


Operating
instructions
WeldCube Connector U/I
WeldCube Connector U/I/WFS
WSM
WeldCube Connector U/I/WFS
Euro
WeldCube Connector Advanced
Návod k obsluze
CS
42,0426,0363,CS 005-20062022


Obsah
Bezpečnostní předpisy 5
Vysvětlení bezpečnostních pokynů 5
Všeobecné informace 5
Předpisové použití 6
Síťové připojení 6
Okolní podmínky 6
Povinnosti provozovatele 7
Povinnosti pracovníků 7
Proudový chránič 7
Vlastní ochrana a ochrana jiných osob 7
Informace k hodnotám hlukových emisí 8
Nebezpečí vznikající působením škodlivých par a plynů 8
Nebezpečí představované odletujícími jiskrami 9
Nebezpečí představované proudem ze síťového rozvodu a svařovacího okruhu 9
Bludné svařovací proudy 10
Klasifikace přístrojů podle EMC 11
Opatření EMC 11
Opatření EMF 11
Místa, kde hrozí zvláštní nebezpečí 12
Požadavky na ochranný plyn 13
Nebezpečí související s lahvemi s ochranným plynem 13
Nebezpečí ohrožení unikajícím ochranným plynem 14
Bezpečnostní opatření v místě instalace a při přepravě 14
Bezpečnostní předpisy v normálním provozu 14
Uvedení do provozu, údržba a opravy 15
Bezpečnostní přezkoušení 15
Likvidace odpadu 16
Bezpečnostní označení 16
Zálohování dat 16
Autorské právo 16
Všeobecné informace 17
Koncepce přístroje 17
Oblasti použití 17
Princip funkce 17
Bezpečnostní symboly na přístroji 18
Předpoklady 19
Rozšířená výbava 19
Shoda se standardy FCC/RSS/EU 20
Bluetooth trademarks 21
Konfigurace systému 22
Konfigurace systému se zařízením WeldCube Connector U/I 22
Konfigurace systému se zařízením WeldCube Connector U/I/WFS Euro 25
Konfigurace systému se zařízením WeldCube Connector U/I/WFS WSM 26
Konfigurace systému s WeldCube Connector Advanced 26
Ovládací prvky, přípojky a mechanické součásti 27
Ovládací prvky, přípojky a mechanické součásti 27
Kontrolka LED napájení, stavová kontrolka LED 29
Možnosti připojení 30
Možnosti připojení 30
Připojení přes LAN 30
Připojení přes WLAN 30
Upozornění pro montáž a provoz 31
Upozornění týkající se instalace 31
Upozornění týkající se provozu 31
Fronius Data Channel 31
Uvedení do provozu 33
Bezpečnost 33
Předpoklady 33
Uvedení do provozu 33
SmartManager – webová stránka WeldCube Connectoru 36
CS
3

Všeobecné informace 36
Vyvolání SmartManagera a přihlášení 36
Aktivační funkce, pokud přihlášení nefunguje 37
Změna hesla / odhlášení 37
Nastavení 38
Výběr jazyka 38
Zobrazení stavu 39
Společnost Fronius 39
Aktuální systémová data 40
Aktuální systémová data 40
Dokumentace, záznamy 41
Dokumentace, záznamy 41
Základní nastavení 42
Nastavení přístroje 43
Default Settings (Výchozí nastavení) 43
Označení a lokalita 43
Datum a čas 43
Nastavení sítě 43
Zálohování a obnovení 44
Zálohování a obnovení 44
Automatické zálohování 44
Správa uživatelů 46
Všeobecné informace 46
Uživatelé 46
Role uživatelů 46
Export a import 47
CENTRUM 47
Přehled 48
Přehled 48
Otevřít všechny skupiny / Sbalit všechny skupiny 48
Uložení souboru XML 48
Aktualizace 49
Aktualizace 49
Vyhledání aktualizačního souboru (provedení aktualizace) 49
Fronius WeldConnect 50
Diagnostika a odstraňování závad 51
Indikace chyb 51
Diagnostika a odstraňování závad 51
Péče, údržba a likvidace odpadu 52
Bezpečnost 52
Měsíční údržba 52
Kalibrace 52
Likvidace odpadu 52
Technické údaje 53
WeldCube Connector 53
Drátový senzor 54
4

Bezpečnostní předpisy
CS
Vysvětlení bezpečnostních pokynů
NEBEZPEČÍ!
Označuje bezprostředně hrozící nebezpečí,
které by mělo za následek smrt nebo velmi těžká zranění, pokud by nebylo
▶
odstraněno.
VAROVÁNÍ!
Označuje případnou nebezpečnou situaci,
která by mohla mít za následek smrt nebo velmi těžká zranění, pokud by ne-
▶
byla odstraněna.
POZOR!
Označuje případnou závažnou situaci,
která by mohla mít za následek drobná poranění nebo lehká zranění a mate-
▶
riální škody, pokud by nebyla odstraněna.
UPOZORNĚNĹ!
Upozorňuje na možné ohrožení kvality pracovních výsledků a na případné
poškození zařízení.
Všeobecné informace
UPOZORNĚNĹ!
WeldCube Connector se integruje do stávajícího svařovacího systému za účelem
zaznamenávání dat.
Pro WeldCube Connector proto platí všechna bezpečnostní a varovná upozornění
důležitá pro svařovací proces.
Dodržujte návody k obsluze všech systémových komponent svařovacího
▶
systému, zejména bezpečnostní pokyny a varovná upozornění!
Přístroj je vyroben podle současného stavu techniky a v souladu s uznávanými
bezpečnostními předpisy. Přesto při neodborné obsluze nebo nesprávném použití
hrozí nebezpečí, které se týká:
ohrožení zdraví a života obsluhy nebo dalších osob,
-
poškození přístroje a jiného majetku provozovatele,
-
zhoršení efektivnosti práce s přístrojem.
-
Všechny osoby, které přístroj uvádějí do provozu, obsluhují, ošetřují a udržují, musí
mít odpovídající kvalifikaci,
-
mít znalosti ze svařování a
-
v plném rozsahu přečíst a pečlivě dodržovat tento návod k obsluze.
-
Návod k obsluze přechovávejte vždy na místě, kde se s přístrojem pracuje. Kromě
tohoto návodu k obsluze je nezbytné dodržovat příslušné všeobecně platné
i místní předpisy týkající se prevence úrazů a ochrany životního prostředí.
5

Všechny popisy na přístroji, které se týkají bezpečnosti provozu, je třeba
udržovat v čitelném stavu,
-
nepoškozovat,
-
neodstraňovat,
-
nezakrývat, nepřelepovat ani nezabarvovat.
-
Umístění bezpečnostních upozornění na přístroji je popsáno v kapitole „Všeobecné informace“ návodu k obsluze vašeho přístroje.
Veškeré závady, které by mohly narušit bezpečný provoz přístroje, musí být před
jeho zapnutím odstraněny.
Jde o vaši bezpečnost!
Předpisové
použití
Přístroj je určen výhradně pro měření svařovacích dat v příslušné oblasti výkonu
podle výkonového štítku.
Správná instalace a uvedení do provozu jsou předpokladem řádné funkce přístroje.
Jakékoliv jiné a tento rámec přesahující použití se nepovažuje za předpisové. Za
takto vzniklé škody výrobce neručí.
K předpisovému používání patří rovněž
kompletní přečtení a dodržování pokynů obsažených v tomto návodu k obslu-
-
ze
kompletní přečtení a dodržování bezpečnostních a varovných pokynů
-
provádění pravidelných inspekčních a údržbářských prací
-
Svařovací systém nikdy nepoužívejte k následujícím činnostem:
rozmrazování potrubí,
-
nabíjení baterií/akumulátorů,
-
startování motorů.
-
Výrobce nepřebírá odpovědnost za nedostatečné či chybné pracovní výsledky.
Síťové připojení Vysoce výkonné přístroje mohou na základě vlastního odběru proudu ovlivnit kva-
litu energie v síti.
Dopad na některé typy přístrojů se může projevit:
omezením přípojek
-
-
požadavky ohledně maximální přípustné síťové impedance
-
požadavky ohledně minimálního potřebného zkratového výkonu
*)
vždy na rozhraní s veřejnou elektrickou sítí
*)
*)
viz Technické údaje
V tomto případě se provozovatel nebo uživatel přístroje musí ujistit, zda přístroj
smí být připojen, případně může problém konzultovat s dodavatelem energie.
DŮLEŽITÉ! Dbejte na bezpečné uzemnění síťového připojení!
Okolní podmínky Provozování nebo uložení přístroje v podmínkách, které vybočují z dále uvedených
mezí, se považuje za nepředpisové. Za takto vzniklé škody výrobce neručí.
6

Teplotní rozmezí okolního vzduchu:
při provozu: -10 °C až +40 °C (14 °F až 104 °F)
-
při přepravě a skladování: -20 °C až +55 °C (-4 °F až 131 °F)
-
Relativní vlhkost vzduchu:
do 50 % při 40 °C (104 °F)
-
do 90 % při 20 °C (68 °F)
-
Okolní vzduch: nesmí obsahovat prach, kyseliny, korozivní plyny či látky apod.
nadmořská výška: do 2000 m (6561 ft. 8.16 in.)
CS
Povinnosti provozovatele
Povinnosti pracovníků
Provozovatel se zavazuje, že s přístrojem budou pracovat pouze osoby, které
jsou seznámeny se základními předpisy týkajícími se pracovní bezpečnosti a
-
předcházení úrazům a jsou zaškoleny v zacházení s přístrojem,
přečetly tento návod k obsluze, zvláště kapitolu „Bezpečnostní předpisy“, po-
-
rozuměly všemu a stvrdily toto svým podpisem,
jsou vyškoleny v souladu s požadavky na výsledky práce.
-
V pravidelných intervalech je třeba ověřovat, zda pracovní činnost personálu odpovídá zásadám bezpečnosti práce.
Všechny osoby, které jsou pověřeny pracovat s tímto přístrojem, jsou povinny před
zahájením práce
dodržet všechny základní předpisy o bezpečnosti práce a předcházení
-
úrazům,
přečíst si tento návod k obsluze, zvláště kapitolu „Bezpečnostní předpisy“ a
-
stvrdit svým podpisem, že všemu náležitě porozuměly a že budou pokyny dodržovat.
Před opuštěním pracoviště je zapotřebí učinit taková opatření, aby nedošlo v
nepřítomnosti pověřeného pracovníka k újmě na zdraví ani k věcným škodám.
Proudový
chránič
Vlastní ochrana
a ochrana jiných
osob
Místní předpisy a národní směrnice mohou při připojení přístroje k veřejné elektrické síti vyžadovat instalaci proudového chrániče.
Typ proudového chrániče doporučený výrobcem je uveden v technických údajích.
Manipulaci s přístrojem doprovází řada bezpečnostních rizik, např.:
odletující jiskry, poletující horké kovové díly
-
poranění očí a pokožky zářením oblouku
-
škodlivá elektromagnetická pole, která mohou představovat nebezpečí pro
-
osoby s kardiostimulátory
nebezpečí představované proudem ze síťového rozvodu a svařovacího okruhu
-
zvýšená hladina hluku
-
škodlivý svařovací kouř a plyny
-
Při manipulaci s přístrojem používejte vhodný ochranný oděv. Ochranný oděv
musí mít následující vlastnosti:
je nehořlavý
-
dobře izoluje a je suchý
-
zakrývá celé tělo, je nepoškozený a v dobrém stavu
-
zahrnuje ochrannou kuklu
-
kalhoty nemají záložky
-
7

K ochrannému oděvu pro svářeče patří mimo jiné:
Ochrana očí a obličeje před UV zářením, tepelným sáláním a odletujícími jis-
-
krami vhodným ochranným štítem s předepsaným filtrem.
Předepsané ochranné brýle s bočnicemi, které se nosí pod ochranným štítem.
-
Pevná obuv, která izoluje také ve vlhku.
-
Ochrana rukou vhodnými ochrannými rukavicemi (elektricky izolujícími a
-
chránícími před horkem).
Sluchové chrániče pro snížení hlukové zátěže a jako ochrana před poško-
-
zením sluchu.
V průběhu práce se svařovacím přístrojem nepouštějte do blízkosti svařovacího
procesu jiné osoby, především děti. Pokud se přesto nacházejí v blízkosti další
osoby, je nutno
poučit je o všech nebezpečích (nebezpečí oslnění obloukem, zranění odle-
-
tujícími jiskrami, zdraví nebezpečný svařovací kouř, hluková zátěž, možnost
ohrožení síťovým a svařovacím proudem atd.),
dát jim k dispozici vhodné ochranné prostředky nebo
-
postavit ochranné zástěny, resp. závěsy.
-
Informace
k hodnotám hlukových emisí
Nebezpečí vznikající působením
škodlivých par a
plynů
Přístroj vykazuje maximální hladinu akustického výkonu <80 dB (A) (ref. 1 pW) při
chodu naprázdno a ve fázi ochlazování po provozu podle maximálního
přípustného pracovního bodu při normálním zatížení ve shodě s normou EN
60974-1.
Hodnotu emisí vztaženou na pracovní místo při svařování (a řezání) nelze uvést,
protože je ovlivněna postupem a okolními podmínkami. Závisí na nejrůznějších parametrech, jako jsou např. svařovací postup (svařování MIG/MAG, TIG), zvolený
druh proudu (stejnosměrný, střídavý), rozmezí výkonu, druh svarového kovu, rezonanční vlastnosti svařence, pracoviště apod.
Kouř vznikající při svařování obsahuje zdraví škodlivé plyny a výpary.
Svařovací kouř obsahuje látky, které podle monografie 118 Mezinárodní agentury
pro výzkum rakoviny vyvolávají rakovinu.
Používejte bodové a prostorové odsávání.
Pokud je to možné, používejte svařovací hořák s integrovaným odsáváním.
Hlavu udržujte co nejdále od vznikajícího svařovacího kouře a plynů.
Vznikající kouř a škodlivé plyny
nevdechujte
-
odsávejte z pracovní oblasti pomocí vhodných zařízení.
-
Zajistěte dostatečný přívod čerstvého vzduchu. Zajistěte, aby míra provzdušnění
byla vždy alespoň 20 m³/hodinu.
Pokud nedostačuje větrání, použijte svářečskou kuklu s přívodem vzduchu.
V případě nejasností, zda dostačuje výkon odsávání, porovnejte naměřené emisní
hodnoty škodlivin s povolenými mezními hodnotami.
Na míru škodlivosti svařovacího kouře mají vliv mimo jiné následující komponenty:
kovy použité pro svařenec,
-
elektrody,
-
povrchové vrstvy,
-
čisticí, odmašťovací a podobné prostředky
-
a použitý svařovací proces.
-
8

