


Operating
instructions
WeldCube Connector U/I
WeldCube Connector U/I/WFS
WSM
WeldCube Connector U/I/WFS
Euro
WeldCube Connector Advanced
PT-BR
Manual de instruções
42,0426,0363,PB 005-20062022


Índice
Diretrizes de segurança 5
Explicação dos avisos de segurança 5
Informações gerais 5
Utilização prevista 6
Acoplamento à rede 6
Condições ambientais 7
Responsabilidades do operador 7
Responsabilidades do pessoal 7
Disjuntor diferencial 7
Proteção própria e do pessoal 7
Informações sobre os valores de emissão de ruídos 8
Perigo devido a gases e vapores venenosos 8
Perigo por voo de centelhas 9
Perigo por corrente de soldagem e de rede 9
Correntes de soldagem de fuga 11
Classificação dos aparelhos de compatibilidade eletromagnética 11
Medidas de compatibilidade eletromagnética 11
Medidas para EMF 12
Áreas de perigo especiais 12
Exigência para o gás de proteção 13
Perigo devido aos cilindros de gás de proteção 13
Perigo de vazamento do gás de proteção 14
Medidas de segurança no local de instalação e no transporte 14
Medidas de segurança em operação normal 15
Comissionamento, manutenção e reparo 16
Revisão técnica de segurança 16
Descarte 16
Sinalização de segurança 17
Segurança de dados 17
Direito autorais 17
Informações gerais 18
Conceito de dispositivo 18
Aplicações 18
Princípio de funcionamento 18
Símbolos de segurança no equipamento 19
Pré-requisitos 20
Opções 20
FCC/RSS/Conformidade UE 21
Bluetooth trademarks 22
Configurações do sistema 23
Configuração do sistema com WeldCube Connector U/I 23
Configurações do sistema com WeldCube Connector U/I/WFS Euro 26
Configurações do sistema com WeldCube Connector U/I/WFS WSM 27
Configurações do sistema com o WeldCube Connector Advanced 27
Elementos de operação, conexões e componentes mecânicos 28
Elementos de comando, conexões e componentes mecânicos 28
LED de alimentação, LED de status 30
Possibilidades de conexão 31
Possibilidades de conexão 31
Conexão por LAN 31
Conexão por WLAN 31
Avisos para montagem e operação 32
Avisos para a montagem 32
Aviso para operação 32
Fronius Data Channel 32
Comissionamento 34
Segurança 34
Pré-requisitos 34
Comissionamento 34
SmartManager - O site do WeldCube Connector 37
PT-BR
3

Informações gerais 37
Acessar e fazer o login no SmartManager 37
Função de desbloqueio se o login não funcionar 38
Alterar senha/logout 38
Configurações 39
Seleção de idioma 39
Exibição de status 40
Fronius 40
Dados atuais do sistema 41
Dados atuais do sistema 41
Livro de registro da documentação 42
Livro de registro da documentação 42
Ajustes básicos 43
Ajustes do aparelho 44
Configurações padrão 44
Designação e localização 44
Data e hora 44
Configurações da rede 44
Backup e restauração 45
Salvamento e restauração 45
Backup automático 45
Administração de usuários 47
Informações gerais 47
Usuário 47
Papéis do usuário 47
Exportação e importação 48
CENTRUM 48
Visão geral 49
Visão geral 49
Expandir todos os grupos/Reduzir todos os grupos 49
Salvar como arquivo xml 49
Atualização 50
Atualização 50
Procurar arquivo de atualização (executar atualização) 50
Fronius WeldConnect 51
Diagnóstico de erro, eliminação de erro 52
Indicação de erro 52
Diagnóstico de erro, eliminação de erro 52
Conservação, Manutenção e Descarte 53
Segurança 53
Atividades de manutenção mensal 53
Calibração 53
Descarte 53
Dados técnicos 54
WeldCube Connector 54
Sensor do arame 55
4

Diretrizes de segurança
PT-BR
Explicação dos
avisos de segurança
ALERTA!
Marca um perigo de ameaça imediata.
Caso não seja evitado, a consequência é a morte ou lesões graves.
▶
PERIGO!
Marca uma possível situação perigosa.
Caso não seja evitada, a consequência pode ser a morte e lesões graves.
▶
CUIDADO!
Marca uma possível situação danosa.
Caso não seja evitada, lesões leves ou menores e também danos materiais
▶
podem ser a consequência.
AVISO!
Descreve a possibilidade de resultados de trabalho prejudicados e de danos no
equipamento.
Informações gerais
AVISO!
O WeldCube Connector é integrado em um sistema de soldagem existente para
a coleta de dados.
Todas as instruções de segurança e avisos relevantes para os processos de soldagem também estão válidas para o WeldCube Connector.
Observar os manuais de instruções de todos os componentes do sistema de
▶
soldagem, principalmente, as dicas de segurança e os avisos!
O equipamento é produzido de acordo com tecnologias de ponta e com os regulamentos técnicos de segurança reconhecidos. Entretanto, no caso de operação
ou uso incorreto, há riscos
à vida e à integridade física do operador ou de terceiros,
-
para o equipamento e outros bens materiais do operador,
-
para o trabalho eficiente com o equipamento.
-
Todas as pessoas que trabalham no comissionamento, operação, manutenção e
reparo do dispositivo devem
ser qualificadas de forma correspondente,
-
ter conhecimentos de soldagem e
-
ter lido completamente esse manual de instruções e cumprir com exatidão
-
as instruções.
O manual de instruções deve ser guardado permanentemente no local de utilização do aparelho. Como complemento ao manual de instruções, devem ser
cumpridos os regulamentos gerais e locais válidos para a prevenção de acidentes
e proteção ao meio ambiente.
5

Todos os avisos de segurança e de perigo no equipamento
devem ser mantidos legíveis,
-
não devem ser danificados,
-
não devem ser removidos,
-
não devem ser ocultados, encobertos ou pintados.
-
A posição dos avisos de segurança e de perigo no equipamento está disponível no
capítulo „Informações gerais“ do manual de instruções do seu equipamento.
Corrigir problemas que podem afetar a segurança, antes de ligar o equipamento.
Trata-se da sua segurança!
Utilização prevista
O equipamento é previsto apenas para a medição dos dados de soldagem na faixa
de potência indicada na placa de identificação.
Instalação e comissionamento corretos são pré-requisitos para o funcionamento
correto do equipamento.
Qualquer utilização além dessa não é considerada adequada. O fabricante não se
responsabiliza por quaisquer danos decorrentes.
Também fazem parte da utilização prevista
a leitura completa e a observância de todos os avisos do manual de ins-
-
truções
a leitura completa e a observância de todos os avisos de segurança e de peri-
-
go
o cumprimento dos trabalhos de inspeção e manutenção.
-
Um sistema de soldagem nunca deve ser usado para as seguintes aplicações:
Descongelamento de tubos
-
Carga de baterias/acumuladores
-
Partida de motores
-
O fabricante não assume responsabilidade por resultados de trabalho defeituosos ou insatisfatórios.
Acoplamento à
rede
Aparelhos com alta potência podem, devido à sua corrente de entrada, influenciar na qualidade de energia da rede.
Isso pode afetar alguns tipos de dispositivos na forma de:
limitações de conexão
-
-
exigências quanto à impedância máxima de rede permitida
exigências com relação à potência mínima de corrente de curto-circuito ne-
-
cessária
*)
respectivamente nas interfaces com a rede pública
*)
*)
, consulte os dados técnicos
Nesse caso, o operador ou usuário do aparelho deve certificar-se de que o aparelho possa ser conectado, se necessário, o fornecedor de eletricidade deve ser
consultado.
IMPORTANTE! Observar se há um aterramento seguro do acoplamento à rede!
6

Condições ambientais
A operação ou o armazenamento do aparelho fora do local especificado também
não são considerados adequados. O fabricante não se responsabiliza por quaisquer danos decorrentes.
Faixa de temperatura do ar ambiente:
na operação: -10 °C a + 40 °C (14 °F a 104 °F)
-
no transporte e armazenamento: -20 °C a +55 °C (-4 °F a 131 °F)
-
Umidade relativa do ar:
até 50% a 40 ℃ (104 °F)
-
até 90 % a 20 °C (68 °F)
-
Ar ambiente: isento de poeira, ácidos, gases ou substâncias corrosivas etc.
Altitude acima do nível do mar: até 2000 m (6561 ft. 8.16 in.)
PT-BR
Responsabilidades do operador
Responsabilidades do pessoal
O operador se compromete a permitir que trabalhem no aparelho apenas pessoas que
estejam familiarizadas com as regras básicas sobre segurança no trabalho e
-
prevenção de acidentes, e tenham sido treinadas para o manuseio do mesmo
tenham lido e entendido esse manual de instruções, especialmente o capítu-
-
lo „Diretrizes de segurança“, e tenham confirmado com uma assinatura
tenham sido treinadas conforme as exigências para os resultados do traba-
-
lho.
O trabalho de consciência das normas de segurança do pessoal deve ser verificado em intervalos regulares.
Todas as pessoas designadas para trabalhar no aparelho comprometem-se, antes
do início dos trabalhos,
a seguir as regras básicas sobre segurança no trabalho e prevenção de aci-
-
dentes
ler este manual de instruções e confirmar, com uma assinatura, que compre-
-
enderam e cumprirão especialmente o capítulo „Diretrizes de segurança“.
Antes de sair do posto de trabalho, assegurar-se que, mesmo na sua ausência,
não possam ocorrer danos a pessoas ou bens materiais.
Disjuntor diferencial
Proteção própria
e do pessoal
As condições locais e diretrizes nacionais podem exigir um disjuntor diferencial
ao conectar um equipamento em uma rede de energia pública.
O tipo de disjuntor diferencial recomendado pelo fabricante para o equipamento
está indicado nos Dados técnicos.
O manuseio dos equipamentos expõe o operador a diversos perigos, como:
Faíscas, peças de metais quentes que se movimentam ao redor
-
Radiação dos arcos voltaicos prejudiciais aos olhos e à pele
-
Campos magnéticos prejudiciais, que apresentam risco de vida para portado-
-
res de marca-passos
Perigo elétrico por corrente de soldagem e de rede
-
Aumento da poluição sonora
-
Gases e fumaças de soldagem prejudiciais
-
7

