

Page 1

Operating
Instructions
Schweißsystem TPS/i Robotics
Push
Bedienungsanleitung
DE
42,0426,0183,DE 024-01032023
Page 2

Page 3

Inhaltsverzeichnis
Sicherheitsvorschriften 7
Erklärung Sicherheitshinweise 7
Allgemeines 7
Bestimmungsgemäße Verwendung 8
Umgebungsbedingungen 8
Verpflichtungen des Betreibers 8
Verpflichtungen des Personals 8
Netzanschluss 9
Selbst- und Personenschutz 9
Gefahr durch schädliche Gase und Dämpfe 10
Gefahr durch Funkenflug 10
Gefahren durch Netz- und Schweißstrom 11
Vagabundierende Schweißströme 12
EMV Geräte-Klassifizierungen 12
EMV-Maßnahmen 12
EMF-Maßnahmen 13
Besondere Gefahrenstellen 13
Anforderung an das Schutzgas 15
Gefahr durch Schutzgas-Flaschen 15
Gefahr durch austretendes Schutzgas 15
Sicherheitsmaßnahmen am Aufstellort und beim Transport 16
Sicherheitsmaßnahmen im Normalbetrieb 16
Inbetriebnahme, Wartung und Instandsetzung 17
Sicherheitstechnische Überprüfung 17
Entsorgung 17
Sicherheitskennzeichnung 18
Datensicherheit 18
Urheberrecht 18
Beschreibung der Warnhinweise am Gerät 19
DE
Systemkonfigurationen 21
Systemkonfigurationen - konventioneller Roboter 23
Push mit Drahtfass 23
Push mit Drahtspule 24
Push mit 4 Rollen Abspul-Drahtvorschub und Drahtfass 25
Systemkonfigurationen - PAP 26
Push mit Drahtfass 26
Push mit Drahtspule 27
Push mit 4 Rollen Abspul-Drahtvorschub und Drahtfass 28
Systemkomponenten 29
Drahtvorschub WF 31
Gerätekonzept 31
Bestimmungsgemäße Verwendung 31
Sicherheit 31
Warnhinweise am Gerät 32
WF 25i REEL R /4R, WF 30i REEL R /2R 34
Sicherheit 34
Gerätekonzept 34
Einsatzgebiet 34
Bestimmungsgemäße Verwendung 34
Warnhinweise am Gerät 35
Verbindungs-Schlauchpaket 37
Allgemeines 37
Schweißbrenner-Schlauchpaket 38
Allgemeines 38
Lieferumfang 38
Tasten am Schlauchpaket Robacta MHP 38
CrashBox /i 39
3
Page 4

Allgemeines 39
Hinweis zum korrekten Betrieb von CrashBoxen 40
Zusätzlich für die Montage erforderlich 40
Gerätekonzept 40
Einsatzgebiete 40
Hinweis zur Reparatur von CrashBoxen 41
Lieferumfang 41
Lieferumfang und Optionen Halteschellen-System 41
Roboter-Schweißbrenner 42
Sicherheit 42
Allgemeines 42
OPT/i Kameraaufnahme 43
Allgemeines 43
Bohrbild 43
Bedienelemente, Anschlüsse und mechanische Komponenten 45
Bedienelemente und mechanische Komponenten WFi R 47
Sicherheit 47
Bedienelemente und mechanische Komponenten WFi R 47
WF 15i / 25i / 30i R 48
Anschlüsse WF 15i R, WF 30i R 48
Anschlüsse WF 30i R / L 48
Anschlüsse WF 25i R 49
Anschlüsse WF 25i R / L 50
WF 15i / 25i / 30i R PAP 51
Anschlüsse WF 15i R PAP, WF 30i R PAP 51
Anschlüsse WF 25i R PAP 51
Anschlüsse WF 25i R / L PAP 52
WF 25i REEL R /4R, WF 30i REEL R /2R 53
Sicherheit 53
Bedienelemente, Anschlüsse und mechanische Komponenten 53
Funktion der Tasten Gasprüfen, Drahtrücklauf und Drahteinfädeln 55
Funktion der Tasten Gasprüfen, Drahtrücklauf und Drahteinfädeln 55
Installation - konventioneller Roboter 57
Schweißsystem auf konventionellem Roboter montieren 59
Sicherheit 59
Schweißsystem TPS /i auf konventionellem Roboter montieren 59
Drahtvorschub montieren 60
Drahtvorschub-Aufnahme montieren 60
Drahtvorschub montieren 60
CrashBox /i am Roboter aufbauen 62
CrashBox /i am Roboter aufbauen 62
CrashBox /i Dummy am Roboter aufbauen 63
Halteschellen-System montieren 65
Sonder-Anstellwinkel des Schweißbrenners 65
Halteschellen-System montieren 66
Halteschellen-System mit Verlängerung montieren 66
Schlauchpaket MHP G / W montieren 68
Schlauchpaket MHP G / W konventionell montieren - Standard 68
Optimale Schlauchpaketverlegung 68
TPS/i Brennerkörper montieren 69
Sicherheit 69
TPS/i Brennerkörper montieren - Standard 69
Option „OPT/i MHP WireBrake“ 69
Draht-Führungsseele im Schweißbrenner-Schlauchpaket montieren 70
Verbindungs-Schlauchpaket montieren 72
Verbindungs-Schlauchpaket Standard am Roboter montieren 72
Verlängerungs-Schlauchpaket anschließen 72
Schlauchpaket MHP W anschließen 74
Schlauchpaket MHP W anschließen 74
4
Page 5

Drahtvorschub mit den Systemkomponenten verbinden 77
Sicherheit 77
Allgemeines 77
Drahtvorschub mit den Systemkomponenten verbinden 77
OPT/i MHP WireBrake und Brennerkörper montieren 80
Sicherheit 80
Voraussetzung für den Betrieb 80
Vorgaben für die Druckluft-Versorgung 80
Haltemarken an der Drahtelektrode beseitigen 81
Technische Daten 81
OPT/i MHP WireBrake montieren 81
OPT/i MHP WireBrake und Brennerkörper demontieren 83
Sicherheit 83
OPT/i MHP WireBrake und Brennerkörper demontieren 83
Abspul-Drahtvorschub montieren 84
Abspul-Drahtvorschub montieren 84
OPT/i Kameraaufnahme montieren 85
Tragfähigkeit von OPT/i Kameraaufnahme 85
Sicherheit 85
OPT/i Kameraaufnahme montieren 86
Installation - PAP 87
Schweißsystem auf PAP-Roboter montieren 89
Sicherheit 89
Schweißsystem TPS /i auf PAP-Roboter montieren 89
Maximale Achsenrotation 90
Drahtvorschub montieren 91
WF 15i/25i/30i R PAP montieren 91
CrashBox /i PAP am Roboter aufbauen 92
CrashBox /i PAP am Roboter aufbauen 92
CrashBox /i Dummy am Roboter aufbauen 93
Schlauchpaket MHPi / MHP S G/W PAP montieren 95
Schlauchpaket Robacta MHP G / W PAP montieren 95
Option „OPT/i MHP WireBrake“ 96
Draht-Führungsseele im Schweißbrenner-Schlauchpaket montieren 97
Schlauchpaket MHPi / MHP S G/W PAP SM montieren 99
Schlauchpaket Robacta MHP G / W PAP SM montieren 99
Option „OPT/i MHP WireBrake“ 100
Draht-Führungsseele im Schweißbrenner-Schlauchpaket montieren 101
Verbindungs-Schlauchpaket montieren 103
Verbindungs-Schlauchpaket PAP am Roboter montieren 103
Verlängerungs-Schlauchpaket anschließen 104
Verbindungs-Schlauchpaket anschließen 105
Drahtvorschub mit den Systemkomponenten verbinden 106
Sicherheit 106
Allgemeines 106
WF 15i/25i/30i R PAP mit den Systemkomponenten verbinden 106
DE
Inbetriebnahme 109
Vorschubrollen einsetzen / wechseln 111
Allgemeines 111
WF 25i Reel 4R: Vorschubrollen beim 4-Rollenantrieb einsetzen / wechseln 111
WF 30i Reel 2R: Vorschubrollen beim 2-Rollenantrieb einsetzen / wechseln 112
Vorschubrollen einsetzen / wechseln 113
Drahtelektrode einlaufen lassen 115
Isolierte Führung der Drahtelektrode zum Drahtvorschub 115
Drahtelektrode einlaufen lassen 115
Anpressdruck einstellen 117
Inbetriebnahme 118
Voraussetzungen 118
Allgemeines 118
5
Page 6

Fehlerdiagnose, Fehlerbehebung, Wartung und Entsorgung 119
Fehlerdiagnose, Fehlerbehebung 121
Sicherheit 121
Fehlerdiagnose 121
Pflege, Wartung und Entsorgung 125
Allgemeines 125
Sicherheit 125
Bei jeder Inbetriebnahme 125
Spezielle Pflege von O-Ringen 126
Bei jedem Wechsel von Schweißbrenner oder Schweißbrenner-Schlauchpaket 126
Alle 6 Monate 126
WF 15i/25i/30i R PAP für den Wechsel der Draht-Führungsseele des Schweißbrenners
vorbereiten
Erkennen von defekten Verschleißteilen 128
MTG d, MTW d - Verschleißteile am Brennerkörper montieren 128
Verschleißteile am Brennerkörper montieren - MTW 700 i 129
CrashBox PAP am Roboter demontieren (ohne Montageschlüssel) 129
CrashBox PAP am Roboter demontieren (mit Montageschlüssel) 131
Schweißbrenner-Schlauchpaket wechseln, Verbindungs-Schlauchpaket wechseln 133
Reinigung des Schweißbrenners 134
Entsorgung 134
Technische Daten 135
Drahtvorschub WF 137
WF 15i R, WF 15i R 137
WF 15i R, WF 15i R PAP 137
WF 25i R, WF 25i R, WF 25i R / L 138
WF 25i R, WF 25i R PAP, WF 25i R / L 138
WF 30i R, WF 30i R, WF 30i R / L 139
WF 30i R, WF 30i R PAP, WF 30i R / L 139
Abspul-Drahtvorschub WF REEL 140
WF 25i REEL R /4R/G/W 140
WF 30i REEL R /2R/G/W 140
CrashBox /i 141
Technische Daten & Auslösemomente und Gewichts-Abstands-Diagramm 141
Schweißbrenner-Schlauchpaket 144
MHP 400i G / R 144
MHP 400i G / R / PAP 144
MHP 500 S R / G / PAP 145
MHP 700i W / R (0,95 - 2,25 m / 3.12 - 7.38 ft.) 146
MHP 700i W / R (3,25 - 4,25 m / 10.66 - 13.12 ft.) 147
MHP 700i W / R / PAP 148
Roboter-Schweißbrenner 149
Gasgekühlte Roboter-Schweißbrenner 149
MTB 500S G R, MTB 500S G R US 150
Wassergekühlte Roboter-Schweißbrenner 150
MTB 350i W/R 151
Verbindungs-Schlauchpakete 152
HP 70i 152
HP 95i 152
HP 120i 152
HP 70i, HP PC Cable HD 70 152
126
6
Page 7

Sicherheitsvorschriften
DE
Erklärung Sicherheitshinweise
GEFAHR!
Bezeichnet eine unmittelbar drohende Gefahr.
Wenn sie nicht gemieden wird, sind Tod oder schwerste Verletzungen die Fol-
▶
ge.
WARNUNG!
Bezeichnet eine möglicherweise gefährliche Situation.
Wenn sie nicht gemieden wird, können Tod und schwerste Verletzungen die
▶
Folge sein.
VORSICHT!
Bezeichnet eine möglicherweise schädliche Situation.
Wenn sie nicht gemieden wird, können leichte oder geringfügige Verletzun-
▶
gen sowie Sachschäden die Folge sein.
HINWEIS!
Bezeichnet die Möglichkeit beeinträchtigter Arbeitsergebnisse und von
Schäden an der Ausrüstung.
Allgemeines Das Gerät ist nach dem Stand der Technik und den anerkannten sicherheitstech-
nischen Regeln gefertigt. Dennoch drohen bei Fehlbedienung oder Missbrauch
Gefahr für
Leib und Leben des Bedieners oder Dritte,
-
das Gerät und andere Sachwerte des Betreibers,
-
die effiziente Arbeit mit dem Gerät.
-
Alle Personen, die mit der Inbetriebnahme, Bedienung, Wartung und Instandhaltung des Gerätes zu tun haben, müssen
entsprechend qualifiziert sein,
-
Kenntnisse vom automatisierten Schweißen haben und
-
diese Bedienungsanleitung sowie sämtliche Bedienungsanleitungen der Sys-
-
temkomponenten vollständig lesen und genau befolgen.
Die Bedienungsanleitung ist ständig am Einsatzort des Gerätes aufzubewahren.
Ergänzend zur Bedienungsanleitung sind die allgemein gültigen sowie die örtlichen Regeln zu Unfallverhütung und Umweltschutz zu beachten.
Alle Sicherheits- und Gefahrenhinweise am Gerät
in lesbarem Zustand halten
-
nicht beschädigen
-
nicht entfernen
-
nicht abdecken, überkleben oder übermalen.
-
Die Positionen der Sicherheits- und Gefahrenhinweise am Gerät, entnehmen Sie
dem Kapitel „Allgemeines“ der Bedienungsanleitung Ihres Gerätes.
Störungen, die die Sicherheit beeinträchtigen können, vor der Inbetriebnahme
des Gerätes beseitigen.
7
Page 8

Es geht um Ihre Sicherheit!
Bestimmungsgemäße Verwendung
Umgebungsbedingungen
Die in dieser Bedienungsanleitung beschriebenen Geräte und Komponenten sind
ausschließlich für automatisierte MIG/MAG-Anwendungen in Verbindung mit
Fronius-Komponenten bestimmt.
Eine andere oder darüber hinaus gehende Benutzung gilt als nicht bestimmungsgemäß. Für hieraus entstandene Schäden haftet der Hersteller nicht.
Zur bestimmungsgemäßen Verwendung gehört auch
das vollständige Lesen und Befolgen aller Hinweise aus der Bedienungsanlei-
-
tung
das vollständige Lesen und Befolgen aller Sicherheits- und Gefahrenhinwei-
-
se
die Einhaltung der Inspektions- und Wartungsarbeiten.
-
Für mangelhafte oder fehlerhafte Arbeitsergebnisse übernimmt der Hersteller
ebenfalls keine Haftung.
Betrieb oder Lagerung des Gerätes außerhalb des angegebenen Bereiches gilt
als nicht bestimmungsgemäß. Für hieraus entstandene Schäden haftet der Hersteller nicht.
Temperaturbereich der Umgebungsluft:
beim Betrieb: -10 °C bis + 40 °C (14 °F bis 104 °F)
-
bei Transport und Lagerung: -20 °C bis +55 °C (-4 °F bis 131 °F)
-
Verpflichtungen
des Betreibers
Verpflichtungen
des Personals
Relative Luftfeuchtigkeit:
bis 50 % bei 40 °C (104 °F)
-
bis 90 % bei 20 °C (68 °F)
-
Umgebungsluft: frei von Staub, Säuren, korrosiven Gasen oder Substanzen, usw.
Höhenlage über dem Meeresspiegel: bis 2000 m (6561 ft. 8.16 in.)
Der Betreiber verpflichtet sich, nur Personen am Gerät arbeiten zu lassen, die
mit den grundlegenden Vorschriften über Arbeitssicherheit und Unfall-
-
verhütung vertraut und in die Handhabung des Gerätes eingewiesen sind
diese Bedienungsanleitung, insbesondere das Kapitel „Sicherheitsvorschrif-
-
ten“ gelesen, verstanden und dies durch ihre Unterschrift bestätigt haben
entsprechend den Anforderungen an die Arbeitsergebnisse ausgebildet sind.
-
Das sicherheitsbewusste Arbeiten des Personals ist in regelmäßigen Abständen
zu überprüfen.
Alle Personen, die mit Arbeiten am Gerät beauftragt sind, verpflichten sich, vor
Arbeitsbeginn
die grundlegenden Vorschriften über Arbeitssicherheit und Unfallverhütung
-
zu befolgen
diese Bedienungsanleitung, insbesondere das Kapitel „Sicherheitsvorschrif-
-
ten“ zu lesen und durch ihre Unterschrift zu bestätigen, dass sie diese verstanden haben und befolgen werden.
Vor Verlassen des Arbeitsplatzes sicherstellen, dass auch in Abwesenheit keine
Personen- oder Sachschäden auftreten können.
8
Page 9