Z tohoto důvodu mějte na zřeteli také bezpečnostní datové listy a údaje výrobce
výše uvedených komponent.
Doporučení pro scénáře expozice a opatření řízení rizik a pro identifikaci pracovních podmínek najdete na webových stránkách European Welding Association
v části Health & Safety (https://european-welding.org).
V blízkosti elektrického oblouku se nesmí vyskytovat vznětlivé výpary (například
páry rozpouštědel).
V případě, že se nesvařuje, uzavřete ventil lahve s ochranným plynem nebo hlavní
přívod plynu.
CS
Nebezpečí představované odletujícími jiskrami
Nebezpečí představované proudem ze síťového
rozvodu a
svařovacího
okruhu
Odletující jiskry mohou být příčinou požáru a výbuchu.
Nikdy nesvařujte v blízkosti hořlavých materiálů.
Hořlavé materiály musejí být vzdálené od oblouku minimálně 11 metrů (36 ft.
1.07 in.) nebo zakryté prověřeným krytem.
Mějte vždy v pohotovosti vhodný, přezkoušený hasicí přístroj.
Jiskry a horké kovové částečky mohou proniknout do okolí i malými štěrbinami a
otvory. Přijměte proto odpovídající opatření, aby nevzniklo nebezpečí zranění nebo požáru.
Nesvařujte v prostorách s nebezpečím požáru nebo výbuchu, dále na uzavřených
zásobnících, sudech nebo potrubních rozvodech, pokud nejsou pro takové práce
připraveny podle příslušných národních a mezinárodních norem.
Na zásobnících, ve kterých se skladovaly či skladují plyny, paliva, minerální oleje
apod., se nesmějí provádět žádné svářečské práce. Zbytky těchto látek představují nebezpečí výbuchu.
Úraz elektrickým proudem je životu nebezpečný a může být smrtelný.
Nedotýkejte se částí pod napětím, a to ani uvnitř, ani vně přístroje.
Při svařování MIG/MAG a TIG jsou pod napětím také svařovací drát, cívka s
drátem, podávací kladky a rovněž všechny kovové díly, které jsou ve styku se
svařovacím drátem.
Podavač drátu stavte vždy na dostatečně izolovaný podklad, nebo použijte izolované uchycení podavače drátu.
Zabezpečte vhodnou vlastní ochranu i ochranu jiných osob před uzemňovacím
potenciálem (kostra) dostatečně izolovanou suchou podložkou nebo krytem.
Podložka, popř. kryt musí kompletně pokrývat celou oblast mezi tělem a
uzemňovacím potenciálem.
Všechny kabely a vedení musí být pevné, nepoškozené, izolované a dostatečně dimenzované. Uvolněné spoje, spálené nebo jinak poškozené či poddimenzované
kabely, hadice a další vedení ihned vyměňte.
Před každým použitím zkontrolujte pevné usazení elektrických propojení.
Elektrické kabely s bajonetovým konektorem otočte minimálně o 180° okolo
podélné osy a natáhněte je.
Dbejte na to, aby se vám kabely či vedení neovinuly kolem těla nebo jeho částí.
9

Manipulace s elektrodou (obalená i wolframová elektroda, svařovací drát aj.):
nikdy neponořujte elektrodu do kapalin za účelem ochlazení,
-
nikdy se jí nedotýkejte, je-li svařovací zdroj zapnutý.
-
Mezi elektrodami dvou svařovacích zdrojů může např. vzniknout rozdíl potenciálů
rovný dvojnásobku napětí svařovacího zdroje naprázdno. Současný dotyk obou
elektrod může být za určitých okolností životu nebezpečný.
U síťového a vlastního přívodního kabelu nechte elektrotechnickým odborníkem v
pravidelných intervalech přezkoušet funkčnost ochranného vodiče.
Přístroje ochranné třídy I vyžadují pro řádný provoz síť s ochranným vodičem a
zásuvný systém s ochranným kontaktem.
Provoz přístroje v síti bez ochranného vodiče a v zásuvce bez ochranného kontaktu je přípustný pouze za dodržení všech národních předpisů o ochranném odpojení.
V opačném případě se jedná o hrubou nedbalost. Za takto vzniklé škody výrobce
neručí.
V případě potřeby zajistěte dostatečné uzemnění svařence pomocí vhodných
prostředků.
Přístroje, které právě nepoužíváte, vypněte.
Při práci ve větší výšce používejte zabezpečovací prostředky proti pádu.
Bludné svařovací
proudy
Před zahájením práce na vlastním přístroji jej vypněte a vytáhněte síťovou
zástrčku.
Přístroj zabezpečte proti zapojení síťové zástrčky a proti opětovnému zapnutí
dobře čitelným a srozumitelným varovným štítkem.
Po otevření přístroje:
vybijte všechny součástky, na kterých se hromadí elektrický náboj,
-
přesvědčte se, že všechny součásti přístroje jsou bez napětí.
-
Pokud je nutné provádět práce na vodivých dílech, přizvěte další osobu, která
včas vypne hlavní vypínač.
V případě nerespektování níže uvedených upozornění mohou vznikat bludné
svařovací proudy s těmito důsledky:
nebezpečí požáru
-
přehřátí součástek, které jsou ve styku se svařencem
-
zničení ochranných vodičů
-
poškození přístroje a dalších elektrických zařízení
-
Dbejte na pevné připojení přípojné svorky ke svařenci.
Přípojnou svorku upevněte na svařenci co nejblíže ke svařovanému místu.
10
Přístroj instalujte s dostatečnou izolací od elektricky vodivého okolí, například s
izolací od vodivé podlahy nebo s izolací od vodivých podstavců.
Při používání rozboček, dvouhlavých uchycení apod. dbejte následujících pokynů:
Také elektroda v nepoužívaném svařovacím hořáku / držáku elektrody je pod
napětím. Dbejte proto na dostatečně izolované uložení nepoužívaného
svařovacího hořáku / držáku elektrody.
Při použití automatizovaného postupu MIG/MAG veďte drátovou elektrodu
z bubnu se svařovacím drátem, velké cívky nebo cívky s drátem k podavači drátu,
elektroda musí být izolovaná.

Klasifikace
přístrojů podle
EMC
Opatření EMC Ve zvláštních případech může i přes dodržení normovaných mezních hodnot
Přístroje emisní třídy A:
Jsou určeny pouze pro použití v průmyslových oblastech.
-
V jiných oblastech mohou způsobovat problémy související s vedením a
-
zářením.
Přístroje emisní třídy B:
Splňují emisní požadavky pro obytné a průmyslové oblasti. Toto platí také pro
-
obytné oblasti s přímým odběrem energie z veřejné nízkonapěťové sítě.
Klasifikace přístrojů dle EMC podle výkonového štítku nebo technických údajů.
emisí dojít k ovlivnění ve vyhrazené oblasti použití (například v případě, že jsou v
prostoru umístění citlivé přístroje nebo se v blízkosti nachází rozhlasové a televizní přijímače).
V případě, že se toto rušení vyskytne, je povinností provozovatele přijmout
opatření, která rušení odstraní.
Přezkoušejte a vyhodnoťte odolnost zařízení proti rušení v okolí přístroje podle
národních a mezinárodních předpisů. Příklady citlivých zařízení, která mohou být
přístrojem nepříznivě ovlivněna:
bezpečnostní zařízení
-
síťové rozvody, vedení pro přenos signálů a dat
-
zařízení výpočetní a telekomunikační techniky
-
měřicí a kalibrační zařízení
-
CS
Opatření, kterými se zabrání vzniku problémů s elektromagnetickou kompatibilitou:
Síťové napájení
1.
Pokud se i v případě předpisově provedeného síťového připojení vyskytne
-
elektromagnetické rušení, přijměte dodatečná opatření (např. použití
vhodného typu síťového filtru).
Svářecí kabely
2.
Používejte co nejkratší.
-
Pokládejte těsně vedle sebe (také kvůli zabránění problémům s EMF).
-
Pokládejte daleko od ostatního vedení.
-
Vyrovnání potenciálu
3.
Uzemnění svařence
4.
Je-li to nutné, vytvořte uzemnění pomocí vhodných kondenzátorů.
-
Odstínění, je-li zapotřebí
5.
Proveďte odstínění ostatních zařízení v okolí.
-
Proveďte odstínění celé svařovací instalace.
-
Opatření EMF Elektromagnetická pole mohou způsobit škody na zdraví, které nejsou dosud
známé:
Negativní účinky na zdraví osob pohybujících se v okolí, například uživatele
-
kardiostimulátorů a naslouchadel.
Uživatelé kardiostimulátorů se musí poradit se svým lékařem, dříve než se
-
začnou zdržovat v bezprostřední blízkosti svařovacího procesu.
Z bezpečnostních důvodů je třeba dodržovat pokud možno co největší
-
vzdálenost mezi svářecími kabely a hlavou nebo tělem svářeče.
Nenoste svářecí kabely a hadicová vedení přes ramena a neomotávejte si je
-
kolem těla.
11

Místa, kde hrozí
zvláštní nebezpečí
Dbejte na to, aby se do blízkosti pohybujících se částí nedostaly vaše ruce, vlasy,
části oděvu a nářadí. Jedná se např. o tyto části přístroje:
ventilátory
-
ozubená kola
-
kladky
-
hřídele
-
cívky s drátem a svařovací dráty
-
Nesahejte do otáčejících se ozubených kol pohonu drátu ani do jeho rotujících
hnacích součástí.
Kryty a bočnice se smí otevřít či odstranit pouze na dobu trvání údržbářských
prací a oprav.
Během provozu
Zajistěte, aby byly všechny kryty zavřené a všechny bočnice řádně namonto-
-
vané.
Udržujte všechny kryty a bočnice zavřené.
-
Výstup svařovacího drátu ze svařovacího hořáku představuje značné riziko úrazu
(propíchnutí ruky, zranění obličeje, očí apod.).
Držte proto vždy svařovací hořák směrem od těla (přístroje s podavačem drátu) a
používejte vhodné ochranné brýle.
Nedotýkejte se svařence v průběhu svařování ani po jeho ukončení – nebezpečí
popálení.
Z chladnoucích svařenců může odskakovat struska. Proto noste předepsané
ochranné vybavení i při dodatečných pracích na svařenci a zabezpečte dostatečnou ochranu i pro ostatní osoby.
Před započetím práce nechte svařovací hořák a ostatní části zařízení s vysokou
provozní teplotou vychladnout.
V prostorách s nebezpečím požáru a výbuchu platí zvláštní předpisy
– dodržujte příslušná národní i mezinárodní ustanovení.
Svařovací zdroje určené pro práce v prostorách se zvýšeným elektrickým
ohrožením (např. kotle) musí být označeny značkou S (Safety). Vlastní svařovací
zdroj však musí být umístěn mimo tyto prostory.
Vytékající chladicí médium může způsobit opaření. Před odpojením přípojek chladicího okruhu proto vypněte chladicí modul.
Při manipulaci s chladicím médiem respektujte informace uvedené v bezpečnostním datovém listu chladicího média. Bezpečnostní datový list chladicího média
získáte v servisním středisku, příp. na domovské stránce výrobce.
Při přepravě přístrojů jeřábem používejte pouze vhodné závěsné prostředky
dodávané výrobcem.
Řetězy nebo lana zavěste do všech určených závěsných bodů vhodného
-
závěsného prostředku.
Řetězy, příp. lana musejí svírat se svislou rovinou co možná nejmenší úhel.
-
Odmontujte lahev s plynem a podavač drátu (přístroje MIG/MAG a TIG).
-
12
V případě zavěšení podavače drátu na jeřáb v průběhu svařování používejte vždy
vhodné izolované uchycení podavače drátu (přístroje MIG/MAG a TIG).
Je-li přístroj vybaven nosným popruhem nebo držadlem, jsou popruh nebo
držadlo určeny výhradně pro ruční přenášení. Nosný popruh není vhodný pro
přepravu přístroje pomocí jeřábu, vidlicového zdvižného vozíku anebo podobného
mechanického zdvihacího zařízení.

