpanelen återges som manöverpanelen för den anslutna strömkällan. Dessutom
finns funktioner tillgängliga direkt genom snabbkommandon på datortangentbordet. Den
integrerade inställningsratten (2) tillåter en enkel manövrering via pekskärmen.
I bruksanvisningen till strömkällan finns det mer information om manöverpanelens funktion.
OBS! När fjärrkontrollen RCU 5000i ansluts till strömkällan, kan den inte längre
styras med hjälp av fliken Manöverpanel. På bildskärmen visas de aktuella parameterinställningarna. Knapparna på manöverpanelen kan inte längre väljas.
VIKTIGT! Av säkerhetsskäl finns funktionen Trådinmatning inte tillgänglig.
Styrning av manöverpanel via
tangentbord
Exempel: Manöverpanel Comfort/strömkälla TPS 5000
(1) Alternativmenyn Manöverpanel
För val av manöverpanel (exempelvis TIG-svetsning eller amerikansk variant)
(2) Inställningsratt
För inställning av den valda parametern med hjälp av mus eller pekskärm
Samtliga parametrar kan ställas in direkt genom snabbkommandon på datortangentbordet. När du trycker på mellanslag visas de tillgängliga snabbkommandona.
39

Exempel: Visning av snabbkommandon genom att trycka på mellanslag
A
V
3
Jobco
WFS
GAS
GA
Trigger
Main
Gå till en inställningsmeny för
strömkällan
För att gå till inställningsmenyn för strömkällan:
Välj inställningsknappen och håll den nedtryckt
1
Håll ned vänster musknapp och flytta muspekaren till Lås
2
Släpp den vänstra musknappen
Tillgängliga inställningsmenyer visas
4
Gå till den valda inställningsmenyn
5
Du kan istället gå till inställningsmenyn genom att trycka på höger musknapp.
rr.
Exempel: Visa tillgängliga inställningsmenyer
40

Fliken Jobb
(3)
(2)
(1)
(8)
(7)
(6)
(5)
(4)
Fliken Jobb Fliken Jobb erbjuder möjligheten att redigera, kopiera och administrera jobb. Lagringsplat-
serna är uppdelade i grupper om 10 jobb.
VIKTIGT! För att kunna använda alla funktioner på fliken Jobb ska alternativet Jobbutforskare vara aktiverat på strömkällan.
Om du ansluter fjärrkontrollen RCU 5000i utökas lagringsplatserna från 100 till 1 000.
SV
Fliken Jobb
(1) Knappen Bekräfta Jobbändringar
Välj Efter parameterändringar
- Ändringar till strömkälla eller RC
- Ångra ändringar
(2) Rullningslist
- Anpassa fönsterstorleken efter eget önskemål
- Dubbelklicka om du vill byta eller anpassa bilden
(3) Rullningslist Jobb/Jobbgrupper
Listen visas i
- Vitt: Tomma jobbplatser
- Blått: Upptagna jobbplatser
- Gult: Jobb med parameterändringar
- Rött: Jobb med felaktiga parameterinställningar
- Grått: Jobb som inte har synkroniserats med strömkällan
(4) Knapprad
För att välja tillgängliga funktioner
(5) Jobbgrupper
- Välj alla jobb i gruppen genom att klicka med musen
- Redigera jobbgruppens namn genom att dubbelklicka
41

(6) Visningsfältet Jobb
!
- Efter ett val visas parameterinställningarna i parameterfönstret (7)
- Redigera namn genom att dubbelklicka på Jobbnamn
(7) Parameterfönster
- Visa aktuella parameterinställningar och parameterändringar.
- Parameterändringar som inte har bekräftats är markerade i gult.
(8) Rullningslist Parametrar
För att rulla i parameterfönstret
Knappar och
symboler på fliken Jobb
Knappen Strömkälla
Jobb från maskinen sparas i Xplorer
Knappen Spara jobb
Bekräfta ändringar eller nya jobb
Knappen Ångra
Jobb på maskinen återställs till det tidigare värdet
Knappen Infoga fil
Bifoga valfri fil till jobbet (till exempel: bild av svetssöm)
Knappen Kopiera jobb
Kopiera valda jobb
Knappen Radera jobb
Radera valda jobb
Knappen Ändra jobb
Ändra valda jobb
Knappen Historik
Öppnar en översikt över historiken för det valda jobbet
Knappen och symbolen Bifogad fil
- För att öppna en bifogad fil
- Symboliserar att en fil bifogats till jobbet
Symbolen Varning jobbändring
Symboliserar en jobbändring
- Strömkälla
- Fjärrkontroll RCU 5000i
- Fronius Xplorer
Exempel: Efter att anslutningen mellan fjärrkontrollen RCU 5000i och Fronius
Xplorer har brutits, ändras jobbet på strömkällan. När anslutningen har återskapats
visas symbolen ”Varning jobbändring” bredvid det jobb som har ändrats.
Knappen Jobbfel
Felaktiga parameterinställningar, jobbet kan inte utföras
Viktigt! Om ett jobb, som innehåller ett alternativ som inte är tillgängligt på maskinen (exempelvis SFI), överförs, visas ”Begränsad” under Status.
Konflikt jobbändring
Olika jobbändringar på fjärrkontrollen RCU 5000i och strömkällan under en bruten
anslutning
Alternativmenyn Jobb
För export och import av jobb
42