Netzanschluss Geräte mit hoher Leistung können auf Grund ihrer Stromaufnahme die Energie-
qualität des Netzes beeinflussen.
Das kann einige Gerätetypen betreffen in Form von:
Anschluss-Beschränkungen
-
-
Anforderungen hinsichtlich maximal zulässiger Netzimpedanz
-
Anforderungen hinsichtlich minimal erforderlicher Kurzschluss-Leistung
*)
jeweils an der Schnittstelle zum öffentlichen Netz
*)
*)
siehe Technische Daten
In diesem Fall muss sich der Betreiber oder Anwender des Gerätes versichern,
ob das Gerät angeschlossen werden darf, gegebenenfalls durch Rücksprache mit
dem Energieversorgungs-Unternehmen.
WICHTIG! Auf eine sichere Erdung des Netzanschlusses achten!
DE
Selbst- und Personenschutz
Beim Umgang mit dem Gerät setzen Sie sich zahlreichen Gefahren aus, wie beispielsweise.:
Funkenflug, umherfliegende heiße Metallteile
-
augen- und hautschädigende Lichtbogen-Strahlung
-
schädliche elektromagnetische Felder, die für Träger von Herzschrittma-
-
chern Lebensgefahr bedeuten
elektrische Gefährdung durch Netz- und Schweißstrom
-
erhöhte Lärmbelastung
-
schädlichen Schweißrauch und Gase
-
Beim Umgang mit dem Gerät geeignete Schutzkleidung verwenden. Die Schutzkleidung muss folgende Eigenschaften aufweisen:
schwer entflammbar
-
isolierend und trocken
-
den ganzen Körper bedeckend, unbeschädigt und in gutem Zustand
-
Schutzhelm
-
stulpenlose Hose
-
Zur Schutzbekleidung zählt unter anderem:
Augen und Gesicht durch Schutzschild mit vorschriftsgemäßem Filterein-
-
satz vor UV-Strahlen, Hitze und Funkenflug schützen.
Hinter dem Schutzschild eine vorschriftsgemäße Schutzbrille mit Seiten-
-
schutz tragen.
Festes, auch bei Nässe isolierendes Schuhwerk tragen.
-
Hände durch geeignete Handschuhe schützen (elektrisch isolierend, Hitze-
-
schutz).
Zur Verringerung der Lärmbelastung und zum Schutz vor Verletzungen
-
Gehörschutz tragen.
Personen, vor allem Kinder, während des Betriebes von den Geräten und dem
Schweißprozess fernhalten. Befinden sich dennoch Personen in der Nähe
diese über alle Gefahren (Blendgefahr durch Lichtbogen, Verletzungsgefahr
-
durch Funkenflug, gesundheitsschädlicher Schweißrauch, Lärmbelastung,
mögliche Gefährdung durch Netz- oder Schweißstrom, ...) unterrichten,
geeignete Schutzmittel zur Verfügung stellen oder
-
geeignete Schutzwände und -Vorhänge aufbauen.
-
9
Page 10
Gefahr durch
schädliche Gase
und Dämpfe
Beim Schweißen entstehender Rauch enthält gesundheitsschädliche Gase und
Dämpfe.
Schweißrauch enthält Substanzen, welche gemäß Monograph 118 der International Agency for Research on Cancer Krebs auslösen.
Punktuelle Absaugung und Raumabsaugung anwenden.
Falls möglich, Schweißbrenner mit integrierter Absaugvorrichtung verwenden.
Kopf von entstehendem Schweißrauch und Gasen fernhalten.
Entstehenden Rauch sowie schädliche Gase
nicht einatmen
-
durch geeignete Mittel aus dem Arbeitsbereich absaugen.
-
Für ausreichend Frischluft-Zufuhr sorgen. Sicherstellen, dass eine
Durchlüftungsrate von mindestens 20 m³ / Stunde zu jeder Zeit gegeben ist.
Bei nicht ausreichender Belüftung einen Schweißhelm mit Luftzufuhr verwenden.
Besteht Unklarheit darüber, ob die Absaugleistung ausreicht, die gemessenen
Schadstoff-Emissionswerte mit den zulässigen Grenzwerten vergleichen.
Folgende Komponenten sind unter anderem für den Grad der Schädlichkeit des
Schweißrauches verantwortlich:
für das Werkstück eingesetzte Metalle
-
Elektroden
-
Beschichtungen
-
Reiniger, Entfetter und dergleichen
-
verwendeter Schweißprozess
-
Gefahr durch
Funkenflug
Daher die entsprechenden Materialsicherheits-Datenblätter und Herstellerangaben zu den aufgezählten Komponenten berücksichtigen.
Empfehlungen für Expositions-Szenarien, Maßnahmen des Risikomanagements
und zur Identifizierung von Arbeitsbedingungen sind auf der Website der European Welding Association im Bereich Health & Safety zu finden (https://european-welding.org).
Entzündliche Dämpfe (beispielsweise Lösungsmittel-Dämpfe) vom Strahlungsbereich des Lichtbogens fernhalten.
Wird nicht geschweißt, das Ventil der Schutzgas-Flasche oder Hauptgasversorgung schließen.
Funkenflug kann Brände und Explosionen auslösen.
Niemals in der Nähe brennbarer Materialien schweißen.
Brennbare Materialien müssen mindestens 11 Meter (36 ft. 1.07 in.) vom Lichtbogen entfernt sein oder mit einer geprüften Abdeckung zugedeckt werden.
Geeigneten, geprüften Feuerlöscher bereithalten.
Funken und heiße Metallteile können auch durch kleine Ritzen und Öffnungen in
umliegende Bereiche gelangen. Entsprechende Maßnahmen ergreifen, dass dennoch keine Verletzungs- und Brandgefahr besteht.
10
Page 11

Nicht in feuer- und explosionsgefährdeten Bereichen und an geschlossenen
Tanks, Fässern oder Rohren schweißen, wenn diese nicht gemäß den entsprechenden nationalen und internationalen Normen vorbereitet sind.
An Behältern in denen Gase, Treibstoffe, Mineralöle und dgl. gelagert sind/waren,
darf nicht geschweißt werden. Durch Rückstände besteht Explosionsgefahr.
DE
Gefahren durch
Netz- und
Schweißstrom
Ein elektrischer Schlag ist grundsätzlich lebensgefährlich und kann tödlich sein.
Spannungsführende Teile innerhalb und außerhalb des Gerätes nicht berühren.
Beim MIG/MAG- und WIG-Schweißen sind auch der Schweißdraht, die Drahtspule, die Vorschubrollen sowie alle Metallteile, die mit dem Schweißdraht in Verbindung stehen, spannungsführend.
Den Drahtvorschub immer auf einem ausreichend isolierten Untergrund aufstellen oder eine geeignete, isolierende Drahtvorschub-Aufnahme verwenden.
Für geeigneten Selbst- und Personenschutz durch gegenüber dem Erd- oder
Massepotential ausreichend isolierende, trockene Unterlage oder Abdeckung
sorgen. Die Unterlage oder Abdeckung muss den gesamten Bereich zwischen
Körper und Erd- oder Massepotential vollständig abdecken.
Sämtliche Kabel und Leitungen müssen fest, unbeschädigt, isoliert und ausreichend dimensioniert sein. Lose Verbindungen, angeschmorte, beschädigte oder
unterdimensionierte Kabel und Leitungen sofort erneuern.
Vor jedem Gebrauch die Stromverbindungen durch Handgriff auf festen Sitz
überprüfen.
Bei Stromkabeln mit Bajonettstecker das Stromkabel um min. 180° um die
Längsachse verdrehen und vorspannen.
Kabel oder Leitungen weder um den Körper noch um Körperteile schlingen.
Die Elektrode (Stabelektrode, Wolframelektrode, Schweißdraht, ...)
niemals zur Kühlung in Flüssigkeiten eintauchen
-
niemals bei eingeschalteter Stromquelle berühren.
-
Zwischen den Elektroden zweier Schweißgeräte kann zum Beispiel die doppelte
Leerlauf-Spannung eines Schweißgerätes auftreten. Bei gleichzeitiger Berührung
der Potentiale beider Elektroden besteht unter Umständen Lebensgefahr.
Netz- und Gerätezuleitung regelmäßig von einer Elektro-Fachkraft auf Funktionstüchtigkeit des Schutzleiters überprüfen lassen.
Geräte der Schutzklasse I benötigen für den ordnungsgemäßen Betrieb ein Netz
mit Schutzleiter und ein Stecksystem mit Schutzleiter-Kontakt.
Ein Betrieb des Gerätes an einem Netz ohne Schutzleiter und an einer Steckdose
ohne Schutzleiter-Kontakt ist nur zulässig, wenn alle nationalen Bestimmungen
zur Schutztrennung eingehalten werden.
Andernfalls gilt dies als grob fahrlässig. Für hieraus entstandene Schäden haftet
der Hersteller nicht.
Falls erforderlich, durch geeignete Mittel für eine ausreichende Erdung des
Werkstückes sorgen.
Nicht verwendete Geräte ausschalten.
Bei Arbeiten in größerer Höhe Sicherheitsgeschirr zur Absturzsicherung tragen.
Vor Arbeiten am Gerät das Gerät abschalten und Netzstecker ziehen.
11
Page 12

Das Gerät durch ein deutlich lesbares und verständliches Warnschild gegen Anstecken des Netzsteckers und Wiedereinschalten sichern.
Nach dem Öffnen des Gerätes:
alle Bauteile die elektrische Ladungen speichern entladen
-
sicherstellen, dass alle Komponenten des Gerätes stromlos sind.
-
Sind Arbeiten an spannungsführenden Teilen notwendig, eine zweite Person hinzuziehen, die den Hauptschalter rechtzeitig ausschaltet.
Vagabundierende
Schweißströme
Werden die nachfolgend angegebenen Hinweise nicht beachtet, ist die Entstehung vagabundierender Schweißströme möglich, die folgendes verursachen
können:
Feuergefahr
-
Überhitzung von Bauteilen, die mit dem Werkstück verbunden sind
-
Zerstörung von Schutzleitern
-
Beschädigung des Gerätes und anderer elektrischer Einrichtungen
-
Für eine feste Verbindung der Werkstück-Klemme mit dem Werkstück sorgen.
Werkstück-Klemme möglichst nahe an der zu schweißenden Stelle befestigen.
Das Gerät mit ausreichender Isolierung gegenüber elektrisch leitfähiger Umgebung aufstellen, beispielsweise Isolierung gegenüber leitfähigem Boden oder
Isolierung zu leitfähigen Gestellen.
Bei Verwendung von Stromverteilern, Doppelkopf-Aufnahmen, ..., folgendes beachten: Auch die Elektrode des nicht verwendeten Schweißbrenners / Elektrodenhalters ist potentialführend. Sorgen Sie für eine ausreichend isolierende Lagerung des nicht verwendeten Schweißbrenners / Elektrodenhalters.
Bei automatisierten MIG/MAG Anwendungen die Drahtelektrode nur isoliert von
Schweißdraht-Fass, Großspule oder Drahtspule zum Drahtvorschub führen.
EMV GeräteKlassifizierungen
EMV-Maßnahmen
Geräte der Emissionsklasse A:
sind nur für den Gebrauch in Industriegebieten vorgesehen
-
können in anderen Gebieten leitungsgebundene und gestrahlte Störungen
-
verursachen.
Geräte der Emissionsklasse B:
erfüllen die Emissionsanforderungen für Wohn- und Industriegebiete. Dies
-
gilt auch für Wohngebiete, in denen die Energieversorgung aus dem öffentlichen Niederspannungsnetz erfolgt.
EMV Geräte-Klassifizierung gemäß Leistungsschild oder technischen Daten.
In besonderen Fällen können trotz Einhaltung der genormten Emissions-Grenzwerte Beeinflussungen für das vorgesehene Anwendungsgebiet auftreten (beispielsweise wenn empfindliche Geräte am Aufstellungsort sind oder wenn der
Aufstellungsort in der Nähe von Radio- oder Fernsehempfängern ist).
In diesem Fall ist der Betreiber verpflichtet, angemessene Maßnahmen für die
Störungsbehebung zu ergreifen.
12
Page 13

Die Störfestigkeit von Einrichtungen in der Umgebung des Gerätes gemäß nationalen und internationalen Bestimmungen prüfen und bewerten. Beispiele für
störanfällige Einrichtungen welche durch das Gerät beeinflusst werden könnten:
Sicherheitseinrichtungen
-
Netz-, Signal- und Daten-Übertragungsleitungen
-
EDV- und Telekommunikations-Einrichtungen
-
Einrichtungen zum Messen und Kalibrieren
-
Unterstützende Maßnahmen zur Vermeidung von EMV-Problemen:
Netzversorgung
1.
Treten elektromagnetische Störungen trotz vorschriftsgemäßem Netz-
-
anschluss auf, zusätzliche Maßnahmen ergreifen (beispielsweise geeigneten Netzfilter verwenden).
Schweißleitungen
2.
so kurz wie möglich halten
-
eng zusammen verlaufen lassen (auch zur Vermeidung von EMF-Proble-
-
men)
weit entfernt von anderen Leitungen verlegen
-
Potentialausgleich
3.
Erdung des Werkstückes
4.
Falls erforderlich, Erdverbindung über geeignete Kondensatoren herstel-
-
len.
Abschirmung, falls erforderlich
5.
Andere Einrichtungen in der Umgebung abschirmen
-
Gesamte Schweißinstallation abschirmen
-
DE
EMF-Maßnahmen
Besondere Gefahrenstellen
Elektromagnetische Felder können Gesundheitsschäden verursachen, die noch
nicht bekannt sind:
Auswirkungen auf die Gesundheit benachbarter Personen, beispielsweise
-
Träger von Herzschrittmachern und Hörhilfen
Träger von Herzschrittmachern müssen sich von ihrem Arzt beraten lassen,
-
bevor sie sich in unmittelbarer Nähe des Gerätes und des Schweißprozesses
aufhalten
Abstände zwischen Schweißkabeln und Kopf/Rumpf des Schweißers aus Si-
-
cherheitsgründen so groß wie möglich halten
Schweißkabel und Schlauchpakete nicht über der Schulter tragen und nicht
-
um den Körper und Körperteile wickeln
Hände, Haare, Kleidungsstücke und Werkzeuge von beweglichen Teilen fernhalten, wie zum Beispiel:
Ventilatoren
-
Zahnrädern
-
Rollen
-
Wellen
-
Drahtspulen und Schweißdrähten
-
Nicht in rotierende Zahnräder des Drahtantriebes oder in rotierende Antriebsteile greifen.
Abdeckungen und Seitenteile dürfen nur für die Dauer von Wartungs- und Reparaturarbeiten geöffnet / entfernt werden.
Während des Betriebes
Sicherstellen, dass alle Abdeckungen geschlossen und sämtliche Seitenteile
-
ordnungsgemäß montiert sind.
Alle Abdeckungen und Seitenteile geschlossen halten.
-
13
Page 14
Austritt des Schweißdrahtes aus dem Schweißbrenner bedeutet ein hohes Verletzungsrisiko (Durchstechen der Hand, Verletzung von Gesicht und Augen, ...).
Daher stets den Schweißbrenner vom Körper weghalten (Geräte mit Drahtvorschub) und eine geeignete Schutzbrille verwenden.
Werkstück während und nach dem Schweißen nicht berühren - Verbrennungsgefahr.
Von abkühlenden Werkstücken kann Schlacke abspringen. Daher auch bei Nacharbeiten von Werkstücken die vorschriftsgemäße Schutzausrüstung tragen und
für ausreichenden Schutz anderer Personen sorgen.
Schweißbrenner und andere Ausrüstungskomponenten mit hoher Betriebstemperatur abkühlen lassen, bevor an ihnen gearbeitet wird.
In feuer- und explosionsgefährdeten Räumen gelten besondere Vorschriften
- entsprechende nationale und internationale Bestimmungen beachten.
Stromquellen für Arbeiten in Räumen mit erhöhter elektrischer Gefährdung (beispielsweise Kessel) müssen mit dem Zeichen (Safety) gekennzeichnet sein. Die
Stromquelle darf sich jedoch nicht in solchen Räumen befinden.
Verbrühungsgefahr durch austretendes Kühlmittel. Vor dem Abstecken von
Anschlüssen für den Kühlmittelvorlauf oder -rücklauf, das Kühlgerät abschalten.
Beim Hantieren mit Kühlmittel, die Angaben des Kühlmittel Sicherheits-Datenblattes beachten. Das Kühlmittel Sicherheits-Datenblatt erhalten Sie bei Ihrer
Service-Stelle oder über die Homepage des Herstellers.
Für den Krantransport von Geräten nur geeignete Last-Aufnahmemittel des Herstellers verwenden.
Ketten oder Seile an allen vorgesehenen Aufhängungspunkten des geeigne-
-
ten Last-Aufnahmemittels einhängen.
Ketten oder Seile müssen einen möglichst kleinen Winkel zur Senkrechten
-
einnehmen.
Gasflasche und Drahtvorschub (MIG/MAG- und WIG-Geräte) entfernen.
-
Bei Kran-Aufhängung des Drahtvorschubes während des Schweißens, immer eine
geeignete, isolierende Drahtvorschub-Aufhängung verwenden (MIG/MAG- und
WIG-Geräte).
Ist das Gerät mit einem Tragegurt oder Tragegriff ausgestattet, so dient dieser
ausschließlich für den Transport per Hand. Für einen Transport mittels Kran, Gabelstapler oder anderen mechanischen Hebewerkzeugen, ist der Tragegurt nicht
geeignet.
Alle Anschlagmittel (Gurte, Schnallen, Ketten, ...) welche im Zusammenhang mit
dem Gerät oder seinen Komponenten verwendet werden, sind regelmäßig zu
überprüfen (beispielsweise auf mechanische Beschädigungen, Korrosion oder
Veränderungen durch andere Umwelteinflüsse).
Prüfintervall und Prüfumfang haben mindestens den jeweils gültigen nationalen
Normen und Richtlinien zu entsprechen.
Gefahr eines unbemerkten Austrittes von farb- und geruchlosem Schutzgas, bei
Verwendung eines Adapters für den Schutzgas-Anschluss. Das geräteseitige Gewinde des Adapters, für den Schutzgas-Anschluss, vor der Montage mittels geeignetem Teflon-Band abdichten.
14
Page 15

