

Page 1
/ Battery Charging Systems / Welding Technology / Solar Electronics
VarioSynergic 3400
VarioSynergic 4000
VarioSynergic 5000
Návod na obsluhu
Zoznam náhradných dielov
SK
Prúdový zdroj MIG/MAG
Instrukcja obsługi
Listy części zamiennych
PL
Źródło prądu spawalniczego MIG/
MAG
42,0410,1752 010-01122016
Page 2

Page 3

Vážená čitateľka, vážený čitateľ
Úvod
Ďakujeme vám za prejavenú dôveru a blahoželáme vám ku kúpe technicky vysoko
kvalitného výrobku značky Fronius. Tento návod vám pomôže dokonale sa s ním zoznámiť. Ak si ho starostlivo preštudujete, spoznáte rôznorodé možnosti vášho výrobku
značky Fronius. Iba tak dokážete maximálne využiť všetky jeho výhody.
Prosíme vás aj o striktné dodržiavanie bezpečnostných predpisov a o zvýšenie bezpečnosti na mieste inštalácie vášho výrobku. Starostlivým zaobchádzaním s vašim
výrobkom zaručíte jeho dlhodobú kvalitu, spoľahlivosť a životnosť. To všetko sú dôležité
predpoklady vynikajúcich výsledkov.
SK
ud_fr_st_et_01507 012012
Page 4

Page 5
Bezpečnostné predpisy
NEBEZPEČENSTVO!
VÝSTRAHA !
OPATRNE!
UPOZORNENIE !
Dôležité upozornenie!
„NEBEZPEČENSTVO!“ Označuje bezprostredne hroziace nebezpečenst-
vo. Ak sa mu nezabráni, dôsledkom sú smrteľné následky alebo najťažšie
zranenia.
„VÝSTRAHA!“ Označuje potenciálne nebezpečnú situáciu. Ak sa jej
nezabráni, dôsledkom môže byť smrť alebo najťažšie zranenia.
„OPATRNE !“
dôsledkom môžu byť ľahké alebo nepatrné zranenia, ako aj materiálne škody.
„UPOZORNENIE !“ Označuje riziko nepriaznivo ovplyvnených pracovných
výsledkov a možných poškodení výbavy.
„Dôležité !“ Označuje tipy na použitie a iné zvlášť užitočné informácie. Toto nie je
návestné slovo pre škodlivú alebo nebezpečnú situáciu.
Keď vidíte niektorý zo symbolov, vyobrazených v kapitole „Bezpečnostné predpisy“, je
potrebná zvýšená obozretnosť.
Označuje potenciálne škodlivú situáciu. Ak sa jej nezabráni,
SK
Všeobecné
informácie
Zariadenie je vyhotovené na úrovni súčasného stavu techniky a uznávaných
bezpečnostno-technických predpisov. Predsa však pri chybnej obsluhe alebo
zneužití hrozí nebezpečenstvo ohrozenia
- života a zdravia obslužného pracovníka alebo ďalších,
- zariadenia a iných vecných hodnôt prevádzkovateľa,
- efektívnej práce s týmto zariadením.
Všetky osoby, ktoré sú poverené uvedením do prevádzky, obsluhou, údržbou
a udržiavaním tohto zariadenia, musia
-byť zodpovedajúco kvalifikované,
-mať znalosti zo zvárania a
- kompletne si prečítať tento návod na obsluhu a postupovať presne podľa
neho.
Tento návod na obsluhu treba neustále mať uložený v mieste použitia zariadenia. Na doplnenie k tomuto návodu na obsluhu treba dať k dispozícii
a dodržiavať všeobecne platné, ako aj miestne predpisy na prevenciu úrazov
a ochranu životného prostredia.
Všetky bezpečnostné pokyny a upozornenia na nebezpečenstvo na zariadení
- udržiavať v čitateľnom stave
- nepoškodzovať
- neodstraňovať
- neprikrývať, neprelepovať a tiež nepremaľovávať.
Polohy bezpečnostných pokynov a upozornení na nebezpečenstvo na zariadení nájdete v kapitole „Všeobecné“ v návode na obsluhu vášho zariadenia.
Pred zapnutím zariadenia treba odstrániť poruchy, ktoré môžu nepriaznivo
ovplyvniť bezpečnosť.
Ide o vašu bezpečnosť !
I
ud_fr_st_sv_01508 012013
Page 6
Použitie, primerané danému
určeniu
Prístroj treba použiť výlučne na práce v zmysle použitia, primeraného danému určeniu.
Zariadenie je určené výlučne pre zváracie postupy uvedené na výkonovom
štítku.
Iné použitie, alebo použitie presahujúce tento rámec, sa považuje za použitie
neprimerané danému určeniu. Za škody z tohto vzniknuté výrobca neručí.
K použitiu, primeranému danému určeniu, patrí tiež
- kompletné prečítanie a dodržiavanie všetkých pokynov návodu na obsluhu
- kompletné prečítanie a dodržiavanie všetkých bezpečnostných pokynov
a upozornení na nebezpečenstvo
- dodržiavanie inšpekčných a údržbárskych prác.
Zariadenie nikdy nepoužiť na nasledujúce aplikácie:
- roztápanie potrubí
- nabíjanie batérií/akumulátorov
- štartovanie motorov
Zariadenie je nadimenzované na prevádzkovanie v priemysle
a živnostenskom sektore. Za poškodenia, vyplývajúce z použitia v obytnej
oblasti, výrobca neručí.
Výrobca v žiadnom prípade nepreberá ručenie za nedostatočné alebo
chybné pracovné výsledky.
Okolité podmienky
Povinnosti
prevádzkovateľa
Prevádzkovanie alebo skladovanie zariadenia mimo uvedenej oblasti je
považované za neprimerané danému určeniu. Za škody z tohto vzniknuté
výrobca neručí.
Teplotný rozsah okolitého vzduchu:
- pri prevádzkovaní: -10 °C až + 40 °C (14 °F až 104 °F)
- pri preprave a skladovaní: - 25 °C až + 55 °C (-13 °F až 131 °F)
Relatívna vlhkosť vzduchu:
- až 50 % pri 40 °C (104 °F)
- až 90 % pri 20 °C (68 °F)
Okolitý vzduch: bez prachu, kyselín, koróznych plynov alebo substancií, atď.
Výšková poloha nad hladinou mora: do 2000 m (6500 ft)
Prevádzkovateľ sa zaväzuje na zariadení nechať pracovať iba osoby, ktoré
- sú oboznámené so základnými predpismi o pracovnej bezpečnosti
a prevencii úrazov a sú zaučené do manipulácie so zariadením
- prečítali si kapitolu „Bezpečnostné predpisy“ a výstražné upozornenia
v tomto návode na obsluhu, porozumeli im a toto potvrdili svojim podpisom
- sú vyškolené v súlade s požiadavkami na pracovné výsledky.
ud_fr_st_sv_01508 012013
Bezpečnostnú informovanosť personálu treba v pravidelných intervaloch
kontrolovať.
II
Page 7

Povinnosti
personálu
Všetky osoby, ktoré sú poverené prácami na zariadení, sa zaväzujú pred
začiatkom práce
- dodržiavať základné predpisy bezpečnosti pri práci a prevencie úrazov
- prečítať si kapitolu „Bezpečnostné predpisy“ a výstražné upozornenia
v tomto návode na obsluhu a svojim podpisom potvrdiť, že jej porozumeli
a že ju budú dodržiavať.
Pred opustením pracoviska zabezpečiť,aby aj v neprítomnosti nemohlo
dochádzať k žiadnym personálnym a vecným škodám.
Sieťová prípojka
Vlastná ochrana
a ochrana
ďalších osôb
Zariadenia s vysokým príkonom môžu svojim prúdovým odberom negatívne
ovplyvňovať kvalitu energie v sieti.
Niektorých zariadení sa to môže dotýkať vo forme:
- Pripojovacích obmedzení
- Požiadaviek súvisiacich s maximálnou dovolenou sieťovou impedanciou
*)
- Požiadaviek súvisiacich s minimálnym požadovaným skratovým výko-
*)
nom
*)
vždy v mieste pripojenia k verejnej sieti
pozri technické údaje
V tomto prípade sa prevádzkovateľ alebo používateľ zariadenia musí uistiť, či
sa zariadenie môže pripojiť. Podľa potreby je potrebné poradiť sa s energetickým rozvodným podnikom.
Pri zváraní sa vystavujete početným ohrozeniam, ako napr.:
- úlet iskier, dookola poletujúce horúce častice kovov
- žiarenie elektrického oblúka, poškodzujúce zrak a pokožku
- škodlivé elektromagnetické polia, ktoré pre nositeľov kardiostimulátorov
znamenajú ohrozenie života
SK
- elektrické ohrozenie na základe sieťového a zváracieho prúdu
- zvýšené zaťaženie hlukom
- škodlivý dym a plyny zo zvárania
Osoby, ktoré pracujú počas operácie zvárania na obrobku, musia používať
vhodný ochranný odev s nasledujúcimi vlastnosťami:
- ťažko vznietitelný
- izolujúci a suchý
- pokrývajúci celé telo, nepoškodený a v dobrom stave
- ochranná prilba
- nohavice bez manžiet
III
ud_fr_st_sv_01508 012013
Page 8
Vlastná ochrana
a ochrana
ďalších osôb
(pokračovanie)
Za súčasť ochranného odevu sa okrem iného považuje:
-Oči a tvár chrániť ochranným štítom s predpisovou filtračnou vložkou
pred ultrafialovým žiarením, horúčavou a úletom iskier.
- Za ochranným štítom nosiť predpisové ochranné okuliare so stranovou
ochranou.
- Nosiť pevnú obuv, izolovanú aj na špičke
- Ruky chrániť vhodnými rukavicami (elektricky izolujúce, ochrana pred
horúčavou).
- Na zníženie zaťaženia hlukom a na ochranu pred zraneniami nosiť
ochranu sluchu.
Osoby, predovšetkým deti, držať v dostatočnej vzdialenosti počas prevádzkovania týchto zariadení a počas procesu zvárania. Ak sa však predsa
v blízkosti nachádzajú osoby
- tieto poučiť o všetkých ohrozeniach (nebezpečenstvo oslepnutia od
elektrického oblúka, nebezpečenstvo zranení na základe úletu iskier,
zdravotne škodlivý dym zo zvárania, zaťaženie hlukom, možné ohrozenie
od sieťového alebo zváracieho prúdu, ...),
-dať k dispozícii vhodné ochranné prostriedky alebo
- postaviť vhodné ochranné steny alebo závesy.
Informácie o
hodnotách
hlučnosti
Nebezpečenstvo
spôsobované
škodlivými
plynmi a parami
Maximálna hladina akustického tlaku vyžarovaného týmto zariadením je < 80
dB(A) (ref. 1 pW) pri chode naprázdno a počas ochladzovacej fázy po prevádzke, pri maximálnom dovolenom pracovnom bode a normovanom
zaťažení podľa EN 60974-1.
Konkrétna hodnota emisií pri zváraní (a rezaní) pre určité pracovisko sa nedá
špecifikovať, pretože je určovaná postupom a okolitými podmienkami. Závisí
od najrôznejších parametrov, ako je napr. zvárací postup (zváranie MIG/MAG,
WIG), zvolený druh prúdu (jednosmerný prúd, striedavý prúd), výkonový
rozsah, druh zváraného materiálu, rezonančné správanie obrobku, okolie
pracoviska a pod.
Plyn vznikajúci pri zváraní obsahuje zdravotne škodlivé plyny a výpary.
Dym zo zvárania obsahuje substancie, ktoré podľa konkrétnych okolností
môžu zapríčiniť poškodenia plodu a rakovinu.
Hlavu držať mimo zóny tvorby dymu a plynov zo zvárania.
Vzniká dym aj škodlivé plyny
- nevdychovať
- odsávať z pracovnej oblasti vhodnými prostriedkami.
ud_fr_st_sv_01508 012013
Postarať sa o dostatočné privádzanie čerstvého vzduchu.
Pri nedostatočnom vetraní použiť dýchaciu ochrannú masku s privádzaním
vzduchu.
V prípade neistoty ohľadom toho, či odsávaný výkon postačuje, namerané
hodnoty emisií škodlivín porovnajte s prípustnými medznými hodnotami.
Ak sa nezvára, ventil fľaše s ochranným plynom treba zatvoriť alebo centrálne napájanie plynom zatvoriť.
IV
Page 9

Nebezpečenstvo
spôsobované
škodlivými
plynmi a parami
(pokračovanie)
Za stupeň škodlivosti dymu zo zvárania sú okrem iného zodpovedné nasledujúce zložky:
- kovy použité na obrobok
- elektródy
- povlaky
- čističe, odmasťovače a podobne
Preto treba zohľadniť zodpovedajúce karty bezpečnostných údajov k daným
materiálom a údaje výrobcov k uvádzaným zložkám.
Zápalné pary (napr. výpary z rozpúšťadiel) držať v dostatočnej vzdialenosti
od oblasti žiarenia elektrického oblúka.
Nebezpečenstvo
v dôsledku úletu
iskier
Nebezpečenstvá
spôsobované
sieťovým
a zváracím
prúdom
Úlet iskier môže vyvolať požiare a explózie.
Nikdy nezvárať v blízkosti horľavých materiálov.
Horľavé materiály musia byť vzdialené od elektrického oblúka prinajmenšom
11 metrov (35 ft.) alebo musia byť prikryté odskúšaným krytom.
Treba mať pripravené vhodné odskúšané hasiace prístroje.
Iskry a horúce častice kovov sa môžu aj cez malé škáry a otvory dostať do
okolitých priestorov. Zabezpečiť zodpovedajúce opatrenia, aby napriek tomu
nevznikalo žiadne riziko zranení a požiarov.
Nezvárať v požiarne a explózne ohrozených oblastiach a na uzavretých
nádržiach, sudoch alebo potrubiach, ak tieto nie sú riadne pripravené podľa
zodpovedajúcich národných a medzinárodných noriem.
Na nádobách, v ktorých sú/boli skladované plyny, palivá, minerálne oleja
a podobne, sa nesmie zvárať. S ohľadom na ich zvyšky existuje nebezpečenstvo explózie.
Zasiahnutie elektrickým prúdom je v zásade životu nebezpečné a môže byť
smrteľné.
Nedotýkať sa častí pod napätím v rámci zariadenia alebo mimo neho.
Pri zváraní MIG/MAG a WIG je pod napätím aj zvárací drôt, cievka drôtu,
hnacie kladky, ako aj kovové časti, ktoré sú v kontakte so zváracím drôtom.
SK
Posuv drôtu vždy postavte na dostatočne izolovaný podklad, alebo použite
vhodné, izolujúce uchytenie posuvu drôtu.
Postarajte sa o vhodnú vlastnú ochranu a ochranu ďalších osôb prostredníctvom suchej podložky alebo krytovania, dostatočne izolujúcej voči zemniacemu potenciálu alebo potenciálu kostry. Táto podložka alebo krytovanie musí
úplne pokrývať celú oblasť medzi telom a zemniacim potenciálom alebo
potenciálom kostry.
Všetky káble a vodiče musia byť pevné, nepoškodené, zaizolované
a dostatočne nadimenzované. Voľné spojenia, pripálené, poškodené alebo
poddimenzované káble a vodiče ihneď vymeniť.
Káble alebo vodiče neovíjať okolo tela alebo častí tela.
V
ud_fr_st_sv_01508 012013
Page 10

Nebezpečenstvá
spôsobované
sieťovým
a zváracím
prúdom
(pokračovanie)
Zváraciu elektródu (tyčkovú elektródu, volfrámovú elektródu, zvárací drôt, ...)
- nikdy kvôli ochladeniu neponárať do kvapalín
- nikdy sa jej nedotýkať pri zapnutom prúdovom zdroji.
Medzi zváracími elektródami dvojice zváracích zariadení sa môže napríklad
vyskytovať dvojnásobné napätie chodu naprázdno jedného zváracieho
zariadenia. Pri súčasnom dotyku potenciálov oboch elektród existuje podľa
okolností nebezpečenstvo ohrozenia života.
Sieťový prívod a prívod k zariadeniu nechajte pravidelne prekontrolovať
odborným elektrikárom ohľadom funkčnej spôsobilosti ochranného vodiča.
Zariadenie prevádzkovať iba na sieti s ochranným vodičom a so zásuvkou
s kontaktom ochranného vodiča.
Ak sa zariadenie prevádzkuje na sieti bez ochranného vodiča a na zásuvke
bez kontaktu ochranného vodiča, je to považované za hrubú nedbalosť. Za
škody z tohto vzniknuté výrobca neručí.
Ak je to potrebné, vhodnými prostriedkami sa postarajte o dostatočné uzemnenie obrobku.
Nepoužité zariadenia vypnite.
Pri prácach vo väčšej výške noste bezpečnostný postroj na zaistenie proti
pádu.
Blúdivé zváracie
prúdy
Pred prácami na zariadení treba toto zariadenie vypnúť a vytiahnuť sieťovú
zástrčku.
Zariadenie prostredníctvom zretelne čitateľného a zrozumiteľného
výstražného štítka zaistite proti zasunutiu sieťovej zástrčky a proti opätovnému zapnutiu.
Po otvorení zariadenia:
- vybiť všetky konštrukčné časti, ktoré akumulujú elektrický náboj
- zabezpečiť, aby všetky komponenty zariadenia boli v bezprúdovom
stave.
Ak sú potrebné práce na častiach pod napätím, treba privolať druhú osobu,
ktorá včas vypne hlavný spínač.
Ak sa ďalej uvádzané upozornenia nerešpektujú, je možný vznik blúdivých
zváracích prúdov, ktoré môžu zapríčiniť nasledovné:
- nebezpečenstvo vzniku požiaru
- prehriate konštrukčných častí, ktoré sú spojené s obrobkom
- porušenie ochranných vodičov
- poškodenie zariadenia a iných elektrických zariadení
Postarajte sa o pevné spojenie zvierky na obrobku s týmto obrobkom.
ud_fr_st_sv_01508 012013
Zvierku na obrobku pripevniť čo možno najbližšie k zváranému miestu.
Pri elektricky vodivých podlahách postaviť zariadenie s dostatočnou izoláciou
voči podlahe.
Pri použití prúdových rozvádzačov, dvojhlavových uchytení, atď. dbať na
nasledovné: Aj elektróda nepoužitého zváracieho horáka/držiaka elektródy je
pod napätím. Postarajte sa o dostatočne izolujúce uloženie nepoužitého
zváracieho horáka/držiaka elektródy.
VI
Page 11

Blúdivé zváracie
prúdy
(pokračovanie)
Pri automatických aplikáciách MIG/MAG drôtovú elektródu previesť iba
izolovane z nádoby so zvarovacím drôtom, z veľkokapacitnej cievky alebo
z cievky drôtu k posuvu drôtu.
Klasifikácia
zariadení podľa
EMK
Opatrenia v
oblasti elektromagnetickej
kompatibility
Zariadenia emisnej triedy A:
- sú určené len na použitie v priemyselnom prostredí
- v inom prostredí môžu spôsobovať rušenie po vedení a vyžarovaním v
závislosti od výkonu.
Zariadenia emisnej triedy B:
-spĺňajú požiadavky na emisie pre obytné a priemyselné prostredie. Platí
to aj pre obytné prostredie, v ktorom sa napájanie energiou zabezpečuje
z verejnej nízkonapäťovej siete.
Klasifikácia zaradení podľa EMK podľa typového štítku alebo technických
údajov
V osobitných prípadoch môže napriek dodržiavaniu normalizovaných medzných hodnôt emisií dochádzať k negatívnemu ovplyvňovaniu prostredia danej
aplikácie (napr. ak sa na mieste inštalácie nachádzajú citlivé zariadenia,
alebo ak sa miesto inštalácie nachádza v blízkosti rádiového alebo televízneho prijímača).
V tomto prípade je prevádzkovateľ povinný prijať primerané opatrenia na
odstránenie rušenia.
Podľa národných a medzinárodných ustanovení prekontrolujte a vyhodnoťte
možné problémy a odolnosť voči rušeniu zariadení v okolí:
- bezpečnostné zariadenia
- sieťové a signálne káble a tiež káble na prenos dát
- zariadenia na elektronické spracovanie dát a telekomunikačné zariadenia
- zariadenia na meranie a kalibráciu
SK
Podporné opatrenia na zabránenie problémom s elektromagnetickou kompatibilitou:
a) Sieťové napájanie
- Ak napriek predpisovému pripojeniu na sieť dochádza
k elektromagnetickým poruchám, zabezpečte prídavné opatrenia (napr.
použite vhodný sieťový filter).
b) Zváracie káble
-mať podľa možnosti čo najkratšie
- nechať prebiehať uložené tesne pri sebe (aj na zabránenie problémom
s elektromagnetickými poliami)
- uložiť v dostatočnej vzdialenosti vzdialené od iných vodičov
c) Vyrovnanie potenciálov
d) Uzemnenie obrobku
- Ak je to potrebné, vytvorte uzemňovacie spojenie cez vhodné kondenzátory.
e) Odtienenie, ak je to potrebné
- iné zariadenia v okolí odtieniť
- Odtieniť celú zváraciu inštaláciu
VII
ud_fr_st_sv_01508 012013
Page 12

Opatrenia
ohľadom elektromagnetických
polí
Eletromagnetické polia môžu zapríčiniť zdravotné poškodenia, ktoré ešte nie
sú známe:
-Účinky na zdravie osôb nachádzajúcich sa v bezprostrednej blízkosti,
napr. nositeľov kardiostimulátorov a pomôcok pre nedoslýchavých
- Nositelia kardiostimulátorov sa musia poradiť so svojim lekárom prv, než
sa budú zdržiavať v bezprostrednej blízkosti tohto zariadenia
a zváracieho procesu
- Z bezpečnostných dôvodov treba udržiavať podľa možnosti čo najväčšie
odstupy medzi zváracími káblami a hlavou/trupom zvárača
- Zváracie káble a hadicové balíky nenosiť prevesené cez plece a neovinúť
si ich okolo tela a častí tela
Zvláštne miesta
ohrozenia
Ruky, vlasy, kusy odevu a nástroje preč od pohyblivých častí, ako napr.:
- ventilátorov
- ozubených kolies
- kladiek
- hriadeľov
- cievok drôtu a zváracích drôtov
Nezasahovať do otáčajúcich sa ozubených kolies posuvu drôtu alebo do
otáčajúcich sa hnacích častí.
Krytovania a bočné časti sa smú otvárať / odstraňovať iba pri vykonávaní
údržby a opravárenských prác.
Počas prevádzkovania
- Zabezpečiť, aby boli všetky krytovania zatvorené a aby boli riadne namontované všetky bočné časti.
- Všetky krytovania a bočné časti udržiavať v zatvorenom stave.
Výstup zváracieho drôtu zo zváracieho horáka spôsobuje vysoké riziko
zranení (prepichnutie pokožky, zranenie tváre a očí, ...). Preto treba horák
držať v smere od tela (zariadenia s posuvom drôtu).
Nedotýkajte sa obrobku počas zvárania ani po ňom – nebezpečenstvo
popálenia.
ud_fr_st_sv_01508 012013
Z chladnúcich obrobkov môže odskočiť troska. Preto aj pri dodatočných
prácach na obrobkoch noste predpísanú ochrannú výbavu a postarajte sa
o dostatočnú ochranu iných osôb.
Zváracie horáky a iné komponenty výbavy s vysokou prevádzkovou teplotou
nechajte ochladiť prv, než sa na nich bude pracovať.
V požiarne a explózne ohrozených priestoroch platia špeciálne predpisy –
dodržať zodpovedajúce národné a medzinárodné ustanovenia.
Prúdové zdroje pre prácu v priestoroch so zvýšeným elektrickým ohrozením
(napr. kotly) musia byť vyznačené znakom (Safety). Prúdový zdroj sa však
nesmie nachádzať v takýchto priestoroch.
Nebezpečenstvo obarenia od uniknutej chladiacej kvapaliny. Pred nasunutím
prípojov pre výtok alebo spätný prítok vody treba chladiace zariadenie
vypnúť.
VIII
Page 13

Zvláštne miesta
ohrozenia
(pokračovanie)
Pri prenášaní zariadení žeriavom použiť iba vhodné prostriedky na uchytenie
bremena od výrobcu.
-Reťaze alebo laná zavesiť na všetkých závesných bodoch vhodného
prostriedku na uchytenie bremena.
-Reťaze alebo laná musia byť polohované s čo možno najmenším uhlom
vzhľadom na zvislicu.
- Odstrániť plynovú fľašu a posuv drôtu (zariadenia MIG/MAG a WIG).
Pri zavesení posuvu drôtu na žeriav počas zvárania použiť vždy vhodný
izolujúci záves posuvu drôtu (zariadenia MIG/MAG a WIG).
Ak je zariadenie vybavené nosným popruhom alebo nosnou rukoväťou, tie
slúžia výlučne na ručné prenášanie. Pre prenášanie pomocou žeriavu,
vidlicového vozíka alebo inými mechanickými zdvíhadlami nie je tento nosný
popruh vhodný.
Je potrebné skontrolovat všetky viazacie prostriedky (popruhy, spony, retaze
atd.), ktoré sa používajú v súvislosti so zariadením alebo jeho komponentmi
(napr. ohladne mechanických poškodení, korózie alebo zmien spôsobených
poveternostnými vplyvmi).
Interval a rozsah kontroly musia zodpovedat minimálne platným národným
normám a smerniciam.
Pri použití adaptéra na pripojenie ochranného plynu hrozí nebezpečenstvo
nespozorovaného úniku bezfarebného ochranného plynu bez zápachu. Závit
adaptéra zo strany zariadenia na pripojenie ochranného plynu treba pred
montážou utesniť pomocou vhodnej teflónovej pásky.
SK
Negatívne vplyvy
na výsledky
zvárania
Ohrozenie na
základe použitia
fliaš
s ochranným
plynom
Pre riadnu a bezpečnú funkciu zváracieho systému je potrebné splniť nasledujúce zadania ohľadom kvality ochranného plynu:
-veľkosť častíc pevných látok <40µm,
- tlakový rosný bod <-20°C,
- max. obsah oleja <25mg/mł.
V prípade potreby treba použiť filtre.
UPOZORNENIE! Nebezpečenstvo znečistenia vzniká predovšetkým v
okružných vedeniach.
Fľaše ochranného plynu obsahujú plyn pod tlakom a pri poškodení môžu
explodovať. Keďže tieto fľaše s ochranným plynom sú súčasťou zváračskej
výbavy, musí sa s nimi narábať veľmi opatrne.
Fľaše ochranného plynu so stlačeným plynom chráňte pred prílišnou horúčavou, mechanickými nárazmi, troskou, otvoreným plameňom, iskrami
a elektrickým oblúkom.
Fľaše s ochranným plynom namontujte do zvislej polohy a upevnite podľa
návodu, aby sa nemohli prevrátiť.
Fľaše s ochranným plynom neuchovávajte v blízkosti zváracích alebo iných
elektrických prúdových obvodov.
Zvárací horák nikdy nevešajte na fľašu s ochranným plynom.
Fľaše s ochranným plynom sa nikdy nedotýkajte zváracou elektródou.
IX
ud_fr_st_sv_01508 012013
Page 14

Ohrozenie na
základe použitia
fliaš s ochranným
plynom
(pokračovanie)
Nebezpečenstvo explózií, nikdy nezvárajte na fľaši s ochranným plynom pod
tlakom.
Vždy použite iba vhodné fľaše s ochranným plynom na príslušnú aplikáciu
a k tomu sa hodiace príslušenstvo (regulátor, hadice a armatúry, ...). Fľaše
s ochranným plynom a príslušenstvo používajte iba ak sú v dobrom stave.
Pri otváraní ventilu fľaše s ochranným plynom odvráťte tvár od vývodu.
Ak sa nezvára, ventil fľaše s ochranným plynom treba zatvoriť.
Na ventile nepripojenej fľaše s ochranným plynom nechávajte kryt.
Postupujte podľa údajov výrobcu, ako aj zodpovedajúcich národných a
medzinárodných ustanovení pre fľaše s ochranným plynom a časti príslušenstva.
Bezpečnostné
opatrenia
v mieste naištalovania a pri preprave
Prevracajúce sa zariadenie môže znamenať nebezpečenstvo ohrozenia
života: Zariadenie stabilne postavte na rovný pevný poklad
- Je prípustný uhol sklonu maximálne 10°.
V požiarne a explózne ohrozených priestoroch platia zvláštne predpisy
- rešpektujte zodpovedajúce národné a medzinárodné ustanovenia.
Vnútroprevádzkovými pokynmi a kontrolami zabezpečte, aby bolo okolie
pracoviska vždy čisté a prehľadné.
Prístroj postavte a prevádzkujte iba podľa podmienok pre krytie, uvádzané
na výkonovom štítku.
Po postavení zariadenia zabezpečiť odstup dookola 0,5 m (1 ft. 7.69 in.), aby
chladiaci vzduch mohol nerušene vstupovať a vystupovať.
Pri preprave zariadenia sa postarajte, aby sa dodržali platné národné
a regionálne smernice a predpisy na prevenciu úrazov. Platí to špeciálne pre
smernice ohľadom ohrozenia pri transporte a preprave.
Pred každým transportom zariadenia treba chladiace médium úplne vypustiť,
a tiež demontovať nasledujúce komponenty:
- posuv drôtu
- cievku s drôtom
-fľašu s ochranným plynom
ud_fr_st_sv_01508 012013
Pred uvedením do prevádzky, po preprave sa bezpodmienečne musí vykonať vizuálna kontrola zariadenia ohľadom poškodení. Akékoľvek poškodenia
treba pred uvedením do prevádzky dať opraviť vyškolenému servisnému
personálu.
X
Page 15

