


Operating
instructions
Drahtpuffer
Wire buffer
Zásobník drátu
Zásobník drôtu
Bedienungsanleitung
DE
Operating instructions
EN
Návod k obsluze
CS
Návod na obsluhu
SK
42,0410,1385 007-10052022


Sicherheit
DE
Sicherheit
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwere Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen
▶
nur von technisch geschultem Fachpersonal ausgeführt werden.
Dieses Dokument vollständig lesen und verstehen.
▶
Sämtliche Sicherheitsvorschriften und Benutzerdokumentationen dieses
▶
Gerätes und aller Systemkomponenten lesen und verstehen.
WARNUNG!
Gefahr durch elektrischen Strom.
Schwere Personen- und Sachschäden können die Folge sein.
Vor Beginn der Arbeiten alle beteiligten Geräte und Komponenten ausschal-
▶
ten und von Stromnetz trennen.
Alle beteiligten Geräte und Komponenten gegen Wiedereinschalten sichern.
▶
WARNUNG!
Gefahr durch elektrischen Strom infolge von schadhaften Systemkomponenten
und Fehlbedienung.
Schwere Personen- und Sachschäden können die Folge sein.
Sämtliche Kabel, Leitungen und Schlauchpakete müssen immer fest ange-
▶
schlossen, unbeschädigt, und korrekt isoliert sein.
Nur ausreichend dimensionierte Kabel, Leitungen und Schlauchpakete ver-
▶
wenden.
WARNUNG!
Rutschgefahr durch Kühlmittel-Austritt.
Schwere Personen- und Sachschäden können die Folge sein.
Die Kühlmittel-Schläuche der wassergekühlten Schweißbrenner immer mit
▶
dem darauf montierten Kunststoff-Verschluss verschließen, wenn diese vom
Kühlgerät oder anderen Systemkomponenten getrennt werden.
WARNUNG!
Gefahr durch heiße Systemkomponenten und / oder Betriebsmittel.
Schwere Verbrennungen und Verbrühungen können die Folge sein.
Vor Beginn der Arbeiten alle heißen Systemkomponenten und / oder Be-
▶
triebsmittel auf +25 °C / +77 °F abkühlen lassen (beispielsweise Kühlmittel,
wassergekühlte Systemkomponenten, Antriebsmotor des Drahtvorschubes, ...).
Geeignete Schutzausrüstung tragen (beispielsweise hitzebeständige Schutz-
▶
handschuhe, Schutzbrille, ...), wenn ein Abkühlen nicht möglich ist.
3

WARNUNG!
Gefahr durch Kontakt mit giftigem Schweißrauch.
Schwere Personenschäden können die Folge sein.
Schweißrauch immer absaugen.
▶
Für ausreichend Frischluft-Zufuhr sorgen. Sicherstellen, dass eine
▶
Durchlüftungsrate von mindestens 20 m³ (169070.1 US gi) pro Stunde zu jeder Zeit gegeben ist.
Im Zweifelsfall die Schadstoffbelastung am Arbeitsplatz durch einen Sicher-
▶
heitstechniker feststellen lassen.
VORSICHT!
Gefahr durch Betrieb ohne Kühlmittel.
Sachschäden können die Folge sein.
Wassergekühlte Geräte nie ohne Kühlmittel in Betrieb nehmen.
▶
Während des Schweißens sicherstellen, dass ein ordnungsgemäßer Kühlmit-
▶
tel-Durchfluss gegeben ist - bei Verwendung von Fronius-Kühlgeräten ist
dies der Fall, wenn im Kühlmittel-Behälter des Kühlgerätes ein ordnungsgemäßer Kühlmittel-Rückfluss ersichtlich ist.
Für Schäden aufgrund von Nichtbeachtung der oben angeführten Punkte
▶
haftet der Hersteller nicht, sämtliche Gewährleistungsansprüche erlöschen.
4

Allgemeines
1x
1x1x
0,8
.030
mm
inch
1x 1x 1x
3x
"CB"
1x
1x1x
0,9 1,0
.035 .040
mm
inch
1x 1x 1x
3x
mm
inch
1x
"CB" "CB"
1x
1x
1,2
.045
mm
inch
1x 1x 1x
3x
1x
"CB" "CB"
"CB"
1x
1x 1x
3x
1x
1,6
1/16
mm
inch
1x
1x
1x
Gerätekonzept Der Drahtpuffer dient als Pufferzone für die beim Schweißprozess CMT benötig-
ten schnellen reversierenden Bewegungen der Drahtelektrode.
Gleichzeitig ermöglicht der Drahtpuffer die Harmonisierung zweier Antriebssysteme mit unterschiedlichen Arbeitsweisen. Das hintere Antriebssystem versorgt
den Drahtpuffer gleichmäßig mit der Drahtelektrode, während der vordere hochdynamische Antriebsmotor die Drahtelektrode bis zu 70 mal pro Sekunde vor
und zurück befördert.
Die Drahtelektrode gelangt somit beinahe kräftefrei zur vorderen Antriebseinheit
und garantiert eine hohe Qualität des Schweißprozesses.
Erstausrüstung Draht-Führungsseele aus Kunststoff
DE
5

