


Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
VR 5000 Remote
Bruksanvisning
SV
Trådmatning
[
42,0426,0292,SV 003-16062020

2

Innehållsförteckning
Säkerhetsföreskrifter.................................................................................................................................. 5
Förklaring säkerhetsanvisningar........................................................................................................... 5
Allmänt.................................................................................................................................................. 5
Avsedd användning .............................................................................................................................. 5
Omgivningsvillkor.................................................................................................................................. 6
Ägarens skyldigheter ............................................................................................................................ 6
Personalens skyldigheter...................................................................................................................... 6
Nätanslutning........................................................................................................................................ 6
Egen- och personskydd ........................................................................................................................ 7
Risk för skadliga gaser och ångor......................................................................................................... 7
Fara på grund av flygande gnistor ........................................................................................................ 8
Fara på grund av nät- och svetsström .................................................................................................. 8
Vagabonderande svetsströmmar.......................................................................................................... 9
EMC-klassificering av apparater........................................................................................................... 10
Åtgärder för elektromagnetisk kompatibilitet......................................................................................... 10
EMF-åtgärder........................................................................................................................................ 10
Särskilda riskställen .............................................................................................................................. 11
Krav gällande skyddsgas...................................................................................................................... 12
Faror med skyddsgasflaskor................................................................................................................. 12
Fara på grund av läckande skyddsgas ................................................................................................. 12
Säkerhetsåtgärder på uppställningsplatsen och vid transport .............................................................. 13
Säkerhetsåtgärder vid normal drift........................................................................................................ 13
Idrifttagande, underhåll och reparation ................................................................................................. 14
Säkerhetsteknisk kontroll...................................................................................................................... 14
Omhändertagande................................................................................................................................ 14
Säkerhetsmärkning............................................................................................................................... 14
Datasäkerhet......................................................................................................................................... 15
Upphovsrätt........................................................................................................................................... 15
Allmänt ....................................................................................................................................................... 16
Utförande .............................................................................................................................................. 16
Användningsområden........................................................................................................................... 16
Varningsanvisningar på apparaten ....................................................................................................... 17
Beskrivning av varningsanvisningar på enheten................................................................................... 18
Tillval för matarverk............................................................................................................................... 20
Anslutningar, switchar och mekaniska komponenter................................................................................. 21
VR 5000 Remote - matarverk fram....................................................................................................... 21
Matarverk baksida................................................................................................................................. 21
Matarverk sida ...................................................................................................................................... 22
Matarverk undersida ............................................................................................................................. 23
Idrifttagande ............................................................................................................................................... 24
Allmänt.................................................................................................................................................. 24
Placera matarverket på strömkällan ..................................................................................................... 24
Montera dragavlastningen för anslutningsslangpaketet........................................................................ 24
Anslutning av MIG/MAG-brännare........................................................................................................ 25
Montering/byte av matarhjul.................................................................................................................. 25
Montering av trådspole ......................................................................................................................... 26
Montering av korgspolen....................................................................................................................... 27
Mata in trådelektroden .......................................................................................................................... 28
Ställa in rulltryck.................................................................................................................................... 30
Inställning av broms.............................................................................................................................. 30
Montering av broms .............................................................................................................................. 31
Förutsättningar för idrifttagning............................................................................................................. 32
Frontpanel Synergic (tillval) ....................................................................................................................... 33
Allmänt.................................................................................................................................................. 33
Delad frontpanel.................................................................................................................................... 33
Frontpanel Synergic A .......................................................................................................................... 33
Frontpanel Synergic B .......................................................................................................................... 36
Knapplås............................................................................................................................................... 36
Gå till inställningsmenyn ....................................................................................................................... 37
Inställning parameter ............................................................................................................................ 38
SV
3

Serviceparameter.................................................................................................................................. 38
Frontpanel Pulse (tillval) ............................................................................................................................ 40
Allmänt.................................................................................................................................................. 40
Delad frontpanel.................................................................................................................................... 40
Frontpanel Pulse A ............................................................................................................................... 40
Inställning av MIG/MAG synergisvetsning (puls) och Punkterings-/Intervallsvetsning ......................... 43
Frontpanel Pulse B ............................................................................................................................... 44
Knapplås............................................................................................................................................... 44
Gå till inställningsmenyn ....................................................................................................................... 45
Inställning parameter ............................................................................................................................ 46
Serviceparameter.................................................................................................................................. 46
Feldiagnos, felavhjälpning ......................................................................................................................... 48
Allmänt.................................................................................................................................................. 48
Säkerhet................................................................................................................................................ 48
Felsökning............................................................................................................................................. 48
Skötsel, underhåll och skrotning ................................................................................................................ 52
Allmänt.................................................................................................................................................. 52
Säkerhet................................................................................................................................................ 52
Vid varje idrifttagande ........................................................................................................................... 52
Var sjätte månad................................................................................................................................... 52
Slutomhändertagande och återvinning ................................................................................................. 52
Tekniska data............................................................................................................................................. 53
VR 5000 Remote .................................................................................................................................. 53
4

Säkerhetsföreskrifter
SV
Förklaring säkerhetsanvisningar
FARA!
Betecknar en omedelbart hotande fara.
► Om du inte kan avvärja den kan den orsaka dödsfall eller svåra kroppsskador.
VARNING!
Betecknar en eventuell farlig situation.
► Om du inte kan avvärja den kan den orsaka dödsfall eller svåra kroppsskador.
SE UPP!
Betecknar en eventuell skadlig situation.
► Om du inte kan avvärja den kan den orsaka lätta eller ringa kropps- och sakskador.
OBS!
Anger risk för försämrat arbetsresultat och eventuell skada på utrustningen.
Allmänt Fjärrkontrollen är tillverkad enligt den senaste tekniken och de erkända säkerhetstekniska
reglerna. Trots detta kan felaktig användning eller missbruk medföra risk för:
- Skada på liv och lem för användaren eller tredje person
- Skada på fjärrkontrollen eller andra apparater hos användaren
- Försämrad funktion hos växelriktaren
Alla personer som ska starta, använda, underhålla och reparera laddaren ska:
- Vara tillräckligt kvalificerade
- ha kunskaper om svetsning och
- Ha läst hela den här användarhandboken och följa den noggrant
Användarhandboken ska alltid finnas tillgänglig där fjärrkontrollen används. Allmänt gäl-
lande säkerhets- och skyddsföreskrifter samt miljöskyddsföreskrifter kompletterar den här
användarhandboken.
All säkerhets- och skyddsinformation på växelriktaren:
- Ska vara i läsbart skick
- Får inte skadas
- Får inte tas bort
- Får inte övertäckas, klistras över eller målas över
Placeringen av säkerhets- och riskinformation på fjärrkontrollen anges i kapitlet "Allmän in-
formation" i användarhandboken.
Störningar som kan försämra säkerheten ska åtgärdas innan laddaren aktiveras.
Det gäller din säkerhet!
Avsedd användning
Apparaten får endast användas för det ändamål den är konstruerad för.
5