Bezpečnostné
opatrenia
v normálnom
režime prevádzky
Zariadenie prevádzkovať iba vtedy, ak sú všetky ochranné zariadenia plne
funkčné. Ak ochranné zariadenia nie sú plne funkčné, existuje nebezpečenstvo
- ohrozenia života a zdravia obslužného pracovníka alebo iných osôb,
- ohrozenia zariadenia a iných vecných hodnôt prevádzkovateľa
- ohrozenia efektívnej práce s týmto zariadením.
Nie plne funkčné bezpečnostné zariadenia treba pred zapnutím zariadenia
opraviť.
Ochranné zariadenia nikdy neobchádzajte a nevyraďujte z prevádzky.
Pred zapnutím zariadenia zaistite, aby nikto nemohol byť ohrozený.
- Zariadenie prinajmenšom raz za týždeň prekontrolujte ohľadom zvonku
rozoznateľných poškodení a funkčnej spôsobilosti bezpečnostných
zariadení.
-Fľašu s ochranným plynom vždy dobre upevnite a pred prenášaním
žeriavom sa musí zložiť najprv.
- Na základe vlastností (elektrická vodivosť, ochrana proti mrazu, kompatibilita s materiálmi, horľavosť, ...) je pre použitie v našich zariadeniach
vhodné iba originálne chladiace médium od výrobcu.
- Použávajte iba vhodné originálne chladiace médium od výrobcu.
- Originálne chladiace médium od výrobcu nemiešajte s inými chladiacimi
médiami.
- Ak pri použití iných chladiacich médií dôjde k poškodeniam, výrobca za
ne neručí a všetky záručné nároky zanikajú.
- Chladiace médium je za určitých predpokladov zápalné. Chladiace
médium prepravujte iba v uzatvorených originálnych nádobách
a neuchovávajte ho v blízkosti zápalných zdrojov.
- Opotrebované chladiace médium riadne zlikvidovať podľa požiadaviek
národných a medzinárodných predpisov. Kartu bezpečnostných údajov
dostanete vo vašom servisnom stredisku alebo cez internetovú stránku
výrobcu.
- Po ochladení zariadení treba pred začiatkom zvárania prekontrolovať
stav chladiaceho média.
SK
Údržba a opravy
Pri dielcoch z iných zdrojov nie je zaručené, že boli skonštruované
a vyrobené primerane danému namáhaniu a bezpečnosti. Používajte iba
originálne náhradné diely a diely podliehajúce zrýchlenému opotrebovaniu
(platí tiež pre normalizované diely).
Bez povolenia výrobcu nevykonávajte žiadne zmeny, osádzania alebo
prestavby na zariadení.
Ihneď vymeňte konštrukčné časti, ktoré nie sú v bezchybnom stave.
Pri objednávkach uvádzajte presný názov a registračné číslo podľa zoznamu
náhradných dielov, ako aj výrobné číslo vášho zariadenia.
XI
ud_fr_st_sv_01508 012013
Page 16

Bezpečnostnotechnická inšpekcia
Prevádzkovateľ odporúča najmenej raz za 12 mesiacov vykonať bezpečnostno-technickú inšpekciu zariadenia.
V priebehu toho istého intervalu 12 mesiacov odporúča výrobca kalibráciu
prúdových zdrojov.
Odporúča sa bezpečnostno-technická inšpekcia vykonaná preskúšaným
odborným elektrikárom
- po zmene
- po osádzaní alebo prestavbách
- po oprave, ošetrení a údržbe
- prinajmenšom každých 12 mesiacov.
Pri tejto bezpečnostno-technickej inšpekcii postupujte podľa zodpovedajúcich národných a medzinárodných noriem a smerníc.
Bližšie informácie pre bezpečnostno-technickú inšpekciu a kalibráciu získate
vo vašom servisnom stredisku. To Vám na požiadanie poskytne aj
požadované podklady.
Likvidácia
Označenie bezpečnosti
Neodhadzujte toto zariadenie do domového odpadu !
Podľa európskej smernice 2002/96/EG o elektrických a elektronických
starých prístrojoch a o ich uplatnení v národnom práve musia byť opotrebované elektrické nátroje zbierané separátne a odovzdané na enviromentálne
správne opätovné využitie. Zabezpečte, aby vaše použité zariadenie bolo
odovzdané späť vášmu výrobcovi alebo si zadovážte informácie o miestnom
systéme zberu a likvidácie.
Ignorovanie tejto Smernice EÚ môže viesť k potencionálnym dopadom na
životné prostredie a na vaše zdravie !
Zariadenia s označením CE spĺňajú základné požiadavky Smernice pre nízke
napätia a elektromagnetickú kompatibilitu (napr. relevantné normy pre
výrobky z radu noriem EN 60 974).
Zariadenia označené kontrolným znakom CSA spĺňajú požiadavky relevantných noriem pre Kanadu a USA.
Bezpečnosť dát
Autorské práva
ud_fr_st_sv_01508 012013
Za dátové zaistenie zmien oproti nastaveniam z výroby je zodpovedný
používateľ. V prípade vymazaných osobných nastavení výrobca neručí.
Autorské práva na tento návod na obsluhu zostávajú u výrobcu.
Text a vyobrazenia zodpovedajú technickému stavu pri zadaní do tlače.
Zmeny sú vyhradené. Obsah návodu na obsluhu nezakladá v žiadnom
prípade nároky zo strany kupujúceho. Za zlepšovacie návrhy a upozornenia
na chyby v tomto návode na obsluhu sme povd’ační.
XII
Page 17

Obsah
Všeobecné informácie................................................................................................................................... 3
Princíp činnosti typového radu zariadení VarioSynergic........................................................................... 3
Koncepcia zariadenia ............................................................................................................................... 3
Oblasti použitia......................................................................................................................................... 3
Popis ovládacích panelov.............................................................................................................................. 4
Všeobecne ............................................................................................................................................... 4
Ovládacie prvky na prúdovom zdroji ........................................................................................................ 4
Ovládacie prvky na vnútornej strane prúdového zdroja ........................................................................... 6
Ovládací panel na posuve drôtu VR 3000 / 3300 ..................................................................................... 8
Prípojné miesta a mechanické komponenty ................................................................................................. 9
Prúdový zdroj VS 3400/4000/5000 / posuv drôtu VR 3000/3300 ............................................................. 9
Pred uvedením do prevádzky .......................................................................................................................11
Všeobecne ..............................................................................................................................................11
Použitie zodpovedajúce určeniu zariadenia ............................................................................................11
Pokyny na inštalovanie............................................................................................................................ 11
Sieťová prípojka ......................................................................................................................................11
Uvedenie do prevádzky ............................................................................................................................... 12
Bezpečnosť ............................................................................................................................................ 12
Uvedenie do prevádzky .......................................................................................................................... 12
Používané symboly ................................................................................................................................ 12
Vytvorenie sieťovej prípojky ........................................................................................................................ 13
Všeobecne ............................................................................................................................................. 13
Predpísaný sieťový kábel .......................................................................................................................13
Pripojenie sieťového kábla .....................................................................................................................13
Kontrola / nastavenie sieťového napätia ................................................................................................ 14
Montáž chladiaceho zariadenia ................................................................................................................... 15
Všeobecne ............................................................................................................................................. 15
Chladiace zariadenie namontujte na kompaktné zariadenie. ................................................................. 15
Montáž chladiaceho zariadenia pri delenom vyhotovení ........................................................................ 16
Montáž spojovacieho hadicového balíka na prúdový zdroj .................................................................... 17
Spojenie posuvu drôtu s prúdovým zdrojom ............................................................................................... 17
Všeobecne ............................................................................................................................................. 17
Montáž spojovacieho hadicového balíka na posuv drôtu VR 3000 ........................................................ 18
Montáž spojovacieho hadicového balíka na posuv drôtu VR 3300 ........................................................ 18
Pripojenie zváracieho horáka / pripojenie plynovej fľaše............................................................................. 19
Pripojenie zváracieho horáku pre ručné zváranie MIG/MAG ................................................................. 19
Pripojenie plynovej fľaše ........................................................................................................................ 19
Uvedenie chladiaceho zariadenia do prevádzky ......................................................................................... 20
Doplnenie chladiaceho média ................................................................................................................ 20
Odvzdušnenie chladiaceho zariadenia ................................................................................................... 20
Kontrola prietoku chladiaceho média ..................................................................................................... 20
Zasúvanie a výmena posuvových kladiek ................................................................................................... 21
Všeobecné informácie ........................................................................................................................... 21
Zasúvanie a výmena posuvových kladiek .............................................................................................. 21
SK
Zasúvanie cievky drôtu, zasúvanie prstencovej cievky ............................................................................... 22
Bezpečnosť ............................................................................................................................................ 22
Zasúvanie cievky drôtu .......................................................................................................................... 22
Zasúvanie prstencovej cievky ................................................................................................................ 22
Vbehnutie drôtovej elektródy ....................................................................................................................... 23
Vbehnutie drôtovej elektródy .................................................................................................................. 23
Nastavenie prítlačného tlaku .................................................................................................................. 24
1
Page 18

Nastavenie brzdy......................................................................................................................................... 25
Všeobecné informácie ........................................................................................................................... 25
Nastavenie brzdy.................................................................................................................................... 25
Montáž brzdy .......................................................................................................................................... 26
Prevádzkové režimy .................................................................................................................................... 27
Všeobecné informácie ........................................................................................................................... 27
Symbolika a skratky ............................................................................................................................... 27
Dvojtaktový režim prevádzky.................................................................................................................. 27
Štvortaktový režim prevádzky ................................................................................................................ 28
Bodovanie .............................................................................................................................................. 28
Intervalový dvoj-/štvortaktový režim ....................................................................................................... 29
Navlečenie drôtu .................................................................................................................................... 30
Kontrola plynu ........................................................................................................................................ 30
Zváranie MIG/MAG ..................................................................................................................................... 31
Zváranie MIG/MAG ................................................................................................................................ 31
Manuálne zváranie ................................................................................................................................. 32
Bodovanie ................................................................................................................................................... 33
Všeobecne ............................................................................................................................................. 33
Bodovanie .............................................................................................................................................. 33
Diagnostika a odstraňovanie chýb .............................................................................................................. 34
Všeobecne ............................................................................................................................................. 34
Zobrazené servisné kódy ....................................................................................................................... 34
Prúdový zdroj Variosynergic 3400/4000/5000 ........................................................................................ 35
Ošetrovanie, údržba a likvidácia ................................................................................................................. 38
Všeobecné informácie ........................................................................................................................... 38
Symboly pre ošetrovanie a údržbu chladiaceho zariadenia ................................................................... 38
Pri každom uvedení do prevádzky ......................................................................................................... 38
Raz týždenne ......................................................................................................................................... 39
Každé 2 mesiace.................................................................................................................................... 39
Každých 6 mesiacov .............................................................................................................................. 39
Každých 12 mesiacov ............................................................................................................................ 39
Platnosť „Všeobecných dodacích a platobných podmienok“ .................................................................. 39
Likvidácia ............................................................................................................................................... 39
Technické údaje .......................................................................................................................................... 40
Všeobecne ............................................................................................................................................. 40
Prúdový zdroj VS 3400/4000/5000 ......................................................................................................... 40
Posuv drôtu VR 3000/3300 .................................................................................................................... 41
Chladiace zariadenie FK 3000 R............................................................................................................ 41
Zoznam náhradných dielov
Fronius Worldwide
2
Page 19

Všeobecné informácie
Princíp činnosti
typového radu
zariadení VarioSynergic
Koncepcia zariadenia
Zariadenia typového radu VarioSynergic sú prúdovými zdrojmi MIG/MAG s optimálnymi
zváracími charakteristikami. Predvoliteľné riadiace postupy, ako je dvojtaktový, štvortaktový, intervalový dvojtaktový, intervalový štvortaktový a bodovací režim sú
samozrejmosťou. Zariadenia sú skonštruované tak, že spoľahlivo fungujú aj v náročných
prevádzkových podmienkach.
Teleso z oceľového plechu s povrchom nanášaným práškovou technológiou, ovládacie
prvky s konštrukčnými ochrannými prvkami a centrálna prípojka horáka spĺňajú aj najvyššie nároky. Izolovaná prenášacia rukoväť a podvozok s veľkými dimenzovanými kolesami
umožňujú ľahkú prepravu nielen v rámci podniku, ale aj pri použití na staveniskách.
Kompaktné zariadenie VS 3400/4000/
5000 sa vyznačuje kompaktnou konštrukciou, integrovaným systémom pohonu a
integrovaným uchytením cievky drôtu.
SK
Oblasti použitia
Obr. 1 Kompaktné zariadenie VS 5000
Delené vyhotovenie zariadenia VS 3400/
4000/5000 disponuje externým posuvom
drôtu. Posuvy drôtu VR 3000/3300 sú
prenosné a môžu sa nasadzovať na
prúdový zdroj alebo sa môžu odobrať pre
rozšírenie pracovnej oblasti a namontovať
napr. na pojazdový vozík.
Obr. 2 Delené vyhotovenie VS 5000
Oblasť použitia typového radu zariadení VarioSynergic siaha od prevádzky obrábania
plechu až po ťažké oceľové konštrukcie. Rozsah použitia vo výrobnom i opravárenskom
sektore ďalej rozširuje zvariteľnosť plnými i plnenými drôtovými elektródami rôznych
priemerov a rôznych zliatin s ochranou rôznymi ochrannými plynmi, ktoré sú bežne v
predaji.
3
Page 20

Výstraha! Chybná obsluha môže zapríčiniť závažné poranenia osôb
a materiálne škody. Popisované funkcie použite až po úplnom preštudovaní a
pochopení nasledujúcich dokumentov:
- tento návod na obsluhu
- všetky návody na obsluhu systémových komponentov, najmä bezpečnost-
né predpisy
Popis ovládacích panelov
Všeobecne
Ovládacie prvky
na prúdovom
zdroji
(8)
(13)
(1) (3)
(2)
(4)
(5)
(6)
(7)
(9)
(10)
(12)
Obr. 3 Ovládacie prvky na prúdovom zdroji
(1) Digitálny displej V - induktancia
v manuálnom, príp. programovom režime obsadené rozdielnou funkciou
Manuálny režim
- Zobrazenie požadovanej, skutočnej, príp. zachovanej hodnoty zváracieho
napätia nastaveného pomocou spínača hrubých a jemných stupňov regulácie
Programový režim
- Zobrazenie požadovanej, skutočnej, príp. zachovanej hodnoty zváracieho
napätia nastaveného pomocou spínača hrubých a jemných stupňov regulácie
- Zobrazenie zásuvky zváracieho prúdu 1 / 2 / 3 ... pri zmene spínača hrubých
a jemných stupňov regulácie sa na displeji zobrazí číslo 1, 2 alebo 3. Kábel
kostry sa musí následne zasunúť do príslušnej zásuvky zváracieho prúdu 1, 2
alebo 3 a zaistiť.
4
(11)
Page 21

Ovládacie prvky
na prúdovom
zdroji
(pokračovanie)
(2) Zobrazenie Hold
vždy na konci zvárania sa do pamäte ukladajú aktuálne skutočné hodnoty zváracieho prúdu a napätia - indikácia Hold svieti.
(3) Digitálny displej m/min - mm - A
v manuálnom, príp. programovom režime obsadené rozdielnou funkciou
Manuálny režim
- Rýchlosť drôtu (m/min) ... zobrazenie nastavenej rýchlosti drôtu
- Hrúbka plechu (mm) ... žiadna funkcia
- Zvárací prúd (A) ... zobrazenie skutočnej, príp. zachovanej hodnoty zváracieho prúdu
Programový režim
- Rýchlosť drôtu (m/min) ... zobrazenie nastavenej rýchlosti drôtu
- Hrúbka plechu (mm) ... orientačná hodnota pre hrúbku základného materiálu
- Zvárací prúd (A) ... požadovaná, skutočná, príp. zachovaná hodnota zváracieho prúdu
(4) Voličový prepínač digitálneho displeja
na výber a zobrazenie požadovanej funkcie na digitálnom displeji
Rýchlosť drôtu (požadovaná hodnota)
Hrúbka plechu (orientačná hodnota)
Zvárací prúd (požadovaná, príp. skutočná hodnota)
(5) Zobrazenie prechodového oblúku
medzi krátkym a rozstrekovaným elektrickým oblúkom vzniká prechodový elektrický oblúk zaťažený rozstrekovaním. V programovom režime sa táto oblasť signalizuje rozsvietením indikácie prechodového oblúku. Zmenou priemeru drôtu, príp.
voľbou inej zmesi ochranného plynu je možné prechodový oblúk obísť a dosiahnuť
optimálny výsledok zvárania.
(6) Voličový prepínač zváracieho programu
na výber požadovaného zváracieho programu v závislosti od ochranného plynu a
prídavného materiálu
Zloženie ochranného plynu a zmiešania jednotlivých
komponentov v %
Pri typovom rade zariadení „CO2“ nie sú
tieto programy nastavené na zmesový plyn,
ale na čistý CO2.
Označenie DIN, príp. zliatiny drôtovej elektródy
Manuálny režim ... rýchlosť drôtu je potrebné prispôsobiť
napätiu zvárania pomocou nastavovacieho regulátora rýchlosti
drôtu (stupnica m/min).
SK
Obr. 4 Voličový prepínač zváracieho programu
Dôležité upozornenie! Pri prídavných drôtoch a / alebo ochranných plynoch, ktoré sa
nepatrne odlišujú od zadaných hodnôt, je možné vykonať korekciu pomocou nastavovacieho regulátora rýchlosti drôtu (stupnica %).
5
Page 22
Ovládacie prvky
na prúdovom
zdroji
(pokračovanie)
(7) Indikácia NoProgram
- svieti, ak je voličový prepínač zváracieho programu prestavený v polohe
„Manuálne“.
- bliká, pri výbere priemeru drôtu, príp. zváracieho programu, ak nie sú naprogramované dáta zvárania.
- bliká, pri výbere hrubého alebo jemného stupňa, ktorý nie je vhodný pre
zvolený zvárací program; súčasne sa na digitálnych displejoch (12), (13)
zobrazí znak L, príp. H
H naprogramovaný rozsah zvárania prekročený - polohu na spínači hrubých a
jemných stupňov regulácie vráťte späť.
L naprogramovaný rozsah zvárania podkročený - polohu na spínači hrubých a
jemných stupňov regulácie zvýšte.
(8) Voličový prepínač priemeru drôtu
pre výber priemeru drôtu, ktorým sa má zvárať v programovom režime
(9) Nastavovací regulátor rýchlosti drôtu
pre nastavenie rýchlosti drôtu.
- Stupnica m/min ... na plynulé nastavenie rýchlosti drôtu od 1 - 18 m/min v
manuálnej prevádzke.
- Stupnica % ... na korekciu naprogramovanej rýchlosti drôtu (+/- 30%) v
programovom režime (v závislosti od priemeru drôtu, zváracieho programu,
spínača hrubých a jemných stupňov regulácie)
Ovládacie prvky
na vnútornej
strane prúdového
zdroja
(10) Sieťový vypínač
zapínanie a vypínanie prúdového zdroja. Svieti, keď je zapnutý sieťový vypínač.
(11) Spínač jemných stupňov
rozdeľuje oblasť hrubých stupňov vždy na 7 jemných stupňov a slúži na jemné
nastavenie zváracieho výkonu pre rôzne aplikácie.
(12) Spínač hrubých stupňov
rozdeľuje rozsah napätia naprázdno a zváracieho napätia, príp. rozsah zváracieho
výkonu prúdového zdroja až na 4 hrubé stupne
- VS 3400 stupeň A a B
- VS 4000 stupeň A, B a C
- VS 5000 stupeň A, B, C a D
(13) Indikácia poruchy
- svieti pri tepelnom preťažení
- bliká, ak sa vyskytla porucha
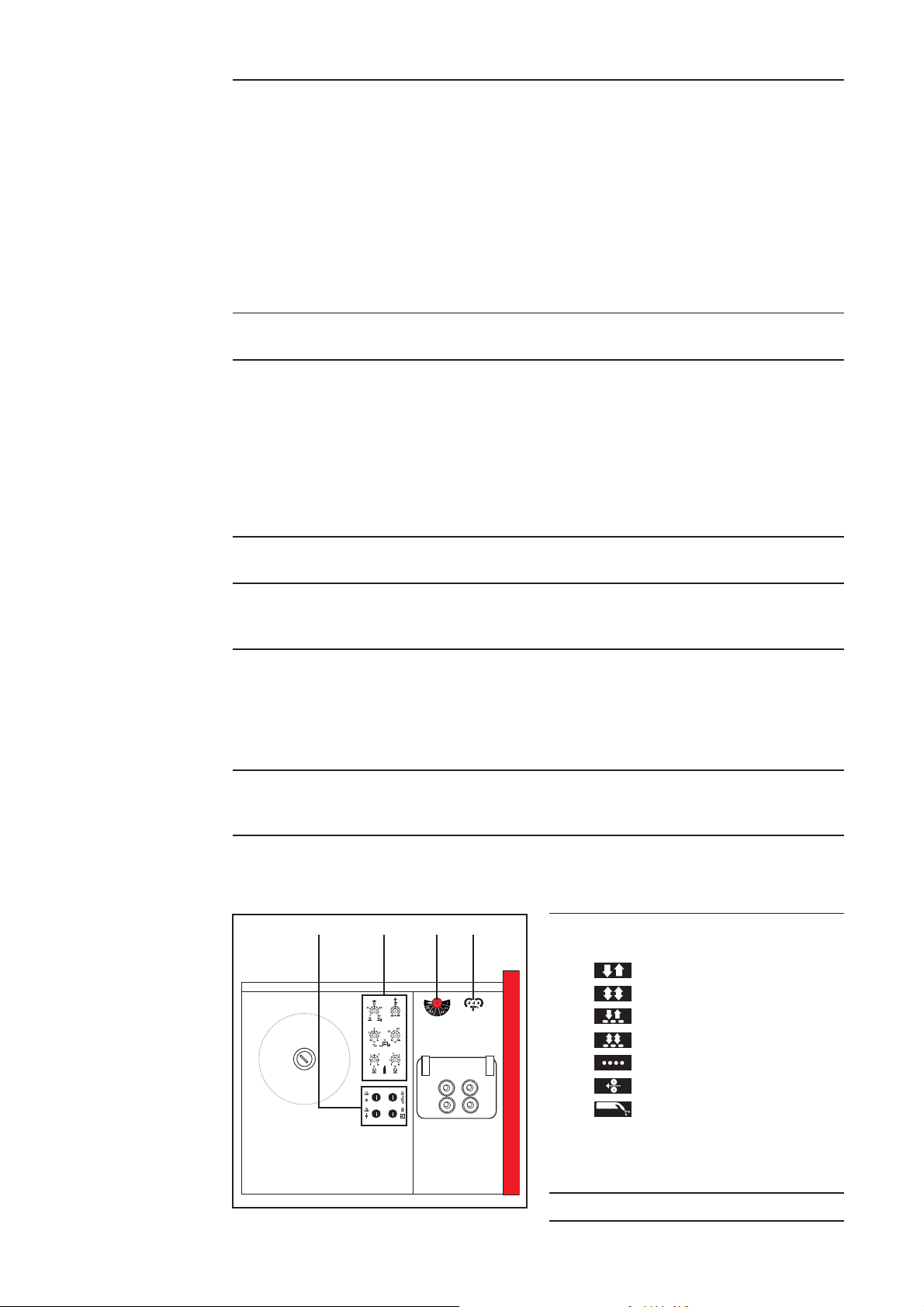
(16) - (21)(22) - (25) (14) (15)
(14) Volič režimov prevádzky
na výber prevádzkového režimu
Dvojtaktový režim prevádzky
Štvortaktový režim prevádzky
Intervalový dvojtaktový režim
prevádzky
Intervalový štvortaktový režim
prevádzky
Bodovanie
Navlečenie drôtu
Kontrola plynu
Obr. 5 Vnútorná strana VarioSynergic 5000
6
(15) Voliteľne prevádzka Push/Pull
Page 23
Ovládacie prvky
na vnútornej
strane prúdového
zdroja
(pokračovanie)
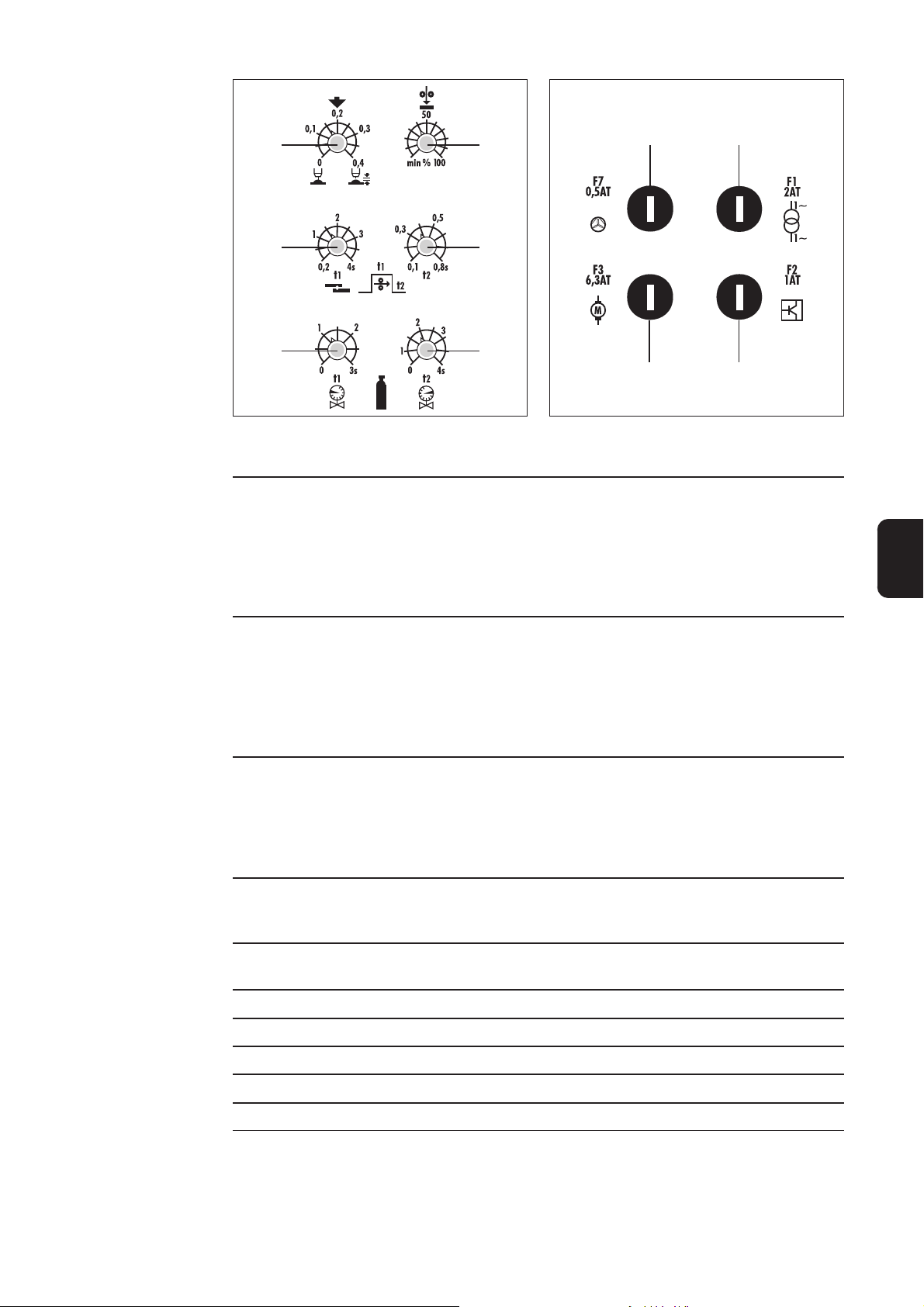
(16)
(17)
(22) (24)
(18)
(20)
Obr. 6 Rôzne nastavovacie regulátory na vnútornej
strane zváracieho zariadenia
(19)
(21)
(23) (25)
Obr. 7 Poistky na vnútornej strane zváracieho
zariadenia
(16) Nastavovací regulátor korekcie času dohárania
pri správnom nastavení slúži na predchádzanie prihoreniu drôtovej elektródy k
zváraciemu kúpeľu alebo ku kontaktnej rúrke.
- Manuálny režim ... Čas dohárania plynule nastaviteľný podľa stupnice 0 - 0,4
sekundy
- Programový režim ... Možnosť korekcie času dohárania s hodnotou +/- 0,2
sekundy integrovaného v zváracom programe
(17) Nastavovací regulátor rýchlosti prisúvania
pre nastavenie plynulého zapaľovania pri plných a plnených drôtoch od 1,2 mm,
príp. pri vysokých rýchlostiach posuvu
- Manuálny režim ... Rýchlosť prisúvania je možné prestavovať v rozsahu od
1,5 m/min do 100% hodnoty nastavenej rýchlosti drôtu.
- Programový režim ... Korekcia naprogramovanej rýchlosti prisúvania
otáčaním smerom doľava alebo doprava
SK
(18) Nastavovací regulátor intervalovej zváracej doby t1 resp. doby bodovania
rôzna funkcia podľa režimu prevádzky.
- Intervalový dvojtaktový, intervalový štvortaktový režim prevádzky ... na nastavenie intervalovej zváracej doby t1 (odporúčaný pracovný rozsah: 0,1 - 1,5 s)
- Bodovanie ... na nastavenie doby bodovania, príp. doby horenia oblúka pri
bodovom zváraní MIG/MAG (rozsah nastavenia: 0,2 - 4,0 s)
(19) Nastavovací regulátor intervalovej doby prestávky t2
je aktivovaný vtedy, keď je volič režimov prevádzky v polohe intervalový 2-taktový,
resp. intervalový 4-taktový režim prevádzky (rozsah nastavenia: 0,1 - 0,8 s)
(20) Nastavovací regulátor doby úvodného prúdenia plynu t1 (rozsah nastave-
nia: 0 - 3,0 s)
(21) Nastavovací rozsah doby doprúdenia plynu t2 (rozsah nastavenia: 0 - 4,0 s)
(22) Poistka pre ventilátor
(23) Poistka pre motor posuvu, magnetický ventil, stýkač
(24) Poistka pre riadiaci transformátor
(25) Poistka pre riadenie
7
Page 24
Ovládací panel
na posuve drôtu
VR 3000 / 3300
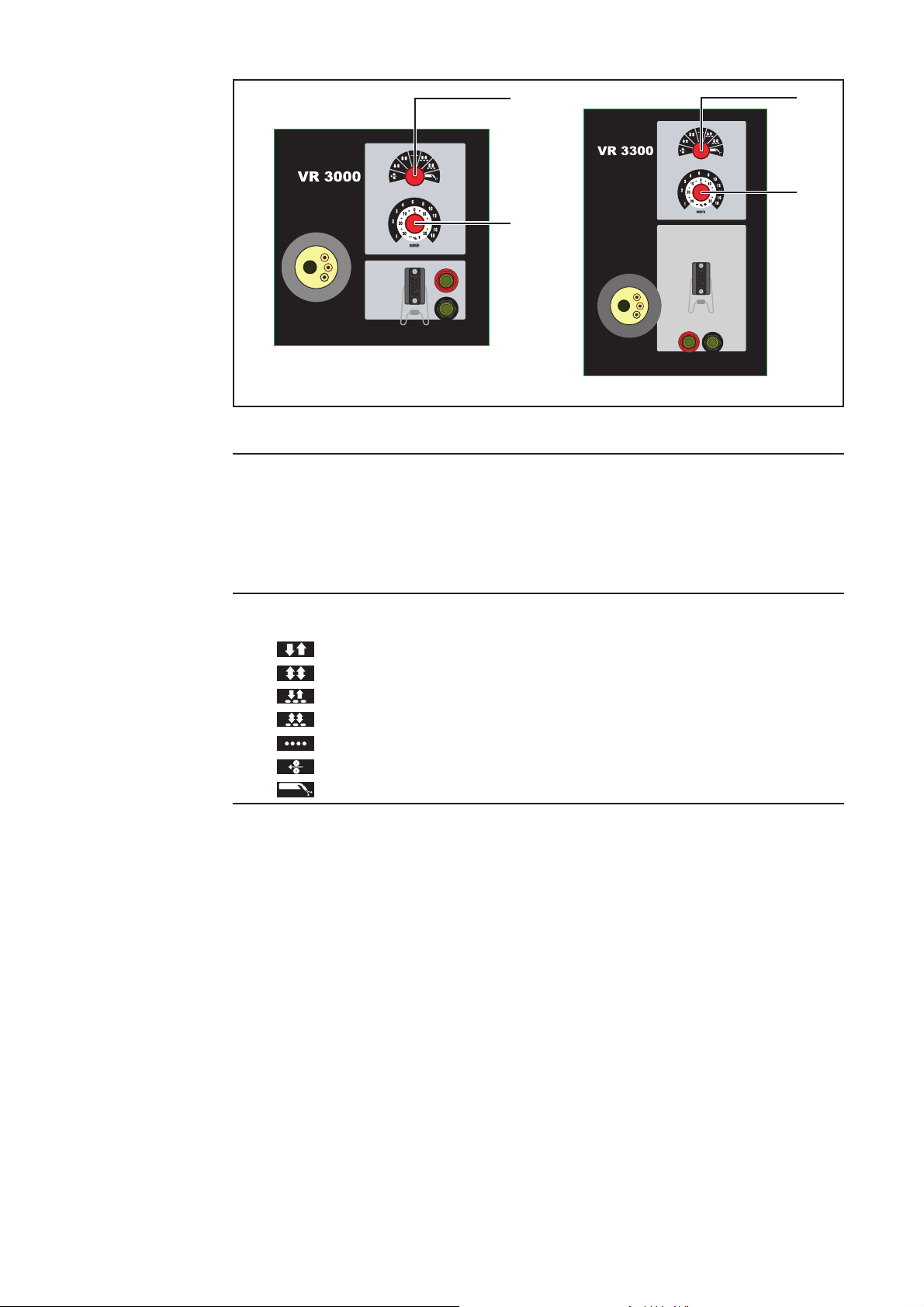
(14)
(9)
Obr. 8 Ovládací panel na posuve drôtu VR 3000 / 3300
(9) Nastavovací regulátor rýchlosti drôtu
pre nastavenie rýchlosti drôtu.
- Stupnica m/min ... na plynulé nastavenie rýchlosti drôtu od 1 - 18 m/min v
manuálnej prevádzke.
- Stupnica % ... na korekciu naprogramovanej rýchlosti drôtu (+/- 30%) v
programovom režime (v závislosti od priemeru drôtu, zváracieho programu,
spínača hrubých a jemných stupňov)
(14)
(9)
(14) Volič režimov prevádzky
na výber prevádzkového režimu
2-taktový režim
4-taktový režim
Intervalový dvojtaktový režim
Intervalový štvortaktový režim
Bodovanie
Navlečenie drôtu
Kontrola plynu
8
Page 25
Prípojné miesta a mechanické komponenty
Prúdový zdroj VS
3400/4000/5000 /
posuv drôtu VR
3000/3300
(A)
(C)
(D)
(B)
(F) (E)
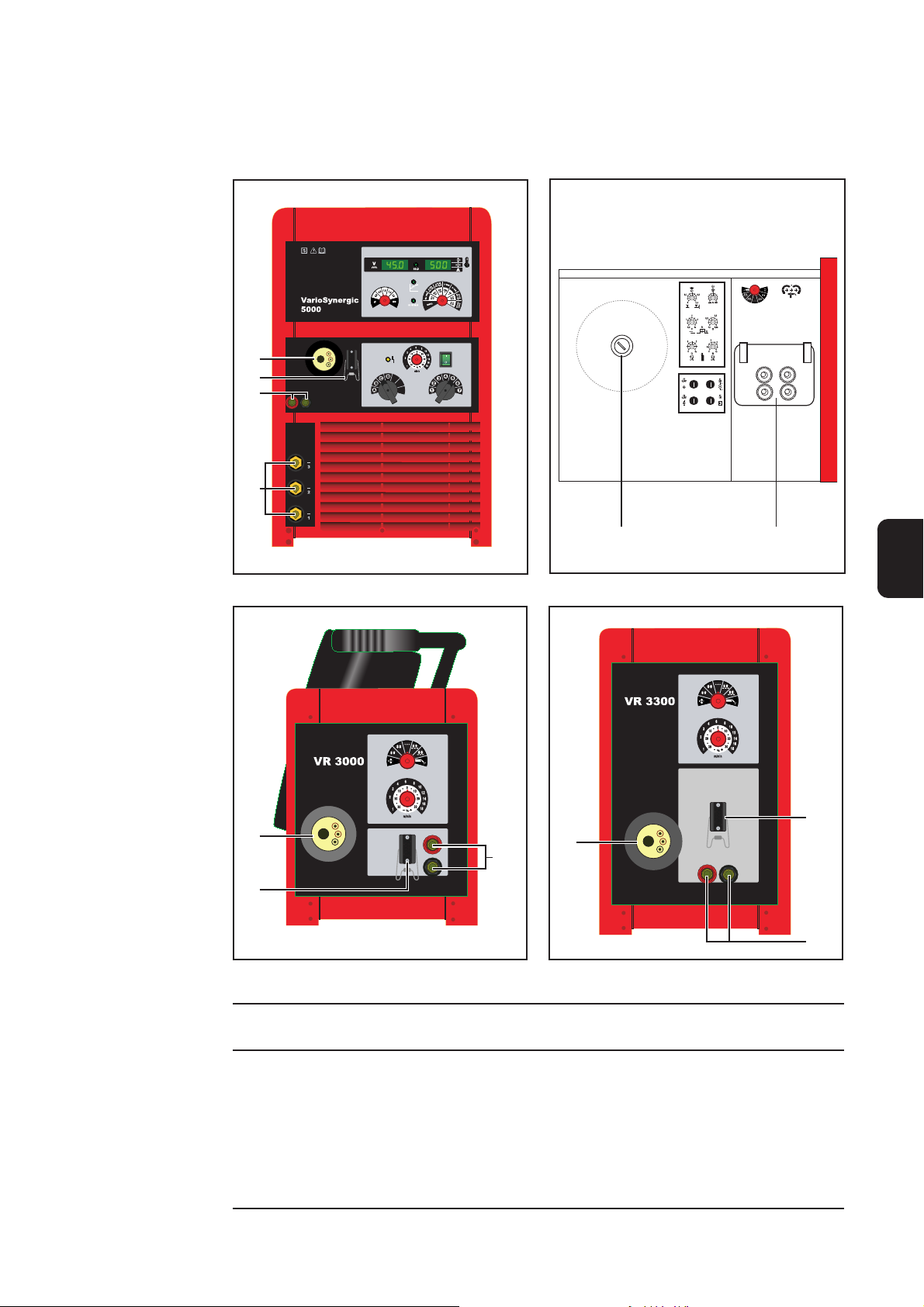
Obr. 9 Predná strana VarioSynergic 5000
(A)
(D)
(C)
Obr. 11 Predná strana posuvu drôtu VR 3000 Obr. 12Predná strana posuvu drôtu VR 3300
Obr. 10Vnútorná strana VarioSynergic 5000
(A)
SK
(C)
(D)
(A) Prípojka zváracieho horáka
na uchytenie zváracieho horáka
(B) Zásuvky zváracieho prúdu 1 / 2 / 3
Na pripojenie kábla kostry. Prostredníctvom stupňov induktancie je možné ovplyvňovať nárast prúdu v momente prechodu kvapiek a tým optimalizovať výsledok
zvárania.
- Zásuvka 1 ... vhodná pre oblasť s krátkym oblúkom pod CO2 a zmesový plyn
(strmý nárast prúdu)
- Zásuvka 2 / 3 ... pri zmesovom plyne už pre dolný krátky oblúk, inak vhodná
pre prechodový, príp. rozstrekovaný elektrický oblúk (plytký nárast prúdu)
9
Page 26