Anforderung an
das Schutzgas
Insbesondere bei Ringleitungen kann verunreinigtes Schutzgas zu Schäden an
der Ausrüstung und zu einer Minderung der Schweißqualität führen.
Folgende Vorgaben hinsichtlich der Schutzgas-Qualität erfüllen:
Feststoff-Partikelgröße < 40 µm
-
Druck-Taupunkt < -20 °C
-
max. Ölgehalt < 25 mg/m³
-
Bei Bedarf Filter verwenden!
DE
Gefahr durch
Schutzgas-Flaschen
Schutzgas-Flaschen enthalten unter Druck stehendes Gas und können bei
Beschädigung explodieren. Da Schutzgas-Flaschen Bestandteil der
Schweißausrüstung sind, müssen sie sehr vorsichtig behandelt werden.
Schutzgas-Flaschen mit verdichtetem Gas vor zu großer Hitze, mechanischen
Schlägen, Schlacke, offenen Flammen, Funken und Lichtbögen schützen.
Die Schutzgas-Flaschen senkrecht montieren und gemäß Anleitung befestigen,
damit sie nicht umfallen können.
Schutzgas-Flaschen von Schweiß- oder anderen elektrischen Stromkreisen fernhalten.
Niemals einen Schweißbrenner auf eine Schutzgas-Flasche hängen.
Niemals eine Schutzgas-Flasche mit einer Elektrode berühren.
Explosionsgefahr - niemals an einer druckbeaufschlagten Schutzgas-Flasche
schweißen.
Stets nur für die jeweilige Anwendung geeignete Schutzgas-Flaschen und dazu
passendes, geeignetes Zubehör (Regler, Schläuche und Fittings, ...) verwenden.
Schutzgas-Flaschen und Zubehör nur in gutem Zustand verwenden.
Wird ein Ventil einer Schutzgas-Flasche geöffnet, das Gesicht vom Auslass wegdrehen.
Gefahr durch
austretendes
Schutzgas
Wird nicht geschweißt, das Ventil der Schutzgas-Flasche schließen.
Bei nicht angeschlossener Schutzgas-Flasche, Kappe am Ventil der SchutzgasFlasche belassen.
Herstellerangaben sowie entsprechende nationale und internationale Bestimmungen für Schutzgas-Flaschen und Zubehörteile befolgen.
Erstickungsgefahr durch unkontrolliert austretendes Schutzgas
Schutzgas ist farb- und geruchlos und kann bei Austritt den Sauerstoff in der
Umgebungsluft verdrängen.
Für ausreichend Frischluft-Zufuhr sorgen - Durchlüftungsrate von mindes-
-
tens 20 m³ / Stunde
Sicherheits- und Wartungshinweise der Schutzgas-Flasche oder der Haupt-
-
gasversorgung beachten
Wird nicht geschweißt, das Ventil der Schutzgas-Flasche oder Hauptgasver-
-
sorgung schließen.
Schutzgas-Flasche oder Hauptgasversorgung vor jeder Inbetriebnahme auf
-
unkontrollierten Gasaustritt überprüfen.
15
Page 16

Sicherheitsmaßnahmen am
Aufstellort und
beim Transport
Ein umstürzendes Gerät kann Lebensgefahr bedeuten! Das Gerät auf ebenem,
festem Untergrund standsicher aufstellen
Ein Neigungswinkel von maximal 10° ist zulässig.
-
In feuer- und explosionsgefährdeten Räumen gelten besondere Vorschriften
entsprechende nationale und internationale Bestimmungen beachten.
-
Durch innerbetriebliche Anweisungen und Kontrollen sicherstellen, dass die Umgebung des Arbeitsplatzes stets sauber und übersichtlich ist.
Das Gerät nur gemäß der am Leistungsschild angegebenen Schutzart aufstellen
und betreiben.
Beim Aufstellen des Gerätes einen Rundumabstand von 0,5 m (1 ft. 7.69 in.) sicherstellen, damit die Kühlluft ungehindert ein- und austreten kann.
Beim Transport des Gerätes dafür Sorge tragen, dass die gültigen nationalen und
regionalen Richtlinien und Unfallverhütungs-Vorschriften eingehalten werden.
Dies gilt speziell für Richtlinien hinsichtlich Gefährdung bei Transport und
Beförderung.
Keine aktiven Geräte heben oder transportieren. Geräte vor dem Transport oder
dem Heben ausschalten!
Vor jedem Transport des Gerätes, das Kühlmittel vollständig ablassen, sowie folgende Komponenten demontieren:
Drahtvorschub
-
Drahtspule
-
Schutzgas-Flasche
-
Sicherheitsmaßnahmen im
Normalbetrieb
Vor der Inbetriebnahme, nach dem Transport, unbedingt eine Sichtprüfung des
Gerätes auf Beschädigungen vornehmen. Allfällige Beschädigungen vor Inbetriebnahme von geschultem Servicepersonal instandsetzen lassen.
Das Gerät nur betreiben, wenn alle Sicherheitseinrichtungen voll funktionstüchtig sind. Sind die Sicherheitseinrichtungen nicht voll funktionstüchtig, besteht
Gefahr für
Leib und Leben des Bedieners oder Dritte,
-
das Gerät und andere Sachwerte des Betreibers
-
die effiziente Arbeit mit dem Gerät.
-
Nicht voll funktionstüchtige Sicherheitseinrichtungen vor dem Einschalten des
Gerätes instandsetzen.
Sicherheitseinrichtungen niemals umgehen oder außer Betrieb setzen.
Vor Einschalten des Gerätes sicherstellen, dass niemand gefährdet werden kann.
Das Gerät mindestens einmal pro Woche auf äußerlich erkennbare Schäden und
Funktionstüchtigkeit der Sicherheitseinrichtungen überprüfen.
Schutzgas-Flasche immer gut befestigen und bei Krantransport vorher abnehmen.
16
Nur das Original-Kühlmittel des Herstellers ist auf Grund seiner Eigenschaften
(elektrische Leitfähigkeit, Frostschutz, Werkstoff-Verträglichkeit, Brennbarkeit, ...) für den Einsatz in unseren Geräten geeignet.
Nur geeignetes Original-Kühlmittel des Herstellers verwenden.
Original-Kühlmittel des Herstellers nicht mit anderen Kühlmitteln mischen.
Page 17

Nur Systemkomponenten des Herstellers an den Kühlkreislauf anschließen.
Inbetriebnahme,
Wartung und Instandsetzung
Kommt es bei Verwendung anderer Systemkomponenten oder anderer Kühlmittel zu Schäden, haftet der Hersteller hierfür nicht und sämtliche Gewährleistungsansprüche erlöschen.
Cooling Liquid FCL 10/20 ist nicht entzündlich. Das ethanolbasierende Kühlmittel ist unter bestimmten Voraussetzungen entzündlich. Das Kühlmittel nur in geschlossenen Original-Gebinden transportieren und von Zündquellen fernhalten
Ausgedientes Kühlmittel den nationalen und internationalen Vorschriften entsprechend fachgerecht entsorgen. Das Kühlmittel Sicherheits-Datenblatt erhalten Sie bei Ihrer Service-Stelle oder über die Homepage des Herstellers.
Bei abgekühlter Anlage vor jedem Schweißbeginn den Kühlmittel-Stand prüfen.
Bei fremdbezogenen Teilen ist nicht gewährleistet, dass sie beanspruchungs- und
sicherheitsgerecht konstruiert und gefertigt sind.
Nur Original-Ersatz- und Verschleißteile verwenden (gilt auch für Normteile).
-
Ohne Genehmigung des Herstellers keine Veränderungen, Ein- oder Umbau-
-
ten am Gerät vornehmen.
Bauteile in nicht einwandfreiem Zustand sofort austauschen.
-
Bei Bestellung genaue Benennung und Sachnummer laut Ersatzteilliste, so-
-
wie Seriennummer Ihres Gerätes angeben.
Die Gehäuseschrauben stellen die Schutzleiter-Verbindung für die Erdung der
Gehäuseteile dar.
Immer Original-Gehäuseschrauben in der entsprechenden Anzahl mit dem angegebenen Drehmoment verwenden.
DE
Sicherheitstechnische
Überprüfung
Entsorgung Elektro- und Elektronik-Altgeräte müssen gemäß EU-Richtlinie und nationalem
Der Hersteller empfiehlt, mindestens alle 12 Monate eine sicherheitstechnische
Überprüfung am Gerät durchführen zu lassen.
Innerhalb desselben Intervalles von 12 Monaten empfiehlt der Hersteller eine
Kalibrierung von Stromquellen.
Eine sicherheitstechnische Überprüfung durch eine geprüfte Elektro-Fachkraft
wird empfohlen
nach Veränderung
-
nach Ein- oder Umbauten
-
nach Reparatur, Pflege und Wartung
-
mindestens alle zwölf Monate.
-
Für die sicherheitstechnische Überprüfung die entsprechenden nationalen und
internationalen Normen und Richtlinien befolgen.
Nähere Informationen für die sicherheitstechnische Überprüfung und Kalibrierung erhalten Sie bei Ihrer Service-Stelle. Diese stellt Ihnen auf Wunsch die erforderlichen Unterlagen zur Verfügung.
Recht getrennt gesammelt und einer umweltgerechten Wiederverwertung zugeführt werden. Gebrauchte Geräte sind beim Händler oder über ein lokales, autorisiertes Sammel- und Entsorgungssystem zurückzugeben. Eine fachgerechte
Entsorgung des Altgeräts fördert eine nachhaltige Wiederverwertung von stoffli-
chen Ressourcen. Ein Ignorieren kann zu potenziellen Auswirkungen auf die Gesundheit/Umwelt führen.
17
Page 18

Verpackungsmaterialien
Getrennte Sammlung. Prüfen Sie die Vorschriften Ihrer Gemeinde. Verringern
Sie das Volumen des Kartons.
Sicherheitskennzeichnung
Datensicherheit Für die Datensicherung von Änderungen gegenüber den Werkseinstellungen ist
Urheberrecht Das Urheberrecht an dieser Bedienungsanleitung verbleibt beim Hersteller.
Geräte mit CE-Kennzeichnung erfüllen die grundlegenden Anforderungen der
Niederspannungs- und Elektromagnetischen Verträglichkeits-Richtlinie (beispielsweise relevante Produktnormen der Normenreihe EN 60 974).
Fronius International GmbH erklärt, dass das Gerät der Richtlinie 2014/53/EU
entspricht. Der vollständige Text der EU-Konformitätserklärung ist unter der folgenden Internet-Adresse verfügbar: http://www.fronius.com
Mit dem CSA-Prüfzeichen gekennzeichnete Geräte erfüllen die Anforderungen
der relevanten Normen für Kanada und USA.
der Anwender verantwortlich. Im Falle gelöschter persönlicher Einstellungen
haftet der Hersteller nicht.
Text und Abbildungen entsprechen dem technischen Stand bei Drucklegung.
Änderungen vorbehalten. Der Inhalt der Bedienungsanleitung begründet keinerlei Ansprüche seitens des Käufers. Für Verbesserungsvorschläge und Hinweise
auf Fehler in der Bedienungsanleitung sind wir dankbar.
18
Page 19

Beschreibung
A B
der Warnhinweise am Gerät
Bei bestimmten Geräte-Ausführungen sind Warnhinweise am Gerät angebracht.
Die Anordnung der Symbole kann variieren.
! Warnung! Aufpassen!
Die Symbole stellen mögliche Gefahren dar.
A Antriebsrollen können Finger verletzen.
B Schweißdraht und Antriebsteile stehen während des Betriebs unter
Schweißspannung.
Hände und Metallgegenstände fernhalten!
DE
1. Ein elektrischer Schlag kann tödlich sein.
1.1 Trockene, isolierende Handschuhe tragen. Drahtelektrode nicht mit
bloßen Händen berühren. Keine nassen oder beschädigten Handschuhe
tragen.
1.2 Als Schutz vor einem elektrischen Schlag eine gegenüber Boden und Ar-
beitsbereich isolierende Unterlage verwenden.
1.3 Vor Arbeiten am Gerät das Gerät abschalten und Netzstecker ziehen oder
Stromversorgung trennen.
2. Das Einatmen von Schweißrauch kann gesundheitsschädlich sein.
2.1 Kopf von entstehendem Schweißrauch fernhalten.
19
Page 20

2.2 Zwangsbelüftung oder eine lokale Absaugung verwenden, um den
xx,xxxx,xxxx *
Schweißrauch zu entfernen.
2.3 Schweißrauch mit einem Ventilator entfernen.
3 Schweißfunken können eine Explosion oder einen Brand verursachen.
3.1 Brennbare Materialien vom Schweißprozess fernhalten. Nicht in der Nähe
von brennbaren Materialien schweißen.
3.2 Schweißfunken können einen Brand verursachen. Feuerlöscher bereit hal-
ten. Gegebenenfalls eine Aufsichtsperson bereit halten, die den Feuerlöscher bedienen kann.
3.3 Nicht an Fässern oder geschlossenen Behältern schweißen.
4. Lichtbogen-Strahlen können die Augen verbrennen und die Haut verlet-
zen.
4.1 Kopfbedeckung und Schutzbrille tragen. Gehörschutz und Hemdkragen
mit Knopf verwenden. Schweißhelm mit korrekter Tönung verwenden. Am
ganzen Körper geeignete Schutzkleidung tragen.
5. Vor dem Arbeiten an der Maschine oder dem Schweißen:
am Gerät einschulen lassen und Instruktionen lesen!
6. Den Aufkleber mit den Warnhinweisen nicht entfernen oder übermalen.
* Hersteller-Bestellnummer des Aufklebers
20
Page 21

Systemkonfigurationen
21
Page 22

22
Page 23

Systemkonfigurationen - konventioneller Roboter
(1) *
(2)
(3)
(4)
(5)
(6)
(7) **
(8)
(8
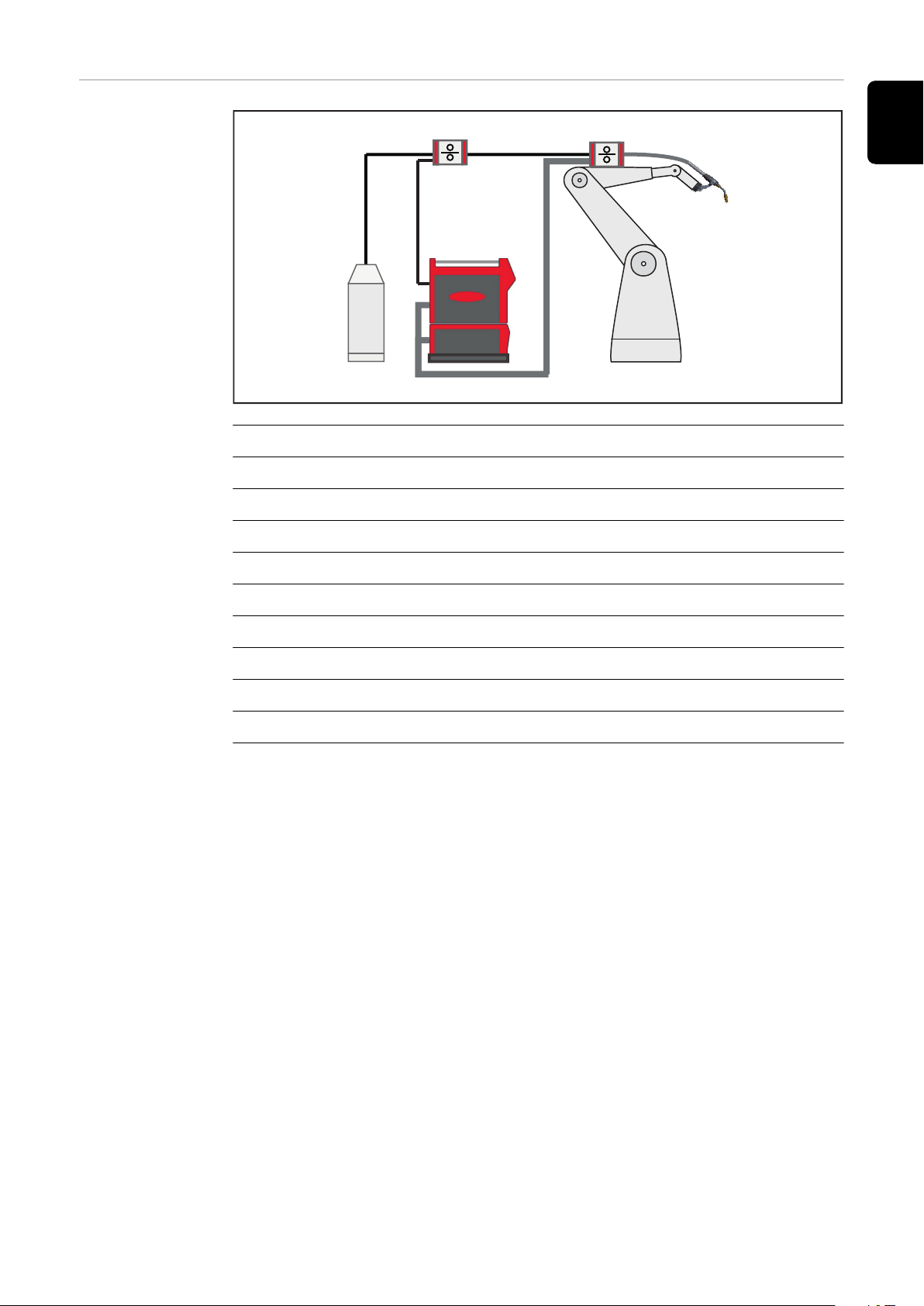
Push mit Drahtfass
(1) Draht-Förderschlauch mit Draht-Führungsseele
(2) TPSi Stromquelle
DE
(3) CU Kühlgerät
(4) Standkonsole
(5) HP Verbindungs-Schlauchpaket
(6) Drahtvorschub WF 15i R / WF 25i R / WF 30i R
(7) MHP /i R Schweißbrenner-Schlauchpaket
(8) MTB /i R Roboter-Schweißbrenner
Maximale Draht-Förderlänge:
max. 8 m zwischen Drahtfass und Drahtvorschub
(max. 10 m mit PowerLiner)
Mögliche Drahtdurchmesser:
0,8 - 2,0 mm
Schweißverfahren:
Standard, Puls, LSC, PMC
* Größte Draht-Führungsseele verwenden (inkl. Basic-Kit)
** Die dem Drahtdurchmesser entsprechende Draht-Führungsseele verwen-
den (inkl. Basic-Kit)
23
Page 24