VIKTIGT! Jobb som ännu inte har synkroniserats med strömkällan är märkta med en grå
5
punkt.
SV
Visning av jobbdata
Kopiering och infogning av jobb
Välj jobb genom att klicka med musen. Visa data i parameterfönstret (7).
Kopiering av jobb eller jobbgrupp
Välj jobb eller jobbgrupp
1
Tryck antingen på knappen ”Kopiera” eller på Ctrl + C
2
Välj infogningsplats
3
Tryck antingen på knappen ”Infoga” eller på Ctrl + V
4
Kopiering av jobb eller jobbgrupper från en strömkälla till en annan
Välj jobb eller jobbgrupp
1
Tryck antingen på knappen ”Kopiera” eller på Ctrl + C
2
Export/import av
jobb
Välj vilken strömkälla jobben ska infogas i
3
Välj infogningsplats
4
Tryck antingen på knappen ”Infoga” eller på Ctrl + V
VIKTIGT! Jobb kan kopieras till en annan strömkälla endast när alternativet Jobbadminstration (Jobbutforskare) har aktiverats på destinationsströmkällan. Om det kopierade jobbet inte kan utföras på destinationsströmkällan, visas ett felmeddelande.
Export av jobb eller jobbgrupp till datamedium
Välj jobb eller jobbgrupp
1
Tryck på knappen ”Alternativ”
2
Välj alternativet ”Export”
3
Välj lagringsplats och spara jobbet/-en
4
Import av jobb från datamedium
Välj önskad plats för infogning på fliken ”Jobb”
1
43

Tryck på knappen ”Alternativ”
3
(1)
(2)
2
Tryck på ”Import”
1
Välj jobb och importera med ”Öppna”
2
VIKTIGT! Filen som importeras innehåller alltid samma antal jobb som valdes vid exporten:
- Enskilt jobb
- Flera markerade jobb
- Jobbgrupp
- Flera jobbgrupper
Infogning av
jobbdata i ett externt dokument
Bifoga fil till jobb/
Öppna bifogad fil
Välj jobb
1
Kopiera jobben till Urklipp antingen med hjälp av knappen ”Kopiera” eller med tangen-
2
terna Ctrl + C
Öppna ett tabellkalkylprogram, exempelvis Excel eller ett ordbehandlingsprogram, så-
3
s o m W o r d o c h v ä l j ” K l i s t r a i n ” p å m e n y n ” R e d i g e r a ” e l l e r t r y c k p å C t r l + V
Välj jobb
1
Tryck på knappen ”Lägg till fil”
2
Välj önskad fil från datamediet och bekräfta
Bredvid jobbet visas symbolen Bifogad fil
Ett valfritt antal filer kan bifogas till ett jobb.
VIKTIGT! När filen infogas rör det sig inte om originalfilen, utan endast en genväg till den.
Om filen tas bort från den ursprungliga lagringsplatsen, kan programmet inte hitta den
längre.
Öppnande av bifogad fil:
Öppnande av bifogad fil
44

Välj jobb med bifogad fil
123
1
Välj knappen Bifogad fil (1) och öppna genom att klicka med musen
2
Ta om du så önskar bort den bifogade filen genom att välja knappen ”Radera bifogad fil”
(2).
SV
Radering av jobb Välja jobb eller jobbgrupp
Ändring av jobb Välj jobb
Jobbhistorik Du kan öppna en detaljerad vy för det valda jobbet under Jobbhistorik. Varje jobbändring
1
Tryck på knappen ”Radera”
2
Tryck på knappen ”Ändra”
Ändra parametrarna (se bruksanvisningen till strömkällan)
protokolleras och visas här. Det går att ladda tidigare versioner av jobbet på maskinen på
nytt
45