Prúdový zdroj VS
3400/4000/5000 /
posuv drôtu VR
3000/3300
(pokračovanie)
(C) Zásuvka riadenia horáka
na pripojenie riadiacej zástrčky zváracieho horáka
(D) Zásuvná prípojka
na pripojenie prívodu vody (čierna) a spätného toku vody (červená) pre centrálnu
prípojku
(E) 4-kladkový pohon
(F) Uchytenie cievky drôtu
na uchytenie a zaistenie normovaných cievok drôtu do max. 20 kg. Používať sa
smú aj cievky drôtu D 200 a D 300.
10
Page 27
Pred uvedením do prevádzky
VÝSTRAHA! Chybná obsluha môže zapríčiniť závažné poranenia osôb
a materiálne škody. Popisované funkcie použite až po úplnom preštudovaní a
pochopení nasledujúcich dokumentov:
- tento návod na obsluhu
- všetky návody na obsluhu systémových komponentov, najmä bezpečnost-
né predpisy
VÝSTRAHA! Zariadenie pri prevrátení alebo páde môže ohrozovať život.
Zariadenia stabilne postavte na rovný a pevný podklad.
Všeobecne
Použitie zodpovedajúce určeniu
zariadenia
Pokyny na inštalovanie
Tento prúdový zdroj je určený výlučne na zváranie technológiou MIG/MAG.
Každé iné použitie alebo použitie presahujúce tento rámec sa považuje za neprimerané.
Za poškodenia z tohto vyplývajúce výrobca neručí.
Použitie, primerané určeniu zariadenia, predpokladá tiež
- dodržanie všetkých pokynov z návodu na obsluhu
- dodržiavanie kontrolných postupov a prác pri údržbe
Prúdový zdroj je odskúšaný podľa stupňa krytia IP23, čo značí:
- Ochrana proti vniknutiu pevných cudzích telies väčších ako O 12,5 mm (.49 in.)
- Ochrana proti striekajúcej vode až do uhla 60° od zvislice
Prúdový zdroj sa v zmysle stupňa krytia IP23 môže inštalovať a prevádzkovať na
voľnom priestranstve. Vstavané elektrické diely sa však musia chrániť proti bezprostrednému pôsobeniu vlhkosti.
Vetrací kanál predstavuje podstatné bezpečnostné zariadenie. Pri voľbe miesta inštalácie treba dbať na to, aby chladiaci vzduch mohol nerušene vchádzať a vychádzať cez
vzduchové štrbiny na prednej a zadnej strane. Do zariadenia sa nesmie dostávať vznikajúci vodivý prach (vyskytujúci sa napr. pri brúsnych prácach).
SK
Sieťová prípojka
UPOZORNENIE! Nedostatočne dimenzovaná elektroinštalácia môže viesť k
závažným materiálnym škodám. Sieťové pripojenie i jeho istenie sa musí
adekvátne dimenzovať podľa technických údajov.
Zváracie zariadenie je možné prevádzko-
253 V~207 V~
vať so sieťovým napätím 3x230/400V~.
Zváracie zariadenie je zo závodu zapojené
-10%
230 V~
+10%
na 400V. S ohľadom na tolerančné pásmo
+/- 10% sa môže prevádzkovať aj v sieti
V~
-10%
400 V~
+10%
440 V~360
380 V~, resp. 415 V~.
Dôležité upozornenie! Na zvláštnu
objednávku môže byť prúdový zdroj
Obr. 13Tolerančné rozsahy sieťového napätia
dimenzovaný aj na špeciálne napätie.
Sieťové napätie sa uvádza na typovom
štítku.
11
Page 28

Uvedenie do prevádzky
VÝSTRAHA! Zasiahnutie elektrickým prúdom môže byť smrteľné. Ak je zaria-
denie počas inštalácie pripojené k sieti, existuje nebezpečenstvo závažných
poranení osôb a materiálnych škôd. Všetky práce na zariadení vykonávajte iba
vtedy, ak
- je sieťový vypínač prepnutý do polohy - O -,
- je zariadenie odpojené od siete.
Bezpečnosť
Uvedenie do
prevádzky
Používané symboly
Uvedenie do prevádzky sa skladá z nasledujúcich kapitol:
- Kontrola sieťového napätia
- Montáž chladiaceho zariadenia
- Spojenie posuvu drôtu s prúdovým zdrojom
- Pripojenie plynovej fľaše
- Pripojenie zváracieho horáku
- Uvedenie chladiaceho zariadenia do prevádzky
- Zasúvanie a výmena posuvových kladiek
- Vsadenie cievky s drôtom, vsadenie prstencovej cievky
- Vbehnutie drôtovej elektródy
- Nastavenie brzdy
Dôležité upozornenie!V závislosti od vyhotovenia vášho zariadenia môže byť hlavný
vypínač a sieťové napájanie zariadenia riešené iným spôsobom. Nasledujúce symboly
majú vo všeobecnosti tieto významy:
Vypnutie zariadenia
Odpojenie zariadenia od siete
Pripojenie zariadenia k sieti
Zapnutie zariadenia
12
Page 29
Vytvorenie sieťovej prípojky
VÝSTRAHA! Zásah elektrickým prúdom môže byť smrteľný. Ak je zariadenie
počas inštalácie pripojené k sieti, hrozí nebezpečenstvo závažných poranení
osôb a materiálnych škôd. Všetky práce na zariadení vykonávajte iba vtedy, ak:
- je sieťový vypínač prepnutý do polohy - O -,
- je zariadenie odpojené od siete.
Všeobecne
UPOZORNENIE! Nedostatočne dimenzovaná elektroinštalácia môže viesť k
závažným materiálnym škodám. Sieťový kábel a jeho istenie musia zodpovedať
sieťovému napätiu a prúdovému odberu prúdového zdroja (pozri výkonový
štítok).
Predpísaný
sieťový kábel
Pripojenie
sieťového kábla
Pri dodaní prúdového zdroja je štandardne zabudovaný sieťový kábel s prierezom 4G4
(VS 4000 a VS 5000) alebo 4G2,5 (VS 3400). Ak sa prúdový zdroj prevádzkuje so
sieťovým napätím 230 V AC, musí sa pripojiť sieťový kábel H07RN-F s väčším prierezom.
Prierez káblov pri rôznych sieťových napätiach:
Sieťové napätie VS 3200 VS 4000 VS 5000
400 V AC 4G2,5 4G4 4G4
230 V AC 4G4 4G6
1)
Pri tomto priereze káblov sa musí vypnúť aj ťahové odľahčenie zabudované v prúdo-
1)
4G6
1)
vom zdroji. Ťahové odľahčenie pre tento kábel má číslo výrobku 42,0300,1815.
POZOR! Ak sa nepoužijú káblové koncovky, hrozí nebezpečenstvo poranenia
osôb a škôd na majetku zapríčinené skratom medzi fázovými vodičmi alebo
medzi fázovými vodičmi a ochranným vodičom. Všetky fázové vodiče, ako aj
ochranný vodič odizolovaného sieťového kábla, opatrite káblovými koncovkami.
Ochranný vodič by mal byť cca o 10 – 15 mm dlhší ako fázové vodiče.
SK
1. Odmontujte pravý bočný diel prúdového zdroja.
2. Odizolujte plášť sieťového kábla 100 mm.
3. Fázový vodič skráťte cca o 10 – 15 mm.
4. Sieťový kábel zasuňte natoľko, aby mohli byť ochranný vodič a fázové vodiče riadne
pripojené na blokovú svorku.
5. Odizolujte ochranný vodič a fázové vodiče a vybavte ich káblovými koncovkami.
6. Ochranný vodič a fázové vodiče pripojte na blokovú svorku.
7. Sieťový kábel upevnite pomocou ťahového odľahčenia.
8. Namontujte pravý bočný diel prúdového zdroja.
13
Page 30
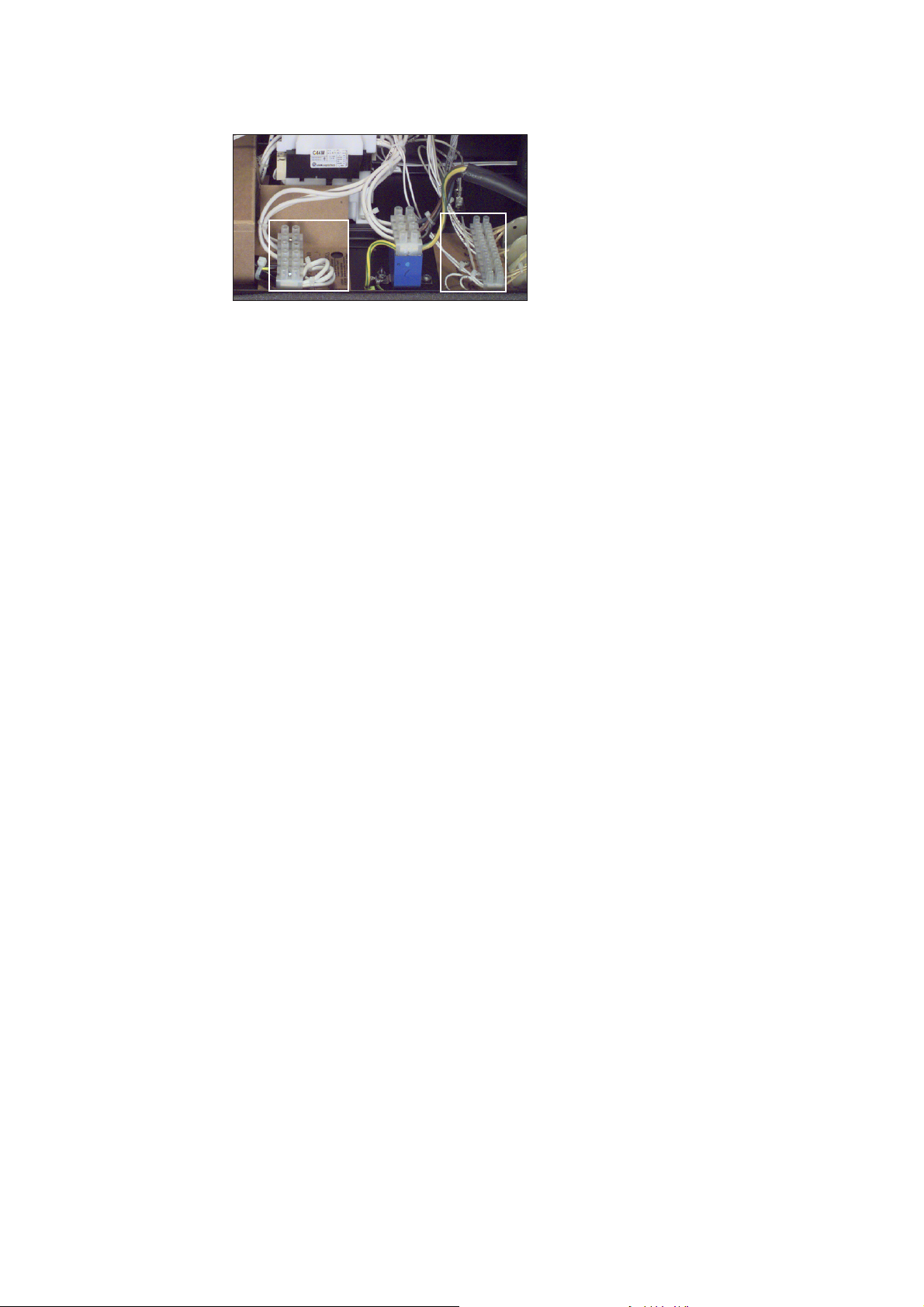
Kontrola / nastavenie sieťového
napätia
Pred montážou sieťovej vidlice je potrebné skontrolovať, či je zvárací a riadiaci transformátor pripojený na správne sieťové napätie:
1. Odmontujte pravý bočný diel prúdového zdroja.
2. Porovnajte svorkovnicu s vytlačenou
schémou zapojenia pre zvárací
transformátor.
3. Porovnajte svorkovnicu s vytlačenou
schémou zapojenia pre riadiaci
transformátor. Kábel označený
sťahovacou páskou musí byť pripoje-
Obr. 14Svorkovnica pre zvárací a riadiaci transfor-
mátor
ný v súlade so sieťovým napätím.
4. Namontujte pravý bočný diel prúdového zdroja.
14
Page 31

VÝSTRAHA! Zasiahnutie elektrickým prúdom môže byť smrteľné. Ak je zaria-
denie počas inštalácie napojené na sieť, hrozí nebezpečenstvo závažných
poranení osôb a materiálnych škôd. Všetky práce na zariadení vykonávajte iba
vtedy, ak
- je sieťový vypínač prepnutý do polohy - O -,
- je zariadenie odpojené od siete.
Montáž chladiaceho zariadenia
Všeobecne
Chladiace zariadenie namontujte
na kompaktné
zariadenie.
(26)
Obr. 15 Pred montážou chladiaceho zariadenia
(27)
Obr. 16 Chladiace zariadenie FK 3000 R
1. Sieťový vypínač prepnite do polohy O -.
2. Odstráňte ľavý kryt prúdového zdroja.
3. Odstráňte ochranný kryt (26).
4. Riadiaci konektor chladiaceho zariadenia (8-pólový) preveďte cez
priechodku krytu.
5. Cez priechodku v kryte preveďte
hadice pre prívod a spätný tok vody.
6. Z chladiaceho zariadenia odskrutkujte
poistnú skrutku (27).
7. Chladiace zariadenie zaveste so
svojimi štyrmi čapmi na zadnú stranu
prúdového zdroja.
8. Chladiace zariadenie upevnite z
vnútornej strany prúdového zdroja
pomocou poistnej skrutky (27).
SK
9. Riadiaci konektor chladiaceho zariadenia (8-pólový) nasuňte so správnou
stranou.
10. Odstráňte zaslepovacie kryty na
prednej strane prúdového zdroja.
11. Odskrutkujte plastové matice na
spojkách hadíc pre prívod a spätný
tok vody.
12. Spojky hadíc pre prívod a spätný tok
Obr. 17Položenie hadíc pre prívod a spätný tok vody
vody namontujte na prednej strane a
upevnite plastovými maticami.
13. Ochranný kryt preložte cez položené
hadice.
14. Namontujte ľavý bočný diel.
Obr. 18Montáž krytu prívodu a spätného toku vody
15
Page 32

Montáž chladiaceho zariadenia
pri delenom
vyhotovení
Obr. 19 Pred montážou chladiaceho zariadenia
(27)
Obr. 20 Chladiace zariadenie FK 3000 R
1. Sieťový vypínač prepnite do polohy O -.
2. Odstráňte ľavú bočnú časť prúdového
zdroja.
3. Riadiaci konektor chladiaceho zariadenia (8-pólový) preveďte cez
priechodku krytu.
4. Cez priechodku v kryte preveďte
hadice pre prívod a spätný tok vody.
5. Z chladiaceho zariadenia odskrutkujte
poistnú skrutku (27).
6. Chladiace zariadenie zaveste so
svojimi štyrmi čapmi na zadnú stranu
prúdového zdroja.
7. Chladiace zariadenie upevnite z
vnútornej strany prúdového zdroja
pomocou poistnej skrutky (27).
8. Riadiaci konektor chladiaceho zariadenia (8-pólový) nasuňte so správnou
stranou.
9. Namontujte ľavý bočný diel.
16
Page 33

Spojenie posuvu drôtu s prúdovým zdrojom
VÝSTRAHA! Zasiahnutie elektrickým prúdom môže byť smrteľné. Ak je zaria-
denie počas inštalácie napojené na sieť, hrozí nebezpečenstvo závažných
poranení osôb a materiálnych škôd. Všetky práce na zariadení vykonávajte iba
vtedy, ak
- je sieťový vypínač prepnutý do polohy - O -,
- je zariadenie odpojené od siete.
Všeobecne
Montáž spojovacieho hadicového
balíka na prúdový zdroj
Obr. 21Montáž spojovacieho hadicového balíka na
prúdový zdroj
1. Sieťový vypínač prepnite do polohy O -.
2. Odstráňte ľavú bočnú časť prúdového
zdroja.
3. Plynovú hadicu nechajte voľne visieť.
4. Vodné hadice, riadiaci kábel a plusové vedenie preveďte cez priechodku v
kryte.
5. Ťahové odľahčenie balíka hadíc
nasuňte do predurčeného otvoru,
potiahnite smerom dozadu a pevne
zaskrutkujte.
6. Riadiaci konektor spojovacieho
hadicového balíka (16-pólový) nasuň-
te so správnou stranou.
7. Káblové oko plusového vedenia
priskrutkujte na čap s príslušnou
skrutkou a podložkou.
8. Hadice pre prívod a spätný tok vody
pripojte farebne správne na prípojky
chladiaceho zariadenia.
9. Namontujte ľavý bočný diel.
SK
Obr. 22Montáž kábla a prípojok
17
Page 34

Montáž spojovacieho hadicového
balíka na posuv
drôtu VR 3000
1. Sieťový vypínač prúdového zdroja
prepnite do polohy - O -.
2. Odstráňte plášť telesa posuvu drôtu.
3. Ťahové odľahčenie balíka hadíc
nasuňte do predurčeného otvoru,
potiahnite smerom dozadu a pevne
zaskrutkujte.
4. Šesťhrannú maticu plynovej hadice
naskrutkujte na plynovú prípojku
posuvu drôtu a pevne pritiahnite.
5. Riadiaci kábel a plusové vedenie
Obr. 23Montáž spojovacieho hadicového balíka na
posuv drôtu VR 3000
preveďte cez priechodku v kryte.
6. Riadiaci konektor spojovacieho
hadicového balíka (16-pólový) nasuňte so správnou stranou.
7. Káblové oko plusového vedenia priskrutkujte na čap s príslušnou skrutkou a
podložkou.
8. Odstráňte zaslepovacie kryty na prednej strane posuvu drôtu.
9. Cez priechodku v kryte preveďte hadice pre prívod a spätný tok vody.
10. Odskrutkujte plastové matice na spojkách hadíc pre prívod a spätný tok vody.
11. Spojky hadíc pre prívod a spätný tok vody namontujte na prednej strane a upevnite
plastovými maticami.
12. Namontujte plášť telesa posuvu drôtu.
Montáž spojovacieho hadicového
balíka na posuv
drôtu VR 3300
1. Sieťový vypínač prúdového zdroja
prepnite do polohy - O -.
2. Odstráňte plášť telesa posuvu drôtu.
3. Vodné hadice, riadiaci kábel a plusové vedenie preveďte cez priechodku v
kryte.
4. Pevne priskrutkujte ťahové
odľahčenie hadicového balíka.
5. Riadiaci konektor spojovacieho
hadicového balíka (16-pólový) nasuň-
te so správnou stranou.
6. Káblové oko plusového vedenia
Obr. 24Montáž spojovacieho hadicového balíka na
posuv drôtu VR 3300
priskrutkujte na čap s príslušnou
skrutkou a podložkou.
7. Šesťhrannú maticu plynovej hadice
naskrutkujte na plynovú prípojku posuvu drôtu a pevne pritiahnite.
8. Odstráňte zaslepovacie kryty na prednej strane posuvu drôtu.
9. Odskrutkujte plastové matice na spojkách hadíc pre prívod a spätný tok vody.
10. Spojky hadíc pre prívod a spätný tok vody namontujte na prednej strane a upevnite
plastovými maticami.
11. Namontujte plášť telesa posuvu drôtu.
18
Page 35