Push mit Draht-
(6)
(8)
(5) *
(7) **
(1)
(2)
(3)
(4)
spule
(1) TPSi Stromquelle
(2) CU Kühlgerät
(3) Standkonsole
(4) HP Verbindungs-Schlauchpaket
(5) Draht-Förderschlauch mit Draht-Führungsseele
(6) Drahtvorschub WF 15i R / WF 25i R / WF 30i R
(7) MHP /i R Schweißbrenner-Schlauchpaket
(8) MTB /i R Roboter-Schweißbrenner
Maximale Draht-Förderlänge:
max. 2 m zwischen Drahtvorschub und Drahtspule
Mögliche Drahtdurchmesser:
0,8 - 2,0 mm
Schweißverfahren:
Standard, Puls, LSC, PMC
* Größte Draht-Führungsseele verwenden (inkl. Basic-Kit)
** Die dem Drahtdurchmesser entsprechende Draht-Führungsseele verwen-
den (inkl. Basic-Kit)
24
Page 25
Push mit 4 Rol-
(1) * (2)
(3)
(7)
(8)
(1) *
(10)
(9) **
(1
(4)
(5)
(6)
len AbspulDrahtvorschub
und Drahtfass
DE
(1) Draht-Förderschlauch mit Draht-Führungsseele
(2) SpeedNet-Kabel COM
(3) Abspul-Drahtvorschub WV 25i Reel 4R
(4) TPSi Stromquelle
(5) CU Kühlgerät
(6) Standkonsole
(7) HP Verbindungs-Schlauchpaket
(8) Drahtvorschub WF 15i R / WF 25i R / WF 30i R
(9) MHP /i R Schweißbrenner-Schlauchpaket
(10) MTB /i R Roboter-Schweißbrenner
Maximale Draht-Förderlänge:
max. 20 m zwischen Drahtvorschub und Abspul-Drahtvorschub
-
(max. 30 m mit PowerLiner)
max. 8 m zwischen Drahtfass und Abspul-Drahtvorschub
-
(max. 10 m mit PowerLiner)
Mögliche Drahtdurchmesser:
0,8 - 2,0 mm
Schweißverfahren:
Standard, Puls, LSC, PMC
* Größte Draht-Führungsseele verwenden (inkl. Basic-Kit)
** Die dem Drahtdurchmesser entsprechende Draht-Führungsseele verwen-
den (inkl. Basic-Kit)
25
Page 26

Systemkonfigurationen - PAP
(1) *
(5)
(6)
(7) **
(8)
(8
(2)
(3)
(4)
Push mit Drahtfass
(1) Draht-Förderschlauch mit Draht-Führungsseele
(2) TPSi Stromquelle
(3) CU Kühlgerät
(4) Standkonsole
(5) HP Verbindungs-Schlauchpaket
(6) Drahtvorschub WF 15i R / WF 25i R / WF 30i R
(7) MHP /i R Schweißbrenner-Schlauchpaket
(8) MTB /i R Roboter-Schweißbrenner
Maximale Draht-Förderlänge:
max. 8 m zwischen Drahtfass und Drahtvorschub
(max. 10 m mit PowerLiner)
Mögliche Drahtdurchmesser:
0,8 - 2,0 mm
Schweißverfahren:
Standard, Puls, LSC, PMC
* Größte Draht-Führungsseele verwenden (inkl. Basic-Kit)
** Die dem Drahtdurchmesser entsprechende Draht-Führungsseele verwen-
den (inkl. Basic-Kit)
26
Page 27

Push mit Draht-
(4)
(6)
(8)
(5) *
(7) **
(8
(1)
(2)
(3)
spule
DE
(1) TPSi Stromquelle
(2) CU Kühlgerät
(3) Standkonsole
(4) HP Verbindungs-Schlauchpaket
(5) Draht-Förderschlauch mit Draht-Führungsseele
(6) Drahtvorschub WF 15i R / WF 25i R / WF 30i R
(7) MHP /i R Schweißbrenner-Schlauchpaket
(8) MTB /i R Roboter-Schweißbrenner
Maximale Draht-Förderlänge:
max. 2 m zwischen Drahtvorschub und Drahtspule
Mögliche Drahtdurchmesser:
0,8 - 2,0 mm
Schweißverfahren:
Standard, Puls, LSC, PMC
* Größte Draht-Führungsseele verwenden (inkl. Basic-Kit)
** Die dem Drahtdurchmesser entsprechende Draht-Führungsseele verwen-
den (inkl. Basic-Kit)
27
Page 28

Push mit 4 Rol-
(1) * (2)
(3)
(7)
(8)
(1) *
(9) **
(4)
(5)
(6)
(10)
len AbspulDrahtvorschub
und Drahtfass
(1) Draht-Förderschlauch mit Draht-Führungsseele
(2) SpeedNet-Kabel COM
(3) Abspul-Drahtvorschub WV 25i Reel 4R
(4) TPSi Stromquelle
(5) CU Kühlgerät
(6) Standkonsole
(7) HP Verbindungs-Schlauchpaket
(8) Drahtvorschub WF 15i R / WF 25i R / WF 30i R
(9) MHP /i R Schweißbrenner-Schlauchpaket
(10) MTB /i R Roboter-Schweißbrenner
Maximale Draht-Förderlänge:
max. 20 m zwischen Drahtvorschub und Abspul-Drahtvorschub
-
(max. 30 m mit PowerLiner)
max. 8 m zwischen Drahtfass und Abspul-Drahtvorschub
-
(max. 10 m mit PowerLiner)
Mögliche Drahtdurchmesser:
0,8 - 2,0 mm
Schweißverfahren:
Standard, Puls, LSC, PMC
* Größte Draht-Führungsseele verwenden (inkl. Basic-Kit)
** Die dem Drahtdurchmesser entsprechende Draht-Führungsseele verwen-
den (inkl. Basic-Kit)
28
Page 29

Systemkomponenten
29
Page 30

30
Page 31

Drahtvorschub WF
Gerätekonzept Die Roboter-Drahtvorschübe der WF 15i/25i/30i R und R PAP Geräteserie sind
speziell für den Aufbau am Roboter konzipiert.
Die Drahtvorschübe sind in verschiedenen Ausführungen verfügbar:
WF 15i/25i/30i R:
Für Anwendungen, bei welchen das Schlauchpaket extern am Roboter montiert
wird.
WF 15i/25i/30i R PAP:
für Anwendungen, bei welchen das Schlauchpaket im Roboter-Arm montiert
wird.
WF 25i R / L und 30i R / L:
für Anwendungen, bei welchen das Schweißbrenner-Schlauchpaket von links
kommend am Drahtvorschub angeschlossen wird.
DE
Bestimmungsgemäße Verwendung
Sicherheit
Das Gerät ist ausschließlich für die Drahtförderung beim automatisiertem MIG/
MAG-Schweißen in Verbindung mit Fronius Systemkomponenten bestimmt. Eine
andere oder darüber hinausgehende Benutzung gilt als nicht bestimmungsgemäß. Für hieraus entstandene Schäden haftet der Hersteller nicht.
Zur bestimmungsgemäßen Verwendung gehört auch:
das vollständige Lesen dieser Bedienungsanleitung
-
das Befolgen aller Anweisungen und Sicherheitsvorschriften dieser Bedie-
-
nungsanleitung
die Einhaltung der Inspektions- und Wartungsarbeiten
-
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwere Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen
▶
nur von technisch geschultem Fachpersonal ausgeführt werden.
Dieses Dokument vollständig lesen und verstehen.
▶
Sämtliche Sicherheitsvorschriften und Benutzerdokumentationen dieses
▶
Gerätes und aller Systemkomponenten lesen und verstehen.
31
Page 32

Warnhinweise
am Gerät
Das Gerät ist mit Sicherheitssymbolen und einem Leistungsschild ausgestattet.
Die Sicherheitssymbole und das Leistungsschild dürfen weder entfernt noch
übermalt werden. Die Sicherheitssymbole warnen vor Fehlbedienung, woraus
schwerwiegende Personen- und Sachschäden resultieren können.
Beschriebene Funktionen erst anwenden, wenn folgende Dokumente vollständig
gelesen und verstanden wurden:
diese Bedienungsanleitung
-
sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere
-
Sicherheitsvorschriften
Schweißen ist gefährlich. Für das ordnungsgemäße Arbeiten mit dem Gerät
müssen folgende Grundvoraussetzungen erfüllt sein:
Ausreichende Qualifikation für das automatisierte Schweißen
-
Geeignete Schutzausrüstung
-
Fernhalten unbeteiligter Personen von dem Drahtvorschub und dem
-
Schweißprozess
Ausgediente Geräte nicht in den Hausmüll geben, sondern entsprechend den Sicherheitsvorschriften entsorgen.
32
Page 33

Hände, Haare, Kleidungsstücke und Werkzeuge von beweglichen Teilen fernhalten, wie zum Beispiel:
Zahnräder
-
Vorschubrollen
-
Drahtspulen und Drahtelektroden
-
Nicht in rotierende Zahnräder des Drahtantriebes oder in rotierende Antriebsteile greifen.
Abdeckungen und Seitenteile dürfen nur für die Dauer von Wartungs- und Reparaturarbeiten geöffnet / entfernt werden.
Während des Betriebes
Sicherstellen, dass alle Abdeckungen geschlossen und sämtliche Seitenteile
-
ordnungsgemäß montiert sind.
Alle Abdeckungen und Seitenteile geschlossen halten.
-
DE
33
Page 34

WF 25i REEL R /4R, WF 30i REEL R /2R
Sicherheit
Fehlbedienung und fehlerhaft durchgeführte Arbeiten können schwerwiegende
Sach- und Personenschäden verursachen.
▶
Verletzungsgefahr durch rotierende Antriebsteile bei geöffneten Abdeckungen.
▶
Gerätekonzept Der Abspul-Drahtvorschub ist eine zusätzliche Antriebseinheit, um bei großen
Drahtförder-Distanzen zwischen dem Schweißdraht-Fass und dem RoboterDrahtvorschub eine konstante und exakte Drahtförderung zu gewährleisten.
Im Betrieb wird der Abspul-Drahtvorschub mit der Stromquelle synchronisiert.
Stromversorgung und Steuerung erfolgen über die Stromquelle im Schweißsystem.
WARNUNG!
Vor Inbetriebnahme des Abspul-Drahtvorschubes müssen folgende Dokumente vollständig gelesen und verstanden worden sein:
diese Bedienungsanleitung,
die Bedienungsanleitung der verwendeten Stromquelle,
die Bedienungsanleitung aller übrigen Systemkomponenten,
die Sicherheitsvorschriften und die Sicherheitshinweise in den genannten
Dokumenten.
VORSICHT!
Bei Wartungs- oder Rüstarbeiten sicherstellen, dass die Antriebsteile des
Abspul-Drahtvorschubes über die Stromquelle, über einen Drahtvorschub
oder über sonstige Systemerweiterungen nicht gestartet werden können.
Der Abspul-Drahtvorschub ist in 2 Ausführungen verfügbar:
WF 25i REEL R /4R
-
Integrierte Ausführung mit 4-Rollenantrieb
WF 30i REEL R /2R
-
Integrierte Ausführung mit 2-Rollenantrieb - nicht zulässig in Verbindung mit
einer Korbspule
Einsatzgebiet Sämtliche MIG/MAG-Anwendungen bei Innenanlagen im automatisierten Be-
trieb.
Bestimmungsgemäße Verwendung
Das Gerät ist ausschließlich für die Drahtförderung beim automatisiertem MIG/
MAG-Schweißen in Verbindung mit Fronius Systemkomponenten bestimmt. Eine
andere oder darüber hinausgehende Benutzung gilt als nicht bestimmungsgemäß. Für hieraus entstandene Schäden haftet der Hersteller nicht.
Zur bestimmungsgemäßen Verwendung gehört auch:
das vollständige Lesen dieser Bedienungsanleitung
-
das Befolgen aller Anweisungen und Sicherheitsvorschriften dieser Bedie-
-
nungsanleitung
die Einhaltung der Inspektions- und Wartungsarbeiten
-
34
Page 35
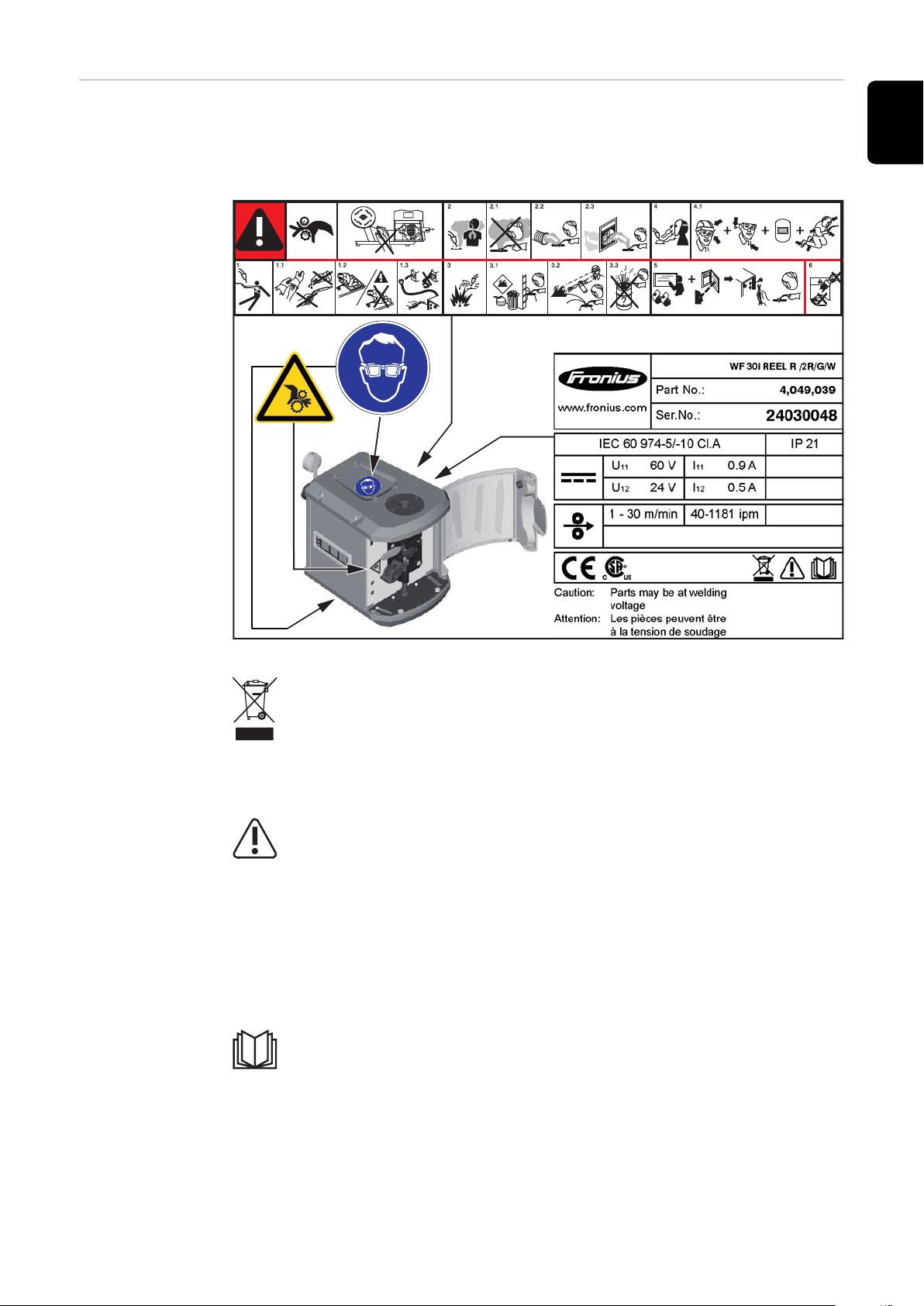
Warnhinweise
40,0006,3035
am Gerät
Das Gerät ist mit Sicherheitssymbolen und einem Leistungsschild ausgestattet.
Die Sicherheitssymbole und das Leistungsschild dürfen weder entfernt noch
übermalt werden. Die Sicherheitsymbole warnen vor Fehlbedienung, woraus
schwerwiegende Personen- und Sachschäden resultieren können.
DE
Bsp.: WF 30i REEL R /2R/G/W
Ausgediente Geräte nicht in den Hausmüll geben, sondern entsprechend den Sicherheitsvorschriften entsorgen.
Schweißen ist gefährlich. Für das ordnungsgemäße Arbeiten mit dem Gerät
müssen folgende Grundvoraussetzungen erfüllt sein:
Ausreichende Qualifikation für das automatisierte Schweißen
-
Geeignete Schutzausrüstung
-
Fernhalten unbeteiligter Personen von dem Drahtvorschub und dem
-
Schweißprozess
Beschriebene Funktionen erst anwenden, wenn folgende Dokumente vollständig
gelesen und verstanden wurden:
diese Bedienungsanleitung
-
sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere
-
Sicherheitsvorschriften
35
Page 36