Všechny vázací prostředky (pásy, spony, řetězy atd.), které se používají v souvislosti s přístrojem nebo jeho součástmi, je zapotřebí pravidelně kontrolovat (např.
kvůli případnému mechanickému poškození, korozi nebo změnám vlivem okolního
prostředí).
Interval a rozsah kontrol musí odpovídat alespoň aktuálně platným národním
normám a směrnicím.
Při použití adaptéru pro připojení ochranného plynu hrozí nebezpečí nepozorovaného úniku ochranného plynu, který je bez barvy a bez zápachu. Před montáží
opatřete závity adaptéru pro připojení ochranného plynu, které budou ve styku se
závity přístroje, odpovídajícím teflonovým těsněním.
CS
Požadavky na
ochranný plyn
Nebezpečí související s lahvemi s
ochranným plynem
Zejména u okružních vedení může znečištěný ochranný plyn způsobit poškození
vybavení a zhoršení kvality svařování.
Ohledně kvality ochranného plynu je nutné splnit následující požadavky:
velikost pevných částic < 40 μm
-
tlakový rosný bod < -20 °C
-
max. obsah oleje < 25 mg/m³
-
V případě potřeby použijte filtry!
Lahve s ochranným plynem obsahují stlačený plyn a při poškození mohou vybuchnout. Protože tyto lahve tvoří součást svařovacího vybavení, musí se s nimi zacházet velmi opatrně.
Chraňte tlakové lahve před vysokými teplotami, mechanickými nárazy, struskou,
otevřeným plamenem, jiskrami a elektrickým obloukem.
Tlakové lahve montujte ve svislé poloze a upevněte je podle návodu, aby se nemohly převrhnout.
Udržujte tlakové lahve v dostatečné vzdálenosti od svařovacích vedení či jiných
elektrických obvodů.
Nikdy nezavěšujte svařovací hořák na tlakovou lahev.
Nikdy se elektrodou nedotýkejte lahve s ochranným plynem.
Nebezpečí výbuchu - nikdy neprovádějte svařovací práce na lahvi s ochranným
plynem, která je pod tlakem.
Používejte vždy předepsaný typ lahví s ochranným plynem a k tomu určené
příslušenství (redukční ventil, hadice a spojky apod.). Používejte pouze bezvadné
lahve s ochranným plynem a příslušenství.
Při otevírání ventilu na lahvi s ochranným plynem odvraťte obličej od vývodu plynu.
V případě, že se nesvařuje, uzavřete ventil lahve s ochranným plynem.
V případě, že lahev není připojená, ponechte na ventilu lahve s ochranným plynem krytku.
Dodržujte údaje výrobce a příslušné národní i mezinárodní předpisy pro tlakové
lahve a jejich příslušenství.
13

Nebezpečí
ohrožení unikajícím
ochranným plynem
Nebezpečí udušení nekontrolovaně unikajícím ochranným plynem
Ochranný plyn je bez barvy a bez zápachu a při úniku může vytěsňovat kyslík z
okolního vzduchu.
Zajistěte dostatečný přívod čerstvého vzduchu – míra provzdušnění alespoň
-
20 m³/hodinu.
Dodržujte bezpečnostní pokyny a pokyny pro údržbu lahve s ochranným ply-
-
nem nebo hlavního přívodu plynu.
V případě, že se nesvařuje, uzavřete ventil lahve s ochranným plynem nebo
-
hlavní přívod plynu.
Před každým uvedením do provozu zkontrolujte lahev s ochranným plynem
-
nebo hlavní přívod plynu.
Bezpečnostní
opatření v místě
instalace a při
přepravě
Převrácení přístroje může znamenat ohrožení života! Přístroj postavte na rovný a
pevný podklad.
Úhel náklonu maximálně 10° je přípustný.
-
V prostorách s nebezpečím požáru a výbuchu platí zvláštní předpisy
dodržujte příslušná národní a mezinárodní ustanovení.
-
Prostřednictvím vnitropodnikových směrnic a kontrol zajistěte, aby bylo okolí
pracoviště stále čisté a přehledné.
Umístění a provoz přístroje musí odpovídat stupni krytí uvedenému na jeho výkonovém štítku.
Přístroj umístěte tak, aby kolem něho byl volný prostor do vzdálenosti 0,5 m (1 ft.
7.69 in.), tím se zajistí volné proudění chladicího vzduchu.
Při přepravě přístroje dbejte na dodržování platných národních a místních
směrnic a předpisů pro předcházení úrazům. To platí zejména pro směrnice, které
zajišťují bezpečnost v oblasti dopravy.
Aktivní přístroje nezvedejte ani nepřepravujte. Přístroje před přepravou nebo
zvednutím vypněte!
Před každou přepravou přístroje zcela odčerpejte chladicí médium a demontujte
následující součásti:
Rychlost drátu
-
cívku s drátem
-
lahev s ochranným plynem
-
Bezpečnostní
předpisy v
normálním provozu
14
Před opětovným uvedením přístroje do provozu po přepravě bezpodmínečně vizuálně zkontrolujte, zda přístroj není poškozen. Pokud zjistíte jakékoliv poškození,
nechte je před uvedením do provozu odstranit proškolenými servisními pracovníky.
Používejte přístroj pouze tehdy, jsou-li všechna bezpečnostní zařízení plně
funkční. Pokud tato bezpečnostní zařízení nejsou zcela funkční, existuje nebezpečí
ohrožení zdraví a života obsluhy nebo dalších osob,
-
poškození přístroje a jiného majetku provozovatele.
-
zhoršení efektivnosti práce s přístrojem.
-
Před zapnutím přístroje opravte bezpečnostní zařízení, která nejsou plně funkční.
Bezpečnostní zařízení nikdy neobcházejte ani nevyřazujte z funkce.

Před zapnutím přístroje se přesvědčte, že nemůžete nikoho ohrozit.
Nejméně jednou týdně prohlédněte přístroj, zda nevykazuje vnější viditelná
poškození, a přezkoušejte funkčnost bezpečnostních zařízení.
Lahev s ochranným plynem vždy dobře upevněte a před přepravou jeřábem ji demontujte.
Pro použití v našich přístrojích je z důvodu fyzikálně chemických vlastností (elektrická vodivost, mrazuvzdornost, snášenlivost s ostatními materiály apod.)
vhodné pouze originální chladicí médium výrobce.
Používejte pouze originální chladicí médium výrobce.
Nemíchejte originální chladicí médium výrobce s jinými chladicími médii.
Ke chladicímu modulu připojujte pouze systémové komponenty výrobce.
Dojde-li při použití jiných systémových komponent nebo chladicí média k jakékoliv škodě, výrobce nepřebírá záruku a všechny ostatní záruční nároky zanikají.
Cooling Liquid FCL 10/20 není vznětlivý. Chladicí médium na bázi ethanolu je za
určitých okolností vznětlivé. Chladicí médium přenášejte pouze v uzavřených originálních nádobách a udržujte mimo dosah zápalných zdrojů.
Po skončení upotřebitelnosti chladicí kapaliny ji odborně zlikvidujte v souladu s
národními a mezinárodními předpisy. Bezpečnostní datový list chladicího média
získáte v servisním středisku, příp. na domovské stránce výrobce.
CS
Uvedení do provozu, údržba a
opravy
Bezpečnostní
přezkoušení
Před každým započetím svařovacích prací zkontrolujte stav chladicího média.
U dílů pocházejících od cizích výrobců nelze zaručit, že jsou navrženy a vyrobeny
tak, aby vyhověly bezpečnostním a provozním nárokům.
Používejte pouze originální náhradní a spotřební díly (platí i pro normalizo-
-
vané součásti).
Bez svolení výrobce neprovádějte na přístroji žádné změny, vestavby ani přes-
-
tavby.
Součásti, které vykazují nějakou vadu, ihned vyměňte.
-
V objednávkách uvádějte přesný název, číslo podle seznamu náhradních dílů
-
a sériové číslo přístroje.
Šrouby pláště zajišťují spojení s ochranným vodičem pro uzemnění dílů pláště.
Vždy používejte originální šrouby pláště v odpovídajícím počtu a s uvedeným
krouticím momentem.
Výrobce doporučuje nechat provést alespoň jednou za 12 měsíců bezpečnostní
přezkoušení přístroje.
Stejný interval 12 měsíců doporučuje výrobce pro kalibraci svařovacích zdrojů.
Bezpečnostní přezkoušení prováděné oprávněným technikem se doporučuje
po provedené změně,
-
po vestavbě nebo přestavbě,
-
po opravě a údržbě,
-
nejméně jednou za dvanáct měsíců.
-
Při bezpečnostních přezkoušeních respektujte odpovídající národní a mezinárodní
předpisy.
Bližší informace o bezpečnostních přezkoušeních a kalibraci získáte v servisním
středisku, které vám na přání poskytne požadované podklady, normy a směrnice.
15

Likvidace odpadu
Odpadní elektrická a elektronická zařízení musí být sbírána odděleně a
recyklována způsobem šetrným k životnímu prostředí v souladu s evropskou
směrnicí a vnitrostátními právními předpisy. Použité spotřebiče je třeba odevzdat
obchodníkovi nebo prostřednictvím místního autorizovaného systému sběru a likvidace odpadu. Správná likvidace starého přístroje podporuje udržitelnou recyklaci materiálových zdrojů. Nedodržování předpisů může mít negativní dopad na
zdraví a životní prostředí.
Obalové materiály
Třídění odpadu. Řiďte se předpisy své obce. Stlačujte kartony, aby se zmenšil jejich objem.
Bezpečnostní označení
Zálohování dat Uživatel je odpovědný za zálohování dat při změně nastavení oproti továrnímu na-
Autorské právo Autorské právo na tento návod k obsluze zůstává výrobci.
Přístroje s označením CE splňují základní požadavky směrnic pro nízkonapěťovou
a elektromagnetickou kompatibilitu (např. odpovídající výrobkovým normám řady
EN 60 974).
Společnost Fronius International GmbH prohlašuje, že přístroj odpovídá směrnici
2014/53/EU. Úplný text prohlášení o shodě EU je dostupný na internetové adrese: http://www.fronius.com.
Svařovací přístroje s označením CSA splňují požadavky obdobných norem
platných pro USA a Kanadu.
stavení přístroje. Výrobce neručí za ztrátu či vymazání vašich uživatelských nastavení uložených v tomto zařízení.
Text a vyobrazení odpovídají technickému stavu v době zadání do tisku. Změny vyhrazeny. Obsah tohoto návodu k obsluze nezakládá žádné nároky ze strany kupujícího. Uvítáme jakékoliv návrhy týkající se zlepšení dokumentace a upozornění
na případné chyby v návodu k obsluze.
16

Všeobecné informace
CS
Koncepce
přístroje
Prostřednictvím přístroje WeldCube
Connector je možné nezávise na výrobci všechny svařovací systémy zapojené
do výroby integrovat do dokumentačního systému Fronius WeldCube Premium.
Pokud dojde k výpadku napájení, WeldCube Connector uloží poslední data a
zajistí bezpečné vypnutí.
WeldCube Connector je dostupný v následujících provedeních:
WeldCube Connector U/I
4,044,056
Měření svařovacího proudu a svařovacího napětí
vč. adaptéru pro měření napětí
WeldCube Connector U/I/WFS WSM
4,044,057
Měření svařovacího proudu, svařovacího napětí a rychlosti drátu
vč. Drátový senzor
(pro svařovací zdroje TransSteel 3000c Pulse, TransSteel 3500c a podavač drátu
VR 5000)
WeldCube Connector U/I/WFS Euro
4,044,058
Měření svařovacího proudu, svařovacího napětí a rychlosti drátu
vč. Drátový senzor Euro
WeldCube Connector Advanced
4,044,067
Měření svařovacího proudu, svařovacího napětí a rychlosti drátu
Drátový senzor volitelně (viz rozšířenou výbavu od str. 19)
Oblasti použití WeldCube Connector se používá při ručním a automatizovaném svařování MIG/
MAG, TIG a svařování obalenou elektrodou.
Princip funkce Nezávisle na svařovacím procesu se WeldCube Connector vždy integruje do zem-
nicího vedení mezi svařovací zdroj a zemnicí kabel.
Měření proudu probíhá na proudových zásuvkách svařovacího zdroje.
Funkční systémová integrace vyžaduje připojení následujících komponent:
17

Bezpečnostní
symboly na
přístroji
WeldCube Connector zapojený do zemnicí proudové zásuvky svařovacího
-
zdroje
Zemnicí vedení zapojené na WeldCube Connector
-
Měření napětí prostřednictvím kabelu adaptéru nebo měření napětí / rychlos-
-
ti drátu prostřednictvím drátového senzoru na druhém pólu
Napájení přes „Power over Ethernet“ prostřednictvím vhodného síťového ka-
-
belu
Spojení se sítí přes síťový kabel LAN nebo WLAN
-
Napájení přístroje WeldCube Connector: PoE (Power over Ethernet) prostřednictvím síťového kabelu.
Napájení PoE může probíhat prostřednictvím centrální IT infrastruktury nebo
PoE injektoru. PoE injektor se integruje do datového vedení mezi síťový rozdělovač a WeldCube Connector.
18
Svařování je nebezpečné. Musí být splněny tyto základní předpoklady:
dostatečná kvalifikace pro svařování
-
vhodné ochranné vybavení
-
dodržování odstupu nepovolaných osob
-
Popsané funkce používejte teprve poté, co si přečtete následující dokumenty a
porozumíte jejich obsahu:
tento návod k obsluze
-
všechny návody k obsluze systémových komponent, zejména bezpečnostní
-
předpisy.
Předpoklady
UPOZORNĚNĹ!
Instalace a integrace přístroje WeldCube Connector předpokládá znalosti
síťových technologií.
Podrobné informace vám poskytne správce vaší sítě.
▶
Požadavky na síťový kabel:
Přípojka RJ45 / M12, X kódování
-
Průmyslové provedení kabelu, min. CAT 5e
-
Požadavky na PoE injektor podle IEEE 802.3at - PoE+ / 30 W:
Stíněná zásuvka RJ45
-
Robustní a uzavřený plastový kryt
-
Rychlost přenosu dat min. 100 Mbit/s
-
Emise EMC: EN55032 třída B, FCC část 15 třída B
-
Okolní podmínky:
Okolní teplota při provozu: -10 °C až +40 °C
-
Skladovací teplota: -20 °C až +55 °C
-
CS
Rozšířená výbava
PoE injektor RJ45 30 W / 802.3at /
PoE+
CE kabel ke studenému přístroji 2 m 43,0004,2951
Síťový kabel M12-X / RJ45, 5 m 42,0411,0232
Síťový kabel M12-X / RJ45, 10 m 42,0411,0233
Síťový kabel M12-X / RJ45, 15 m 42,0411,0234
Síťový kabel M12-X / RJ45, 20 m 42,0411,0235
OPT/WCC Sensor Cable EXT
(rozšíření) 5m
Prodlužovací kabel pro externí senzory
5 m
OPT/WCC Sensor Cable EXT
(rozšíření) 10m
Prodlužovací kabel pro externí senzory
10 m
OPT/WCC Mounting Set TSt
Montážní prostředek pro svařovací
zdroje TransSteel
OPT/WCC Mounting Set 1
Montážní prostředek pro svařovací
zdroj
42,0411,0213
4,051,547
4,051,548
4,101,361
4,101,362
19