Apparaten får endast användas för de svetsmetoder den är avsedd för enligt typskylten.
All annan användning eller användning utöver detta räknas som felaktig. Tillverkaren ansvarar inte för skador som uppstår på grund av felaktig användning.
Avsedd användning omfattar även:
- Att noga läsa och följa alla anvisningar i bruksanvisningen
- Att noga läsa och följa alla säkerhetsföreskrifter och all riskinformation
- Att utföra alla kontroll- och underhållsarbeten
Apparaten får aldrig användas för följande:
- Tina upp frusna rör
- Ladda batterier
- Starta motorer
Apparaten är avsedd för användning inom industri och verkstad. Tillverkaren ansvarar inte
för skador som beror på att apparaten har använts i bostäder.
Tillverkaren ansvarar inte heller för bristfälliga eller felaktiga arbetsresultat.
Omgivningsvillkor
Ägarens skyldigheter
Drift och förvaring av apparaten utanför det angivna området anses som felaktig användning. Tillverkaren ansvarar inte för skador som uppstår på grund av felaktig användning.
Temperaturområde för omgivande luft:
- Vid drift: -10 °C till +40 °C (14 °F till 104 °F)
- Vid transport och förvaring: -20 °C till +55 °C (-4 °F till 131 °F)
Relativ luftfuktighet:
- Upp till 50 % vid 40 °C (104 °F)
- Upp till 90 % vid 20 °C (68 °F)
Omgivningsluft: fri från damm, syra, korrosiva gaser eller ämnen med mera.
Höjd över havet: upp till 2000 m (6561 ft. 8,16 in.)
Ägaren åtar sig att se till att de personer som ska använda frärrmanöverdonet
- Är väl förtrogna med de gällande arbetssäkerhets- och arbetsskyddsföreskrifterna och
är utbildade i hur fjärrkontrollen ska användas
- Har läst och förstått den här användarhandboken, särskilt kapitlet ”Säkerhetsföreskrifter”, och har bekräftat det med en underskrift
- Är korrekt utbildade i kraven på arbetsresultat
Kontrollera regelbundet att personalen arbetar på ett säkerhetsmedvetet sätt.
Personalens skyldigheter
Nätanslutning Enheter med hög effekt kan på grund av sin strömförbrukning påverka energikvaliteten i
6
Alla personer som ska arbeta med apparaten är skyldiga att innan arbetet påbörjas
- Följa de grundläggande föreskrifterna om arbetssäkerhet och förebyggande av
olycksfall
- Ha läst den här användarhandboken, särskilt kapitlet ”Säkerhetsföreskrifter”, och genom en underskrift bekräfta att de har förstått och kommer att följa dem.
Innan du lämnar arbetsområdet ska du se till att det inte kan uppstå person- eller sakskador medan du är borta.
nätet.

Detta kan påverka vissa typer av laddare i form av:
- Anslutningsbegränsningar
- Krav med avseende på maximalt tillåten nätimpedans
- Krav med avseende på minsta nödvändiga kortslutningseffekt
*)
Vid anslutningspunkten till det allmänna elnätet,
*)
*)
se Tekniska Data.
I det här fallet måste arbetsledningen eller användaren av laddaren förvissa sig om att den
får anslutas, eventuellt genom kontakt med elleverantören.
VIKTIGT! Var noga med att jorda nätanslutningen säkert!
SV
Egen- och personskydd
Hantering av apparaten innebär många risker, som till exempel:
- Flygande gnistor och varma metalldelar
- Strålning från ljusbågen som kan skada ögon och hud
- Skadliga elektromagnetiska fält, som kan innebära livsfara för personer med pacemaker
- Elektriska risker på grund av nät- och svetsström
- Förhöjd bullerbelastning
- Skadlig svetsrök och gaser
Använd lämplig skyddsutrustning vid hantering av apparaten. Skyddsutrustningen ska ha
följande egenskaper:
- Flamsäker
- Isolerande och torr
- Heltäckande, oskadad och i gott skick
- Skyddshjälm
- Byxor utan slag
Skyddsutrustningen omfattar bland annat:
- Skydd för ögon och ansikte med skyddsskärm, med filterinsats som skydd mot UVstrålning, värme och gnistor enligt föreskrifter.
- Under skyddsskärmen ska användaren bära skyddsglasögon med sidoskydd.
- Skyddsskor, som isolerar även vid väta.
- Lämpliga skyddshandskar (elektriskt isolerade och med värmeskydd).
- Hörselskydd för att skydda mot buller.
Obehöriga, framför allt barn, får inte vistas inom apparatens arbetsområde under pågående svetsarbete. Om det ändå finns obehöriga personer i närheten:
- informera dessa om alla faror och risker (risk för bländning genom ljusbågar, risk för
skador orsakade av flygande gnistor, skadlig svetsrök, buller, möjliga risker orsakade
av nät- och svetsströmmar etc.)
- tillhandahåll lämplig skyddsutrustning eller
- ställ upp lämpliga skyddsväggar och -skärmar.
Risk för skadliga
gaser och ångor
Rök som uppstår under svetsning innehåller hälsoskadliga gaser och ångor.
Svetsrök innehåller ämnen som enligt Monograph 118 från International Agency for Rese-
arch on Cancer kan orsaka cancer.
Punktutsug och rumsutsug ska användas.
Om det är möjligt, ska en brännare med integrerat utsug användas.
Håll undan ansiktet från svetsrök och gaser som uppstår.
Rök och skadliga gaser som uppstår
- får inte andas in
- ska ventileras ut genom lämpliga anordningar.
7