Hände, Haare, Kleidungsstücke und Werkzeuge von beweglichen Teilen fernhalten, wie zum Beispiel:
Zahnräder
-
Vorschubrollen
-
Drahtspulen und Schweißdrähten
-
Nicht in rotierende Zahnräder des Drahtantriebes oder in rotierende Antriebsteile greifen.
Abdeckungen und Seitenteile dürfen nur für die Dauer von Wartungs- und Reparaturarbeiten geöffnet / entfernt werden.
Augenschutz benutzen
36
Page 37

Verbindungs-Schlauchpaket
Allgemeines
Das Verbindungs-Schlauchpaket verbindet die Stromquelle mit dem Drahtvorschub. Beim TPS/i Schweißsystem gibt es das Verbindungs-Schlauchpaket in
zwei verschiedenen Ausführungen - einer geteilten und einer durchgängigen Variante.
3 / 5 / 10 / 15 m (extension - geteilte Variante)
-
CON Schlauchpakete 4 / 5,5 / 8 / 10 / 15 / 16 m (durchgehende Variante)
-
DE
37
Page 38

Schweißbrenner-Schlauchpaket
Allgemeines Das Schlauchpaket Robacta MHP ist für gasgekühlte / wassergekühlte Roboter-
Anwendungen konzipiert. Es verbindet die TPS /i Roboter-Drahtvorschübe mit
den Roboter-Schweißbrennern der Serie Robacta MTB.
Lieferumfang
Tasten am
Schlauchpaket
Robacta MHP
Schlauchpaket Robacta MHP PAP
(1) Schlauchpaket Robacta MHP
nicht im Lieferumfang enthalten:
Draht-Führungsseelen
-
Einlaufdüsen
-
Schlauchpaket Robacta MHP konventionell
Am Schlauchpaket Robacta MHP gibt
es die Tasten „Drahteinfädeln“ und
„Drahtrücklauf“
38
Tasten am Schlauchpaket Robacta MHP
Page 39

CrashBox /i
Allgemeines
DE
Am Roboterarm montierte CrashBox /i PAP Am Roboterarm montierte CrashBox /i mit Hal-
Die CrashBox /i ist eine Schutzeinrichtung für den Brennerkörper, die Antriebseinheit, die Drahtbremse und die Brennerkörper-Kupplung. Im Falle einer Kollision gibt die CrashBox ein Signal an die Roboter-Steuerung aus, worauf die Roboter-Steuerung den Roboter sofort stoppt. Auf Grund der Schweißbrenner-Aufnahme der CrashBox wird der Schweißbrenner und die montierte Peripherie im
Falle einer Kollision vor Schäden geschützt.
Das Halteschellen-System dient zur Aufnahme von gas- und wassergekühlten
Roboter-Schweißbrennern. Bei Rohrbogen-Krümmungen von 22°, 36° und 45°
positioniert das Halteschellen-System den Schweißbrenner so, dass der TCP je
nach Index-Disk in der 6. Achse oder 45° zur 6. Achse steht.
HINWEIS!
Die Haltekraft der CrashBox immer an das Systemgewicht anpassen!
Die CrashBox-Größe gemäß folgender Kriterien auswählen:
L:
▶
für Push-Systeme mit einer Brennerkörper-Länge bis 249 mm.
XL:
▶
für Push-Systeme mit einer Brennerkörper-Länge bis 249 mm und mit
Verlängerung;
für Push-Systeme mit einer Brennerkörper-Länge von 250 - 391 mm;
für Push/Pull-Systeme mit einer Brennerkörper-Länge bis 249 mm.
XXL:
▶
für Push/Pull-Systeme mit einer Brennerkörper-Länge von 250 - 391 mm;
für Push/Pull-Systeme mit einer Brennerkörper-Länge bis 249 mm und mit
Verlängerung.
Befindet sich eine TX/i Brennerkörper-Wechselstation oder WireBrake im
▶
Schweißsystem, die nächst größere CrashBox auswählen.
Bei Schweißbrenner-Reinigung mittels TC 2000 ebenfalls die nächst größere
▶
CrashBox auswählen.
teschellen-System
Für die Montage der CrashBox /i ist ein roboterspezifischer, isolierender Roboterflansch notwendig.
39
Page 40

Hinweis zum korrekten Betrieb
von CrashBoxen
HINWEIS!
Um Beschädigungen am Schweißbrenner oder am Schweißbrenner-Schlauchpaket zu vermeiden oder um Fehlauslösungen der CrashBox zu verhindern, folgende Punkte berücksichtigen:
Bei Roboterbewegungen starke Beschleunigungen und Maximalgeschwindig-
▶
keiten vermeiden.
Die freie Beweglichkeit des Schweißbrenner-Schlauchpakets bei allen Robo-
▶
terbewegungen sicher stellen;
das Schweißbrenner-Schlauchpaket darf in keiner Position spannen und somit eine Zugbelastung auf die CrashBox ausüben.
Das Schweißbrenner-Schlauchpaket darf in Bewegung nicht herumpeitschen
▶
oder hängenbleiben.
Falls möglich, bereits in der Konzeptphase alle Bewegungssituationen mit
▶
Fronius Systemkomponenten in einer Simulation abklären.
Zusätzlich für
die Montage erforderlich
Gerätekonzept Die CrashBox /i ist speziell für die Montage am Roboterarm konzipiert und für
die Aufnahme von gas- und wassergekühlten Roboter-Schlauchpaketen und Roboter-Antriebseinheiten ausgelegt. Das Schweißbrenner-Schlauchpaket verläuft
bei PAP-Systemen durch die CrashBox und in Folge durch den Roboterarm. Bei
konventionellen Robotersystemen verläuft das Schweißbrenner-Schlauchpaket
entlang des Roboterarms und ist an der Halteschelle befestigt.Die magnetische
Kupplung ermöglicht bei einem Crash ein kraftarmes Auslenken mit großem Auslenkweg.
Abhängig vom jeweiligen Roboter:
1 Stk. Roboterflansch mit Schrau-
-
ben
Roboterflansch gemäß Preisliste
Drehmomente beachten:
Max. Anzugsmoment für Schrauben
mit Festigkeitsklasse 8.8
M4 3,3 Nm / 2,43 lb-ft
M5 5,0 Nm / 3,69 lb-ft
M6 6,0 Nm / 4,43 lb-ft
M8 27,3 Nm / 20,14 lb-ft
M10 54 Nm / 39,83 lb-ft
M12 93 Nm / 68,60 lb-ft
Einsatzgebiete Das Halteschellen-System kann für folgende Push-Roboter-Schlauchpakete ver-
wendet werden:
TPS /i Schlauchpakete MHP i G / MHP i W
-
TransSteel Schlauchpakete MTG / MTW
-
40
Page 41

Hinweis zur Re-
(1)
(2)
(2)(3) (3)
(4) (5) (6)
(1) (2) (3) (4) (5)(6)(2)(3)
paratur von
CrashBoxen
Lieferumfang
HINWEIS!
CrashBoxen nur komplett zur Reparatur schicken!
Unvollständige CrashBoxen (z.B. ohne Magnetring) können im Zuge einer Reparatur nicht überprüft werden.
DE
Lieferumfang
und Optionen
HalteschellenSystem
Lieferumfang CrashBox /i PAP
Lieferumfang CrashBox /i Standard
(1) CrashBox /i Aufnahme
(2) Ein-Ohr-Klemme *
(3) Verriegelungsring, 2-teilig *
(4) Faltenbalg
(5) Zylinderschrauben M4 x 16 mm
(6) Magnetring
* Bei Auslieferung montiert am Faltenbalg (4)
CrashBox /i Aufnahme (1) und Magnetring (4) vor der Montage am Roboter nicht
zusammenbauen. Die Bauteile lassen sich durch den starken Magnetismus nur
mehr schwer lösen.
(1) Sechskant-Mutter M8
(2) Scheibe M8
(3) Halteschelle
(4) Index-Disk
(5) Innensechskant-Schraube M8 x
40 mm
Optional (Material für Verlängerung):
(6) Schraube M8 x 40 mm
(7) Scheibe M8
(8) Verlängerung
(9) Index-Disk
(10) Sechskant-Mutter M8
41
Page 42

Roboter-Schweißbrenner
Standard OVT TXi TXM OPT CAM*
Sicherheit
Allgemeines
VORSICHT!
Verbrennungsgefahr durch heißen Brennerkörper, heiße Brennerkörper-Kupplung sowie andere heiße Schweißbrenner-Komponenten.
Vor Beginn von Arbeiten, am Brennerkörper, der Brennerkörper-Kupplung sowie
an allen anderen Schweißbrenner-Komponenten, den Brennerkörper, die Brennerkörper-Kupplung und alle anderen Schweißbrenner-Komponenten:
auf Zimmertemperatur (+25 °C, +77 °F) abkühlen lassen
▶
elektrisch isolierende und vor Hitze schützende Handschuhe tragen
▶
geeignetes Werkzeug verwenden
▶
* Option (kein eigener Brennerkörper)
Der Roboter-Schweißbrenner überträgt die Lichtbogen-Leistung auf das
Werkstück. Die TPS /i Schweißbrenner gibt es wasser- oder gasgekühlt und sie
sind für die Verwendung mit der CrashBox /i konzipiert.
Der Brennerkörper hat eine integrierte Leitung für das Gasdüsen-Positionssuchen.
Standard:
mit Verschleißteilen, ohne Kontaktrohr
OVT:
ohne Verschleißteile
TXi:
Brennerkörper-Wechsel automatisch
TXM:
Brennerkörper-Wechsel manuell
OPT CAM:
vorbereitet für die Option Kameraaufnahme
42
Page 43

OPT/i Kameraaufnahme
Allgemeines
Anwendungsbeispiel einer montierten OPT/i Kameraaufnahme (44,0350,0080)
Mit Hilfe der OPT/i Kameraaufnahme können Nahtsuchsysteme, Kameras, und
ähnliches beim Roboter-Schweißbrenner montiert werden.
Die Kameraaufnahme wird anstelle der Überwurfmutter des Brennerkörpers
montiert, der TCP bleibt gleich.
DE
Nahtsuchsystem oder Kamera sind durch die CrashBox geschützt.
Die Position des montierten Nahtsuchsystems oder der Kamera ist reproduzierbar, da diese mit Pass-Stift positioniert werden.
Nahtsuchsystem oder Kamera können an 6 verschiedenen Stellen montiert werden.
Im Lieferumfang der OPT/i Kameraaufnahme ist ein Montageschlüssel SW 60
mm enthalten.
Bohrbild An den 6 Flächen der OPT/i Kameraaufnahme sind folgende Bohrungen seri-
enmäßig vorhanden:
4 M4 Gewindebohrungen mit einer Tiefe von 9 mm
-
2 Bohrungen Ø 4 mm G7, Tiefe = 6 mm
-
43
Page 44

44
Page 45

Bedienelemente, Anschlüsse und
mechanische Komponenten
45
Page 46

46
Page 47

Bedienelemente und mechanische Komponenten
(1)
(3)
(2)
(5)
(4)
WFi R
Sicherheit
Bedienelemente
und mechanische Komponenten WFi R
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwere Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen
▶
nur von technisch geschultem Fachpersonal ausgeführt werden.
Dieses Dokument vollständig lesen und verstehen.
▶
Sämtliche Sicherheitsvorschriften und Benutzerdokumentationen dieses
▶
Gerätes und aller Systemkomponenten lesen und verstehen.
Nr. Funktion
(1) Abdeckung
(2) Spannhebel
zum Einstellen des Anpressdruckes der Vorschubrollen
DE
(3) 4-Rollenantrieb
(4) Schutzabdeckung des 4-Rol-
lenantriebes
(5) LED Betriebsstatus +
Tasten Gasprüfen / Drahteinfädeln / Drahtrücklauf
(Option)
Funktionsbeschreibung der Tasten Drahtrücklauf, Drahteinfädeln und Gasprüfen
ab Seite 55.
47
Page 48

WF 15i / 25i / 30i R
(1)
(2)
(3)
(7)
Anschlüsse
WF 15i R,
WF 30i R
Nr. Funktion
(1) Anschluss Schweißbrenner
Anschlüsse
WF 30i R / L
(2) Anschluss Kühlmittel
zum Anschließen des Steckanschlusses Kühlmittel vom VerbindungsSchlauchpaket
(3) Steckanschluss Kühlmittel
zum Anschließen an das Schweißbrenner-Schlauchpaket
(4) Anschluss SpeedNet
zum Anschließen des SpeedNet-Kabels vom Verbindungs-Schlauchpaket
(5) Anschluss Schutzgas
(6) (+) Strombuchse
zum Anschließen des Stromkabels vom Verbindungs-Schlauchpaket
(7) Drahteinlauf
48
Page 49

Nr. Funktion
(1)
Anschlüsse
WF 25i R
(1) Drahteinlauf
(2) (+) Strombuchse
zum Anschließen des Stromkabels vom Verbindungs-Schlauchpaket
(3) Anschluss Schutzgas
(4) Anschluss SpeedNet
zum Anschließen des SpeedNet-Kabels vom Verbindungs-Schlauchpaket
(5) Steckanschluss Kühlmittel
zum Anschließen an das Schweißbrenner-Schlauchpaket
(6) Anschluss Kühlmittel
zum Anschließen des Steckanschlusses Kühlmittel vom VerbindungsSchlauchpaket
(7) Anschluss Schweißbrenner
DE
Nr. Funktion
(1) Anschluss Schweißbrenner
(2) Anschluss SpeedNet
zum Anschließen des SpeedNet-Kabels vom Verbindungs-Schlauchpaket
(3) Anschluss Schutzgas
(4) (+) Strombuchse
zum Anschließen des Stromkabels vom Verbindungs-Schlauchpaket
(5) Drahteinlauf
49
Page 50

Anschlüsse
(5)
WF 25i R / L
Nr. Funktion
(1) Drahteinlauf
(2) (+) Strombuchse
zum Anschließen des Stromkabels vom Verbindungs-Schlauchpaket
(3) Anschluss Schutzgas
(4) Anschluss SpeedNet
zum Anschließen des SpeedNet-Kabels vom Verbindungs-Schlauchpaket
(5) Anschluss Schweißbrenner
50
Page 51

WF 15i / 25i / 30i R PAP
(4)
(3)
(2)
(1)
(5)
(6)
(3) (4)
(2)(1)
Anschlüsse
WF 15i R PAP,
WF 30i R PAP
Nr. Funktion
(1) Anschluss Schweißbrenner
DE
Anschlüsse
WF 25i R PAP
(2) (+) Strombuchse
zum Anschließen des Stromkabels vom Verbindungs-Schlauchpaket
(3) Anschluss Schutzgas
(4) Anschluss SpeedNet
zum Anschließen des SpeedNet-Kabels vom Verbindungs-Schlauchpaket
(5) Anschluss Kühlmittel
zum Anschließen des Steckanschlusses Kühlmittel vom VerbindungsSchlauchpaket
(6) Steckanschluss Kühlmittel
zum Anschließen an das Schweißbrenner-Schlauchpaket
(7) Drahteinlauf
51
Page 52

Anschlüsse
(1) (2) (3) (4)
WF 25i R / L PAP
Nr. Funktion
(1) Anschluss Schweißbrenner
(2) (+) Strombuchse
zum Anschließen des Stromkabels vom Verbindungs-Schlauchpaket
(3) Anschluss Schutzgas
(4) Anschluss SpeedNet
zum Anschließen des SpeedNet-Kabels vom Verbindungs-Schlauchpaket
(5) Drahteinlauf
Nr. Funktion
(1) Anschluss SpeedNet
zum Anschließen des SpeedNet-Kabels vom Verbindungs-Schlauchpaket
(2) Anschluss Schutzgas
(3) (+) Strombuchse
zum Anschließen des Stromkabels vom Verbindungs-Schlauchpaket
(4) Anschluss Schweißbrenner
(5) Drahteinlauf
52
Page 53

WF 25i REEL R /4R, WF 30i REEL R /2R
(1)(3) (2)
(1)(5) (4)
(6)(7)
(11) (8)
(9)
(10)
DE
Sicherheit
Bedienelemente,
Anschlüsse und
mechanische
Komponenten
WARNUNG!
Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten.
Schwere Personen- und Sachschäden können die Folge sein.
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen
▶
nur von technisch geschultem Fachpersonal ausgeführt werden.
Dieses Dokument vollständig lesen und verstehen.
▶
Sämtliche Sicherheitsvorschriften und Benutzerdokumentationen dieses
▶
Gerätes und aller Systemkomponenten lesen und verstehen.
Vorderseite WF 25i REEL R /4R/G/W
Linke Seite
Vorderseite WF 30i REEL R /2R/G/W
Rückseite
53
Page 54