OPT/WCC Mounting Set 2
Montážní prostředek pro svařovací
zdroj
4,101,363
Shoda se standardy
FCC/RSS/EU
OPT/WCC Wire Sensor EUR
Volitelný drátový senzor / Euro pro
WeldCube Connector Advanced
OPT/WCC Wire Sensor WSM
Volitelný drátový senzor / TSt pro
WeldCube Connector Advanced
Přídržný magnet * 4,100,265
* Pro WeldCube Connector jsou potřeba 2 přídržné magnety.
FCC
Tento přístroj odpovídá mezním hodnotám pro digitální přístroj třídy B podle části
15 nařízení FCC. Tyto mezní hodnoty mají zajistit přiměřenou ochranu před škodlivým rušením v obytných oblastech. Tento přístroj generuje a využívá vysokofrekvenční energii, a pokud není používán v souladu s pokyny, může způsobovat
rušení rádiového provozu. Přesto nelze zaručit, že nedojde k rušení určitého
zařízení.
Pokud tento přístroj způsobuje rušení rozhlasového nebo televizního příjmu, které
lze zjistit vypnutím a zapnutím přístroje, doporučuje se, aby uživatel odstranil
rušení pomocí některého nebo několika z následujících opatření:
Změna směrování nebo polohy přijímací antény.
-
Zvětšení vzdálenosti mezi přístrojem a přijímačem.
-
Zapojení přístroje do elektrického obvodu, ve kterém není zapojen přijímač.
-
Pro další podporu kontaktujte obchodníka nebo zkušeného rozhlasového a
-
televizního technika.
4,101,372
4,101,373
20
FCC ID: QKWSPB209A
Industry Canada RSS
Tento přístroj odpovídá bezlicenčním normám Industry Canada RSS. Provoz podléhá následujícím podmínkám:
(1) Přístroj nesmí způsobovat žádné škodlivé rušení.
(2) Přístroj musí být odolný vůči všem rušivým vlivům, včetně takových
rušivých vlivů, které by mohly vést k omezení či narušení provozu.
IC: 12270A-SPB209A
EU
Shoda se směrnicí 2014/53/EU – Radio Equipment Directive (RED)
Antény použité pro tento vysílač musejí být instalované tak, aby byla dodržena
minimální vzdálenost 20 cm od všech osob. Nesmějí být instalovány ani provo-

zovány společně s jinou anténou nebo jiným vysílačem. OEM integrátoři a koncoví
uživatelé musejí zajistit takové provozní podmínky vysílače, aby byly splněny
směrnice pro zatížení rádiovou frekvencí.
CS
Bluetooth trademarks
Slovní ochranná známka Bluetooth® a loga Bluetooth® jsou registrované ochranné
známky a vlastnictví společnosti Bluetooth SIG, Inc. a výrobce je používá na
základě licence. Ostatní ochranné známky a obchodní názvy jsou vlastnictvím
příslušných vlastníků práv.
21
Konfigurace systému
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
+
(10)
(9)
Konfigurace
systému se
zařízením WeldCube Connector
U/I
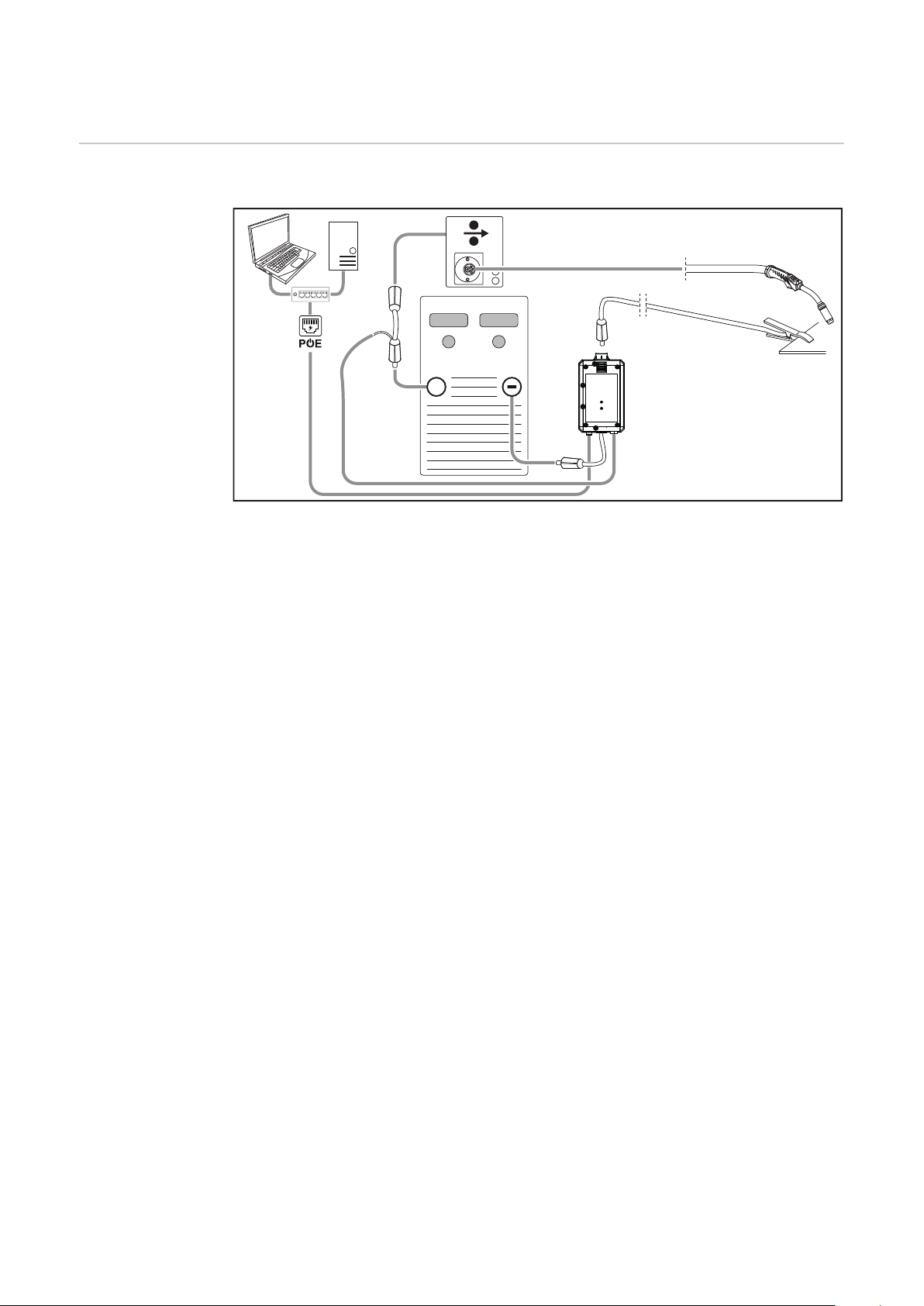
MIG/MAG
Schématické znázornění bez podrobného zobrazení propojovacího hadicového vedení mezi
svařovacím zdrojem a podavačem drátu
(1) Počítač pro přístup k zařízení WeldCube Premium
(2) Ethernetový spínač s funkcí PoE (napájení přes Ethernet)
(3) Napájení přes PoE (Power over Ethernet)
(4) WeldCube Premium server (fyzický nebo VM)
(5) Adaptér pro měření napětí
(6) Podavač drátu
(7) Svařovací zdroj
(8) WeldCube Connector U/I
(9) Zemnicí kabel
(10) Svařovací hořák
22