VÝSTRAHA! Prevracajúce sa zváracie zariadenie môže znamenať nebez-
pečenstvo ohrozenia života. Zváracie zariadenie postavte stabilne na rovný
a pevný podklad. Pri nasledovných zváracích zariadeniach sa nesmie montovať 50l plynová fľaša:
- Kompaktné zariadenie VS 3400/4000 bez nasadenej cievky drôtu a
bez namontovaného FK 3000
- Delené vyhotovenie VS 3400-2
- Delené vyhotovenie VS 4000-2/5000-2 bez nasadenej cievky drôtu a
bez namontovaného FK 3000
Pripojenie zváracieho horáka / pripojenie plynovej
fľaše
Pripojenie zváracieho horáku pre
ručné zváranie
MIG/MAG
Pripojenie plynovej fľaše
UPOZORNENIE! Pri pripojení
zváracieho horáka prekontrolujte,
či
- sú pevne pripojené všetky
prípojky,
- sú všetky káble, vedenia
a hadicové balíky nepoškodené a správne zaizolované.
SK
1. Plynovú fľašu umiestnite na dno
2. Pripojenie plynovej fľaše:
Obr. 25Fixácia plynovej fľaše na pojazdovom
vozíku
19
pojazdového vozíka a zaistite pomocou bezpečnostnej reťaze v hornej
časti plynovej fľaše - avšak nie pri
hrdle fľaše.
- Odstráňte ochranný kryt plynovej
fľaše.
- Nakrátko otočte ventil plynovej
fľaše doľava, aby sa odstránili
okolité nečistoty.
- Prekontrolujte tesnenie na redukčnom ventile.
- Redukčný ventil naskrutkujte na
plynovú fľašu a pritiahnite.
- Plynovú fľašu spojte s redukčným
ventilom.
Page 36

Uvedenie chladiaceho zariadenia do prevádzky
Doplnenie chladiaceho média
Chladiace zariadenie sa dodáva suché, teda bez chladiaceho média. Separátne dodané
chladiace médium sa dopĺňa pred uvedením chladiaceho zariadenia do prevádzky.
UPOZORNENIE! Na naplnenie chladiaceho zariadenia používajte iba originálne
chladiace médium Fronius. Iné nemrznúce prostriedky sa neodporúčajú kvôli
ich elektrickej vodivosti a na základe nedostatočnej kompatibility s materiálmi.
Čerpadlo chladiaceho média sa môže
prevádzkovať iba v spojení s chladiacim
médiom na horáky firmy Fronius. Chod
čerpadla chladiaceho média nasucho (aj
krátkodobý) nie je prípustný a vedie
k porušeniu tohto čerpadla. V takýchto
prípadoch sa zamietnu záručné, resp.
reklamačné nároky.
UPOZORNENIE! Keď sa chladi-
ace zariadenie plní chladiacim
médiom po prvý krát, musí sa
toto pred uvedením do prevádzky
odvzdušniť.
Odvzdušnenie
chladiaceho
zariadenia
Kontrola prietoku
chladiaceho
média
Chladiace zariadenie treba odvzdušniť
- po prvom naplnení,
- ak pri bežiacom čerpadle chladiaceho média nedochádza k cirkulácii tohto chladiaceho média.
Spôsob postupu:
1. Sieťový vypínač prepnite do polohy I - čerpadlo chladiaceho média začne pracovať.
2. Stiahnite zaisťovací krúžok na násuvnom prípoji pre prívod vody (modrý) a hadicu
odpojte od prívoduu vody.
3. Pomocou dreveného alebo plastového kolíka opatrne zatlačte a zadržte tesniaci
kužeľ v strede násuvného prípoja výtoku vody.
4. Tesniaci kužeľ uvoľnite vtedy, keď uniká chladiace médium.
5. Opäť nasuňte hadicu prívodu vody.
6. Zvonka prekontrolujte tesnosť prípojok vody.
Dôležité upozornenie! Postup odvzdušnenia treba opakovať tak často, až kým nebude
zjavný bezchybný spätný tok v plniacom hrdle chladiaceho zariadenia.
UPOZORNENIE! Pred každým uvedením chladiaceho zariadenia do prevádzky
skontrolujte stav chladiaceho média a tiež jeho čistotu.
1. Sieťový vypínač prepnite do polohy I - čerpadlo chladiaceho média začne pracovať.
2. Prietok chladiaceho média kontrolujte dovtedy, kým nebude rozoznateľný jeho
bezchybný prietok. Prípadne odvzdušnite chladiace zariadenie.
UPOZORNENIE! Počas zváračskej prevádzky kontrolujte v pravidelných
intervaloch prietok chladiaceho média. V plniacom hrdle musí byť vidno bezchybný spätný tok.
20
Page 37

Zasúvanie a výmena posuvových kladiek
Všeobecné
informácie
Zasúvanie a
výmena posuvových kladiek
Aby sa zaručilo optimálne prepravovanie drôtovej elektródy, musia sa posuvové kladky
prispôsobiť zváranému priemeru drôtu, ako aj legovaniu drôtu.
Dôležité upozornenie! Používajte iba posuvové kladky zodpovedajúce danej drôtovej
elektródy!
Dodanie posuvov drôtu sa realizuje bez posuvových kladiek. Prehľad dostupných posuvových kladiek a ich možností nasadenia sa nachádza v zoznamoch náhradných dielov.
SK
21
Page 38

Zasúvanie cievky drôtu, zasúvanie prstencovej cievky
Bezpečnosť
Zasúvanie cievky
drôtu
POZOR! Nebezpečenstvo zranení v dôsledku pružného účinku navinutej
drôtovej elektródy. Pri zasúvaní cievky drôtu/prstencovej cievky treba koniec
drôtovej elektródy pevne zadržať, aby sa zabránilo zraneniam v dôsledku
spätne vystrelenej drôtovej elektródy.
POZOR! Nebezpečenstvo zranenia v dôsledku padajúcej cievky drôtu/prsten-
covej cievky. Zabezpečte pevné usadenie cievky drôtu alebo prstencovej cievky
pomocou adaptéra pre prstencové cievky na uchytení cievky drôtu.
Zasúvanie prstencovej cievky
Práca s prstencovými cievkami si vyžaduje použitie adaptéra na prstencové cievky.
UPOZORNENIE! Pri prácach s prstencovými cievkami používajte výlučne
adaptér pre prstencové cievky obsiahnutý v rozsahu dodávky posuvu drôtu!
POZOR! Nebezpečenstvo zranenia v dôsledku padajúcej prstencovej cievky.
Prstencovú cievku nasaďte na dodaný adaptér pre prstencové cievky tak, aby
priečky tejto prstencovej cievky ležali vo vnútri vodiacich drážok tohto adaptéra.
22
Page 39

Vbehnutie drôtovej elektródy
Vbehnutie drôtovej elektródy
POZOR! Nebezpečenstvo zranení v dôsledku pružného účinku navinutej
drôtovej elektródy. Pri zasúvaní drôtovej elektródy do 4-kladkového pohonu
pevne zadržte koniec tejto drôtovej elektródy, aby sa zabránilo zraneniam
spôsobovaným dozadu vystreľujúcou drôtovou elektródou.
POZOR! Nebezpečenstvo poškodenia zváracieho horáka v dôsledku ostrohran-
ného konca drôtovej elektródy. Koniec drôtovej elektródy pred zavedením
dôkladne odihlite.
SK
23
Page 40

Vbehnutie drôtovej elektródy
(pokračovanie)
POZOR! Nebezpečenstvo zranení spôsobených vysúvajúcou sa drôtovou
elektródou. Pri stlačení tlačidla navlečenia drôtu nemanipulujte so zváracím
horákom v blízkosti tváre a tela.
Nastavenie
prítlačného tlaku
UPOZORNENIE! Prítlačný tlak nastavte tak, aby sa drôtová elektróda nedefor-
movala, aby však bol zaručený bezchybný transport drôtu.
Orientačné hodnoty Kladky s polkruhovým Trapézové Plastové
prítlačného tlaku profilom kladky kladky
Hliník 1,5 - 3,5 - 4,5
Oceľ 3 - 4 1,5 CrNi 3 - 4 1,5 -
24
Page 41

Nastavenie brzdy
Všeobecné
informácie
Nastavenie brzdy
Po uvoľnení tlačidla horáka nemá cievka drôtu dobiehať. Brzdu prípadne dodatočne
nastavte.
UPOZORNENIE! Príliš silno nastavená brzda môže negatívne ovplyvňovať
proces zvárania.
STOP
SK
25
Page 42

Montáž brzdy
VÝSTRAHA! Chybná montáž môže zapríčiniť závažné poranenia osôb
a materiálne škody.
- Brzdu nerozoberajte.
- Údržbárske a servisné práce na brzde nechajte vykonať iba vyškolenému
odbornému personálu.
Brzda je k dispozícii iba kompletná. Vedľa
uvedené vyobrazenie slúži iba na informáciu!
26
Page 43
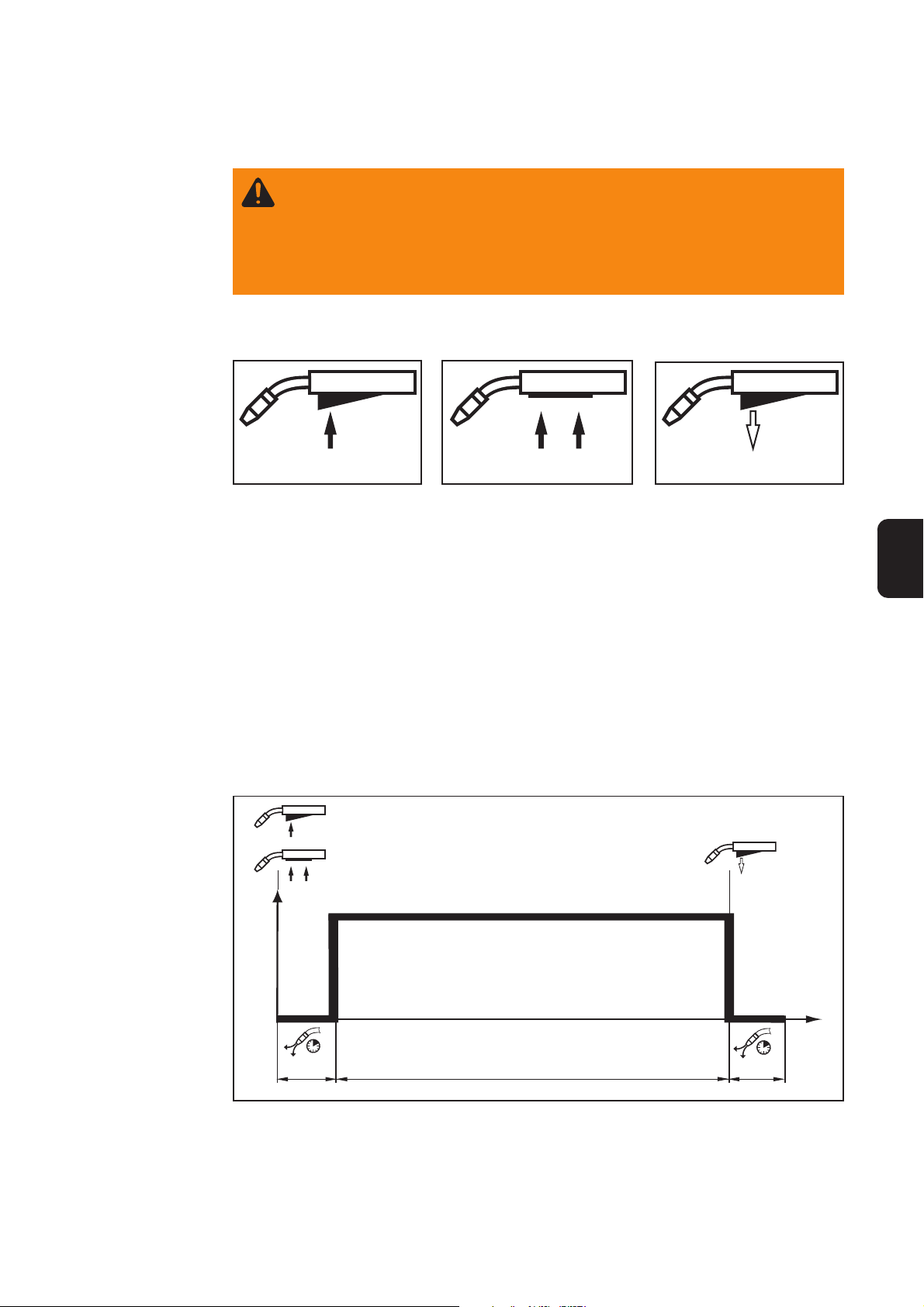
Prevádzkové režimy
VÝSTRAHA! Chybná obsluha môže zapríčiniť závažné poranenia osôb
a materiálne škody. Popisované funkcie použite až po úplnom preštudovaní a
pochopení nasledujúcich dokumentov:
- tento návod na obsluhu
- všetky návody na obsluhu systémových komponentov, najmä bezpečnost-
né predpisy
Všeobecné
informácie
Symbolika
a skratky
Dvojtaktový
režim prevádzky
Stlačte tlačidlo horáka
Tlačidlo horáka podržte
stlačené
Uvoľnite tlačidlo horáka
I1Fáza zváracieho prúdu: rovnomerné vnášanie tepla do základného materiálu
vyhriateho predtým vneseným teplom
I2Fáza prestávky prúdu: Prechodné vypnutie zváracieho prúdu na predchádzanie
lokálnemu prehriatiu základného materiálu
t1Doba úvodného prúdenia plynu
t2Doba doprúdenia plynu
t3Doba bodovania
Prevádzkový režim „dvojtaktový režim“ sa hodí pre
- stehovacie práce
- krátke zvarové spoje
- automatický režim prevádzky
+
I
SK
t
1
Obr. 11 Dvojtaktový režim prevádzky
I
1
27
t
t
2
Page 44
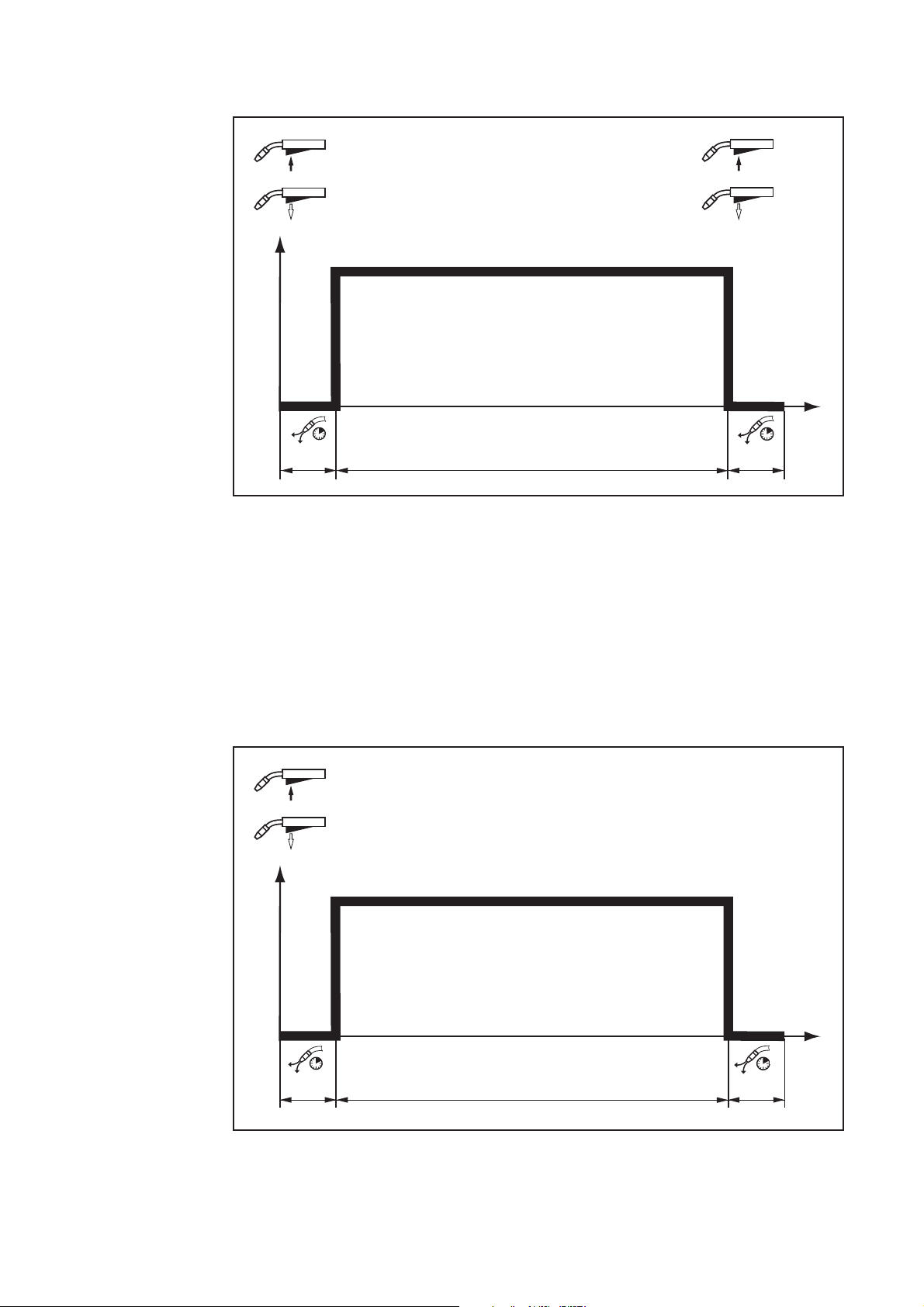
Štvortaktový
režim prevádzky
Prevádzkový režim „štvortaktový režim“ je vhodný pre dlhšie zvarové spoje.
Bodovanie
+
+
I
t
1
Obr. 12Štvortaktový režim prevádzky
I
1
t
2
Prevádzkový režim „bodovanie“ je vhodný pre zvarové spoje na prekrytých plechoch.
t
Postup pri vytvorení zvarového bodu
1. Zvárací horák držte kolmo.
2. Tlačidlo horáka stlačte a pustite.
3. Zachovajte polohu zváracieho horáka.
4. Vyčkajte po dobu doprúdenia plynu.
5. Nadvihnite zvárací horák.
+
I
t
t
1
Obr. 13Bodovanie
t
3
t
2
Dôležité upozornenie! Opätovným stlačením tlačidla horáka sa proces zvárania môže
predčasne prerušiť.
28
Page 45
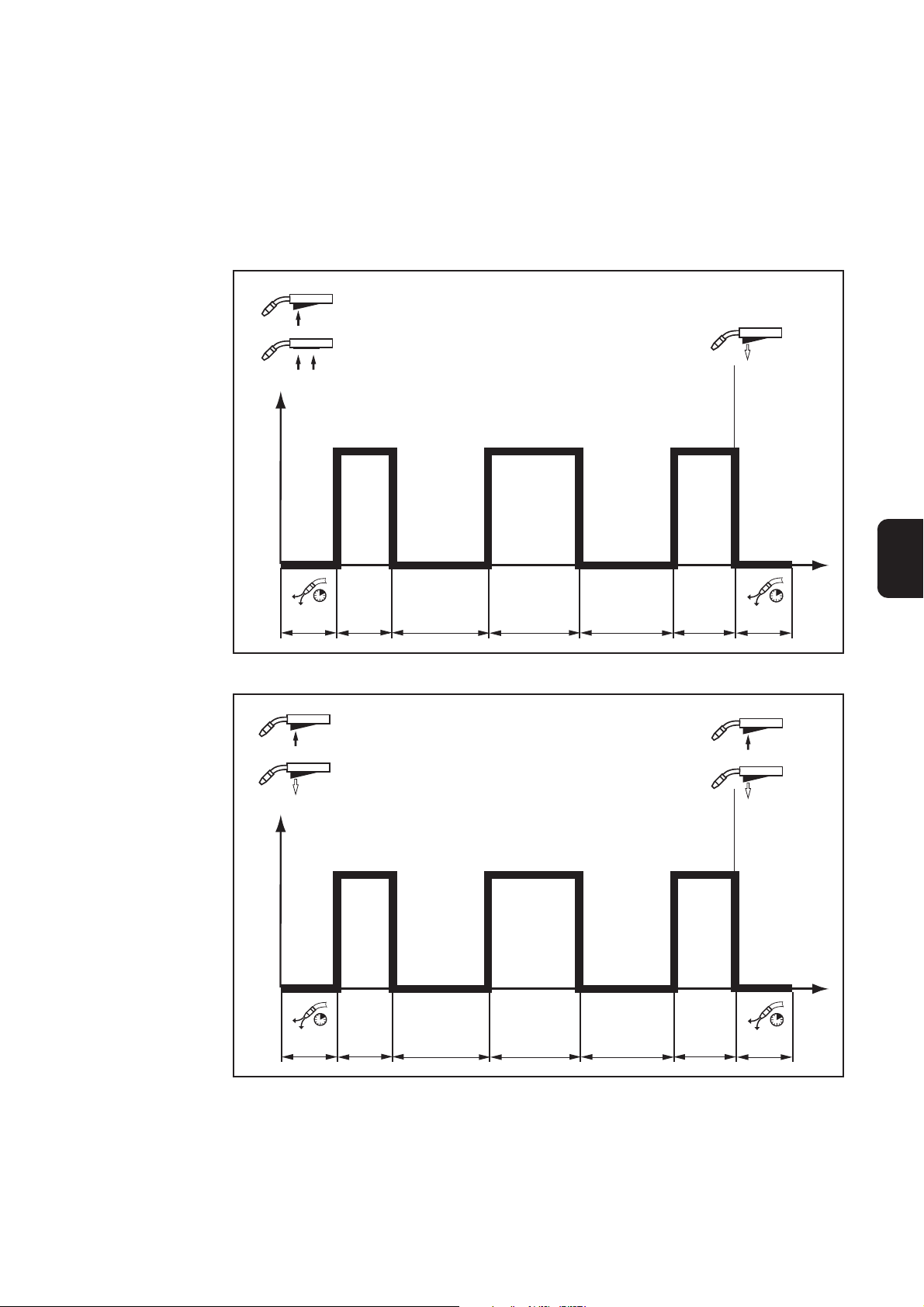
Intervalový dvoj-/
štvortaktový
režim
Tento prevádzkový režim nachádza uplatnenie v oblasti tenkých plechov; na preklenutie
vzduchových štrbín.
Keďže podávanie drôtovej elektródy nie je nepretržité, tavný kúpeľ môže počas intervalovej doby prestávky vychladnúť. Možno tak do značnej miery vylúčiť miestne prehriatie
spôsobujúce prepaľovanie základného materiálu.
Intervalové časy možno meniť nastavovacími regulátormi intervalovej zváracej doby t1
(18) a intervalovej doby prestávky t2 (19).
+
I
t
1
Obr.14a Intervalový dvojtaktový režim
I
1
I
2
+
I
SK
t
t
I
1
I
2
I
1
2
+
t
t
1
Obr.14b Intervalový štvortaktový režim
I
1
I
2
29
t
I
1
I
2
I
1
2
Page 46

Navlečenie drôtu
V prevádzkovom režime „navlečenie drôtu“ vbieha drôtová elektróda s nastavenou
rýchlosťou drôtu, bez plynu a prúdu, do hadicového zväzku horáka.
Kontrola plynu
V prevádzkovom režime „kontrola plynu“ je možné na redukčnom ventile nastavovať
potrebné množstvo plynu. Posuv drôtu nebeží - drôtová elektróda nie je pod napätím.
30
Page 47

Zváranie MIG/MAG
POZOR! Nebezpečenstvo poranenia osôb a materiálnych škôd v dôsledku
zasiahnutia elektrickým prúdom a vysúvajúcej sa drôtovej elektródy. Pri
stlačení tlačidla horáka
- nemanipulujte so zváracím horákom v blízkosti tváre a tela
- zvárací horák nedržte nasmerovaný proti osobám
- dbajte na to, aby sa drôtová elektróda nedotýkala elektricky vodivých alebo
uzemnených častí (napr. skriňa, atď.)
VÝSTRAHA! Zasiahnutie elektrickým prúdom môže byť smrteľné. Ak je zaria-
denie počas inštalácie pripojené k sieti, existuje nebezpečenstvo závažných
poranení osôb a materiálnych škôd. Všetky práce na zariadení vykonávajte iba
vtedy, ak
- je sieťový vypínač prepnutý do polohy - O -,
- je zariadenie odpojené od siete.
VÝSTRAHA! Chybná obsluha môže zapríčiniť závažné poranenia osôb
a materiálne škody. Popisované funkcie použite až po úplnom preštudovaní a
pochopení nasledujúcich dokumentov:
- tento návod na obsluhu
- všetky návody na obsluhu systémových komponentov, najmä bezpečnost-
né predpisy
Zváranie MIG/
MAG
1. Pripojenie zariadenia k sieti
2. Sieťový vypínač prepnite do polohy - I -
UPOZORNENIE! Nedostatočný prietok vody môže spôsobiť vecné škody. V
pravidelných intervaloch kontrolujte prietok vody počas prevádzky - musí byť
zjavný bezchybný spätný tok.
3. Otvorenie ventilu plynovej fľaše
4. Nastavenie množstva ochranného plynu:
- Pomocou voliča režimov prevádzky nastavte prevádzku „kontrola plynu“ ochranný plyn prúdi
- Nastavovaciu skrutku na spodnej strane redukčného ventilu otáčajte, až kým
manometer neukáže požadované množstvo plynu
5. Pomocou voliča režimov prevádzky navoľte požadovaný prevádzkový režim (prúdenie ochranného plynu zastavené):
- Dvojtaktový režim prevádzky
- Štvortaktový režim prevádzky
- Intervalový dvojtaktový režim prevádzky
- Intervalový štvortaktový režim prevádzky
- Bodovanie
SK
6. Pomocou voličového prepínača zváracieho programu navoľte požadovaný zvárací
program.
7. Pomocou voličového prepínača priemeru drôtu navoľte priemer drôtu.
Dôležité upozornenie! Parametre, ktoré boli nastavené na ovládacom paneli (napr.
posuv drôtu alebo diaľkové ovládanie), sa za určitých okolností nemôžu meniť na inom
ovládacom paneli (napr. prúdový zdroj).
31
Page 48

Zváranie MIG/
MAG
(pokračovanie)
8. Požadovaný zvárací výkon voliteľne uveďte prostredníctvom parametrov
- hrúbka plechu
- zvárací prúd
- rýchlosť drôtu
(zobrazenie nastaviteľné prostredníctvom voličového prepínača digitálneho displeja)
Dôležité upozornenie! Parametre hrúbka plechu, zvárací prúd a rýchlosť drôtu sú
bezprostredne navzájom zviazané. Postačuje zmeniť jeden parameter, pretože zvyšné
parametre sa ihneď na to prispôsobia.
9. Kábel kostry pripojte podľa zobrazenia na digitálnom displeji V - induktancia do
zásuvky zváracieho prúdu 1 / 2 alebo 3 a zaistite.
10. Druhým koncom kábla kostry vytvorte spojenie k obrobku.
11. Stlačte tlačidlo horáka a začnite zvárací postup.
Manuálne zváranie
Postup MIG/MAG ručného zvárania je zváracím postupom MIG/MAG bez funkcie
Synergic. Dosahuje sa to v podstate vzájomným prispôsobením zváracieho napätia
(stupňový spínač) a rýchlosti drôtu (nastavovací regulátor rýchlosti drôtu).
32
Page 49

Bodovanie
VÝSTRAHA! Chybná obsluha môže zapríčiniť závažné poranenia osôb
a materiálne škody. Popisované funkcie použite až po úplnom preštudovaní a
pochopení nasledujúcich dokumentov:
- tento návod na obsluhu
- všetky návody na obsluhu systémových komponentov, najmä bezpečnost-
né predpisy
Všeobecne
Bodovanie
UPOZORNENIE! Na bodové zváranie musí byť zvárací horák vybavený bodo-
vacím nástavcom.
1. Nastavte zváracie parametre.
2. Nastavovacím regulátorom doby bodovania nastavte predvolenú dobu bodovania.
3. Volič režimov prevádzky prepnite do polohy Bodovanie.
4. Správne vybavený zvárací horák (s bodovacím nástavcom) priložte k plechu.
5. Tlačidlo horáka stlačte a pustite.
6. Bodovanie prebieha.
Dôležité upozornenie!Opätovným stlačením a uvoľnením tlačidla horáka sa bodovanie
preruší.
Nastavenia sú vybrané správne, ak horná strana bodu bude zľahka vyklenutá, pričom je
na spodnej strane bodovaných dielov viditeľné prevarenie. Dbajte tiež na to, aby bodované materiály k sebe dokonale priliehali a aby boli odstránené nečistoty spôsobené lakom
a hrdzou.
SK
33
Page 50