Utilizar roupas para soldagem adequadas no manuseio do equipamento. As roupas para soldagem devem apresentar as seguintes propriedades:
Pouca inflamabilidade
-
Isolantes e secas
-
Que cubram todo o corpo, não danificadas e em boas condições
-
Capacete de proteção
-
Calças sem barras dobradas
-
A roupa para soldagem inclui, entre outros:
Proteger os olhos e o rosto com uma placa protetora, com elemento de filtro
-
apropriado contra raios UV, calor e faíscas.
Por baixo do disco protetor, utilizar óculos de proteção normatizados com
-
proteção lateral.
Usar sapatos firmes que, mesmo quando úmidos, sejam isolantes.
-
Proteger as mãos com luvas apropriadas (isolamento elétrico e proteção con-
-
tra calor).
Para diminuir a poluição sonora e para proteger contra lesões, utilizar um
-
protetor auricular.
Manter afastadas pessoas e, principalmente, crianças durante a operação dos
aparelhos e o processo de soldagem. Se ainda assim houver pessoas nas proximidades:
Informá-las sobre todos os riscos (risco de ofuscamento por arco voltaico,
-
risco de lesão por movimentação de faíscas, fumaça de soldagem prejudicial
à saúde, poluição sonora, possível perigo por corrente elétrica ou de soldagem,...),
Disponibilizar meios de proteção apropriados, ou
-
Instalar barreiras de proteção e cortinas apropriadas.
-
Informações sobre os valores de
emissão de
ruídos
Perigo devido a
gases e vapores
venenosos
O aparelho produz uma potência acústica máxima de <80dB(A) (ref. 1pW) em
ponto morto, assim como na fase de resfriamento, após a operação, de acordo
com o ponto operacional máximo permitido com carga normal, conforme EN
60974-1.
Não é possível fornecer um valor de emissão referente ao local de trabalho no caso de soldagem (e corte), pois este está sujeito ao método de soldagem e às condições do ambiente. O valor depende de diferentes parâmetros, como o método
de soldagem (soldagem MIG/MAG ou TIG), o tipo de corrente adotada (corrente
contínua, corrente alternada), a faixa de potência, o tipo de material a soldar, o
comportamento de ressonância da peça de trabalho, as condições do local de
trabalho, entre outros.
A fumaça gerada durante a soldagem contém gases e vapores prejudiciais à
saúde.
A fumaça de soldagem contém substâncias que, segundo a monografia 118 da
International Agency for Research on Cancer, podem causar câncer.
Utilizar exaustão pontual e exaustão do ambiente.
Se possível, utilizar a tocha de solda com dispositivo de exaustão integrado.
Manter a cabeça longe da fumaça de soldagem e dos gases.
Em relação às fumaças geradas e aos gases prejudiciais,
não inalar
-
aspirar da área de trabalho utilizando os meios apropriados.
-
Providenciar uma alimentação suficiente de ar fresco. Certifique-se de que sempre seja fornecida uma taxa de ventilação de no mínimo 20 m³/h.
8

Em caso de ventilação insuficiente, utilizar um capacete de soldagem com alimentação de ar.
Caso haja dúvidas de que a sucção seja suficiente, comparar os valores de
emissão de poluentes com os valores limite permitidos.
Os seguintes componentes são, entre outros, responsáveis pelo grau de nocividade da fumaça de soldagem:
metais utilizados na peça de trabalho
-
Eletrodos
-
Revestimentos
-
produtos de limpeza desengraxantes e similares
-
Processo de soldagem utilizado
-
Por isso é necessário considerar as folhas de dados de segurança do material e as
informações do fabricante para os componentes mencionados.
Recomendações para os cenários de exposição, medidas de gerenciamento de
risco e de identificação de condições de trabalho podem ser encontradas no site
da European Welding Association na área Health & Safety (https://european-welding.org).
Manter vapores inflamáveis (por exemplo, vapores de solventes) longe da área de
irradiação do arco voltaico.
Quando não se estiver soldando, fechar a válvula do cilindro do gás de proteção
ou a alimentação de gás principal.
PT-BR
Perigo por voo
de centelhas
Perigo por corrente de soldagem e de rede
O voo de centelhas pode causar incêndios e explosões.
Nunca soldar perto de materiais inflamáveis.
Materiais combustíveis devem estar a uma distância mínima de 11 metros (36 ft.
1.07 in.) do arco voltaico ou protegidos com coberturas verificadas.
Deixar à disposição um extintor de incêndio apropriado e testado.
Centelhas e peças metálicas quentes também podem passar por pequenas fendas e aberturas para os ambientes adjacentes. Providenciar as respectivas medidas para, apesar disso, não existir perigo de lesão e de incêndio.
Não soldar em áreas com perigo de incêndio e explosão e em tanques, barris ou
tubos conectados quando estes não tiverem sido preparados conforme as normas nacionais e internacionais correspondentes.
Não se deve soldar em tanques onde foram/estão armazenadas bases, combustíveis, óleos minerais e similares. Há risco de explosão por causa dos resíduos.
Choques elétricos oferecem risco de vida e podem ser fatais.
Não tocar em peças sob tensão elétrica dentro e fora do aparelho.
Nas soldas MIG/MAG e TIG, o arame de soldagem, a bobina de arame, os rolos
de alimentação e as peças de metal que ficam em contato com o arame de soldagem são condutores de tensão.
Sempre colocar o avanço de arame sobre um piso suficientemente isolado ou utilizar um alojamento do alimentador de arame isolante apropriado.
Para proteção adequada de si mesmo e de outras pessoas contra o potencial de
terra ou de massa, providenciar um suporte isolante seco ou uma cobertura. O
9

suporte ou a cobertura devem cobrir completamente o espaço entre o corpo e o
potencial de terra ou de massa.
Todos os cabos e condutores devem estar fixos, intactos, isolados e ter as dimensões adequadas. Substituir imediatamente conexões soltas, cabos e condutores chamuscados, danificados ou subdimensionados.
Antes de cada utilização, verificar as ligações de corrente elétrica quanto ao assentamento correto e fixo.
No caso de alimentação com baioneta, girar o cabo em no mínimo 180° em torno
do eixo longitudinal e pré-tensionar.
Não enrolar cabos ou condutores no corpo ou em partes dele.
Os eletrodos (eletrodos revestidos, eletrodos de tungstênio, arames de soldagem
etc.)
jamais devem ser mergulhados em líquidos para resfriarem
-
nunca devem ser tocados com a fonte de solda ligada.
-
Entre os eletrodos de dois sistemas de soldagem, pode haver, por exemplo, o dobro da tensão de funcionamento em vazio de um sistema de soldagem. Em algumas situações, pode haver risco de vida ao tocar simultaneamente os potenciais
de ambos os eletrodos.
Um eletricista deve verificar regularmente as alimentações da rede elétrica e do
aparelho quanto à capacidade de funcionamento do fio terra.
Os dispositivos da classe de proteção I precisam de uma rede elétrica com um fio
terra e um sistema de tomada com um contato do fio terra para a operação correta.
O funcionamento do aparelho em uma rede elétrica sem fio terra e um soquete
sem contato do fio terra somente é permitido se forem cumpridas todas as normas nacionais de separação de proteção.
Caso contrário, isso é considerado uma negligência grave. O fabricante não se
responsabiliza por quaisquer danos decorrentes.
Caso necessário, providenciar, por meios adequados, um aterramento suficiente
da peça de trabalho.
Desligar os aparelhos não utilizados.
Em trabalhos em alturas maiores, utilizar cintos de segurança como proteção
contra queda.
Antes de trabalhos no aparelho, desligar o aparelho e retirar o cabo de alimentação.
Proteger o aparelho por uma placa de aviso claramente legível e compreensível
contra os cabos de alimentação de rede e religamento.
Após a abertura do aparelho:
descarregar todos os componentes que armazenam cargas elétricas
-
certificar-se de que todos os componentes do aparelho estão desenergiza-
-
dos.
10
Caso sejam necessários trabalhos em peças condutoras de tensão, chamar uma
segunda pessoa que possa desligar na hora certa o interruptor principal.

Correntes de
soldagem de fuga
Se as instruções abaixo não forem seguidas, é possível que ocorra a formação de
correntes de soldagem de fuga, que podem causar o seguinte:
perigo de incêndio
-
superaquecimento de componentes interligados com a peça de trabalho
-
destruição do fio terra
-
destruição do aparelho e outras instalações elétricas
-
cuidar para que a braçadeira da peça esteja firmemente presa a ela.
Prender a braçadeira da peça de trabalho o mais próximo possível do fim da soldagem.
Instale o aparelho com isolamento suficiente do ambiente eletricamente condutivo, por exemplo, isolamento contra pisos condutores ou isolamento contra estruturas condutoras.
Ao utilizar distribuidores de corrente, alojamentos de cabeça dupla, ..., observe o
seguinte: o eletrodo da tocha de solda/do porta-eletrodo não utilizado também é
condutor de potencial. Observe se o suporte da tocha de solda/do eletrodo não
utilizado tem isolamento suficiente.
No caso de aplicações automáticas MIG/MAG, conduzir o eletrodo de arame para o avanço de arame apenas se ele estiver isolado por um barril de arame de soldagem, bobina grande ou bobina de arame.
PT-BR
Classificação
dos aparelhos de
compatibilidade
eletromagnética
Medidas de compatibilidade eletromagnética
Aparelhos da Categoria de Emissão A:
são indicados para uso apenas em regiões industriais
-
em outras áreas, podem causar falhas nos cabos condutores de energia
-
elétrica e irradiação.
Aparelhos da Categoria de Emissão B:
atendem aos requisitos de emissão para regiões residenciais e industriais. Is-
-
to também é válido para áreas residenciais onde a alimentação de energia
elétrica seja feita por uma rede de baixa tensão pública.
Classificação dos aparelhos de compatibilidade eletromagnética conforme a placa de identificação e os dados técnicos.
Em casos especiais, apesar da observância aos valores-limite de emissão autorizados, pode haver influências na região de aplicação prevista (por exemplo, quando aparelhos sensíveis se encontram no local de instalação ou se o local de instalação estiver próximo a receptores de rádio ou de televisão).
Nesse caso, o operador é responsável por tomar as medidas adequadas para eliminar o problema.
A imunidade eletromagnética das instalações nas proximidades do equipamento
deve ser testada e avaliada de acordo com as determinações nacionais e internacionais. Exemplos de equipamentos sujeitos a falhas que possam ser influencia-
dos pelo aparelho:
Dispositivos de segurança
-
Condutores da rede elétrica, sinalização e transmissão de dados
-
Instalações de EDP e de telecomunicação
-
Dispositivos para medir e calibrar
-
11