(12)(13)
100 mm
50 mm
4 x M5
3.9 in.
2.0 in.
Ober-/Unterseite
Nr. Funktion
(1) Abdeckung
(2) Schutzabdeckung des 4-Rollenantriebes
(3) 4-Rollenantrieb
(4) Schutzabdeckung des 2-Rollenantriebes
(5) 2-Rollenantrieb
(6) Öffnung für Option Drehriegel-Verschluss
(7) LED Betriebsstatus + Tasten Gasprüfen / Drahteinfädeln / Drahtrücklauf
Funktionsbeschreibung der Tasten Drahtrücklauf, Drahteinfädeln und
Gasprüfen ab Seite 55.
(8) Anschluss SpeedNet
(9) Blindabdeckung für Option
(10) Blindabdeckung für Option
(11) Blindabdeckung für Option
(12) Gewinde M20
zum Anschließen der Option Quick Connect
(13) Draht-Ein/Auslaufrohr
Draht-Einlauf (Unterseite)
Draht-Auslauf (Oberseite)
54
Page 55

Funktion der Tasten Gasprüfen, Drahtrücklauf
und Drahteinfädeln
Funktion der
Tasten
Gasprüfen,
Drahtrücklauf
und Drahteinfädeln
LED Betriebsstatus
leuchtet grün, wenn das Gerät betriebsbereit ist
Taste Gasprüfen
Nach Drücken der Taste Gasprüfen strömt für 30 s Gas aus.Durch nochmaliges
Drücken wird der Vorgang vorzeitig beendet.
Taste Drahtrücklauf
Für das Zurückziehen der Drahtelektrode stehen 2 Varianten zur Verfügung:
Variante 1
Drahtelektrode mit der voreingestellten Drahtrücklauf-Geschwindigkeit zurückziehen:
Taste Drahtrücklauf dauerhaft gedrückt halten
-
nach dem Drücken der Taste Drahtrücklauf wird die Drahtelektrode 1
-
mm(0.039 in.) zurückgezogen
nach einer kurzen Pause setzt der Drahtvorschub das Zurückziehen der
-
Drahtelektrode fort - bleibt die Taste Drahtrücklauf gedrückt, erhöht sich die
Geschwindigkeit jede weitere Sekunde um 10 m/min (393.70 ipm) bis zur voreingestellten Drahtrücklauf-Geschwindigkeit
DE
Variante 2
Drahtelektrode in 1 mm-Schritten (0.039 in.-Schritten) zurückziehen
Taste Drahtrücklauf immer für weniger als 1 Sekunde drücken (antippen)
-
HINWEIS!
Die Drahtelektrode immer nur um geringe Längen zurückziehen, da die Drahtelektrode beim Zurückziehen nicht auf die Drahtspule aufgewickelt wird.
HINWEIS!
Liegt eine Masseverbindung mit dem Kontaktrohr vor bevor die Taste
Drahtrücklauf gedrückt wird, wird die Drahtelektrode durch Drücken der Taste
Drahtrücklauf zurückgezogen, bis die Drahtelektrode kurzschlussfrei ist - mit
jedem Tastendruck jedoch maximal 10 mm (0.39 in.).
Wenn die Drahtelektrode weiter zurückgezogen muss, die Taste Drahtrücklauf
erneut drücken.
Taste Drahteinfädeln
Für das Drahteinfädeln stehen 2 Varianten zur Verfügung:
Variante 1
Drahtelektrode mit der voreingestellten Drahteinfädel-Geschwindigkeit
einfädeln:
55
Page 56

Taste Drahteinfädeln dauerhaft gedrückt halten
-
nach dem Drücken der Taste Drahteinfädeln wird die Drahtelektrode 1 mm
-
(0.039 in.) eingefädelt
nach einer kurzen Pause setzt der Drahtvorschub das Einfädeln der Draht-
-
elektrode fort - bleibt die Taste Drahteinfädeln gedrückt, erhöht sich die Geschwindigkeit jede weitere Sekunde um 10 m/min (393.70 ipm) bis zur voreingestellten Drahteinfädel-Geschwindigkeit
wenn die Drahtelektrode auf eine Masseverbindung trifft, wird die
-
Drahtförderung gestoppt und die Drahtelektrode wieder um 1 mm (0.039 in.)
zurückgezogen
Variante 2
Drahtelektrode in 1 mm-Schritten (0.039 in.-Schritten) einfädeln
Taste Drahteinfädeln immer für weniger als 1 Sekunde drücken (antippen)
-
wenn die Drahtelektrode auf eine Masseverbindung trifft, wird die
-
Drahtförderung gestoppt und die Drahtelektrode wieder um 1 mm (0.039 in.)
zurückgezogen
HINWEIS!
Liegt eine Masseverbindung mit dem Kontaktrohr vor bevor die Taste Drahteinfädeln gedrückt wird, wird die Drahtelektrode beim Drücken der Taste Drahteinfädeln zurückgezogen, bis die Drahtelektrode kurzschlussfrei ist - mit jedem
Tastendruck jedoch maximal 10 mm (0.39 in.).
Liegt nach 10 mm (0.39 in.) Drahtrückzug noch immer eine Masseverbindung mit
dem Kontaktrohr vor, wird beim erneuten Drücken der Taste Drahteinfädeln die
Drahtelektrode wieder um maximal 10 mm (0.39 in.) zurückgezogen. Der Ablauf
wiederholt sich so lange, bis keine Masseverbindung mehr mit dem Kontaktrohr
vorliegt.
56
Page 57

Installation - konventioneller Ro-
boter
57
Page 58

58
Page 59

Schweißsystem auf konventionellem Roboter
montieren
Sicherheit
WARNUNG!
Fehlerhaft durchgeführte Arbeiten können schwerwiegende Personen- und
Sachschäden verursachen.
Nachfolgend beschriebene Tätigkeiten dürfen nur von geschultem Fachper-
▶
sonal durchgeführt werden!
Die Bedienungsanleitungen der Systemkomponenten, insbesondere das Ka-
▶
pitel „Sicherheitsvorschriften“ beachten.
WARNUNG!
Ein elektrischer Schlag kann tödlich sein.
Vor Beginn der nachfolgend beschriebenen Arbeiten:
Netzschalter der Stromquelle in Stellung - O - schalten
▶
Stromquelle vom Netz trennen
▶
sicherstellen, dass die Stromquelle bis zum Abschluss aller Arbeiten vom
▶
Netz getrennt bleibt.
DE
Schweißsystem
TPS /i auf konventionellem Roboter montieren
WARNUNG!
Gefahr schwerwiegender Personen- und Sachschäden durch herabfallende Gegenstände.
Alle nachfolgend beschriebenen Schraubverbindungen:
nach der Montage auf festen Sitz überprüfen
▶
nach außergewöhnlichen Betriebssituationen (beispielsweise: Crash) auf fes-
▶
ten Sitz überprüfen
in regelmäßigen Abständen auf festen Sitz überprüfen
▶
WARNUNG!
Gefahr durch elektrischen Strom infolge von schadhaften Systemkomponenten
und Fehlbedienung.
Schwere Personen- und Sachschäden können die Folge sein.
Sämtliche Kabel, Leitungen und Schlauchpakete müssen immer fest ange-
▶
schlossen, unbeschädigt, und korrekt isoliert sein.
Nur ausreichend dimensionierte Kabel, Leitungen und Schlauchpakete ver-
▶
wenden.
Die einzelnen Komponenten müssen in folgender Reihenfolge am Roboter montiert werden:
Drahtvorschub - die Drahtvorschub-Aufnahme und die Seitenarm-Aufnahme
1.
müssen schon vorher montiert werden
CrashBox /i
2.
Halteschellen-System
3.
Schweißbrenner-Schlauchpaket
4.
Roboter-Schweißbrenner
5.
Verbindungs-Schlauchpaket
6.
59
Page 60
Drahtvorschub montieren
DrahtvorschubAufnahme montieren
Drahtvorschub
montieren
HINWEIS!
Je nach Roboter, auch die Anweisungen und Angaben in den Beiblättern
bezüglich der Montage des Drahtvorschubes befolgen!
1
2 3
60
Page 61

4
HINWEIS!
Beispiel: WF 25i R
Die Kühlmittel-Leitung muss unter
dem Drahtvorschub verlegt werden.
Dazu muss der Drahtvorschub von der
Halterung demontiert und nach der
Verlegung des Kabels wieder montiert
werden.
DE
61
Page 62
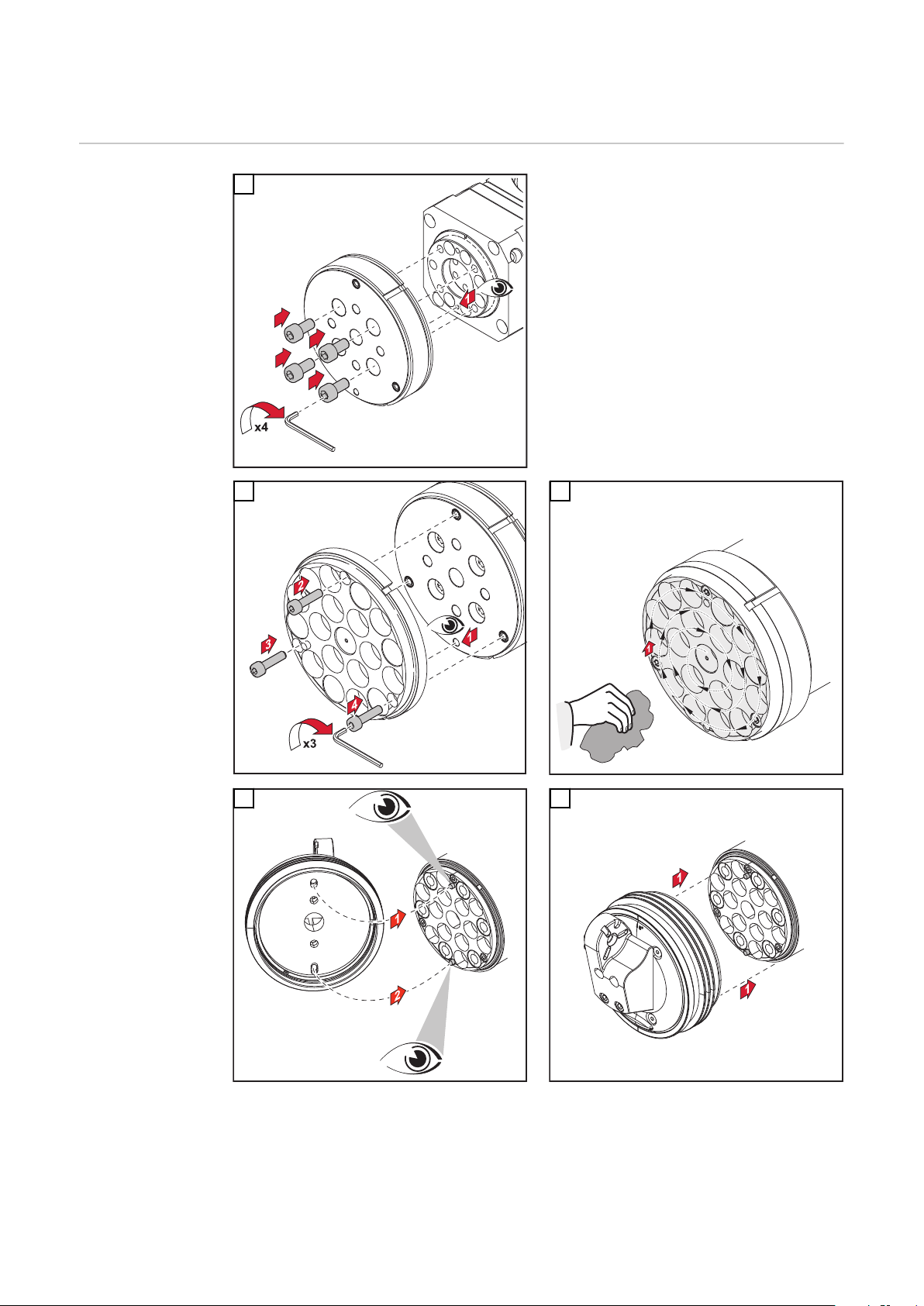
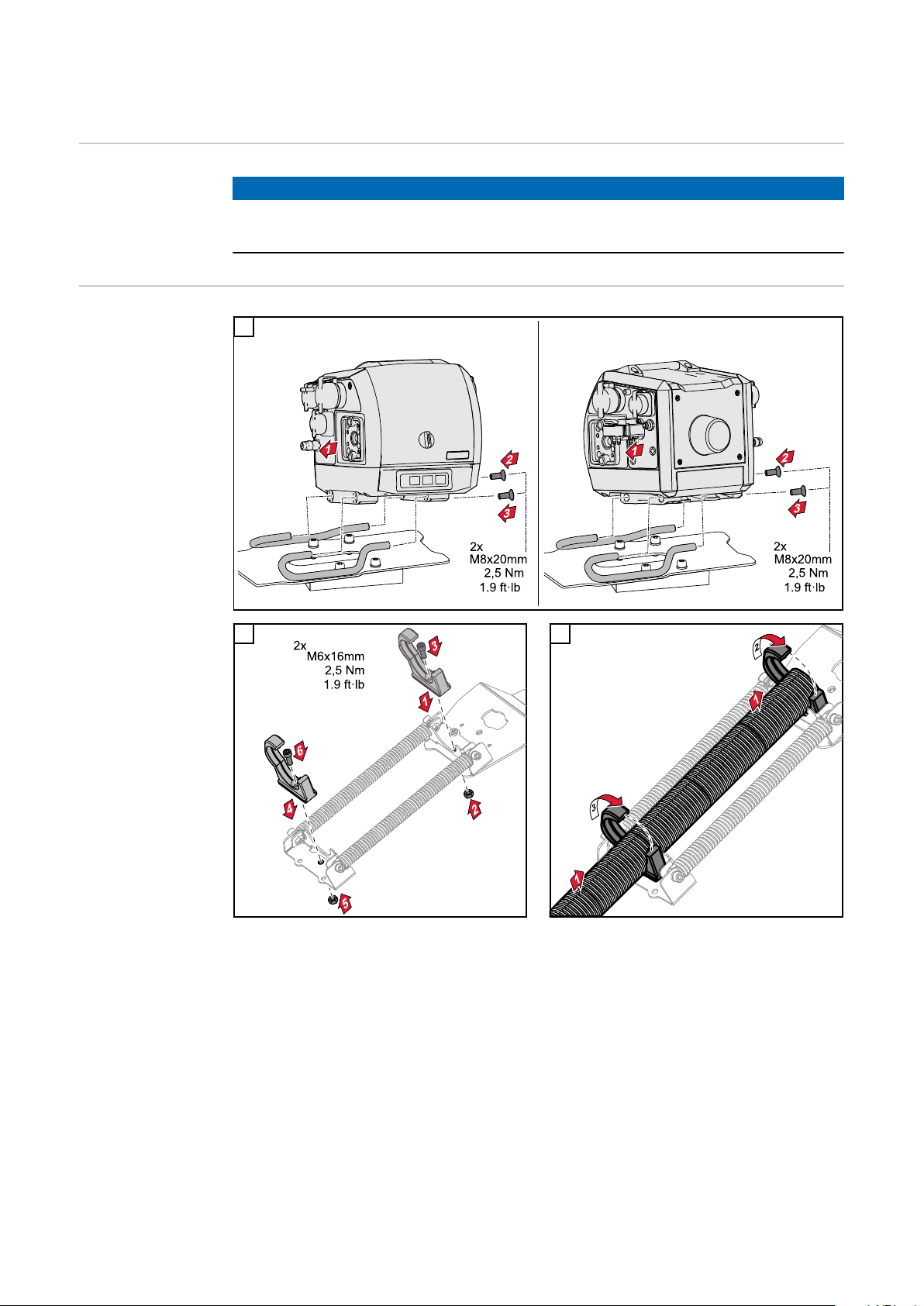
CrashBox /i am Roboter aufbauen
3,3 Nm / 2.43 lb-ft
CrashBox /i am
Roboter aufbauen
1
2 3
Drehmomente beim Montieren des Roboterflansches beachten:
Max. Anzugsmoment für Schrauben
mit Festigkeitsklasse 8.8
M4 3,3 Nm / 2,43 lb-ft
M5 5,0 Nm / 3,69 lb-ft
M6 6,0 Nm / 4,43 lb-ft
M8 27,3 Nm / 20,14 lb-ft
M10 54 Nm / 39,83 lb-ft
M12 93 Nm / 68,60 lb-ft
4 5
62
Page 63
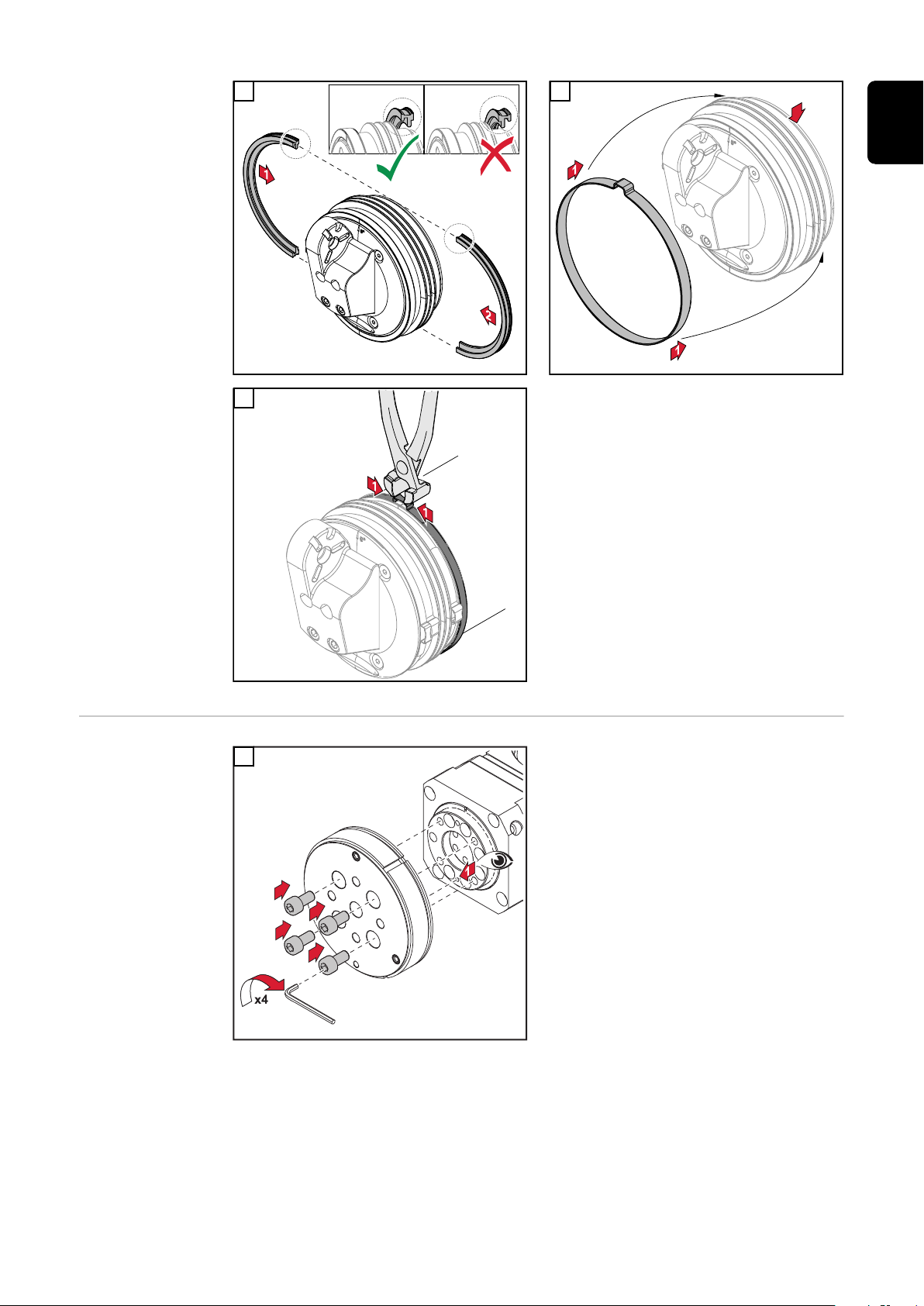
6 7
8
DE
CrashBox /i
Dummy am Roboter aufbauen
1
Drehmomente beim Montieren des Roboterflansches beachten:
Max. Anzugsmoment für Schrauben
mit Festigkeitsklasse 8.8
M4 3,3 Nm / 2,43 lb-ft
M5 5,0 Nm / 3,69 lb-ft
M6 6,0 Nm / 4,43 lb-ft
M8 27,3 Nm / 20,14 lb-ft
M10 54 Nm / 39,83 lb-ft
M12 93 Nm / 68,60 lb-ft
63
Page 64
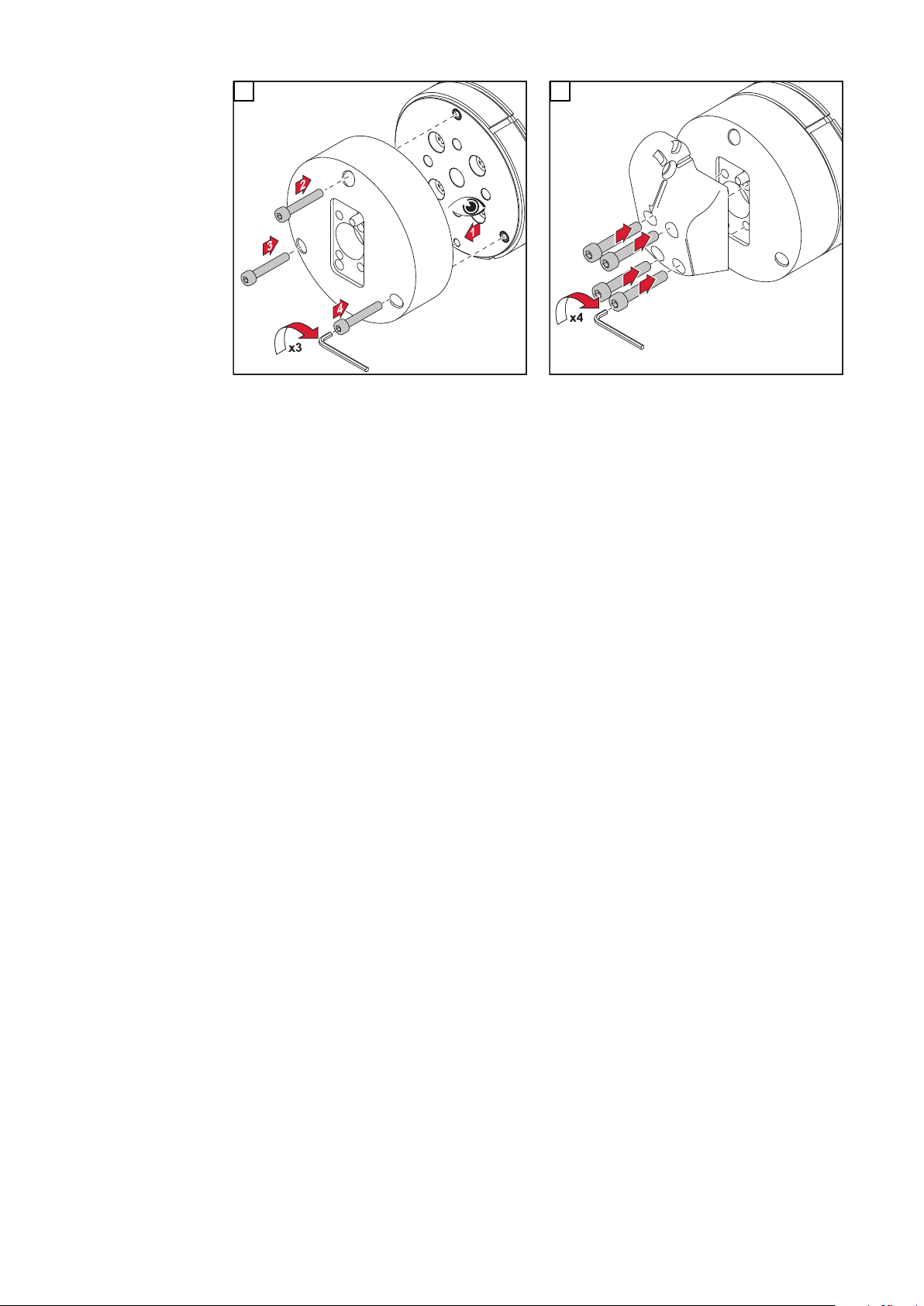
3,3 Nm / 2.43 lb-ft
2
6 Nm / 4.43 lb-ft
3
64
Page 65