Säkerställ tillräcklig ventilation. Kontrollera att luftutbytet kontinuerligt ligger på minst 20 m³
per timme.
Om ventilationen inte räcker till ska svetshjälm med lufttillförsel användas.
Om det är oklart om utsugskapaciteten är tillräcklig, ska utsläppsvärdena av skadliga äm-
nen mätas och jämföras med tillåtna gränsvärden.
Hur skadlig svetsröken är, beror bland annat på följande:
- Metaller i arbetsstycket
- Elektroder
- Beläggning
- Rengöringsmedel, avfettningsmedel och liknande
- Använd svetsmetod
Därför är det viktigt att beakta informationen i materialsäkerhetsdatablad och anvisningar
från tillverkaren.
Rekommendationer för exponeringsscenarier samt åtgärder för riskhantering och identifiering av arbetsförhållanden hittar du på webbsidan för European Welding Association under
Health & Safety (https://european-welding.org).
Brandfarliga ångor (exempelvis ångor från lösningsmedel) får inte finnas inom ljusbågens
strålningsområde.
Ventiler på skyddsgasflaskor och centralgasförsörjning ska vara stängda när inget svetsarbete utförs.
Fara på grund av
flygande gnistor
Fara på grund av
nät- och svetsström
Flygande gnistor kan orsaka brand och explosion.
Svetsa aldrig i närheten av brännbara material.
Håll ett avstånd på minst 11 meter (36 ft. 1,07 in.) mellan ljusbågen och brännbara mate-
rial, eller täck över dem med ett godkänt skydd.
Se till att lämpliga och godkända brandsläckare finns i närheten.
Gnistor och heta metalldelar kan tränga ut i omgivningen även genom små springor eller
öppningar. Vidta lämpliga åtgärder för att förhindra skador eller brand.
Svetsa inte i områden med risk för explosion eller brand, eller i stängda tankar, behållare
eller rör om dessa inte har förberetts för svetsning enligt gällande nationella och internationella normer.
Det är inte tillåtet att svetsa på behållare som används eller har använts för förvaring av
gas, drivmedel, mineraloljor eller liknande. Risk för explosion på grund av rester.
Elstötar är livsfarliga och kan leda till döden.
Du får inte röra spänningssatta delar inne i eller utanpå utrustningen.
Vid MIG/MAG- och TIG-svetsning är även svetstråden, trådspolen, matarrullarna samt alla
metalldelar som har kontakt med svetstråden spänningssatta.
Placera alltid matarverket på ett tillräckligt isolerat underlag eller använd ett lämpligt, isolerande matarverksfäste.
Se till att det finns ett lämpligt egen- och personskydd i form av ett torrt underlag eller skydd
som är tillräckligt isolerande mot jord. Underlaget eller skyddet måste täcka hela området
mellan kroppen och jord.
8

Alla kablar och ledningar ska vara fastsatta, oskadade, isolerade och tillräckligt dimensionerade. Lösa anslutningar samt brända, skadade eller underdimensionerade kablar och
ledningar ska genast bytas ut.
Inför varje användning ska du för hand kontrollera att strömanslutningarna är ordentligt åtdragna.
För strömkablar med bajonettkontakt ska du vrida strömkabeln minst 180° och förspänna
den.
Vira aldrig kablar eller ledningar runt kroppen eller kroppsdelar.
Elektroderna (pinnelektrod, volframelektrod, svetstråd osv.)
- får aldrig kylas ned genom att doppas i vätska
- får aldrig vidröras när strömkällan är inkopplad.
Mellan två svetsaggregats elektroder kan det till exempel uppstå dubbelt så hög tomgångsspänning som för ett enskilt svetsaggregat. Att vidröra båda elektroderna samtidigt
kan i vissa fall innebära livsfara.
Låt regelbundet en behörig elektriker kontrollera apparatens nätanslutning och att skyddsledaren är funktionsduglig.
Apparater i skyddsklass I kräver ett nät med skyddsledare och ett kontaktsystem med
skyddsledarkontakt för att uppfylla avsedd användning.
Det är inte tillåtet att använda utrustningen i ett nät utan skyddsledare eller i ett eluttag utan
skyddsledarkontakt när alla nationella bestämmelser för skyddsseparation efterlevs.
I annat fall betecknas det som grov vårdslöshet. Tillverkaren ansvarar inte för skador som
uppstår på grund av det.
SV
Vagabonderande
svetsströmmar
Om det behövs ska du se till att jorda arbetsstycket ordentligt med lämpliga medel.
Koppla från utrustningar som inte används.
Vid arbeten på högre höjd ska sele användas som fallskydd.
Inför arbeten på utrustningen ska den stängas av och nätstickkontakten dras ur.
Se till att utrustningens nätstickkontakt inte sätts i och att utrustningen inte slås på igen ge-
nom att placera ut en läsbar och tydlig varningsskylt.
När utrustningen har öppnats ska du:
- ladda ur alla komponenter som lagrar elektriska laddningar
- se till att alla komponenter är strömlösa.
Om arbeten på spänningssatta delar är nödvändiga ska du ta hjälp av en till person som
kan slå ifrån huvudströmbrytaren i god tid.
Om nedanstående anvisningar inte följs kan vagabonderande svetsströmmar uppstå, vilket kan leda till följande:
- brandrisk
- överhettning av komponenter som kommer i kontakt med arbetsstycket
- trasiga skyddsledare
- skador på utrustningen och andra elektriska anordningar.
Se till att arbetsstyckeklämman sitter fast ordentligt i arbetsstycket.
Fäst arbetsstyckeklämman så nära det ställe som ska svetsas som möjligt.
Placera utrustningen så att den är tillräckligt isolerad mot elektriskt ledande omgivningar,
t.ex. med isolering mot ledande golv eller isolering mot ledande chassin.
9