Fliken Doku
dd.mm.yyy hh:mm:ss.x
KXX-XXXX
XX
XX
XXX,X
XXX
XXX
XX,X
XX,X
XX,X
dd.mm.yyy hh:mm:ss.x
KXX-XXXX
XX
XX
XXX,X
XXX
XXX
XX,X
XX,X
XX,X
dd.mm.yyy hh:mm:ss.x
KXX-XXXX
XX
XX
XXX,X
XXX
XXX
XX,X
XX,X
XX,X
dd.mm.yyy hh:mm:ss.x
KXX-XXXX
XX
XX
XXX,X
XXX
XXX
XX,X
XX,X
XX,X
dd.mm.yyy hh:mm:ss.x
KXX-XXXX
XX
XX
XXX,X
XXX
XXX
XX,X
XX,X
XX,X
dd.mm.yyy hh:mm:ss.x
KXX-XXXX
XX
XX
XXX,X
XXX
XXX
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
F4
Imin
Start Time
Seam
Partnumber
Arc Time
Imean Imax Umin Umean Umax Limit
wire
Gas
Q
E
Welds
Docu
2
Fliken Doku På fliken Doku visas dokumenterade svetsdata:
- Svetsningar
- Avsnitt i en svetssöm
- Börvärden för en svetssöm (up-slope med mera)
- Aktuella värden (endast när fjärrkontrollen RCU 5000i är ansluten)
-Fel
- Förbrukningsvärden
Fliken Doku
De svetsdata som finns i arbetsminnet visas genom den röda strömkällesymbolen.
Knappar och
symboler på fliken Doku
Svetsdatan finns kvar i arbetsminnet under cirka 10 minuters svetstid. Därefter raderar
Xplorer den från detaljvyerna. De svetsdata som inte längre finns kvar i detaljvyerna visas
genom den grå strömkällesymbolen.
Svetsdata som inte längre finns i detaljvyerna, visas endast i menyn Svetssömmar. Om du
dubbelklickar på den grå strömkällesymbolen, laddar Xplorer svetsdatan till detaljvyerna
igen, där alla svetsdata visas.
Markera svetsdatan
1
Klicka med höger musknapp och välj ”Ladda detaljer”
Symbolen Svetsningar
Dokumentation av svetsdatan (ärdatan) för hela svetssömmen
Symbolen Avsnitt
Dokumentation av svetsdatan (ärdatan) för enskilda avsnitt av svetssömmen
Symbolen Börvärden
Dokumentation av de inställda börvärdena
46
Symbolen Aktuella värden
Dokumentation av faktiskt svetsade ärvärden. Registrering av spänning (U),
strömstyrka (I) och svetstid (Arc Time) sker var 100:e ms.
Symbolen Fel
Dokumentation av fel som uppstår, inklusive tidsstämpel och klartext.

Knappen Ladda svetsdata
Visa och ladda registrerade svetsdata
Knappen Visa aktuella svetsdata
Visning på bildskärmen av de aktuella svetsdata som registrerats
Knappen Pausa aktuella bildskärmsdata
Den aktuella skärmbilden stoppas. Registreringen av data fortsätter i bakgrunden.
Aktiveringen sker automatiskt när du öppnar registrerade svetsdata
Knappen Spara svetsdata som Excel-fil
Man kan antingen exportera de markerade svetsningarna till Xplorer (utvalda
svetsningar) eller spara utvalda FDO-filer (Fronius dataformat) automatiskt i bakgrunden.
Symbolen Svetsdata online
De svetsdata som finns i arbetsminnet visas genom den röda strömkällesymbolen
Symbolen Svetsdata offline
De svetsdata som inte längre finns i arbetsminnet visas genom den gråa strömkällesymbolen
Alternativmenyn Dokudata
För val av
- Förinställningar av förbrukningsvärden för svetstråd och skyddsgas
- Dataimport
- Landsinställningar
- Excel-export
- Aktivera och avaktivera dataregistrering (datamottagare)
- Tidssynkronisering
- Diagramtyp
Symbolen Gränsöverskridande
Ström- eller spänningsgränsen har under- eller överskridits
SV
Förinställningar
av förbrukningsvärden
Symbolen Fel
Ett fel har uppstått under svetsningen
Tryck på knappen ”Alternativ”
1
Välj ”Förinställningar av förbrukningsvärden”
2
Tråddiameter i mm
För inställning av den använda tråddiametern
Gasförbrukning i l/min
För inställning av gasförbrukningen. När E-satsen GAS 30 används, är detta alternativ inte tillgängligt (anges av sensor)
Symbolen Svetshastighet i cm/min
För inställning av svetshastigheten
Symbolen Verkningsgrad i %
För inställning av verkningsgraden
Knappen Ny tråd
För att ange nytt trådmaterial med specifik vikt
47

Knappen Uppdatera trådmaterial
För uppdatering av ett befintligt trådmaterial
Knappen Radera trådmaterial
För radering av ett trådmaterial från databasen
VIKTIGT! Valutan kan ställas in under ”Verktyg - Alternativ”.
Automatisk Excel-export
Aktivera och avaktivera registrering av svetsdata
Svetsdatan kan sparas automatiskt i en Excel-fil efter varje svetsning. Lagringsplatsen kan
ställas in i ”Exportguide”.
Tryck på knappen ”Alternativ”
1
Tryck på ”Excel-export”
2
Om ”Excel-export” är aktiverad, lagras datan i en Excel-fil efter varje svetsning.
Svetsdatan dokumenteras endast om ”Datamottagare På” är aktiverad i alternativmenyn.
Tryck på knappen ”Alternativ”
1
Tryck på ”Datamottagare På”
2
VIKTIGT! Om dokumentationen av svetsdata är avaktiverad registreras inga data heller på
flikarna Loggbok, Statistik eller Diagram.
Tidssynkronisering
En symbol i översikten på fliken anger om datamottagningen är aktiverad:
Datamottagning aktiverad
Datamottagning avaktiverad
Om du vill ha exakta start- och feltider, ska du genomföra en synkronisering med systemtiden. Synkroniseringen kan ske automatiskt eller manuellt.
Automatisk tidssynkronisering:
Tryck på knappen ”Alternativ”
1
Tryck på ”Automatisk tidssynkronisering”
2
48