Halteschellen-System montieren
12,5°
259
61
320
34,5°
38
- CrashBox /i
- Indexdisk 22°
- Clamp TPS/i
- MHP 700i W R/FSC/0,95m
- MTB 500i W R/22°/L241/H50
- CrashBox /i
- Indexdisk 22°
- Clamp TPS/i
- MHP 400i R /G/FSC/1,45m
- MTB 400i G R /36°/L224/H86
12,5°
235
61
296
48,5°
69
31
12,5°
216
61
277
57,5°
87
49
- CrashBox /i
- Indexdisk 22°
- Clamp TPS/i
- MHP 700i W R/FSC/1,45m
- MTB 500i W R/45°/L209/H107
4,95°
262
61
323
26,95°
34
4
- CrashBox /i
- Indexdisk 36°
- Clamp TPS/i
- MHP 700i W R/FSC/1,25m
- MTB 500i W R/22°/L241/H50
4,95°
242
61
303
40,95°
38
- CrashBox /i
- Indexdisk 36°
- Clamp TPS/i
- MHP 700i W R/FSC/1,25m
- MTB 500i W R/36°/L224/H86
4,95°
226
61
286
49,95°
58
20
- CrashBox /i
- Indexdisk 36°
- Clamp TPS/i
- MHP 700i W R/FSC/0,95m
- MTB 500i W R/45°/L209/H107
0°
261
61
322
22°
58
19
- CrashBox /i
- Indexdisk 45°
- Clamp TPS/i
- MHP 400i R /G/FSC/0,95m
- MTB 400i G R /22°/L241/H50
0°
244
61
305
36°
21
17
- CrashBox /i
- Indexdisk 45°
- Clamp TPS/i
- MHP 400i R /G/FSC/1,25m
- MTB 400i G R /36°/L224/H86
0°
230
61
291
45°
38
- CrashBox /i
- Indexdisk 45°
- Clamp TPS/i
- MHP 700i W R/FSC/1,45m
- MTB 500i W R /45°/L209/H107
DE
Sonder-Anstellwinkel des
Schweißbrenners
Die Anstellung des Schweißbrenners zum Werkstück ist durch die Index-Disk in
fixe Winkel eingeteilt. Sonderwinkel sind auf Anfrage möglich.
65
Page 66

Halteschellen-
42 Nm
30.98 lb-ft
System montieren
1
2
HalteschellenSystem mit
Verlängerung
montieren
1 2
Index-Disk 45° aus dem Lieferumfang der Halteschellen-Verlängerung montieren
HINWEIS!
An der Halteschellen-Verlängerung ist auf einer Seite CB für CrashBox eingeprägt.
Diese Seite muss auf die bereits montierte Index-Disk montiert werden.
▶
66
Page 67

42 Nm
30.98 lb-ft
CB
2
42 Nm
30.98 lb-ft
Halteschellen-Verlängerung so auf die bereits
montierte Index-Disk montieren, dass die
Prägung "CB" an der Halteschellen-Verlängerung zur Index-Disc zeigt!
3
DE
67
Page 68

Schlauchpaket MHP G / W montieren
6,5 Nm
4.79 lb-ft
R
R
R ≥ 200 mmR < 200 mm
Schlauchpaket
MHP G / W konventionell montieren - Standard
1 2
3 4
Optimale
Schlauchpaketverlegung
68
Page 69

TPS/i Brennerkörper montieren
45,0200,1404
18 ± 2 Nm
13.28 ± 1.48 lb-ft
DE
Sicherheit
TPS/i Brennerkörper montieren - Standard
VORSICHT!
Verbrennungsgefahr durch heißen Brennerkörper, heiße Brennerkörper-Kupplung sowie andere heiße Schweißbrenner-Komponenten.
Vor Beginn von Arbeiten, am Brennerkörper, der Brennerkörper-Kupplung sowie
an allen anderen Schweißbrenner-Komponenten, den Brennerkörper, die Brennerkörper-Kupplung und alle anderen Schweißbrenner-Komponenten:
auf Zimmertemperatur (+25 °C, +77 °F) abkühlen lassen
▶
elektrisch isolierende und vor Hitze schützende Handschuhe tragen
▶
geeignetes Werkzeug verwenden
▶
Benötigtes Spezialwerkzeug
WICHTIG! Bei jeder Demontage oder Montage des Schweißbrenners darauf achten, dass die Kupplungsstelle sauber und trocken ist. Eventuell ausgetretenes
Kühlmittel von der Kupplungsstelle entfernen.
1
2
Option „OPT/i
MHP WireBrake“
Wenn Sie die Option „OPT/i MHP WireBrake“ montieren möchten, beachten Sie
das Kapitel „OPT/i MHP WireBrake und Brennerkörper montieren“.
69
Page 70

Draht-Führungs-
1
*
**
seele im
Schweißbrenner-Schlauchpaket montieren
HINWEIS!
Damit die Draht-Führungsseele richtig montiert werden kann, das Schlauchpaket bei der Montage der Draht-Führungsseele gerade auslegen.
1 2
3
5
4
* Stahl Draht-Führungsseele
** Kunststoff Draht-Führungssee-
le
70
Page 71

***
6
*** den Spann-Nippel bis auf An-
schlag auf die Draht-Führungsseele aufschrauben. Die Draht-
DE
Führungsseele muss durch die
Bohrung im Verschluss zu sehen sein.
7
71
Page 72

Verbindungs-Schlauchpaket montieren
3 Nm
2.21 lb-ft
VerbindungsSchlauchpaket
Standard am Roboter montieren
VerlängerungsSchlauchpaket
anschließen
1 2
WARNUNG!
Gefahr durch elektrischen Strom infolge von schadhaften Systemkomponenten
und Fehlbedienung.
Schwere Personen- und Sachschäden können die Folge sein.
Sämtliche Kabel, Leitungen und Schlauchpakete müssen immer fest ange-
▶
schlossen, unbeschädigt, und korrekt isoliert sein.
Nur ausreichend dimensionierte Kabel, Leitungen und Schlauchpakete ver-
▶
wenden.
1
* nur bei wassergekühltem
Schlauchpaket
CON = Verbindungs-Schlauchpaket
EXT = Verlängerungs-Schlauchpaket
72
Page 73

DE
2
73
Page 74

Schlauchpaket MHP W anschließen
1
Schlauchpaket
MHP W anschließen
WICHTIG! Bei jeder Demontage oder Montage des Schweißbrenner-Schlauch-
paketes darauf achten, dass die Kupplungsstelle sauber und trocken ist. Eventuell ausgetretenes Kühlmittel von der Kupplungsstelle entfernen.
1
3
2
4
* Schlauchpaket bis auf Anschlag anstecken
74
Page 75

5 6
WICHTIG! Kühlmittelschläuche immer unterhalb des Schlauchpaketes verlegen
und dann zum Steckanschluss führen:
DE
WFi R / SB 500i SB 60i
7
75
Page 76

Kühlmittel-Schläuche abstecken
PUSH
1 2
(1) Kühlmittel-Rücklauf (rot)
(2) Kühlmittel-Vorlauf (blau)
WICHTIG! Kühlmittel-Schläuche richtig am Kühlgerät anschließen!
3
76
Page 77

Drahtvorschub mit den Systemkomponenten verbinden
Sicherheit
Allgemeines
WARNUNG!
Ein elektrischer Schlag kann tödlich sein.
Vor Beginn der nachfolgend beschriebenen Arbeiten:
Netzschalter der Stromquelle in Stellung - O - schalten
▶
Stromquelle vom Netz trennen
▶
sicherstellen, dass die Stromquelle bis zum Abschluss aller Arbeiten vom
▶
Netz getrennt bleibt
VORSICHT!
Gefahr von Personen- und Sachschäden durch unzureichende Verbindungen.
Sämtliche Kabel, Leitungen und Schlauchpakete müssen fest angeschlossen,
▶
unbeschädigt, korrekt isoliert und ausreichend dimensioniert sein.
HINWEIS!
DE
Drahtvorschub
mit den Systemkomponenten
verbinden
Für das Verbinden des Drahtvorschubes mit den Systemkomponenten auch die
Anweisungen und Angaben in den Dokumenten 42,0410,1946 und
42,0410,2010 befolgen.
WICHTIG! Die Kühlmittel-Leitung muss unter dem Drahtvorschub verlegt wer-
den.
Dazu muss der Drahtvorschub von der Halterung demontiert und nach der Verlegung des Kabels wieder montiert werden.
WICHTIG! Bei jeder Demontage oder Montage des Schweißbrenner-Schlauchpaketes darauf achten, dass die Kupplungsstelle sauber und trocken ist. Eventuell ausgetretenes Kühlmittel von der Kupplungsstelle entfernen.
77
Page 78
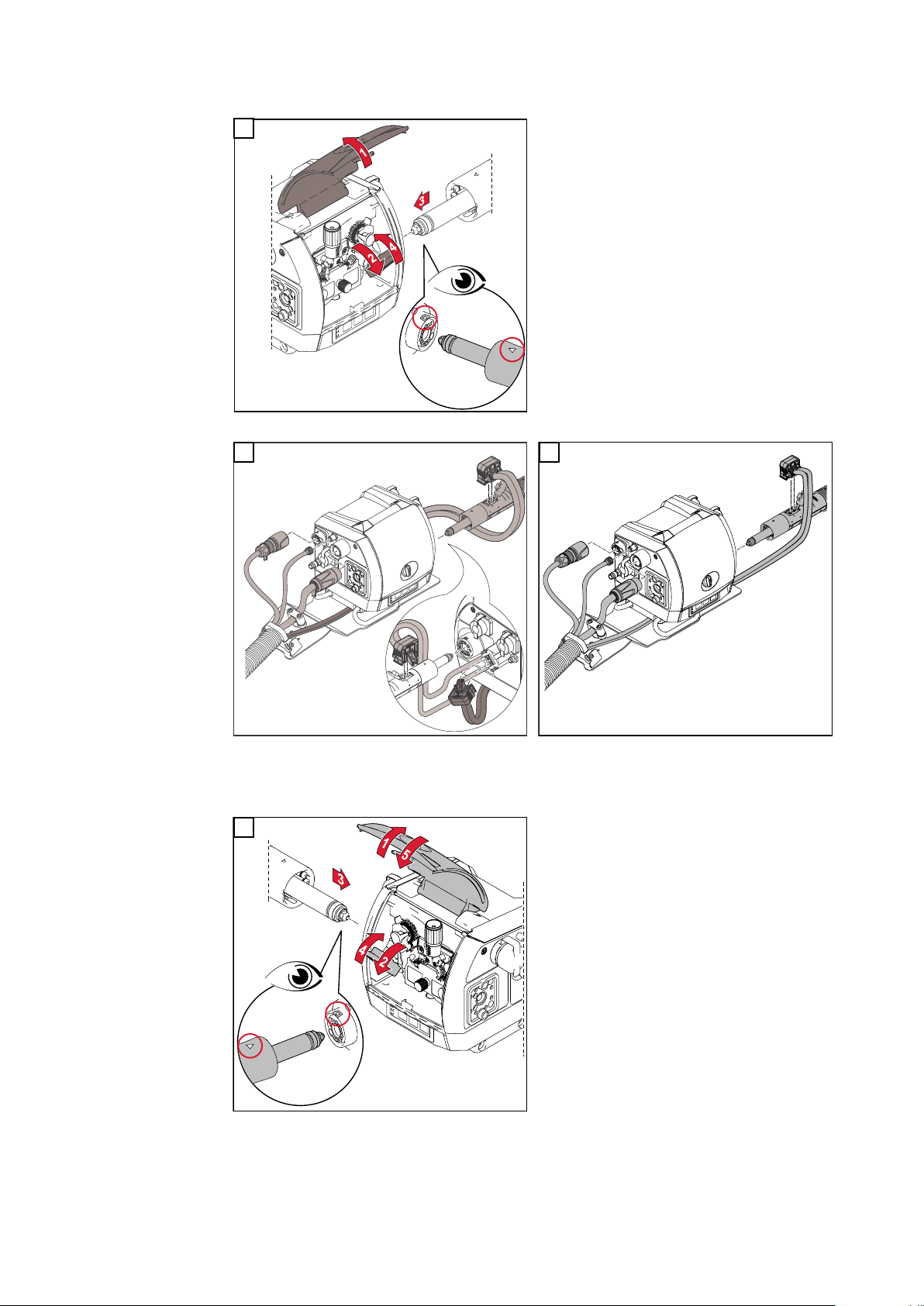
WF 15i / 25i / 30i R:
1
2
WF 15i / 30i R
WF 25i / 30i R/L:
1
2
WF 25i R
78
Page 79