Tänk på följande när strömförgreningar, fästen för dubbla matarverk etc. används: Även
elektroderna på en svetsbrännare/elektrodhållare som inte används är potentialförande.
Se till att svetsbrännaren/elektrodhållaren som inte används placeras avisolerad.
Vid automatiserade MIG/MAG-tillämpningar ska trådelektroden endast ledas fram till matarverket isolerad från trådtunnan, storspolen eller trådspolen.
EMC-klassificering av apparater
Åtgärder för elektromagnetisk
kompatibilitet
Apparater av emissionsklass A:
- Är avsedda endast för användning inom industriområden
- Kan förorsaka ledningsbundna och strålade störningar inom andra områden
Apparater av emissionsklass B:
- Uppfyller emissionskraven för bostads- och industriområden. Detta gäller även för bostadsområden som får sin strömförsörjning från det allmänna lågspänningsnätet.
EMC-klassificering av apparater enligt märkskylt eller tekniska data.
Även om de normerade emissionsgränsvärdena inte överskrids kan i vissa fall påverkningar inom det avsedda användningsområdet uppträda (till exempel om det finns känsliga apparater i lokalen eller om radio- eller TV-mottagare finns i närheten).
I sådana fall är arbetsledningen skyldig att vidta erforderliga åtgärder för att eliminera störningarna.
Kontrollera och värdera störtåligheten för apparater i omgivningen enligt nationella och internationella föreskrifter. Exempel på störningskänsliga enheter som kan påverkas av apparaten:
- Säkerhetsanordningar
- Nät-, signal- och dataöverföringskablar
- ADB- och telekommunikationsenheter
- Apparater för mätning och kalibrering
Åtgärder som stöds för att undvika problem med elektromagnetism:
1. Nätmatning
- Om det trots föreskriftsenliga nätanslutningar uppstår elektromagnetiska stör-
ningar, ska du vidta ytterligare åtgärder (exempelvis använda ett lämpligt nätfilter).
2. Svetskablar
- Håll dem så korta som möjligt.
- Lägg dem tätt samman (även för att undvika elektromagnetiska problem).
- Lägg dem så långt från andra kablar som möjligt.
3. Potentialutjämning
4. Jordning av arbetsstycket
- Jorda via kondensatorer om det behövs.
5. Avskärmning vid behov
- Avskärma andra apparater i närheten.
- Skärma av hela svetsinstallationen.
EMF-åtgärder Elektromagnetiska fält kan förorsaka hälsoskador som ännu är okända:
- Hälsovådlig inverkan på personer i närheten, exempelvis sådana som använder pacemaker och/eller hörapparat
- Den som använder pacemaker ska kontakta sin läkare, innan hon eller han går i närheten av fjärrkontrollen och svetsprocessen.
- Håll av säkerhetsskäl så stort avstånd som möjligt mellan ditt huvud/rumpa och svetskabeln.
- Bär inte svetskablarna och slangpaketet över axeln och linda dem inte runt kroppen
eller kroppsdelar.
10

Särskilda riskställen
Håll händer, hår, klädesplagg och verktyg borta från rörliga delar, till exempel:
- fläktar
- kugghjul
- rullar
- axlar
- trådspolar och svetstrådar.
Stick inte in händerna i tråddrivningens roterande kugghjul eller i roterade drivningsdelar.
Skydd och sidoplåtar får endast tas bort under underhålls- och reparationsarbeten.
Under drift
- Se till att alla skydd är stängda och att samtliga sidoplåtar är korrekt monterade.
- Håll alla skydd och sidoplåtar stängda.
När svetstråden matas ut ur svetsbrännaren finns en hög skaderisk (stickskador i händer,
skador på ansikte och ögon m.m.).
Håll därför alltid svetsbrännaren riktad bort från kroppen (utrustningar med matarverk) och
bär lämpliga skyddsglasögon.
Vidrör inte arbetsstycket under eller efter svetsningen – risk för brännskador.
Medan arbetsstyckena svalnar kan slagg sprätta iväg från dem. Därför ska föreskriven
skyddsutrustning bäras och tillräckligt skydd för andra personer säkerställas även vid efterarbeten på arbetsstycken.
SV
Låt svetsbrännare och andra utrustningskomponenter med hög drifttemperatur svalna innan arbeten utförs på dem.
Särskilda föreskrifter gäller i brand- och explosionsfarliga utrymmen
– följ gällande nationella och internationella föreskrifter.
Strömkällor för arbeten i utrymmen med förhöjd elektrisk risk (t.ex. ångpannor) måste ha
(Safety)-märkning. Strömkällan får däremot inte befinna sig i sådana utrymmen.
Skållningsrisk om kylmedel läcker ut. Innan du kopplar från anslutningarna till fram- och
returledningen för kylmedel ska du stänga av kylaggregatet.
När du hanterar kylmedel ska du följa säkerhetsdatabladet för kylmedel. Säkerhetsdatabladet för kylmedel kan du få från din serviceavdelning eller via tillverkarens webbplats.
När apparater transporteras med kran ska enbart lämpliga lyftredskap från tillverkaren användas.
- Haka fast kedjor eller linor i alla avsedda upphängningspunkter på det lämpliga lyftredskapet.
- Kedjor och linor bör hänga så lodrätt som möjligt.
- Ta bort gasflaskan och matarverket (MIG/MAG- och TIG-aggregat).
Om matarverket hängs upp i en kran under svetsningen ska du alltid använda en lämplig,
isolerande matarverksupphängning (MIG/MAG- och TIG-aggregat).
Om aggregatet har en bärrem eller ett handtag är detta enbart avsett för transport för hand.
Bärremmen är inte lämplig för transport med kran, gaffeltruck eller andra mekaniska lyftredskap.
Alla lyftredskap (remmar, spännen, kedjor osv.) som används tillsammans med apparaten
eller dess komponenter ska kontrolleras regelbundet (t.ex. med avseende på mekaniska
skador, korrosion eller förändringar på grund av annan miljöpåverkan).
Kontrollernas intervall och omfattning ska åtminstone uppfylla gällande nationella standarder och direktiv.
11