Den här inställningen sparas för varje strömkälla.
1212
Har en fjärrkontroll RCU 5000i anslutits, är den automatiska tidssynkroniseringen standardmässigt avstängd. Har ingen fjärrkontroll RCU 5000i anslutits, visas första gången ett
system öppnas en dialogruta för inställning av automatisk tidssynkronisering.
Manuell tidssynkronisering:
Tryck på knappen ”Alternativ”
1
Tryck på ”Synkronisera tid nu”
2
SV
Visa menyn
Svetsningar/förbrukningsvärden
På menyn Svetsningar visas de genomförda svetsningarna. En svetssöm består av en eller flera svetssömsavsnitt och löper från svetsstart till svetsstopp. De genomförda svetsningarna numreras och listas löpande (alternativt med ett komponentnummer).
Visning av förbrukningsvärden:
Beräkningen sker enligt förinställningarna av förbrukningsvärdena.
Markera en eller fler svetssömmar
1
Högerklicka på ”Förbrukningsvärden”
2
Förbrukningsvärdena visas
3
Symbolen Parameter korrekt
Gäller antalet markerade svetssömmar
Symbolen Gränsöverskridande
Gäller antalet markerade svetssömmar
Symbolen Fel
Gäller antalet markerade svetssömmar
Symbolen Svetstrådsförbrukning
Gäller antalet markerade svetssömmar
Symbolen Skyddsgasförbrukning
Gäller antalet markerade svetssömmar
Symbolen Svetstid
Gäller antalet markerade svetssömmar
Symbolen Energiförbrukning
Gäller antalet markerade svetssömmar
Symbolen Totalkostnader
Gäller antalet markerade svetssömmar
Visning i diagram Visning av svetssömmar i ett diagram:
Välj en svetssöm
1
Högerklicka på ”Visa i diagram” (alternativet ”Ladda detaljer” innebär att svetssömmen
2
laddas till fliken Diagram)
Svetssömmen visas i ett diagram
49

Menyn Svets-
I (A)
(2) (3) (4) (5) (6)
(1)
(A1) (A2) (A3)
t (s)
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
F4
Sections
Docu
(1)
(2)
(3) (4) (5) (6) (7)
(8) (9)
(10) (11) (12)
(*)
sömsavsnitt
Menyn Svetssömavsnitt visar de enskilda avsnitten av en svetsning eller enskilda jobb.
Exempel: Startströmsfas/huvudströmsfas/slutströmsfas
Avsnitt vid special-2-stegsdrift
(1) Övervakning aktiv
(2) Startströmsfas
(3) Slope 1
(4) Huvudströmsfas
(5) Slope 2
(6) Slutströmsfas
(A1) Avsnitt 1
(A2) Avsnitt 2
(A3) Avsnitt 3
De svetssömsavsnitt som följer på varandra numreras och listas löpande.
Visning av svetssömsavsnitt
(1) Komponentnummer
(2) Söm
(3) Avsnitt
(4) Jobb
(5) Svetstid
(6) I mean (genomsnittlig strömstyrka)
(7) U mean (genomsnittlig svetsspänning)
50
(8) vD (genomsnittlig trådhastighet)

(9) vS mean (genomsnittlig svetshastighet)
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
F4
Command values
Docu
(1)
(2)
(3) (4) (5) (6)
(7)
(8) (9)
(10) (11) (12)
(*)
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
KXX-XXXX
XX
XX
XXX,X
Std
XXX
XXX
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
XX,X
F4
Actual values
Docu
(*)
(10) Gräns (strömstyrke- eller spänningsgränser har överskridits)
(*) De visade värdena kan anpassas individuellt, om du högerklickar på dem. De vi-
sade värdena kan även flyttas till önskad plats och anpassas storleksmässigt, om
du håller ned vänster musknapp.
SV
Menyn Parameterbörvärden
Visning av inställningen av Parameterbörvärden på fjärrkontrollen RCU 5000i
Visning av Parameterbörvärden enligt RCU 5000i
(1) Komponentnummer
(2) Söm
(3) Avsnitt
(4) Jobb
(5) Driftläge
(6) Prgnr (programnummer)
(7) Strömstyrka
(8) Spänning
(9) Trådmatning
(10) ALC (korrektion av ljusbåges längd)
(11) DYN (dynamisk korrektion)
(12) Alternativ
Menyn Parameterärvärden
(*) De visade värdena beror på den inställda svetsmetoden. De kan anpassas indivi-
duellt, om du högerklickar på verktygsraden. De visade värdena kan även flyttas
till önskad plats och anpassas storleksmässigt, om du håller ned vänster musknapp.
Visning av faktiskt svetsade parametrar för en svetssöm. Tidsintervallet för registreringen
beror på det inställda värdet på fjärrkontrollen RCU 5000i (0,1-9,9 s).
Visning av Parameterärvärde enligt RCU 5000i
(*) De visade värdena beror på den inställda svetsmetoden. De kan anpassas indivi-
duellt, om du högerklickar på verktygsraden. De visade värdena kan även flyttas
51