Diagnostika a odstraňovanie chýb
VÝSTRAHA! Zasiahnutie elektrickým prúdom môže byť smrteľné. Pred ot-
vorením zariadenia
- Sieťový vypínač prepnite do polohy - O -.
- Zariadenie odpojte od siete.
- Umiestnite zrozumiteľný výstražný štítok proti opätovnému zapnutiu.
- Pomocou vhodného meracieho prístroja zabezpečte vybitie elektricky
nabitých konštrukčných dielov (napr. kondenzátorov).
POZOR! Nedostatočné spojenie ochranného vodiča môže zapríčiniť závažné
poranenia osôb a materiálne škody. Skrutky skrine sú vhodným miestom
pripojenia ochranného vodiča na uzemnenie skrine. Preto nesmú byť nahrádzané inými skrutkami, ktoré nezaručia spoľahlivé pripojenie ochranného vodiča.
Všeobecne
Zobrazené servisné kódy
Prúdový zdroj je vybavený systémom vlastnej diagnostiky! Vzniknuté poruchy sa rozpoznajú a zobrazia na displejoch vo forme poruchového kódu (E00-E99).
Dôležité upozornenie! Ak sa na displejoch objaví určité, tu neuvedené chybové hláse-
nie, potom treba danú chybu odstrániť iba prostredníctvom servisnej služby. Poznačte si
indikované chybové hlásenie, spolu s výrobným číslom a konfiguráciou prúdového
zdroja a servisnú službu upovedomte s detailným opisom chyby.
E37
(Svieti indikácia poruchy)
Príčina: Nadprúd motora posuvu drôtu: preťažený motor posuvu drôtu
Odstránenie: prekontrolujte bowden podávania drôtu, kontaktnú rúrku a brzdu drôtu
E39
(Svieti indikácia poruchy)
Príčina: Prekročenie teploty
Odstránenie: prúdový zdroj nechať ochladiť
E40
Príčina: Externý reset
Odstránenie: prekontrolujte externé riadenie
E42
Príčina: sekundárny skrat
Odstránenie: skontrolujte zvárací horák a vedenie horáka na skrat
34
Page 51

Prúdový zdroj
Variosynergic
3400/4000/5000
Po stlačení tlačidla horáka zariadenie nefunguje
Zapnutý sieťový vypínač, nesvietia kontrolky
Príčina: prerušené sieťové pripojenie, sieťová vidlica nie je zasunutá
Odstránenie: skontrolujte sieťovú prípojku, eventuálne zasuňte sieťovú vidlicu
Po stlačení tlačidla horáka nefunguje
Zapnutý sieťový vypínač, svieti kontrolka porucha
Príčina: prúdový zdroj prehriaty/preťažený
Odstránenie: prúdový zdroj nechajte ochladiť
Príčina: preťažený motor posuvu drôtu
Odstránenie: prekontrolujte bowden podávania drôtu, kontaktnú rúrku a nastavenie
brzdy drôtu
Po stlačení tlačidla horáka nefunguje
Zapnutý sieťový vypínač, svieti kontrolka pripravenosti na prevádzkovanie
Príčina: Poistka F1, F2, F3 alebo F7 chybná
Odstránenie: skontrolujte poistky
Príčina: riadiaci konektor nie je zasunutý
Odstránenie: zasuňte riadiaci konektor
Príčina: horák chybný
Odstránenie: Vymeňte horák
SK
Príčina: Interná chyba zariadenia
Odstránenie: Upovedomte servisnú službu
Po stlačení tlačidla horáka sa nezapaľuje oblúk
Indikácia pripravenosti na prevádzku svieti, motor posuvu drôtu beží
Príčina: Prípojka na kostru prerušená
Odstránenie: Skontrolujte prípojku kostry a svorku
Príčina: Prerušený prúdový kábel v zváracom horáku
Odstránenie: Vymeňte horák
Príčina: Chybný hlavný stýkač alebo stupňový spínač
Odstránenie: Vymeňte stýkač, resp. stupňový spínač (servisná služba)
Príčina: Stupňový spínač nezaistený
Odstránenie: Stupňový spínač prestavte do definovanej polohy
Nepokojný oblúk, intenzívne rozstreky, póry v zváranom materiáli
Príčina: Pracovný bod nie je zvolený optimálne
Odstránenie: Nastavte správny pomer medzi zváracím napätím a rýchlosťou drôtu
Príčina: Nevyhovujúce spojenie na kostru
Odstránenie: Vytvorte dobrý kontakt medzi zásuvkou kostrového prúdu a obrobkom
Príčina: Kostrový kábel v nesprávnej zásuvke zváracieho prúdu
Odstránenie: Zvoľte správnu zásuvku zváracieho prúdu
Príčina: Chybná alebo vybrúsená kontaktná rúka
Odstránenie: Vymeňte kontaktnú rúrku
Príčina: bez plynu
Odstránenie: Prekontrolujte redukčný ventil (množstvo plynu), plynovú hadicu (prípoj-
ky), elektromagnetický ventil plynu, prípojku plynu zváracieho horáka,
atď.
35
Page 52

Prúdový zdroj
Variosynergic
3400/4000/5000
(pokračovanie)
Príčina: Na prúdovom zdroji chýba fáza
Odstránenie: Prekontrolujte sieťový prívod, hlavný vypínač a ochranu
Príčina: Usmerňovač sekundárny chybný
Odstránenie: Prekontrolujte usmerňovač
Nepravidelná rýchlosť drôtu, drôtová elektróda vytvára slučku medzi posuvovými
kladkami a vstupnou dýzou drôtu zváracieho horáka
Príčina: Brzda cievky s drôtom je zatiahnutá príliš slabo alebo príliš silno
Odstránenie: Nastavenie brzdy cievky s drôtom
Príčina: Otvor kontaktnej rúrky je príliš tesný
Odstránenie: Použite vhodnú kontaktnú rúrku
Príčina: Chybný bowden podávania drôtu v zváracom horáku
Odstránenie: Skontrolujte, či bowden podávania drôtu nie je zalomený, ďalej skontro-
lujte jeho vnútorný priemer, dĺžku, znečistenie, atď.
Príčina: Podávacie kladky nie sú vhodné pre použitú drôtovú elektródu
Odstránenie: Prispôsobte podávacie kladky k drôtovej elektróde
Príčina: Chybný prítlačný tlak posuvových kladiek
Odstránenie: Optimalizácia prítlačného tlaku
Príčina: Nie je v poriadku kvalita drôtovej elektródy
Odstránenie: Výmena drôtovej elektródy
Príčina: Interná chyba zariadenia
Odstránenie: Upovedomte servisnú službu
Motor posuvu drôtu nebeží, príp. ho nie je možné regulovať
Svieti indikácia Pripravenosť na prevádzku
Príčina: Poistka F1, F2, F3 alebo F7 chybná
Odstránenie: Skontrolujte poistky
Príčina: Chybný motor posuvu drôtu
Odstránenie: Vymeňte motor posuvu drôtu (servisná služba)
Príčina: Chybný regulátor posuvu drôtu
Odstránenie: Vymeňte regulátor posuvu drôtu (servisná služba)
Príčina: pri delenom vyhotovení: Prerušenie v spojovacom hadicovom balíku
Odstránenie: Prekontrolujte prípojky hadicového balíku
Príčina: Interná chyba zariadenia
Odstránenie: Upovedomte servisnú službu
Drôtová elektróda sa pevne privaruje ku kontaktnej rúrke alebo tavnému kúpeľu
Príčina: Korekčný regulátor času dohárania nie je nastavený optimálne
Odstránenie: Korigujte čas dohárania oblúku
Teleso horáka a hadicový zväzok sú veľmi horúce
Príčina: Príliš slabo nadimenzovaný zvárací horák
Odstránenie: Dodržiavajte dobu zapnutia a medzné zaťaženie
Príčina: u zariadení s vodným chladením: Príliš malý prietok
Odstránenie: Skontrolujte výšku hladiny vody, prietokové množstvo vody a znečiste-
nie vody
36
Page 53

Prúdový zdroj
Variosynergic
3400/4000/5000
(pokračovanie)
Čerpadlo chladiaceho zariadenia nebeží
Príčina: žiadne napájanie napätím
Odstránenie: Prekontrolujte napájanie napätím
Príčina: Čerpadlo chladiaceho zariadenia chybné
Odstránenie: Vymeňte čerpadlo
Príliš nízky chladiaci výkon
Príčina: Chybný ventilátor
Odstránenie: Vymeňte ventilátor
Príčina: Čerpadlo chladiaceho zariadenia chybné
Odstránenie: Vymeňte čerpadlo
Príčina: Príliš nízka hladina chladiaceho média
Odstránenie: Doplňte chladiace médium
Príčina: Zúžené miesto, resp. cudzie teleso v okruhu vody
Odstránenie: Odstráňte zúžené miesto
Vysoká hlučnosť čerpadla chladiaceho zariadenia
Príčina: Príliš nízka hladina chladiaceho média
Odstránenie: Doplňte chladiace médium
Príčina: Čerpadlo chladiaceho zariadenia chybné
Odstránenie: Vymeňte čerpadlo
SK
37
Page 54

Ošetrovanie, údržba a likvidácia
VÝSTRAHA! Zasiahnutie elektrickým prúdom môže byť smrteľné. Pred ot-
vorením zariadenia
- Sieťový vypínač prepnite do polohy - O -.
- Zariadenie odpojte od siete.
- Umiestnite zrozumiteľný výstražný štítok proti opätovnému zapnutiu.
- Pomocou vhodného meracieho prístroja zabezpečte vybitie elektricky
nabitých konštrukčných dielov (napr. kondenzátorov).
Všeobecné
informácie
Symboly pre
ošetrovanie a
údržbu chladiaceho zariadenia
Zariadenia za normálnych prevádzkových podmienok vyžaduje iba minimálne ošetrenie
a údržbu. Rešpektovanie niektorých bodov je však nevyhnutné, aby sa zváracie zariadenie udržalo pripravené na prevádzkovanie počas dlhých rokov.
Príslušné intervaly údržby sú detailne
Prekontrolovať
stav vody
Vymeniť
chladiace
médium
Chladič
vyfúkať
popísané na nasledujúcich stranách.
Prečítať návod na obsluhu
Obr. 33Vysvetlenie symbolov
Pri každom
uvedení do
prevádzky
- Skontrolujte sieťovú vidlicu a sieťový kábel, ako aj zvárací horák, spojovací hadicový zväzok a spojenie na poškodenie.
- Prekontrolujte, či odstup zariadenia dookola činí 0,5 m (1.6 stopy), aby tým mohol
nerušene pritekať a unikať chladiaci vzduch.
UPOZORNENIE! Okrem toho nesmú byť v žiadnom prípade zakryté otvory pre
vstup a výstup vzduchu, a to ani čiastočne.
POZOR! Nebezpečenstvo obarenia v dôsledku príliš horúcej chladiacej kvapali-
ny. Prípojky vody kontrolujte iba vo vychladenom stave chladiacej kvapaliny.
Pri použití vodou chladených zváracích horákov:
- prekontrolujte vodné prípoje na tesnosť,
- sledujte prietok množstvo spätného toku vody do nádrže na chladiace médium,
- ak nedochádza k spätnému toku vody, chladiace zariadenie prekontrolujte a prípadne odvzdušnite.
UPOZORNENIE! Ak sa uvádzajú do prevádzky vodou chladené zváracie
horáky bez chladiacej vody, má toto za následok väčšinou defekt na telese
horáka alebo hadicovom balíku. Za poškodenia, ktoré to spôsobí, firma Fronius
neručí, všetky záručné nároky zanikajú.
38
Page 55

Raz týždenne
POZOR! Nebezpečenstvo obarenia v dôsledku príliš horúcej chladiacej kvapali-
ny. Prípojky vody kontrolujte iba vo vychladenom stave chladiacej kvapaliny.
- Skontrolujte výšku hladiny a čistotu chladiaceho média.
- Pri výške hladiny chladiaceho média pod označením „min“ … Doplňte chladiace
médium.
UPOZORNENIE! Na plnenie chladiacich zariadení používajte iba originálne
chladiace médium Fronius (č. tovaru 40,0009,0046). Iné chladiace kvapaliny sú
kvôli ich elektrickej vodivosti a na základe nedostatočnej kompatibility s materiálmi nevhodné.
Každé 2 mesiace
Každých 6 mesiacov
Každých 12
mesiacov
POZOR! Nebezpečenstvo obarenia v dôsledku príliš horúcej chladiacej kvapali-
ny. Prípojky vody kontrolujte iba vo vychladenom stave chladiacej kvapaliny.
- Prekontrolujte spätný tok ohľadom znečistenia a prípadne ho vyčistite.
- Ak sa používajú: vodný filter a monitorovač prietoku prekontrolujte ich na funkčnosť,
resp. znečistenie a prípadne ich vyčistite, príp. vymeňte filtračnú rúrku.
-Bočné diely zariadenia demontujte a vnútro zariadenia vyfúkajte dočista suchým
stlačeným vzduchom so zníženým tlakom.
UPOZORNENIE! Nebezpečenstvo poškodenia elektronických konštrukčných
častí. Nefúkajte zblízka na elektronické konštrukčné časti.
- Pri zvýšenej prašnosti vyčistite aj vodný chladič.
POZOR! Nebezpečenstvo obarenia v dôsledku príliš horúcej chladiacej kvapali-
ny. Prípojky vody kontrolujte iba vo vychladenom stave chladiacej kvapaliny.
- Vymeňte chladiacu kvapalinu.
- Opotrebovanú chladiacu kvapalinu odborne zlikvidujte.
SK
Platnosť „Všeobecných dodacích
a platobných
podmienok“
Likvidácia
Dôležité upozornenie! Chladiace médium sa nesmie likvidovať vylievaním do kanalizá-
cie!
UPOZORNENIE! Na opätovné doplnenie chladiaceho zariadenia používajte iba
originálne chladiace médium Fronius (č. výrobku 40,0009,0046).
„Všeobecné dodacie a platobné podmienky“ podľa cenníka platia vzhľadom na chladiace
zariadenia iba za nasledujúcich predpokladov:
- Pri dobe prevádzkovania max. 8 h / deň (prevádzkovanie s jednou pracovnou
zmenou)
- Pri výlučnom použití chladiaceho média Fronius (č. výrobku 40,0009,0046, resp.
40,0009,0075)
- Pri pravidelnej údržbe a pravidelnej výmene chladiaceho média.
Pri zneškodňovaní rešpektujte platné národné a regionálne predpisy.
39
Page 56

Technické údaje
Všeobecne
Prúdový zdroj VS
3400/4000/5000
UPOZORNENIE! Nedostatočne dimenzovaná elektroinštalácia môže viesť k
závažným materiálnym škodám. Ak je zariadenie skonštruované pre osobitné
napätie, platia technické údaje uvedené na výkonovom štítku. Sieťové pripojenie i jeho istenie sa musí adekvátne dimenzovať.
VS 3400 VS 4000 VS 5000
Sieťové napätie 3x230/400 V 3x230/400 V 3x230/400 V
Tolerancia sieťového napätia ± 10 % ± 10 % ± 10 %
Sieťová frekvencia 50 / 60 Hz 50 / 60 Hz 50 / 60 Hz
Sieťové istenie 230 V 20 A pomalá 35 A pomalá 35 A pomalá
Sieťové istenie 400 V 20 A pomalá 35 A pomalá 35 A pomalá
Trvalý prúd na primári
(100% doba zapnutia) 6,2 kVA 7,6 kVA 11 kVA
Cos fí 280 A - - 0,95
340 A 0,95 - 400 A - 0,94 -
Účinnosť
200 A 76,8 % - 80 %
220 A - 78,6 % Rozsah zváracieho prúdu 10 - 340 A 30 - 400 A 35 - 500 A
Zvárací prúd pri
10 min / 25°C (77°F) 40% ED 340 A - 500 A
50% ED - 400 A 60% ED 270 A 360 A 410 A
100% ED 210 A 280 A 320 A
10 min / 40°C (104°F) 30% ED - - 500 A
35% ED 340 A 400 A 60% ED 260 A 290 A 360 A
100% ED 200 A 220 A 280 A
Napätie naprázdno 45 V 51 V 54 V
Pracovné napätie 14,5 - 31,0 V 15,5 - 34,0 V 15,8 - 39,0 V
Počet prepínacích stupňov 2 x 7 3 x 7 4 x 7
Odbočky tlmivky 3 3 3
Stupeň krytia IP 23 IP 23 IP 23
Druh chladenia AF AF AF
Izolačná trieda F F F
Skúšobný znak CE CE CE
Označenie bezpečnosti S S S
Rozmery dxšxv (mm) 890x 460 x945 890x460x945 890x460x945
(in.) 35,0x18,1x37,2 35,0x18,1x37,2 5,0x18,1x37,2
Hmotnosť 139 kg 147,5 kg 156 kg
306.44 lb. 325.18 lb. 343.92 lb.
40
Page 57

Posuv drôtu VR
3000/3300
VR 3000 VR 3300
Napájacie napätie 42 V DC 42 V DC
Príkon 164 W 164 W
Prevod 24,5:1 24,5:1
Druhy cievok drôtu všetky normované cievky drôtu
max. hmotnosť cievky drôtu 16 kg 16 kg
35.27 lb. 35.27 lb.
Priemer cievky drôtu 300 mm 300 mm
11.81 in. 11.81 in.
Priemer drôtu 0,8 - 1,6 mm 0,8 - 1,6 mm
Rýchlosť drôtu 0 - 18 m/min 0 - 18 m/min
0 - 708.66 ipm. 0 - 708.66 ipm.
Stupeň krytia IP 23 IP 23
Rozmery dxšxv (mm) 620 x 290 x 420 600 x 260 x 440
(in.) 24,41 x 11,42 x 16,54 23,62 x 10,24 x 17,32
Hmotnosť 16 kg 13 kg
35.27 lb. 28.66 lb.
Chladiace zariadenie FK 3000 R
FK 3000 R
Sieťové napätie motora čerpadla 230 V, 50/60 Hz
Prúdový odber primár 0,8 A
Výkon chladiaceho okruhu
+20° C 1200 W
80° F 4094 BTU/hr.
+40° C 700 W
104° F 2388.26
Prepravné množstvo 3,0 l/min
6.43 cfh.
Prepravná výška 25 m
82 ft.
Tlak čerpadla 3,5 bar
50,75 psi.
Obsah chladiaceho média 5,2 l
1.37 gal. (US)
Krytie IP 23
Rozmery d x š x v 215 x 240 x 480 mm
8.46 x 9.45 x 18.90 in.
Hmotnosť (bez chladiaceho média) 11 kg
24.25 lb.
SK
41
Page 58

42
Page 59

Szanowny użytkowniku!
Wprowadzenie
Dziękujemy za obdarzenie nas zaufaniem oraz gratulujemy wyboru produktu firmy
Fronius o wysokiej jakości technicznej. Niniejsza instrukcja obsługi pomoże Państwu się
z nim zaznajomić. Czytając uważnie instrukcję, poznają Państwo szeroki zakres zastosowań niniejszego produktu firmy Fronius. Tylko w ten sposób mogą Państwo najlepiej
wykorzystać zalety produktu.
Prosimy również o przestrzeganie przepisów bezpieczeństwa, by zapewnić większe
bezpieczeństwo w miejscu użytkowania produktu. Uważne obchodzenie się z produktem
pomaga utrzymać jego trwałość i niezawodność. Są to niezbędne warunki osiągania
należytych rezultatów jego użycia.
ud_fr_st_et_01529 012012
PL
Page 60

Page 61

Przepisy bezpieczeństwa
NIEBEZPIECZEŃSTWO!
OSTRZEŻENIE!
OSTROŻNIE!
WSKAZÓWKA!
Ważne!
„NIEBEZPIECZEŃSTWO!“ Opisuje bezpośrednie zagrożenie. Jeśli się go
nie uniknie, skutkiem będzie śmierć lub ciężkie obrażenia.
„OSTRZEŻENIE!“ Opisuje możliwie niebezpieczną sytuację. Jeśli się jej nie
uniknie, skutkiem może być śmierć lub ciężkie obrażenia.
„OSTROŻNIE!“ Opisuje możliwie szkodliwą sytuację. Jeśli się jej nie uniknie,
skutkiem mogą być lekkie lub niewielkie obrażenia oraz szkody rzeczowe.
„WSKAZÓWKA!“ opisuje zagrożenie wywarcia negatywnego wpływu na
wyniki pracy i możliwych uszkodzeń wyposażenia.
„Ważne!“ opisuje wskazówki odnośnie użytkowania i inne szczególnie przydatne
informacje. Nie jest to żadne wskazanie sytuacji szkodliwej lub mogącej spowodować
zagrożenie.
Widząc jeden z symboli wymienionych w rozdziale „Przepisy bezpieczeństwa“, należy
zachować szczególną ostrożność.
Informacje
ogólne
Urządzenie zostało zbudowane zgodnie z najnowszym stanem techniki oraz
uznanymi zasadami bezpieczeństwa technicznego. Mimo to w przypadku
błędnej obsługi lub nieprawidłowego zastosowania istnieje niebezpieczeńst-
wo:
- odniesienia obrażeń lub wypadków śmiertelnych,
- uszkodzenia urządzenia oraz innych dóbr materialnych użytkownika,
- zmniejszenia wydajności urządzenia.
Wszystkie osoby zajmujące się rozruchem, obsługą, konserwacją i naprawą
urządzenia, muszą
- posiadać odpowiednie kwalifikacje,
- posiadać wiedzę na temat spawania oraz
- zapoznać się z niniejszą instrukcją obsługi.
Instrukcję obsługi należy przechowywać wraz z urządzeniem. Jako
uzupełnienie do instrukcji obsługi należy przestrzegać ogólnych oraz miejscowych przepisów bhp oraz ochrony środowiska oraz udostępnić je.
Wszystkie wskazówki bezpieczeństwa i ostrzeżenia umieszczone na
urządzeniu należy
- utrzymywać w czytelnym stanie;
- chronić przed uszkodzeniami, dobrze przymocować
- pilnować, aby nie były przykrywane, zaklejane ani zamalowywane.
Umiejscowienie poszczególnych wskazówek bezpieczeństwa i ostrzeżeń na
urządzeniu, patrz rozdział instrukcji obsługi „Uwagi ogólne“.
Usterki mogące wpłynąć na bezpieczeństwo użytkowania usuwać przed
włączeniem urządzenia.
PL
Liczy się przede wszystkim bezpieczeństwo użytkownika!
ud_fr_st_sv_01528 012013
Page 62

Użytkowanie
zgodne z przeznaczeniem
Urządzenie nadaje się do wykonywania prac wyłącznie zgodnie z opisem
zawartym w części o zastosowaniu zgodnym z przeznaczeniem.
Urządzenie należy eksploatować wyłącznie zgodnie z metodą spawania,
określoną na tabliczce znamionowej.
Inne zastosowanie lub użycie wykraczające poza obowiązujące ustalenia
jest traktowane jako niezgodne z przeznaczeniem. Producent nie ponosi
odpowiedzialności za szkody powstałe w wyniku użytkowania niezgodnego
z powyższym zaleceniem.
Do zastosowania zgodnego z przeznaczeniem zalicza się również:
- zapoznanie się i przestrzeganie wszystkich wskazówek zawartych w
instrukcji obsługi,
- zapoznanie się ze wszystkimi wskazówkami bezpieczeństwa i
ostrzeżeniami,
- przestrzeganie terminów przeglądów i konserwacji
Nigdy nie używać urządzenia do wymienionych poniżej czynności:
- rozmrażania rur,
- ładowania akumulatorów,
- uruchamiania silników.
Urządzenie zostało zaprojektowane z myślą o eksploatacji przemysłowej.
Producent nie odpowiada za szkody, jakie mogą wyniknąć z użytkowania w
obszarach mieszkalnych.
Warunki otoczenia
Producent nie ponosi również odpowiedzialności za niezadowalające lub
niewłaściwe wyniki pracy.
Korzystanie z urządzenia lub jego przechowywanie poza przeznaczonym do
tego obszarem uznawane jest za niezgodne z przeznaczeniem. Producent
nie ponosi odpowiedzialności za szkody powstałe w wyniku użytkowania
niezgodnego z powyższym zaleceniem.
Zakres temperatur powietrza otoczenia:
- podczas pracy: od -10 °C do +40 °C (od 14 °F do 104 °F)
- podczas transportu i składowania: od - 25 °C do + 55 °C (od -13 °F do 131 °F)
Wilgotność względna:
- do 50 % przy 40 °C (104 °F)
- do 90 % przy 20 °C (68 °F)
Powietrze otoczenia: wolne od pyłu, kwasów, powodujących korozję gazów
lub substancji itp.
Wysokość nad poziomem morza: do 2000 m (6500 ft)
Obowiązki
użytkownika
ud_fr_st_sv_01528 012013
Użytkownik zobowiązuje się zezwalać na pracę z użyciem urządzenia tylko
osobom, które
- zapoznały się z podstawowymi przepisami bezpieczeństwa i higieny
pracy i zostały poinstruowane o sposobie obsługi urządzenia,
- przeczytały instrukcję obsługi, a zwłaszcza rozdział „Przepisy bezpieczeństwa” przyswoiły sobie ich treść i potwierdziły to swoim podpisem,
- posiadają wykształcenie odpowiednie do wymagań związanych z
wynikami pracy.
Należy regularnie kontrolować personel pod względem wykonywania pracy
zgodnie z zasadami bezpieczeństwa.
Page 63

Obowiązki pracowników
Wszystkie osoby, którym powierzono wykonywanie pracy przy użyciu
urządzenia, przed rozpoczęciem pracy zobowiązują się
- przestrzegać podstawowych przepisów bezpieczeństwa i higieny pracy,
- przeczytać niniejszą instrukcję obsługi, a zwłaszcza rozdział „Przepisy
bezpieczeństwa” i potwierdzić swoim podpisem, że je zrozumiały i będą
ich przestrzegać.
Przed opuszczeniem stanowiska pracy upewnić się, że w trakcie nieobecności nie istnieje żadne zagrożenie dla ludzi ani ryzyko strat materialnych.
Przyłącze sieciowe
Ochrona osób
Urządzenia o wysokiej mocy mogą mieć wpływ na jakość energii elektrycznej
w sieci ze względu na duży pobór prądu.
Może to dotyczyć niektórych typów urządzeń, przyjmując następujące formy:
- Ograniczenia w zakresie możliwości podłączenia
- Wymagania odnośnie maks. dopuszczalnej impedancji sieci
- Wymagania odnośnie minimalnej wymaganej mocy zwarciowej
*)
zawsze na połączeniu z siecią publiczną
*)
*)
patrz dane techniczne
W takim przypadku użytkownik lub osoba korzystająca z urządzenia muszą
sprawdzić, czy urządzenie może zostać podłączone, w razie potrzeby
zasięgając opinii w zakładzie energetycznym.
Prace spawalnicze stwarzają liczne zagrożenia, np.:
- iskrzenia, rozrzucania gorących elementów metalowych
- promieniowania łuku spawalniczego, szkodliwego dla oczu i dla skóry
- działania szkodliwych pól elektromagnetycznych, mogących stanowić
zagrożenie życia dla osób z wszczepionym rozrusznikiem serca
- zagrożenia powodowane przez elektryczny prąd zasilania i prąd spawania
- zwiększone natężenie hałasu
- szkodliwe dymy spawalnicze i gazy
Osoby, które podczas procesu spawania pracują przy spawanym elemencie, muszą posiadać odpowiednią odzież ochronną o następujących
właściwościach:
- trudnopalna
- izolowana i sucha
- zakrywająca całe ciało, nieuszkodzona i w dobrym stanie
-hełm ochronny
- spodnie bez mankietów
PL
ud_fr_st_sv_01528 012013
Page 64

Ochrona osób
(kontynuacja)
Odzież ochronna obejmuje między innymi:
- ochronę oczu i twarzy za pomocą przyłbicy z zalecanym przepisami
wkładem filtrującym, chroniącym przed promieniami UV, gorącem i
iskrami;
- noszenie pod przyłbicą zalecanych przepisami okularów ochronnych z
osłoną boczną;
- noszenie sztywnego, izolującego również w przypadku wilgoci obuwia;
- ochronę dłoni za pomocą odpowiednich rękawic (izolowanych elektrycznie, z ochroną przed poparzeniem);
- stosowanie ochrony słuchu w celu zmniejszenia narażenia na hałas i
ochrony przed urazami.
W trakcie pracy wszystkie osoby z zewnątrz, a w szczególności dzieci,
powinny przebywać z dala od urządzenia i procesu spawania. Jeśli jednak
w pobliżu przebywają osoby postronne
- należy je poinstruować o grożących zagrożeniach (niebezpieczeństwo
oślepienia przez łuk spawalniczy, zranienie przez iskry, szkodliwe dla
zdrowia kwasy i gazy, hałas, zagrożenie porażenia prądem z sieci i
prądem spawania itp.),
- udostępnić odpowiednie środki ochrony osobistej lub
- ustawić odpowiednie ścianki ochronne i zasłony.
Dane dotyczące
poziomu emisji
hałasu
Zagrożenie ze
względu na
kontakt ze szkodliwymi gazami i
oparami
Urządzenie wytwarza maksymalny poziom ciśnienia akustycznego
wynoszący <80 dB(A) (ref. 1pW) na biegu jałowym oraz w fazie schładzania
po zakończeniu użytkowania zgodnie z dopuszczalnym maksymalnym
punktem obciążenia znamionowego normy EN 60974-1.
Wartość emisji na stanowisku pracy podczas spawania (i cięcia) nie może
zostać podana, ponieważ zależy ona od stosowanej metody i warunków
otoczenia. Wartość ta jest zależna od różnych parametrów, m.in. typu spawania (spawanie MIG/MAG, TIG), stosowanego rodzaju zasilania (prąd stały,
prąd przemienny), zakresu mocy, rodzaju spawanego materiału, rezonansu
obrabianego przedmiotu, otoczenia stanowiska pracy itp.
Dym powstający podczas spawania zawiera szkodliwe dla zdrowia gazy i
opary.
Dym spawalniczy zawiera substancje, które w pewnych okolicznościach
mogą powodować uszkodzenia płodu oraz raka.
Trzymać głowę z dala od powstającego dymu spawalniczego i gazów.
Powstającego dymu oraz szkodliwych gazów
- nie należy wdychać,
- należy je odsysać z obszaru roboczego za pomocą odpowiednich
urządzeń.
ud_fr_st_sv_01528 012013
Zadbać o doprowadzenie świeżego powietrza w wystarczającej ilości.
W przypadku niedostatecznego nawiewu stosować ochronną maskę oddechową z doprowadzeniem powietrza.
Jeśli istnieją wątpliwości co do tego, czy wydajność odciągu jest
wystarczająca, należy porównać zmierzone wartości emisji substancji
szkodliwych z dozwolonymi wartościami granicznymi.
Jeśli nie są prowadzone prace spawalnicze, zawór butli z gazem ochronnym
należy zamknąć lub główny dopływ gazu zamknąć
Page 65