2
2
DE
WF 30i R / L
3 4
WF 25i R / L
WICHTIG! Nach dem Lösen des Kühlmittel-Anschlusses vom Schlauchpaket, die
Kühlmittel-Anschlüsse am Schlauchpaket mit der Dichtkappe des Schlauchpaketes verschließen.
79
Page 80

OPT/i MHP WireBrake und Brennerkörper montieren
Sicherheit
Voraussetzung
für den Betrieb
VORSICHT!
Verbrennungsgefahr durch heißen Brennerkörper, heiße Brennerkörper-Kupplung sowie andere heiße Schweißbrenner-Komponenten.
Vor Beginn von Arbeiten, am Brennerkörper, der Brennerkörper-Kupplung sowie
an allen anderen Schweißbrenner-Komponenten, den Brennerkörper, die Brennerkörper-Kupplung und alle anderen Schweißbrenner-Komponenten:
auf Zimmertemperatur (+25 °C, +77 °F) abkühlen lassen
▶
elektrisch isolierende und vor Hitze schützende Handschuhe tragen
▶
geeignetes Werkzeug verwenden
▶
HINWEIS!
OPT/i MHP WireBrake fixiert eine Drahtelektrode nur dann, wenn ein Brennerkörper ordnungsgemäß auf OPT/i MHP WireBrake montiert ist.
Systemvoraussetzung:
Drahtvorschub der WF 15i / 25i / 30i R (PAP) Geräteserie
+
Option OPT/i WF Ausblasen 16 bar (4,100,867,CK).
Vorgaben für die
Druckluft-Versorgung
Die Option OPT/i MHP WireBrake funktioniert mit 6 oder 16 bar.
HINWEIS!
Um die ordnungsgemäße Funktion der Option WireBrake zu gewährleisten,
nach dem Deaktivieren des „Signals WireBrake on“ 4 Sekunden warten, bis ein
anderes Signal aktiviert wird.
Die Druckluft-Versorgung der OPT/i MHP WireBrake erfolgt über das Schlauchpaket.
Dabei folgende Vorgaben beachten:
Druckluft-Versorgung mit mindestens 5 bar (72 psi)
-
Druckluft-Versorgung bei Aluminium max. 7 bar (102 psi), bei allen anderen
-
Werkstoffen max. 16 bar (232 psi)
Druckluft frei von Öl
-
- Druckluft frei von Staub - keine Verunreinigungen größer als 5 mm
Druckluft frei von Wasser
-
Empfehlung: Filtereinheit mit Druckregler verwenden!
80
Page 81

Haltemarken an
3 x 0,1 Nm
3 x 0.07 lb-ft
1
ONLY
when p > 5,5 bar / 79.74 psi
1
der Drahtelektrode beseitigen
HINWEIS!
Beim Fixieren der Drahtelektrode in der OPT/i MHP WireBrake können kleine
Haltemarken an der Drahtelektrode entstehen.
Um die Haltemarken zu beseitigen, die Drahtelektrode nach dem Fixieren ab-
▶
schneiden.
Berechnung des Abschneidepunktes = Rohrbogen-Länge + 50 mm (1.97 in.)
DE
Technische Daten
OPT/i MHP WireBrake montieren
TCP-Verschiebung 47 mm
1.85 in.
Drahtdurchmesser 0,8 - 1,6 mm
0.03 - 0.06 in.
Gewicht 450 g
0.99 Ib.
1
2
3
4
81
Page 82

HINWEIS!
Der vordere O-Ring muss nur bei einem Systemdruck > 5,5 bar / 79,74 psi entfernt werden (Arbeitsschritt 3).
Bei einem Systemdruck < 5,5 bar / 79,74 psi verbleibt der 2. O-Ring an der Option WireBrake!
Bei Draht-Führungsseele aus Stahl:
5 6
Bei Draht-Führungsseele aus Kunststoff:
5 6
82
Page 83

OPT/i MHP WireBrake und Brennerkörper demontieren
Sicherheit
OPT/i MHP WireBrake und Brennerkörper demontieren
VORSICHT!
Verbrennungsgefahr durch heißen Brennerkörper, heiße Brennerkörper-Kupplung sowie andere heiße Schweißbrenner-Komponenten.
Vor Beginn von Arbeiten, am Brennerkörper, der Brennerkörper-Kupplung sowie
an allen anderen Schweißbrenner-Komponenten, den Brennerkörper, die Brennerkörper-Kupplung und alle anderen Schweißbrenner-Komponenten:
auf Zimmertemperatur (+25 °C, +77 °F) abkühlen lassen
▶
elektrisch isolierende und vor Hitze schützende Handschuhe tragen
▶
geeignetes Werkzeug verwenden
▶
1 2
DE
3
83
Page 84

Abspul-Drahtvorschub montieren
Abspul-Drahtvorschub montieren
WARNUNG!
Ein elektrischer Schlag kann tödlich sein.
Ist die Stromquelle während der nachfolgend beschriebenen Arbeiten mit dem
Netz verbunden, besteht die Gefahr schwerwiegender Personen- und
Sachschäden.
Alle nachfolgend beschriebenen Arbeiten nur durchführen, wenn der Netz-
▶
schalter der Stromquelle in Stellung - O - geschaltet ist und wenn die Stromquelle vom Netz getrennt ist!
Auf die korrekte Montagerichtung des
Abspul-Drahtvorschubes achten! Die
Laufrichtung der Drahtelektrode ist
mit einem Pfeil markiert.
Der Abspul-Drahtvorschub ist ausschließlich für die senkrechte Montage auf folgenden Aufnahmen vorgesehen:
WF Mounting WALL 4,100,846
-
WF Mounting Drum 4,100,845
-
Der Betrieb eines 2-Rollen Abspul-Drahtvorschubes WF30i REEL R /2R mit einer
Korbspule ist nicht zulässig.
Abspul-Drahtvorschub gemäß Montageanleitung auf der Wandhalterung
1
oder der Drahtfass-Aufnahme montieren
Daht-Förderschlauch mittels Option Quick Connect am Abspul-Drahtvor-
2
schub anschließen
Abspul-Drahtvorschub über Fronius SpeedNet mit der Stromquelle im
3
Schweißsystem verbinden
84
Page 85

OPT/i Kameraaufnahme montieren
0mm
1,6kg
1,5kg
1,4kg
1,3kg
1,2kg
1,1kg
1,0kg
0,9kg
0,8kg
0,7kg
0,6kg
0,5kg
0,4kg
0,3kg
0,2kg
0,1kg
0kg
50mm
100mm 150mm
200mm
250mm
DE
Tragfähigkeit
von OPT/i Kameraaufnahme
VORSICHT!
Gefahr durch mechanische Überlastung der Systemkomponenten
Personen- und Sachschäden können die Folge sein.
OPT/i Kameraaufnahme mit maximal 1,5 kg belasten.
▶
Immer das nachfolgend dargestellte Verhältnis von Gewicht und Montageab-
▶
stand beachten.
Sicherheit
VORSICHT!
Verbrennungsgefahr durch heißen Brennerkörper, heiße Brennerkörper-Kupplung sowie andere heiße Schweißbrenner-Komponenten.
Vor Beginn von Arbeiten, am Brennerkörper, der Brennerkörper-Kupplung sowie
an allen anderen Schweißbrenner-Komponenten, den Brennerkörper, die Brennerkörper-Kupplung und alle anderen Schweißbrenner-Komponenten:
auf Zimmertemperatur (+25 °C, +77 °F) abkühlen lassen
▶
elektrisch isolierende und vor Hitze schützende Handschuhe tragen
▶
▶
geeignetes Werkzeug verwenden
85
Page 86

OPT/i Kameraaufnahme montieren
1 2
3 4
86
Page 87

Installation - PAP
87
Page 88

88
Page 89
Schweißsystem auf PAP-Roboter montieren
DE
Sicherheit
WARNUNG!
Fehlerhaft durchgeführte Arbeiten können schwerwiegende Personen- und
Sachschäden verursachen.
Nachfolgend beschriebene Tätigkeiten dürfen nur von geschultem Fachper-
▶
sonal durchgeführt werden!
Die Bedienungsanleitungen der Systemkomponenten, insbesondere das Ka-
▶
pitel „Sicherheitsvorschriften“ beachten.
WARNUNG!
Ein elektrischer Schlag kann tödlich sein.
Vor Beginn der nachfolgend beschriebenen Arbeiten:
Netzschalter der Stromquelle in Stellung - O - schalten
▶
Stromquelle vom Netz trennen
▶
sicherstellen, dass die Stromquelle bis zum Abschluss aller Arbeiten vom
▶
Netz getrennt bleibt.
WARNUNG!
Gefahr schwerwiegender Personen- und Sachschäden durch herabfallende Gegenstände.
Alle nachfolgend beschriebenen Schraubverbindungen:
nach der Montage auf festen Sitz überprüfen
▶
nach außergewöhnlichen Betriebssituationen (beispielsweise: Crash) auf fes-
▶
ten Sitz überprüfen
in regelmäßigen Abständen auf festen Sitz überprüfen
▶
Schweißsystem
TPS /i auf PAPRoboter montieren
WARNUNG!
Gefahr durch elektrischen Strom infolge von schadhaften Systemkomponenten
und Fehlbedienung.
Schwere Personen- und Sachschäden können die Folge sein.
Sämtliche Kabel, Leitungen und Schlauchpakete müssen immer fest ange-
▶
schlossen, unbeschädigt, und korrekt isoliert sein.
Nur ausreichend dimensionierte Kabel, Leitungen und Schlauchpakete ver-
▶
wenden.
Die einzelnen Komponenten müssen in folgender Reihenfolge am Roboter montiert werden:
Drahtvorschub - die Drahtvorschub-Aufnahme und die Seitenarm-Aufnahme
1.
müssen schon vorher montiert werden
CrashBox /i
2.
Schweißbrenner-Schlauchpaket
3.
Roboter-Schweißbrenner
4.
Verbindungs-Schlauchpaket
5.
89
Page 90

Maximale Ach-
(4)
(5)
(6)
+90°
-200°
+200°
-90°
-175°
+175°
senrotation
(4) 4. Roboter-Achse: +/- 175°
(5) 5. Roboter-Achse: +/- 90°
oder
5. Roboter-Achse: +/- 120° - wenn die 4. Roboter-Achse = 0° und die 6.
Roboter-Achse = 0°
WICHTIG! Die maximale Achsenrotation von +/- 120° in der 5. RoboterAchse gilt nur dann, wenn in der 4. und in der 6. Roboter-Achse KEINE
Achsenrotation vorliegt!
(6) 6. Roboter-Achse: +/- 200°
(4)+(6)4. + 6. Roboter-Achse: max. +/- 360° gesamt!
HINWEIS!
Jede über diese Grenzen hinausgehende Achsenrotation beschleunigt den Verschleiß des PAP-Schweißbrenner-Schlauchpaketes und führt dazu, dass jeglicher Gewährleistungsanspruch entfällt.
90
Page 91

Drahtvorschub montieren
DE
WF 15i/25i/30i R
PAP montieren
1 2
3 4
91
Page 92

CrashBox /i PAP am Roboter aufbauen
3,3 Nm / 2.43 lb-ft
CrashBox /i PAP
am Roboter aufbauen
1
2 3
Drehmomente beim Montieren des Roboterflansches beachten:
Max. Anzugsmoment für Schrauben
mit Festigkeitsklasse 8.8
M4 3,3 Nm / 2,43 lb-ft
M5 5,0 Nm / 3,69 lb-ft
M6 6,0 Nm / 4,43 lb-ft
M8 27,3 Nm / 20,14 lb-ft
M10 54 Nm / 39,83 lb-ft
M12 93 Nm / 68,60 lb-ft
4 5
92
Page 93

6 7
8
DE
CrashBox /i
Dummy am Roboter aufbauen
1
Drehmomente beim Montieren des Roboterflansches beachten:
Max. Anzugsmoment für Schrauben
mit Festigkeitsklasse 8.8
M4 3,3 Nm / 2,43 lb-ft
M5 5,0 Nm / 3,69 lb-ft
M6 6,0 Nm / 4,43 lb-ft
M8 27,3 Nm / 20,14 lb-ft
M10 54 Nm / 39,83 lb-ft
M12 93 Nm / 68,60 lb-ft
93
Page 94

3,3 Nm / 2.43 lb-ft
2
3 Nm / 2.21 lb-ft
3
94
Page 95

Schlauchpaket MHPi / MHP S G/W PAP montie-
45,0200,1404
ren
Schlauchpaket
Robacta MHP G /
W PAP montieren
DE
Benötigtes Spezialwerkzeug
WICHTIG! Bei jeder Demontage oder Montage des Schweißbrenners darauf achten, dass die Kupplungsstelle sauber und trocken ist. Eventuell ausgetretenes
Kühlmittel von der Kupplungsstelle entfernen.
1 2
3 4
95
Page 96

5 6
14 ± 2 Nm
10.33 ± 1.48 lb-ft
18 ± 2 Nm
13.28 ± 1.48 lb-ft
7
9
8
10
Option „OPT/i
MHP WireBrake“
96
Wenn Sie die Option „OPT/i MHP WireBrake“ montieren möchten, beachten Sie
das Kapitel „OPT/i MHP WireBrake und Brennerkörper montieren“.
Page 97

Draht-Führungs-
1
*
**
seele im
Schweißbrenner-Schlauchpaket montieren
HINWEIS!
Damit die Draht-Führungsseele richtig montiert werden kann, das Schlauchpaket bei der Montage der Draht-Führungsseele gerade auslegen.
1 2
DE
3
5
4
* Stahl Draht-Führungsseele
** Kunststoff Draht-Führungssee-
le
97
Page 98

***
6
*** den Spann-Nippel bis auf An-
schlag auf die Draht-Führungsseele aufschrauben. Die DrahtFührungsseele muss durch die
Bohrung im Verschluss zu sehen sein.
7
98
Page 99

Schlauchpaket MHPi / MHP S G/W PAP SM mon-
45,0200,1404
tieren
Schlauchpaket
Robacta MHP G /
W PAP SM montieren
DE
Benötigtes Spezialwerkzeug
WICHTIG! Bei jeder Demontage oder Montage des Schweißbrenners darauf achten, dass die Kupplungsstelle sauber und trocken ist. Eventuell ausgetretenes
Kühlmittel von der Kupplungsstelle entfernen.
1 2
3 4
99
Page 100

5 6
3 x 2 Nm
3 x 1.48 lb-ft
1
1
18 ± 2 Nm
13.28 ± 1.48 lb-ft
7 8
Option „OPT/i
MHP WireBrake“
9
Wenn Sie die Option „OPT/i MHP WireBrake“ montieren möchten, beachten Sie
das Kapitel „OPT/i MHP WireBrake und Brennerkörper montieren“.
100
 Loading...
Loading...