till önskad plats och anpassas storleksmässigt, om du håller ned vänster mus-
dd.mm.jjjj hh:mm:ss
dd.mm.jjjj hh:mm:ss
XX
XX
XX
XX
XX
XXX
XXX
XXX
XXX
XXX
XXX
XXX
XXX
XXX
XXX
ABCD
ABCD
ABCD
ABCD
ABCD
dd.mm.jjjj hh:mm:ss
dd.mm.jjjj hh:mm:ss
dd.mm.jjjj hh:mm:ss
F4
Docu
Errors
(*)
(1)
(2)
(3) (4) (5) (6)
(7)
1
knapp.
Menyn Fel Visar fel som uppstått under svetsning.
Fel som uppstått
(1) Feltid
(2) Söm
(3) Jobb
(4) Driftläge
(5) Felnummer
(6) Tidsintervall
(7) Beskrivning
Ladda och visa
registrerade
svetsdata
(*) De visade värdena beror på den inställda svetsmetoden. De kan anpassas, om du
högerklickar på verktygsraden. De visade värdena kan även flyttas till önskad plats
och anpassas storleksmässigt, om du håller ned vänster musknapp.
Svetsdatan sparas automatiskt på datamediet och kan identifieras utifrån datum, starttid
och sluttid.
Öppnande av svetsdata:
Tryck på knappen ”Öppna”
1
Välj svetsdata
2
Symbolen RCU-data
Data som har importerats från minneskortet i fjärrkontrollen RCU 5000i
Smart Media
Bekräfta
Först visas den valda svetsdatan med symbolen Svetsdata offline.
2
Svetsdata offline visas endast i menyn ”Svetssömmar” och fungerar som en översikt
52
över de data som registrerats det valda datumet.
Samtidigt pausas bildskärmen och knappen ”Paus” aktiveras.

Om du dubbelklickar på svetssömmen, laddas alla registrerade data för svetssömmen
2
3
3
till arbetsminnet och bibehålls.
Genom att välja knappen ”På” kommer du tillbaka till den aktuella registreringen av
svetsdata.
SV
Sparande av
svetsdata som
Excel-fil
Tryck på knappen ”Alternativ”
1
Tryck på ”Exportguide”
Fönstret ”Exportguide” öppnas
Välj lagringsplats
3
Ange vilka data som ska exporteras genom att markera dem i guiden
4
- Svetsningar (fast markerade)
-Avsnitt
- Aktuella värden (under en svetsning)
-Fel
Bekräfta
5
Tryck på knappen ”Export”
6
Svetsdatan kan nu öppnas med Microsoft Excel.
Import av svetsdata
Dokumenterade
svetsdata
Importera sparade svetsdata, exempelvis från ett minneskort
Tryck på knappen ”Alternativ”
1
Tryck på ”Import”
2
Välj sökväg och bekräfta
VIKTIGT! För att undvika att data från olika svetssystem blandas ihop, går det endast att
importera data från det öppna svetssystemet (samma serienummer).
Svetstid
Svetstid från starten till slutet på en svetssöm (den tid, då ljusbågen är aktiv)
ALC
Aktuellt inställd ljusbågekorrektion eller ljusbågekorrektion av ett aktivt jobb
53

Beskrivning
Beskrivning av ett fel som uppstått
Tidsintervall
Under hur lång tid ett fel har funnits
DYN
Aktuellt inställd dynamisk korrektion eller dynamisk korrektion av ett aktivt jobb
Felnummer
Felkod som visas vid ett fel som uppstått
Feltid
Feltid (tidsangivelse när felet uppstod)
Strömstyrka
Börvärde för svetsström enligt fjärrkontrollen RCU 5000i (utifrån inmatning av parametern
Trådmatning vid MIG/MAG-synergisvetsning)
Imax
Maximal svetsström inom ett svetssömsavsnitt
Imean
Genomsnittlig svetsström inom ett svetssömsavsnitt
Imin
Minimal svetsström inom ett svetssömsavsnitt
Jobb
Numret på det jobb, inom vilket exempelvis ett svetssömsavsnitt har svetsats
Gräns
Visning av ett över- eller underskridande av ett Q-master-värde som angetts på fjärrkontrollen RCU 5000i inom ett svetssömsavsnitt
I++/U++
I--/U--
M1++
M2++
vD++/vD-vS++/vS--
Driftläge
Svetsmetod: Puls eller Standard
Tillval
Visning av huruvida tillval för strömkälla är aktiva under ett svetssömsavsnitt
Synchro-aktiv
SFI
Komponentnummer
Det svetsade komponentnumret visas. Med komponenträknarens hjälp går det att tilldela
valfria komponenter eller arbetsstycken löpande nummer. De tilldelade numren gör varje
komponent identifierbar (till exempel om det uppstår ett fel).
Prgnr
Referensnummer för använd svetskurva
Avsnitt
Svetssömsavsnitt, enskilda avsnitt av svetssömmar
Söm
Svetssöm (från svetsstart till svetsstopp)
Starttid
Starttid för svetssöm enligt fjärrkontrollen RCU 5000i
Spänning
Börvärde för svetsspänning enligt fjärrkontrollen RCU 5000i (utifrån inmatning av parametern ”Svetsspänning” vid manuell MIG/MAG-svetsning)
Överskridande av en strömstyrke-/spänningsgräns
Underskridande av en strömstyrke-/spänningsgräns
Över-/underskridanden visas även kombinerade Överskridande av motorströmsgränsen för motor för trådmatning
Underskridande av motorströmsgränsen för motor för trådmatning
Över-/underskridande av trådhastighetsgränsen
Över-/underskridande av svetshastigheten
Alternativet SynchroPuls aktivt
Tillvalet SpatterFree Ignition aktivt
54