Medidas auxiliares para evitar problemas de compatibilidade eletromagnética:
Alimentação de energia elétrica
1.
Se ocorrerem falhas eletromagnéticas apesar de um acoplamento à rede
-
correto, devem ser tomadas medidas adicionais (por exemplo: utilizar filtros de rede adequados).
Condutores de soldagem
2.
deixar o mais curto possível
-
instalar bem próximos (também para evitar problemas EMF)
-
instalar longe de outros cabos
-
Equalização potencial
3.
Aterramento da peça de trabalho
4.
Se necessário, executar a conexão à terra através de capacitores adequa-
-
dos.
Se necessário, proteger
5.
Blindagem de outras instalações no ambiente
-
Blindagem de toda a instalação de soldagem
-
Medidas para
EMF
Áreas de perigo
especiais
Campos eletromagnéticos podem causar danos à saúde que ainda são desconhecidos:
Efeitos nocivos para pessoas nas proximidades, por exemplo, usuários de
-
marca-passos e aparelhos de surdez
Usuários de marca-passo devem consultar seu médico antes de permanecer
-
próximo ao aparelho e ao processo de soldagem
Manter a maior distância possível entre os cabos de soldagem e a cabeça/
-
tronco do soldador por razões de segurança
Não carregar cabos de soldagem e jogos de mangueira nos ombros e não en-
-
rolá-los sobre o corpo e membros
Manter mãos, cabelos, peças de roupa e ferramentas afastados das peças
móveis, por exemplo:
ventiladores
-
engrenagens
-
funções
-
eixos
-
Bobinas de arame e arames de soldagem
-
Não tocar nas engrenagens em rotação do acionamento do arame ou em peças
do acionador em rotação.
Coberturas e peças laterais somente podem ser abertas/retiradas durante a execução de trabalhos de manutenção e reparo.
12
Durante a operação
Certificar-se de que todas as coberturas estão fechadas e todas as peças la-
-
terais estão montadas corretamente.
Fechar todas as coberturas e peças laterais.
-
A saída do arame de soldagem da tocha de solda apresenta um alto risco de ferimento (perfuração das mãos, ferimento no rosto e nos olhos etc.).
Por isso, mantenha a tocha de solda sempre longe do corpo (aparelhos com
avanço de arame) e utilize óculos de proteção adequados.
Não tocar na peça de trabalho durante e depois da soldagem - perigo de queimadura.
Peças de trabalho em resfriamento podem espirrar escórias. Por essa razão,
também no retrabalho de peças de trabalho, utilizar os equipamentos de proteção normatizados e providenciar uma proteção suficiente para outras pessoas.

Deixar esfriar a tocha de solda e outros componentes do equipamento com alta
temperatura de operação antes de trabalhar com eles.
Em ambientes com risco de incêndio e explosão, existem normas especiais
, conforme as determinações nacionais e internacionais.
Fontes de solda para trabalhos em locais com alta exposição elétrica (por exemplo, caldeira) devem ser identificadas com o sinal (Safety). A fonte de solda, no
entanto, não deve ficar nesses locais.
Perigo de escaldamento por vazamento de agente refrigerador. Antes de separar
as conexões para a saída ou retorno do refrigerador, desligar o dispositivo de refrigeração.
Ao manusear o refrigerador, seguir as instruções da folha de dados de segurança
do refrigerador. A folha de dados de segurança do refrigerador pode ser obtida
com a sua assistência técnica ou na página da web do fabricante.
Para o transporte de equipamentos por guindaste, utilizar somente equipamento
de suspensão de carga adequado do fabricante.
Pendurar correntes ou cordas em todos os locais previstos do equipamento
-
de suspensão de carga apropriado.
Correntes ou cordas devem ter o menor ângulo possível na vertical.
-
Remover cilindros de gás e o avanço de arame (aparelhos MIG/MAG e TIG).
-
Na suspensão por guindaste do avanço de arame durante a soldagem, utilizar
sempre uma suspensão da bobina de arame apropriada e isolante (aparelhos
MIG/MAG e TIG).
PT-BR
Exigência para o
gás de proteção
Se o aparelho for equipado com uma alça ou um cabo de transporte, estes servem exclusivamente para o transporte com as mãos. Para um transporte por
guindaste, empilhadeira com forquilha ou outras ferramentas mecânicas de elevação, a alça de transporte não é indicada.
Todos os meios de elevação (cintos, fivelas, correntes etc.) que são utilizados junto com o aparelho ou junto com os seus componentes devem ser verificados regularmente (por exemplo, quanto a danos mecânicos, corrosão ou alterações
causadas por outras influências ambientais).
O intervalo e o escopo de verificação devem corresponder pelo menos às normas
e diretrizes nacionais atualmente válidas.
Perigo de vazamento imperceptível de gás de proteção, sem cor e inodoro, na utilização de um adaptador para a conexão de gás de proteção. Antes da montagem, vedar a rosca do adaptador na lateral do aparelho, para a conexão de gás de
proteção, com uma faixa de Teflon apropriada.
Principalmente em tubulações circulares, gás de proteção contaminado pode
provocar danos ao equipamento e uma redução na qualidade da soldagem.
As seguintes especificações devem ser respeitadas em relação à qualidade do
gás de proteção:
Tamanho de partícula sólida < 40 µm
-
Ponto de condensação de pressão < -20 °C
-
Conteúdo máx. de óleo < 25 mg/m³
-
Perigo devido
aos cilindros de
gás de proteção
Se necessário, utilizar filtros!
Cilindros de gás de proteção contêm gás sob pressão e podem explodir ao serem
danificados. Os cilindros de gás de proteção são parte integrante do equipamento de soldagem e devem ser manuseados com muito cuidado.
13

Proteger os cilindros de gás de proteção com gás comprimido contra calor, impactos mecânicos, escórias, chamas, emissões ou arcos voltaicos.
Instalar os cilindros de gás de proteção em posição vertical e fixá-los de acordo
com a instrução, para que não possam cair.
Manter os cilindros de gás de proteção afastados de circuitos de soldagem e outros circuitos elétricos.
Nunca pendurar uma tocha de solda em um cilindro de gás de proteção.
Nunca tocar um cilindro de gás de proteção com um eletrodo.
Perigo de explosão - nunca realizar a soldagem em um cilindro de gás de proteção pressurizado.
Sempre utilizar cilindros de gás de proteção adequados para a respectiva aplicação, bem como acessórios apropriados correspondentes (regulador, mangueiras e ajustes etc.). Utilizar apenas cilindros de gás de proteção e acessórios em
boas condições.
Se uma válvula de um cilindro de gás de proteção for aberta, desviar o rosto da
descarga.
Quando não se estiver soldando, fechar a válvula do cilindro de gás de proteção.
Em um cilindro de gás de proteção não conectado, manter a capa na válvula do
cilindro de gás de proteção.
Perigo de vazamento do gás de
proteção
Medidas de segurança no local
de instalação e
no transporte
Seguir as informações do fabricante e as correspondentes determinações nacionais e internacionais para cilindros de gás de proteção e acessórios.
Risco de asfixia devido a vazamento descontrolado do gás de proteção
O gás de proteção é incolor e inodoro e, ao sair, pode suplantar o oxigênio no ar
ambiente.
Garantir que haja ar fresco suficiente circulando - taxa de ventilação de pelo
-
menos 20 m³ / hora
Ficar atento às instruções de segurança e de serviço tanto do cilindro do gás
-
de proteção quanto da alimentação de gás principal
Quando não se estiver soldando, fechar a válvula do cilindro do gás de pro-
-
teção ou a alimentação de gás principal.
Antes de qualquer comissionamento, verificar se há vazamento descontrola-
-
do de gás no cilindro do gás de proteção ou na alimentação de gás principal.
Um aparelho em queda pode colocar a vida em risco! Colocar o dispositivo sobre
um piso plano e firme, de forma estável
É permitido um ângulo de inclinação máximo de 10°.
-
Em ambientes com perigo de fogo e explosão, são aplicadas normas especiais
devem ser seguidas as respectivas normas nacionais e internacionais.
-
14
Por meio de controles e instruções internos, garantir que o ambiente do posto de
trabalho esteja sempre limpo e arrumado.
Instalar e operar o aparelho somente de acordo com o grau de proteção indicado
na placa de identificação.
Ao posicionar o dispositivo, garantir uma distância em volta de 0,5 m (1 ft. 7.69
in.), para que o ar frio possa entrar e sair sem impedimento.

No transporte do aparelho, atentar para que as diretrizes e as normas aplicáveis
de prevenção de acidentes, nacionais e regionais, sejam cumpridas. Isso vale especialmente para as diretrizes referentes a perigos no transporte e movimento.
Não erguer ou transportar nenhum dispositivo ativo. Desligar o dispositivo antes
do transporte ou do erguimento!
Antes de cada transporte do dispositivo, esvaziar completamente refrigerador e
desmontar os seguintes componentes:
Velocidade do arame
-
Bobina de arame
-
Cilindro do gás de proteção
-
Antes do comissionamento, após o transporte, é necessário executar uma inspeção visual do aparelho para verificar danos. Possíveis danos devem ser reparados por um técnico de serviço treinado antes do comissionamento.
PT-BR
Medidas de segurança em operação normal
Operar o equipamento apenas quando todos os dispositivos de segurança estiverem completamente funcionais. Caso os dispositivos de segurança não estejam
completamente funcionais, haverá perigo para
a vida do operador ou de terceiros,
-
para o aparelho e para outros bens materiais do operador,
-
e para o trabalho eficiente com o equipamento.
-
Antes de ligar o aparelho, reparar os dispositivos de segurança que não estejam
funcionando completamente.
Nunca descartar o uso de dispositivos de segurança ou colocá-los fora de operação.
Antes de ligar o equipamento, certificar-se de que ninguém possa ser exposto a
perigos.
Verificar o aparelho, pelo menos uma vez por semana, com relação a danos externos visíveis e à capacidade de funcionamento dos dispositivos de segurança.
Sempre prender bem os cilindros de gás de proteção e retirá-los antes do transporte por guindaste.
Somente o agente refrigerador original do fabricante é indicado para nossos
equipamentos, em virtude das suas propriedades (condutibilidade elétrica, anticongelante, compatibilidade do material, combustibilidade etc.).
Utilizar somente o agente refrigerador original do fabricante.
Não misturar o agente refrigerador original do fabricante com outros agentes refrigeradores.
Conectar somente componentes do sistema do fabricante no circuito do dispositivo do refrigerador.
Caso ocorram danos devido ao uso de outros componentes do sistema ou de outros agentes refrigeradores, o fabricante não se responsabilizará e todos os direitos de garantia expirarão.
Cooling Liquid FCL 10/20 não é inflamável. O agente refrigerador à base de etanol, sob determinadas circunstâncias, é inflamável. O agente refrigerador deve
ser transportado apenas em embalagens originais fechadas e mantido longe de
fontes de ignição
Descartar adequadamente o agente refrigerador no fim da vida útil, de acordo
com as normas nacionais e internacionais. A folha de dados de segurança do re-
15