Installation
3
2
1
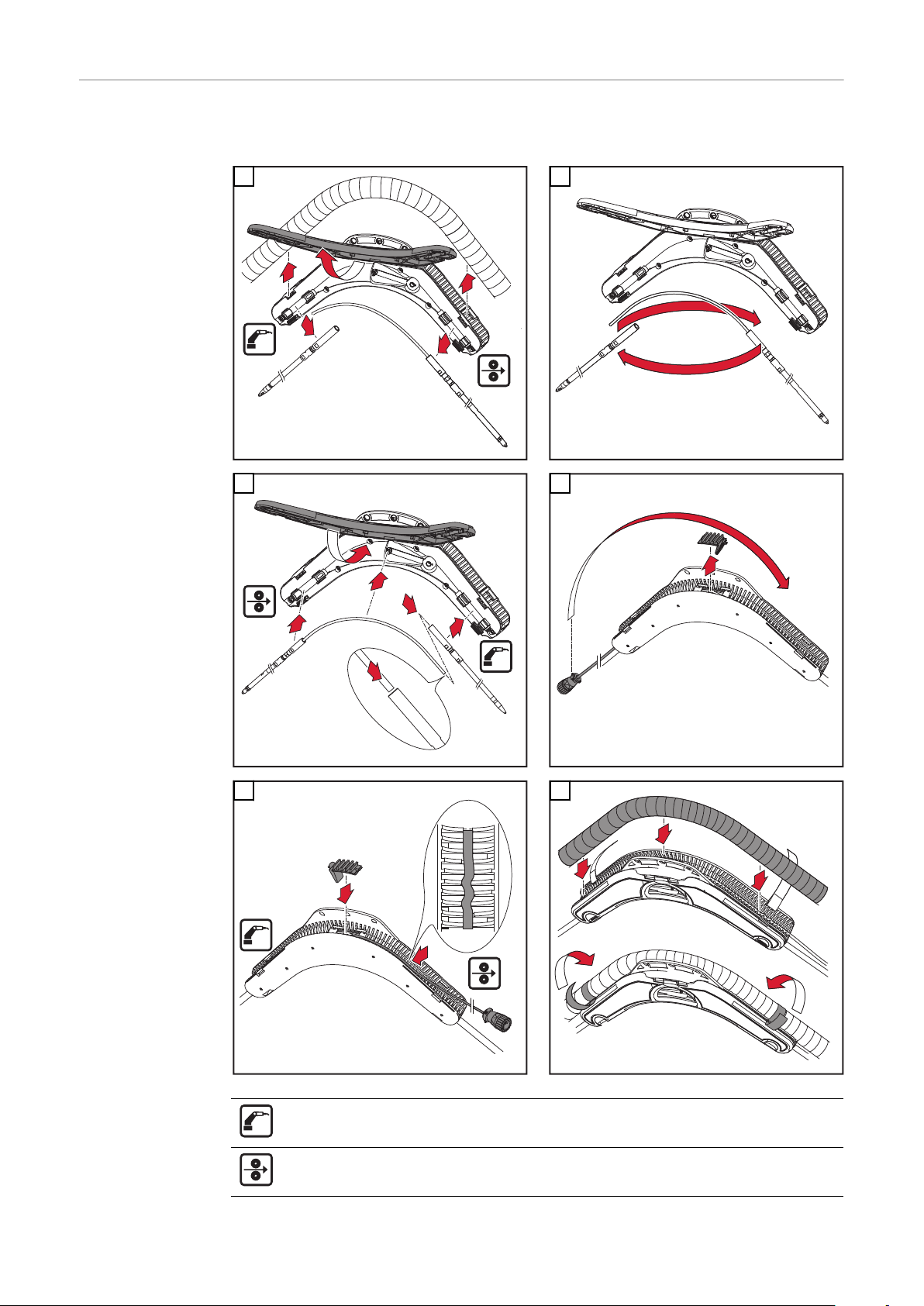
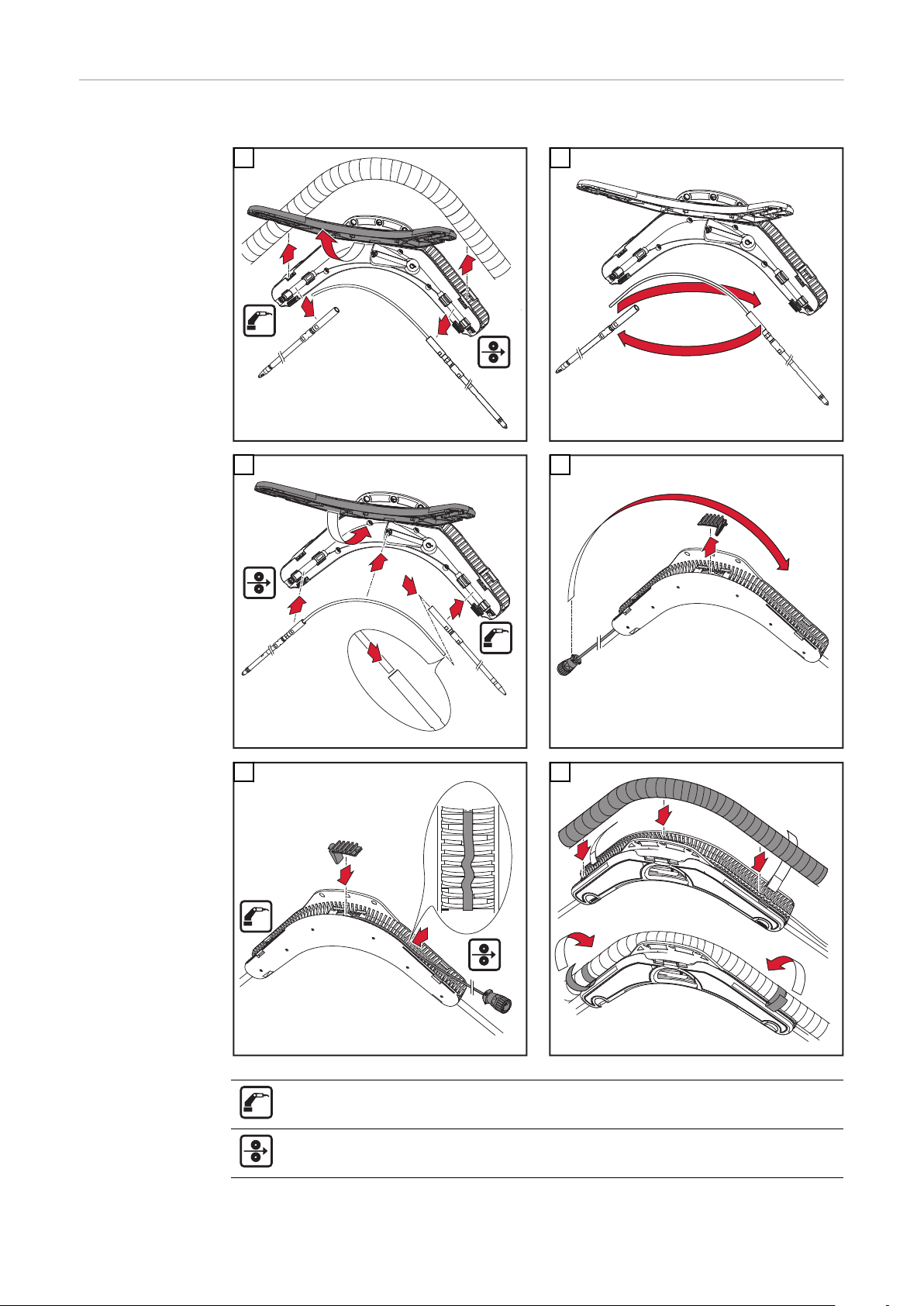
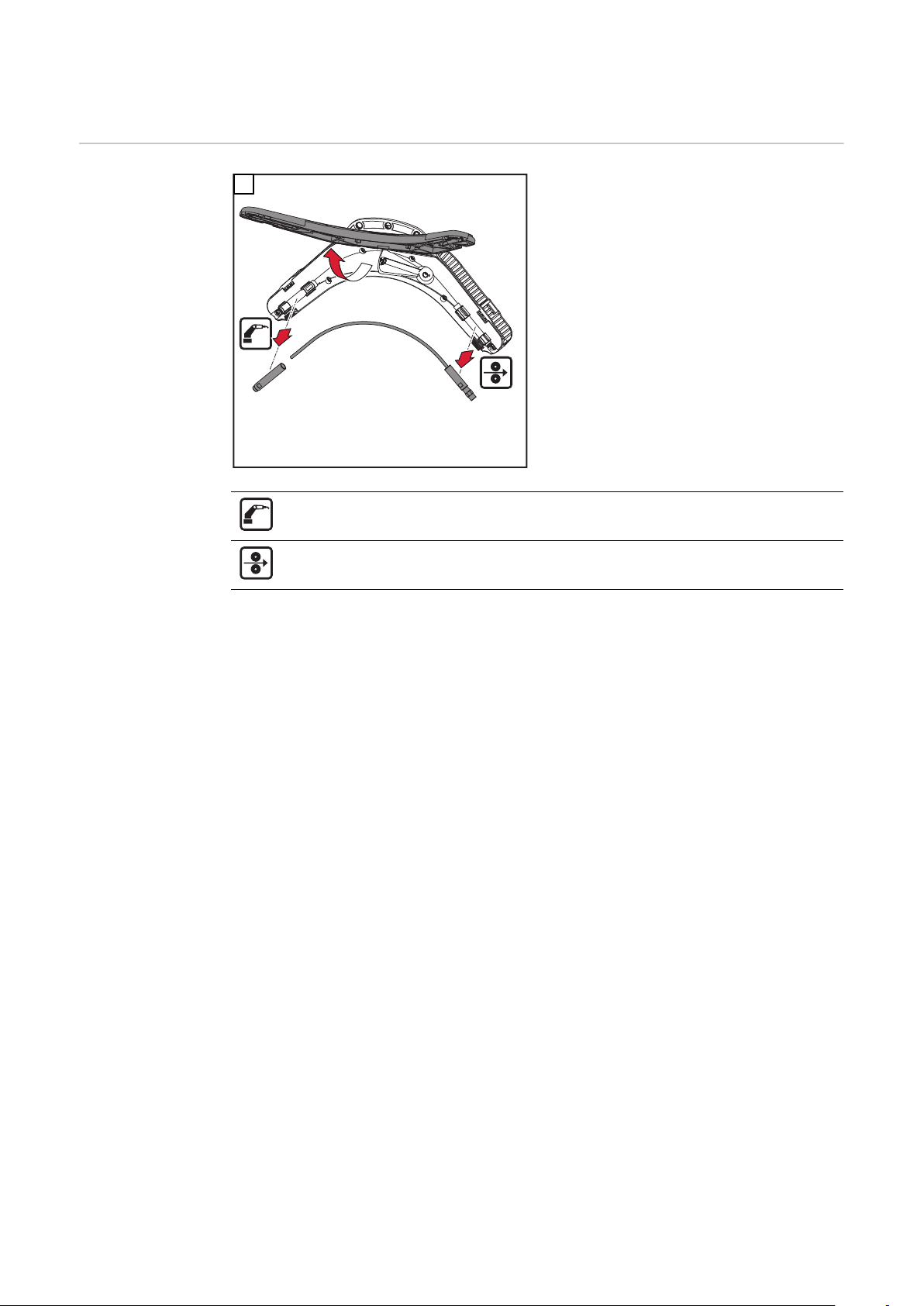
Draht-Führungselemente entnehmen
1
Brennerseitig
Vorschubseitig
6