Umax
Maximal svetsspänning inom ett svetssömsavsnitt
Umean
Genomsnittlig svetsspänning inom ett svetssömsavsnitt
Umin
Minimal svetsspänning inom ett svetssömsavsnitt
Trådhastighet
Börvärdet för trådmatningshastigheten enligt fjärrkontrollen RCU 5000i (motsvarar värdet
på parametern ”Trådhastighet” vid MIG/MAG-synergisvetsning och vid manuell MIG/
MAG-svetsning)
vDmax
Maximal svetstrådshastighet inom ett svetssömsavsnitt
vDmean
Genomsnittlig svetstrådshastighet inom ett svetssömsavsnitt
vDmin
Minimal svetstrådshastighet inom ett svetssömsavsnitt
Tråd
Trådförbrukning enligt inställda förbrukningsvärden i alternativmenyn Dokudata
Gas
Förbrukad gasmängd enligt inställda förbrukningsvärden i alternativmenyn Dokudata
E
Sträckenergi
Q
Värmeenergi
vSmax
Maximal svetshastighet inom ett svetssömsavsnitt
vSmean
Genomsnittlig svetshastighet inom ett svetssömsavsnitt
vSmin
Minimal svetshastighet inom ett svetssömsavsnitt
Fdi (TIG)
Tillvalet kalltråd, inträdningshastighet
Balans (TIG)
Förhållandet mellan smälteffekten och rengöringverkan
Enhet 1
Inställningsområde -5 till +5
Fabriksinställning 0
Högsta smälteffekt -5, lägsta rengöringsverkan
Högsta rengöringsverkan +5, lägsta smälteffekt
ACF (TIG)
AC-frekvens
Enhet Hz
Iground (TIG)
Grundströmstyrka
Enhet %
Uppgift i procent av inställd huvudström
Effektfaktor (TIG)
Förhållandet mellan impulstid och grundströmstid vid inställd pulsfrekvens
Enhet %
Pulsfrekvens (TIG)
Enhet Hz/kHz
Inställningsområde Av/0,20-2,00 kHz
SV
55

Fd2 (TIG)
Matare 2 - trådhastighet 2 (tillvalet kalltrådsmatning)
Trådhastighet vid pulssvetsning i grundströmsfasen
Stick (stavelektrod)
Strömstyrka (stavelektrod)
Enhet A
Dyn (stavelektrod)
Parametern Dynamik är avsedd för att påverka kortslutningsströmstyrkan vid ögonblicket
för droppövergången
Hot-start (stavelektrod)
Höjning av den inställda svetsströmmen i startströmsfasen
Enhet %
56

Fliken Loggbok
Start time
Key name
dd.mm.jjjj hr:min:sec
user name
dd.mm.jjjj hr:min:sec
dd.mm.jjjj hr:min:sec
user name
F6
All events
Logbook
Fliken Loggbok På fliken Loggbok registreras samtliga händelser respektive fel under driften.
Fliken Loggbok
SV
Knappar och
symboler på fliken Loggbok
Alternativmenyn Loggbok
För att ställa in lagringsplatsen för Excel-filen med hjälp av exportguiden
Symbolen Loggbok
Visning av alla registrerade händelser
Symbolen Loggbok jobbyte
Visning av alla registrerade parameterändringar inom ett jobb
Symbolen Loggbok användarbyte
Visning av alla registrerade användarbyten
Symbolen Loggbok uppdatering av fast programvara (RCU 5000i)
Visning av alla registrerade uppdateringar av versionerna av den fasta programvaran på fjärrkontrollen RCU 5000i
Symbolen Fel
Visning av alla registrerade fel på svetssystemet
Knappen Ladda loggboksdata
Visa och ladda registrerade loggboksdata
Knappen Visa aktuella loggboksdata
Visning på bildskärmen av de aktuella loggboksdata som har registrerats
Knappen Pausa aktuella bildskärmsdata
Den aktuella skärmbilden stoppas. Registreringen av data fortsätter i bakgrunden.
Den här funktionen aktiveras automatiskt när Loggboksdata öppnas.
Knappen Spara loggboksdata som Excel-fil
Datan sparas som Excel-fil på en vald plats
Laddning och visning av loggboksdata
Loggboksdatan sparas automatiskt på datamediet och kan identifieras utifrån datum, starttid och sluttid.
Öppnande av loggboksdata:
Tryck på knappen ”Öppna”
1
57

Välj loggboksdata
3
2
Bekräfta
Knappen ”Paus” aktiveras och laddade loggboksdata visas på bildskärmen
4
Om du vill visa aktuella loggboksdata igen, trycker du på knappen ”På”
Sparande av
loggboksdata
som Excel-fil
Tryck på knappen ”Alternativ”
1
Tryck på ”Exportguide”
2
Välj lagringsplats och bekräfta
3
En undermapp med serienummer skapas automatiskt
Tryck på knappen ”Export”
4
Loggboksdata kan nu öppnas med Microsoft Excel.
58