Zagrożenie ze
względu na
kontakt ze szkodliwymi gazami i
oparami
(kontynuacja)
Za stopień szkodliwości dymu spawalniczego odpowiedzialne są między
innymi następujące składniki:
- stosowane w elemencie metale
- elektrody
- powłoki
- środki czyszczące, odtłuszczacze itp.
Dlatego też należy uwzględnić odpowiednie karty bezpieczeństwa
materiałów i informacje podane przez producenta na temat wymienionych
elementów.
Palne pary (np. pary z rozpuszczalników) należy utrzymywać z dala od
obszaru promieniowania łuku spawalniczego.
Niebezpieczeństwo ze względu
na iskrzenie
Zagrożenia
stwarzane przez
prąd z sieci i
prąd spawania
Iskry mogą stać się przyczyną pożarów i eksplozji.
Nigdy nie spawać w pobliżu palnych materiałów.
Materiały palne muszą być oddalone od łuku spawalniczego co najmniej 11
m (35 ft.) lub też przykryte atestowaną osłoną.
Przygotować odpowiednią, atestowaną gaśnicę.
Iskry oraz gorące elementy metalowe mogą dostać się również przez małe
szczeliny i otwory do otoczenia. Należy zastosować odpowiednie środki,
aby zapobiec niebezpieczeństwu zranienia lub pożaru.
Nie wykonywać spawania w obszarach zagrożonych pożarem lub eksplozją
oraz przy zamkniętych zbiornikach, beczkach lub rurach, jeśli nie są one
przygotowane zgodnie z odpowiednimi normami krajowymi i międzynarodowymi.
Nie wolno spawać w pobliżu zbiorników, w których przechowywane są lub
były gazy, paliwa, oleje mineralne itp. Ich pozostałości stwarzają niebezpieczeństwo eksplozji.
Porażenie prądem elektrycznym jest z zasady śmiertelnie niebezpieczne.
Nie dotykać żadnych części w i poza obrębem urządzenia, przewodzących
prąd elektryczny.
W przypadku spawania MIG/MAG oraz TIG, napięcie jest przewodzone
również przez drut spawalniczy, szpulę drutu, rolki napędowe oraz wszystkie części metalowe, które są połączone z drutem spawalniczym.
Podajnik drutu należy zawsze ustawiać na odpowiednio izolowanym
podłożu lub też stosować odpowiedni, izolowany uchwyt podajnika drutu.
Dla zapewnienia odpowiedniej ochrony własnej i innych osób należy zastosować suchą podkładkę lub też osłonę izolującą odpowiednio od potencjału
ziemi lub masy. Podkładka lub pokrywa musi zakrywać całkowicie cały
obszar pomiędzy ciałem i potencjałem ziemi lub masy.
Wszystkie kable i przewody muszą być kompletne, nieuszkodzone, zaizolowane i o odpowiednich wymiarach. Luźne złącza, przepalone, uszkodzone
lub niewymiarowe kable i przewody niezwłocznie naprawić.
Nie owijać kabli i przewodów wokół ciała ani wokół części ciała.
ud_fr_st_sv_01528 012013
PL
Page 66

Zagrożenia
stwarzane przez
prąd z sieci i
prąd spawania
(kontynuacja)
Elektrody spawalniczej (elektrody topliwej, elektrody wolframowej, drutu
spawalniczego, itp.)
- nie należy nigdy zanurzać w cieczach w celu ochłodzenia
- nie należy nigdy dotykać przy włączonym źródle prądu spawalniczego.
Pomiędzy elektrodami do spawania dwóch urządzeń spawalniczych może
wystąpić np. zdublowane napięcie trybu pracy jałowej urządzenia spawalniczego. W przypadku jednoczesnego dotknięcia potencjałów obydwu
elektrod w pewnych warunkach może wystąpić zagrożenie dla życia.
Regularnie zlecać wykwalifikowanym elektrykom sprawdzanie przewodów
urządzenia pod kątem prawidłowego działania.
Urządzenie należy podłączać tylko do sieci posiadających przewód ochronny oraz do gniazd wtykowych z uziemieniem.
Podłączanie urządzenia do sieci bez przewodu ochronnego i gniazd wtykowych bez uziemienia uznawane jest za rażące zaniedbanie. Producent
nie ponosi odpowiedzialności za szkody powstałe w wyniku użytkowania
niezgodnego z powyższym zaleceniem.
W razie potrzeby zadbać o odpowiednie uziemienie spawanego elementu
za pomocą odpowiednich środków.
Wyłączać nieużywane urządzenia.
Wędrujące prądy
spawania
Podczas prac na wysokości stosować uprząż zabezpieczającą przed
upadkiem.
Przed przystąpieniem do prac przy urządzeniu wyłączyć urządzenie i wyjąć
wtyczkę zasilania.
Urządzenie należy zabezpieczyć przed włożeniem wtyczki zasilania i ponownym włączeniem za pomocą czytelnej i zrozumiałej tabliczki ostrzegawczej.
Po otwarciu urządzenia należy:
- rozładować wszystkie podzespoły, gromadzące ładunki elektryczne,
- upewnić się, czy wszystkie elementy urządzenia są w stanie
bezprądowym.
Jeśli konieczne jest przeprowadzenie prac dotyczących części
przewodzących napięcie elektryczne, należy poprosić o pomoc drugą
osobę, która wyłączy w odpowiednim czasie wyłącznik główny.
W przypadku nieprzestrzegania przedstawionych poniżej zaleceń możliwe
jest powstawanie wędrujących prądów spawania, które mogą spowodować
następujące zagrożenia:
- niebezpieczeństwo pożaru,
- przegrzanie podzespołów, połączonych ze spawanym elementem,
- zniszczenie przewodów ochronnych,
- uszkodzenie urządzenia oraz innych urządzeń elektrycznych.
ud_fr_st_sv_01528 012013
Zadbać o odpowiednie połączenie zacisku przyłączeniowego elementu ze
spawanym elementem..
Zamocować zacisk elementu w miarę możliwości jak najbliżej spawanego
miejsca.
W przypadku podłoża przewodzącego prąd elektryczny ustawić urządzenie
na izolacji oddzielającej w wystarczającym stopniu od podłoża.
Page 67
Wędrujące prądy
spawania
(kontynuacja)
W przypadku zastosowania rozdzielaczy prądowych, uchwytów z podwójną
głowicą itp. należy przestrzegać poniższych zaleceń: Również elektrody
nieużywanego palnika spawalniczego / uchwytu elektrody przewodzą
potencjał. Należy zadbać o odpowiednią izolację miejsca nieużywanego
aktualnie palnika spawalniczego / uchwytu elektrod.
W zautomatyzowanych zastosowaniach MIG/MAG drut elektrodowy prowadzić w
pełnej izolacji od zasobnika drutu spawalniczego lub szpuli do podajnika drutu.
Klasyfikacja
kompatybilności
elektromagnetycznej urządzeń
(EMC)
Środki zapobiegania
zakłóceniom
elektromagnetycznym
Urządzenia klasy emisji A:
- przewidziane do użytku wyłącznie na obszarach przemysłowych
- na innych obszarach mogą powodować zakłócenia przenoszone po
przewodach lub na drodze promieniowania.
Urządzenia klasy emisji B:
- spełniają wymagania dotyczące emisji na obszarach mieszkalnych i
przemysłowych. Dotyczy to również obszarów mieszkalnych zaopatrywanych w energię z publicznej sieci niskonapięciowej.
Klasyfikacja zgodności elektromagnetycznej urządzeń wg tabliczki znamionowej lub danych technicznych
W szczególnych wypadkach, pomimo przestrzegania wymaganych przez
normy wartości granicznych emisji, na obszarze zgodnego z przeznaczeniem użytkowania mogą wystąpić nieznaczne zakłócenia (np. gdy w pobliżu
miejsca ustawienia znajdują się czułe urządzenia lub gdy miejsce ustawienia znajduje się w pobliżu odbiorników radiowych i telewizyjnych).
W takim przypadku użytkownik jest zobowiązany do powzięcia odpowiednich środków w celu zapobieżenia tym zakłóceniom.
Sprawdzić i ocenić możliwe problemy oraz odporność na zakłócenia
urządzeń znajdujących się w otoczeniu zgodnie z przepisami krajowymi i
międzynarodowymi:
- urządzenia zabezpieczające
- przewody sieciowe, do transmisji sygnałów i danych
- urządzenia do elektronicznego przetwarzania danych i urządzenia
telekomunikacyjne
- urządzenia do pomiarów i kalibracji
Środki pomocnicze, umożliwiające uniknięcie problemów z kompatybilnością elektromagnetyczną:
a) zasilanie sieciowe
- W przypadku wystąpienia zakłóceń elektromagnetycznych pomimo
prawidłowego podłączenia do sieci należy zastosować środki dodatkowe (np. użyć odpowiedniego filtra sieciowego).
b) Przewody do uchwytu
- powinny być w miarę możliwości krótkie,
- muszą przebiegać blisko siebie (również w celu uniknięcia problemów z
kompatybilnością),
- należy ułożyć z dala od innych przewodów;
c) Wyrównanie potencjałów
d) uziemienie elementu spawanego
- W razie konieczności wykonać połączenie uziemiające za pośrednictwem odpowiednich kondensatorów.
e) ekranowanie w razie potrzeby
- ekranować inne urządzenia w otoczeniu,
- ekranować całą instalację spawalniczą.
ud_fr_st_sv_01528 012013
PL
Page 68

Środki zapobiegania
zakłóceniom
elektromagnetycznym
Pola elektromagnetyczne mogą powodować nieznane jeszcze zagrożenia
zdrowia:
- w następstwie oddziaływania na zdrowie osób znajdujących się w
pobliżu, np. używających rozruszników serca lub aparatów słuchowych,
-użytkownicy rozruszników serca powinni zasięgnąć porady lekarza,
zanim będą przebywać w bezpośrednim pobliżu urządzenia oraz
procesu spawania,
- ze względów bezpieczeństwa odstępy pomiędzy kablami spawalniczymi oraz głowicą/kadłubem spawarki powinny być jak największe,
- nie nosić kabli spawalniczych i wiązek do uchwytu na ramieniu i nie
owijać ich wokół ciała lub części ciała.
Miejsca szczególnych zagrożeń
Utrzymywać ręce, włosy, części odzieży i narzędzia z dala od elementów
ruchomych, np.:
- wentylatorów,
-kół zębatych,
- rolek,
-wałków,
- szpuli drutu oraz drutu spawalniczego.
Nie wkładać dłoni w obracające się koła zębate napędu drutu lub też w
obracające się części napędu.
Pokrywy i elementy boczne można otwierać / zdejmować tylko na czas
wykonywania czynności konserwacyjnych i napraw.
Podczas eksploatacji
- Upewnić się, czy wszystkie pokrywy są zamknięte i wszystkie elementy
boczne prawidłowo zamontowane.
- Wszystkie pokrywy i elementy boczne powinny być zamknięte.
Wysuwanie drutu spawalniczego z palnika spawalniczego oznacza wysokie
ryzyko zranienia (ukłucie dłoni, zranienie twarzy i oczu, itp.). Dlatego też
zawsze należy trzymać palnik z dala od ciała (urządzenia z podajnikiem
drutu).
Nie dotykać elementu spawanego podczas i bezpośrednio po spawaniu –
niebezpieczeństwo oparzenia.
ud_fr_st_sv_01528 012013
Ze stygnących elementów może odpryskiwać żużel. Dlatego też również
podczas obróbki dodatkowej elementów spawanych należy nosić zalecane
przepisami wyposażenie ochronne i zadbać o wystarczającą ochronę
innych osób.
Przed przystąpieniem do wykonywania prac przy palniku i innych elementach pozostawić palnik spawalniczy oraz inne elementy wyposażenia o
wysokiej temperaturze roboczej do ostygnięcia.
W pomieszczeniach zagrożonych pożarem lub eksplozją obowiązują specjalne przepisy – należy przestrzegać odpowiednich przepisów krajowych i
międzynarodowych.
Źródła prądu spawalniczego, przeznaczone do pracy w pomieszczeniach o
podwyższonym zagrożeniu elektrycznym (np. kotły), muszą być oznaczone
znakiem bezpieczeństwa (Safety). Źródło prądu spawalniczego nie może
jednakże znajdować się w takich pomieszczeniach.
Niebezpieczeństwo oparzenia przez wyciekający płyn chłodzący. Przed
rozłączeniem przyłączy dopływu i odpływu wody, wyłączyć chłodnicę.
Page 69

Miejsca szczególnych zagrożeń
(kontynuacja)
Do transportu urządzeń przy użyciu dźwigów stosować tylko odpowiednie
zawiesia do podwieszania ładunków, dostarczone przez producenta.
- Zaczepiać łańcuchy lub liny odpowiednich zawiesi do podwieszania
ładunków we wszystkich przewidzianych do tego celu punktach zaczepienia.
- Łańcuchy i liny mogą być odchylone od pionu tylko o nieznaczny kąt.
- Usunąć butlę z gazem i podajnik drutu (urządzenia MIG/MAG oraz TIG).
W przypadku podwieszenia podajnika drutu do dźwigu podczas spawania,
należy zawsze stosować odpowiednie, izolowane zawieszenie podajnika
drutu (urządzenia MIG/MAG i TIG).
Jeśli urządzenie wyposażone jest w pasek lub uchwyt do przenoszenia,
służy on wyłącznie do jego ręcznego przenoszenia. Pasek do przenoszenia
nie nadaje się do transportu przy użyciu żurawia, wózka widłowego i innych
mechanicznych urządzeń podnośnikowych.
Wszystkie elementy mocujace (pasy, lancuchy), które beda uzywane razem
z urzadzeniem lub jego podzespolami, nalezy poddawac regularnej kontroli
(np. pod katem uszkodzen mechanicznych, korozji lub zmian wywolanych
innymi wplywami srodowiskowymi).
Okresy dokonywania kontroli oraz ich zakres musza odpowiadac przynajmniej obowiazujacym normom i dyrektywom krajowym.
Niebezpieczeństwo niezauważonego wycieku bezbarwnego i bezwonnego
gazu ochronnego w przypadku zastosowania adaptera do przyłącza gazu
ochronnego. Gwint adaptera do przyłącza gazu ochronnego po stronie
urządzenia należy przed montażem uszczelnić za pomocą taśmy teflonowej.
Czynniki
wpływające na
wyniki spawania
Niebezpieczeństwo stwarzane
przez butle z
gazem ochronnym
Aby zapewnić prawidłowe i bezpieczne działanie systemu spawania, konieczne jest spełnienie następujących wymagań dotyczących jakości gazu
ochronnego:
- wielkość cząstek stałych <40µm,
-ciśnieniowy punkt rosy <-20°C,
- maks. zawartość oleju <25mg/mł.
W razie potrzeby użyć filtra.
WSKAZÓWKA! Niebezpieczeństwo zanieczyszczenia występuje w
szczególności w przypadku przewodów pierścieniowych.
Butle z gazem ochronnym zawierają znajdujący się pod ciśnieniem gaz i w
przypadku uszkodzenia mogą wybuchnąć. Ponieważ butle z gazem ochronnym stanowią element wyposażenia spawalniczego, należy obchodzić się z
nimi bardzo ostrożnie.
Butle ze sprężonym gazem ochronnym należy chronić przed zbyt wysoką
temperaturą, uderzeniami mechanicznymi, żużlem, otwartym ogniem,
iskrami i łukiem spawalniczym.
Butle z gazem ochronnym należy montować w pozycji pionowej i mocować
zgodnie z instrukcją, aby nie mogły upaść.
Trzymać butle z gazem ochronnym z dala od obwodów spawalniczych lub
też innych obwodów elektrycznych.
ud_fr_st_sv_01528 012013
PL
Page 70

Niebezpieczeństwo stwarzane
przez butle z
gazem ochronnym
(kontynuacja)
Nigdy nie zawieszać palnika spawalniczego na butli z gazem ochronnym.
Nigdy nie dotykać butli z gazem ochronnym elektrodą do spawania.
Niebezpieczeństwo wybuchu – nigdy nie spawać butli z gazem ochronnym,
znajdującej się pod ciśnieniem.
Zawsze należy używać butli z gazem ochronnym odpowiedniej dla danego
zastosowania oraz dostosowanego, odpowiedniego wyposażenia (regulator,
przewody, złączki itp.). Używać butli z gazem ochronnym oraz wyposażenia
tylko w dobrym stanie technicznym.
W przypadku otwarcia zaworu butli z gazem ochronnym należy odsunąć
twarz od wylotu.
Jeśli nie są prowadzone prace spawalnicze, zawór butli z gazem ochronnym
należy zamknąć.
Jeśli butla z gazem ochronnym nie jest podłączona, kapturek należy pozostawić na zaworze butli.
Stosować się do zaleceń producenta oraz odpowiednich przepisów krajowych i międzynarodowych, dotyczących butli z gazem ochronnym oraz
elementów wyposażenia.
Wskazówki
bezpieczeństwa
dotyczące miejsca ustawienia
oraz transportu
Przewracające się urządzenie może stanowić zagrożenie dla życia! Ustawić
urządzenie stabilnie na równym, stałym podłożu
- Dozwolony jest maksymalny kąt nachylenia 10°.
W pomieszczeniach zagrożonych pożarem i eksplozją obowiązują przepisy
specjalne
- przestrzegać odpowiednich przepisów krajowych i międzynarodowych.
Na podstawie wewnętrznych instrukcji zakładowych oraz kontroli zapewnić,
aby otoczenie miejsca pracy było zawsze czyste i uporządkowane.
Ustawiać i eksploatować urządzeni wyłącznie zgodnie z informacjami o
rodzaju ochrony, znajdującymi się na tabliczce znamionowej.
Podczas ustawiania urządzenia zapewnić odstęp 0,5 m (1 ft. 7.69 in.)
dookoła, aby umożliwić swobodny wlot i wylot powietrza chłodzącego.
Podczas transportu urządzenia należy zadbać o to, aby były przestrzegane
obowiązujące wytyczne krajowe i lokalne oraz przepisy dotyczące zapobiegania wypadkom. Odnosi się to zwłaszcza do wytycznych dotyczących
zagrożeń podczas transportu i przewożenia.
Przed każdorazowym transportem urządzenia całkowicie spuścić płyn
chłodzący, jak również zdemontować następujące elementy:
- Podajnik drutu
- szpulę drutu
- butlę z gazem ochronnym
ud_fr_st_sv_01528 012013
Przed uruchomieniem, po przetransportowaniu, koniecznie przeprowadzić
oględziny urządzenia pod względem uszkodzeń. Zlecić naprawę wszelkich
uszkodzeń przed uruchomieniem przeszkolonemu personelowi technicznemu.
Page 71

Środki bezpieczeństwa w normalnym trybie
pracy
Urządzenie może być eksploatowane tylko wtedy, jeśli wszystkie zabezpieczenia są w pełni sprawne. Jeśli zabezpieczenia nie są w pełni sprawne,
istnieje zagrożenie
- odniesienia obrażeń lub wypadków śmiertelnych,
- uszkodzenia urządzenia oraz innych dóbr materialnych użytkownika,
- zmniejszenia wydajności urządzenia.
Zabezpieczenia, które nie są w pełni sprawne, należy naprawić przed
włączeniem urządzenia.
Nigdy nie demontować ani nie wyłączać urządzeń zabezpieczających.
Przed włączeniem urządzenia upewnić się, czy nie stanowi ono dla nikogo
zagrożenia.
- Sprawdzać urządzenie przynajmniej raz w tygodniu pod względem
widocznych z zewnątrz uszkodzeń i sprawności działania zabezpieczeń.
- Butlę z gazem ochronnym należy zawsze dobrze mocować i zdejmować podczas transportu z użyciem dźwigu.
- Ze względu na właściwości, o użytku w naszych urządzeniach nadaje
się tylko oryginalne płyny chłodzące producenta (przewodność elektryczna, ochrona przed zamarzaniem, tolerancja materiałowa, palność
itp.)
- Stosować tylko odpowiednie, oryginalne płyny chłodzące producenta.
- Nie mieszać oryginalnego płynu chłodzącego producenta z innymi
płynami chłodzącymi.
-Jeśli w następstwie zastosowania innego płynu chłodzącego powstaną
szkody, producent nie ponosi za nie odpowiedzialności, a ponadto tracą
ważność wszelkie roszczenia z tytułu gwarancji.
-Płyn chłodzący może być w pewnych warunkach palny. Płyn chłodzący
należy transportować tylko w zamkniętych, oryginalnych pojemnikach i
trzymać z dala od źródeł ognia
-Zużyty płyn chłodzący należy zutylizować zgodnie z przepisami kra-
jowymi i międzynarodowymi w fachowy sposób. Kartę charakterystyki
bezpieczeństwa można otrzymać w punkcie serwisowym lub za pośrednictwem strony internetowej producenta.
- W przypadku ostudzonego urządzenia, przed każdorazowym rozpoczę-
ciem spawania sprawdzić poziom płynu chłodzącego.
Konserwacja i
naprawa
Części obcego pochodzenia nie gwarantują, że zostały wykonane i skonstruowane zgodnie z wymogami dotyczącymi wytrzymałości i bezpieczeństwa. W wypadku wymiany części uszkodzonych lub ulegających
zużyciu stosować wyłącznie oryginalne zamienniki (obowiązuje również dla
części znormalizowanych).
Dokonywanie wszelkich zmian w zakresie budowy urządzenia bez zgody
producenta jest zabronione.
Elementy wykazujące zużycie należy niezwłocznie wymieniać.
W przypadku zamawiania należy podać dokładną nazwę oraz numer
artykułu wg listy części zamiennych, jak również numer seryjny posiadanego urządzenia.
PL
ud_fr_st_sv_01528 012013
Page 72

Kontrola zgodności z wymogami bezpieczeństwa technicznego
Producent zaleca, aby przynajmniej co 12 miesięcy zlecić przeprowadzenie
kontroli zgodności z wymogami bezpieczeństwa technicznego.
W tym samym okresie 12 miesięcy producent zaleca również kalibrację
źródeł zasilania prądem elektrycznym.
Zaleca się przeprowadzenie kontroli zgodności z wymogami bezpieczeństwa technicznego przez uprawnionego elektryka
- po dokonaniu modyfikacji;
- po rozbudowie lub przebudowie;
- po wykonaniu naprawy, czyszczenia lub konserwacji;
- przynajmniej co 12 miesięcy.
Przestrzegać odpowiednich krajowych i międzynarodowych norm i wytycznych w zakresie zgodności z wymogami bezpieczeństwa technicznego.
Dokładniejsze informacje na temat kontroli zgodności z wymogami bezpieczeństwa technicznego oraz kalibracji można uzyskać w najbliższym punkcie
serwisowym. Udostępni on na życzenie wszystkie niezbędne dokumenty.
Utylizacja
Znak bezpieczeństwa
Nie wyrzucać tego urządzenia razem ze zwykłymi odpadami!
Zgodnie z Dyrektywą Europejską 2002/96/EC dotyczącą odpadów elektrycznych i elektronicznych oraz jej transpozycją do krajowego porządku
prawnego, wyeksploatowane urządzenia elektryczne należy gromadzić
oddzielnie i oddawać do zakładu zajmującego się ich utylizacją, zgodnie z
zasadami ochrony środowiska. Właściciel sprzętu powinien zwrócić
urządzenie do jego sprzedawcy lub uzyskać informacje na temat lokalnych,
autoryzowanych systemów gromadzenia i utylizacji takich odpadów.
Ignorowanie tej Dyrektywy Europejskiej może mieć negatywny wpływ na
środowisko i ludzkie zdrowie!
Urządzenia ze znakiem CE spełniają wymagania dyrektyw dotyczących
urządzeń niskonapięciowych i kompatybilności elektromagnetycznej (np.
odpowiednie normy dotyczące produktów, z serii norm EN 60 974).
Urządzenia oznaczone znakiem atestu CSA spełniają wymagania
najważniejszych norm Kanady i USA.
Bezpieczeństwo
danych
Prawa autorskie
ud_fr_st_sv_01528 012013
Za zabezpieczenie danych o zmianach w zakresie ustawień fabrycznych
odpowiada użytkownik. W wypadku skasowania ustawień osobistych
użytkownika producent nie ponosi odpowiedzialności.
Wszelkie prawa autorskie w odniesieniu do niniejszej instrukcji obsługi
należą do producenta.
Tekst oraz ilustracje odpowiadają stanowi technicznemu w momencie
oddania instrukcji do druku. Zastrzega się możliwość wprowadzenia zmian.
Treść instrukcji obsługi nie może być podstawą do roszczenia jakichkolwiek
praw ze strony nabywcy. Będziemy wdzięczni za udzielanie wszelkich
wskazówek i informacji o błędach znajdujących się w instrukcji obsługi.
Page 73

Spis treści
Informacje ogólne ......................................................................................................................................... 3
Zasada działania serii urządzeń VarioSynergic ........................................................................................ 3
Koncepcja urządzenia .............................................................................................................................. 3
Obszary zastosowań ................................................................................................................................3
Opis paneli obsługi ........................................................................................................................................ 4
Informacje ogólne .................................................................................................................................... 4
Elementy obsługi zainstalowane w źródle prądu spawalniczego.............................................................. 4
Elementy obsługi we wnętrzu źródła prądu spawalniczego...................................................................... 6
Panel obsługi na podajniku drutu VR 3000/3300 ..................................................................................... 8
Przyłącza i elementy mechaniczne ............................................................................................................... 9
Źródło prądu spawalniczego VS 3400/4000/5000 / podajnik drutu VR 3000/3300 .................................. 9
Przed uruchomieniem .................................................................................................................................. 11
Informacje ogólne ...................................................................................................................................11
Użytkowanie zgodne z przeznaczeniem.................................................................................................. 11
Wskazówki dotyczące ustawienia ...........................................................................................................11
Przyłącze sieciowe .................................................................................................................................. 11
Uruchamianie .............................................................................................................................................. 12
Bezpieczeństwo ..................................................................................................................................... 12
Uruchamianie ......................................................................................................................................... 12
Zastosowane symbole ........................................................................................................................... 12
Przyłącze sieciowe ...................................................................................................................................... 13
Informacje ogólne .................................................................................................................................. 13
Zalecany kabel zasilania ........................................................................................................................ 13
Podłączanie kabla zasilania ................................................................................................................... 13
Kontrola/ustawianie napięcia sieciowego ............................................................................................... 14
Montaż chłodnicy......................................................................................................................................... 15
Informacje ogólne .................................................................................................................................. 15
Montaż chłodnicy na instalacji kompaktowej .......................................................................................... 15
Montaż chłodnicy na wersji dzielonej ..................................................................................................... 16
Montaż zestawu przewodów połączeniowych do źródła prądu spawalniczego ...................................... 17
Łączenie podajnika drutu ze źródłem prądu spawalniczego ....................................................................... 17
Informacje ogólne .................................................................................................................................. 17
Montaż zestawu przewodów połączeniowych do podajnika drutu VR 3000 ........................................... 18
Montaż zestawu przewodów połączeniowych do podajnika drutu VR 3300 ........................................... 18
Podłączanie palnika spawalniczego/butli z gazem ......................................................................................19
Podłączanie ręcznego palnika spawalniczego MIG/MAG ...................................................................... 19
Podłączanie butli z gazem ...................................................................................................................... 19
Uruchamianie chłodnicy .............................................................................................................................. 20
Napełnianie płynem chłodzącym ............................................................................................................ 20
Odpowietrzanie chłodnicy ...................................................................................................................... 20
Kontrola przepływu płynu chłodzącego .................................................................................................. 20
Wkładanie/wymiana rolek podających ........................................................................................................ 21
Informacje ogólne .................................................................................................................................. 21
Wkładanie/wymiana rolek podających ................................................................................................... 21
Nakładanie szpuli drutu, szpuli z koszykiem ............................................................................................... 22
Bezpieczeństwo ..................................................................................................................................... 22
Wkładanie szpuli drutu ........................................................................................................................... 22
Wkładanie szpuli z koszykiem................................................................................................................ 22
Wprowadzanie drutu elektrodowego ........................................................................................................... 23
Wprowadzanie drutu elektrodowego ...................................................................................................... 23
Ustawianie siły docisku .......................................................................................................................... 24
1
PL
Page 74

