

Operating
instructions
WeldCube Connector U/I
WeldCube Connector U/I/WFS
WSM
WeldCube Connector U/I/WFS
Euro
WeldCube Connector Advanced
Instrukcja obsługi
PL
42,0426,0363,PL 005-20062022

Spis treści
Przepisy dotyczące bezpieczeństwa 5
Objaśnienie do wskazówek bezpieczeństwa 5
Informacje ogólne 5
Użytkowanie zgodne z przeznaczeniem 6
Przyłącze sieciowe 6
Warunki otoczenia 7
Obowiązki użytkownika 7
Obowiązki personelu 7
Wyłącznik różnicowoprądowy 7
Ochrona osób 7
Dane dotyczące poziomu emisji hałasu 8
Zagrożenie ze względu na kontakt ze szkodliwymi gazami i oparami 8
Niebezpieczeństwo wywołane iskrzeniem 9
Zagrożenia stwarzane przez prąd z sieci i prąd spawania 9
Błądzące prądy spawania 11
Klasyfikacja kompatybilności elektromagnetycznej urządzeń (EMC) 11
Środki zapewniające kompatybilność elektromagnetyczną 11
Środki zapobiegania zakłóceniom elektromagnetycznym 12
Miejsca szczególnych zagrożeń 12
Wymogi dotyczące gazu osłonowego 14
Niebezpieczeństwo stwarzane przez butle z gazem ochronnym 14
Niebezpieczeństwo stwarzane przez wypływający gaz ochronny 14
Środki bezpieczeństwa dotyczące miejsca ustawienia oraz transportu 15
Środki bezpieczeństwa w normalnym trybie pracy 15
Uruchamianie, konserwacja i naprawa 16
Kontrola zgodności z wymogami bezpieczeństwa technicznego 16
Utylizacja 17
Znak bezpieczeństwa 17
Bezpieczeństwo danych 17
Prawa autorskie 17
Informacje ogólne 18
Koncepcja urządzenia 18
Obszary zastosowań 18
Zasada działania 18
Symbole bezpieczeństwa na urządzeniu 19
Warunki 20
Opcje 20
Zgodność z przepisami FCC / RSS / UE 21
Bluetooth trademarks 22
Konfiguracje systemu 23
Konfiguracje systemowe z urządzeniem WeldCube Connector U/I 23
Konfiguracje systemu z urządzeniem WeldCube Connector U/IWFS Euro 26
Konfiguracje systemu z urządzeniem WeldCube Connector U/I/WFS WSM 27
Konfiguracje systemu z urządzeniem WeldCube Connector Advanced 27
Elementy obsługi, przyłącza i elementy mechaniczne 28
Elementy obsługowe, przyłącza i elementy mechaniczne 28
Dioda zasilania, dioda statusu 30
Możliwości podłączenia 31
Możliwości podłączenia 31
Podłączenie za pośrednictwem sieci LAN 31
Podłączenie za pośrednictwem sieci WLAN 31
Wskazówki dotyczące montażu i eksploatacji 32
Wskazówki dotyczące montażu 32
Wskazówki dotyczące eksploatacji 32
Fronius Data Channel 32
Uruchamianie 34
Bezpieczeństwo 34
Warunki 34
Uruchamianie 34
SmartManager — witryna internetowa urządzenia WeldCube Connector 37
PL
3
Informacje ogólne 37
Wywołanie i zalogowanie do SmartManager 37
Funkcja aktywacji, jeśli logowanie nie działa 38
Zmiana hasła / wylogowanie 38
Ustawienia 39
Wybór języka 39
Wskazanie statusu 40
Fronius 40
Bieżące dane systemowe 41
Bieżące dane systemowe 41
Dziennik dokumentacji 42
Dziennik dokumentacji 42
Ustawienia podstawowe 43
Ustawienia urządzenia 44
Default Settings (ustawienia domyślne) 44
Nazwa i lokalizacja 44
Data i godzina 44
Ustawienia sieciowe 44
Zapis i przywracanie 45
Kopia zapasowa 45
Automatyczna kopia zapasowa 45
Zarządzanie użytkownikami 47
Informacje ogólne 47
Użytkownik 47
Role użytkownika 47
Eksport / Import 48
CENTRUM 48
Przegląd 49
Przegląd 49
Rozwiń wszystkie grupy / Zwiń wszystkie grupy 49
Zapisywanie jako plik w formacie .XML 49
Aktualizacja oprogramowania 50
Aktualizacja 50
Wyszukiwanie pliku z aktualizacją (przeprowadzenie aktualizacji oprogramowania) 50
Fronius WeldConnect 51
Lokalizacja i usuwanie usterek 52
Sygnalizowanie błędów 52
Lokalizacja i usuwanie usterek 52
Czyszczenie, konserwacja i utylizacja 53
Bezpieczeństwo 53
Comiesięczne czynności konserwacyjne 53
Kalibracja 53
Utylizacja 53
Dane techniczne 54
WeldCube Connector 54
Czujnik drutu 55
4
Przepisy dotyczące bezpieczeństwa
PL
Objaśnienie do
wskazówek bezpieczeństwa
OSTRZEŻENIE!
Oznacza bezpośrednie niebezpieczeństwo.
Jeśli nie zostaną podjęte odpowiednie środki ostrożności, skutkiem będzie
▶
kalectwo lub śmierć.
NIEBEZPIECZEŃSTWO!
Oznacza sytuację niebezpieczną.
Jeśli nie zostaną podjęte odpowiednie środki ostrożności, skutkiem mogą być
▶
najcięższe obrażenia ciała lub śmierć.
OSTROŻNIE!
Oznacza sytuację potencjalnie szkodliwą.
Jeśli nie zostaną podjęte odpowiednie środki ostrożności, skutkiem mogą być
▶
okaleczenia lub straty materialne.
WSKAZÓWKA!
Oznacza możliwość pogorszonych rezultatów pracy i uszkodzeń wyposażenia.
Informacje
ogólne
WSKAZÓWKA!
Urządzenie WeldCube Connector jest przeznaczone do integracji z istniejącym
systemem spawania w celu rejestracji danych.
Tym samym dla urządzenia WeldCube Connector obowiązują wszystkie wytyczne
wskazówki bezpieczeństwa i ostrzeżenia istotne dla procesu spawania.
Przestrzegać instrukcji obsługi wszystkich komponentów systemu spawania,
▶
w szczególności wskazówek bezpieczeństwa i ostrzeżeń.
Urządzenie zbudowano zgodnie z najnowszym stanem wiedzy technicznej i uznanymi zasadami bezpieczeństwa technicznego. Mimo to w przypadku błędnej
obsługi lub nieprawidłowego zastosowania istnieje niebezpieczeństwo:
odniesienia obrażeń lub śmiertelnych wypadków przez użytkownika lub osoby
-
trzecie,
uszkodzenia urządzenia oraz innych dóbr materialnych użytkownika,
-
zmniejszenia wydajności urządzenia.
-
Wszystkie osoby zajmujące się uruchomieniem, obsługą, konserwacją i utrzymywaniem sprawności technicznej urządzenia muszą:
posiadać odpowiednie kwalifikacje,
-
posiadać wiedzę na temat spawania oraz
-
zapoznać się z tą instrukcją obsługi i dokładnie jej przestrzegać.
-
Instrukcję obsługi należy przechowywać na miejscu użytkowania urządzenia. Jako
uzupełnienie do instrukcji obsługi obowiązują ogólne oraz miejscowe przepisy
BHP i przepisy dotyczące ochrony środowiska.
5
Wszystkie wskazówki dotyczące bezpieczeństwa i ostrzeżenia umieszczone na
urządzeniu należy
utrzymywać w czytelnym stanie;
-
chronić przed uszkodzeniami;
-
nie usuwać ich;
-
pilnować, aby nie były przykrywane, zaklejane ani zamalowywane.
-
Umiejscowienie poszczególnych wskazówek dotyczących bezpieczeństwa
i ostrzeżeń na urządzeniu przedstawiono w rozdziale instrukcji obsługi „Informacje ogólne”.
Usterki mogące wpłynąć na bezpieczeństwo użytkowania usuwać przed włączeniem urządzenia.
Liczy się przede wszystkim bezpieczeństwo użytkownika!
Użytkowanie
zgodne z przeznaczeniem
Urządzenie jest przeznaczone wyłącznie do pomiaru danych spawalniczych w wyznaczonym zakresie mocy zgodnie z tabliczką znamionową.
Warunkiem prawidłowego działania urządzenia jest jego prawidłowa instalacja
i uruchomienie.
Inne zastosowanie lub użycie wykraczające poza obowiązujące ustalenia jest traktowane jako niezgodne z przeznaczeniem. Producent nie ponosi odpowiedzialności za powstałe w wyniku tego szkody.
Do użytkowania zgodnego z przeznaczeniem zalicza się również:
zapoznanie się ze wszystkimi wskazówkami zawartymi w instrukcji obsługi
-
i ich przestrzeganie,
zapoznanie się ze wszystkimi instrukcjami bezpieczeństwa i ostrzeżeniami
-
oraz ich przestrzeganie,
przestrzeganie terminów czynności związanych z przeglądem i czynności
-
konserwacyjnych.
Nigdy nie używać systemu spawania do czynności wymienionych poniżej:
rozmrażania rur,
-
ładowania akumulatorów/baterii,
-
uruchamiania silników.
-
Producent nie ponosi odpowiedzialności za niezadowalające lub niewłaściwe wyniki pracy.
Przyłącze siecio-weUrządzenia o wysokiej mocy mogą mieć wpływ na jakość energii elektrycznej w
sieci ze względu na duży prąd wejściowy.
Może to dotyczyć niektórych typów urządzeń, przyjmując postać:
ograniczeń w zakresie możliwości podłączenia,
-
-
wymagań dotyczących maks. dopuszczalnej impedancji sieci *),
-
wymagań dotyczących minimalnej wymaganej mocy zwarciowej *).
*)
zawsze na połączeniu z siecią publiczną
patrz Dane techniczne
W takim przypadku użytkownik lub osoba korzystająca z urządzenia muszą
sprawdzić, czy urządzenie może zostać podłączone, w razie potrzeby zasięgając
opinii u dostawcy energii elektrycznej.
WAŻNE! Zwracać uwagę na prawidłowe uziemienie przyłącza sieciowego!
6