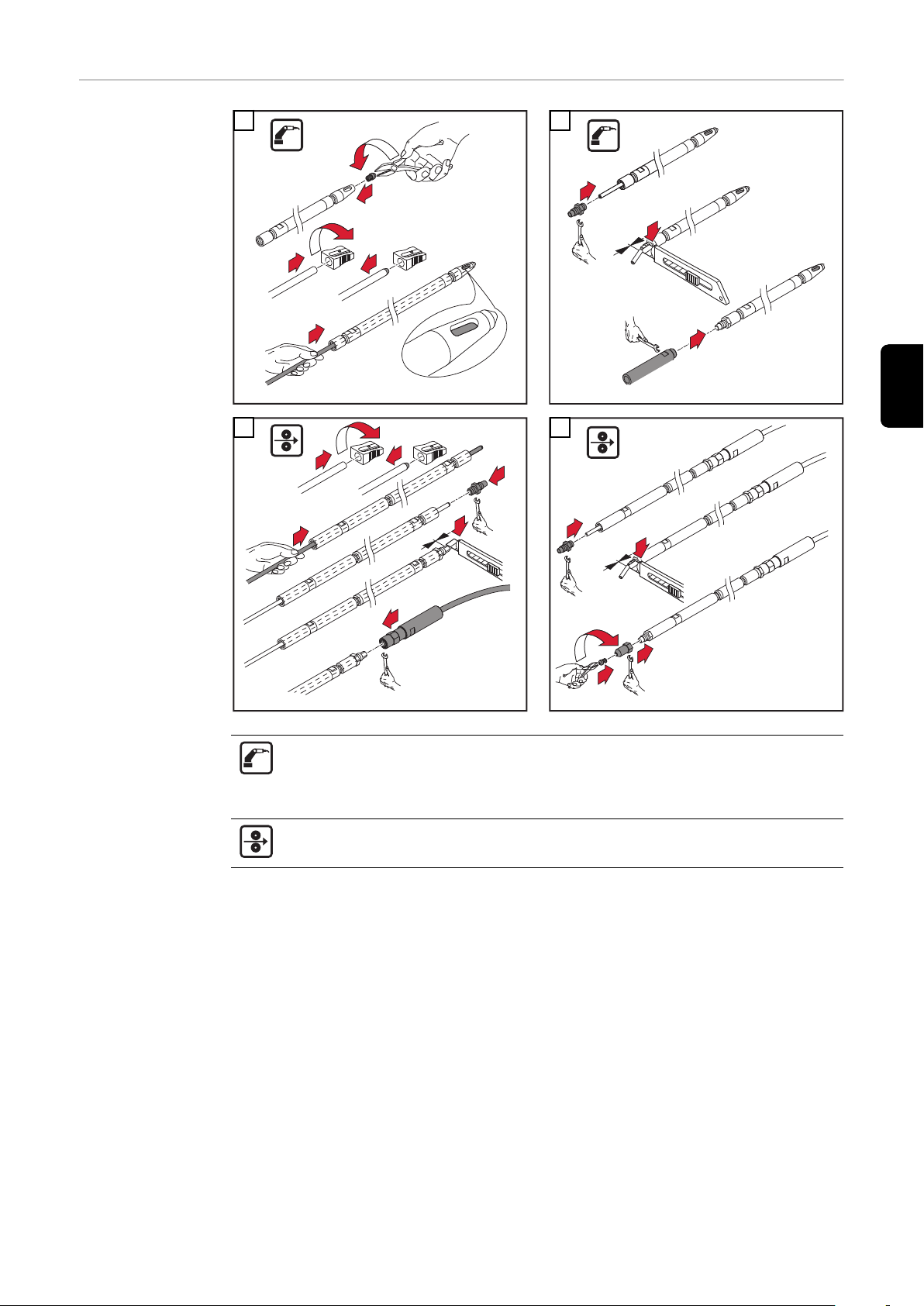
Draht-Förder-
4
3
2
1
(0 in.)
0 mm
3
1
2
(0 in.)
0 mm
3
1
6
4
2
5
(0 in.)
0 mm
1
4
3
2
seele montieren
1
2
DE
3
4
Brennerseitig: vom Drahtpuffer zur Antriebseinheit
WICHTIG! Bei Verwendung des Erstausrüstungs-Set für Drahtelektrode 0,8 - 1,0 mm (.030 - .040 in.), kurze Draht-Förderseele brennerseitig montieren.
Vorschubseitig: vom Drahtvorschub zum Drahtpuffer
7

Draht-Förder-
"click"
1
1
1
1
"click"
1
1
1
1
1
1
1
seele am Drahtpuffer montieren
1
2
3
5
4
6
Brennerseitig
WICHTIG! Bei Montage der Einlegeteile in den Drahtpuffer darauf achten, dass
die Einlegeteile formschlüssig in die Ausnehmungen im Drahtpuffer einrasten
Vorschubseitig
(Bild 3).
8