frigerador pode ser obtida com a sua assistência técnica ou na página da web do
fabricante.
No equipamento frio, verificar o nível do agente refrigerador antes de cada início
de soldagem.
Comissionamento, manutenção e
reparo
Revisão técnica
de segurança
Em peças adquiridas de terceiros, não há garantia de construção e fabricação
conforme as exigências de carga e segurança.
Somente utilizar peças de desgaste e de reposição originais (válido também
-
para peças padrão).
Não executar alterações, modificações e adições de peças no aparelho sem
-
autorização do fabricante.
Componentes em estado imperfeito devem ser substituídos imediatamente.
-
Na encomenda, indicar a denominação exata e o número da peça conforme a
-
lista de peça de reposição e também o número de série do seu aparelho.
Os parafusos da carcaça constituem a conexão do fio terra com o aterramento
das peças da carcaça.
Sempre utilizar parafusos originais da carcaça na quantidade correspondente e
com o torque indicado.
O fabricante recomenda executar pelo menos a cada 12 meses uma revisão
técnica de segurança no aparelho.
Durante o mesmo intervalo de 12 meses, o fabricante recomenda uma calibração
das fontes de solda.
Recomenda-se uma revisão técnica de segurança por um eletricista autorizado
após alteração,
-
após montagens ou adaptações
-
após reparo, conservação e manutenção
-
pelo menos a cada doze meses.
-
Para a revisão técnica de segurança, seguir as respectivas normas e diretrizes nacionais e internacionais.
Informações mais detalhadas sobre a revisão técnica de segurança e a calibração
podem ser obtidas em sua assistência técnica. Esta pode disponibilizar os documentos necessários mediante sua solicitação.
Descarte De acordo com a diretiva europeia e a legislação nacional, deve-se realizar a cole-
ta seletiva dos resíduos de equipamentos eletroeletrônicos, assim como a reciclagem de forma ambientalmente correta. O equipamento usado deve ser devolvido
ao revendedor ou a um sistema local autorizado de coleta e descarte. O descarte
adequado do equipamento promove a reciclagem sustentável dos recursos materiais. Ignorar isso pode trazer consequências negativas para a saúde/e para o
meio ambiente.
Materiais de embalagens
Coleta seletiva. Verifique os regulamentos do seu município. Reduza o volume de
caixas.
16

Sinalização de
segurança
Os equipamentos com indicação CE cumprem os requisitos básicos da diretriz de
baixa tensão e compatibilidade eletromagnética (por exemplo, normas de produto relevantes da série de normas EN 60 974).
A Fronius International GmbH declara que o aparelho corresponde às normas da
diretiva 2014/53/UE. O texto completo da Declaração de conformidade UE está
disponível em: http://www.fronius.com
Equipamentos identificados com o símbolo de verificação CSA cumprem as
exigências das normas relevantes para o Canadá e os EUA.
PT-BR
Segurança de
dados
Direito autorais Os direitos autorais deste manual de instruções permanecem com o fabricante.
O usuário é responsável por proteger os dados contra alterações dos ajustes da
fábrica. O fabricante não se responsabiliza por configurações pessoais perdidas.
O texto e as imagens estão de acordo com o padrão técnico no momento da impressão. Sujeito a alterações. O conteúdo do manual de instruções não dá qualquer direito ao comprador. Agradecemos pelas sugestões de aprimoramentos e
pelos avisos sobre erros no manual de instruções.
17

Informações gerais
Conceito de dispositivo
Com o WeldCube Connector, todos os
sistemas de soldagem envolvidos na
produção podem ser integrados ao sistema de documentação Fronius WeldCube Premium, independentemente
do fabricante.
Se o fornecimento de energia for interrompido, o WeldCube Connector salva
os últimos dados e garante um processo de desligamento seguro.
O WeldCube Connector está disponível nas seguintes versões:
WeldCube Connector U/I
4,044,056
Medição da corrente de soldagem e tensão de solda
incl. Adaptador medição de tensão
WeldCube Connector U/I/WFS WSM
4,044,057
Medição da corrente de soldagem, tensão de solda e velocidade do arame
incl. Sensor de arame
(para a fonte de solda TransSteel 3000c Pulse, TransSteel 3500c e o rolo de alimentação do avanço de arame VR 5000)
WeldCube Connector U/I/WFS Euro
4,044,058
Medição de corrente de soldagem, tensão de solda e velocidade do arame
incl. Sensor de arame Euro
WeldCube Connector Advanced
4,044,067
Medição da corrente de soldagem, tensão de solda e velocidade do arame
Sensor de arame opcional (consulte as opções na página 20)
Aplicações O WeldCube Connector é usado para aplicações manuais e automatizadas de
MIG/MAG, TIG e eletrodo revestido.
Princípio de funcionamento
Independentemente do processo de soldagem, o WeldCube Connector é sempre
integrado ao condutor de aterramento entre a fonte de solda e o fio terra.
A medição da corrente ocorre nos soquetes de energia da fonte de solda.
18
Para uma integração funcional do sistema, devem ser conectados os seguintes
componentes:

Símbolos de segurança no equipamento
Conecte o WeldCube Connector ao soquete de energia de aterramento da
-
fonte de solda
Conecte o condutor de aterramento ao WeldCube Connector
-
Medição de tensão pelo cabo adaptador ou medição de tensão/velocidade do
-
arame pelo sensor de arame no outro polo
Fornecimento de energia por „Power over Ethernet“ usando um cabo de rede
-
adequado
Conexão à rede por cabo de rede LAN ou WLAN
-
O fornecimento de energia do WeldCube Connector ocorre pelo cabo de rede
usando Power over Ethernet (PoE).
O fornecimento de energia por PoE pode ser feito pela infraestrutura central de
TI ou por um injetor PoE no local. Então, o injetor PoE é integrado no cabo de dados entre o distribuidor da rede e o WeldCube Connector.
PT-BR
Soldagem é uma atividade perigosa. Os seguintes pré-requisitos básicos precisam ser cumpridos:
Qualificação suficiente para a soldagem
-
Equipamentos de proteção apropriados
-
Afastamento de pessoas alheias
-
As funções descritas somente devem ser utilizadas depois que os seguintes documentos tiverem sido completamente lidos e compreendidos:
Este manual de instruções
-
Todos os manuais de instruções dos componentes do sistema, principalmen-
-
te diretrizes de segurança
19

Pré-requisitos
AVISO!
A instalação e integração do WeldCube Connector exigem conhecimentos de
tecnologia de rede.
Para informações detalhadas, entre em contato com o administrador da sua
▶
rede.
Exigências para o cabo de rede:
Conexão RJ45/M12, codificação X
-
Versão de cabo de grau industrial, mín. CAT 5e
-
Exigências para o injetor PoE de acordo com IEEE 802.3at - PoE+ / 30 W:
Soquete RJ45 blindado
-
Caixa de plástico robusta e fechada
-
Mín. 100 Mbit/s Data Speed
-
Emissão de EMV: EN55032 Class B, FCC part 15 Class B
-
Condições ambientais:
Temperatura ambiente em operação: -10 °C a +40 °C
-
Temperatura de armazenamento: -20 °C a +55 °C
-
Opções
Injetor PoE RJ45 30 W/802.3at/PoE+ 42,0411,0213
Cabo de equipamento frio CE 2 m 43,0004,2951
Cabo de rede M12-X/RJ45, 5 m 42,0411,0232
Cabo de rede M12-X/RJ45, 10 m 42,0411,0233
Cabo de rede M12-X/RJ45, 15 m 42,0411,0234
Cabo de rede M12-X/RJ45, 20 m 42,0411,0235
OPT/WCC Sensor Cable EXT 5m
Cabo de extensão de 5m para sensores externos
OPT/WCC Sensor Cable EXT 10m
Cabo de extensão de 10 m para sensores externos
OPT/WCC Mounting Set TSt
Material de montagem para fonte de
solda TransSteel
OPT/WCC Mounting Set 1
Material de montagem para um sistema de soldagem
4,051,547
4,051,548
4,101,361
4,101,362
20

OPT/WCC Mounting Set 2
Material de montagem para um sistema de soldagem
4,101,363
PT-BR
FCC/RSS/
Conformidade
UE
OPT/WCC Wire Sensor EUR
Opção de sensor de arame/euro para
WeldCube Connector Advanced
OPT/WCC Wire Sensor WSM
Opção de sensor de arame/TSt para
WeldCube Connector Advanced
Ímã de fixação* 4,100,265
* Para o WeldCube Connector, são necessários 2 ímãs de fixação.
FCC
Esse equipamento foi testado e obedece aos limites estabelecidos para um equipamento digital Classe B, de acordo com a Seção 15 dos termos da FCC. Esses
limites devem fornecer uma proteção adequada contra interferências prejudiciais
em residências. Esse equipamento gera e utiliza energia de alta frequência e pode causar problemas na comunicação de rádio, se ele não for utilizado em conformidade com as indicações. Também não existe garantia de que as falhas não
ocorrerão em uma instalação específica.
4,101,372
4,101,373
Se este equipamento causar interferências ao receptor de rádio ou de televisão,
que podem ser confirmadas ao desligar e ligar o dispositivo, é recomendado ao
usuário que ele corrija a interferência por uma ou mais das seguintes medidas:
Alinhar ou reposicionar a antena receptora
-
Aumentar a distância entre o equipamento e o receptor.
-
Conectar o equipamento em um circuito elétrico diferente do circuito elétri-
-
co em que o receptor está conectado.
Consultar o revendedor ou um técnico de rádio/TV experiente para obter aju-
-
da.
ID FCC: QKWSPB209A
Industry Canada RSS
Este equipamento está de acordo com as normas da Industry Canada RSS sem
licença. A operação está submetida às seguintes condições:
(1) O equipamento não pode causar falhas nocivas.
(2) O equipamento precisa suportar qualquer interferência recebida, inclusive
interferências que possam prejudicar a operação.
IC: 12270A-SPB209A
21

UE
Conformidade com a diretriz 2014/53 / EU – Radio Equipment Directive (RED)
As antenas usadas para esse transmissor devem ser instaladas de forma que seja
mantida uma distância mínima de 20 cm entre todas as pessoas. Eles não devem
ser configurados ou operados em conjunto com outra antena ou transmissor. Integradores OEM e usuários finais devem dispor das condições operacionais do
transmissor para cumprir as diretrizes de exposição à radiofrequência.
Bluetooth trademarks
A marca Bluetooth® e os logotipos Bluetooth®são marcas registradas de propriedade da Bluetooth SIG, Inc. e são usados pelo fabricante sob licença. Outras
marcas e nomes comerciais são propriedade de seus respectivos detentores de
direitos.
22