Warunki otoczenia
Korzystanie z urządzenia lub jego przechowywanie poza przeznaczonym do tego
obszarem jest uznawane za niezgodne z przeznaczeniem. Producent nie ponosi
odpowiedzialności za szkody powstałe w wyniku użytkowania niezgodnego z powyższym zaleceniem.
Zakres temperatur powietrza otoczenia:
podczas pracy: od -10°C do +40°C (od 14°F do 104°F)
-
podczas transportu i przechowywania: od -20°C do +55°C (od -4°F do 131°F)
-
Wilgotność względna powietrza:
do 50% przy 40°C (104°F)
-
do 90% przy 20°C (68°F)
-
Powietrze otoczenia: wolne od pyłu, kwasów, gazów lub substancji korozyjnych.
Wysokość nad poziomem morza: maks. 2000 m (6561 ft. 8.16 in.)
PL
Obowiązki użytkownika
Obowiązki personelu
Użytkownik zobowiązuje się zezwalać na pracę z użyciem urządzenia tylko osobom, które:
zapoznały się z podstawowymi przepisami BHP oraz zostały poinstruowane o
-
sposobie obsługi urządzenia,
przeczytały instrukcję obsługi, a zwłaszcza rozdział „Przepisy dotyczące bez-
-
pieczeństwa”, przyswoiły sobie ich treść i potwierdziły to swoim podpisem,
posiadają wykształcenie odpowiednie do wymagań związanych z wynikami
-
pracy.
Należy regularnie kontrolować personel pod względem wykonywania pracy zgodnie z zasadami bezpieczeństwa.
Wszystkie osoby, którym powierzono wykonywanie pracy przy użyciu urządzenia,
przed rozpoczęciem pracy zobowiązują się
przestrzegać podstawowych przepisów BHP,
-
przeczytać niniejszą instrukcję obsługi, a zwłaszcza rozdział „Przepisy do-
-
tyczące bezpieczeństwa” i potwierdzić swoim podpisem, że je zrozumiały i
będą ich przestrzegać.
Przed opuszczeniem stanowiska pracy upewnić się, że w trakcie nieobecności nie
istnieje żadne zagrożenie dla ludzi ani ryzyko strat materialnych.
Wyłącznik różnicowoprądowy
Ochrona osób Prace związane z urządzeniem narażają operatora na liczne zagrożenia, np.:
Lokalnie obowiązujące uregulowania i wytyczne krajowe mogą wymagać zainstalowania wyłącznika różnicowoprądowego w przypadku podłączenia urządzenia do
publicznej sieci elektrycznej.
Typ wyłącznika różnicowoprądowego zalecany przez producenta jest podany
w danych technicznych.
iskrzenie, rozrzucanie gorących metalowych cząstek;
-
promieniowanie łuku spawalniczego szkodliwe dla oczu i dla skóry;
-
emitowanie szkodliwych pól elektromagnetycznych, mogących stanowić za-
-
grożenie dla życia osób z wszczepionym rozrusznikiem serca;
zagrożenie elektryczne stwarzane przez prąd z sieci i prąd spawania;
-
zwiększone natężenie hałasu;
-
emitowanie szkodliwych dymów spawalniczych i gazów.
-
7
Podczas wykonywania prac związanych z urządzeniem należy nosić odpowiednią
odzież ochronną. Odzież ochronna musi wykazywać następujące właściwości:
trudnopalna;
-
izolująca i sucha;
-
zakrywająca całe ciało, nieuszkodzona i w dobrym stanie;
-
kask ochronny;
-
spodnie bez mankietów.
-
Odzież ochronna obejmuje między innymi:
ochronę oczu i twarzy za pomocą przyłbicy z zalecanym przepisami wkładem
-
filtrującym, chroniącym przed promieniami UV, wysoką temperaturą i iskrami;
noszenie pod przyłbicą zalecanych przepisami okularów ochronnych z osłoną
-
boczną;
noszenie sztywnego obuwia, izolującego również w przypadku wilgoci;
-
ochronę dłoni za pomocą odpowiednich rękawic (izolujących elektrycznie, z
-
ochroną przed poparzeniem);
stosowanie ochrony słuchu w celu zmniejszenia narażenia na hałas i ochrony
-
przed urazami.
W trakcie pracy wszystkie osoby z zewnątrz, a w szczególności dzieci, powinny
przebywać z dala od urządzenia i procesu spawania. Jeśli jednak w pobliżu przebywają osoby postronne:
Należy poinstruować je o istniejących zagrożeniach (oślepienia przez łuk spa-
-
walniczy, zranienia przez iskry, szkodliwe dla zdrowia gazy, hałas, możliwe zagrożenia powodowane przez prąd z sieci i prąd spawania, itp.).
Udostępnić odpowiednie środki ochrony lub
-
ustawić odpowiednie ścianki ochronne i zasłony.
-
Dane dotyczące
poziomu emisji
hałasu
Zagrożenie ze
względu na kontakt ze szkodliwymi gazami i
oparami
Urządzenie wytwarza maksymalny poziom ciśnienia akustycznego wynoszący <80
dB(A) (ref. 1pW) na biegu jałowym oraz w fazie ochładzania po zakończeniu użytkowania zgodnie z dopuszczalnym maksymalnym punktem pracy przy obciążeniu
znamionowym wg normy EN 60974-1.
Wartość emisji na stanowisku pracy podczas spawania (i cięcia) nie może zostać
podana, ponieważ zależy ona od stosowanej metody i warunków otoczenia. Wartość ta jest zależna od różnych parametrów, m.in. metody spawania (spawanie
MIG/MAG, TIG), stosowanego rodzaju zasilania (prąd stały, prąd przemienny), zakresu mocy, rodzaju spawanego materiału, rezonansu elementu spawanego, otoczenia stanowiska pracy itp.
Dym powstający podczas spawania zawiera szkodliwe dla zdrowia gazy i opary.
Dym spawalniczy zawiera substancje, które według monografii 118 wydanej przez
International Agency for Research on Cancer wywołują raka.
Używać wyciągu punktowego i wyciągu w pomieszczeniu.
Jeśli to możliwe, używać palnika spawalniczego ze zintegrowanym wyciągiem.
Trzymać głowę z dala od powstającego dymu spawalniczego i gazów.
Powstającego dymu oraz szkodliwych gazów
nie wdychać,
-
odsysać je z obszaru roboczego za pomocą odpowiednich urządzeń.
-
Zadbać o doprowadzenie świeżego powietrza w wystarczającej ilości. Zadbać o to,
aby zawsze był zapewniony przepływ powietrza na poziomie co najmniej 20 m³ na
godzinę.
8
W przypadku niedostatecznej wentylacji stosować przyłbicę spawalniczą z doprowadzeniem powietrza.
Jeśli istnieją wątpliwości co do tego, czy wydajność odciągu jest wystarczająca,
należy porównać zmierzone wartości emisji substancji szkodliwych z dozwolonymi
wartościami granicznymi.
Za stopień szkodliwości dymu spawalniczego odpowiedzialne są między innymi
następujące składniki:
metale stosowane w elemencie spawanym;
-
elektrody;
-
powłoki;
-
środki czyszczące, odtłuszczacze itp.;
-
stosowany proces spawania.
-
Dlatego też należy uwzględnić odpowiednie karty charakterystyki materiałów i
podane przez producenta informacje na temat wymienionych składników.
Zalecenia dotyczące scenariuszy narażenia, środków zarządzania ryzykiem i identyfikowania warunków roboczych można znaleźć na stronie internetowej European Welding Association w sekcji Health & Safety (https://european-welding.org).
Palne pary (na przykład pary z rozpuszczalników) nie mogą mieć kontaktu z obszarem promieniowania łuku spawalniczego.
Jeśli nie są prowadzone prace spawalnicze, należy zamknąć zawór butli z gazem
ochronnym lub główny dopływ gazu.
PL
Niebezpieczeństwo wywołane iskrzeniem
Zagrożenia stwarzane przez prąd
z sieci i prąd spawania
Iskry mogą stać się przyczyną pożarów i eksplozji.
Nigdy nie spawać w pobliżu palnych materiałów.
Materiały palne muszą być oddalone co najmniej o 11 metrów (36 ft. 1.07 in.) od
łuku spawalniczego lub należy je przykryć odpowiednią osłoną.
Przygotować odpowiednią, atestowaną gaśnicę.
Iskry oraz gorące elementy metalowe mogą przedostać się do otoczenia również
przez małe szczeliny i otwory. Należy zastosować odpowiednie środki, aby zapobiec niebezpieczeństwu zranienia lub pożaru.
Nie wykonywać spawania w obszarach zagrożonych pożarem lub eksplozją oraz
przy zamkniętych zbiornikach, beczkach lub rurach, jeśli nie są one przygotowane
zgodnie z odpowiednimi normami krajowymi i międzynarodowymi.
Nie wolno spawać w pobliżu zbiorników, w których przechowywane są lub były gazy, paliwa, oleje mineralne itp. Ich pozostałości stwarzają niebezpieczeństwo eksplozji.
Porażenie prądem elektrycznym jest zasadniczo groźne dla życia i może spowodować śmierć.
W obrębie urządzenia i poza nim nie dotykać żadnych części, które przewodzą
prąd elektryczny.
W przypadku spawania MIG/MAG i TIG napięcie jest przewodzone również przez
drut spawalniczy, szpulę drutu, rolki podające oraz wszystkie elementy metalowe,
które są połączone z drutem spawalniczym.
9
Podajnik drutu należy zawsze ustawiać na odpowiednio izolowanym podłożu lub
też stosować odpowiedni, izolowany uchwyt podajnika drutu.
Aby zapewnić odpowiednią ochronę sobie i innym osobom, zastosować suchą
podkładkę lub też osłonę izolującą odpowiednio od potencjału ziemi albo masy.
Podkładka lub pokrywa musi zakrywać cały obszar między ciałem a potencjałem
ziemi lub masy.
Wszystkie kable i przewody muszą być kompletne, nieuszkodzone, zaizolowane i
o odpowiednich parametrach. Luźne połączenia, przepalone, uszkodzone lub niedostosowane parametrami kable i przewody należy niezwłocznie wymienić.
Przed każdym użyciem ręcznie sprawdzić solidność połączeń elektrycznych.
W przypadku kabli zasilających z wtykiem bagnetowym należy obrócić kabel o co
najmniej 180° wokół osi wzdłużnej i naprężyć.
Nie owijać kabli i przewodów wokół ciała ani wokół części ciała.
Elektrody (elektrody topliwej, elektrody wolframowej, drutu spawalniczego itp.)
nie należy nigdy zanurzać w cieczach w celu ochłodzenia,
-
nigdy nie dotykać przy włączonym źródle spawalniczym.
-
Między elektrodami dwóch źródeł spawalniczych może wystąpić np. zdublowane
napięcie trybu pracy jałowej źródła spawalniczego. W przypadku jednoczesnego
dotknięcia potencjałów obu elektrod, w pewnych warunkach może wystąpić zagrożenie dla życia.
Należy regularnie zlecać wykwalifikowanym elektrykom sprawdzanie kabla zasilania pod kątem prawidłowego działania przewodu ochronnego.
Urządzenia klasy ochrony I do prawidłowego działania potrzebują sieci z przewodem ochronnym i systemu wtykowego ze stykiem przewodu ochronnego.
Użytkowanie urządzenia w sieci bez przewodu ochronnego i gniazda bez styku
przewodu ochronnego jest dozwolone wyłącznie wtedy, gdy przestrzega się
wszystkich krajowych przepisów dotyczących rozłączenia ochronnego.
W innym przypadku jest to traktowane jako rażące zaniedbanie. Producent nie
ponosi odpowiedzialności za powstałe w wyniku tego szkody.
W razie potrzeby zadbać o odpowiednie uziemienie elementu spawanego za pomocą odpowiednich środków.
Wyłączać nieużywane urządzenia.
Podczas prac na wysokości stosować uprząż zabezpieczającą przed upadkiem.
Przed przystąpieniem do prac przy urządzeniu wyłączyć urządzenie i wyjąć
wtyczkę zasilania.
Urządzenie należy zabezpieczyć przed włożeniem wtyczki zasilania i ponownym
włączeniem za pomocą czytelnej i zrozumiałej tabliczki ostrzegawczej.
Po otwarciu urządzenia:
Rozładować wszystkie elementy, gromadzące ładunki elektryczne.
-
Upewnić się, że żadne podzespoły urządzenia nie są pod napięciem.
-
10
Jeśli konieczne jest przeprowadzenie prac dotyczących części przewodzących
napięcie elektryczne, należy poprosić o pomoc drugą osobę, która w odpowiednim czasie wyłączy urządzenie wyłącznikiem głównym.

Błądzące prądy
spawania
W przypadku nieprzestrzegania przedstawionych poniżej zaleceń możliwe jest
powstawanie błądzących prądów spawania, które mogą spowodować następujące
zagrożenia:
Niebezpieczeństwo pożaru
-
Przegrzanie elementów połączonych z elementem spawanym
-
Zniszczenie przewodów ochronnych
-
Uszkodzenie urządzenia oraz innych urządzeń elektrycznych
-
Zadbać o odpowiednie połączenie zacisku przyłączeniowego z elementem spawanym.
Zamocować zacisk przyłączeniowy elementu spawanego w miarę możliwości jak
najbliżej spawanego miejsca.
Urządzenie ustawić z wystarczającą izolacją od przewodzącego elektrycznie otoczenia, na przykład izolacja od przewodzącego podłoża lub izolacja od przewodzących stelaży.
W przypadku zastosowania rozdzielaczy prądowych, uchwytów z podwójną
głowicą itp. należy przestrzegać poniższych zaleceń: Również elektrody nieużywanego uchwytu spawalniczego / uchwytu elektrody przewodzą potencjał. Zadbać o
odpowiednią izolację miejsca składowania nieużywanego obecnie uchwytu spawalniczego / uchwytu elektrody.
W zautomatyzowanych zastosowaniach MIG/MAG drut elektrodowy prowadzić
do podajnika drutu w pełnej izolacji od zasobnika drutu spawalniczego, dużej
szpuli lub szpuli zwykłej.
PL
Klasyfikacja
kompatybilności
elektromagnetycznej urządzeń
(EMC)
Środki zapewniające kompatybilność elektromagnetyczną
Urządzenia klasy emisji A:
przewidziane do użytku wyłącznie na obszarach przemysłowych,
-
na innych obszarach mogą powodować zakłócenia przenoszone po przewo-
-
dach lub na drodze promieniowania.
Urządzenia klasy emisji B:
spełniają wymagania dotyczące emisji na obszarach mieszkalnych i prze-
-
mysłowych. Dotyczy to również obszarów mieszkalnych zaopatrywanych w
energię z publicznej sieci niskonapięciowej.
Klasyfikacja kompatybilności elektromagnetycznej urządzeń wg tabliczki znamionowej lub danych technicznych
W szczególnych przypadkach, mimo przestrzegania wartości granicznych emisji
wymaganych przez normy, w przewidzianym obszarze zastosowania mogą
wystąpić nieznaczne zakłócenia (np., gdy w pobliżu miejsca ustawienia znajdują
się czułe urządzenia lub miejsce ustawienia znajduje się w pobliżu odbiorników radiowych i telewizyjnych).
W takim przypadku użytkownik jest zobowiązany do podjęcia odpowiednich
działań, zapobiegających tym zakłóceniom.
11
Odporność na zakłócenia instalacji znajdujących się w otoczeniu urządzenia należy sprawdzić i określić w oparciu o uregulowania krajowe i międzynarodowe.
Przykłady instalacji podatnych na zakłócenia, które mogą być spowodowane
przez urządzenie:
urządzenia zabezpieczające;
-
przewody sieciowe, do transmisji sygnałów i danych;
-
urządzenia do elektronicznego przetwarzania danych i urządzenia telekomu-
-
nikacyjne;
urządzenia do pomiarów i kalibracji.
-
Środki pomocnicze, umożliwiające uniknięcie problemów z kompatybilnością
elektromagnetyczną:
Zasilanie sieciowe
1.
W przypadku wystąpienia zakłóceń elektromagnetycznych mimo pra-
-
widłowego połączenia z siecią należy zastosować dodatkowe środki (np.
użyć odpowiedniego filtra sieciowego).
Przewody prądowe
2.
powinny być jak najkrótsze;
-
muszą przebiegać blisko siebie (również w celu uniknięcia problemów
-
EMF);
należy ułożyć z dala od innych przewodów.
-
Wyrównanie potencjałów
3.
Uziemienie elementu spawanego
4.
W razie konieczności wykonać połączenie uziemiające za pośrednictwem
-
odpowiednich kondensatorów.
Ekranowanie, w razie potrzeby
5.
Ekranować inne urządzenia w otoczeniu
-
Ekranować całą instalację spawalniczą
-
Środki zapobiegania zakłóceniom elektromagnetycznym
Miejsca
szczególnych zagrożeń
Pola elektromagnetyczne mogą powodować nieznane dotychczas zagrożenia dla
zdrowia:
w następstwie oddziaływania na zdrowie osób znajdujących się w pobliżu, np.
-
używających rozruszników serca lub aparatów słuchowych
użytkownicy rozruszników serca powinni zasięgnąć porady lekarza, zanim
-
będą przebywać w bezpośrednim pobliżu urządzenia oraz procesu spawania
ze względów bezpieczeństwa odstępy pomiędzy przewodami prądowymi oraz
-
głowicą/kadłubem spawarki powinny być jak największe
nie nosić przewodu prądowego i pakietu przewodów na ramieniu i nie owijać
-
ich wokół ciała lub części ciała
Nie zbliżać dłoni, włosów, części odzieży ani narzędzi do ruchomych elementów,
np.:
wentylatorów,
-
kół zębatych,
-
rolek,
-
wałków,
-
szpul drutu oraz drutów spawalniczych.
-
Nie sięgać dłonią w obszar pracy obracających się kół zębatych napędu drutu, ani
też w obszar pracy obracających się części napędu.
Pokrywy i elementy boczne można otwierać i zdejmować tylko na czas wykonywania czynności konserwacyjnych i napraw.
12
Podczas eksploatacji:
Upewnić się, czy wszystkie pokrywy są zamknięte, a wszystkie elementy bocz-
-
ne prawidłowo zamontowane.
Wszystkie pokrywy i elementy boczne muszą być zamknięte.
-