MIG/MAG s pohonem drátu integrovaným ve svařovacím zdroji
+
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
HF
+
*
(1) Počítač pro přístup k zařízení WeldCube Premium
(2) Ethernetový spínač s funkcí PoE (napájení přes Ethernet)
(3) Napájení přes PoE (Power over Ethernet)
(4) WeldCube Premium server (fyzický nebo VM)
(5) Adaptér pro měření napětí
(6) Svařovací zdroj
(7) WeldCube Connector U/I
(8) Zemnicí kabel
(9) Svařovací hořák
CS
TIG DC, TIG AC
HF = vysokofrekvenční zapalování; * = proudová zásuvka bez HF, např. pro obalené elektrody
(1) Počítač pro přístup k zařízení WeldCube Premium
(2) Ethernetový spínač s funkcí PoE (napájení přes Ethernet)
(3) Napájení přes PoE (Power over Ethernet)
(4) WeldCube Premium server (fyzický nebo VM)
(5) Adaptér pro měření napětí
(6) Svařovací zdroj
(7) WeldCube Connector U/I
23
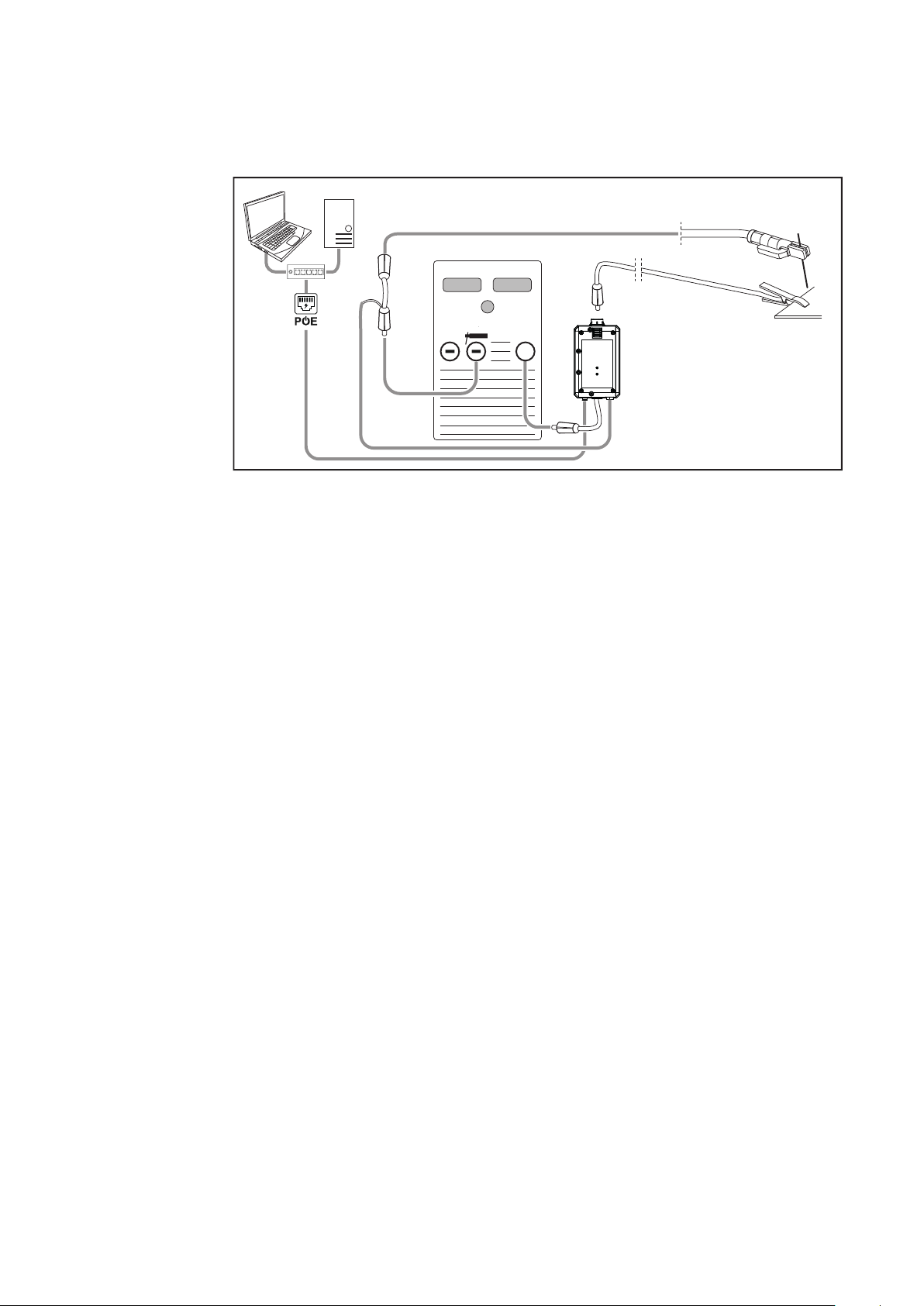
(8) Zemnicí kabel
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
HF
+
*
(9)
(9) Svařovací hořák
Obalená elektroda (se svařovacím zdrojem TIG)
HF = vysokofrekvenční zapalování; * = proudová zásuvka bez HF, např. pro obalené elektrody
(1) Počítač pro přístup k zařízení WeldCube Premium
(2) Ethernetový spínač s funkcí PoE (napájení přes Ethernet)
(3) Napájení přes PoE (Power over Ethernet)
(4) WeldCube Premium server (fyzický nebo VM)
(5) Adaptér pro měření napětí
(6) Svařovací zdroj
(7) WeldCube Connector U/I
(8) Zemnicí kabel
(9) Držák elektrody
24
Konfigurace
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
+
(10)
(9)
(1)
(2)
(3)
(4)
(6)
(7)
(8)
(9)
(5)
systému se
zařízením WeldCube Connector
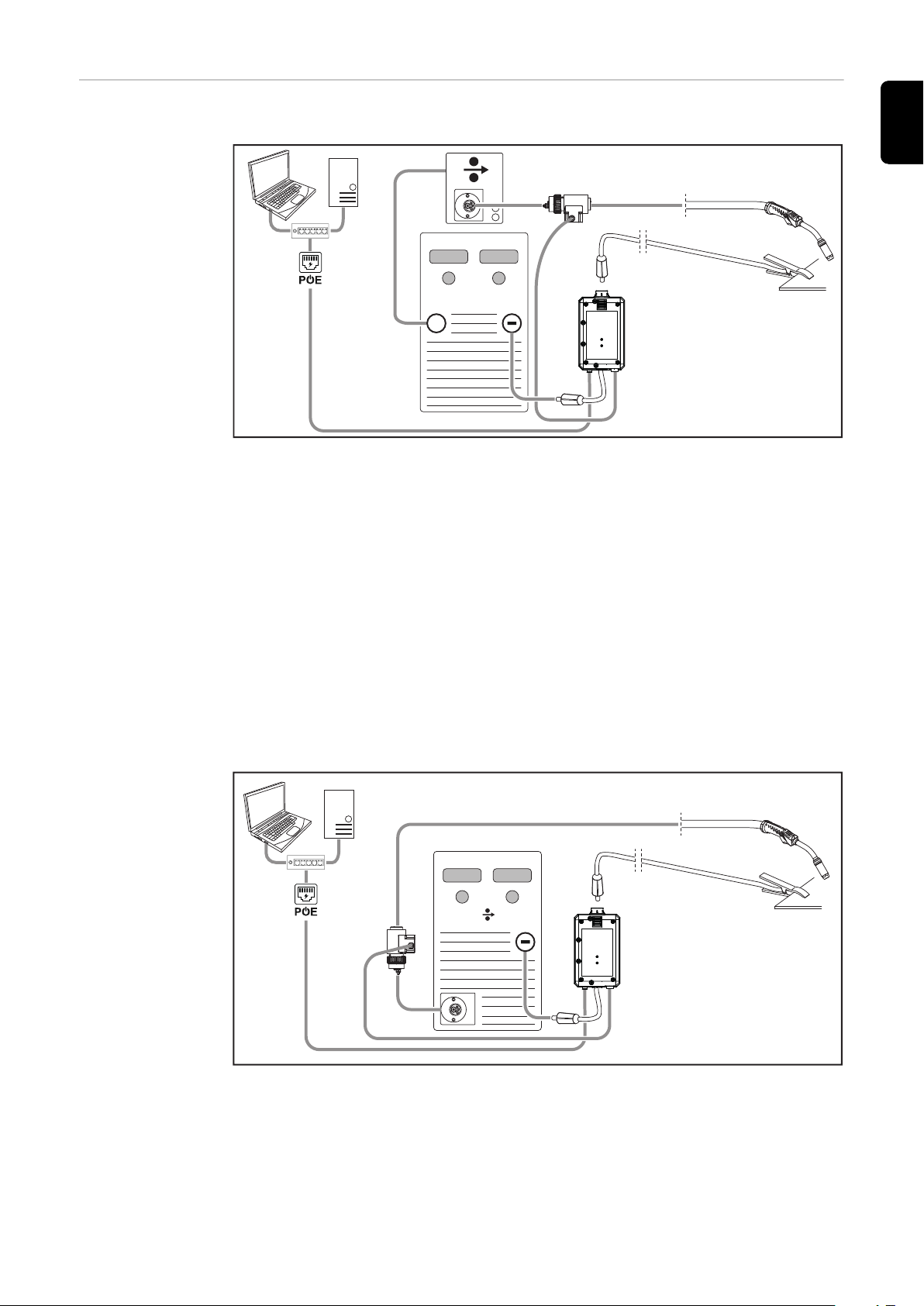
U/I/WFS Euro
MIG/MAG
Schématické znázornění bez podrobného zobrazení propojovacího hadicového vedení mezi
svařovacím zdrojem a podavačem drátu
(1) Počítač pro přístup k zařízení WeldCube Premium
(2) Ethernetový spínač s funkcí PoE (napájení přes Ethernet)
(3) Napájení přes PoE (Power over Ethernet)
(4) WeldCube Premium server (fyzický nebo VM)
(5) Svařovací zdroj
(6) Podavač drátu
(7) Drátový senzor Euro
(8) WeldCube Connector U/I
(9) Zemnicí kabel
(10) Svařovací hořák
CS
MIG/MAG s pohonem drátu integrovaným ve svařovacím zdroji
(1) Počítač pro přístup k zařízení WeldCube Premium
(2) Ethernetový spínač s funkcí PoE (napájení přes Ethernet)
(3) Napájení přes PoE (Power over Ethernet)
(4) WeldCube Premium server (fyzický nebo VM)
(5) Drátový senzor Euro
(6) Svařovací zdroj
25

(7) WeldCube Connector U/I
(8) Zemnicí kabel
(9) Svařovací hořák
Konfigurace
systému se
zařízením WeldCube Connector
U/I/WFS WSM
Konfigurace
systému s WeldCube Connector
Advanced
Konfigurace systému pro svařovací systémy TransSteel se zařízením WeldCube
Connector U/I/WFS WSM odpovídá konfiguraci systému pro WeldCube Connector U/I/WFS Euro, jen s tím rozdílem, že místo drátového senzoru Euro je přímo
ve svařovacím zdroji nebo v podavači drátu vestavěn drátový senzor.
Vestavba drátového senzoru se provádí buď ve výrobním závodě, nebo ji dodatečně může provést proškolený kvalifikovaný pracovník.
Podrobnosti o vestavbě drátového senzoru naleznete v návodu k instalaci
„Drátový senzor pro WeldCube Connector pro TransSteel“ – 42,0410,2663.
Konfigurace systému pro svařovací systémy s WeldCube Connector Advanced
odpovídá konfiguraci systému pro WeldCube Connector U/I/WFS Euro.
Drátový senzor Euro nebo drátový senzor vestavěný do svařovacích zdrojů
TransSteel jsou dostupné volitelně.
26

Ovládací prvky, přípojky a mechanické součásti
(1) (2) (3) (4)
(5)
(6)
(7)
(2) (2) (2) (2) (2) (2)
(2)
(5)
M5
100 mm
184 mm
Ovládací prvky,
přípojky a mechanické
součásti
(1) Zdířka M12, X kódování
pro připojení síťového kabelu
CS
(2) Závitové pouzdro M5
po 4 kusech na stranu
pro montáž zařízení WeldCube Connector ke svařovacímu systému
(3) Stavová kontrolka LED
prostřednictvím stavové kontrolky LED se vydávají varování, chyby a aktuální provozní stavy
(4) Kontrolka LED napájení
prostřednictvím kontrolky LED napájení se vydávají informace o elektrickém napájení WeldCube Connectoru
Popis kontrolek LED je uveden v následujícím odstavci
(5) Zemnicí kabel s bajonetovým konektorem
pro připojení k zemnicí proudové zásuvce svařovacího zdroje
UPOZORNĚNĹ!
Uzemnění na svařovacím zdroji závisí od svařovacího postupu a nemusí se nutně
překrývat se zápornou (-) proudovou zásuvkou!
27
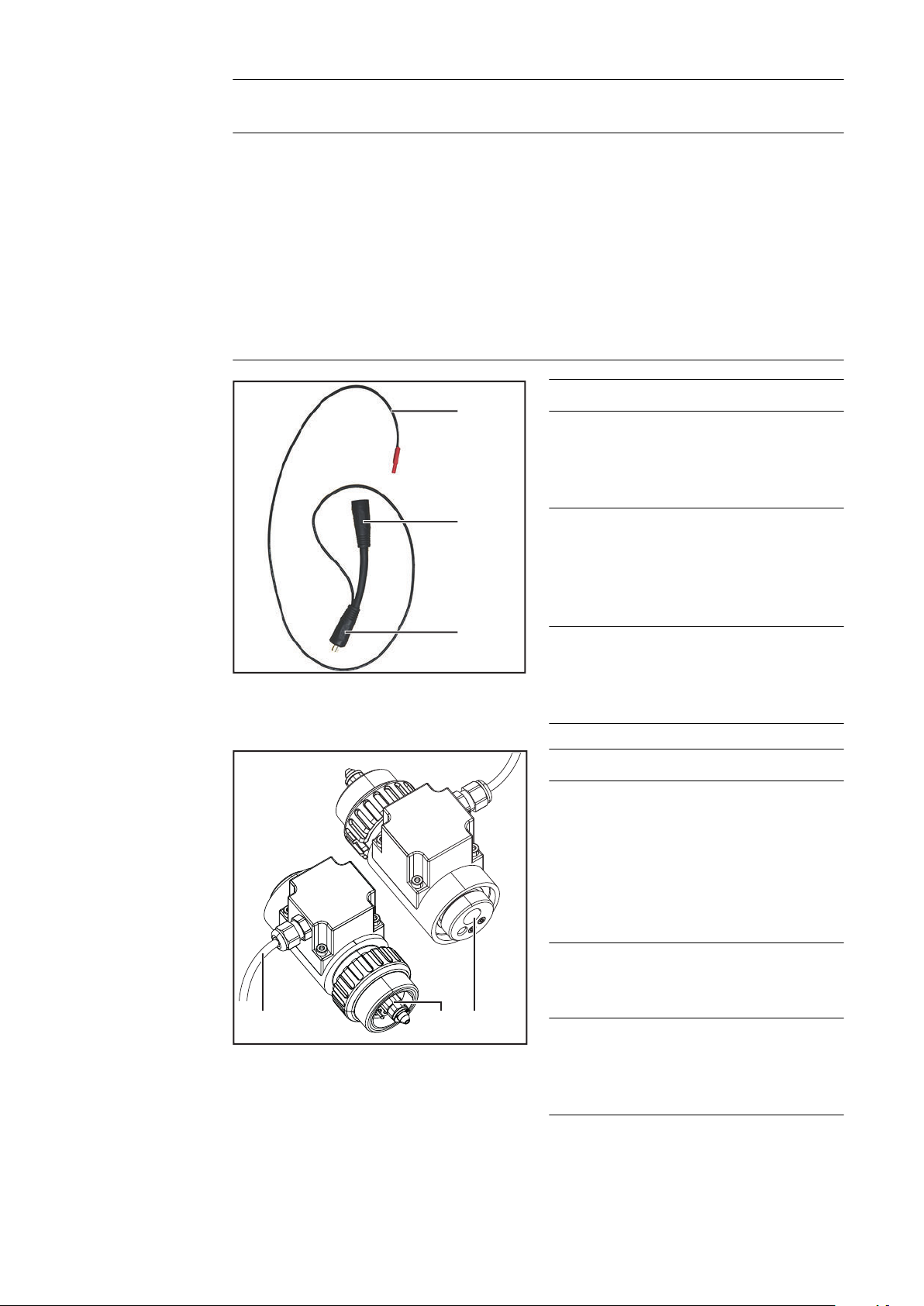
(6) Zemnicí proudová zásuvka s bajonetovým zajištěním
(10)
(9)
(8)
(11) (12) (13)
pro připojení zemnicího kabelu svařovacího obvodu
(7) Senzorová přípojka
Laboratorní zásuvka
(u zařízení WeldCube Connector U/I)
pro připojení adaptéru pro měření napětí
19kolíková zásuvka senzoru
(u zařízení WeldCube Connector U/I/WFS WSM, WeldCube Connector
U/I/WFS Euro a WeldCube Connector Advanced)
pro připojení drátového senzoru
Č. Funkce
(8) Měřicí kabel
pro připojení k laboratorní
zásuvce u zařízení WeldCube
Connector U/I
(9) Kladná (+) proudová zásuvka
s bajonetovým zajištěním
k připojení kladného (+) kabelu
svařovacího obvodu propojovacího hadicového vedení
Adaptér pro měření napětí (jen v kombinaci se
zařízením WeldCube Connector U/I)
Drátový senzor Euro (jen v kombinaci s WeldCube Connector U/I/WFS Euro nebo jako rozšířená
výbava pro WeldCube Connector Advanced)
(10) Kladný (+) kabel s bajonetovým
konektorem
pro připojení ke kladné (+) proudové zásuvce svařovacího zdroje
Č. Funkce
(11) Měřicí kabel
pro připojení k 19kolíkové
zásuvce senzoru (u zařízení
WeldCube Connector U/I/WFS
WSM, WeldCube Connector
U/I/WFS Euro a WeldCube
Connector Advanced)
(12) Euro adaptér
pro připojení ke svařovacímu
zdroji
(13) Euro přípojka svařovacího
hořáku
pro připojení svařovacího
hořáku
28