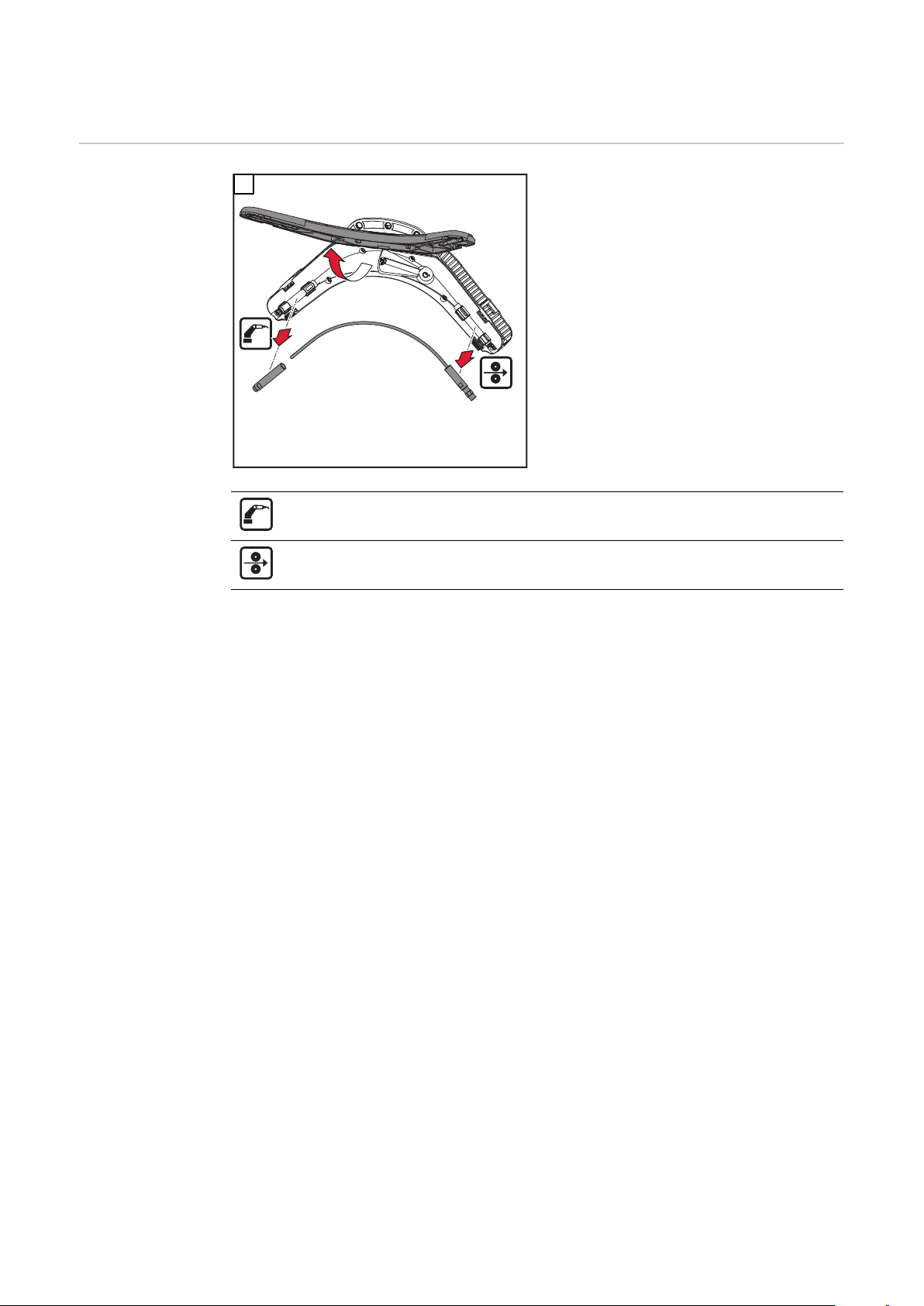
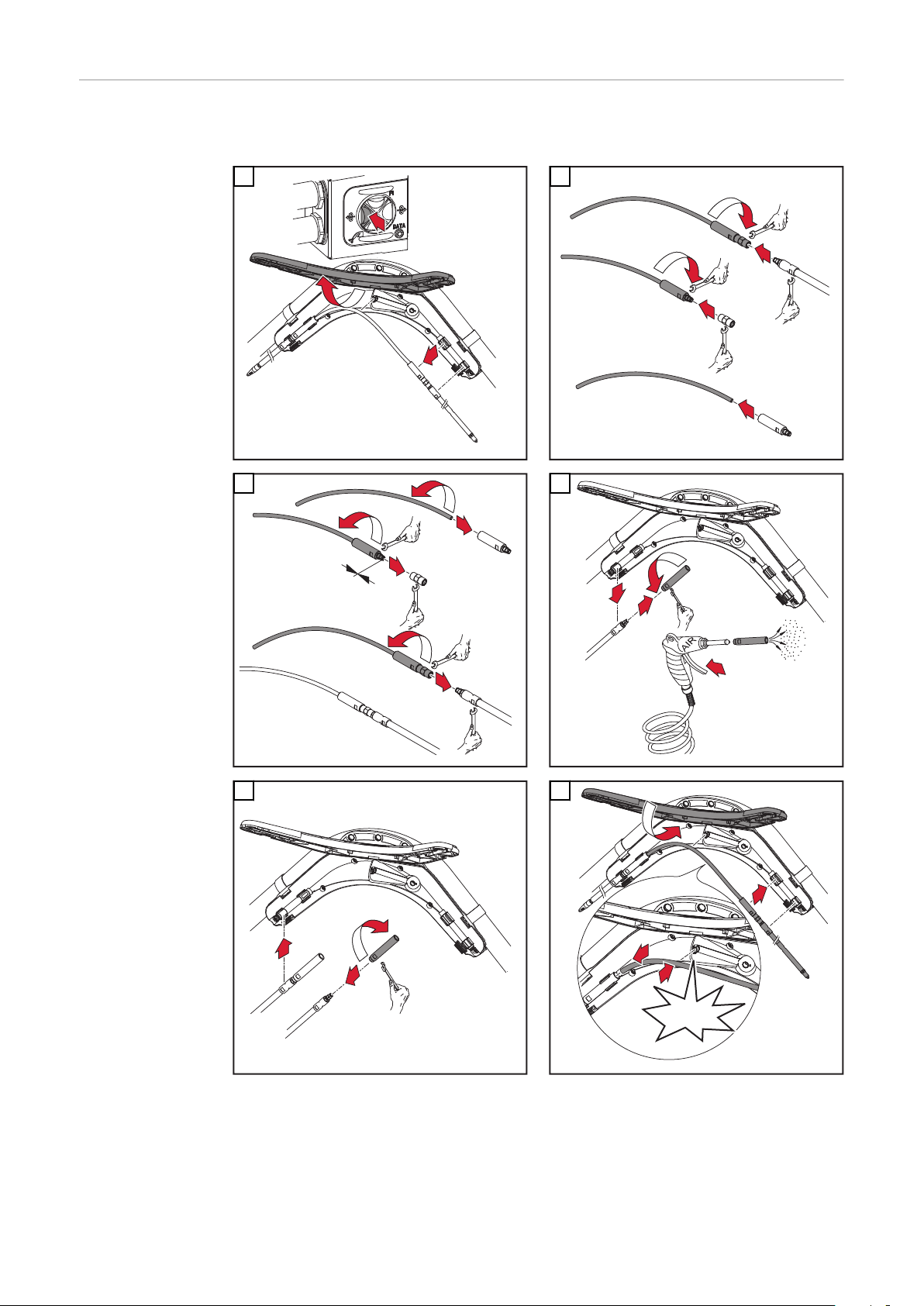
Steuerleitung
1
1
2
1
anschließen
1
2
WICHTIG! Steuerleitung ordnungsgemäß in die dafür vorgesehenen Zugentlas-
tung verlegen (Bild 2).
3
DE
Brennerseitig
Vorschubseitig
9