Configurações do sistema
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
+
(10)
(9)
PT-BR
Configuração do
sistema com
WeldCube Connector U/I
MIG/MAG
Conexão esquemática sem representação detalhada do jogo de mangueira de conexão entre a fonte
de solda e a velocidade do arame
(1) Computador para acessar o WeldCube Premium
(2) Interruptor de Ethernet com PoE
(3) Fornecimento de energia via PoE (Power over Ethernet)
(4) Servidor WeldCube Premium (físico ou VM)
(5) Adaptador da queda passageira de tensão
(6) Velocidade do arame
(7) Fonte de solda
(8) WeldCube Connector U/I
(9) Fio terra
(10) Tocha de solda
23

MIG/MAG com acionamento por arame integrado na fonte de solda
+
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
HF
+
*
(1) Computador para acessar o WeldCube Premium
(2) Interruptor de Ethernet com PoE
(3) Fornecimento de energia via PoE (Power over Ethernet)
(4) Servidor WeldCube Premium (físico ou VM)
(5) Adaptador da queda passageira de tensão
(6) Fonte de solda
(7) WeldCube Connector U/I
(8) Fio terra
(9) Tocha de solda
TIG-CC, TIG-CA
HF = Ignição de alta frequência; * = Soquete de energia sem alta frequência, por exemplo, para eletrodos revestidos
(1) Computador para acessar o WeldCube Premium
(2) Interruptor de Ethernet com PoE
(3) Fornecimento de energia via PoE (Power over Ethernet)
(4) Servidor WeldCube Premium (físico ou VM)
(5) Adaptador da queda passageira de tensão
(6) Fonte de solda
(7) WeldCube Connector U/I
24

(8) Fio terra
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
HF
+
*
(9)
(9) Tocha de solda
Eletrodo revestido (com fonte de energia TIG)
HF = Ignição de alta frequência; * = Soquete de energia sem alta frequência, por exemplo, para eletrodos revestidos
(1) Computador para acessar o WeldCube Premium
(2) Interruptor de Ethernet com PoE
(3) Fornecimento de energia via PoE (Power over Ethernet)
(4) Servidor WeldCube Premium (físico ou VM)
(5) Adaptador da queda passageira de tensão
(6) Fonte de solda
(7) WeldCube Connector U/I
(8) Fio terra
(9) Suporte do eletrodo
PT-BR
25

Configurações
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
+
(10)
(9)
(1)
(2)
(3)
(4)
(6)
(7)
(8)
(9)
(5)
do sistema com
WeldCube Connector U/I/WFS
Euro
MIG/MAG
Ilustração esquemática sem representação detalhada do jogo de mangueira de conexão entre a fonte de solda e o avanço de arame
(1) Computador para acessar o WeldCube Premium
(2) Interruptor de Ethernet com PoE
(3) Fornecimento de energia via PoE (Power over Ethernet)
(4) Servidor WeldCube Premium (físico ou VM)
(5) Fonte de solda
(6) Velocidade do arame
(7) Sensor de arame Euro
(8) WeldCube Connector U/I
(9) Fio terra
(10) Tocha de solda
MIG/MAG com acionamento por arame integrado na fonte de solda
(1) Computador para acessar o WeldCube Premium
(2) Interruptor de Ethernet com PoE
(3) Fornecimento de energia via PoE (Power over Ethernet)
(4) Servidor WeldCube Premium (físico ou VM)
(5) Sensor de arame Euro
(6) Fonte de solda
26

(7) WeldCube Connector U/I
(8) Fio terra
(9) Tocha de solda
PT-BR
Configurações
do sistema com
WeldCube Connector U/I/WFS
WSM
Configurações
do sistema com o
WeldCube Connector Advanced
A configuração do sistema para sistemas de soldagem TransSteel com WeldCube
Connector U/I/WFS WSM é a mesma que a configuração do sistema para WeldCube Connector U/I/WFS Euro, exceto que ao invés da conexão com o sensor de
arame Euro, o sensor de arame é instalado diretamente na fonte de solda ou na
velocidade do arame.
O sensor de arame é instalado de fábrica ou pode ser adaptado posteriormente
por pessoal treinado.
Detalhes sobre a instalação do sensor de arame podem ser encontrados nas instruções de instalação „WeldCube Connector wire sensor TransSteel“ 42,0410,2663.
A configuração do sistema para sistemas de soldagem com o WeldCube Connector Advanced é a mesma que a configuração do sistema para WeldCube Connector U/I/WFS Euro.
O sensor de arame Euro ou um sensor de arame embutido na fonte de solda
TransSteel estão opcionalmente disponíveis.
27
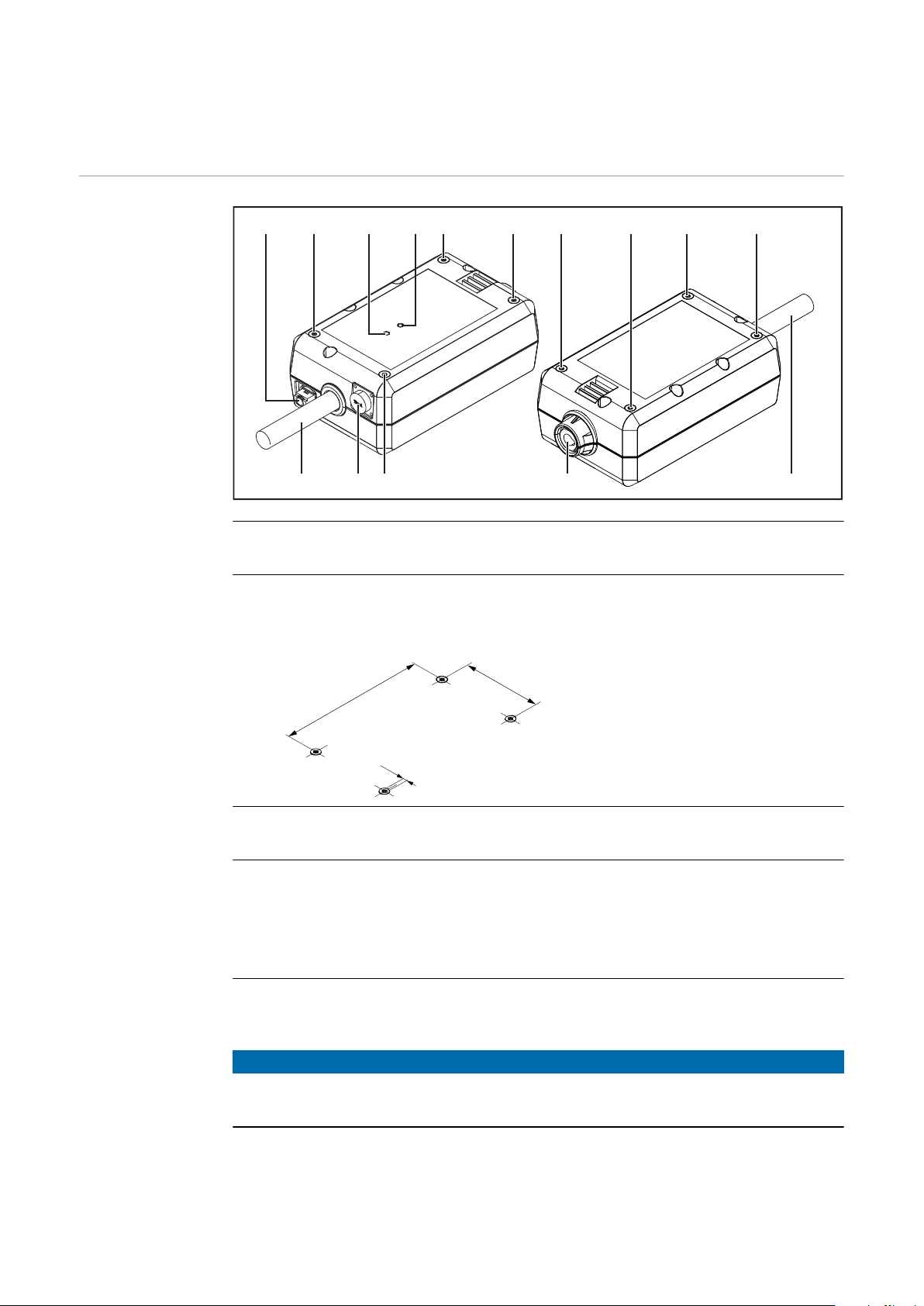
Elementos de operação, conexões e componentes
(1) (2) (3) (4)
(5)
(6)
(7)
(2) (2) (2) (2) (2) (2)
(2)
(5)
M5
100 mm
184 mm
mecânicos
Elementos de
comando, conexões e componentes mecânicos
(1) Soquete M12, codificação X
para conectar um cabo de rede
(2) Soquete roscado M5
4 unidades por lado
para a montagem do WeldCube Connector no sistema de soldagem
(3) LED de status
o LED de status indica alertas, erros e estados operacionais atualizados
(4) LED de alimentação
o LED de alimentação indica informações sobre a alimentação elétrica do
WeldCube Connector
Descrição dos LEDs na seção a seguir
(5) Fio terra com conector de baioneta
para a conexão do soquete de energia de aterramento da fonte de solda
28
AVISO!
A conexão de aterramento na fonte de solda depende do método de soldagem e
não precisa necessariamente coincidir com o soquete de energia (-)!