Kontrolka LED
napájení, stavová
kontrolka LED
Kontrolka LED napájení
svítí zeleně:
elektrické napájení je dostupné
svítí oranžově:
elektrické napájení není dostupné – napájení aktuálně probíhá interně, a to až do
uložení všech dat
nesvítí:
elektrické napájení není dostupné
Stavová kontrolka LED
Při fungujícím elektrickém napájení může stavová kontrolka LED svítit nebo blikat
v následujících barvách:
svítí zeleně:
přístroj je připraven k provozu, vše je v pořádku
bliká zeleně (s frekvencí 5 Hz):
navázání prvního spojení mezi aplikací WeldConnect a zařízením WeldCube Connector, například pro uvedení do provozu nebo konfiguraci
svítí oranžově:
indikuje varování
CS
bliká oranžově (s frekvencí 0,5 Hz):
přístroj dosud není uveden do provozu
svítí červeně:
došlo k chybě
Nevyřízenou chybu je možné zkontrolovat v záznamu událostí SmartManageru
nebo aplikace WeldCube Premium.
bliká v aktuální barvě (s frekvencí 2,5 Hz):
rozpoznáno svařování
29
Možnosti připojení
(1)
(2)
(3)
(4)
(6)
(7)
(5)
(1)
(2)
(3)
(4)
(6)
(7)
(5)
AP
Možnosti připojení
Připojení přes
LAN
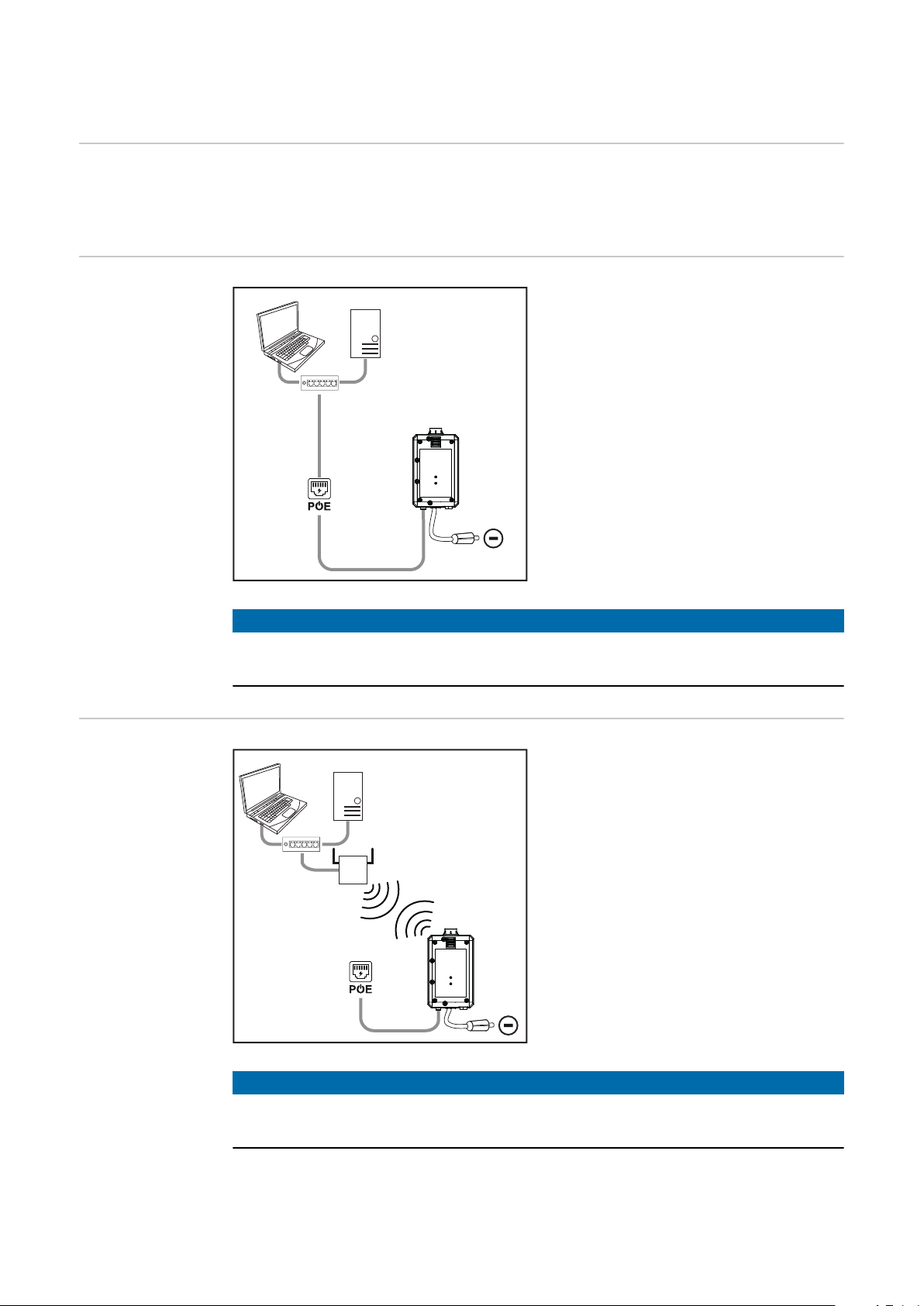
WeldCube Connector je možné zapojit do sítě následujícím způsobem:
přes LAN
-
přes WLAN
-
(1) Počítač pro přístup k zařízení
WeldCube Premium
(2) Ethernetový spínač s funkcí PoE
(napájení přes Ethernet)
(3) WeldCube Premium server
(4) Napájení přes PoE (Power over
Ethernet)
(5) Síťový kabel
(6) WeldCube Connector
(7) Uzemnění na svařovacím zdroji
UPOZORNĚNĹ!
Připojení přes
WLAN
Uzemnění na svařovacím zdroji závisí od svařovacího postupu a nemusí se nutně
překrývat se zápornou (-) proudovou zásuvkou!
(1) Počítač pro přístup k zařízení
WeldCube Premium
(2) Ethernetový spínač
(3) WeldCube Premium server
(4) WLAN AccessPoint
(5) Napájení přes PoE (Power over
Ethernet)
(6) WeldCube Connector
(7) Uzemnění na svařovacím zdroji
UPOZORNĚNĹ!
Uzemnění na svařovacím zdroji závisí od svařovacího postupu a nemusí se nutně
překrývat se zápornou (-) proudovou zásuvkou!
30

Upozornění pro montáž a provoz
CS
Upozornění
týkající se instalace
Upozornění
týkající se provozu
WeldCube Connector musí být umístěn na svařovacím zdroji nebo na některé
-
komponentě svařovacího systému, např. podvozku.
WeldCube Connector nesmí ležet na zemi.
-
WeldCube Connector je možné namontovat ve kterékoliv poloze a pozici.
-
Max. délka mezi 2 aktivními síťovými komponentami (např. mezi WeldCube
-
Connectorem a ethernetovým spínačem s funkcí PoE): 90 m
WeldCube Connector umístěte tak, aby kontrolky LED byly dobře viditelné.
-
Neumisťujte WeldCube Connector do oblasti horkého vzduchu odváděného
-
ze svařovacího zdroje ani do blízkosti zahřátých systémových komponent.
Umístěte WeldCube Connector tak, aby byl chráněný před svařovacími
-
rozstřiky.
Použijte dostatečně dimenzovaný zemnicí kabel.
-
Síťový kabel, senzorový kabel a zemnicí kabel připevněte pomocí kabelové
-
příchytky k zemnicímu kabelu WeldCube Connectoru (odlehčení tahu)
UPOZORNĚNĹ!
WeldCube Connector potlačuje HF vysokonapěťové impulzy!
Pokud je v systému integrovaný WeldCube Connector a svařovací proces TIG se
má zapalovat pomocí HF vysokonapěťových impulzů, k žádnému vysokofrekvenčnímu zapalování nedojde.
Pokud je k dispozici proudová zásuvka bez HF (např. pro svařování obalenou
▶
elektrodou), zapojte kabel pouze do ní.
Pokud proudová zásuvka bez HF k dispozici není, deaktivujte vysoko-
▶
frekvenční zapalování.
Fronius Data
Channel
HF = vysoká frekvence
Před každým použitím WeldCube Connectoru:
Zkontrolujte všechny svařovací a měřicí kabely, zda nejsou poškozené.
-
Zkontrolujte správné a pevné připojení přípojných konektorů.
-
Zkontrolujte kontrolky LED.
-
Měsíčně:
Proveďte vizuální kontrolu pláště a konektorů.
-
UPOZORNĚNĹ!
Při měření svařování TIG AC se eviduje aritmetická střední usměrněná hodnota.
Označení dílu, sériové číslo dílu a číslo svarového švu je možné odeslat přes Fronius Data Channel do WeldCube Connectoru.
Fronius Data Channel je TCP / IP server, který běží na portu pro správu WeldCube Connectoru. Tento port slouží pro dokumentování, komunikaci a k servisním
účelům a monitoruje toto rozhraní na TCP portu 4714.
31

Počítačový program nebo nadřazené řízení vytvoří spojení TCP soketu s IP adresou WeldCube Connectoru na TCP portu 4714. Parametry se přenášejí jako textové seznamy klíčových nebo požadovaných hodnot oddělených středníky.
Jsou podporovány následující parametry:
Č. Parametr
1 Proces aktivní
Při aktivním svařovacím procesu (od předfuku plynu na začátku svařování
až do dofuku plynu na konci svařování) vysílá WeldCube Connector signál
aktivního procesu = 1 do řízení.
2 Průtok proudu
Při aktivním průtoku proudu během svařování vysílá WeldCube Connector
signál průtoku proudu = 1 do řízení.
3 Položkové číslo dílu
Řízení zadává WeldCube Connectoru číslo položky svařovaného dílu
prostřednictvím znaků ASCII A-Z, a-z a 0-9.
4 Sériové číslo dílu
Řízení zadává WeldCube Connectoru sériové číslo svařovaného dílu
prostřednictvím znaků ASCII A-Z, a-z a 0-9.
5 Číslo svaru
Řízení zadává WeldCube Connectoru svařovaný svar (polohu svařování)
prostřednictvím znaků ASCII A-Z, a-z a 0-9.
Přenos dat přes Fronius Data Channel je možné otestovat pomocí následujících
programů:
Windows® PuTTy
-
Linux Socat
-
Pro přenos dat musí být nejprve vytvořeno připojení TCP socketu:
Zadejte IP adresu servisního portu
1
WeldCube Connectoru a číslo portu 4714
32
Příklad pro Windows® PuTTY

Uvedení do provozu
CS
Bezpečnost
Předpoklady
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smí provádět jen technicky
▶
vyškolený odborný personál.
Tento dokument je nutné v plném rozsahu přečíst a porozumět mu.
▶
Je nutné přečíst všechny bezpečnostní předpisy a uživatelskou dokumentaci
▶
k tomuto přístroji a všem systémovým komponentám a porozumět jim.
UPOZORNĚNĹ!
Instalace a integrace přístroje WeldCube Connector předpokládá znalosti
síťových technologií.
Podrobné informace vám poskytne správce vaší sítě.
▶
WeldCube Connector musí být začleněn do svařovacího systému podle jedné
-
z konfigurací systému.
Stávající napájení PoE (napájení přes Ethernet)
-
Ve smartphonu musí být nainstalovaná aplikace Fronius WeldConnect
-
Ve smartphonu je aktivována funkce Bluetooth
-
Uvedení do provozu
Uvedení WeldCube Connectoru do provozu probíhá prostřednictvím smartphonu
a aplikace Fronius WeldConnect.
UPOZORNĚNĹ!
Pokud je svařovací zdroj vybaven funkcí pro zjišťování odporu svařovacího obvodu R, před uvedením do provozu zjistěte odpor svařovacího obvodu svařovacího
systému při dostupném WeldCube Connectoru.
Správná hodnota odporu svařovacího obvodu je předpokladem pro správné
výsledky měření!
Zjištěnou hodnotu odporu svařovacího obvodu zadejte do průvodce instalací
▶
u nastavení Setup 5/6.
Pokud svařovací zdroj není vybaven funkcí pro zjišťování odporu svařovacího
▶
obvodu, použijte výpočetní pomůcku v průvodci instalací u nastavení Setup
5/6.
Zjistěte odpor svařovacího obvodu svařovacího systému včetně WeldCube
1
Connectoru
33