Wysuwanie drutu spawalniczego z uchwytu spawalniczego oznacza duże ryzyko
obrażeń ciała (przebicia dłoni, zranienia twarzy i oczu, itp.).
Z tego względu uchwyt spawalniczy należy trzymać stale z dala od ciała (urządzenia z podajnikiem drutu) i stosować odpowiednie okulary ochronne.
Nie dotykać elementu zgrzewanego podczas zgrzewania i bezpośrednio po jego
zakończeniu — niebezpieczeństwo oparzenia.
Ze stygnących elementów zgrzewanych może odpryskiwać żużel. Dlatego też
również podczas obróbki dodatkowej elementów zgrzewanych stosować zalecane
przepisami środki ochrony i zadbać o wystarczającą ochronę innych osób.
Należy zostawić uchwyt spawalniczy oraz inne elementy wyposażenia o wysokiej
temperaturze roboczej do ostygnięcia, zanim przeprowadzi się na nich jakiekolwiek prace.
W pomieszczeniach zagrożonych pożarem lub eksplozją obowiązują specjalne
przepisy
— przestrzegać odpowiednich przepisów krajowych i międzynarodowych.
Źródła energii, przeznaczone do pracy w przestrzeniach o podwyższonym zagrożeniu elektrycznym (np. kotłach), muszą być oznaczone znakiem bezpieczeństwa (Safety). Źródło energii nie może się jednak znajdować w takich pomieszczeniach.
PL
Niebezpieczeństwo oparzenia przez wyciekający płyn chłodzący. Przed rozłączeniem przyłączy dopływu i odpływu płynu chłodzącego wyłączyć chłodnicę.
Podczas stosowania płynu chłodzącego przestrzegać informacji zawartych w karcie charakterystyki bezpieczeństwa płynu chłodzącego. Kartę charakterystyki
bezpieczeństwa płynu chłodzącego można otrzymać w punkcie serwisowym lub
za pośrednictwem strony internetowej producenta.
Do transportu urządzeń przy użyciu żurawi stosować tylko odpowiedni osprzęt,
dostarczony przez producenta.
Zaczepiać łańcuchy lub liny odpowiedniego osprzętu do transportu we
-
wszystkich przewidzianych do tego celu punktach zaczepienia.
Łańcuchy i liny mogą być odchylone od pionu tylko o niewielki kąt.
-
Usunąć butlę z gazem i podajnik drutu (urządzenia MIG/MAG oraz TIG).
-
W przypadku zawieszenia podajnika drutu do żurawia podczas spawania, należy
zawsze stosować odpowiednie, izolujące zaczepy do zawieszania podajnika drutu
(urządzenia MIG/MAG i TIG).
Jeśli urządzenie jest wyposażone w pasek lub uchwyt do przenoszenia, służy on
wyłącznie do jego ręcznego transportu. Pasek do przenoszenia ręcznego nie nadaje się do transportu żurawiem, wózkiem widłowym i innymi mechanicznymi
urządzeniami podnośnikowymi.
Wszystkie elementy mocujące (pasy, sprzączki, łańcuchy itd.), które będą używane razem z urządzeniem lub jego podzespołami, poddawać regularnej kontroli
(np. pod kątem uszkodzeń mechanicznych, korozji lub zmian wywołanych innymi
wpływami środowiskowymi).
Okresy przeprowadzania kontroli oraz ich zakres muszą odpowiadać przynajmniej
obowiązującym normom i dyrektywom krajowym.
Niebezpieczeństwo niezauważonego wycieku bezbarwnego i bezwonnego gazu
osłonowego w przypadku zastosowania adaptera do przyłącza gazu osłonowego.
Gwint adaptera do przyłącza gazu osłonowego po stronie urządzenia należy
przed montażem uszczelnić za pomocą taśmy teflonowej.
13
Wymogi dotyczące gazu
osłonowego
Zanieczyszczenie gazu osłonowego może spowodować uszkodzenia wyposażenia
i obniżenie jakości spawania, w szczególności w przypadku stosowania przewodów
pierścieniowych.
Konieczne jest spełnienie niżej wymienionych wymogów dotyczących jakości gazu
osłonowego:
rozmiar cząstek stałych < 40 µm,
-
ciśnieniowy punkt rosy < -20°C,
-
maks. zawartość oleju < 25 mg/m³.
-
W razie potrzeby użyć filtrów!
Niebezpieczeństwo stwarzane przez butle z gazem
ochronnym
Butle z gazem ochronnym zawierają znajdujący się pod ciśnieniem gaz i w przypadku uszkodzenia mogą wybuchnąć. Ponieważ butle z gazem ochronnym stanowią element wyposażenia spawalniczego, należy obchodzić się z nimi bardzo
ostrożnie.
Butle ze sprężonym gazem ochronnym należy chronić przed zbyt wysoką temperaturą, uderzeniami mechanicznymi, żużlem, otwartym ogniem, iskrami i łukiem
spawalniczym.
Butle z gazem ochronnym należy montować w pozycji pionowej i mocować zgodnie z instrukcją, aby nie mogły spaść.
Trzymać butle z gazem ochronnym z dala od obwodów spawalniczych lub też innych obwodów elektrycznych.
Nigdy nie zawieszać palnika spawalniczego na butli z gazem ochronnym.
Nigdy nie dotykać butli z gazem ochronnym elektrodą.
Niebezpieczeństwo wybuchu — nigdy nie spawać w pobliżu butli z gazem ochronnym, znajdującej się pod ciśnieniem.
Zawsze należy używać butli z gazem ochronnym odpowiedniej dla danego zastosowania oraz dostosowanego, odpowiedniego wyposażenia (regulatora, przewodów, złączek itp.). Używać butli z gazem ochronnym oraz wyposażenia tylko w
dobrym stanie technicznym.
Niebezpieczeństwo stwarzane przez
wypływający gaz
ochronny
14
W przypadku otwarcia zaworu butli z gazem ochronnym należy odsunąć twarz od
wylotu.
Jeśli nie są prowadzone prace spawalnicze, zawór butli z gazem ochronnym należy zamknąć.
Jeśli butla z gazem ochronnym nie jest podłączona, kapturek należy pozostawić
na zaworze butli.
Stosować się do zaleceń producenta oraz odpowiednich przepisów krajowych i
międzynarodowych, dotyczących butli z gazem ochronnym oraz elementów wyposażenia.
Niebezpieczeństwo uduszenia przez niekontrolowany wypływ gazu ochronnego
Gaz ochronny jest bezbarwny i bezwonny, a w przypadku wypływu może wyprzeć
tlen z powietrza otoczenia.
Zapewnić wystarczający dopływ świeżego powietrza — przepływ na poziomie
-
co najmniej 20 m³ na godzinę.
Przestrzegać instrukcji bezpieczeństwa i konserwacji butli z gazem ochron-
-
nym lub głównego dopływu gazu.
Jeśli nie są prowadzone prace spawalnicze, należy zamknąć zawór butli z ga-
-
zem ochronnym lub główny dopływ gazu.
Przed każdym uruchomieniem skontrolować butlę z gazem ochronnym lub
-
główny dopływ gazu pod kątem niekontrolowanego wypływu gazu.
PL
Środki bezpieczeństwa dotyczące miejsca
ustawienia oraz
transportu
Przewracające się urządzenie może stanowić zagrożenie dla życia! Ustawić
urządzenie stabilnie na równym, stałym podłożu.
Maksymalny dozwolony kąt nachylenia wynosi 10°.
-
W pomieszczeniach zagrożonych pożarem i wybuchem obowiązują przepisy specjalne
Przestrzegać odpowiednich przepisów krajowych i międzynarodowych.
-
Na podstawie wewnętrznych instrukcji zakładowych oraz kontroli zapewnić, aby
otoczenie miejsca pracy było zawsze czyste i uporządkowane.
Urządzenie należy ustawiać i eksploatować wyłącznie zgodnie z informacjami o
stopniu ochrony IP, znajdującymi się na tabliczce znamionowej.
Podczas ustawiania urządzenia zapewnić odstęp 0,5 m (1 ft. 7.69 in.) dookoła, aby
umożliwić swobodny wlot i wylot powietrza chłodzącego.
Podczas transportu urządzenia należy zadbać o to, aby były przestrzegane obowiązujące dyrektywy krajowe i lokalne oraz przepisy BHP. Dotyczy to zwłaszcza
dyrektyw dotyczących zagrożeń podczas transportu i przewożenia.
Nie podnosić ani nie transportować aktywnych urządzeń. Przed transportem lub
podniesieniem wyłączyć urządzenia!
Przed każdorazowym transportem urządzenia całkowicie spuścić płyn chłodzący,
jak również zdemontować następujące elementy:
podajnik drutu,
-
szpulę drutu,
-
butlę z gazem ochronnym.
-
Środki bezpieczeństwa w normalnym trybie
pracy
Przed uruchomieniem i po przetransportowaniu koniecznie przeprowadzić
oględziny urządzenia pod kątem uszkodzeń. Przed uruchomieniem zlecić naprawę wszelkich uszkodzeń przeszkolonemu personelowi technicznemu.
Urządzenie może być eksploatowane tylko wtedy, gdy wszystkie urządzenia zabezpieczające są w pełni sprawne. Jeśli urządzenia zabezpieczające nie są w pełni
sprawne, występuje niebezpieczeństwo:
odniesienia obrażeń lub śmiertelnych wypadków przez użytkownika lub osoby
-
trzecie,
uszkodzenia urządzenia oraz innych dóbr materialnych użytkownika,
-
zmniejszenia wydajności urządzenia.
-
Urządzenia zabezpieczające, które nie są w pełni sprawne, należy naprawić przed
włączeniem urządzenia.
Nigdy nie demontować ani nie wyłączać urządzeń zabezpieczających.
Przed włączeniem urządzenia upewnić się, czy nie stanowi ono dla nikogo zagrożenia.
15
Co najmniej raz w tygodniu sprawdzać urządzenie pod kątem widocznych z
zewnątrz uszkodzeń i sprawności działania urządzeń zabezpieczających.
Butlę z gazem ochronnym należy zawsze dobrze mocować i zdejmować podczas
transportu z użyciem żurawia.
Ze względu na właściwości (przewodność elektryczna, ochrona przed zamarzaniem, tolerancja materiałowa, palność itp.), do użytku w naszych urządzeniach
nadają się tylko oryginalne płyny chłodzące producenta.
Stosować tylko odpowiednie, oryginalne płyny chłodzące producenta.
Nie mieszać oryginalnego płynu chłodzącego producenta z innymi płynami
chłodzącymi.
Do obiegu chłodnicy podłączać wyłącznie komponenty systemu producenta.
Jeśli w następstwie zastosowania innych komponentów systemu lub innego płynu
chłodzącego powstaną szkody, producent nie ponosi za nie odpowiedzialności, a
ponadto tracą ważność wszelkie roszczenia z tytułu gwarancji.
Płyn Cooling Liquid FCL 10/20 nie jest łatwopalny. Płyn chłodzący na bazie etanolu może być palny w określonych warunkach. Płyn chłodzący należy transportować tylko w zamkniętych, oryginalnych pojemnikach i trzymać z dala od źródeł
ognia.
Zużyty płyn chłodzący należy zutylizować w fachowy sposób zgodnie z przepisami krajowymi i międzynarodowymi. Kartę charakterystyki bezpieczeństwa płynu
chłodzącego można otrzymać w punkcie serwisowym lub za pośrednictwem strony internetowej producenta.
Uruchamianie,
konserwacja i naprawa
Kontrola zgodności z wymogami bezpieczeństwa technicznego
W ostygniętym urządzeniu, przed każdorazowym rozpoczęciem spawania sprawdzić poziom płynu chłodzącego.
W przypadku części obcego pochodzenia nie ma gwarancji, że zostały wykonane i
skonstruowane zgodnie z wymogami w zakresie ich wytrzymałości i bezpieczeństwa.
Stosować wyłącznie oryginalne części zamienne i elementy ulegające zużyciu
-
(obowiązuje również dla części znormalizowanych).
Dokonywanie wszelkich zmian w zakresie budowy urządzenia bez zgody pro-
-
ducenta jest zabronione.
Elementy wykazujące zużycie należy niezwłocznie wymieniać.
-
Przy zamawianiu należy podać dokładną nazwę oraz numer artykułu wg listy
-
części zamiennych, jak również numer seryjny posiadanego urządzenia.
Śruby obudowy mają połączenie z przewodem ochronnym zapewniającym uziemienie elementów obudowy.
Należy zawsze używać oryginalnych śrub obudowy w odpowiedniej liczbie,
dokręcając je podanym momentem.
Producent zaleca, aby przynajmniej co 12 miesięcy zlecać przeprowadzenie kontroli zgodności z wymogami bezpieczeństwa technicznego.
W tym samym okresie 12 miesięcy producent zaleca również kalibrację źródeł
prądu spawalniczego.
16
Zalecana jest kontrola zgodności z wymogami bezpieczeństwa technicznego
przez uprawnionego elektryka:
po dokonaniu modyfikacji;
-
po rozbudowie lub przebudowie;
-
po wykonaniu naprawy, czyszczenia lub konserwacji;
-
przynajmniej co 12 miesięcy.
-
Podczas kontroli zgodności z wymogami bezpieczeństwa technicznego należy
przestrzegać odpowiednich krajowych i międzynarodowych norm i dyrektyw.
Dokładniejsze informacje na temat kontroli zgodności z wymogami bezpieczeństwa technicznego oraz kalibracji można uzyskać w najbliższym punkcie serwisowym. Udostępni on na życzenie wszystkie niezbędne dokumenty.
Utylizacja Stare urządzenia elektryczne i elektroniczne podlegają obowiązkowi selektywnej
zbiórki i recyklingu zgodnie z Dyrektywą Europejską i przepisami krajowymi.
Zużyty sprzęt należy zwrócić u sprzedawcy lub korzystając z lokalnego, autoryzowanego systemu zbiórki i utylizacji odpadów. Prawidłowa utylizacja starego
sprzętu pozwala na odzyskanie cennych materiałów wtórnych. Zignorowanie tej
informacji może mieć potencjalnie szkodliwe skutki dla zdrowia i środowiska naturalnego.
Materiały opakowaniowe
Selektywna zbiórka odpadów. Proszę zapoznać się z przepisami obowiązującymi
w Państwa gminie. Zgnieść karton przed wyrzuceniem, aby zmniejszyć jego
objętość.
PL
Znak bezpieczeństwa
Bezpieczeństwo
danych
Prawa autorskie Wszelkie prawa autorskie w odniesieniu do niniejszej instrukcji obsługi należą do
Urządzenia z oznaczeniem CE spełniają wymagania dyrektyw dotyczących
urządzeń niskonapięciowych i kompatybilności elektromagnetycznej (np. odpowiednie normy dotyczące produktów, z serii norm EN 60 974).
Fronius International GmbH oświadcza, że urządzenie spełnia wymogi dyrektywy
2014/53/UE. Pełny tekst deklaracji zgodności UE jest dostępny pod
następującym adresem internetowym: http://www.fronius.com
Urządzenia oznaczone znakiem atestu CSA spełniają wymagania najważniejszych
norm Kanady i USA.
Za zabezpieczenie danych o zmianach w zakresie ustawień fabrycznych odpowiada użytkownik. W wypadku skasowania ustawień osobistych użytkownika producent nie ponosi odpowiedzialności.
producenta.
Tekst oraz ilustracje odpowiadają stanowi technicznemu w momencie oddania instrukcji do druku. Zastrzega się możliwość wprowadzenia zmian. Treść instrukcji
obsługi nie może być podstawą do roszczenia jakichkolwiek praw ze strony nabywcy. Będziemy wdzięczni za udzielanie wszelkich wskazówek i informacji o
błędach znajdujących się w instrukcji obsługi.
17