Fliken Statistik
F7
WeldsWelds
WeldsWelds
WeldsWelds
WeldsWelds
79 8180 82 83 84 85 86
8
2
6
7
20
10
20
2
10
20
40
25
21
13
10
Job 79
I min [A]
I max [A]
U min [V]
U max [V]
99,9
99,9
30,03
30,03
2
2
5
1
I
I
U
U
vD
vD
M1
M2
2
2
5
1
Job
Statistics
79
8
2
Job 79
I min [A]
I max [A]
U min [V]
U max [V]
I
I
U
U
96,8
99,9
30,03
26,07
2
2
5
1
vD
vD
M1
M2
2
2
5
1
(1)
(2)
(3)
(4)
(5)
WeldsWelds
Welds
Fliken Statistik Fliken Statistik utvärderar dokumenterade svetsdata statistiskt. Resultatet visas i form av
staplar. Parametrar i grönt ligger inom det inställda gränsområdet. Om gränsvärdena överskrids, visas värdena i rött.
VIKTIGT! Om du vill använda fliken Statistik, måste funktionen Q-master-gränsvärden
vara definierad och aktiverad under menypunkten Reaktion - Varning eller avstängning på fjärrkontrollen RCU 5000i.
SV
Knappar och
symboler på fliken Statistik
Fliken Statistik
Statistik i staplar för jobb
Symbolen Ny statistikstapel
Skapa en ny statistikstapel för ett jobb eller en söm
Welds
Symbolen Radera statistikstapel
Radera en skapad statistikstapel
(1) Jobbnummer
(2) Antalet svetssömmar inom de in-
ställda gränsvärdena
(3) Antalet svetssömmar utanför de in-
ställda gränsvärdena
(4) Visning av extrema värden för
strömstyrka och spänning. Visningen baseras på det totala antalet
svetsade jobb. Det minsta och det
högsta värdet som uppmätts under
svetsning av det valda jobbet sparas.
(5) Detaljerad visning av antalet över-/
underskridanden av inställda
gränsvärden för:
- Spänning och strömstyrka
- Trådmatningshastighet
- Motorströmmar
59

Symbolen Töm statistikstapel
WeldsWelds
WeldsWelds
WeldsWelds
2
Redigera stapelns jobbnummer
Symbolen Statistikstapel jobb
Redigera stapelns jobbnummer
Ctrl-knapp
När du trycker på knappen, kan du välja flera staplar (se pekskärmen)
Skapande av ny
statistikstapel
Tryck på knappen ”Ny”
1
Ange jobb- eller sömnumret i inmatningsfältet och bekräfta
2
Statistikstapeln visas och börjar med registreringen så snart jobbet/sömmen har svetsats.
För att redigera en statistikstapel:
Välj en statistikstapel
1
Tryck på någon av knapparna ”Radera”, ”Återställ” eller ”Byt jobb”
60