Det finns risk för att färg- och luktlös skyddsgas läcker ut utan att det upptäcks när en adapter används till skyddsgasanslutningen. Täta adapterns gänga för skyddsgasanslutningen
med lämplig teflontejp före monteringen.
Krav gällande
skyddsgas
Faror med
skyddsgasflaskor
Oren skyddsgas kan orsaka skador på utrustningen och lägre svetskvalitet. Detta gäller
särskilt vid centralgasinstallationer.
Skyddsgaskvaliteten ska uppfylla följande krav:
- Partikelstorlek fasta ämnen < 40 µm
- Tryckdaggpunkt < -20 °C
- Max. oljeandel < 25 mg/m³
Byt filter vid behov!
Skyddsgasflaskor innehåller trycksatt gas och kan explodera om de skadas. Skyddsgasflaskorna ingår i svetsutrustningen och ska därmed behandlas med försiktighet.
Skydda gasflaskor med trycksatt gas från hetta, mekanisk påverkan, slagg, öppen låga,
gnistor och ljusbågar.
Montera skyddsgasflaskor stående och säkra dem enligt instruktioner, så att de inte kan
välta.
Håll skyddsgasflaskor så långt bort från svetsströmkretsen och andra elektriska strömkretsar som möjligt.
Häng aldrig brännaren på skyddsgasflaskan.
Vidrör aldrig skyddsgasflaskan med svetselektroder.
Fara på grund av
läckande skyddsgas
Explosionsrisk - svetsa aldrig på skyddsgasflaskor.
Använd alltid endast skyddsgasflaskor som är tillverkade för ändamålet och passande,
lämpliga tillbehör, som regulatorer, slangar, kopplingar etc. Använd endast skyddsgasflaskor och tillbehör som är i gott skick.
Vänd bort ansiktet från skyddsgasflaskans ventil när den öppnas.
Stäng ventilen på skyddsgasflaskan när den inte används.
Sätt på ventilens skyddslock när skyddsgasflaskan inte är ansluten till utrustning.
Följ alltid tillverkarens anvisningar samt gällande nationella och internationella regler för
skyddsgasflaskor med tillbehör.
Skyddsgas som tränger ut okontrollerat kan orsaka kvävning
Skyddsgasen är färg- och luktfri och kan tränga undan syret i omgivningsluften om den
tränger ut.
- Säkerställ tillräcklig ventilation - luftutbytet ska ligga på minst 20 m³ per timme
- Följ säkerhets- och varningsanvisningar gällande skyddsgasflaskorna och centralgasförsörjningen
- Ventiler på skyddsgasflaskor och centralgasförsörjning ska vara stängda när inget
svetsarbete utförs.
- Kontrollera skyddsgasflaskorna och centralgasförsörjningen med avseende på okontrollerad gasutträngning före varje användning.
12

Säkerhetsåtgärder på uppställningsplatsen och
vid transport
En fallande apparat kan betyda livsfara! Ställ apparaten på ett jämnt, fast och stabilt underlag.
- En lutningsvinkel på maximalt 10° är tillåten.
Särskilda föreskrifter gäller i brand- och explosionsfarliga utrymmen.
- Följ gällande nationella och internationella föreskrifter.
Säkerställ genom interna anvisningar och kontroller att arbetsplatsens omgivning är ren
och översiktlig.
Ställ upp och använd apparaten enbart enligt den kapslingsklass som anges på märkskylten.
Säkerställ vid uppställningen av apparaten ett avstånd på 0,5 m (1 ft 7,69 in) runt apparaten, så att kylluften obehindrat kan passera in och ut.
Se vid transport av apparaten till att de gällande nationella och regionala riktlinjerna och
olycksfallsförebyggande föreskrifterna följs. Detta gäller särskilt för riktlinjer avseende faror
vid transport.
Varken lyft eller transportera aktiva apparater. Stäng av apparaterna inför transport eller
lyft!
Tappa inför varje transport av apparaten ut allt kylmedel och demontera följande komponenter:
- Trådmatning
- Trådspole
- Skyddsgasflaska
SV
Säkerhetsåtgärder vid normal
drift
Gör en synkontroll av apparaten med avseende på skador inför idrifttagandet efter transporten. Låt utbildad servicepersonal reparera alla typer av skador inför idrifttagandet.
Använd bara apparaten om alla skyddsanordningar är helt funktionsdugliga. Brister gällande säkerhetsanordningarnas funktion kan leda till:
- Skada eller dödsfall för användaren eller tredje person
- Skada på utrustningen eller andra materiella tillgångar
- Försämrad funktion för apparaten
Säkerhetsanordningar som inte fungerar ska repareras innan apparaten slås på.
Det är inte tillåtet att förbikoppla säkerhetsanordningar eller ta dem ur drift.
Kontrollera innan apparaten tas i bruk att ingen kan skadas.
Kontrollera apparaten minst en gång i veckan med avseende på tecken på skada samt att
alla säkerhetsanordningar fungerar.
Fäst alltid skyddsgasflaskan på säkert sätt och plocka av den om apparaten ska flyttas
med kran.
Det är endast tillåtet att använda originalkylvätska från tillverkaren, eftersom egenskaper
som elektrisk ledningsförmåga, frostskydd, materialkompatibilitet, flampunkt etc. är anpassade till apparaten.
Använd endast avsedd originalkylvätska från tillverkaren.
Blanda inte originalkylvätskan med andra kylvätskor.
Anslut endast systemkomponenter från tillverkaren till kylkretsarna.
Om andra systemkomponenter eller annan kylvätska används, och det leder till skador,
kan inte tillverkaren hållas ansvarig för detta och alla garantianspråk upphör att gälla.
13