Informacje ogólne
Koncepcja
urządzenia
Urządzenie WeldCube Connector
umożliwia włączenie wszystkich systemów spawania uczestniczących
w produkcji, niezależnie od ich producenta, do systemu dokumentacji Fronius WeldCube Premium.
Na wypadek awarii zasilania urządzenie
WeldCube Connector zapisuje ostatnie
dane i gwarantuje bezpieczny proces
wyłączenia.
Urządzenie WeldCube Connector jest dostępne w następujących wersjach:
WeldCube Connector U/I
4,044,056
pomiar prądu spawania i napięcia spawania
wraz z adapterem do pomiaru napięcia
WeldCube Connector U/I/WFS WSM
4,044,057
pomiar prądu spawania, napięcia spawania i prędkości podawania drutu
wraz z czujnikiem drutu
(do źródeł energii TransSteel 3000c Pulse, TransSteel 3500c i podajnika drutu
VR 5000)
WeldCube Connector U/I/WFS Euro
4,044,058
pomiar prądu spawania, napięcia spawania i prędkości podawania drutu
wraz z czujnikiem drutu Euro
WeldCube Connector Advanced
4,044,067
pomiar prądu spawania, napięcia spawania i prędkości podawania drutu
Opcjonalny czujnik drutu (patrz opcje od strony 20)
Obszary zastosowań
Zasada działania Niezależnie od procesu spawania, urządzenie WeldCube Connector umieszcza się
WeldCube Connector znajduje zastosowanie przy ręcznym i zautomatyzowanym
spawaniu MIG/MAG, TIG i elektrodą topliwą.
zawsze między źródłem energii a kablem masy w przewodzie masy.
Pomiar prądu odbywa się na gniazdach prądowych źródła energii.
18
W celu sprawnego zintegrowania systemu należy połączyć następujące komponenty:

Symbole bezpieczeństwa na
urządzeniu
Podłączyć urządzenie WeldCube Connector do gniazda prądowego masy
-
źródła energii
Podłączyć przewód masy do urządzenia WeldCubeConnector
-
Pomiar napięcia na każdym kablu adaptera lub pomiar napięcia / prędkości
-
podawania drutu na każdym czujniku drutu na drugim biegunie
Zasilanie przez „Power over Ethernet” za pomocą odpowiedniego kabla sie-
-
ciowego
Połączenie z siecią za pomocą kabla sieciowego LAN lub WLAN
-
Zasilanie urządzenia WeldCube Connector odbywa się przez kabel sieciowy Power over Ethernet (PoE).
Zasilanie przez PoE może odbywać się przez centralną infrastrukturę IT lub PoEInjector na miejscu. Nadajnik PoE-Injector włącza się następnie w magistralę komunikacyjną między rozgałęźnikiem sieciowym a urządzeniem WeldCube Connector.
PL
Spawanie jest niebezpieczne. Koniecznie spełnić następujące warunki podstawowe:
Spawacz musi posiadać wystarczające kwalifikacje
-
Odpowiednie wyposażenie ochronne
-
Osoby postronne muszą zachować bezpieczną odległość
-
Z opisanych funkcji można korzystać dopiero po dokładnym zapoznaniu się
z następującymi dokumentami:
tą instrukcją obsługi;
-
wszystkimi instrukcjami obsługi komponentów systemu, w szczególności
-
przepisami dotyczącymi bezpieczeństwa.
19

Warunki
WSKAZÓWKA!
Instalacja i integracja urządzenia WeldCube Connector zakłada znajomość wiedzy dotyczącej technologii sieciowych.
Aby uzyskać szczegółowe informacje, zwrócić się do administratora sieci.
▶
Wymagania dotyczące kabla sieciowego:
Przyłącze RJ45 / M12, kodowanie X
-
Wersja kabla do zastosowań przemysłowych, co najmniej CAT 5e
-
Wymagania dotyczące nadajnika PoE-Injector zgodnie z IEEE 802.3at - PoE+ /
30 W:
ekranowane gniazdo RJ45
-
solidna i zamknięta obudowa z tworzywa sztucznego
-
prędkość przesyłu danych min. 100 Mbit/s
-
Emisja EMC: EN55032 Class B, FCC part 15 Class B
-
Warunki otoczenia:
Temperatura otoczenia podczas eksploatacji: od -10°C do +40°C
-
Temperatura magazynowania: od -20°C do +55°C
-
Opcje
PoE-Injector RJ45 30 W / 802.3at /
PoE+
Kabel zasilający CE 2 m 43,0004,2951
Kabel sieciowy M12-X / RJ45, 5 m 42,0411,0232
Kabel sieciowy M12-X / RJ45, 10 m 42,0411,0233
Kabel sieciowy M12-X / RJ45, 15 m 42,0411,0234
Kabel sieciowy M12-X / RJ45, 20 m 42,0411,0235
OPT/WCC Sensor Cable EXT 5m
kabel przedłużający do czujników
zewnętrznych, 5 m
OPT/WCC Sensor Cable EXT 10m
kabel przedłużający do czujników
zewnętrznych, 10 m
OPT/WCC Mounting Set TSt
zestaw montażowy do źródeł energii
TransSteel
OPT/WCC Mounting Set 1
zestaw montażowy do źródła energii
42,0411,0213
4,051,547
4,051,548
4,101,361
4,101,362
20

OPT/WCC Mounting Set 2
zestaw montażowy do źródła energii
4,101,363
PL
Zgodność z przepisami FCC /
RSS / UE
OPT/WCC Wire Sensor EUR
opcja czujnika drutu / Euro do WeldCube Connector Advanced
OPT/WCC Wire Sensor WSM
opcja czujnika drutu / TSt do WeldCube Connector Advanced
Magnes mocujący * 4,100,265
* Do urządzenia WeldCube Connector wymagane są dwa magnesy mo-
cujące.
FCC
To urządzenie zostało przetestowane i jest zgodne z wartościami granicznymi dla
urządzenia cyfrowego klasy B zgodnie z częścią 15 postanowień FCC. Te wartości
graniczne mają zapewniać wystarczającą ochronę przed szkodliwymi zakłóceniami w pomieszczeniach mieszkalnych. To urządzenie wytwarza oraz wykorzystuje
energię o wysokiej częstotliwości i może powodować zakłócenia w komunikacji radiowej, jeżeli nie będzie użytkowane zgodnie z instrukcjami. Nie ma jednakże żadnej gwarancji, że w danej instalacji nie wystąpią zakłócenia.
4,101,372
4,101,373
Jeżeli to urządzenie wywołuje zakłócenia w odbiorze sygnału radiowego lub telewizyjnego, które można stwierdzić przez wyłączenie i włączenie urządzenia, zaleca się użytkownikowi zlikwidowanie tych zakłóceń przez wykonanie jednego lub
większej liczby niżej wymienionych działań:
ustawić lub inaczej umiejscowić antenę odbiorczą,
-
zwiększyć odległość między urządzeniem a odbiornikiem.
-
Podłączyć urządzenie do innego obwodu prądowego, do którego nie jest
-
podłączony odbiornik.
W celu uzyskania dalszego wsparcia technicznego należy skontaktować się ze
-
sprzedawcą lub wykwalifikowanym specjalistą z dziedziny transmisji radiowej
lub telewizyjnej.
FCC ID: QKWSPB209A
Industry Canada RSS
Opisywane urządzenie spełnia bezlicencyjne normy Industry Canada RSS. Eksploatacja podlega następującym warunkom:
(1) Urządzenie nie może powodować szkodliwych zakłóceń.
(2) Urządzenie musi być niewrażliwe na wszelkie wpływy zakłóceń z zewnątrz,
łącznie z wpływami zakłóceń, które mogą prowadzić do pogorszenia
działania.
IC: 12270A-SPB209A
21

UE
Zgodność z dyrektywą 2014/53 / UE - Radio Equipment Directive (RED)
Anteny stosowane do tego nadajnika muszą być zainstalowane tak, aby był zachowany minimalny odstęp 20 cm od wszystkich osób. Nie wolno ich rozstawiać
ani użytkować z inną anteną lub innym nadajnikiem. Integratorzy OEM i użytkownicy końcowi muszą dysponować warunkami eksploatacji nadajnika, aby móc
spełnić postanowienia dyrektyw w sprawie obciążenia częstotliwościami radiowymi.
Bluetooth trademarks
Znak słowny Bluetooth® i loga Bluetooth® są zarejestrowanymi markami i
własnością Bluetooth SIG, Inc. Są one wykorzystywane przez producenta na podstawie udzielonej licencji. Pozostałe marki i nazwy handlowe są własnością ich
prawnych właścicieli.
22