Fliken Diagram
0
0
50
100
150
200
250
300
4 8 12 16 20
24
AAA
Job 04
Job 03
Job 02
Job 01
WeldsWelds
WeldsWelds
WeldsWelds
WeldsWelds
F8
Current
Diagram
Fliken Diagram På fliken Diagram kan du visa svetsdata i bildform. Olika jobb visas i olika färger.
SV
Knappar och
symboler på fliken Diagram
Fliken Diagram
Knappen Lägg till jobb
Skapa ett nytt diagram för jobbnummer
Knappen Radera jobb
Radera det valda jobbet från bildskärmsvisningen
Knappen Återställ diagram
Återställ ett registrerat diagram för ett valt jobb
Knappen Skriv ut
Det går att skriva ut det aktuella diagrammet
Knappen Kopiera
Om du trycker på knappen, kopieras det aktuella diagrammet till Urklipp
Pausa bildskärmsvisning
Diagrammet kan sparas i olika format
Alternativmenyn Diagram
Med alternativet ”Ange diagramposter” kan du ställa in det maximala antalet kurvor
som ska visas parallellt i ett diagram.
Under ”Diagramtyp” finns alternativen ”Line” och ”Spline”. Om du ställer in ”Line”,
sammanbinds datapunkterna i en kurva med en rak linje. Med alternativet ”Spline”
beräknas en kurva mellan de enskilda datapunkterna, varför diagrammet visas
mindre kantigt.
61
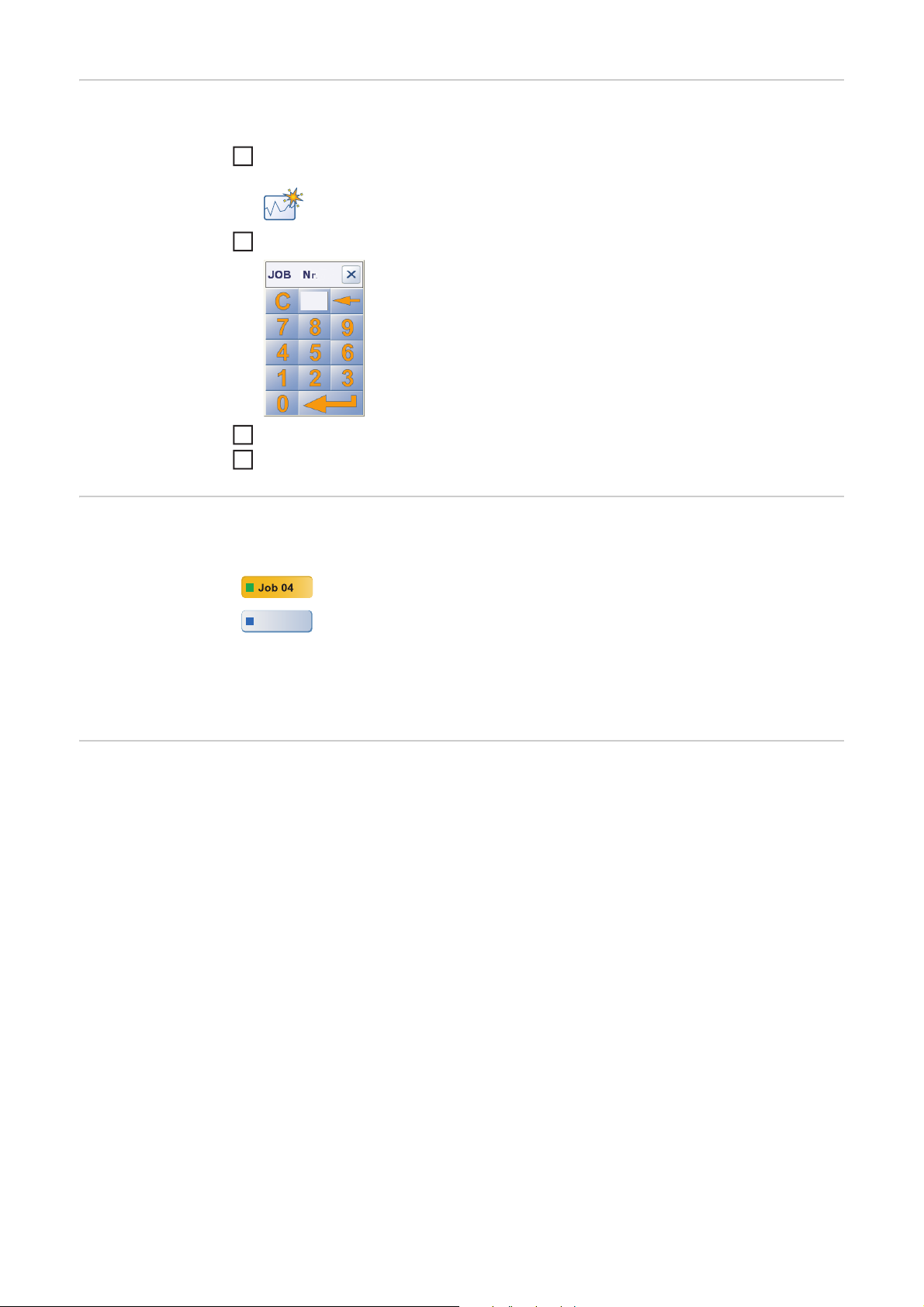
Skapande av nytt
Job 02
jobbdiagram
Skapande av nytt jobbdiagram:
Tryck på knappen ”Lägg till jobb”
1
Ange jobbnummer i inmatningsfältet och bekräfta
2
Det angivna jobbnumret tilldelas en färg och visas i form av en knapp på bildskärmen
3
Om du trycker på knappen ”Jobb XX”, visas svetsdatan på bildskärmen
4
Visning/döljning
Visning och döljning av enskilda jobb med hjälp av knappen:
av jobb
Visa jobb
Dölj jobb
VIKTIGT! Färgtilldelningen för de sparade jobben beror alltid på i vilken ordning de enskilda jobben visas. Tänk på att ett jobb kan byta färg flera gånger, om det visas och döljs under arbetsprocessen.
Zoomning Det går att zooma diagrammet i båda axlarna genom att hålla inne vänster musknapp och
samtidigt flytta musen. Med hjälp av knappen ”Diagram enkel visning/total visning” går det
att visa det ursprungliga diagrammet igen.
62

Import av data från icke anslutna system
Allmänt System som inte är anslutna till nätverket kan visas som virtuella svetssystem i Xplorer ge-
nom att importera registrerade svetsdata för dem.
SV
Skapande av
svetssystem
Tryck på knappen ”Öppna fil”
1
Välj FDO-filer från minneskortet i fjärrkontrollen RCU 5000i
2
Ange vid behov serienumret för svetssystemet
3
Svetssystemet skapas och öppnas i undermappen Ögonblicksbilder i webbläsaren.
4
63

FRONIUS INTERNATIONAL GMBH
Froniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
Under http://www.fronius.com/addresses you will find all addresses
of our Sales & service partners and Locations
E-Mail: sales@fronius.com
www.fronius.com
www.fronius.com/addresses
 Loading...
Loading...