(6) Soquete de energia terra com fecho de baioneta
(10)
(9)
(8)
(11) (12) (13)
para a conexão do fio terra do circuito de soldagem
(7) Conexão do sensor
Soquete do laboratório
(no WeldCube Connector U/I)
para a conexão do adaptador da medição da tensão
Soquete do sensor de 19 pinos
(para WeldCube Connector U/I/WFS WSM, WeldCube Connector
U/I/WFS Euro e WeldCube Connector Advanced)
para conexão do sensor de arame
Nº Função
(8) Cabo de medição
para a conexão do soquete de
laboratório no WeldCube Connector U/I
(9) Soquete de energia (+) com fe-
cho de baioneta
para a conexão do cabo do circuito de solda (+) do jogo de
mangueira de conexão
PT-BR
Adaptador de medição da tensão (somente em
combinação com WeldCube Connector U/I)
Sensor de arame Euro (somente em combinação
com WeldCube Connector U/I/WFS Euro ou como opção para WeldCube Connector Advanced)
(10) Cabo (+) com conector baione-
ta
para a conexão do soquete de
energia (+) da fonte de solda
Nº Função
(11) Cabo de medição
para conexão ao soquete do
sensor de 19 pinos no WeldCube Connector U/I/WFS WSM,
WeldCube Connector U/I/WFS
Euro e WeldCube Connector
Advanced
(12) Adaptador Euro
para a conexão na fonte de solda
(13) Conexão da tocha de solda Eu-
ro
para a conexão da tocha de solda
29

LED de alimentação, LED de
status
LED de alimentação
luz verde acesa:
fornecimento de energia disponível
luz laranja acesa:
sem fornecimento de energia disponível, o fornecimento é realizado pela bateria
reserva interna, até que todos os dados sejam salvos
luz apagada:
sem fornecimento de energia
LED de status
Quando há fornecimento de energia, o LED de status pode se acender ou piscar
nas seguintes cores:
luz verde acesa:
Equipamento operacional, tudo ok
luz verde piscando (com 5 Hz):
Primeira conexão estabelecida entre o WeldConnect App e o WeldCube Connector, por exemplo, para comissionamento ou configuração
luz laranja acesa:
Existe um alerta
luz laranja piscando (com 0,5 Hz):
Equipamento ainda não foi comissionado
luz vermelha acesa:
Há um erro
Um erro existente pode ser verificado no livro de registro do SmartManager ou
do WeldCube Premium.
luz piscando na cor atual (com 2,5 Hz):
Soldagem detectada
30

Possibilidades de conexão
(1)
(2)
(3)
(4)
(6)
(7)
(5)
(1)
(2)
(3)
(4)
(6)
(7)
(5)
AP
PT-BR
Possibilidades
de conexão
Conexão por
LAN
O WeldCube Connector pode ser conectado a uma rede da seguinte forma:
por LAN
-
por WLAN
-
(1) Computador para acessar o
WeldCube Premium
(2) Interruptor de Ethernet com
PoE
(3) Servidor WeldCube Premium
(4) Fornecimento de energia via
PoE (Power over Ethernet)
(5) Cabo de rede
(6) WeldCube Connector
(7) Conexão de aterramento na
fonte de solda
AVISO!
Conexão por
WLAN
A conexão de aterramento na fonte de solda depende do método de soldagem e
não precisa necessariamente coincidir com o soquete de energia (-)!
(1) Computador para acessar o
WeldCube Premium
(2) Comutador de Ethernet
(3) Servidor WeldCube Premium
(4) WLAN-AccessPoint
(5) Fornecimento de energia via
PoE (Power over Ethernet)
(6) WeldCube Connector
(7) Conexão de aterramento na
fonte de solda
AVISO!
A conexão de aterramento na fonte de solda depende do método de soldagem e
não precisa necessariamente coincidir com o soquete de energia (-)!
31

Avisos para montagem e operação
Avisos para a
montagem
Aviso para operação
O WeldCube Connector deve ser ligado à fonte de solda ou a um componen-
-
te do sistema de soldagem, por exemplo, ao carrinho.
O WeldCube Connector não deve ser colocado no chão.
-
O WeldCube Connector pode ser montado em qualquer posição.
-
Comprimento máx. entre 2 componentes de rede ativos (por exemplo, entre
-
WeldCube Connector e comutador de Ethernet com PoE): 90 m
Posicionar o WeldCube Connector de modo que os LEDs fiquem claramente
-
visíveis.
Não posicionar o WeldCube Connector na área de ar quente de exaustão da
-
fonte de solda e na área dos componentes aquecidos do sistema.
Posicionar o WeldCube Connector de modo que ele fique protegido contra
-
respingos de solda.
Usar um fio terra dimensionado adequadamente.
-
Fixar o cabo de rede, cabo do sensor e cabo de medição no fio terra do Weld-
-
Cube Connector utilizando uma braçadeira de cabo (alívio de tensão)
AVISO!
O WeldCube Connector suprime os pulsos de alta tensão AF!
Se houver ignição com pulsos de alta tensão AF em um processo de soldagem
TIG com WeldCube Connector integrado, não ocorrerá ignição AF.
Se disponível, somente conectar o cabo a um soquete de energia livre de AF
▶
(por exemplo, para soldagem de eletrodos revestidos).
Se não houver nenhum soquete de energia livre de AF disponível, desative a
▶
ignição AF.
Fronius Data
Channel
AF = Alta frequência
Antes de cada uso do WeldCube Connector:
Verificar todos os cabos de soldagem e de medição quanto a danos.
-
Verificar a conexão correta e firme dos conectores.
-
Verificar os LEDs
-
Mensalmente:
Realizar inspeção visual da carcaça e do conector
-
AVISO!
Na medição das soldagens TIG-AC, documentar um valor de retificação
aritmética.
A designação do componente, o número de série do componente e o número do
cordão de soldagem podem ser enviados para o WeldCube Connector pelo Fronius Data Channel.
O Fronius Data Channel é um servidor TCP/IP que é executado na porta de gerenciamento do WeldCube Connector. Esta porta é utilizada para documentação
e comunicação, bem como para fins de serviço e monitora essa interface na porta
TCP 4714.
32

Um programa de PC ou um controlador de nível superior estabelece uma conexão de soquete TCP ao endereço IP do WeldCube Connector na porta TCP
4714. Os parâmetros são transmitidos como listas de textos chave ou de valores
nominais separados por ponto e vírgula.
São suportados os seguintes parâmetros:
Nº Parâmetro
1 Processo ativo
No caso de um processo de soldagem ativo (desde o pré-fluxo de gás no
início da soldagem até o pós-fluxo de gás no final da soldagem), o WeldCube Connector emite o sinal de processo ativo = 1 para o controlador.
2 Fluxo de corrente
Em caso de fluxo de corrente ativa durante uma soldagem, o WeldCube
Connector emite o sinal de fluxo de corrente = 1 para o controlador.
3 Número do item do componente
O controlador dá ao WeldCube Connector o número do componente no
fim de soldagem usando os caracteres ASCII A-Z, a-z e 0-9.
4 Número de série do componente
O controle dá ao WeldCube Connector o número de série do componente
a ser soldado usando os caracteres ASCII A-Z, a-z e 0-9.
PT-BR
5 Número de cordão
O controle dá ao WeldCube Connector o cordão antes do fim de soldagem (posição de soldagem) usando os caracteres ASCII 0-9.
A transmissão de dados pelo Fronius Data Channel pode ser testada com os seguintes programas:
Windows® PuTTy
-
Linux Socat
-
Para a transmissão de dados, deve ser primeiro estabelecida uma conexão de soquete TCP:
Digite o endereço IP da porta de
1
serviço do WeldCube Connector e
o número da porta 4714
Exemplo Windows® PuTTY
33

Comissionamento
Segurança
Pré-requisitos
PERIGO!
Perigo devido a manuseio e trabalhos realizados incorretamente.
Podem ocorrer ferimentos e danos materiais graves.
Todos os trabalhos e funções descritos nesse documento somente devem ser
▶
realizados por técnicos especializados e treinados.
Ler e compreender completamente este documento.
▶
Todas as diretrizes de segurança e as documentações do usuário desse equi-
▶
pamento e de todos os componentes do sistema devem ser lidas e entendidas.
AVISO!
A instalação e integração do WeldCube Connector exigem conhecimentos de
tecnologia de rede.
Para informações detalhadas, entre em contato com o administrador da sua
▶
rede.
O WeldCube Connector deve ser integrado ao sistema de soldagem de acor-
-
do com uma das configurações do sistema de soldagem.
fornecimento PoE existente
-
Fronius WeldConnect App instalado no smartphone
-
Bluetooth ativado no smartphone
-
Comissionamen-toO WeldCube Connector é comissionado usando um smartphone e o Fronius
WeldConnect App.
AVISO!
Se a fonte de solda tiver uma função para determinar a resistência do circuito
de solda R, determine a resistência do circuito de solda do sistema de soldagem
com o WeldCube Connector existente antes do comissionamento.
Um valor correto de resistência do circuito de solda é um pré-requisito para resultados corretos de medição!
Insira o valor determinado da resistência do circuito de solda no assistente
▶
de instalação em Setup 5/6.
Se não estiver disponível uma função para determinar a resistência do circui-
▶
to de solda na fonte de solda, use a ajuda de cálculo no assistente de instalação em Setup 5/6.
Determinar a resistência do circuito de solda do sistema de soldagem, in-
1
cluindo WeldCube Connector
34

name1.name2@e-mailaddr.ess
2
4
3
Iniciar o WeldConnect App e abrir o menu
2
Selecionar o setup do WeldCube Connector
3
Deixe o smartphone próximo ao WeldCube Connector
4
Uma configuração da conexão iniciada com sucesso é indicada por uma luz
verde piscando a 5 Hz no LED de status do WeldCube Connector.
Siga as instruções do assistente de instalação:
5
PT-BR
Setup 1/6
Insira o nome, planta, pavilhão, célula e informações adicionais
Setup 2/6
Insira os dados da rede
Setup 3/6
Insira os dados WLAN
Setup 4/6
Insira a data, hora e fuso horário
Setup 5/6
Insira a resistência do circuito de solda determinada na etapa 1
ou
inicie a ajuda de cálculo
Setup 6/6
Insira informações opcionais de diâmetro do arame e material adicional
Quando são fornecidos o diâmetro do arame e o material adicional, eles
também são protocolados no WeldCube Premium.
Conclua o setup do WeldCube Connector
6
Agora, os dados documentados podem ser visualizados no SmartManager ou
avaliados com o WeldCube Premium.
35

Para avaliação dos dados com WeldCube Premium:
xx.x.xx.xx
Insira o endereço IP do WeldCube Connector em Administration/Machines/
7
Machine IP-Addresses (Administração/Máquinas/Endereços IP das máquinas)
Então, as soldagens salvas podem ser acessadas no sistema de documentação
WeldCube Premium da Fronius em Máquinas/WeldCube Connector.
36