Konfiguracje systemu
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
+
(10)
(9)
PL
Konfiguracje
systemowe
z urządzeniem
WeldCube Connector U/I
MIG/MAG
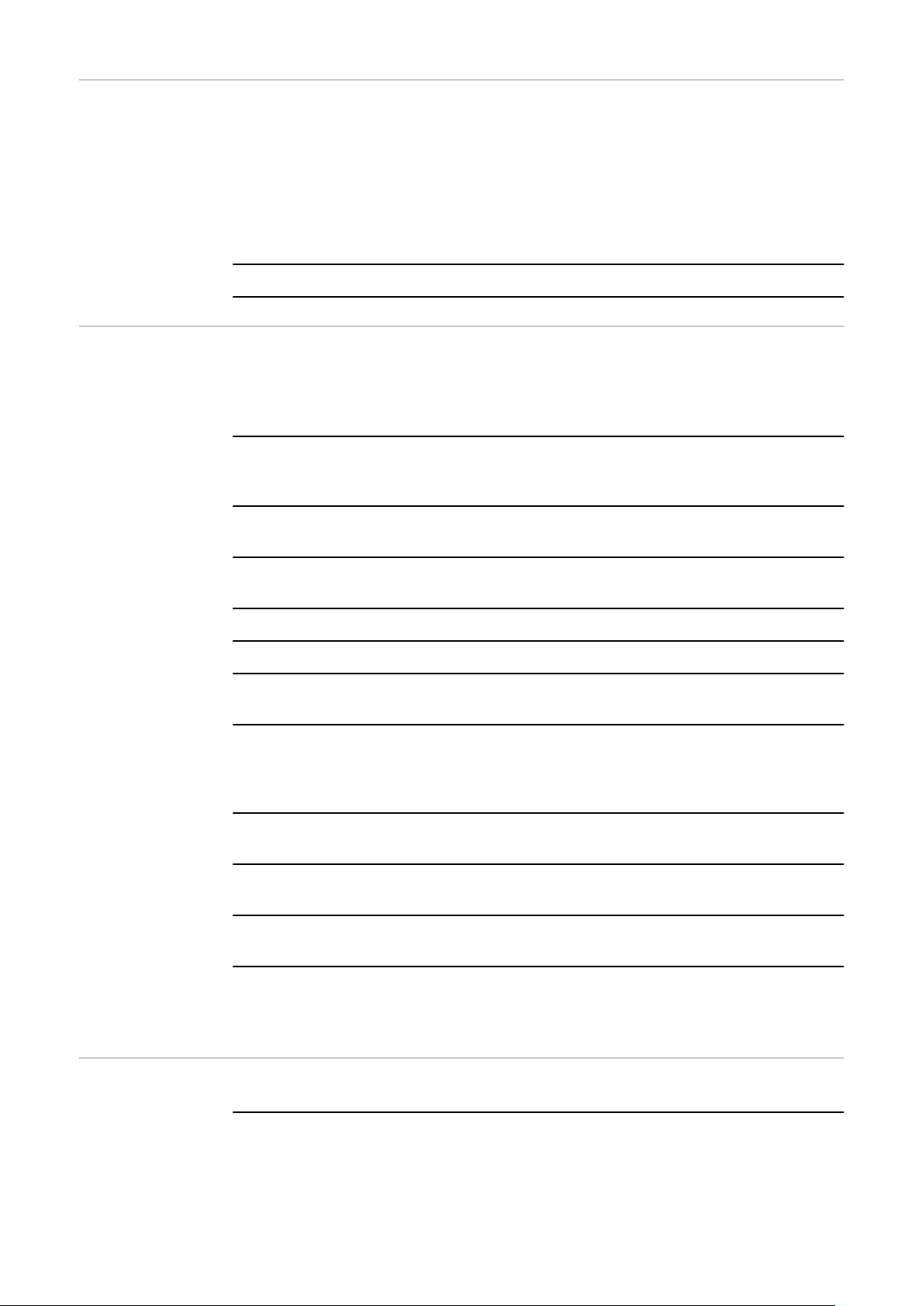
Schematyczna ilustracja bez szczegółowego przedstawienia zestawu przewodów połączeniowych
między źródłem prądu a podajnikiem drutu.
(1) Komputer umożliwiający dostęp do WeldCube Premium
(2) Przełącznik Ethernet z PoE
(3) Zasilanie przez PoE (Power over Ethernet)
(4) Serwer WeldCube Premium (fizyczny lub wirtualny)
(5) Adapter do pomiaru napięcia
(6) Prędkość podawania drutu
(7) Źródło energii
(8) WeldCube Connector U/I
(9) Przewód masy
(10) Palnik spawalniczy
23

MIG/MAG z napędem drutu zintegrowanym ze źródłem energii
+
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
HF
+
*
(1) Komputer umożliwiający dostęp do WeldCube Premium
(2) Przełącznik Ethernet z PoE
(3) Zasilanie przez PoE (Power over Ethernet)
(4) Serwer WeldCube Premium (fizyczny lub wirtualny)
(5) Adapter do pomiaru napięcia
(6) Źródło energii
(7) WeldCube Connector U/I
(8) Przewód masy
(9) Palnik spawalniczy
TIG-DC, TIG-AC
HF = zajarzenie wysokiej częstotliwości; * = gniazdo prądowe bez wysokiej częstotliwości — np. do
elektrod topliwych
(1) Komputer umożliwiający dostęp do WeldCube Premium
(2) Przełącznik Ethernet z PoE
(3) Zasilanie przez PoE (Power over Ethernet)
(4) Serwer WeldCube Premium (fizyczny lub wirtualny)
(5) Adapter do pomiaru napięcia
(6) Źródło energii
(7) WeldCube Connector U/I
24

(8) Przewód masy
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
HF
+
*
(9)
(9) Palnik spawalniczy
Elektroda topliwa (ze źródłem energii TIG)
HF = zajarzenie wysokiej częstotliwości; * = gniazdo prądowe bez wysokiej częstotliwości — np. do
elektrod topliwych
PL
(1) Komputer umożliwiający dostęp do WeldCube Premium
(2) Przełącznik Ethernet z PoE
(3) Zasilanie przez PoE (Power over Ethernet)
(4) Serwer WeldCube Premium (fizyczny lub wirtualny)
(5) Adapter do pomiaru napięcia
(6) Źródło energii
(7) WeldCube Connector U/I
(8) Przewód masy
(9) Uchwyt elektrody
25

Konfiguracje
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
+
(10)
(9)
(1)
(2)
(3)
(4)
(6)
(7)
(8)
(9)
(5)
systemu z
urządzeniem
WeldCube Connector U/IWFS
Euro
MIG/MAG
Schematyczna ilustracja bez szczegółowego przedstawienia zestawu przewodów połączeniowych
między źródłem energii a podajnikiem drutu.
(1) Komputer umożliwiający dostęp do WeldCube Premium
(2) Przełącznik Ethernet z PoE
(3) Zasilanie przez PoE (Power over Ethernet)
(4) Serwer WeldCube Premium (fizyczny lub wirtualny)
(5) Źródło energii
(6) Podajnik drutu
(7) Czujnik drutu Euro
(8) WeldCube Connector U/I
(9) Przewód masy
(10) Uchwyt spawalniczy
MIG/MAG z napędem drutu zintegrowanym ze źródłem energii
(1) Komputer umożliwiający dostęp do WeldCube Premium
(2) Przełącznik Ethernet z PoE
(3) Zasilanie przez PoE (Power over Ethernet)
(4) Serwer WeldCube Premium (fizyczny lub wirtualny)
(5) Czujnik drutu Euro
(6) Źródło energii
26

(7) WeldCube Connector U/I
(8) Przewód masy
(9) Uchwyt spawalniczy
PL
Konfiguracje
systemu z
urządzeniem
WeldCube Connector U/I/WFS
WSM
Konfiguracje
systemu z
urządzeniem
WeldCube Connector Advanced
Konfiguracja dla systemów spawania TransSteel z urządzeniem WeldCube Connector U/I/WFS WSM odpowiada konfiguracji systemu dla urządzenia WeldCube
Connector U/I/WFS Euro, z tym wyjątkiem, że zamiast czujnika drutu Euro
występuje tu czujnik drutu wbudowany bezpośrednio w źródle energii lub w podajniku drutu.
Montaż czujnika drutu może być wykonany fabrycznie, albo może zostać wykonany w późniejszym terminie przez przeszkolony personel.
Szczegółowe informacje na temat montażu czujnika drutu zawiera instrukcja instalacji „Czujnik drutu do WeldCube Connector z TransSteel” – 42,0410,2663.
Konfiguracja dla systemów spawania z urządzeniem WeldCube Connector Advanced odpowiada konfiguracji systemu dla urządzenia WeldCube Connector
U/I/WFS Euro.
Opcjonalnie można skorzystać z czujnika drutu Euro lub czujnika drutu wbudowanego w źródłach energii TransSteel.
27

Elementy obsługi, przyłącza i elementy mecha-
(1) (2) (3) (4)
(5)
(6)
(7)
(2) (2) (2) (2) (2) (2)
(2)
(5)
M5
100 mm
184 mm
niczne
Elementy
obsługowe,
przyłącza i elementy mechaniczne
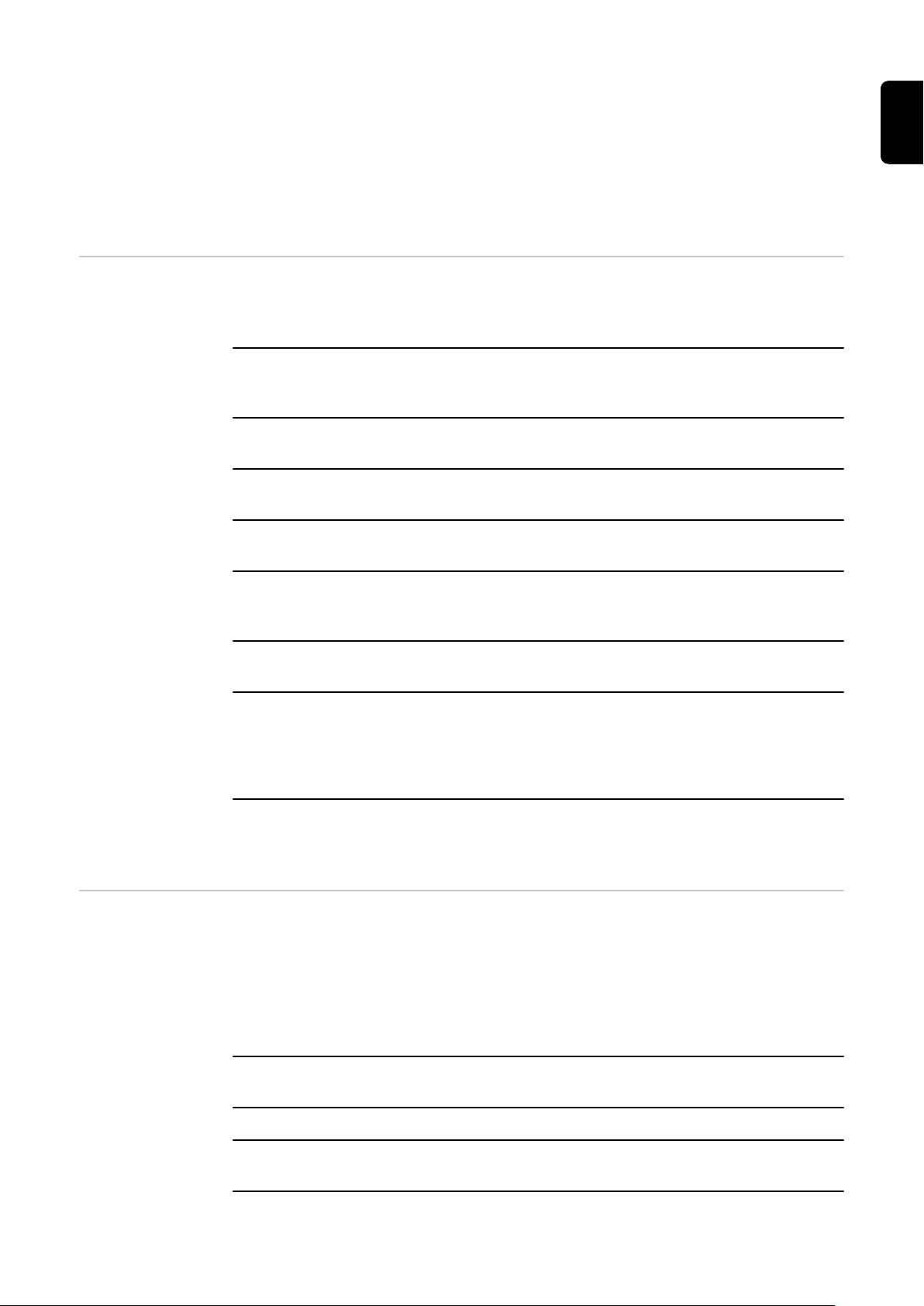
(1) Gniazdo M12, kodowanie X
do podłączenia kabla sieciowego
(2) Gniazdo z gwintem M5
po 4 szt. z każdej strony
do zamontowania urządzenia WeldCube Connector w systemie spawania
(3) Dioda statusu
dioda statusu informuje o ostrzeżeniach, usterkach i aktualnych warunkach pracy
(4) Dioda zasilania
dioda zasilania informuje o zasilaniu elektrycznym urządzenia WeldCube
Connector
Opis diod znajduje się w kolejnym rozdziale
(5) Przewód masy z wtykiem bagnetowym
do podłączenia do gniazda masy źródła energii
28
WSKAZÓWKA!
Przyłącze masy w źródle energii jest zależne od procesu spawania i niekoniecznie musi pokrywać się z gniazdem prądowym (-)!