Cooling Liquid FCL 10/20 är inte brandfarlig. Kylvätskan är etanolbaserad och kan vara
brandfarlig under vissa omständigheter. Kylvätskan får endast transporteras i originalbehållare och ska förvaras åtskilt från tändkällor.
Använd kylvätska ska avfallshanteras enligt gällande nationella och internationella föreskrifter. Säkerhetsdatabladet för kylvätskan får du från ditt servicekontor eller från tillverkarens webbsida.
Kontrollera kylvätskenivån innan du börjar svetsa, då den fortfarande är sval.
Idrifttagande, underhåll och reparation
Säkerhetsteknisk
kontroll
Vi kan inte garantera, att delar från andra tillverkare är konstruerade och tillverkade enligt
de gällande specifikationerna och säkerhetsnormerna.
- Använd bara originalreservdelar (gäller även standarddelar).
- Utför inga installationer eller ombyggnationer av apparaten utan tillstånd från tillverkaren.
- Byt genast ut defekta komponenter.
- Vid beställning ska du ange exakt beteckning och artikelnummer enligt reservdelslistan samt apparatens serienummer.
Husskruvarna utgör skyddsledarförbindelsen för jordning av husdelarna.
Använd alltid rätt antal originalhusskruvar med det angivna åtdragningsmomentet.
Tillverkaren rekommenderar att användaren utför en säkerhetsteknisk kontroll av apparaten minst var 12:e månad.
Inom samma 12-månadersintervall rekommenderar tillverkaren att strömkällan kalibreras.
Säkerhetstekniska kontroller ska utföras av behörig elektriker:
- Efter ändringar
- Efter till- och ombyggnationer
- Efter reparation, skötsel och underhåll
- Med högst 12 månaders intervall
Den säkerhetstekniska kontrollen ska utföras enligt nationella och internationella normer
och riktlinjer.
Närmare information om den säkerhetstekniska kontrollen och kalibreringen kan du få från
ditt servicekontor. Servicekontoret ställer vid förfrågan alla nödvändiga underlag till förfogande.
Omhändertagan-deKasta inte den här enheten tillsammans med hushållsavfallet! I enlighet med EU-direktivet
om avfall som utgörs av eller innehåller elektriska eller elektroniska produkter och implementering i nationell lagstiftning, måste förbrukade elektriska verktyg samlas in separat
och vidarebefordras till miljövänlig återvinning. Se till att du lämnar tillbaka din skrotade enhet till din återförsäljare eller får information om ett lokalt auktoriserat insamlings- respektive återvinningsssystem. Att ignorera detta EU-direktiv kan leda till en potentiellt menlig
inverkan på miljön och din hälsa!
Säkerhetsmärkning
CE-märkta apparater uppfyller de grundläggande kraven i direktivet för lågspänningsapparater och elektromagnetisk kompatibilitet (exempelvis relevanta produktnormer i normserien EN 60 974).
Fronius International GmbH försäkrar, att apparaten uppfyller kraven i direktivet 2014/53/
EU. Den fullständiga texten i EU-konformitetsförsäkran finns på http://www.fronius.com.
14

Fjärrkontroller med CSA-kontrollmärket uppfyller kraven i de relevanta normerna för Kanada och USA.
Datasäkerhet Användaren ansvarar för datasäkring av ändringar i förhållande till fabriksinställningarna.
Tillverkaren ansvarar inte för raderade personliga inställningar.
Upphovsrätt Copyrighten för denna användarhandbok tillhör tillverkaren.
Texterna och bilderna uppfyller den senaste tekniken vid tryckningen. Rätt till ändringar
förbehålles. Innehållet i användarhandboken kan inte ligga till grund för anspråk från köparens sida. Vi tar tacksamt emot förslag till förbättringar och information om fel i användarhandboken.
SV
15

Allmänt
Utförande
Användningsområden
VR 5000 Remote är avsedd att användas
som standardmatarverk för följande strömkällor:
- TSt 3500 / 5000 Syn
- TSt 4000 / 5000 Pulse
VR 5000 Remote är avsedd för trådspolar
med en diameter på max. 300 mm (11,81
in).
Drivningen med 4 rullar ger en stabil trådmatning, även med långa slangpaket.
I kombination med strömkällorna TSt 3500
/ 5000 Syn och TSt 4000 / 5000 Pulse kan
VR 5000 Remote användas för alla svetsarbeten i stål, med alla vanligt förekommande
VR 5000 Remote
Enheterna passar för manuell användning vid klassiska svetsarbeten i stål och förzinkad
plåt, både inom industri och hantverk:
- Maskin- och apparatkonstruktion
- Stålkonstruktion
- Anläggnings- och behållarkonstruktion
- Varv och offshore
- Metall- och portalkonstruktion
- Rälsfordonskonstruktion
- Metallbearbetningsindustri
skyddsgaser.
16

Varningsanvisningar på apparaten
Det finns varningsanvisningar och säkerhetssymboler på matarverket. Varningsanvisningarna och säkerhetssymbolerna får varken tas bort eller målas över. Anvisningarna och
symbolerna varnar för felaktig användning som kan leda till svåra person- och sakskador.
Model No.
A-4600 Wels
www.fronius.com
Part No.
Ser. No.
SV
IEC 60 974-5/-10 Cl.A
U
11
24 V
12
U
1.0-25 m/min
2
360A/100% 450A/60% 500A/40%I
Varningsanvisningar på matarverket
4.0 AI
11
I
12
2.0 A24 V
IP 23
40,0006,3035
Det är farligt att svetsa. För att kunna utföra arbetet måste följande förutsättningar vara
uppfyllda:
- Tillräcklig kvalifikation för svetsning
- Lämplig skyddsutrustning
- Obehöriga får inte visas i närheten
Använd de beskrivna funktionerna först efter att du har läst och förstått följande dokument
i deras helhet:
- Den här bruksanvisningen
- Samtliga bruksanvisningar för systemkomponenterna, i synnerhet säkerhetsföreskrifterna
17

Beskrivning av
AB
varningsanvisningar på enheten
Vissa utföranden av enheten är försedda med varningsanvisningar.
Symbolernas placering kan variera.
Varning! Håll uppsikt!
Symbolerna visar på möjliga risker.
A Risk för skador på fingrar på grund av drivhjul.
B Svetstråd och drivdelar står under svetsspänning under drift.
Håll undan händer och metallföremål!
1. En elektrisk stöt kan vara dödlig.
1.1 Använd torra, isolerande skyddshandskar. Rör inte vid trådelektroden med bara
händerna. Använd inte fuktiga eller skadade skyddshandskar.
1.2 Använd ett isolerande underlag gentemot golv och arbetsområde för att skydda
mot elektriska stötar.
1.3 Innan arbete utförs på enheten ska den stängas av och nätkontakten dras ut, eller
skiljas från strömförsörjning.
2. Det kan vara farligt för hälsan att andas in svetsrök.
2.1 Håll undan ansiktet från svetsrök som uppstår.
2.2 Använd fläktstyrd luftcirkulation eller lokalt utsug för att avlägsna svetsröken.
18
2.3 Avlägsna svetsrök med en fläkt.