name1.name2@e-mailaddr.ess
2
4
3
Spusťte aplikaci WeldConnect a otevřete nabídku
2
Vyberte možnost Setup WeldCube Connector
3
Umístěte smartphone do bezprostřední blízkosti WeldCube Connectoru
4
Úspěšně spuštěné navazování spojení je indikováno zeleně blikající stavovou
kontrolkou LED s frekvencí 5 Hz na WeldCube Connectoru.
Postupujte podle pokynů průvodce instalací:
5
Setup 1/6
zadejte jméno, závod, halu, buňku a dodatečné informace
Setup 2/6
Zadejte data sítě
Setup 3/6
Zadejte data WLAN
Setup 4/6
Zadejte datum, čas a časové pásmo
Setup 5/6
Zadejte odpor svařovacího obvodu z jištěný v 1. Pracovním kroku
nebo
Spusťte výpočetní pomůcku
Setup 6/6
Volitelně zadejte průměr drátu a přídavný materiál
Pokud zadáte průměr drátu a přídavný materiál, obojí bude zaprotokolováno v
aplikaci WeldCube Premium.
Dokončete nastavení Setup WeldCube Connector
6
Zadokumentovaná data si nyní můžete prohlížet ve SmartManageru nebo je
můžete vyhodnotit pomocí aplikace WeldCube Premium.
34
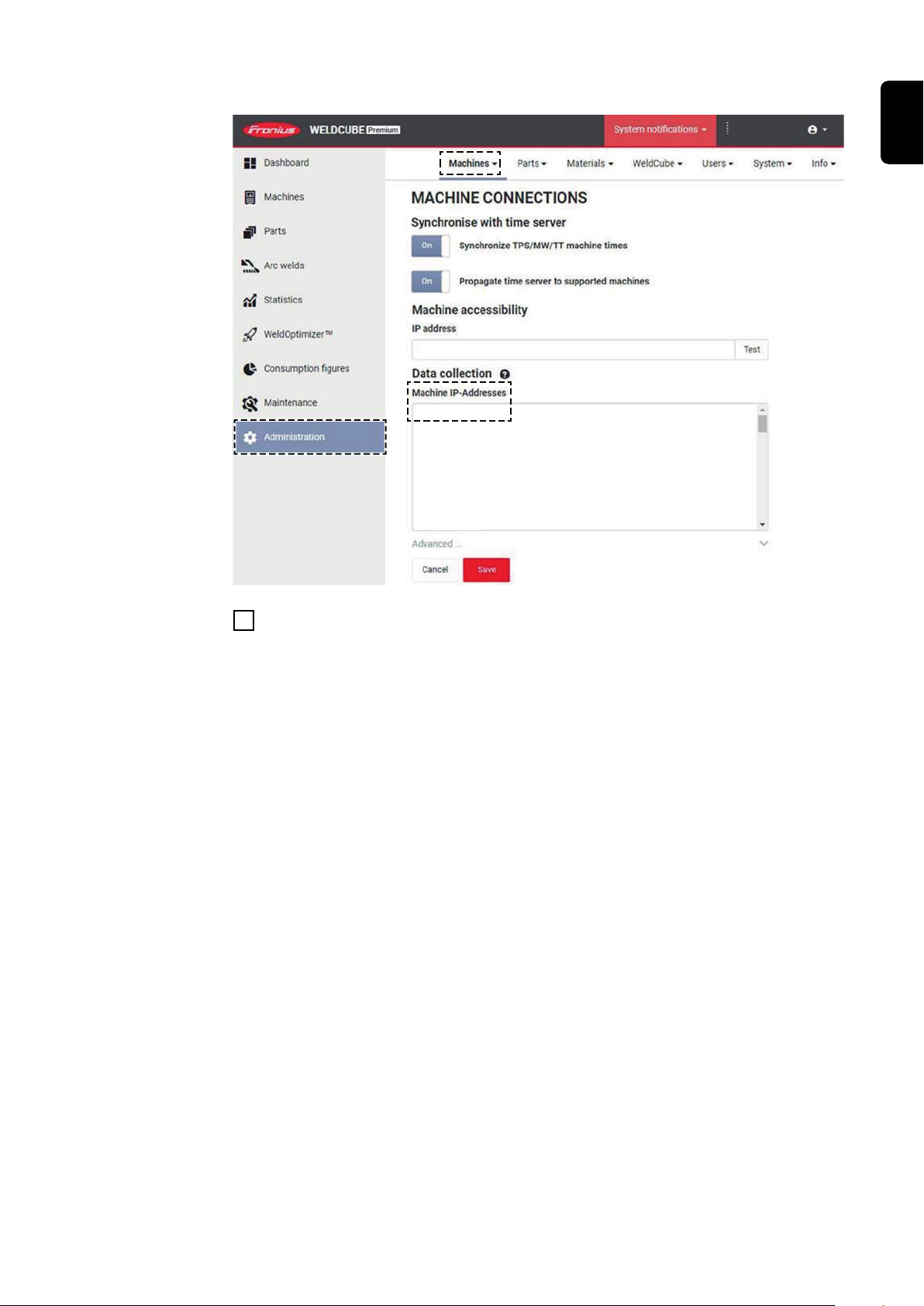
Pro vyhodnocení dat pomocí WeldCube Premium:
xx.x.xx.xx
CS
Do pole na adrese Administration / Machines / Machine IP-Addresses zadejte
7
IP adresu WeldCube Connectoru
Zaznamenaná svařování pak lze vyvolat v dokumentačním systému Fronius WeldCube Premium pod položkou Machines / WeldCube Connector.
35

SmartManager – webová stránka WeldCube Connectoru
Všeobecné informace
Vyvolání
SmartManagera
a přihlášení
Díky SmartManageru má WeldCube Connector vlastní webovou stránku.
Jakmile je WeldCube Connector prostřednictvím síťového kabelu nebo WLAN
připojen k počítači nebo zapojen do sítě, je možné prostřednictvím IP adresy vyvolat SmartManagera WeldCube Connectoru.
Pro vyvolání SmartManagera je zapotřebí min. IE 10 nebo jiný moderní prohlížeč.
Pro WeldCube Connector jsou k dispozici následující položky:
Aktuální systémová data
-
Dokumentace, záznamy
-
Nastavení přístroje
-
Zálohování a obnovení
-
Zadejte IP adresu WeldCube Connectoru do vyhledávacího pole prohlížeče
1
Zadejte uživatelské jméno a heslo
2
Tovární nastavení:
Uživatelské jméno = admin
Heslo = admin
Potvrďte zobrazené upozornění
3
Správa uživatelů
-
Přehled
-
Aktualizace
-
Zobrazí se SmartManager WeldCube Connectoru.
36

Aktivační funkce, pokud
přihlášení nefunguje
Při přihlášení ke SmartManageru je možné pomocí aktivační funkce neúmyslně
zablokovaný WeldCube Connector znovu odblokovat a uvolnit pro všechny funkce.
Klepněte na možnost „Spustit aktivační funkci?“
1
Vytvoření verifikačního souboru:
2
Klepněte na možnost „Uložit“
Soubor TXT s následujícím pojmenováním bude uložen v počítači ve složce
Stažené soubory:
unlock_SN[sériové_číslo]_RRRR_MM_DD_hhmmss.txt
Tento verifikační soubor odešlete e-mailem pracovníkům technické podpory
3
Fronius:
welding.techsupport@fronius.com
Společnost Fronius vám e-mailem pošle jednorázový aktivační soubor s následujícím pojmenováním:
response_SN[sériové_číslo]_RRRR_MM_DD_hhmmss.txt
Uložte aktivační soubor do počítače
4
Klepněte na možnost „Vyhledat aktivační soubor“
5
Převezměte aktivační soubor
6
Klepněte na možnost „Načíst aktivační soubor“
7
CS
Změna hesla /
odhlášení
Heslo administrátora pro WeldCube Connector se jednorázově vrátí do továrního
nastavení.
Po klepnutí na tento symbol
je možné změnit heslo uživatele,
-
je možné odhlásit se z webové stránky SmartManager
-
Změna hesla pro SmartManager:
Zadejte staré heslo
1
Zadejte nové heslo
2
Znovu zadejte nové heslo
3
Klepněte na možnost „Uložit“
4
37

Nastavení
Výběr jazyka
Po klepnutí na tento symbol je možné nastavit jednotky a normy pro WeldCube
Connector.
Nastavení závisí na aktuálně přihlášeném uživateli.
Po kliknutí na kód jazyka se zobrazí jazyky dostupné pro webovou stránku
SmartManager.
38
Aktuálně nastavený jazyk je podbarven bíle.
Chcete-li toto nastavení změnit, klepněte na požadovaný jazyk.

Zobrazení stavu Mezi logem Fronius a zobrazeným WeldCube Connectorem se zobrazí aktuální
stav svařovacího zdroje.
CS
Společnost Fronius
Pozor/varování
Pobíhá svařování WeldCube Connector je připraven k
WeldCube Connector není připraven k
provozu (offline)
* V případě chyby se nad řádkem s logem Fronius zobrazí červený chybový
řádek s číslem chyby.
Po klepnutí na chybový řádek se zobrazí popis chyby.
Chyba WeldCube Connectoru *
provozu (online)
Klepnutím na logo Fronius otevřete domovskou stránku Fronius: www.fronius.com
39
Aktuální systémová data
Aktuální
systémová data
Pokud jsou k dispozici, zobrazují se aktuální data WeldCube Connectoru:
Název zařízení
Místo instalace
Svařovací proud Svařovací napětí Rychlost drátu *
Čas hoření oblouku Celkový počet pro-
* Jen u zařízení WeldCube Connector U/I/WFS WSM a WeldCube Connector
U/I/WFS Euro
Hala buňka Dodatečné informace
AKTUÁLNĚ
Aktuální výkon oblouku
Aktuální energie oblouku
vozních hodin
40

Dokumentace, záznamy
(1) (2) (3) (4) (5) (6) (7) (10)(8) (9) (12)(11)
CS
Dokumentace,
záznamy
V položce Dokumentace, záznamy se zobrazuje posledních 100 záznamů protokolu. Tyto záznamy protokolu mohou odpovídat svařováním, chybám, varováním,
zprávám či událostem.
Prostřednictvím tlačítka „Časový filtr“ je možné filtrovat data podle nastaveného
časového intervalu. Formát data (rrrr mm dd) a času (hh mm) se vždy zadává v intervalu od – do.
Prázdný filtr znovu načte nejnovější svařování.
Zobrazení svařování, chyb a událostí lze deaktivovat.
Zobrazí se následující údaje:
(1) Typ protokolu
(2) Číslo svaru
(3) Položkové číslo dílu
(4) Sériové číslo dílu
(5) Čas spuštění (místní čas)
(6) Doba svařování
(7) Svařovací proud v A (střední usměrněná hodnota)
(8) Svařovací napětí ve V (střední usměrněná hodnota)
(9) Rychlost drátu v m/min *
(10) IP – výkon oblouku ve W (z aktuálních hodnot podle normy ISO /TR
18491)
(11) IE – energie oblouku v kJ (jako součet během celého svařování podle nor-
my ISO/TR 18491)
(12) Rezervováno pro další data
* jen u zařízení WeldCube Connector U/I/WFS WSM a WeldCube Connec-
tor U/I/WFS Euro
Kliknutím na tlačítko „Přidat sloupec“ lze zobrazit další hodnoty:
I max / I min: maximální/minimální svařovací proud v A
-
Výkon max / výkon min: maximální/minimální výkon oblouku ve W
-
Čas startu (čas svařovacího zdroje); datum a čas
-
U max / U min: maximální/minimální svařovací napětí ve V
-
Vd max / Vd min: maximální/minimální rychlost drátu v m/min
-
41

Základní nastavení
V položce Dokumentace, záznamy je možné pod položkou Základní nastavení nastavit interval zaznamenávání pro dokumentaci a skrytí fáze zapálení.
Interval zaznamenávání
0,1 – 100 s / vyp.
Tovární nastavení: 0,1 s
0,1 – 100,0 s
Dokumentace se ukládá s nastaveným intervalem zaznamenávání.
vyp.
Interval zaznamenávání je deaktivovaný, ukládají se pouze střední hodnoty.
Skrýt fázi zapálení
Doba, po kterou má být fáze zapálení svařování skrytá
(např. aby se při krátkých svařováních předešlo negativnímu ovlivnění naměřených
výsledků kvůli fázi zapálení)
0,1 – 2 s / vyp.
0,1 – 2 s
Svařovací data se dokumentují až po uplynutí nastavené doby.
vyp.
Fáze zapálení se také dokumentuje.
42

Nastavení přístroje
CS
Default Settings
(Výchozí nastavení)
Pod položkou Default Settings (Výchozí nastavení) je možné nastavit odpor
svařovacího obvodu.
Aktuálně nastavený odpor se zobrazí.
Výpočet odporu:
Klepněte na tlačítko Spustit výpočetní pomůcku
1
Zadejte délku a průřez hadicového vedení
2
Zadejte délku a průřez zemnicího kabelu
3
Zadejte počet odpojitelných spojení
4
Vypočtená hodnota odporu se ihned zobrazí.
Pomocí tlačítka Ano převezměte vypočtený odpor
5
Poté změny uložte nebo odstraňte
6
Označení a lokalita
V části Označení a lokalita lze zobrazit a upravovat konfiguraci svařovacího zdroje.
Datum a čas Pod položkou Datum a čas je možné nastavit časové pásmo, datum a čas.
Toto nastavení lze provést ručně nebo automaticky.
Nastavení sítě Pod položkou Nastavení sítě je možné zadat data pro začlenění WeldCube Con-
nectoru do sítě:
Management
Zobrazí se adresa MAC
-
Zobrazí se aktuální adresa IP
-
Je možné aktivovat nebo deaktivovat DHCP
-
Ručně
Při deaktivovaném DHCP je možné zadat následující data:
Adresa IP
-
Maska sítě
-
Standardní brána
-
DNS server 1
-
DNS server 2
-
WLAN
Při fungujícím připojení WLAN je možné zadat následující data:
Adresa MAC
-
Aktuální adresa IP
-
43