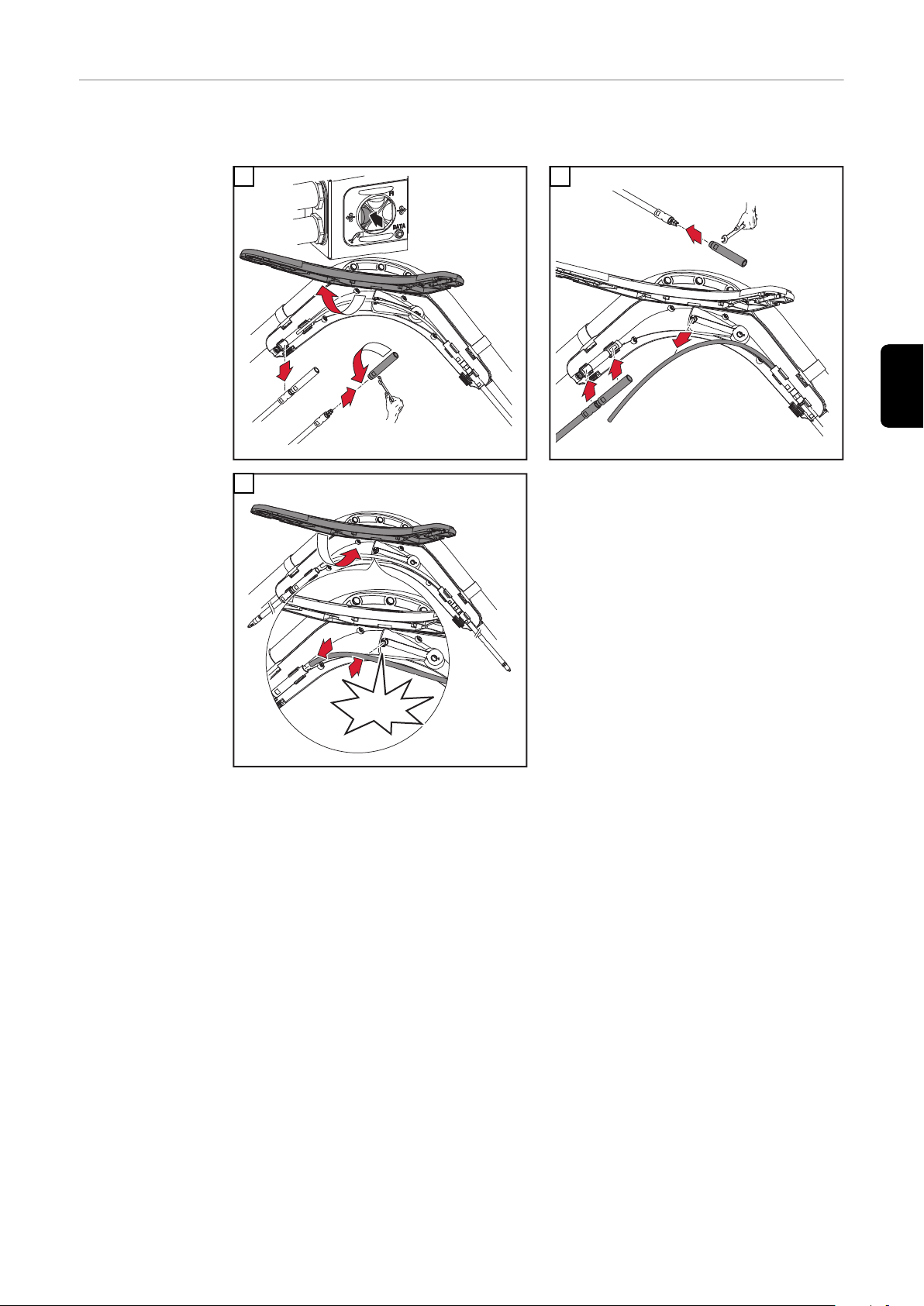
Draht-Führungs-
3
6
2
1
2
3
(0 in
.
)
0
mm
1
2
3
1
2
3
2
1
"click"
1
2
3
4
einsatz wechseln
Vor Beginn der Montagearbeiten, Drahtelektrode aus dem Drahtpuffer ausfädeln
(Bild 1)
1
3
2
4
5
6
WICHTIG! Bei Verwendung einer Drahtelektrode mit Durchmesser 1,6 mm (1/16
in.), ist das Gleitstück und der Draht-Führungseinsatz im Drahtpuffer mit dem
„Erstausrüstungs-Set 1,6 mm (1/16 in.)“ auszurüsten.
10

Gleitstück wech-
1
3
4
2
3
3
2
1
"click"
1
2
3
seln
WICHTIG! Vor Beginn der Montagearbeiten, Drahtelektrode aus dem Drahtpuf-
fer ausfädeln (Bild 1)
DE
1
3
2
11

Drahtpuffer-He-
1
2
1
1
2
1
4
3
3
2
1
3
2
4
1
bel wechseln
WICHTIG! Vor Montage des neuen Drahtpuffer-Hebels, Aufnahmebuchse in Mit-
telstellung drehen (Bild 3).
1
3
2
4
12
5 6

Option Roboter-
(1)
(2)
1
*)
1
anbindung
Drahtpuffer
CMT
Optional sind zwei Ausführungen von Roboteranbindungen Drahtpuffer CMT
erhältlich:
(1) ABB-Anbindung Drahtpuffer CMT
(2) Universalanbindung Drahtpuffer CMT
DE
ABB-Anbindung Drahtpuffer CMT
1
Universalanbindung Drahtpuffer CMTrahtpuffer
CMT
*) für alte Drahtpuffer ohne Gewindeeinsatz M5
=> 4 x PT5 x 25 mm
*) für neue Drahtpuffer mit Gewindeeinsatz M5
=> 4 x M5 x 12 mm + 4 x Sicherungsscheibe (42,0399,0170)
13
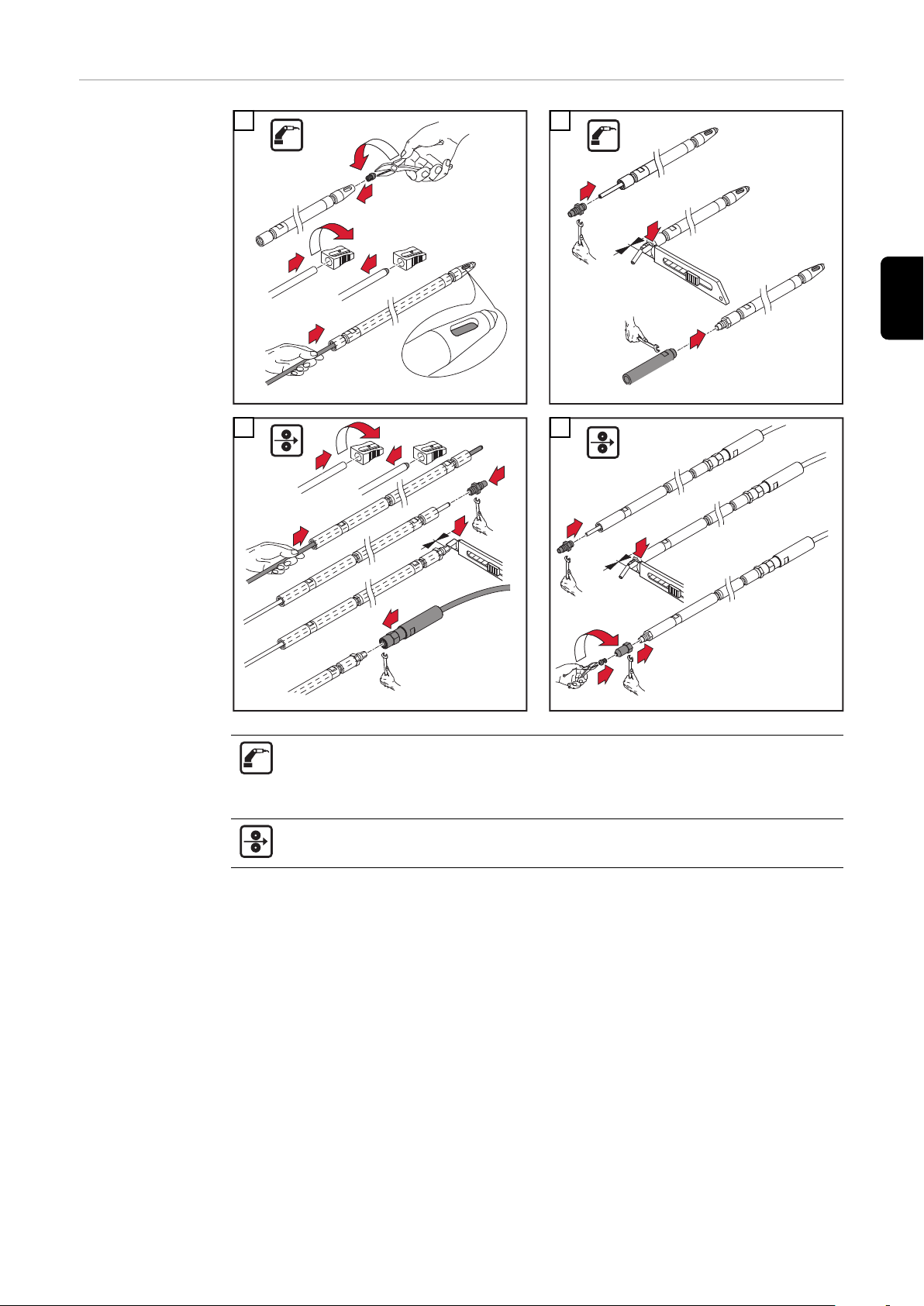
Arbeitsrichtung
2
3
1
1
4
1
2
2
4
1
3
3
5
2
1
1
2
1
1
1
2
3
Drahtpuffer
wechseln
WICHTIG! Steuerleitung nach Umbau wieder ordnungsgemäß in die dafür vorge-
sehenen Zugentlastung verlegen.
1
2
3
5
4
6
Brennerseitig
Vorschubseitig
14