SmartManager - O site do WeldCube Connector
PT-BR
Informações gerais
Acessar e fazer o
login no SmartManager
Com o SmartManager, o WeldCube Connector possui um site próprio.
Quando o WeldCube Connector é conectado a um computador por meio de um
cabo de rede ou WLAN ou é integrado a uma rede, o SmartManager do WeldCube Connector pode ser acessado pelo endereço IP.
Para acessar o SmartManager, é necessário, no mínimo, o IE 10 ou outro navegador moderno.
As seguintes entradas estão disponíveis para o WeldCube Connector:
Dados atuais do sistema
-
Livro de registro da documen-
-
tação
Ajustes do aparelho
-
Salvamento e restauração
-
Inserir o endereço IP do WeldCube Connector no campo de busca do nave-
1
gador
Inserir o nome de usuário e a senha
2
Configuração de fábrica:
Nome de usuário= admin
Senha = admin
Administração de usuários
-
Visão geral
-
Atualização
-
Confirmar a nota exibida
3
É exibido o SmartManager do WeldCube Connector.
37

Função de desbloqueio se o login não funcionar
Ao conectar ao SmartManager, a função de desbloqueio pode ser usada para
desbloquear um WeldCube Connector bloqueado involuntariamente e habilitá-lo
para todas as funções.
Clicar em „Iniciar função de desbloqueio?“
1
Gerar arquivo de verificação:
2
Clicar em „Salvar“
Um arquivo TXT com a seguinte denominação é salvo na pasta de download do
computador:
unlock_SN[númerodesérie]_AAAA_MM_DD_hhmmss.txt
Enviar esse arquivo de verificação por e-mail ao suporte técnico da Fronius:
3
welding.techsupport@fronius.com
A Fronius responde por e-mail com um arquivo de desbloqueio, que possui a seguinte denominação:
response_SN[númerodesérie]_AAAA_MM_DD_hhmmss.txt
Salvar o arquivo de desbloqueio no computador
4
Clicar em „Procurar arquivo de desbloqueio“
5
Aplicar arquivo de desbloqueio
6
Clicar em „Executar arquivo de desbloqueio“
7
Alterar senha/
logout
A senha do administrador do WeldCube Connector é redefinida uma vez para o
padrão de fábrica.
Clicando neste símbolo,
é possível alterar a senha de usuário,
-
é possível efetuar logout no SmartManager
-
Alterar a senha para o SmartManager:
Inserir a senha antiga
1
Inserir a senha nova
2
Repetir a senha nova
3
Clicar em „Salvar“
4
38

Configurações
Seleção de idioma
PT-BR
Ao clicar neste símbolo, podem ser definidas as unidades e as normas para o
WeldCube Connector.
As configurações dependem do usuário que está conectado.
Clicando na sigla de idioma, são exibidos os idiomas disponíveis para o SmartManager.
O idioma atualmente configurado está assinalado em branco.
Para alterar o idioma, clicar no idioma desejado.
39

Exibição de status
O status atual do WeldCube Connector é exibido entre o logotipo da Fronius e o
WeldCube Connector exibido.
Fronius
Atenção/alerta
Soldagem em andamento WeldCube Connector operacional (on-
WeldCube Connector não operacional
(offline)
* No caso de um erro, aparece uma linha de erro vermelha com o número
do erro acima da linha em que está o logo da Fronius.
Ao clicar na linha de erro, aparece uma descrição do erro.
Erro no WeldCube Connector *
line)
Clicando-se no logotipo da Fronius, abre-se a homepage da Fronius: www.fronius.com
40

Dados atuais do sistema
PT-BR
Dados atuais do
sistema
Se disponível, são exibidos os dados atuais do WeldCube Connector:
Nome da máquina
Local de instalação
Corrente de soldagem Tensão de solda Velocidade do arame *
* Somente com WeldCube Connector U/I/WFS WSM e WeldCube Connector
U/I/WFS Euro
Pavilhão Célula Informações adicionais
REAL
Potência do arco voltaico atual
Energia do arco voltaico
atual
Tempo de queimadura
do arco voltaico
Total de horas de operação
41

Livro de registro da documentação
(1) (2) (3) (4) (5) (6) (7) (10)(8) (9) (12)(11)
Livro de registro
da documentação
A entrada do livro de registro da documentação mostra as últimas 100 entradas
do livro de registros. Essas entradas do livro de registros podem ser soldagens,
erros, alertas, notificações e eventos.
Com o botão „Filtro de tempo“ é possível filtrar os dados exibidos por um
período de tempo definido. A entrada é feita para a data (aaaa MM dd) e hora (hh
mm), de - até.
Um filtro vazio carrega as soldagens mais recentes.
A indicação das soldagens, erros e eventos pode ser desativada.
São exibidos os seguintes dados:
(1) Tipo de registro
(2) Número de cordão
(3) Número do item do componente
(4) Número de série do componente
(5) Hora de início (horário local)
(6) Duração da soldagem
(7) Corrente de soldagem em A (média retificada)
(8) Tensão de solda em V (média retificada)
(9) Velocidade do arame em m/min *
(10) IP – Potência do arco voltaico em W (valores instantâneos de acordo com
ISO/TR 18491)
(11) IE – Energia do arco voltaico em kJ (como soma pela soldagem total de
acordo com ISO/TR 18491)
(12) reservado para outros dados
* Somente com WeldCube Connector U/I/WFS WSM e WeldCube Connec-
tor U/I/WFS Euro
Ao clicar no botão „Adicionar coluna“ é possível exibir outros valores:
I máx./I mín.: corrente de soldagem máxima/mínima em A
-
Potência máx./Potência mín.: potência do arco voltaico máxima/mínima em W
-
Horário de início (tempo da fonte de solda); data e hora
-
U máx./U mín.: tensão de solda máxima/mínima em V
-
Vd máx/Vd mín.: velocidade do arame máxima/mínima em m/min
-
42
Ajustes básicos Na entrada Livro de registro da documentação, a taxa de amostragem para a do-
cumentação e a ocultação da fase de ignição podem ser definidos em Configurações básicas.
Taxa de amostragem
0,1 - 100 s/desligado
Configuração de fábrica: 0,1 s
0,1 - 100,0 s
A documentação é salva com a taxa de amostragem definida.
desligado
A taxa de amostragem é desativada, são salvas apenas as médias.
Ocultar fase de ignição
Período de tempo durante o qual a fase de ignição da soldagem deve ser ocultada
(por exemplo, para evitar um comprometimento do resultado da medição pela fase de ignição durante soldagens curtas)
0,1 - 2 s/desligado
0,1 - 2 s
Os dados de soldagem só são documentados depois de transcorrido o valor de
tempo definido.
PT-BR
desligado
A fase de ignição também é documentada.
43

Ajustes do aparelho
Configurações
padrão
A resistência do circuito de solda pode ser ajustada em Default Settings (Configurações padrão).
É exibida a resistência configurada atualmente.
Calcular a resistência:
Clicar no botão Iniciar ajuda de cálculo
1
Inserir o comprimento e a seção transversal do jogo de mangueira
2
Inserir o comprimento e a seção transversal do fio terra
3
Inserir o número de conexões separáveis
4
O valor de resistência calculado é exibido imediatamente.
Aceitar a resistência calculada com o botão Sim
5
Por fim, salvar ou descartar as mudanças
6
Designação e localização
Na designação e na localização, a configuração das fontes de solda pode ser visualizada e alterada.
Data e hora Em Data e Hora, é possível configurar o fuso horário, data e hora.
A configuração pode ser definida de forma manual ou automaticamente.
Configurações
da rede
Em Configurações de rede, podem ser inseridos os dados para integrar o WeldCube Connector na rede:
Management (Administração)
É exibido o endereço MAC
-
É exibido o endereço IP atual
-
DHCP pode ser ativado ou desativado
-
Manual
Quando o DHCP é desativado, os seguintes dados podem ser inseridos:
Endereço IP
-
Máscara de rede
-
Standard Gateway (Gateway padrão)
-
DNS Server 1 (Servidor DNS 1)
-
DNS Server 2 (Servidor DNS 2)
-
WLAN
Quando a conexão WLAN é estabelecida, os seguintes dados podem ser inseridos:
Endereço MAC
-
Endereço IP atual
-
44

Backup e restauração
PT-BR
Salvamento e
restauração
Iniciar backup
Clicar em „Iniciar backup“ para fazer um backup dos dados do WeldCube
1
Connector
Os dados são salvos, por padrão, no formato MCU1-AAAAMMDDHHmm.fbc
no local selecionado.
AAAA = Ano
MM = Mês
DD = Dia
HH = Hora
mm = Minuto
Os seguintes dados são salvos no backup:
A taxa de amostragem da documentação
-
Nome da máquina e local de instalação
-
Hora e data
-
Procurar arquivo de restauração
Clicar em „Procurar arquivo de restauração“ para transferir um backup dis-
1
ponível para a fonte de solda
Selecionar o arquivo e clicar em „Abrir“
2
Backup automático
O arquivo de backup selecionado é exibido no SmartManager da fonte de solda, em Restauração.
Clicar em „Iniciar restauração“
3
Após uma restauração bem-sucedida dos dados, é exibida uma confirmação.
Ativar configurações de intervalo
1
Inserir as configurações de intervalo em que período o backup automático
2
deve ocorrer:
Intervalo:
-
diário/semanal/mensal
em:
-
Horário (hh:mm)
45

Inserir os dados para o destino de backup:
3
Protocolo:
-
SFTP (Secure File Transfer Protocol)/SMB (Server Message Block)
Servidor:
-
Inserir o endereço IP do servidor de destino
Porta:
-
Inserir o nº da porta. Se nenhum número de porta for inserido, o número
de porta padrão 22 é usado automaticamente.
Se SMB estiver definido no protocolo SMB, deixar o campo porta em
branco.
Local de armazenamento:
-
Aqui é configurada a subpasta na qual o backup é armazenado.
Se nenhum local de armazenamento for inserido, o backup será salvo no
diretório raiz do servidor.
IMPORTANTE! Para SMB e SFTB, sempre inserir o local de armazenamento com uma barra „/“.
Domínio/usuário, senha:
-
Nome de usuário e senha como configurado no servidor.
Ao inserir um domínio, primeiro inserir o domínio, então a barra invertida
„\“ e, então, o nome do usuário (DOMAIN\USER)
Se for necessária uma conexão por meio de um servidor proxy, ativar as con-
4
figurações de proxy e inserir:
Servidor
-
Porta
-
Usuário
-
Senha
-
Salvar alterações
5
Ativar backup automático
6
Em caso de dúvidas sobre a configuração, entre em contato com o administrador
da rede.
46