(6) Gniazdo prądowe masy z zamkiem bagnetowym
(10)
(9)
(8)
(11) (12) (13)
do podłączenia przewodu masy obwodu spawalniczego
(7) Przyłącze czujnika
gniazdo laboratoryjne
(przy urządzeniu WeldCube Connector U/I)
do podłączenia adaptera pomiaru napięcia
19-pinowe gniazdo czujnika
(przy WeldCube Connector U/I/WFS WSM, WeldCube Connector
U/I/WFS Euro i WeldCube Connector Advanced)
do podłączenia czujnika drutu
Nr Funkcja
(8) Kabel pomiarowy
do podłączenia do gniazda laboratoryjnego przy WeldCube
Connect U/I
(9) Gniazdo prądowe (+) z zamkiem
bagnetowym
służy do podłączania kabla (+)
obwodu spawalniczego od zestawu przewodów połączeniowych
PL
Adapter pomiaru napięcia (tylko w połączeniu
z WeldCube Connector U/I)
Czujnik drutu Euro (tylko w połączeniu z WeldCube Connector U/I/WFS Euro lub jako opcja
do WeldCube Connector Advanced)
(10) Kabel (+) z wtykiem bagneto-
wym
do podłączenia do gniazda
prądowego (+) źródła energii
Nr Funkcja
(11) Kabel pomiarowy
do podłączenia do 19-pinowego
gniazda czujnika (przy WeldCube Connector U/I/WFS WSM,
WeldCube Connector U/I/WFS
Euro i WeldCube Connector
Advanced)
(12) Adapter Euro
do podłączenia do źródła energii
(13) Przyłącze uchwytu spawalni-
czego Euro
do podłączenia uchwytu spawalniczego
29

Dioda zasilania,
dioda statusu
Dioda zasilania
świeci w kolorze zielonym:
zasilanie elektryczne dostępne
świeci w kolorze pomarańczowym:
brak zasilania elektrycznego — do momentu zapisania wszystkich danych zasilanie wewnętrzne
nie świeci:
brak zasilania elektrycznego
Dioda statusu
Przy zapewnionym zasilaniu elektrycznym dioda statusu może świecić lub migać
w następujących kolorach:
świeci w kolorze zielonym:
urządzenie gotowe do pracy, wszystko w porządku
miga w kolorze zielonym (z częstotliwością 5 Hz):
pierwsze nawiązanie połączenia między aplikacją WeldConnect a urządzeniem
WeldCube Connector, np. w celu uruchomienia lub konfiguracji
świeci w kolorze pomarańczowym:
ostrzeżenie
miga w kolorze pomarańczowym (z częstotliwością 0,5 Hz):
urządzenie nie zostało jeszcze uruchomione
świeci w kolorze czerwonym:
wystąpił błąd
Występujący błąd można sprawdzić w dzienniku urządzeń SmartManager lub WeldCube Premium.
miga w aktualnym kolorze (z częstotliwością 2,5 Hz):
rozpoznano spawanie
30

Możliwości podłączenia
(1)
(2)
(3)
(4)
(6)
(7)
(5)
(1)
(2)
(3)
(4)
(6)
(7)
(5)
AP
PL
Możliwości
podłączenia
Podłączenie za
pośrednictwem
sieci LAN
Urządzenie WeldCube Connector można włączyć do sieci w następujący sposób:
za pośrednictwem sieci LAN
-
za pośrednictwem sieci WLAN
-
(1) Komputer umożliwiający dostęp
do WeldCube Premium
(2) Przełącznik Ethernet z PoE
(3) Serwer WeldCube Premium
(4) Zasilanie przez PoE (Power over
Ethernet)
(5) kabel sieciowy.
(6) WeldCube Connector
(7) Przyłącze masy w źródle energii
WSKAZÓWKA!
Podłączenie za
pośrednictwem
sieci WLAN
Przyłącze masy w źródle energii jest zależne od procesu spawania i niekoniecznie musi pokrywać się z gniazdem prądowym (-)!
(1) Komputer umożliwiający dostęp
do WeldCube Premium
(2) Przełącznik Ethernet
(3) Serwer WeldCube Premium
(4) WLAN-AccessPoint
(5) Zasilanie przez PoE (Power over
Ethernet)
(6) WeldCube Connector
(7) Przyłącze masy w źródle energii
WSKAZÓWKA!
Przyłącze masy w źródle energii jest zależne od procesu spawania i niekoniecznie musi pokrywać się z gniazdem prądowym (-)!
31

Wskazówki dotyczące montażu i eksploatacji
Wskazówki dotyczące montażu
Wskazówki dotyczące eksploatacji
Urządzenie WeldCube Connector musi być umieszczone na źródle energii lub
-
jednym z komponentów systemu spawania, np. na wózku.
Urządzenie WeldCube Connector nie może leżeć na podłodze.
-
Urządzenie WeldCube Connector można zamontować w każdym położeniu
-
i w każdej pozycji.
Maksymalna odległość między dwoma aktywnymi komponentami sieciowymi
-
(np. między WeldCube Connector i przełącznikiem Ethernet z PoE): 90 m
Umieścić WeldCube Connector tak, aby wszystkie diody były dobrze widocz-
-
ne.
Nie umieszczać urządzenia WeldCube Connector w obszarze wylotu gorące-
-
go powietrza ze źródła energii ani w pobliżu rozgrzanych komponentów systemu.
Umieścić WeldCube Connector tak, aby urządzenie było zabezpieczone
-
przed odpryskami spawalniczymi.
Zastosować odpowiednio zwymiarowany przewód masy.
-
Zamocować kabel sieciowy, kabel czujnika i kabel pomiarowy na przewodzie
-
masy urządzenia WeldCube Connector za pomocą opaski zaciskowej (uchwyt
odciążający)
WSKAZÓWKA!
WeldCube Connector tłumi impulsy wysokiego napięcia wysokiej częstotliwości!
Jeżeli przy zintegrowanym urządzeniu WeldCube Connector ma zostać zajarzony
proces spawania TIG przy użyciu impulsów wysokiej częstotliwości, nie nastąpi
zajarzenie wysokiej częstotliwości.
Jeżeli jest dostępne, podłączyć kabel tylko do wolnego gniazda prądowego
▶
innego niż gniazdo wysokiej częstotliwości (np. do spawania ręcznego elektrodą otuloną).
W przypadku braku wolnego gniazda prądowego innego niż gniazdo wysokiej
▶
częstotliwości, dezaktywować zajarzenie wysokiej częstotliwości.
Fronius Data
Channel
HF = wysoka częstotliwość
Przed każdym użyciem urządzenia WeldCube Connector:
sprawdzić wszystkie przewody spawania i pomiarowe pod kątem uszkodzeń.
-
Sprawdzić prawidłowe i stabilne podłączenie wtyczek połączeniowych.
-
Sprawdzić diody
-
co miesiąc:
Przeprowadzić kontrolę wzrokową obudowy i wtyków
-
WSKAZÓWKA!
Podczas pomiaru spawania TIG AC dokumentowana jest arytmetyczna wartość
średnia przebiegu czasowego.
Za pośrednictwem systemu Fronius Data Channel można przesłać do urządzenia
WeldCube Connector nazwę elementu, numer seryjny elementu i numer spoiny.
32

Fronius Data Channel to serwer TCP/IP dostępny w porcie administracyjnym
urządzenia WeldCube Connector. Port ten służy do dokumentacji i komunikacji
oraz do celów serwisowych i monitoruje ten interfejs na porcie TCP 4714.
Program komputerowy lub nadrzędne sterowanie nawiązuje połączenie między
gniazdem TCP z adresem IP urządzenia WeldCube Connector na porcie TCP
4714. Parametry są przesyłane w postaci list tekstowych kluczy lub wartości zadanych rozdzielonych średnikami.
Obsługiwane są następujące parametry:
Nr Parametr
1 Proces aktywny
Przy aktywnym procesie spawania (od wstępnego wypływu gazu do
wypływu gazu po zakończeniu spawania) urządzenie WeldCube Connector
wysyła do sterowania sygnał aktywnego procesu = 1.
2 Przepływ prądu
Przy aktywnym przepływie prądu podczas spawania, urządzenie WeldCube
Connector wysyła do sterowania sygnał przepływu prądu = 1.
3 Numer katalogowy elementu
Sterowanie przekazuje do urządzenia WeldCube Connector numer artykułu spawanego elementu w postaci znaków ASCII A–Z, a–z oraz 0–9.
PL
4 Numer seryjny elementu
Sterowanie przekazuje do urządzenia WeldCube Connector numer seryjny
spawanego elementu w postaci znaków ASCII A–Z, a–z oraz 0–9.
5 Numer spoiny
Sterowanie przekazuje do urządzenia WeldCube Connector spawaną spoinę (pozycję spawania) w postaci znaków ASCII 0–9.
Transmisję danych za pośrednictwem Fronius Data Channel można przetestować
za pomocą następujących programów:
Windows® PuTTy
-
Linux Socat
-
Transmisja danych wymaga uprzedniego nawiązania połączenia TCP socket:
Podać adres IP portu serwisowego
1
urządzenia WeldCube Connector
oraz numer portu 4714
Przykład Windows® PuTTY
33

Uruchamianie
Bezpieczeństwo
Warunki
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek błędów obsługi i nieprawidłowego wykonywania
prac.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie prace i funkcje opisane w tym dokumencie mogą wykonywać tylko
▶
technicznie przeszkoleni pracownicy.
Przeczytać i zrozumieć cały niniejszy dokument.
▶
Przeczytać i zrozumieć wszystkie przepisy dotyczące bezpieczeństwa i doku-
▶
mentację użytkownika niniejszego urządzenia i wszystkich komponentów systemu.
WSKAZÓWKA!
Instalacja i integracja urządzenia WeldCube Connector zakłada znajomość wiedzy dotyczącej technologii sieciowych.
Aby uzyskać szczegółowe informacje, zwrócić się do administratora sieci.
▶
Urządzenie WeldCube Connector musi być zintegrowane z systemem spawa-
-
nia zgodnie z jedną z konfiguracji systemowych.
Obecne zasilanie PoE
-
Aplikacja Fronius WeldConnect zainstalowana w smartfonie
-
Interfejs Bluetooth włączony w smartfonie
-
Uruchamianie Uruchamianie urządzenia WeldCube Connector odbywa się za pomocą smartfo-
nu i aplikacji Fronius WeldConnect.
WSKAZÓWKA!
Jeżeli źródło energii zawiera funkcję rejestrowania rezystancji obwodu spawania
R, przed uruchomieniem należy zmierzyć rezystancję obwodu spawania systemu
spawania przy obecności urządzenia WeldCube Connector.
Warunkiem poprawnego wyniku pomiaru jest prawidłowa wartość rezystancji obwodu spawania!
Wprowadzić zmierzoną wartość rezystancji obwodu spawania w kreatorze in-
▶
stalacji Setup 5/6.
Jeżeli źródło energii nie ma funkcji rejestrowania rezystancji obwodu spawa-
▶
nia, należy skorzystać z pomocy obliczeniowej w kreatorze instalacji Setup 5/6.
Mierzenie rezystancji obwodu spawania systemu spawania wraz z urządze-
1
niem WeldCube Connector
34

name1.name2@e-mailaddr.ess
2
4
3
Uruchomić aplikację WeldConnect i otworzyć menu
2
Wybrać setup WeldCube Connector
3
Umieścić smartfon w bezpośrednim sąsiedztwie urządzenia WeldCube Con-
4
nector
PL
Pomyślne rozpoczęcie nawiązywania połączenia jest sygnalizowane diodą statusu na urządzeniu WeldCube Connector migającą w kolorze zielonym z
częstotliwością 5 Hz.
Postępować zgodnie z instrukcjami kreatora instalacji:
5
Setup 1/6
wprowadzić nazwę, zakład, halę, ogniwo i informacje dodatkowe
Setup 2/6
wprowadzić dane sieci
Setup 3/6
wprowadzić dane WLAN
Setup 4/6
wprowadzić datę, godzinę i strefę czasową
Setup 5/6
wprowadzić rezystancję obwodu spawania zmierzoną w kroku 1
lub
uruchomić pomoc obliczeniową
Setup 6/6
wprowadzić opcjonalnie średnicę drutu i spoiwo
W przypadku podania średnicy drutu i spoiwa, są one protokołowane w WeldCube Premium.
Zamknąć konfigurację WeldCube Connector
6
Zapisane dane są teraz dostępne do wglądu w systemie SmartManager lub
można je przeanalizować w systemie WeldCube Premium.
35

W celu analizy danych za pomocą WeldCube Premium:
xx.x.xx.xx
Wprowadzić adres IP urządzenia WeldCube Connector w zakładce Admini-
7
stration / Machines / Machine IP-Addresses (Zarządzanie / Maszyny / Adresy
IP maszyn)
Zapisane procesy spawania można następnie wyszukać w systemie dokumentacji
Fronius WeldCube Premium w zakładce Maszyny / WeldCube Connector.
36

SmartManager — witryna internetowa urządzenia
WeldCube Connector
Informacje
ogólne
Wywołanie i zalogowanie do
SmartManager
Dzięki SmartManager urządzenie WeldCube Connector ma własny interfejs web.
Po podłączeniu urządzenia WeldCube Connector kablem sieciowym lub WLAN
do komputera lub zintegrowaniu go z siecią można uruchomić SmartManager
urządzenia WeldCube Connector, wprowadzając adres IP.
Do wywołania systemu SmartManager wymagany jest co najmniej IE 10 lub inna,
nowoczesna przeglądarka.
W odniesieniu do urządzenia WeldCube Connector są dostępne następujące wpisy:
Bieżące dane systemowe
-
Dziennik dokumentacji
-
Ustawienia urządzenia
-
Kopia zapasowa
-
Wprowadzić adres IP urządzenia WeldCube Connector w pasku adresu
1
przeglądarki
Wprowadzić nazwę użytkownika i hasło
2
Zarządzanie użytkownikami
-
Przegląd
-
Aktualizacja
-
PL
Ustawienia domyślne:
Nazwa użytkownika = admin
Hasło = admin
Potwierdzić wyświetloną informację
3
Zostanie wyświetlony SmartManager urządzenia WeldCube Connector.
37

Funkcja aktywacji, jeśli logowanie nie działa
Funkcja aktywacji umożliwia ponowne odblokowanie przypadkowo zablokowanego urządzenia WeldCube Connector podczas logowania do SmartManager i aktywowanie jego wszystkich funkcji.
Kliknąć opcję „Uruchomić funkcję odblokowania?”.
1
Generowanie pliku weryfikacyjnego:
2
kliknąć „Zapisz”.
W folderze pobierania na dysku komputera zostanie zapisany plik w formacie TXT
o następującej nazwie:
unlock_SN[numer seryjny]_RRRR_MM_DD_ggmmss.txt
Ten plik weryfikacyjny należy wysłać do działu pomocy technicznej firmy Fro-
3
nius:
welding.techsupport@fronius.com
Firma Fronius odpowie wiadomością e-mail, zawierającą jednorazowy plik odblokowujący o następującej nazwie:
response_SN[numer seryjny]_RRRR_MM_DD_ggmmss.txt
Zapisać plik odblokowujący na dysku komputera.
4
Kliknąć przycisk „Wyszukaj plik odblokowujący”.
5
Wybrać plik odblokowujący.
6
Kliknąć przycisk „Wczytaj plik odblokowujący”.
7
Zmiana hasła /
wylogowanie
Hasło administratora urządzenia WeldCube Connector zostanie jednorazowo zresetowane do ustawienia fabrycznego.
Kliknięcie tego symbolu
umożliwia zmianę hasła,
-
umożliwia wylogowanie ze SmartManager.
-
Zmiana hasła do SmartManager:
Wprowadzić stare hasło.
1
Wprowadzić nowe hasło.
2
Powtórzyć nowe hasło.
3
Kliknąć przycisk „Zapisz”.
4
38