Safety
Safety
WARNING!
Danger from incorrect operation and work that is not carried out properly.
This can result in serious personal injury and damage to property.
All the work and functions described in this document must only be carried
▶
out by technically trained and qualified personnel.
Read and understand this document in full.
▶
Read and understand all safety rules and user documentation for this device
▶
and all system components.
WARNING!
Danger from electrical current.
This can result in serious personal injury and damage to property.
Before starting work, switch off all devices and components involved and dis-
▶
connect them from the grid.
Secure all devices and components involved so they cannot be switched back
▶
on.
WARNING!
Danger from electric current due to defective system components and incorrect operation.
This can result in serious personal injury and damage to property.
All cables, leads and hosepacks must always be securely connected, unda-
▶
maged and correctly insulated.
Only use adequately dimensioned cables, leads and hosepacks.
▶
EN
WARNING!
Risk of coolant escaping.
This can result in serious personal injury and damage to property.
When disconnecting a welding torch from the cooling unit or other system
▶
components, always seal the coolant hoses using the plastic seal attached to
the torch.
WARNING!
Danger due to hot system components and/or equipment.
Can result in serious burns or scalding.
Before starting work, allow all hot system components and/or equipment to
▶
cool to +25°C/+77°F (e.g., coolant, water-cooled system components, wirefeeder drive motor, etc.)
Wear suitable protective equipment (e.g., heat-resistant gloves, safety gog-
▶
gles, etc.) if cooling down is not possible.
15

WARNING!
Danger from contact with toxic welding fumes.
This can result in serious personal injuries.
Always extract welding fumes.
▶
Ensure an adequate supply of fresh air. Ensure that there is a ventilation rate
▶
of at least 20 m³ (169070.1 US gi) per hour at all times.
If in doubt, a safety engineer should be commissioned to check the pollution
▶
level in the workplace.
CAUTION!
Danger from operation without coolant.
This can result in damage to property.
Never operate water-cooled welding torches without coolant.
▶
During welding, ensure that the coolant is circulating correctly – this will be
▶
the case for Fronius cooling units if a regular return flow of coolant can be
seen in the coolant container of the cooling unit.
The manufacturer will not be liable for any damages due to non-observance
▶
of the above mentioned points. All claims against the warranty are void.
16

General
1x
1x1x
0,8
.030
mm
inch
1x 1x 1x
3x
"CB"
1x
1x1x
0,9 1,0
.035 .040
mm
inch
1x 1x 1x
3x
mm
inch
1x
"CB" "CB"
1x
1x
1,2
.045
mm
inch
1x 1x 1x
3x
1x
"CB" "CB"
"CB"
1x
1x 1x
3x
1x
1,6
1/16
mm
inch
1x
1x
1x
Device concept As its name implies, the wire buffer acts as a buffer for the rapidly reversing mo-
vements of the welding wire during CMT welding.
The wire buffer can also be used to help coordinate two drive systems that work
in different ways. The rear drive sytem steadily feeds the welding wire into the
wire buffer, while the front highly-dynamic drive motor moves it to and fro up to
70 times per second.
The welding wire is therefore fed to the front drive unit with hardly any force
being applied, thus guaranteeing high-quality welding.
Original equipment - plastic
wire guide liner
EN
17

Installation
3
2
1
Removing wire
guide elements
1
Torch-side
Feed-side
18

Fitting the wire
4
3
2
1
(0 in.)
0 mm
3
1
2
(0 in.)
0 mm
3
1
6
4
2
5
(0 in.)
0 mm
1
4
3
2
feed liner
1
2
EN
3
4
Torch-side: from wire buffer to drive unit
IMPORTANT! If using the original equipment set for 0.8 - 1.0 mm
(.030 - .040 in.) welding wire, fit short wire feed liner at the torch end.
Feed-side: from wire feed to wire buffer
19

Fitting wire feed
"click"
1
1
1
1
"click"
1
1
1
1
1
1
1
liner to wire buffer
1
2
3
5
4
6
Torch-side
IMPORTANT! When inserting the parts into the wire buffer, ensure that the parts
latch into their respective recesses (Fig. 3).
Feed-side
20

Connect control
1
1
2
1
lead
1
2
IMPORTANT! Carefully place the control lead in the strain relief provided (Figu-
re 2).
3
EN
Torch-side
Feed-side
21

Replacing the
3
6
2
1
2
3
(0 in
.
)
0
mm
1
2
3
1
2
3
2
1
"click"
1
2
3
4
wire guide insert
Before starting work, take the welding wire out of the wire buffer (Figure 1)
1
2
3
5
4
6
IMPORTANT! If using a welding wire with a diameter of 1.6 mm (1/16 in.), fit the
„original equipment set 1.6 mm (1/16 in.)“ to the sliding contact and wire guide
insert in the wire buffer.
22

Replacing the
1
3
4
2
3
3
2
1
"click"
1
2
3
sliding contact
IMPORTANT! Before starting work, take the welding wire out of the wire buffer
(Figure 1)
1
2
EN
3
23

Replacing the
1
2
1
1
2
1
4
3
3
2
1
3
2
4
1
wire buffer lever
IMPORTANT! Before fitting the new wire buffer lever, turn the locating sleeve so
it is centered (Figure 3).
1
3
2
4
24
5 6

Robot connec-
(1)
(2)
1
*)
1
tion CMT wire
buffer option
Two versions of the robot connection CMT wire buffer are available:
(1) ABB connection CMT wire buffer
(2) Universal connection CMT wire buffer
EN
ABB connection CMT wire buffer
1
Universal connection CMT wire buffer
*) for old wire puffer without thread inset M5
=> 4 x PT5 x 25 mm
*) for new wire buffer with thread inset M5
=> 4 x M5 x 12 mm + 4 x lock washer (42,0399,0170)
25

Changing the di-
2
3
1
1
4
1
2
2
4
1
3
3
5
2
1
1
2
1
1
1
2
3
rection of operation of the wire
buffer
IMPORTANT! After changing over, make sure the control lead is fitted properly
in the strain relief provided.
1
2
3
5
4
6
Torch-side
Feed-side
26

Bezpečnost
Bezpečnost
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smí provádět jen technicky
▶
vyškolený odborný personál.
Tento dokument je nutné v plném rozsahu přečíst a porozumět mu.
▶
Je nutné přečíst všechny bezpečnostní předpisy a uživatelskou dokumentaci
▶
k tomuto přístroji a všem systémovým komponentám a porozumět jim.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem.
Následkem mohou být těžká poranění a materiální škody.
Před zahájením prací vypněte všechny začleněné přístroje a komponenty a
▶
odpojte je od elektrické sítě.
Zajistěte všechny začleněné přístroje a komponenty proti opětovnému zap-
▶
nutí.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem v důsledku vadných systémových komponent a nesprávné obsluhy.
Následkem mohou být těžká poranění a materiální škody.
Veškeré kabely, vedení a hadicová vedení musí být vždy pevně připojené, ne-
▶
poškozené a správně izolované.
Používejte pouze dostatečně dimenzované kabely, vedení a hadicová vedení.
▶
CS
VAROVÁNÍ!
Nebezpečí uklouznutí v důsledku úniku chladicího média.
Následkem mohou být těžká poranění a materiální škody.
Hadice chladicího média u vodou chlazených svařovacích hořáků po odpojení
▶
od chladicího modulu nebo jiných systémových komponent vždy uzavřete pomocí namontovaného plastového uzávěru.
VAROVÁNÍ!
Nebezpečí v důsledku horkých systémových komponent a/nebo provozních
prostředků.
Následkem mohou být těžké popáleniny a opařeniny.
Před zahájením prací nechte všechny horké systémové komponenty a/nebo
▶
provozní prostředky ochladit na +25 °C / +77 °F (například chladicí médium,
vodou chlazené systémové komponenty, hnací motor podavače drátu…).
Pokud ochlazení není možné, noste vhodné ochranné prostředky (například
▶
žáruvzdorné ochranné rukavice, ochranné brýle…).
27