Administração de usuários
PT-BR
Informações gerais
Em „Administração de usuários“, é possível
Visualizar, alterar e definir usuários.
-
Visualizar, alterar e definir papéis de usuários.
-
Usuários e funções do usuário podem ser exportados ou importados no
-
WeldCube Connector.
Ao importar, os dados de administração de usuários existentes no WeldCube
Connector são sobrescritos.
É possível ativar um servidor CENTRUM.
-
A administração de usuários é criada em um WeldCube Connector e, então, pode
ser salva e transferida para outros WeldCube Connector usando a função de exportação/importação.
Usuário Usuários existentes podem ser visualizados, alterados e excluídos, novos usuários
podem ser criados.
Visualizar/alterar usuários:
Selecionar usuário
1
Alterar os dados do usuário diretamente no campo de exibição
2
Salvar alterações
3
Papéis do
usuário
Excluir usuário:
Selecionar usuário
1
Clicar no botão „Excluir usuário“
2
Confirmar a pergunta de segurança com OK
3
Criar usuário:
Clicar no botão „Criar novo usuário“
1
Inserir os dados do usuário
2
Confirmar com OK
3
Os papéis existentes do usuário podem ser visualizados, alterados e excluídos,
novos papéis do usuário podem ser criados.
Visualizar/alterar papel do usuário:
Selecionar o papel do usuário
1
Alterar os dados do papel do usuário diretamente no campo de exibição
2
Salvar alterações
3
O papel „Administrador“ não pode ser alterado.
Excluir papel do usuário:
Selecionar o papel do usuário
1
Clicar no botão „Excluir papel do usuário“
2
47

Confirmar a pergunta de segurança com OK
3
Os papéis „Administrador“ e „bloqueado“ não podem ser excluídos.
Criar papel do usuário:
Clicar no botão „Criar novo papel do usuário“
1
Inserir nome do papel, aplicar os valores
2
Confirmar com OK
3
Exportação e im-
Exportação de usuários e funções do usuário de um WeldCube Connector
portação
Clicar em „Exportar“
1
A administração de usuários do WeldCube Connector é salva na pasta de download do computador
Formato do arquivo: userbackup_SNxxxxxxxx_AAAA_MM_DD_hhmmss.user
SN = Número de série, AAAA = Ano, MM = Mês, DD = Dia
hh = Hora, mm = Minuto, ss = Segundo
Importação de usuários e funções do usuário para um WeldCube Connector
Clicar em „Procurar arquivo de dados de usuário“
1
Selecionar arquivo e clicar em „Abrir“
2
clicar em „Importar“
3
A administração de usuários é salva no WeldCube Connector.
CENTRUM Para ativar um servidor CENTRUM
(CENTRUM = Central User Management)
Ativar servidor CENTRUM
1
No campo de entrada, inserir o nome do domínio ou o endereço IP do servi-
2
dor no qual o Central User Management foi instalado.
Se um nome de domínio for utilizado, um servidor DNS válido deverá ser definido nas configurações de rede do WeldCube Connector.
Clicar no botão „Verificar servidor“
3
A disponibilidade do servidor indicado é verificada.
Salvar alterações
4
48

Visão geral
Visão geral Na entrada Visão geral, são exibidos os componentes do WeldCube Connector
com todas as informações disponíveis, por exemplo, versão do firmware, número
de artigo, número de série, data de produção, etc.
PT-BR
Expandir todos
os grupos/Reduzir todos os grupos
Salvar como arquivo xml
Ao clicar no botão „Expandir todos os grupos“, são exibidos mais detalhes para
os componentes individuais.
Exemplo SCU1:
Artigo nº
-
SCU1
-
Número de artigo, número de série, data de produção
Bootloader: Versão
Versão da imagem
Licenças
-
Ao clicar no botão „Reduzir todos os grupos“, os detalhes dos componentes do
sistema são ocultados novamente.
Ao clicar no botão „Salvar como arquivo xml“, é criado um arquivo XML a partir
dos detalhes dos componentes do sistema. Este arquivo XML pode ser aberto ou
salvo.
49

Atualização
Atualização Na entrada Atualização, é possível atualizar o firmware do WeldCube Connector.
É exibida a versão atual do firmware.
Atualizar o firmware do WeldCube Connector:
Organizar e salvar o arquivo de atualização
1
Clicar em „Procurar arquivo de atualização“ para iniciar o processo de atuali-
2
zação
Selecionar arquivo de atualização
3
Clicar em „Executar atualização“
Após uma atualização bem-sucedida, uma confirmação correspondente é exibida.
Procurar arquivo
de atualização
(executar atualização)
Após clicar em „Procurar arquivo de atualização“, selecionar o firmware
1
(*.ffw) desejado
Clicar em „Abrir“
2
O arquivo de atualização selecionado é exibido no SmartManager em Update
(Atualização).
Clicar em „Executar atualização“
3
É exibido o progresso no processo de atualização.
Ao atingir 100%, é exibida uma pergunta para reiniciar a fonte de solda.
Durante o reinício, o SmartManager não fica disponível.
Depois do reinício, o SmartManager pode eventualmente não ficar mais disponível.
Se você selecionar Não, as novas funções do software serão ativadas na próxima
vez que for ligado/desligado.
Após uma atualização bem sucedida, é exibida uma confirmação e a versão atual
do firmware.
Em seguida, fazer novamente o login no SmartManager.
50

Fronius WeldConnect
Em „Atualização“, também é possível acessar o aplicativo móvel da Fronius
WeldConnect. O Fronius WeldConnect auxilia o soldador, construtor e planejador de trabalho na avaliação de diversos parâmetros de soldagem.
Fronius WeldConnect
O Fronius WeldConnect é disponibilizado da seguinte maneira:
WeldConnect online (link direto)
-
como App para Android
-
como App para Apple/iOS
-
Os parâmetros do aplicativo móvel encontrados podem ser transferidos para a
fonte de solda como Job de soldagem via conexão WLAN (necessário inserção do
endereço IP).
PT-BR
51

Diagnóstico de erro, eliminação de erro
Indicação de er-roUm erro é indicado por uma luz vermelha acesa ou piscando do LED de status no
WeldCube Connector.
O erro pode ser verificado no livro de registro do SmartManager ou WeldCube
Premium.
Diagnóstico de
erro, eliminação
de erro
4
Cartão do sensor não reconhecido
Causa:
Solução:
53
Bateria reserva do WeldCube Connector indisponível
Causa:
Solução:
AVISO!
Se não houver uma energia de backup, um corte no fornecimento de energia
elétrica pode resultar na perda dos dados de soldagem registrados nas últimas
24 horas!
Uma conexão permanente do WeldCube Connector ao WeldCube Premium
▶
pode reduzir a perda dos dados de soldagem registrados em caso de falhas.
56
A temperatura operacional do WeldCube Connector está fora da faixa permitida
Erro de conexão com o cartão do sensor
Informar a assistência técnica da Fronius
A fonte de backup está com defeito.
Informar a assistência técnica da Fronius
Causa:
Solução:
Causa:
Solução:
57
Hora e data não configuradas
Causa:
Solução:
Temperatura do interior do WeldCube Connector baixa ou alta demais
Alterar a posição do WeldCube Connector
Mau contato devido a superfícies de contato oxidadas ou danificadas
do conector de corrente
Limpar ou substituir o conector de corrente
Hora e data não configuradas
Configurar hora e data (por exemplo, no SmartManager ou com o
Fronius WeldConnect App)
52

Conservação, Manutenção e Descarte
PT-BR
Segurança
PERIGO!
Perigo devido a manuseio e trabalhos realizados incorretamente.
Podem ocorrer ferimentos e danos materiais graves.
Todos os trabalhos e funções descritos nesse documento somente devem ser
▶
realizados por técnicos especializados e treinados.
Ler e compreender completamente este documento.
▶
Todas as diretrizes de segurança e as documentações do usuário desse equi-
▶
pamento e de todos os componentes do sistema devem ser lidas e entendidas.
PERIGO!
Perigo devido à corrente elétrica.
Podem ocorrer ferimentos e danos materiais graves.
Antes de começar os trabalhos, todos os equipamentos e componentes en-
▶
volvidos devem ser desligados e desconectados da rede de energia.
Todos os equipamentos e componentes listados devem ser protegidos contra
▶
religamento.
Depois de abrir o equipamento, certifique-se, com a ajuda de um medidor
▶
adequado, de que os componentes elétricos (por exemplo, capacitores) estejam descarregados.
PERIGO!
Perigo devido a conexões de fio terra insuficientes.
Podem ocorrer ferimentos e danos materiais graves.
Os parafusos da carcaça apresentam uma conexão de fio terra adequada pa-
▶
ra o aterramento da carcaça.
Os parafusos da carcaça não devem, de modo algum, ser substituídos por
▶
outros parafusos sem um fio terra de proteção confiável.
Atividades de
manutenção
mensal
Calibração O WeldCube Connector deve ser calibrado uma vez por ano pela Fronius de
Descarte O descarte pode ser executado somente de acordo com as determinações nacio-
Verifique o sensor de arame Euro ou o sensor de arame instalado no
TransSteel/VR 5000 mensalmente, se necessário limpe com ar comprimido a até
no máximo 5 bar
acordo com a IEC 60974-14.
nais e regionais em vigor.
53

Dados técnicos
WeldCube Connector
Faixa de medição da corrente de soldagem
Pulso
Constante
Ciclo de trabalho
Corrente constante
Corrente pulsada
Faixa de medição da tensão de solda 0 - 141 V
Frequência de medição *
(corrente de soldagem/tensão de solda)
Valores limites para o registro dos dados de soldagem
Fim do arco voltaico***
fornecimento elétrico PoE+/ 30 W
de acordo com IEEE802.3at
Grau de proteção IP 44
500 A / 60 % ED
400 A / 100 % ED
> 8 A / > 100 ms **
< 8 A / > 500 ms
0 - 700 A
0 - 500 A
máx. 700 A
10 kHz
Classe de isolamento B
Classe de dispositivo EMC
(de acordo com EN/IEC 60974-10)
Dimensões da carcaça c x l x a 225 x 140 x 90 mm
Comprimento do fio terra (carcaça canto externo do conector de baioneta, sem mandril)
Peso 3 kg
Símbolo de conformidade CE, CSA
* A documentação é formada pelos valores médios de acordo com a taxa de
amostragem definida.
Para configurar a taxa de amostragem, consultar a página 43.
** A soldagem total deve ser > 100 ms.
*** Uma ruptura do arco voltaico não é detectada pelo WeldCube Connector.
Uma ruptura do arco voltaico > 0,5 s é considerada como uma soldagem
separada.
ED = Ciclo de trabalho
B
125 cm
54

Sensor do arame
Diâmetro do arame 0,8 - 2,0 mm
Velocidade do arame máx. 30 m/min
Ciclo de trabalho 500 A / 60 % ED
400 A / 100 % ED
Comprimento do cabo de medição 2 m
ED = Ciclo de trabalho
PT-BR
55

 Loading...
Loading...