Zálohování a obnovení
Zálohování a obnovení
Spustit zálohování
Chcete-li data WeldCube Connectoru uložit jako zálohu, klepněte na tlačítko
1
„Spustit zálohování“
Data budou uložena na zvolené místo ve výchozím formátu MCU1-RRRMMDDHHmm.fbc.
RRRR = rok
MM = měsíc
DD = den
HH = hodina
mm = minuta
Následující data se uloží jako záloha:
Interval zaznamenávání dokumentace
-
Název zařízení a místo instalace
-
Čas a datum
-
Vyhledání souboru zálohy
Chcete-li přenést stávající zálohu do svařovacího zdroje, klepněte na možnost
1
„Najít soubor zálohy“
Vyberte soubor a klepněte na možnost „Otevřít“
2
Automatické
zálohování
Na webové stránce SmartManager svařovacího zdroje se pod položkou Obnovení zobrazí zvolený záložní soubor.
Klepněte na možnost „Obnovit“
3
Po úspěšném obnovení dat se zobrazí potvrzení.
Aktivujte intervalová nastavení
1
Intervalová nastavení udávají, v jakém časovém intervalu má probíhat auto-
2
matické zálohování:
Interval:
-
denně / týdně / měsíčně
v:
-
čas (hh:mm)
44
Zadejte data pro cíl zálohy:
3
Protokol:
-
SFTP (Secure File Transfer Protocol) / SMB (Server Message Block)
Server:
-
Zadejte IP adresu cílového serveru
Port:
-
Zadejte číslo portu; pokud není číslo portu zadáno, automaticky se
použije standardní port 22.
Pokud je nastaven protokol SMB, uvolněte pole Port.
Úložiště:
-
zde se konfiguruje podsložka, do které bude záloha uložena.
Pokud není úložiště zadáno, záloha se uloží do kořenového adresáře serveru.
DŮLEŽITÉ! V případě SMB a SFTB vždy zadávejte úložiště s lomítkem
„/“.
Doména/uživatel, heslo:
-
Jméno a heslo uživatele – jak jsou konfigurovaná na serveru;
Při zadání domény zadejte nejprve doménu, pak zpětné lomítko „\“ a poté
jméno uživatele (DOMAIN\USER)
Pokud je nutné spojení prostřednictvím proxy serveru, aktivujte nastavení
4
proxy a zadejte:
Server
-
Port
-
Uživatel
-
Heslo
-
CS
Uložte změny
5
Spusťte automatické zálohování
6
V případě dotazů ohledně konfigurace se obraťte na síťového administrátora.
45
Správa uživatelů
Všeobecné informace
V položce Správa uživatelů je možné:
zobrazovat, měnit a vytvářet uživatele.
-
zobrazovat, měnit a vytvářet role uživatelů.
-
exportovat uživatele a role uživatelů nebo je importovat do WeldCube Con-
-
nectoru.
Při importování budou existující údaje správy uživatelů ve WeldCube Connectoru přepsány.
aktivovat server CENTRUM.
-
Správa uživatelů se zřídí v jednom WeldCube Connectoru a poté může být
prostřednictvím funkce exportu/importu uložena a přenesena do dalších WeldCube Connectorů.
Uživatelé Stávající uživatele lze zobrazit, upravovat a odstraňovat. Lze také vytvářet nové
uživatele.
Zobrazení/změna uživatele:
Vyberte uživatele
1
Změňte údaje o uživateli přímo v zobrazovacím poli
2
Uložte změny
3
Odstranění uživatele:
Vyberte uživatele
1
Klikněte na tlačítko „Odstranit uživatele“
2
Potvrďte bezpečnostní dotaz stisknutím tlačítka OK
3
Vytvoření uživatele:
Klikněte na tlačítko „Vytvořit nového uživatele“
1
Zadejte údaje o uživateli
2
Potvrďte operaci stisknutím tlačítka OK
3
Role uživatelů Stávající role uživatelů lze zobrazit, upravovat a odstraňovat. Lze také vytvářet
nové role uživatelů.
Zobrazení/změna role uživatelů:
Vyberte roli uživatelů
1
Změňte údaje o roli uživatelů přímo v zobrazovacím poli
2
Uložte změny
3
46
Roli „Administrator“ nelze změnit.
Odstranění role uživatelů:
Vyberte roli uživatelů
1
Klikněte na tlačítko „Odstranit roli uživatelů“
2
Potvrďte bezpečnostní dotaz stisknutím tlačítka OK
3
Role „Administrator“ a „locked“ nelze odstranit.
Vytvoření role uživatelů:
Klikněte na tlačítko „Vytvořit novou roli uživatelů“
1
Zadejte název role, převezměte hodnoty
2
Potvrďte operaci stisknutím tlačítka OK
3
Export a import Export uživatelů a rolí uživatelů WeldCube Connectoru
Klikněte na „Export“
1
Správa uživatelů WeldCube Connectoru bude uložena ve složce Stažené soubory
v počítači.
Formát souboru: userbackup_SNxxxxxxxx_RRRR_MM_DD_hhmmss.user
SN = sériové číslo, RRRR = rok, MM = měsíc, DD = den
hh = hodiny, mm = minuty, ss = sekundy
Import uživatelů a rolí uživatelů WeldCube Connectoru
Klikněte na „Vyhledat soubor uživatelských dat“
1
Vyberte soubor a klikněte na „Otevřít“
2
Klikněte na „Import“
3
CS
Správa uživatelů bude uložena ve WeldCube Connectoru.
CENTRUM Aktivace serveru CENTRUM
(CENTRUM = Central User Management)
Aktivujte server CENTRUM
1
Do zadávacího pole zadejte doménový název nebo adresu IP serveru, na který
2
byl nainstalován software Central User Management.
Je-li použit doménový název, musí být v nastavení sítě WeldCube Connectoru
konfigurován platný server DNS.
Klikněte na tlačítko „Ověřit server“
3
Zkontroluje se dostupnost zadaného serveru.
Uložte změny
4
47

Přehled
Přehled V položce Přehled se zobrazí komponenty a možnosti WeldCube Connectoru se
všemi dostupnými informacemi, např. verzí firmwaru, číslem položky, sériovým
číslem, datem výroby apod.
Otevřít všechny
skupiny / Sbalit
všechny skupiny
Uložení souboru
XML
Po klepnutí na tlačítko „Otevřít všechny skupiny“ se zobrazí další podrobnosti k
jednotlivým komponentám.
Příklad SCU1:
číslo položky
-
SCU1
-
číslo položky, sériové číslo, datum výroby
bootloader: verze
verze image
licence
-
Po klepnutí na tlačítko „Sbalit všechny skupiny“ budou podrobnosti systémových
komponent znovu deaktivovány.
Po klepnutí na tlačítko „Uložit jako soubor XML“ se z podrobností systémových
komponent vytvoří soubor XML. Tento soubor XML můžete otevřít nebo uložit.
48

Aktualizace
Aktualizace V položce Aktualizace je možné aktualizovat firmware WeldCube Connectoru.
Zobrazí se aktuální verze firmwaru.
Aktualizace firmwaru WeldCube Connectoru:
Uspořádejte a uložte aktualizační soubor
1
Chcete-li spustit aktualizaci, klepněte na možnost „Najít aktualizační soubor“
2
Vyberte aktualizační soubor
3
Klepněte na možnost „Provést aktualizaci“
Po úspěšné aktualizaci se zobrazí příslušné potvrzení.
CS
Vyhledání aktualizačního souboru (provedení aktualizace)
Klepněte na možnost „Najít aktualizační soubor“ a vyberte požadovaný firm-
1
ware (*.ffw)
Klepněte na možnost „Otevřít“
2
Zvolený aktualizační soubor se zobrazí na webové stránce SmartManager pod
položkou Update (Aktualizace).
Klepněte na možnost „Provést aktualizaci“
3
Zobrazí se průběh procesu aktualizace.
Po dosažení 100 % se zobrazí dotaz na restart svařovacího zdroje.
Během restartu není SmartManager dostupný.
Po restartu již nemusí být SmartManager dostupný.
Pokud vyberete možnost Ne, nové softwarové funkce budou aktivovány při dalším
zapnutí/vypnutí.
Po úspěšné aktualizaci se zobrazí potvrzení a aktuální verze firmwaru.
Poté se znovu přihlaste ke SmartManageru.
49

Fronius WeldConnect
V položce Update (Aktualizace) je také možné vyvolat mobilní použití Fronius
WeldConnect. Fronius WeldConnect podporuje svářeče, konstruktéry a plánovače při odhadování nejrůznějších parametrů svařování.
Fronius WeldConnect
Fronius WeldConnect je k dispozici:
WeldConnect online (přímý odkaz)
-
jako aplikace pro Android
-
jako aplikace pro Apple/IOS
-
Nalezené parametry mobilního použití je možné přenést prostřednictvím připojení WLAN jako svařovací programový blok do svařovacího zdroje (je nutné zadat
adresu IP).
50
Diagnostika a odstraňování závad
Indikace chyb Chyba je indikována červeně svítící nebo červeně blikající stavovou kontrolkou
LED na WeldCube Connectoru.
Chybu je možné zkontrolovat v záznamech SmartManageru nebo WeldCube Premium.
CS
Diagnostika a
odstraňování
závad
4
Tištěný spoj senzoru nebyl rozpoznán
Příčina:
Odstranění:
53
Záložní zdroj WeldCube Connectoru není dostupný
Příčina:
Odstranění:
UPOZORNĚNĹ!
Pokud není k dispozici záložní zdroj, může odpojení elektrického napájení vést
ke ztrátě zaznamenaných svařovacích dat za posledních 24 hodin!
Trvalé připojení WeldCube Connectoru k zařízení WeldCube Premium může v
▶
případě poruchy omezit ztrátu zaznamenaných svařovacích dat.
56
Provozní teplota WeldCube Connectoru je mimo přípustný rozsah
Chyba připojení k tištěnému spoji senzoru
Informujte servisní službu společnosti Fronius
Záložní zdroj je vadný.
Informujte servisní službu společnosti Fronius
Příčina:
Odstranění:
Příčina:
Odstranění:
57
Čas a datum nejsou nastavené
Příčina:
Odstranění:
Vnitřní teplota WeldCube Connectoru je příliš nízká nebo příliš
vysoká
Změňte umístění WeldCube Connectoru
Špatný kontakt kvůli zoxidovaným nebo poškozeným kontaktním plochám proudového konektoru
Vyčištění nebo výměna proudové zástrčky
Čas a datum nejsou nastavené
Nastavení času a data (např. ve SmartManageru nebo prostřed-
nictvím aplikace Fronius WeldConnect)
51
Péče, údržba a likvidace odpadu
Bezpečnost
VAROVÁNÍ!
Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací.
Následkem mohou být těžká poranění a materiální škody.
Veškeré práce popsané v tomto dokumentu smí provádět jen technicky
▶
vyškolený odborný personál.
Tento dokument je nutné v plném rozsahu přečíst a porozumět mu.
▶
Je nutné přečíst všechny bezpečnostní předpisy a uživatelskou dokumentaci
▶
k tomuto přístroji a všem systémovým komponentám a porozumět jim.
VAROVÁNÍ!
Nebezpečí zásahu elektrickým proudem.
Následkem mohou být těžká poranění a materiální škody.
Před zahájením prací vypněte všechny začleněné přístroje a komponenty a
▶
odpojte je od elektrické sítě.
Zajistěte všechny začleněné přístroje a komponenty proti opětovnému za-
▶
pnutí.
Po otevření přístroje se pomocí vhodného měřicího přístroje ujistěte, že
▶
součásti, které mohou mít elektrický náboj (např. kondenzátory), jsou vybité.
VAROVÁNÍ!
Nebezpečí v důsledku nedostatečného propojení ochranného vodiče.
Následkem mohou být těžká poranění a materiální škody.
Šrouby pláště představují vhodné vodivé spojení s ochranným vodičem pro
▶
uzemnění pláště.
Šrouby pláště nelze v žádném případě nahradit jinými šrouby bez spoleh-
▶
livého připojení ochranného vodiče.
Měsíční údržba Drátový senzor Euro nebo drátový senzor vestavěný do zdrojů TransSteel / VR
5000 kontrolujte měsíčně, v případě potřeby vyčistěte stlačeným vzduchem do
max. 5 barů
Kalibrace Společnost Fronius by měla jednou ročně zkalibrovat WeldCube Connector pod-
le normy IEC 60974-14.
Likvidace odpadu
Likvidace odpadu musí být provedena v souladu s platnými národními a místními
předpisy.
52

Technické údaje
CS
WeldCube Connector
Rozsah měření svařovacího proudu
Pulzní
Konstantní
Dovolené zatížení
Trvalý proud
Pulzní proud
Rozsah měření svařovacího napětí 0 - 141 V
Frekvence měření *
(svařovací proud / svařovací napětí)
Prahové hodnoty pro zaznamenávání
svařovacích dat
Konec oblouku ***
Elektrické napájení PoE+ / 30 W
Krytí IP 44
Izolační třída B
500 A / 60 % ED
400 A / 100 % ED
> 8 A / > 100 ms **
< 8 A / > 500 ms
podle IEEE802.3at
0 - 700 A
0 - 500 A
max. 700 A
10 kHz
Emisní třída EMC
(podle EN/IEC 60974-10)
Rozměry pláště d x š x v 225 x 140 x 90 mm
Délka zemnicího kabelu (plášť – vnější
hrana bajonetového konektoru, bez
kolíku)
Hmotnost 3 kg
Certifikace CE, CSA
* Dokumentace se vytváří prostřednictvím středních hodnot podle nasta-
veného intervalu zaznamenávání.
Nastavení intervalu zaznamenávání viz str. 42.
** Celkové svařování by mělo být > 100 ms.
*** WeldCube Connector nedetekuje odtržení oblouku.
Odtržení oblouku > 0,5 s se považuje za vlastní svařování.
ED = dovolené zatížení
125 cm
B
53

Drátový senzor
Průměr drátu 0,8 - 2,0 mm
Rychlost drátu max. 30 m/min
Dovolené zatížení 500 A / 60 % ED
400 A / 100 % ED
Délka měřicího kabelu 2 m
ED = dovolené zatížení
54

CS
55

Fronius International GmbH
Froniusstraße 1
4643 Pettenbach
Austria
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the adresses
of all Fronius Sales & Service Partners and locations.
spareparts.fronius.com
SPAREPARTS
ONLINE
 Loading...
Loading...