3 Svetsgnistor kan orsaka explosion eller brand.
xx,xxxx,xxxx *
3.1 Håll undan brännbara material från svetsarbetet. Svetsa aldrig i närheten av bränn-
bara material.
3.2 Svetsgnistor kan orsaka brand. Ha brandsläckare redo. Låt vid behov en medhjäl-
pare vara redo med brandsläckare.
3.3 Svetsa inte på fat eller stängda behållare.
SV
4. Ljusbågestrålning kan skada ögonen eller bränna huden.
4.1 Täck huvudet och bär skyddsglasögon. Använd hörselskydd och klädsel med kra-
ge. Använd skyddshjälm med rätt DIN-tal. Bär heltäckande lämplig skyddsklädsel.
5. Före arbete på maskinen eller svetsning:
Utbilda personal i arbete med enheten och läs instruktionerna!
6. Dekalen med varningsanvisningar får inte tas bort eller målas över.
* Tillverkarens beställningsnummer på dekal
19

Tillval för matarverk
För matarverk VR 5000 Remote finns följande tillval att välja mellan:
- Frontpanel Synergic
- Frontpanel Pulse
- Knapp för tråditrädning/gaskontroll
- Monteringssats vattenkylning
- Monteringssats fjärrkontrollskontakt
- Monteringssats strömanslutning fram
- Monteringssats kranupphängning
- Monteringssats aluminiumsläde (sida)
- Monteringssats gasvakt
- Monteringssats centralanslutning Euro
- Monteringssats centralanslutning F++
- Monteringssats centralanslutning Tweco
20

Anslutningar, switchar och mekaniska komponenter
(1)
(2)
(3)
(4)
(5)(6)
(1)
(2)
(3)
(4)
(5)
(6)
VR 5000 Remote matarverk fram
(4) Tom front
För frontpanel Synergic (tillval)
(1) Anslutning brännare
För upptagning av brännare
(2) Anslutning framledning kylväts-
ka (blå) - tillval
Vid tillval inbyggd vattenanslutning,
annars blindlock
(3) Anslutning returledning kylväts-
ka (röd) - tillval
Vid tillval inbyggd vattenanslutning,
annars blindlock
SV
Matarverk baksida
(5) Position
För tillval (+) strömanslutning med bajonettlås
(6) Position
För tillval anslutningskontakt Fronius LocalNet
(1) (+) Strömanslutning med bajo-
nettlås
För mellanledarslangpaket
(2) Blindlock
För anslutning fjärrkontroll (tillval)
(3) Anslutning Fronius Solar Net
Standardiserad anslutning för matarverk
(mellanledarslangpaket)
(4) Anslutning skyddsgas
(5) Anslutning returledning kylvätska (röd) - tillval
Vid tillval inbyggd vattenanslutning, annars blindlock
(6) Anslutning framledning kylvätska (blå) - tillval
Vid tillval inbyggd vattenanslutning, annars blindlock
21

Matarverk sida
(1) (2) (3) (4)
Nr Funktion
(1) Bobinnav med broms
För trådspolar (enligt norm) med en diameter på max. 300 mm (11,81 in) och en
vikt på max. 19 kg (41,89 lbs).
(2) Programväljare
(Tillval)
(3) 4-rullsdrivning
(4) Knapp för tråditrädning/gaskontroll - tillval
Tryck knappen nedåt:
Gas- och strömlös iträdning av trådelektroden i brännarens slangpaket. När knap-
pen hålls nedtryckt, arbetar matarverket med iträdningshastighet.
Tryck knappen uppåt:
Inställning av den gasmängd som behövs på reducerventilen.
- Tryck lätt en gång på knappen: Skyddsgasen flödar ut
- Tryck lätt en gång till på knappen: Gasflödet upphör
Om du inte trycker på knappen en gång till, upphör flödet av skyddsgas efter 30 s.
22

Matarverk under-
(1)
sida
Nr Funktion
(1) Hål för tappen på matarverksfäs-
tet
För placering av matarverket på
matarverksfästet
SV
23

Idrifttagande
1
1
2
3
4
1
2
1
3
4
2
Allmänt Idrifttagningen beskrivs utifrån en manuell, vattenkyld MIG/MAG-användning.
Placera matarverket på strömkällan
SE UPP!
Det finns risk för person- och sakskador om matarverket ramlar ned.
► Kontrollera att matarverket sitter ordentligt på fästet, samt att strömkällan, konsolen
och vagnen står stabilt.
1
1
Montera dragavlastningen för anslutningsslangpa
ketet
1
Montera dragavlastningen på körvagnen
2
Montera dragavlastningen på matarverket
VIKTIGT! För att förebygga slitage ska kablarna bilda en ögla "inåt" vid montering. För mellanledarslangpaket med en längd på 1,2 m (3 ft 11,24 in) ska en dragavlastning monteras.
24