Ustawianie hamulca .................................................................................................................................... 25
Informacje ogólne .................................................................................................................................. 25
Ustawianie hamulca ............................................................................................................................... 25
Konstrukcja hamulca.............................................................................................................................. 26
Tryby pracy.................................................................................................................................................. 27
Informacje ogólne .................................................................................................................................. 27
Symbole i skróty ..................................................................................................................................... 27
Tryb 2-taktowy ........................................................................................................................................ 27
Tryb 4-taktowy ........................................................................................................................................ 28
Spawanie punktowe ............................................................................................................................... 28
Przerywany tryb 2-/4-taktowy ................................................................................................................. 29
Nawlekanie drutu ................................................................................................................................... 30
Pomiar przepływu gazu .......................................................................................................................... 30
Spawanie MIG/MAG.................................................................................................................................... 31
Spawanie MIG/MAG .............................................................................................................................. 31
Spawanie ręczne .................................................................................................................................... 32
Spawanie punktowe .................................................................................................................................... 33
Informacje ogólne .................................................................................................................................. 33
Spawanie punktowe ............................................................................................................................... 33
Lokalizacja i usuwanie usterek .................................................................................................................... 34
Informacje ogólne .................................................................................................................................. 34
Wyświetlane kody serwisowe ................................................................................................................. 34
Źródło prądu spawalniczego Variosynergic 3400/4000/5000 ................................................................. 35
Czyszczenie, konserwacja i utylizacja ......................................................................................................... 38
Informacje ogólne .................................................................................................................................. 38
Symbole dotyczące konserwacji i utrzymania chłodnicy w dobrym stanie technicznym ........................ 38
Podczas każdego uruchamiania ............................................................................................................ 38
Raz w tygodniu ....................................................................................................................................... 39
Co 2 miesiące ........................................................................................................................................ 39
Co 6 miesięcy......................................................................................................................................... 39
Co 12 miesięcy....................................................................................................................................... 39
Ważność „Ogólnych warunków dostaw i płatności” ............................................................................... 39
Utylizacja ................................................................................................................................................ 39
Dane techniczne ......................................................................................................................................... 40
Informacje ogólne .................................................................................................................................. 40
Źródło prądu spawalniczego VS 3400/4000/5000 .................................................................................. 40
Podajnik drutu VR 3000/3300 ................................................................................................................ 41
Chłodnica FK 3000 R ............................................................................................................................. 41
Lista części zamiennych
Fronius Worldwide
2
Page 75

Informacje ogólne
Zasada działania
serii urządzeń
VarioSynergic
Koncepcja
urządzenia
Urządzenia z serii VarioSynergic są źródłami prądu spawalniczego MIG/MAG
o optymalnych właściwościach spawania. Oczywista jest możliwość wyboru różnych
trybów pracy, jak np. 2-taktowy, 4-taktowy, przerywany tryb 2-taktowy, przerywany tryb 4taktowy oraz spawanie punktowe. Urządzenia są skonstruowane tak, że działają niezawodnie nawet w najtrudniejszych warunkach.
Powlekane proszkowo stalowe obudowy, osłonięte elementy obsługi oraz centralne
przyłącze palnika spawalniczego spełniają najwyższe wymogi. Izolowany uchwyt transportowy oraz wózek wyposażony w kółka o dużym rozmiarze umożliwiają łatwy transport
zarówno na terenie zakładu, jak i podczas zastosowania na placach budowy.
Kompaktowa instalacja VS 3400/4000/
5000 wyróżnia się zwartą konstrukcją,
zintegrowanym systemem napędowym i
zintegrowanym uchwytem szpuli drutu.
Rys. 1 Instalacja kompaktowa VS 5000
Rys. 2 Wersja dzielona VS 5000
Wersja dzielona VS 3400/4000/5000 jest
wyposażona w zewnętrzny podajnik drutu.
Podajniki drutu VR 3000/3300 są przenoś-
ne i można je montować na źródłach
prądu spawalniczego lub zdejmować w
celu zwiększenia obszaru roboczego i np.
montować na wózku.
Obszary zastosowań
Obszar zastosowania urządzeń z serii VarioSynergic obejmuje od urządzeń przeznaczonych do obróbki blachy, aż po urządzenia stosowane do ciężkich konstrukcji stalowych.
Spawalność drutów rdzeniowych i pełnych o różnych średnicach i wykonanych z różnych
stopów w osłonie różnych, dostępnych na rynku gazów ochronnych, zwiększa zakres
zastosowań w produkcji i naprawach.
3
PL
Page 76
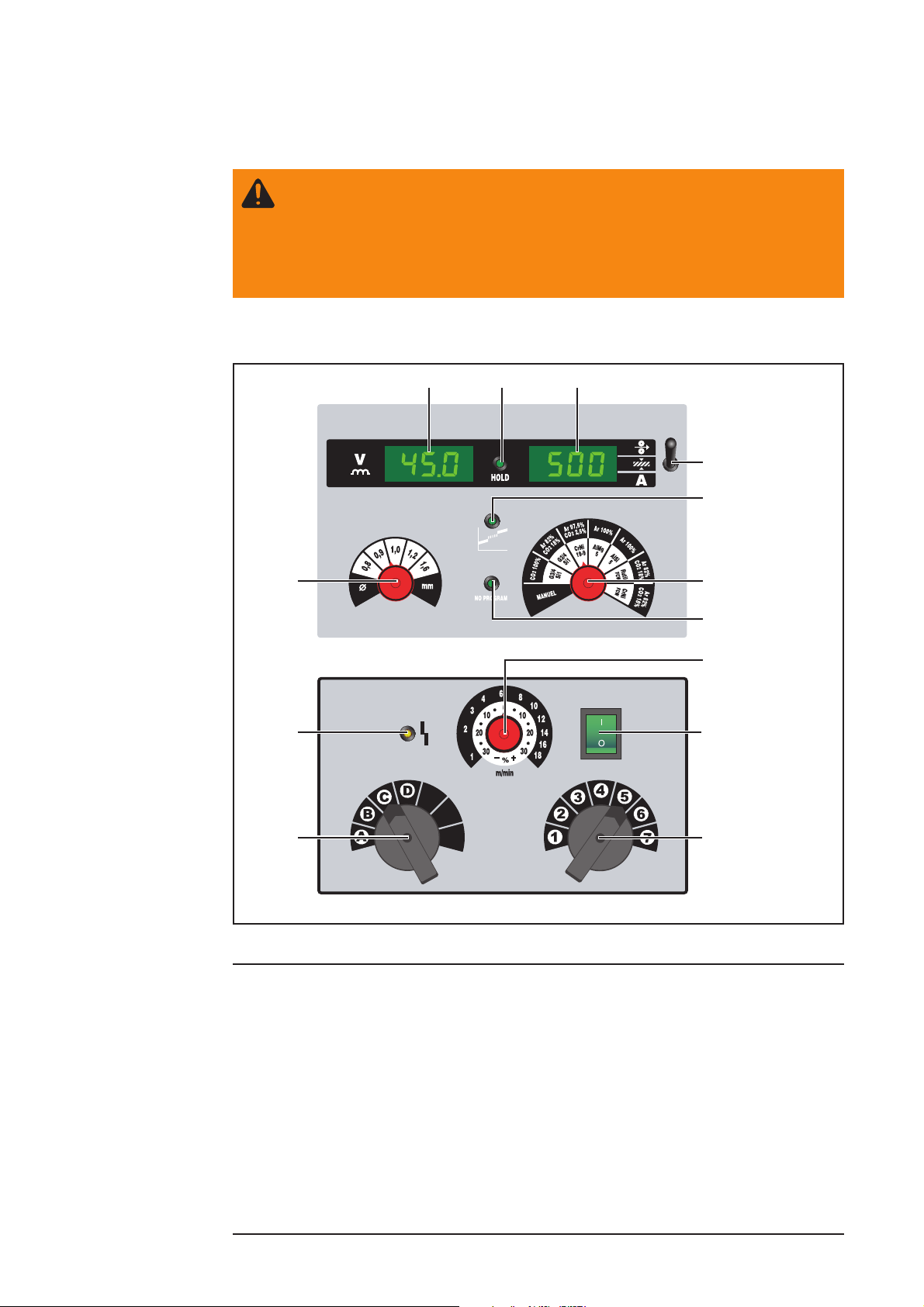
OSTRZEŻENIE! Nieprawidłowa obsługa może spowodować poważne
obrażenia i szkody materialne. Z opisanych funkcji można korzystać dopiero po
dokładnym zapoznaniu się z następującymi dokumentami:
- niniejszą instrukcją obsługi,
- wszystkimi instrukcjami obsługi elementów systemowych, w szczególności
przepisami bezpieczeństwa.
Opis paneli obsługi
Informacje ogólne
Elementy obsługi
zainstalowane w
źródle prądu
spawalniczego
(8)
(13)
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(9)
(10)
Rys. 3 Elementy obsługi zainstalowane w źródle prądu spawalniczego
(1) Cyfrowy wskaźnik induktancji V
w trybie ręcznym lub programowym jest wykorzystywany przez różne funkcje
Tryb ręczny
-wyświetlanie wartości zadanej, rzeczywistej lub Hold napięcia spawania ustawio-
nego za pomocą przełącznika stopniowego podstawowego i precyzyjnego
Tryb programowy
-wyświetlanie wartości zadanej, rzeczywistej lub Hold napięcia spawania ustawio-
nego za pomocą przełącznika stopniowego podstawowego i precyzyjnego
- wskazywanie gniazda prądu spawania 1 / 2 / 3 ... podczas zmiany dokonywanej
za pomocą przełącznika stopniowego podstawowego lub precyzyjnego na
wyświetlaczu cyfrowym pojawia się cyfra 1, 2 lub 3. Przewód masy należy
podłączyć i zablokować w odpowiednim gnieździe prądu spawania 1, 2 lub 3.
4
(11)(12)
Page 77

Elementy obsługi
zainstalowane w
źródle prądu
spawalniczego
(kontynuacja)
(2) Wskaźnik Hold
Po każdym zakończeniu spawania zapisywane są aktualne wartości rzeczywiste
prądu spawania oraz napięcie spawania — wskaźnik Hold świeci się.
(3) Wyświetlacz cyfrowy m/min — mm — A
w trybie ręcznym lub programowym jest wykorzystywany przez różne funkcje
Tryb ręczny
-prędkość podawania drutu (m/min) ... Wskaźnik ustawionej prędkości poda-
wania drutu
- grubość blachy (mm) ... brak funkcji
-prąd spawania (A) ... Wskazywanie wartości rzeczywistej lub Hold prądu
spawania
Tryb programowy
-prędkość podawania drutu (m/min) ... Wskaźnik ustawionej prędkości poda-
wania drutu
- grubość blachy (mm) ... Wartość orientacyjna grubości materiału podstawo-
wego
-prąd spawania (A) ... Wskazywanie wartości zadanej, rzeczywistej lub Hold
prądu spawania
(4) Przełącznik wyboru wyświetlacza cyfrowego
Do wyboru i wyświetlania żądanych funkcji na wyświetlaczu cyfrowym.
Prędkość podawania drutu (wartość zadana)
Grubość blachy (wartość orientacyjna)
Prąd spawania (wartość zadana lub rzeczywista)
(5) Wskaźnik pośredniego łuku spawalniczego
Między łukiem zwarciowym a łukiem z natryskowym przejściem materiału powstaje pośredni łuk spawalniczy z rozpryskami. W trybie programowym ten zakres jest
sygnalizowany przez świecenie wskaźnika pośredniego łuku spawalniczego.
Zmieniając średnicę szpuli drutu lub wybierając inną mieszankę gazu ochronnego,
można uniknąć powstania pośredniego łuku spawalniczego i uzyskać optymalny
rezultat spawania.
(6) Przełącznik wyboru programu spawania
do wyboru żądanego programu spawania w zależności od rodzaju gazu ochronnego i spoiwa
Skład mieszanki gazów ochronnych oraz proporcje w
mieszance w %
W przypadku urządzeń z serii „CO2” te
programy nie odnoszą się do mieszanki
gazów, ale do czystego CO
Oznaczenie DIN lub stop drutu elektrodowego
Tryb ręczny ... prędkość podawania drutu należy dostosować
do napięcia spawania za pomocą regulatora prędkości
podawania drutu (skala w m/min)
2
Rys. 4 Przełącznik wyboru programu spawania
Ważne! W przypadku drutów elektrodowych lub gazów ochronnych, które nieznacznie
odbiegają od wartości zadanych, za pomocą regulatora prędkości podawania drutu
(skala w %) można dokonać korekty.
5
PL
Page 78
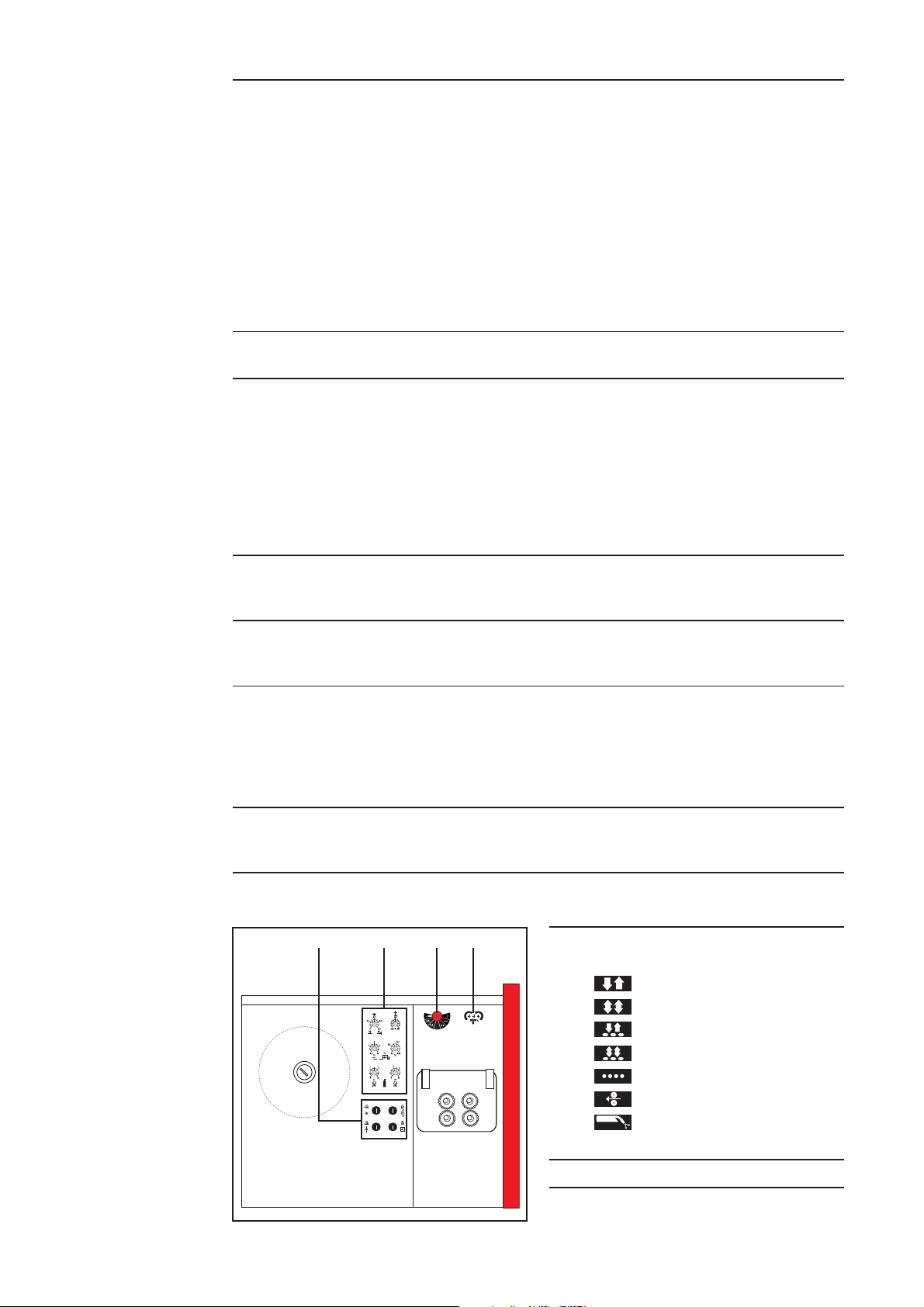
Elementy obsługi
zainstalowane w
źródle prądu
spawalniczego
(kontynuacja)
(7) Wskaźnik NoProgram
- świeci, gdy przełącznik wyboru programu spawania jest ustawiony w pozycji
„Ręczny”
- miga podczas wybierania średnicy drutu lub programu spawania, gdy nie są
zaprogramowane żadne dane spawania
- miga podczas wybierania stopnia podstawowego lub precyzyjnego, który jest
nieodpowiedni dla wybranego programu spawania; jednocześnie na wyświetlaczach cyfrowych (12), (13) pojawia się symbol L lub H
H przekroczono zaprogramowany zakres spawania — należy cofnąć ustawienie
przełącznika stopnia podstawowego lub precyzyjnego
L nie osiągnięto zaprogramowanego zakresu spawania — należy przestawić
ustawienie przełącznika stopnia podstawowego lub precyzyjnego na wyższą
pozycję
(8) Przełącznik wyboru średnicy drutu
Do wyboru średnicy drutu używanego do spawania w trybie programowym
(9) Regulator prędkości podawania drutu
Do ustawiania prędkości podawania drutu
- Skala m/min ... do płynnego ustawiania prędkości podawania drutu w zakresie od 1 do 18 m/min w trybie ręcznym
- Skala % ... do korygowania zaprogramowanej prędkości podawania drutu (+/30%) w trybie programowym (w zależności od średnicy drutu, programu
spawania, ustawienia przełącznika stopnia podstawowego i precyzyjnego)
Elementy obsługi
we wnętrzu
źródła prądu
spawalniczego
(10) Wyłącznik sieciowy
Do włączania i wyłączania źródła prądu spawalniczego. Świeci, gdy źródło prądu
spawalniczego jest włączone.
(11) Przełącznik stopnia precyzyjnego
Dzieli zakres stopni podstawowych na 7 stopni precyzyjnych i służy do precyzyjnego ustawiania mocy spawania przeznaczonej do różnych zastosowań.
(12) Przełącznik stopnia podstawowego
Dzieli zakres napięcia trybu pracy jałowej i napięcia spawania lub mocy spawania
źródła prądu spawalniczego na 4 stopnie podstawowe
- VS 3400 stopień A i B
- VS 4000 stopień A, B i C
- VS 5000 stopień A, B, C i D
(13) Wskaźnik usterki
- świeci w przypadku przeciążenia termicznego
- miga, gdy wystąpiła usterka
(16)–(21)(22)–(25) (14) (15)
(14) Przełącznik wyboru trybu pracy
do wybierania trybu pracy
Tryb 2-taktowy
Tryb 4-taktowy
Przerywany tryb 2-taktowy
Przerywany tryb 4-taktowy
Spawanie punktowe
Nawlekanie drutu
Pomiar przepływu gazu
Rys. 5 Wnętrze VarioSynergic 5000
6
(15) Opcja trybu Push/Pull
Page 79

Elementy obsługi
we wnętrzu
źródła prądu
spawalniczego
(kontynuacja)
(16)
(17)
(22) (24)
(18)
(20)
Rys. 6 Regulatory we wnętrzu urządzenia
spawalniczego
(19)
(21)
(23) (25)
Rys. 7 Bezpieczniki we wnętrzu urządzenia
spawalniczego
(16) Regulator korekty czasu dopalania
W przypadku prawidłowego ustawienia zapobiega zapieczeniu się drutu elektrodowego w jeziorku spawalniczym lub końcówce prądowej
- Tryb ręczny ... Czas dopalania wg skali od 0 do 0,4 s; regulowany płynnie
- Tryb programowy ... Możliwość korekty w zakresie +/- 0,2 s czasu dopalania
zapisanego w programie spawania
(17) Regulator prędkości drutu przed zajarzeniem
Do ustawiania bezstykowego procesu zajarzenia w przypadku drutów pełnych i
rdzeniowych od 1,2 mm lub w przypadku dużych prędkości podawania drutu
- Tryb ręczny ... Prędkość drutu przed zajarzeniem można regulować w zakre-
sie od 1,5 m/min do 100% ustawionej prędkości podawania drutu
- Tryb programowy ... Korekta zaprogramowanej prędkości drutu przed zajar-
zeniem przez obrót w lewo lub w prawo
(18) Regulator przerywania czasu spawania t1 lub czasu spawania punktowego
w zależności od trybu pracy ma różne funkcje
- Przerywany tryb 2-taktowy-, przerywany tryb 4-taktowy ... do ustawiania
przerywania czasu spawania t1 (zalecany zakres roboczy: 0,1–1,5 s)
- Spawanie punktowe ... do ustawiania czasu spawania punktowego lub czasu
zajarzenia łuku spawalniczego w przypadku spawania punktowego MIG/MAG
(zakres ustawień: 0,2–4,0 s)
(19) Regulator interwału czasu przerwy t2
Aktywny, gdy przełącznik wyboru trybu pracy jest ustawiony w pozycji przerywanego trybu 2-taktowego lub przerywanego trybu 4-taktowego (zakres ustawienia:
0,1–0,8 s)
(20) Regulator czasu wstępnego wypływu gazu t1 (zakres ustawienia: 0–3,0 s)
(21) Regulator czasu wypływu gazu po zakończeniu spawania t2 (zakres ustawi-
enia: 0–4,0 s)
(22) Bezpiecznik wentylatora
(23) Bezpiecznik silnika podajnika, zawór elektromagnetyczny, stycznik
(24) Bezpiecznik transformatora sterującego
(25) Bezpiecznik sterowania
PL
7
Page 80

Panel obsługi na
podajniku drutu
VR 3000/3300
(14)
(9)
Rys. 8 Panel obsługi na podajniku drutu VR 3000/3300
(9) Regulator prędkości podawania drutu
Do ustawiania prędkości podawania drutu
- Skala m/min ... do płynnego ustawiania prędkości podawania drutu w zakresie od 1 do 18 m/min w trybie ręcznym
- Skala % ... do korygowania zaprogramowanej prędkości podawania drutu (+/30%) w trybie programowym (w zależności od średnicy drutu, programu
spawania, ustawienia przełącznika stopnia podstawowego i precyzyjnego)
(14)
(9)
(14) Przełącznik wyboru trybu pracy
do wybierania trybu pracy
Tryb 2-taktowy
Tryb 4-taktowy
Przerywany tryb 2-taktowy
Przerywany tryb 4-taktowy
Spawanie punktowe
Nawlekanie drutu
Pomiar przepływu gazu
8
Page 81

Przyłącza i elementy mechaniczne
Źródło prądu
spawalniczego
VS 3400/4000/
5000 / podajnik
drutu VR 3000/
3300
(A)
(C)
(D)
(B)
(F) (E)
Rys. 9 Przednia ścianka VarioSynergic 5000
(A)
(D)
(C)
Rys. 11 Przednia ścianka podajnika drutu VR 3000 Rys. 12 Przednia ścianka podajnika drutu VR 3300
Rys. 10 Wnętrze VarioSynergic 5000
(C)
(A)
(D)
(A) Przyłącze palnika spawalniczego
do uchwytu palnika spawalniczego
(B) Gniazda prądu spawania 1/2/3
Do podłączania przewodu masy. Za pośrednictwem stopni induktancji można
wpływać na wzrost natężenia prądu w momencie przejścia kropli i w ten sposób
optymalizować rezultat spawania.
- Gniazdo 1 ...odpowiednie do zakresu łuku zwarciowego w osłonie CO2 i
mieszanki gazowej (ostry wzrost natężenia prądu)
- Gniazdo 2/3 ... odpowiednie w przypadku mieszanki gazowej dla dolnego łuku
zwarciowego zamiast pośredniego łuku spawalniczego lub łuku z natryskowym przejściem (łagodny wzrost natężenia prądu)
9
PL
Page 82

Źródło prądu
spawalniczego
VS 3400/4000/
5000 / podajnik
drutu VR 3000/
3300
(kontynuacja)
(C) Gniazdo sterownika palnika spawalniczego
do podłączenia wtyczki sterującej palnika spawalniczego
(D) Przyłącze
Do podłączania dopływu wody (czarne) i odpływu wody (czerwone) dla centralnego przyłącza
(E) Napęd 4-rolkowy
(F) Uchwyt szpuli drutu
Do mocowania i zabezpieczania znormalizowanych szpul drutu o wadze maks. 20
kg. Można także stosować szpule drutu D 200 i D 300
10
Page 83

Przed uruchomieniem
OSTRZEŻENIE! Nieprawidłowa obsługa może spowodować poważne
obrażenia i szkody materialne. Z opisanych funkcji można korzystać dopiero po
dokładnym zapoznaniu się z następującymi dokumentami:
- niniejszą instrukcją obsługi,
- wszystkimi instrukcjami obsługi elementów systemowych, w szczególności
przepisami bezpieczeństwa.
OSTRZEŻENIE! Przewracające się lub spadające urządzenia mogą oznaczać
zagrożenie dla życia. Stawiać urządzenia stabilnie na równym, stałym podłożu.
Informacje ogólne
Użytkowanie
zgodne z przeznaczeniem
Wskazówki
dotyczące ustawienia
Źródło prądu spawalniczego jest przeznaczone wyłącznie do spawania MIG/MAG.
Inne lub wykraczające poza ww. zastosowanie jest uważane za niezgodne z przeznaczeniem. Producent nie odpowiada za powstałe w ten sposób szkody.
Do zastosowania zgodnego z przeznaczeniem zalicza się również:
- przestrzeganie wszystkich wskazówek podanych w instrukcji obsługi
- przestrzeganie terminów czynności związanych z przeglądem i czynności konserwa
cyjnych
Źródło prądu spawalniczego posiada stopień ochrony IP23, co oznacza:
- zabezpieczenie przed wnikaniem ciał obcych o średnicy większej niż 12,5 mm (49 in.)
- zabezpieczenie przed wodą rozpryskową w przypadku maksymalnego kąta odchy-
lenia od pionu 60°
Zgodnie ze stopniem ochrony IP23 urządzenie może być ustawiane i użytkowane na
wolnym powietrzu. Wbudowane części elektryczne należy jednak chronić przed bezpośrednim wpływem wilgoci.
Kanał wentylacyjny stanowi istotne urządzenie zabezpieczające. Podczas wybierania
miejsca ustawienia należy zwracać uwagę na to, aby powietrze chłodzące mogło
wpływać i wypływać bez przeszkód przez szczeliny wentylacyjne na przedniej i tylnej
ściance. Powstający pył, przewodzący prąd elektryczny (np. podczas prac z użyciem
materiałów ściernych) nie może być zasysany bezpośrednio do urządzenia.
Przyłącze sieciowe
WSKAZÓWKA! Instalacja elektryczna zaprojektowana dla zbyt małego
obciążenia może być przyczyną poważnych szkód materialnych. Przewód
doprowadzający napięcie sieciowe oraz jego zabezpieczenia muszą być dostosowane do danych technicznych.
Urządzenie spawalnicze można użytkować
230 V~
253 V~207 V~
przy wykorzystaniu napięcia sieciowego o
wartości 3x230/400V~.
-10%
+10%
Urządzenie spawalnicze jest fabrycznie
ustawione do użytkowania z napięciem
V~
-10%
Rys. 13 Zakres tolerancji napięcia sieciowego
400 V~
+10%
440 V~360
400 V. Dzięki zakresowi tolerancji +/- 10%
można także korzystać z sieci 380 V~ lub
415 V~.
Ważne! Opcjonalnie źródło prądu spawal-
niczego może być zaprojektowane do
innych napięć. Napięcie sieciowe jest
podane na tabliczce znamionowej.
11
PL
Page 84

Uruchamianie
OSTRZEŻENIE! Porażenie prądem elektrycznym może spowodować śmierć.
Jeśli podczas instalacji urządzenie jest podłączone do sieci, istnieje niebezpieczeństwo ciężkich obrażeń oraz szkód materialnych. Wszelkie prace
związane z urządzeniem można wykonywać tylko wtedy, gdy:
-wyłącznik zasilania sieciowego jest ustawiony w pozycji - O -,
- urządzenie jest odłączone od sieci.
Bezpieczeństwo
Uruchamianie
Zastosowane
symbole
Rozdział „Uruchamianie” składa się z następujących podrozdziałów:
- Kontrola napięcia sieciowego
- Montaż chłodnicy
-Połączenie podajnika drutu ze źródłem prądu spawalniczego
- Podłączenie butli z gazem
- Podłączenie palnika spawalniczego
- Uruchomienie chłodnicy
-Wkładanie/wymiana rolek podających
- Nakładanie szpuli drutu/szpuli z koszykiem
- Wprowadzanie drutu elektrodowego
- Ustawianie hamulca
Ważne! W zależności od wersji urządzenia wyłącznik główny oraz zasilanie sieciowe
mogą mieć różne formy. Poniższe symbole to oznaczenia ogólne:
Wyłączyć urządzenie
Odłączyć urządzenie od sieci
Podłączyć urządzenie do sieci
Włączyć urządzenie
12
Page 85