Ustawienia
Wybór języka
PL
Kliknięcie tego symbolu umożliwia ustawienie jednostek i norm dla urządzenia
WeldCube Connector.
Ustawienia są zawsze zależne od zalogowanego użytkownika.
Po kliknięciu skrótu języka pojawia się lista języków dostępnych dla SmartManager źródła spawalniczego.
Obecnie ustawiony język jest podświetlony białym kolorem.
W celu zmiany języka kliknąć żądany język.
39

Wskazanie statusu
Między logo Fronius a wyświetlonym urządzeniem WeldCube Connector wyświetlany jest aktualny status urządzenia WeldCube Connector.
Fronius
Uwaga/ostrzeżenie
Spawanie w toku Urządzenie WeldCube Connector jest
Urządzenie WeldCube Connector nie
jest gotowe do pracy (offline)
* W przypadku błędu nad wierszem z logo firmy Fronius pojawi się czerwony
wiersz błędu z numerem błędu.
Kliknięcie wiersza błędu powoduje wyświetlenie opisu błędu.
Usterka urządzenia WeldCube Connector *
gotowe do pracy (online)
Kliknięcie logo firmy Fronius powoduje otwarcie strony internetowej firmy Fronius: www.fronius.com.
40

Bieżące dane systemowe
PL
Bieżące dane
systemowe
Wyświetlane są bieżące dane urządzenia WeldCube Connector — o ile są
dostępne:
Nazwa maszyny
Miejsce ustawienia
Prąd spawania Napięcie spawania. Prędkość podawania
Czas jarzenia się łuku Łączna liczba roboczo-
* Tylko przy WeldCube Connector U/I/WFS WSM i WeldCube Connector
U/I/WFS Euro
Hala Ogniwo Informacje dodatkowe
RZECZYWISTE
drutu *
Obecna moc łuku
Obecna energia łuku
spawalniczego
godzin
41

Dziennik dokumentacji
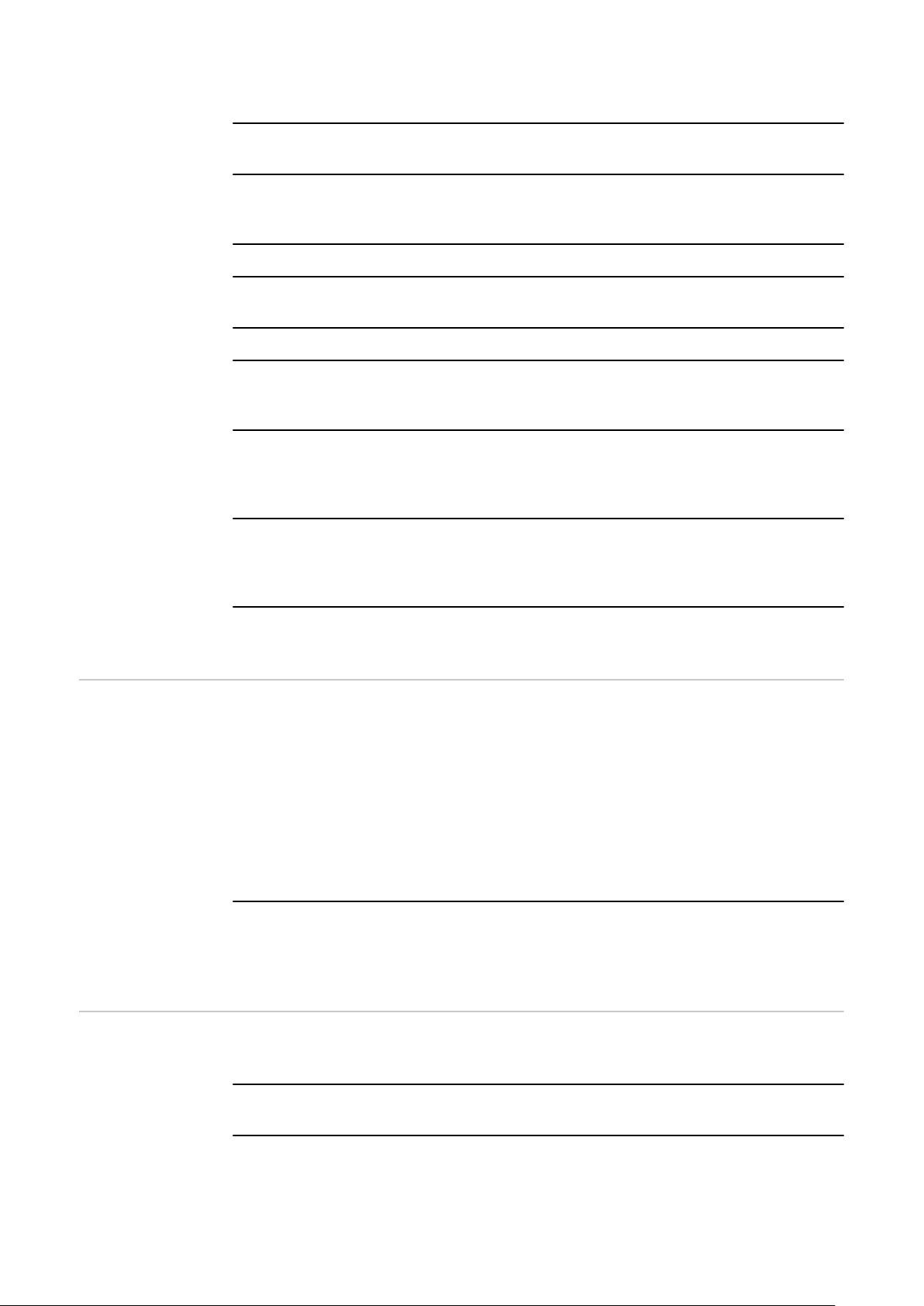
(1) (2) (3) (4) (5) (6) (7) (10)(8) (9) (12)(11)
Dziennik dokumentacji
W pozycji „Dziennik dokumentacji” wyświetlanych jest 100 ostatnich wpisów
w dzienniku. Wpisy w dzienniku mogą być spawaniami, zdarzeniami, usterkami,
ostrzeżeniami lub powiadomieniami.
Przyciskiem „Filtr czasowy” można przefiltrować wyświetlone dane według
określonego okresu. Wprowadzana jest data (rrrr MM dd) i czas (gg mm), zawsze
od–do.
Brak filtra powoduje ponowne wczytanie najnowszych spawań.
Wskazywanie spawań, błędów i zdarzeń można dezaktywować.
Wyświetlane są następujące informacje:
(1) Typ dziennika
(2) Numer spoiny
(3) Numer katalogowy elementu
(4) Numer seryjny elementu
(5) Czas rozpoczęcia (czas lokalny)
(6) Czas spawania
(7) Prąd spawania w A (wartość średnia)
(8) Napięcie spawania w V (wartość średnia przebiegu czasowego)
(9) Prędkość podawania drutu w m/min *
(10) Moc łuku IP w W (z wartości chwilowych zgodnie z ISO /TR 18491)
(11) Energia łuku IE w kJ (jako suma energii łuku w trakcie całego spawania
zgodnie z ISO/TR 18491)
(12) zarezerwowane dla dalszych danych
* tylko przy WeldCube Connector U/I/WFS WSM i WeldCube Connector
U/I/WFS Euro
Kliknięcie przycisku „Dodaj kolumnę” umożliwia wyświetlenie kolejnych wartości:
I maks. / I min.: maksymalny/minimalny prąd spawania w A;
-
moc maks. / Moc min.: maksymalna/minimalna moc łuku spawalniczego w W;
-
czas początkowy (czas źródła energii); data i czas;
-
U maks. / U min.: maksymalne/minimalne napięcie spawania w V;
-
Vd maks. / Vd min.: maksymalna/minimalna prędkość podawania drutu w m/
-
min.
42

Ustawienia podstawowe
W pozycji Dziennik dokumentacji, przy opcji Ustawienia podstawowe można ustawić częstotliwość próbkowania dla dokumentacji i ukrywanie fazy zajarzenia.
Częstotliwość próbkowania
0,1–100 s / wył.
Ustawienie fabryczne: 0,1 s
0,1–100,0 s
Dokumentacja jest zapisywana z ustawioną częstotliwością próbkowania.
wył.
Częstotliwość próbkowania jest dezaktywowana, zapisywane są tylko wartości
średnie.
Ukrywanie fazy zajarzenia
Przedział czasowy, dla którego ma być ukryta faza zajarzenia spawania
(np. aby podczas krótkiego spawania uniknąć negatywnego wpływu zajarzenia na
wynik pomiaru)
0,1–2 s / wył.
0,1–2 s
Dane spawalnicze są dokumentowane dopiero po upływie ustawionego czasu.
wył.
Faza zajarzenia jest także dokumentowana.
PL
43

Ustawienia urządzenia
Default Settings
(ustawienia do-
W pozycji „Default Settings” można wyregulować rezystancję obwodu spawania.
Wyświetla się aktualnie ustawiona rezystancja.
myślne)
Obliczanie rezystancji:
Kliknąć przycisk „Uruchom pomoc obliczeniową”
1
Wprowadzić długość i średnicę wiązki uchwytu
2
Wprowadzić długość i średnicę przewodu masy
3
Wprowadzić liczbę rozdzielnych połączeń
4
Natychmiast zostanie wyświetlona obliczona wartość rezystancji.
Przyciskiem „Tak” wprowadzić obliczoną rezystancję
5
Na koniec zapisać lub odrzucić zmiany
6
Nazwa i lokalizacja
W opcji „Nazwa i lokalizacja” można zobaczyć i zmienić konfigurację źródeł spawalniczych.
Data i godzina W pozycji „Data i godzina” można ustawić strefę czasową, datę i godzinę.
Ustawienia można dokonać ręcznie lub automatycznie.
Ustawienia sieciowe
W pozycji „Ustawienia sieciowe” można wprowadzić dane dotyczące włączenia
urządzenia WeldCube Connector do sieci:
Management
wyświetla się adres MAC
-
wyświetla się aktualny adres IP
-
Można aktywować lub dezaktywować DHCP
-
Ręcznie
Przy dezaktywowanym DHCP można wprowadzić następujące dane:
Adres IP
-
Maska sieci
-
Standard Gateway
-
Serwer DNS 1
-
Serwer DNS 2
-
WLAN
Przy nawiązanym połączeniu WLAN można wprowadzić następujące dane:
Adres MAC
-
Aktualny adres IP
-
44

Zapis i przywracanie
Kopia zapasowa Rozpoczęcie zapisu
Kliknąć przycisk „Utwórz kopię zapasową”, aby zapisać dane urządzenia We-
1
ldCube Connector jako kopię zapasową.
Dane są domyślnie zapisywane w formacie MCU1-RRRRMMDDGGmm.fbc w
wybranym miejscu.
RRRR = rok
MM = miesiąc
DD = dzień
GG = godzina
mm = minuta
W kopii zapasowej są zapisywane następujące dane:
Częstotliwość próbkowania dokumentacji
-
Nazwa maszyny i miejsce ustawienia
-
Godzina i data
-
Wyszukiwanie pliku kopii zapasowej
PL
Automatyczna
kopia zapasowa
Kliknąć przycisk „Wyszukaj plik kopii zapasowej”, aby przenieść istniejącą ko-
1
pię zapasową do źródła energii.
Wybrać plik i kliknąć przycisk „Otwórz”.
2
Wybrany plik kopii zapasowej pojawi się w SmartManager źródła energii w pozycji „Przywracanie”.
Kliknij przycisk „Rozpocznij przywracanie”.
3
Po pomyślnym przywróceniu danych zostanie wyświetlone potwierdzenie.
Uaktywnienie ustawień interwałowych
1
Wprowadzić ustawienie interwałowe dla okresu, w którym ma nastąpić auto-
2
matyczny zapis:
Interwał:
-
codziennie / co tydzień / co miesiąc
o:
-
czas (hh:mm)
45

Wprowadzić dane do zapisu:
3
Protokół:
-
SFTP (Secure File Transfer Protocol) / SMB (Server Message Block)
Serwer:
-
Wprowadzić adres IP serwera docelowego
Port:
-
Wprowadzić nr portu; jeżeli użytkownik nie wprowadzi numeru portu, system automatycznie użyje standardowego portu 22.
Jeżeli jest on ustawiony w protokole SMB, pole „Port” zostawić wolne.
Miejsce zapisu:
-
Tutaj konfiguruje się podkatalog zapisu kopii zapasowej.
Jeżeli użytkownik nie poda miejsca zapisu, zapis kopii zapasowej nastąpi
w katalogu głównym serwera.
WAŻNE! W przypadku protokołów SMB i SFTB miejsce zapisu zawsze
podawać z ukośnikiem „/”.
Domena/użytkownik, hasło:
-
Nazwa użytkownika i hasło — zgodnie z konfiguracją na serwerze.
Podczas wprowadzania najpierw podać domenę, potem ukośnik odwrotny
„\”, a następnie nazwę użytkownika (DOMAIN\USER)
Jeżeli potrzebne jest połączenie przez serwer proxy, uaktywnić ustawienia
4
proxy i wprowadzić następujące parametry:
Serwer
-
Port
-
Użytkownik
-
Hasło
-
Zapisać zmiany.
5
Wywołanie automatycznej kopii zapasowej
6
W przypadku pytań dotyczących konfiguracji zwrócić się do administratora sieci.
46