VAROVÁNÍ!
Nebezpečí při kontaktu s toxickými svařovacími zplodinami.
Může dojít k vážnému zranění osob.
Svařovací zplodiny vždy odsávejte.
▶
Zajistěte dostatečný přívod čerstvého vzduchu. Zajistěte, aby míra provz-
▶
dušnění byla vždy alespoň 20 m³ (169070.1 US gi) za hodinu.
V případě pochybností požádejte bezpečnostního technika, aby zjistil míru
▶
zatížení pracoviště škodlivými látkami.
POZOR!
Nebezpečí při provozu bez chladicího média.
Může dojít k hmotným škodám.
Vodou chlazené přístroje se nikdy nesmí uvést do provozu bez chladicího
▶
média.
Během svařování zajistěte přiměřený průtok chladicího média – při použití
▶
chladicích modulů Fronius je tomu tak v případě, že je v zásobníku chladicího
média chladicího modulu patrný odpovídající zpětný tok chladicího média.
Výrobce neodpovídá za škody způsobené nedodržením výše uvedených po-
▶
kynů, veškeré záruční nároky zanikají.
28

Všeobecné informace
1x
1x1x
0,8
.030
mm
inch
1x 1x 1x
3x
"CB"
1x
1x1x
0,9 1,0
.035 .040
mm
inch
1x 1x 1x
3x
mm
inch
1x
"CB" "CB"
1x
1x
1,2
.045
mm
inch
1x 1x 1x
3x
1x
"CB" "CB"
"CB"
1x
1x 1x
3x
1x
1,6
1/16
mm
inch
1x
1x
1x
Koncepce
přístroje
Standardní výbava - bovden
drátu z umìlé
hmoty
Zásobník drátu slouží jako nárazníkové pásmo potřebné při rychlých vratných pohybech drátové elektrody během svařovacího procesu CMT.
Zároveň zásobník drátu umožňuje harmonizaci dvou poháněcích systémů s
rozdílnými pracovními režimy. Zadní poháněcí systém rovnoměrně přivádí drát do
zásobníku, zatímco přední, vysoce dynamický poháněcí motor posouvá drátovou
elektrodu až 70krát za vteřinu dopředu a zpět.
Drátová elektroda se tak k přednímu poháněcímu mechanismu dostává téměř bez
jakéhokoli napětí a zaručuje tak vysokou kvalitu svařovacího procesu.
CS
29
Instalace
3
2
1
Odejmutí komponent vedení
drátu
1
Na straně hořáku
Na straně podavače
30
Namontování bo-
4
3
2
1
(0 in.)
0 mm
3
1
2
(0 in.)
0 mm
3
1
6
4
2
5
(0 in.)
0 mm
1
4
3
2
vdenu drátu
1
2
CS
3
4
Na straně hořáku: Od zásobníku drátu k poháněcímu mechanismu
DŮLEŽITÉ! Při použití standardní sady pro drátovou elektrodu 0,8 1,0 mm (0,030 - 0,040 palců) namontujte krátký bovden drátu na
straně hořáku.
Na straně podavače: Od podavače drátu k zásobníku drátu
31

Namontování bo-
"click"
1
1
1
1
"click"
1
1
1
1
1
1
1
vdenu drátu na
zásobník drátu
1
2
3
5
4
6
Na straně hořáku
DŮLEŽITÉ! Při montáži vkládaných součástí do zásobníku drátu dbejte na to, aby
tyto součásti přesně zapadly do vybrání v zásobníku (obr. 3).
Na straně podavače
32

Připojení řídicího
1
1
2
1
vedení
1
2
DŮLEŽITÉ! Řídicí vedení řádně položte do určených příchytek (obr. 2).
3
CS
Na straně hořáku
Na straně podavače
33

Výměna
3
6
2
1
2
3
(0 in
.
)
0
mm
1
2
3
1
2
3
2
1
"click"
1
2
3
4
zaváděcího
nástavce drátu
Před začátkem montážních prací vyjměte drátovou elektrodu ze zásobníku drátu
(obr. 1)
1
2
3
5
4
6
DŮLEŽITÉ! Pokud má být užívána drátová elektroda s průměrem 1,6 mm (1/16
palce), použijte smykadlo a zaváděcí nástavec drátu spolu se „standardní sadou
1,6 mm (1/16 palce)“.
34

Výměna smykad-laDŮLEŽITÉ! Před začátkem montážních prací vyjměte drátovou elektrodu ze
1
3
4
2
3
3
2
1
"click"
1
2
3
zásobníku drátu (obr. 1).
1
2
CS
3
35

Výměna páky
1
2
1
1
2
1
4
3
3
2
1
3
2
4
1
zásobníku drátu
DŮLEŽITÉ! Před namontováním nové páky zásobníku drátu otočte pouzdro do
střední polohy (obr. 3).
1
3
2
4
36
5 6

Možnosti přichy-
(1)
(2)
1
*)
1
cení zásobníku
drátu CMT k robotu
U přichycení zásobníku drátu CMT k robotu se nabízí dvě volitelná provedení:
(1) Přichycení ABB zásobníku drátu CMT
(2) Univerzální přichycení zásobníku drátu CMT
CS
Přichycení ABB zásobníku drátu CMT
1
Univerzální přichycení zásobníku drátu CMT
*) pro staré zásobníky drátu bez závitové vložky M5
=> 4 x PT5 x 25 mm
*) pro nové zásobníky drátu se závitovou vložkou M5
=> 4 x M5 x 12 mm + 4 x pojistná podložka (42,0399,0170)
37
Otočení směru
2
3
1
1
4
1
2
2
4
1
3
3
5
2
1
1
2
1
1
1
2
3
práce zásabníku
drátu
DŮLEŽITÉ! Po přestavbě řádně položte řídicí vedení zpět do určených příchytek.
1
2
3
5
4
6
Na straně hořáku
Na straně podavače
38