Przyłącze sieciowe
OSTRZEŻENIE! Porażenie prądem elektrycznym może spowodować śmierć.
Jeśli podczas instalacji urządzenie jest podłączone do sieci, istnieje niebezpieczeństwo ciężkich obrażeń oraz szkód materialnych. Wszelkie prace przy
urządzeniu można wykonywać tylko wtedy, gdy:
-wyłącznik zasilania sieciowego jest ustawiony w pozycji - O -,
- urządzenie jest odłączone od sieci.
Informacje ogólne
WSKAZÓWKA! Instalacja elektryczna zaprojektowana dla zbyt małego
obciążenia może być przyczyną poważnych szkód materialnych. Kabel zasilania
oraz jego zabezpieczenie muszą być odpowiednie do napięcia sieciowego oraz
poboru prądu źródła prądu spawalniczego (patrz tabliczka znamionowa)
Zalecany kabel
zasilania
Podłączanie
kabla zasilania
Po dostarczeniu źródła prądu spawalniczego standardowo jest podłączony kabel zasilania o przekroju 4G4 (VS 4000 i VS 5000) lub 4G2,5 (VS 3400). Jeżeli źródło prądu
spawalniczego jest użytkowane z napięciem sieciowym 230 V AC, konieczne jest
podłączenie kabla zasilania H07RN-F o większym przekroju.
Przekrój kabla przy różnych wartościach napięcia sieciowego:
Napięcie sieciowe VS 3200 VS 4000 VS 5000
400 V AC 4G2,5 4G4 4G4
230 V AC 4G4 4G6
1)
W przypadku tego przekroju kabla należy także wymienić uchwyt odciążający wbudo-
1)
4G6
1)
wany w źródle prądu spawalniczego. Numer artykułu uchwytu odciążającego dla tego
kabla to 42,0300,1815
OSTROŻNIE! W przypadku rezygnacji z zastosowania końcówek kablowych
istnieje zagrożenie obrażeń oraz szkód materialnych w następstwie zwarcia
pomiędzy przewodami fazowymi lub pomiędzy przewodami fazowymi i przewodem ochronnym. Na wszystkie przewody fazowe oraz na przewód ochronny
odizolowanego kabla sieciowego należy nałożyć końcówki kablowe.
Przewód ochronny powinien być o ok. 10–15 mm dłuższy niż przewody fazowe.
1. Wymontować prawą ściankę boczną źródła prądu spawalniczego.
2. Zaizolować płaszcz kabla zasilania na odcinku 100 mm.
3. Skrócić przewód fazowy o ok. 10–15 mm.
4. Wsunąć kabel sieciowy na tyle, aby możliwe było prawidłowe podłączenie przewodu
ochronnego oraz przewodów fazowych do zacisku blokowego.
5. Zaizolować przewód ochronny i przewody fazowe, a następnie założyć na nie tulejki
końcówek kablowych.
6. Podłączyć przewód ochronny i przewody fazowe do zacisku blokowego.
7. Przymocować kabel sieciowy za pomocą uchwytu odciążającego.
8. Zamontować prawą ściankę boczną źródła prądu spawalniczego.
13
PL
Page 86

Kontrola/ustawianie napięcia
sieciowego
Przed montażem wtyczki zasilania należy skontrolować, czy transformator sterujący i
spawalniczy są podłączone do właściwego napięcia sieciowego:
1. Wymontować prawą ściankę boczną
źródła prądu spawalniczego.
2. Porównać łączówkę zaciskową z
nadrukowanym schematem połączeń
dla transformatora spawalniczego.
3. Porównać łączówkę zaciskową z
nadrukowanym schematem połączeń
dla transformatora sterującego.
Oznaczony opaską zaciskową kabel
Rys. 14 Łączówka zaciskowa transformatora
spawalniczego i sterującego
musi być podłączony odpowiednio do
napięcia sieciowego.
4. Zamontować prawą ściankę boczną
źródła prądu spawalniczego.
14
Page 87

OSTRZEŻENIE! Porażenie prądem elektrycznym może spowodować śmierć.
Jeśli podczas instalacji urządzenie jest podłączone do sieci, istnieje niebezpieczeństwo ciężkich obrażeń oraz szkód materialnych. Wszelkie prace
związane z urządzeniem można wykonywać tylko wtedy, gdy:
-wyłącznik zasilania sieciowego jest ustawiony w pozycji - O -,
- urządzenie jest odłączone od sieci.
Montaż chłodnicy
Informacje ogólne
Montaż chłodnicy
na instalacji
kompaktowej
(26)
Rys. 15 Przed montażem chłodnicy
Rys. 16 Chłodnica FK 3000 R
(27)
1. Ustawić wyłącznik zasilania w pozycji
– O –.
2. Zdjąć lewą ściankę źródła prądu
spawalniczego.
3. Wymontować pokrywę ochronną (26).
4. Przełożyć wtyczkę sterującą (8stykową) przez przepust w obudowie.
5. Przełożyć przewody dopływu i
odpływu wody przez przepust w
obudowie.
6. Wykręcić z chłodnicy śrubę
zabezpieczającą (27).
7. Zawiesić chłodnicę za pomocą czterech zaczepów na tylnej ściance
źródła prądu spawalniczego.
8. Zamocować chłodnicę od strony
wewnętrznej źródła prądu spawalniczego za pomocą śruby
zabezpieczającej (27).
9. Podłączyć wtyczkę sterującą
10. Usunąć zaślepkę z przedniej ścianki
11. Odkręcić nakrętki z tworzywa sztucz-
12. Zamontować złącza przewodów
Rys. 17 Ułożenie przewodów dopływu i odpływu
wody
13. Położyć pokrywę ochronną na
14. Zamontować lewą ściankę boczną.
Rys. 18 Montaż osłony dopływu i odpływu wody
15
chłodnicy (8-stykową) po odpowiedniej stronie.
źródła prądu spawalniczego.
nego na złączach przewodów dopływu
i odpływu wody.
dopływu i odpływu wody na przedniej
ściance i zamocować za pomocą
nakrętek z tworzywa sztucznego.
ułożone wcześniej przewody.
PL
Page 88

Montaż chłodnicy
na wersji dzielonej
Rys. 19 Przed montażem chłodnicy
Rys. 20 Chłodnica FK 3000 R
(27)
1. Ustawić wyłącznik zasilania w pozycji
– O –.
2. Zdemontować lewą ściankę boczną
źródła prądu spawalniczego.
3. Przełożyć wtyczkę sterującą (8stykową) przez przepust w obudowie.
4. Przełożyć przewody dopływu i
odpływu wody przez przepust w
obudowie.
5. Wykręcić z chłodnicy śrubę
zabezpieczającą (27).
6. Zawiesić chłodnicę za pomocą czterech zaczepów na tylnej ściance
źródła prądu spawalniczego.
7. Zamocować chłodnicę od strony
wewnętrznej źródła prądu spawalniczego za pomocą śruby
zabezpieczającej (27).
8. Podłączyć wtyczkę sterującą
chłodnicy (8-stykową) po odpowiedniej stronie.
9. Zamontować lewą ściankę boczną.
16
Page 89

Łączenie podajnika drutu ze źródłem prądu spawal-
OSTRZEŻENIE! Porażenie prądem elektrycznym może spowodować śmierć.
Jeśli podczas instalacji urządzenie jest podłączone do sieci, istnieje niebezpieczeństwo ciężkich obrażeń oraz szkód materialnych. Wszelkie prace
związane z urządzeniem można wykonywać tylko wtedy, gdy:
-wyłącznik zasilania sieciowego jest ustawiony w pozycji - O -,
- urządzenie jest odłączone od sieci.
niczego
Informacje ogólne
Montaż zestawu
przewodów
połączeniowych
do źródła prądu
spawalniczego
Rys. 21 Montaż zestawu przewodów
połączeniowych do źródła prądu spawalniczego
Rys. 22 Montaż przewodów i przyłączy
1. Ustawić wyłącznik zasilania w pozycji
– O –.
2. Zdemontować lewą ściankę boczną
źródła prądu spawalniczego.
3. Pozwolić przewodowi gazowemu
giętkiemu na swobodne zwisanie.
4. Przełożyć przewody wodne, przewód
sterujący oraz przewód dodatni przez
przepust w obudowie.
5. Uchwyt odciążający wiązki uchwytu
włożyć do odpowiedniego wycięcia,
pociągnąć do tyłu i przykręcić.
6. Podłączyć wtyczkę sterującą zestawu
przewodów połączeniowych (16stykową) po odpowiedniej stronie.
7. Końcówkę kablową przewodu dodatniego przykręcić za pomocą odpowiedniej śruby oraz podkładki do
trzpienia.
8. Podłączyć przewody dopływu i
odpływu wody do przyłączy chłodnicy
zgodnie z ich oznaczeniami kolorystycznymi.
9. Zamontować lewą ściankę boczną.
17
PL
Page 90
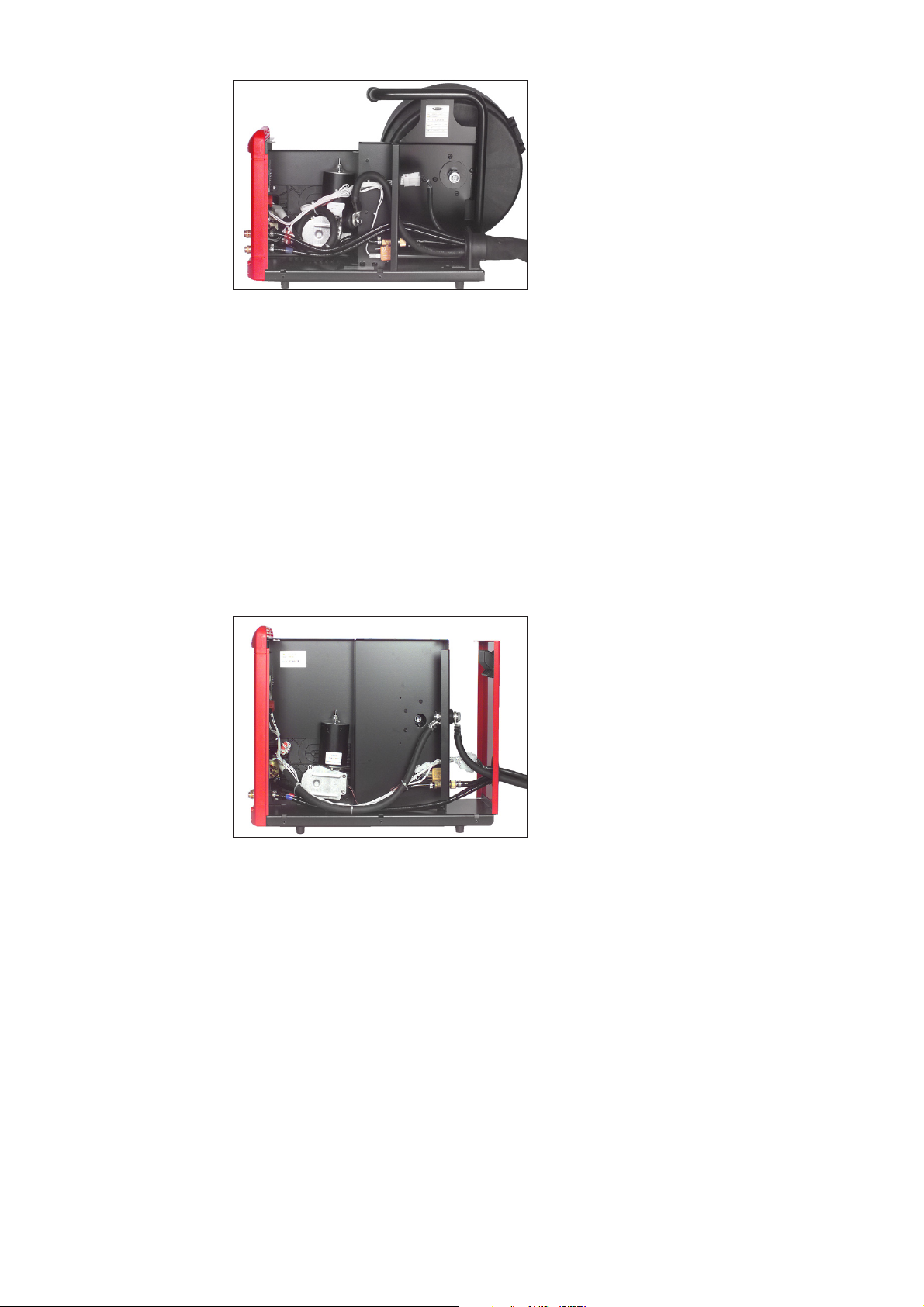
Montaż zestawu
przewodów
połączeniowych
do podajnika
drutu VR 3000
1. Ustawić wyłącznik zasilania źródła
prądu spawalniczego w pozycji – O –.
2. Zdemontować pokrywę obudowy
podajnika drutu.
3. Uchwyt odciążający wiązki uchwytu
włożyć do odpowiedniego wycięcia,
pociągnąć do tyłu i przykręcić.
4. Nakręcić i dociągnąć nakrętkę
sześciokątną przewodu gazowego
giętkiego na przyłączu gazu ochronnego podajnika drutu.
Rys. 23 Montaż zestawu przewodów połączeniowych
do podajnika drutu VR 3000
5. Przełożyć przewód sterujący oraz
przewód dodatni przez przepust w
obudowie.
6. Podłączyć wtyczkę sterującą zestawu przewodów połączeniowych (16-stykową) po
odpowiedniej stronie.
7. Końcówkę kablową przewodu dodatniego przykręcić za pomocą odpowiedniej śruby
oraz podkładki do trzpienia.
8. Zdemontować zaślepkę na przedniej ściance podajnika drutu.
9. Przełożyć przewody dopływu i odpływu wody przez przepust w obudowie.
10. Odkręcić nakrętki z tworzywa sztucznego na złączach przewodów dopływu i
odpływu wody.
11. Zamontować złącza przewodów dopływu i odpływu wody na przedniej ściance i
zamocować za pomocą nakrętek z tworzywa sztucznego.
12. Zamontować pokrywę obudowy podajnika drutu.
Montaż zestawu
przewodów
połączeniowych
do podajnika
drutu VR 3300
1. Ustawić wyłącznik zasilania źródła
prądu spawalniczego w pozycji – O –.
2. Zdemontować pokrywę obudowy
podajnika drutu.
3. Przełożyć przewody wodne, przewód
sterujący oraz przewód dodatni przez
przepust w obudowie.
4. Dokręcić uchwyt odciążający wiązki
uchwytu.
5. Podłączyć wtyczkę sterującą zestawu
przewodów połączeniowych (16stykową) po odpowiedniej stronie.
Rys. 24 Montaż zestawu przewodów połączeniowych
do podajnika drutu VR 3300
6. Końcówkę kablową przewodu dodatniego przykręcić za pomocą odpowiedniej śruby oraz podkładki do
trzpienia.
7. Nakręcić i dociągnąć nakrętkę sześciokątną przewodu gazowego giętkiego na
przyłączu gazu ochronnego podajnika drutu.
8. Zdemontować zaślepkę na przedniej ściance podajnika drutu.
9. Odkręcić nakrętki z tworzywa sztucznego na złączach przewodów dopływu i
odpływu wody.
10. Zamontować złącza przewodów dopływu i odpływu wody na przedniej ściance i
zamocować za pomocą nakrętek z tworzywa sztucznego.
11. Zamontować pokrywę obudowy podajnika drutu.
18
Page 91

OSTRZEŻENIE! Przewracający się system spawania może stanowić
zagrożenie dla życia! System spawania należy bezwzględnie ustawiać stabilnie
na równym, stałym podłożu. W przypadku następujących systemów spawania
nie wolno montować butli z gazem o pojemności 50 l:
- System kompaktowy VS 3400/4000 bez włożonej szpuli drutu i bez
zamontowanej chłodnicy FK 3000
- Wersja dzielona VS 3400-2
- Wersja dzielona VS 4000-2/5000-2 bez włożonej szpuli drutu i bez
zamontowanej chłodnicy FK 3000
Podłączanie palnika spawalniczego/butli z gazem
Podłączanie
ręcznego palnika
spawalniczego
MIG/MAG
Podłączanie butli
z gazem
WSKAZÓWKA! Podczas
podłączania palnika spawalniczego sprawdzić, czy
- wszystkie przyłącza są
stabilnie podłączone,
- wszystkie kable, przewody i
wiązki uchwytu są nieuszkodzone i prawidłowo zaizolowane.
1. Ustawić butlę z gazem na podłodze
wózka i zabezpieczyć ją łańcuchem
zabezpieczającym w górnej części
butli z gazem, ale nie na jej szyjce.
2. Podłączyć butlę z gazem:
- Zdjąć kołpak ochronny butli z
- Przekręcić nieznacznie w lewo
- Sprawdzić uszczelkę w reduktorze
- Nakręcić reduktor ciśnienia na
-Połączyć przewód gazowy giętki z
Rys. 25 Mocowanie butli z gazem na wózku
19
gazem.
zawór butli z gazem, aby usunąć
znajdujące się wokół niego zabrudzenie.
ciśnienia.
butlę z gazem i dokręcić.
reduktorem ciśnienia.
PL
Page 92
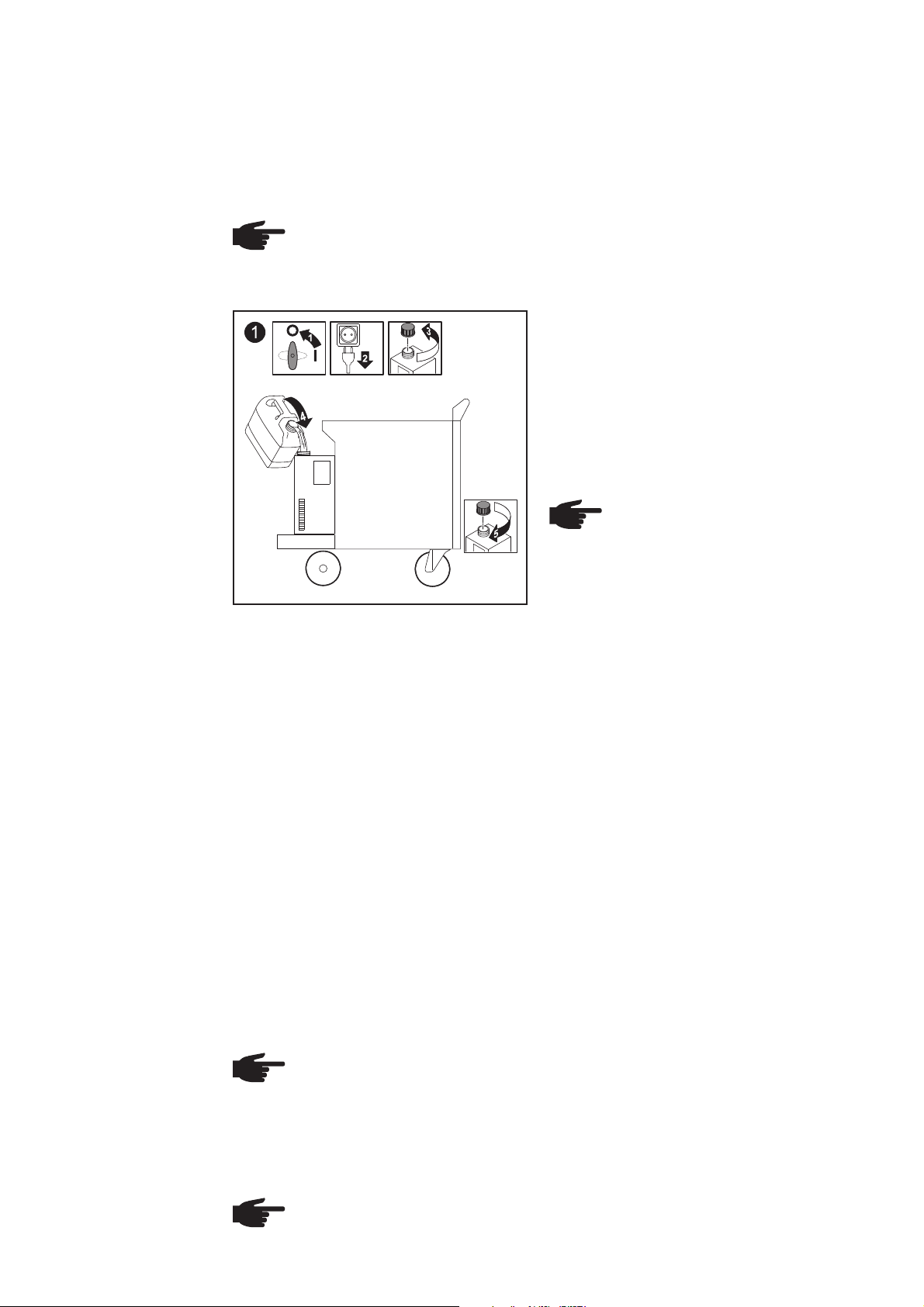
Uruchamianie chłodnicy
Napełnianie
płynem
chłodzącym
Chłodnica jest dostarczana w stanie suchym, czyli bez płynu chłodzącego. Osobno
dostarczony płyn chłodzący należy wlać do chłodnicy przed jej uruchomieniem.
WSKAZÓWKA! Do napełniania chłodnicy używać wyłącznie oryginalnego płynu
chłodzącego Fronius. Inne środki przeciw zamarzaniu są nieodpowiednie ze
względu na ich przewodnictwo elektryczne i niewystarczającą wytrzymałość
materiałów.
Pompa płynu chłodzącego może być
eksploatowana wyłącznie z płynem
chłodzącym do palników spawalniczych
Fronius. Praca (także krótkotrwała) pompy
płynu chłodzącego na sucho jest niedopuszczalna, ponieważ prowadzi do zniszczenia pompy płynu chłodzącego. W takich
przypadkach nie uznaje się gwarancji i
kosztów reklamacji.
WSKAZÓWKA! W przypadku
napełniania chłodnicy płynem
chłodzącym po raz pierwszy,
należy odpowietrzyć chłodnicę
przed uruchomieniem.
Odpowietrzanie
chłodnicy
Kontrola
przepływu płynu
chłodzącego
Chłodnicę należy odpowietrzyć
- po pierwszym napełnieniu;
-jeżeli przy pracującej pompie płynu chłodzącego nie ma miejsca obieg płynu
chłodzącego.
Sposób postępowania:
1. Przełączyć włącznik zasilania w położenie - I - pompa płynu chłodzącego zaczyna
pracować.
2. Odkręcić pierścień zabezpieczający na przyłączu wtykowym dopływu wody (niebieskim) i odłączyć przewód dopływu wody.
3. Ostrożnie wcisnąć i przytrzymać kulkę uszczelniającą w środku przyłącza wtykowego dopływu wody za pomocą sworznia drewnianego lub plastikowego.
4. Zwolnić kulkę uszczelniającą, gdy zacznie wypływać płyn chłodzący.
5. Ponownie włożyć przewód dopływu wody.
6. Sprawdzić przyłącza wody pod kątem szczelności.
Ważne! Powtarzać czynność odpowietrzania tyle razy, aż w króćcu wlewowym chłodnicy
będzie widoczny prawidłowy odpływ.
WSKAZÓWKA! Przed każdym uruchomieniem chłodnicy należy sprawdzić
poziom oraz czystość płynu chłodzącego.
1. Przełączyć włącznik zasilania w położenie - I - pompa płynu chłodzącego zaczyna
pracować.
2. Kontrolować przepływ płynu chłodzącego, aż będzie można stwierdzić prawidłowy
przepływ. Ewentualnie odpowietrzyć chłodnicę.
WSKAZÓWKA! Podczas spawania należy w regularnych odstępach czasu
kontrolować przepływ płynu chłodzącego. W króćcu wlewu musi być widoczny
jego swobodny odpływ.
20
Page 93

Wkładanie/wymiana rolek podających
Informacje ogólne
Wkładanie/
wymiana rolek
podających
Aby zapewnić optymalne podawanie drutu elektrodowego, rolki podające muszą być
dostosowane do średnicy i materiału drutu.
Ważne! Używać tylko rolek podających odpowiednich do danego drutu elektrodowego!
Podajniki drutu są dostarczane bez rolek podających. Przegląd dostępnych rolek
podających oraz możliwości ich zastosowania można znaleźć w listach części zamiennych.
21
PL
Page 94

Nakładanie szpuli drutu, szpuli z koszykiem
Bezpieczeństwo
Wkładanie szpuli
drutu
OSTROŻNIE! Niebezpieczeństwo zranienia w wyniku sprężynowania nawinięte-
go na szpulę drutu elektrodowego. Podczas wkładania szpuli drutu/szpuli z
koszykiem należy mocno trzymać koniec drutu elektrodowego, aby uniknąć
zranienia przez sprężynujący drut elektrodowy.
OSTROŻNIE! Niebezpieczeństwo zranienia przez spadającą szpulę drutu/
szpulę z koszykiem. Należy sprawdzić prawidłowe osadzenie szpuli drutu lub
szpuli z koszykiem na uchwycie szpuli drutu.
Wkładanie szpuli
z koszykiem
Praca ze szpulami z koszykiem wymaga adaptera szpuli z koszykiem.
WSKAZÓWKA! W przypadku użycia do pracy szpuli z koszykiem należy
stosować wyłącznie adapter do szpuli z koszykiem, znajdujący się w zakresie
dostawy podajnika drutu!
OSTROŻNIE! Niebezpieczeństwo zranienia przez spadającą szpulę z koszy-
kiem. Nałożyć szpulę na dostarczony adapter szpuli, tak aby progi szpuli
znalazły się wewnątrz wpustów prowadzących adaptera szpuli.
22
Page 95

Wprowadzanie drutu elektrodowego
Wprowadzanie
drutu elektrodowego
OSTROŻNIE! Niebezpieczeństwo zranienia w wyniku sprężynowania nawinięte-
go na szpulę drutu elektrodowego. Podczas wsuwania drutu elektrodowego w
napęd 4-rolkowy należy mocno trzymać koniec drutu elektrodowego, aby
uniknąć zranienia przez sprężynujący drut elektrodowy.
OSTROŻNIE! Niebezpieczeństwo uszkodzenia palnika spawalniczego przez
ostre krawędzie drutu elektrodowego. Przed wprowadzeniem drutu elektrodowego należy starannie usunąć zadziory z jego końcówki.
23
PL
Page 96

Wprowadzanie
drutu elektrodowego
(kontynuacja)
OSTROŻNIE! Niebezpieczeństwo zranienia przez wychodzący drut elektro-
dowy. Podczas naciskania przycisku Nawlekanie drutu trzymać palnik spawalniczy z dala od twarzy i innych części ciała.
Ustawianie siły
docisku
WSKAZÓWKA! Ustawić siłę docisku w taki sposób, aby drut elektrodowy nie
został zdeformowany, jednakże aby był przy tym zapewniony niezakłócony
przesuw drutu.
Wartości orientacyjne siły docisku
Rolki półokrągłe Rolki trapezowe Rolki z tworzywa sztucznego
Aluminium 1,5 - 3,5–4,5
Stal 3–4 1,5 CrNi 3–4 1,5 -
24
Page 97

Ustawianie hamulca
Informacje ogólne
Ustawianie
hamulca
Po zwolnieniu przycisku palnika szpula drutu nie powinna się dalej obracać. W razie
potrzeby przeprowadzić regulację hamulca.
WSKAZÓWKA! Zbyt mocno ustawiony hamulec może mieć negatywny wpływ
na proces spawania.
STOP
25
PL
Page 98

Konstrukcja
OSTRZEŻENIE! Nieprawidłowy montaż może spowodować poważne
obrażenia i szkody materialne.
- Nie rozbierać hamulca na części
- Prace konserwacyjne i serwisowe przy hamulcu zlecać wyłącznie przeszkolonemu personelowi specjalistycznemu
hamulca
Hamulec jest dostępny tylko w całości.
Ilustracja obok służy tylko do celów informacyjnych!
26
Page 99

Tryby pracy
OSTRZEŻENIE! Nieprawidłowa obsługa może spowodować poważne
obrażenia i szkody materialne. Z opisanych funkcji można korzystać dopiero po
dokładnym zapoznaniu się z następującymi dokumentami:
- niniejszą instrukcją obsługi,
- wszystkimi instrukcjami obsługi elementów systemowych, w szczególności
przepisami bezpieczeństwa.
Informacje ogólne
Symbole i skróty
Tryb 2-taktowy
Nacisnąć przycisk palnika Przytrzymać przycisk
Zwolnić przycisk palnika
palnika
I1Faza prądu spawania: równomierne wprowadzanie temperatury do rozgrzanego
przez dostarczane ciepło materiału podstawowego
I2Faza prądu przerywania: Obniżanie międzyoperacyjne prądu spawania w celu
unikania miejscowego przegrzania materiału podstawowego
t1Czas wstępnego wypływu gazu
t2Czas wypływu gazu po zakończeniu spawania
t3Czas spawania punktowego
Tryb pracy „Tryb 2-taktowy” nadaje się do
- sczepiania
- krótkich spoin
- trybu pracy automatycznej
+
I
t
1
Rys. 11 Tryb 2-taktowy
I
1
27
t
t
2
PL
Page 100

Tryb 4-taktowy Tryb pracy „Tryb 4-taktowy” nadaje się do wykonywania dłuższych spoin.
Spawanie punktowe
+
+
I
t
t
1
Rys. 12 Tryb 4-taktowy
I
1
t
2
Tryb pracy „Spawanie punktowe” nadaje się do łączenia blach spawanych na zakładkę.
Sposób postępowania w celu wykonania punktu zgrzewania:
1. Trzymać palnik spawalniczy prostopadle
2. Nacisnąć i zwolnić przycisk palnika
3. Zachować pozycję palnika spawalniczego
4. Odczekać czas dodatkowego wypływu gazu
5. Unieść palnik spawalniczy
+
I
t
1
Rys. 13 Spawanie punktowe
t
3
t
2
Ważne! Ponowne naciśnięcie przycisku palnika umożliwia wcześniejsze zakończenie
procesu spawania.
t
28
 Loading...
Loading...