Zarządzanie użytkownikami
PL
Informacje
ogólne
W pozycji „Zarządzanie użytkownikami” można
oglądać, zmieniać i dodawać użytkowników.
-
oglądać, zmieniać i dodawać role użytkowników.
-
eksportować lub importować w urządzeniu WeldCube Connector użytkow-
-
ników i role użytkowników.
Podczas importu dane zarządzania użytkownikami istniejące w urządzeniu
WeldCube Connector zostają zastąpione nowymi.
aktywować serwer CENTRUM.
-
W urządzeniu WeldCube Connector następuje otwarcie sesji zarządzania użytkownikami, którą można zapisać i przenieść do innych urządzeń WeldCube Connector za pomocą funkcji eksportu i importu.
Użytkownik Można zobaczyć, zmienić i usunąć istniejących użytkowników oraz dodać nowych
użytkowników.
Wyświetlanie / zmienianie użytkowników:
Wybrać użytkownika.
1
Zmienić dane użytkownika bezpośrednio w polu wyświetlania.
2
Zapisać zmiany.
3
Usuwanie użytkownika:
Wybrać użytkownika.
1
Kliknąć przycisk „Usuń użytkownika”.
2
Potwierdzić zapytanie bezpieczeństwa przyciskiem OK.
3
Tworzenie nowych użytkowników:
Kliknąć przycisk „Utwórz nowego użytkownika”.
1
Wprowadzić dane użytkownika.
2
Potwierdzić przyciskiem OK.
3
Role użytkowni-kaMożna zobaczyć, zmienić i usunąć role użytkownika oraz utworzyć nowe role
użytkowników.
Wyświetlanie / zmiana roli użytkownika:
Wybrać rolę użytkownika.
1
Zmienić dane roli użytkownika bezpośrednio w polu wyświetlania.
2
Zapisać zmiany.
3
Nie można zmienić roli „Administrator”.
Usuwanie roli użytkownika:
Wybrać rolę użytkownika.
1
Kliknąć przycisk „Usuń rolę użytkownika”.
2
47

Potwierdzić zapytanie bezpieczeństwa przyciskiem OK.
3
Nie można usunąć roli „Administrator” oraz ról „zablokowanych”.
Tworzenie nowej roli użytkownika:
Kliknąć przycisk „Utwórz nową rolę użytkownika”.
1
Wpisać nazwę roli, zastosować wartości.
2
Potwierdzić przyciskiem OK.
3
Eksport / Import Eksportowanie użytkowników i ról użytkowników urządzenia WeldCube Con-
nector
Kliknąć przycisk „Eksportuj”.
1
Dane zarządzania użytkownikami WeldCube Connector zostaną zapisane w katalogu pobierania na dysku komputera.
Format pliku: userbackup_SNxxxxxxxx_RRRR_MM_DD_ggmmss.user
SN = numer seryjny, RRRR = rok, MM = miesiąc, DD = dzień
gg = godzina, mm = minuta, ss = sekunda
Importowanie użytkowników i ról użytkowników w urządzeniu WeldCube Connector
Kliknąć przycisk „Wyszukaj plik danych użytkowników”.
1
Wybrać plik i kliknąć „Otwórz”.
2
Kliknąć przycisk „Importuj”.
3
Zarządzanie użytkownikami zostaje zapisane w urządzeniu WeldCube Connector.
CENTRUM Do aktywowania serwera CENTRUM
(CENTRUM = Central User Management)
Aktywowanie serwera CENTRUM
1
W polu wprowadzania wpisać nazwę domeny lub adres IP serwera, na którym
2
zostało zainstalowane oprogramowanie Central User Management.
W przypadku korzystania z nazwy domeny w ustawieniach sieci urządzenia
WeldCube Connector musi być skonfigurowany ważny serwer DNS.
Kliknąć przycisk „Zweryfikuj serwer”.
3
48
Zostanie sprawdzona dostępność podanego serwera.
Zapisać zmiany
4

Przegląd
Przegląd W pozycji „Przegląd” wyświetlane są wszystkie komponenty urządzenia WeldCu-
be Connector z dostępnymi informacjami, np. wersją oprogramowania sprzętowego, numerem katalogowym, numerem seryjnym, datą produkcji itd.
PL
Rozwiń wszystkie grupy / Zwiń
wszystkie grupy
Zapisywanie jako
plik w formacie .XML
Kliknięcie przycisku „Rozwiń wszystkie grupy” spowoduje wyświetlenie dalszych
szczegółów kolejnych komponentów.
Przykład SCU1:
Numer katalogowy
-
Numer katalogowy SCU1
-
, numer seryjny, data produkcji
Bootloader: Wersja
Wersja obrazu
Licencje
-
Kliknięcie przycisku „Zwiń wszystkie grupy” spowoduje ponowne ukrycie
szczegółów wszystkich komponentów systemu.
Kliknięcie przycisku „Zapisz jako plik w formacie XML” powoduje wygenerowanie
pliku w formacie XML zawierającego szczegóły komponentów systemu. Ten plik w
formacie .XML można albo otworzyć albo zapisać.
49

Aktualizacja oprogramowania
Aktualizacja W polu „Aktualizacja” można zaktualizować oprogramowanie sprzętowe urządze-
nia WeldCube Connector.
Wyświetlana jest aktualna wersja oprogramowania sprzętowego.
Aktualizacja oprogramowania sprzętowego urządzenia WeldCube Connector:
Pobrać i zapisać plik z aktualizacją.
1
Kliknąć przycisk „Wyszukaj plik z aktualizacją”, aby rozpocząć proces aktuali-
2
zacji.
Wybrać plik z aktualizacją.
3
Kliknąć przycisk „Wykonaj aktualizację”.
W przypadku pomyślnego zakończenia aktualizacji na wyświetlaczu pojawi się odpowiednie potwierdzenie.
Wyszukiwanie
pliku z aktualizacją (przeprowadzenie aktualizacji oprogramowania)
Po kliknięciu przycisku „Wyszukaj plik z aktualizacją” wybrać żądane oprogra-
1
mowanie sprzętowe (*.ffw).
Kliknąć przycisk „Otwórz”.
2
Wybrany plik z aktualizacją pojawi się w SmartManager w pozycji „Aktualizacja”.
Kliknąć przycisk „Wykonaj aktualizację”.
3
Podczas procesu aktualizacji będzie wyświetlany pasek postępu.
Po osiągnięciu wartości 100% pojawi się pytanie o zrestartowanie źródła energii.
Podczas restartu SmartManager jest niedostępny.
Po restarcie SmartManager może być niedostępny.
Jeżeli wybrano opcję „Nie”, nowe funkcje oprogramowania będą dostępne po ponownym włączeniu/wyłączeniu urządzenia.
Po pomyślnie przeprowadzonej aktualizacji wyświetla się potwierdzenie i aktualna
wersja oprogramowania sprzętowego.
Następnie należy ponownie zalogować się do systemu SmartManager.
50

Fronius WeldConnect
W pozycji „Aktualizacja” można też wywołać oprogramowanie Fronius WeldConnect. Oprogramowanie Fronius WeldConnect stanowi pomoc dla spawaczy, konstruktorów i planistów w ocenianiu różnych parametrów spawania.
Fronius WeldConnect
Aplikacja Fronius WeldConnect jest dostępna:
jako WeldConnect online (przez link bezpośredni);
-
jako aplikacja dla systemu Android;
-
jako aplikacja dla systemu Apple/IOS.
-
Znalezione parametry aplikacji mobilnej można przenieść w postaci zadania spawania do źródła spawalniczego za pośrednictwem połączenia WLAN (wymagane
podanie adresu IP).
PL
51

Lokalizacja i usuwanie usterek
Sygnalizowanie
błędów
Lokalizacja i usuwanie usterek
Błąd jest sygnalizowany diodą statusu na urządzeniu WeldCube Connector
świecącą lub migającą w kolorze czerwonym.
Błąd ten można sprawdzić w dzienniku systemu SmartManager lub w WeldCube
Premium.
4
Nie rozpoznano czujnika pomiarowego płytki drukowanej
Przyczyna:
Usuwanie:
53
Zasilanie rezerwowe urządzenia WeldCube Connector niedostępne
Przyczyna:
Usuwanie:
WSKAZÓWKA!
W razie braku zasilania rezerwowego i awarii zasilania elektrycznego może dojść
do utraty danych spawalniczych zapisanych w ciągu ostatnich 24 godzin!
Stałe połączenie urządzenia WeldCube Connector z urządzeniem WeldCube
▶
Premium może zmniejszyć ryzyko utraty zapisanych danych spawalniczych w
razie awarii.
Błąd połączenia z czujnikiem pomiarowym płytki drukowanej
Powiadomić serwis Fronius.
Awaria zasilania rezerwowego.
Powiadomić serwis Fronius.
56
Temperatura robocza urządzenia WeldCube Connector przekracza dopuszczalny
zakres
Przyczyna:
Usuwanie:
Przyczyna:
Usuwanie:
57
Brak ustawienia godziny i daty
Przyczyna:
Usuwanie:
Za niska lub za wysoka temperatura we wnętrzu urządzenia WeldCube Connector
Zmienić pozycję urządzenia WeldCube Connector
Niedostateczny styk wskutek utlenionych lub uszkodzonych powierzchni kontaktowych wtyku
Oczyścić lub wymienić wtyk
Brak ustawienia godziny i daty
Ustawić godzinę i datę (np. w SmartManager lub za pomocą aplikacji
Fronius WeldConnect).
52

Czyszczenie, konserwacja i utylizacja
PL
Bezpieczeństwo
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo wskutek błędów obsługi i nieprawidłowego wykonywania
prac.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Wszystkie prace i funkcje opisane w tym dokumencie mogą wykonywać tylko
▶
technicznie przeszkoleni pracownicy.
Przeczytać i zrozumieć cały niniejszy dokument.
▶
Przeczytać i zrozumieć wszystkie przepisy dotyczące bezpieczeństwa i doku-
▶
mentację użytkownika niniejszego urządzenia i wszystkich komponentów systemu.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo stwarzane przez energię elektryczną.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Przed rozpoczęciem prac wyłączyć wszystkie używane urządzenia i kompo-
▶
nenty i odłączyć je od sieci zasilającej.
Zabezpieczyć wszystkie używane urządzenia i komponenty przed ponownym
▶
włączeniem.
Po otwarciu urządzenia sprawdzić odpowiednim przyrządem pomiarowym,
▶
czy wszystkie elementy naładowane elektrycznie (np. kondensatory) są
rozładowane.
NIEBEZPIECZEŃSTWO!
Niebezpieczeństwo stwarzane przez niedostateczne połączenia przewodu
ochronnego.
Skutkiem mogą być poważne uszczerbki na zdrowiu i straty materialne.
Śruby obudowy są odpowiednim miejscem do podłączenia przewodu ochron-
▶
nego uziemienia obudowy.
W żadnym wypadku nie wolno zastępować śrub obudowy innymi, jeśli nie
▶
umożliwiają one niezawodnego przyłączenia przewodów ochronnych.
Comiesięczne
czynności konserwacyjne
Kalibracja Urządzenie WeldCube Connector należy raz w roku poddać kalibracji zgodnie z
Utylizacja Utylizację przeprowadzać zgodnie z obowiązującymi krajowymi przepisami w tym
Co miesiąc sprawdzić czujnik drutu Euro lub czujnik drutu wbudowany w TransSteel / VR 5000; w razie potrzeby oczyścić sprężonym powietrzem o ciśnieniu
maks. 5 bar.
normą IEC 60974-14.
zakresie.
53

Dane techniczne
WeldCube Connector
Zakres pomiarowy prądu spawania
Puls
Stały
Cykl pracy
Prąd ciągły
Prąd pulsujacy
Zakres pomiarowy napięcia spawania 0–141 V
Częstotliwość pomiaru*
(prąd spawania / napięcie spawania)
Wartości progowe do zapisu danych
spawalniczych
Koniec łuku spawalniczego***
Zasilanie elektryczne PoE+ / 30 W
Stopień ochrony IP 44
Klasa izolacji B
500 A / 60% ED
400 A / 100% ED
> 8 A / > 100 ms **
< 8 A / > 500 ms
zgodne z IEEE802.3at
0–700 A
0–500 A
maks. 700 A
10 kHz
Klasa EMC urządzenia
(wg EN/IEC 60974–10)
Wymiary obudowy dł. × szer. × wys. 225 x 140 x 90 mm
Długość przewodu masy (obudowa –
krawędź zewnętrzna wtyku bagnetowego, bez trzpienia)
Masa 3 kg
Znak jakości CE, CSA
* Dokumentacja jest tworzona z wartości średnich odpowiednio do ustawio-
nej częstotliwości próbkowania.
Ustawienie częstotliwości próbkowania — patrz strona 43.
** Całkowite spawanie powinno być > 100 ms.
*** Urządzenie WeldCube Connector nie wykrywa przerwania łuku spawalni-
czego.
Przerwanie łuku spawalniczego > 0,5 s jest uznawane za zasadnicze spawanie.
ED = cykl pracy
B
125 cm
54

Czujnik drutu
Średnica drutu 0,8–2,0 mm
Prędkość podawania drutu maks. 30 m/min
Cykl pracy 500 A / 60% ED
400 A / 100% ED
Długość kabla pomiarowego 2 m
ED = cykl pracy
PL
55

Fronius International GmbH
Froniusstraße 1
4643 Pettenbach
Austria
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the adresses
of all Fronius Sales & Service Partners and locations.
spareparts.fronius.com
SPAREPARTS
ONLINE
 Loading...
Loading...