Bezpečnosť
Bezpečnosť
NEBEZPEČENSTVO!
Nebezpečenstvo v dôsledku nesprávnej obsluhy a nesprávne vykonaných prác.
Následkom môžu byť vážne poranenia osôb a materiálne škody.
Všetky práce a funkcie opísané v tomto dokumente smie vykonávať iba tech-
▶
nicky vyškolený odborný personál.
Prečítajte si celý dokument tak, aby ste mu porozumeli.
▶
Prečítajte si všetky bezpečnostné predpisy a dokumentáciu pre používateľa k
▶
tomuto zariadeniu a všetkým systémovým komponentom tak, aby ste im porozumeli.
NEBEZPEČENSTVO!
Nebezpečenstvo zásahu elektrickým prúdom.
Následkom môžu byť vážne poranenia osôb a materiálne škody.
Pred začiatkom prác vypnite všetky používané zariadenia a komponenty a od-
▶
pojte ich od elektrickej siete.
Všetky používané zariadenia a komponenty zaistite proti opätovnému zapnu-
▶
tiu.
NEBEZPEČENSTVO!
SK
Nebezpečenstvo zásahu elektrickým prúdom v dôsledku poškodených
systémových komponentov a nesprávnej obsluhy.
Následkom môžu byť vážne poranenia osôb a materiálne škody.
Všetky káble, vedenia a hadicové vedenia musia byť vždy pevne pripojené, ne-
▶
poškodené, a správne zaizolované.
Používajte len dostatočne nadimenzované káble, vedenia a hadicové vedenia.
▶
NEBEZPEČENSTVO!
Nebezpečenstvo pošmyknutia v dôsledku úniku chladiaceho média.
Následkom môžu byť vážne poranenia osôb a materiálne škody.
Keď sa hadice chladiaceho média zváracích horákov chladených vodou
▶
odpájajú od chladiaceho zariadenia alebo iných systémových komponentov,
vždy ich uzatvárajte plastovým uzáverom.
NEBEZPEČENSTVO!
Nebezpečenstvo v dôsledku horúcich systémových komponentov a/alebo
prevádzkových zariadení.
Následkom môžu byť vážne popáleniny alebo zranenia v dôsledku obarenia.
Pred začiatkom prác nechajte všetky horúce systémové komponenty a/alebo
▶
prevádzkové zariadenia vychladnúť na +25 °C/+77 °F (napr. chladiace médium, systémové komponenty chladené vodou, hnací motor podávača
drôtu, ...).
Ak ich nie je možné nechať vychladnúť, noste vhodné ochranné prostriedky
▶
(napr. žiaruvzdorné ochranné rukavice, ochranné okuliare, ...).
39

NEBEZPEČENSTVO!
Nebezpečenstvo v dôsledku kontaktu s toxickým dymom zo zvárania.
Následkom môžu byť vážne poranenia osôb.
Vždy odsávajte dym zo zvárania.
▶
Postarajte sa o dostatočný prívod čerstvého vzduchu. Uistite sa, že sa vždy
▶
dodržiava miera výmeny vzduchu najmenej 20 m³ (169070.1 US gi) za hodinu.
V prípade pochybností nechajte znečistenie pracoviska posúdiť bez-
▶
pečnostnému technikovi.
POZOR!
Nebezpečenstvo v dôsledku prevádzky bez chladiaceho média.
Následkom môžu byť materiálne škody.
Zariadenia chladené vodou nikdy neprevádzkujte bez chladiaceho média.
▶
Počas zvárania vždy skontrolujte, či je prietok chladiaceho média správny. Pri
▶
používaní chladiacich zariadení od spoločnosti Fronius je tomu tak vtedy, keď
je v nádrži na chladiace médium chladiaceho zariadenia vidno náležitý prítok
chladiaceho média.
Ak nedodržaním hore uvedených bodov vzniknú škody, výrobca za ne neručí
▶
a nárok na záruku zaniká.
40

Všeobecné informácie
1x
1x1x
0,8
.030
mm
inch
1x 1x 1x
3x
"CB"
1x
1x1x
0,9 1,0
.035 .040
mm
inch
1x 1x 1x
3x
mm
inch
1x
"CB" "CB"
1x
1x
1,2
.045
mm
inch
1x 1x 1x
3x
1x
"CB" "CB"
"CB"
1x
1x 1x
3x
1x
1,6
1/16
mm
inch
1x
1x
1x
Koncepcia zariadenia
Základná výbava
– bowden drôtu
z plastu
Zásobník drôtu slúži ako vyrovnávacia zóna pre rýchle reverzné pohyby drôtovej
elektródy potrebné pri zváracom procese CMT.
Zásobník drôtu súčasne umožňuje harmonizáciu dvoch hnacích systémov s rôznymi spôsobmi práce. Zadný hnací systém zásobuje zásobník drôtu rovnomerne
drôtovou elektródou, zatiaľčo predný vysoko dynamický hnací motor prepravuje
drôtovú elektródu až do 70-krát za sekundu dopredu a dozadu.
Drôtová elektróda sa tak dostane takmer bez síl k prednej hnacej jednotke a zaručuje vysokú kvalitu zváracieho procesu.
SK
41
Inštalácia
3
2
1
Vybratie bowdenu drôtu
1
Na strane horáka
Na strane posuvu
42
Montáž bowdenu
4
3
2
1
(0 in.)
0 mm
3
1
2
(0 in.)
0 mm
3
1
6
4
2
5
(0 in.)
0 mm
1
4
3
2
drôtu
1
2
SK
3
4
Na strane horáka: Od zásobníka drôtu k hnacej jednotke
DÔLEŽITÉ! Pri použití súpravy základnej výbavy pre drôtovú elektródu
0,8 – 1,0 mm (.030 – .040 in.) namontujte na stranu horáka krátky
bowden drôtu..
Na strane posuvu: Od podávača drôtu k zásobníku drôtu
43

Montáž bowdenu
"click"
1
1
1
1
"click"
1
1
1
1
1
1
1
drôtu na
zásobník drôtu
1
2
3
5
4
6
Na strane horáka
DÔLEŽITÉ! Pri montáži vkladacích dielov do zásobníka drôtu dbajte na to, aby sa
vkladacie diely tvarovo zaistili vo vybraniach v zásobníku drôtu (obrázok 3).
Na strane posuvu
44

Pripojenie
1
1
2
1
ovládacieho vedenia
1
2
DÔLEŽITÉ! Ovládacie vedenie položte podľa predpisu do určeného odľahčenia
od ťahu (obrázok 2).
3
SK
Na strane horáka
Na strane posuvu
45
Výmena vodiacej
3
6
2
1
2
3
(0 in
.
)
0
mm
1
2
3
1
2
3
2
1
"click"
1
2
3
4
vložky drôtu
DÔLEŽITÉ! Pred začiatkom montážnych prác drôtovú elektródu vyvlečte zo
zásobníka drôtu (obrázok 1)
1
3
2
4
5
6
DÔLEŽITÉ! Pri použití drôtovej elektródy s priemerom 1,6 mm (1/16 in.) treba
klzný diel a vodiacu vložku drôtu v zásobníku drôtu vybaviť „súpravou základnej
výbavy 1,6 mm (1/16 in.)“.
46
Výmena klzného
1
3
4
2
3
3
2
1
"click"
1
2
3
dielu
DÔLEŽITÉ! Pred začiatkom montážnych prác drôtovú elektródu vyvlečte zo
zásobníka drôtu (obrázok 1)
1
2
SK
3
47

Výmena páky
1
2
1
1
2
1
4
3
3
2
1
3
2
4
1
zásobníka drôtu
DÔLEŽITÉ! Pred montážou novej páky zásobníka drôtu otočte upínacie puzdro
do strednej polohy (obrázok 3).
1
3
2
4
48
5 6

Voľba pripojenia
(1)
(2)
1
*)
1
robota –
zásobník drôtu
CMT
Voliteľne sú dostupné dve vyhotovenia pripojenia robota – zásobník drôtu CMT:
(1) Pripojenie ABB zásobníka drôtu CMT
(2) Univerzálne pripojenie zásobníka drôtu CMT
SK
Pripojenie ABB zásobníka drôtu CMT
1
Univerzálne pripojenie zásobníka drôtu CMT
*) pre staré zásobníky drôtu bez závitovej vložky M5
=> 4 x PT5 x 25 mm
*) pre nové zásobníky drôtu so závitovou vložkou M5
=> 4 x M5 x 12 mm + 4 x poistná podložka (42,0399,0170)
49

Smer práce pri
2
3
1
1
4
1
2
2
4
1
3
3
5
2
1
1
2
1
1
1
2
3
výmene
zásobníka drôtu
DÔLEŽITÉ! Ovládacie vedenie po prestavbe opäť podľa predpisu položte do
určeného odľahčenia od tlaku.
1
2
3
5
4
6
Na strane horáka
Na strane posuvu
50

SK
51

Fronius International GmbH
Froniusstraße 1
4643 Pettenbach
Austria
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the adresses
of all Fronius Sales & Service Partners and locations.
spareparts.fronius.com
SPAREPARTS
ONLINE
 Loading...
Loading...