Anslutning av
1
2
1
4
4
5
6
3
2
MIG/MAG-brännare
1
* Vid tillval inbyggd vattenanslutning och
SV
vattenkyld brännare
Montering/byte av
matarhjul
SE UPP!
Fara på grund av utskjutande hållare för matarhjul.
Detta kan leda till svåra personskador.
► Håll undan fingrarna från området till vänster och höger om spännspaken när du låser
upp den.
1 2
1
4
5
31
2
3
6
7
SE UPP!
Fara på grund av öppet liggande matarhjul.
Detta kan leda till svåra personskador.
► Efter montering/byte av matarhjul ska alltid skyddet för 4-rullsdrivningen monteras.
25
3 4
3
8
6
7
9
3
1
2
2
5
4
4
4
3
3
2
4
Montering av
trådspole
1
5
5
6
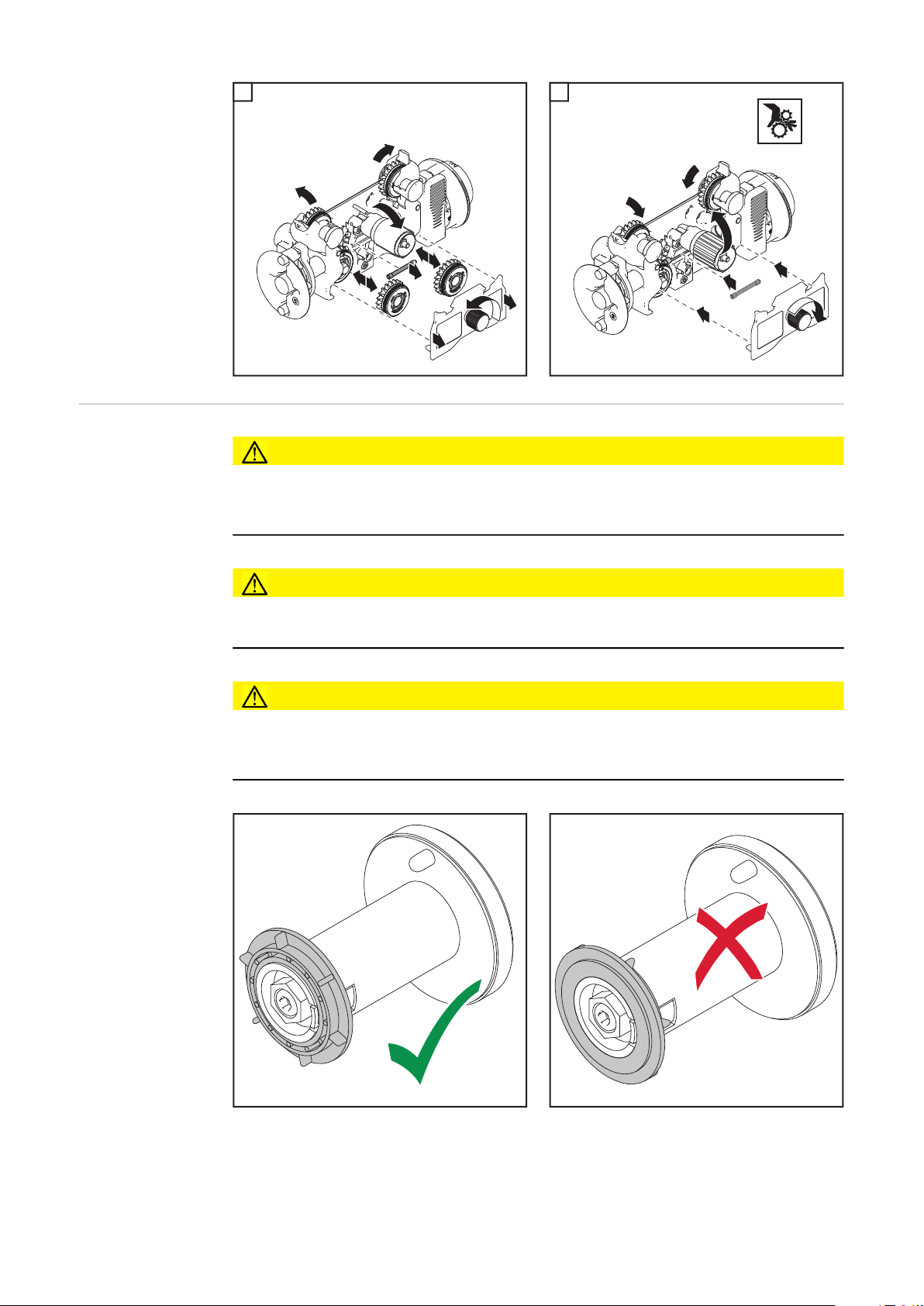
SE UPP!
Risk för personskada på grund av att den upprullade trådelektroden fjädrar.
► Vid montering av trådspolen ska änden av trådelektroden hållas fast ordentligt, för att
undvika skador på grund av att trådelektroden fjädrar tillbaka.
SE UPP!
Risk för personskada på grund av nedfallande trådspole.
► Kontrollera att trådspolen sitter ordentligt på bobinnavet.
SE UPP!
Risk för person- och sakskador på grund av nedfallande trådspole om säkringsringen monteras på fel sida.
► Montera alltid säkringsringen enligt bilden till vänster.
26

1
1
SV
Montering av
korgspolen
SE UPP!
Risk för personskada på grund av att den upprullade trådelektroden fjädrar.
► Vid montering av korgspolen ska änden av trådelektroden hållas fast ordentligt, för att
undvika skador på grund av att trådelektroden fjädrar tillbaka.
SE UPP!
Risk för personskador på grund av nedfallande korgspole.
► Kontrollera att korgspolen med adapter sitter ordentligt på bobinnavet.
OBS!
Vid arbete med korgspolar ska endast den korgspoleadapter som ingår i leveransen
användas!
SE UPP!
Risk för person- och sakskador på grund av nedfallande korgspole om säkringsringen monteras på fel sida.
► Montera alltid säkringsringen enligt bilden till vänster.
27

SE UPP!
2
2
Det finns risk för person- och sakskador om korgspolen ramlar ned.
► Montera korgspolen på den medföljande korgspoleadaptern så att skenorna på
korgspolen ligger innanför spåren på korgspoleadaptern.
1 2
1
Mata in trådelektroden
SE UPP!
Risk för personskada på grund av att den upprullade trådelektroden fjädrar.
► Vid införing av trådelektroden i 4-rullsdrivningen ska änden av trådelektroden hållas
fast ordentligt, för att undvika skador på grund av att trådelektroden fjädrar tillbaka.
SE UPP!
Risk för skada på brännaren på grund av den vassa änden av trådelektroden.
► Änden av trådelektroden ska gradas av ordentligt innan den förs in.
1 2
1
SE UPP!
Risk för skada på grund av att svetstråden sticker ut.
► Rikta brännaren bort från ansikte och kropp och använd lämpliga skyddsglasögon när
du trycker på knappen Tråditrädning eller avtryckaren.
28
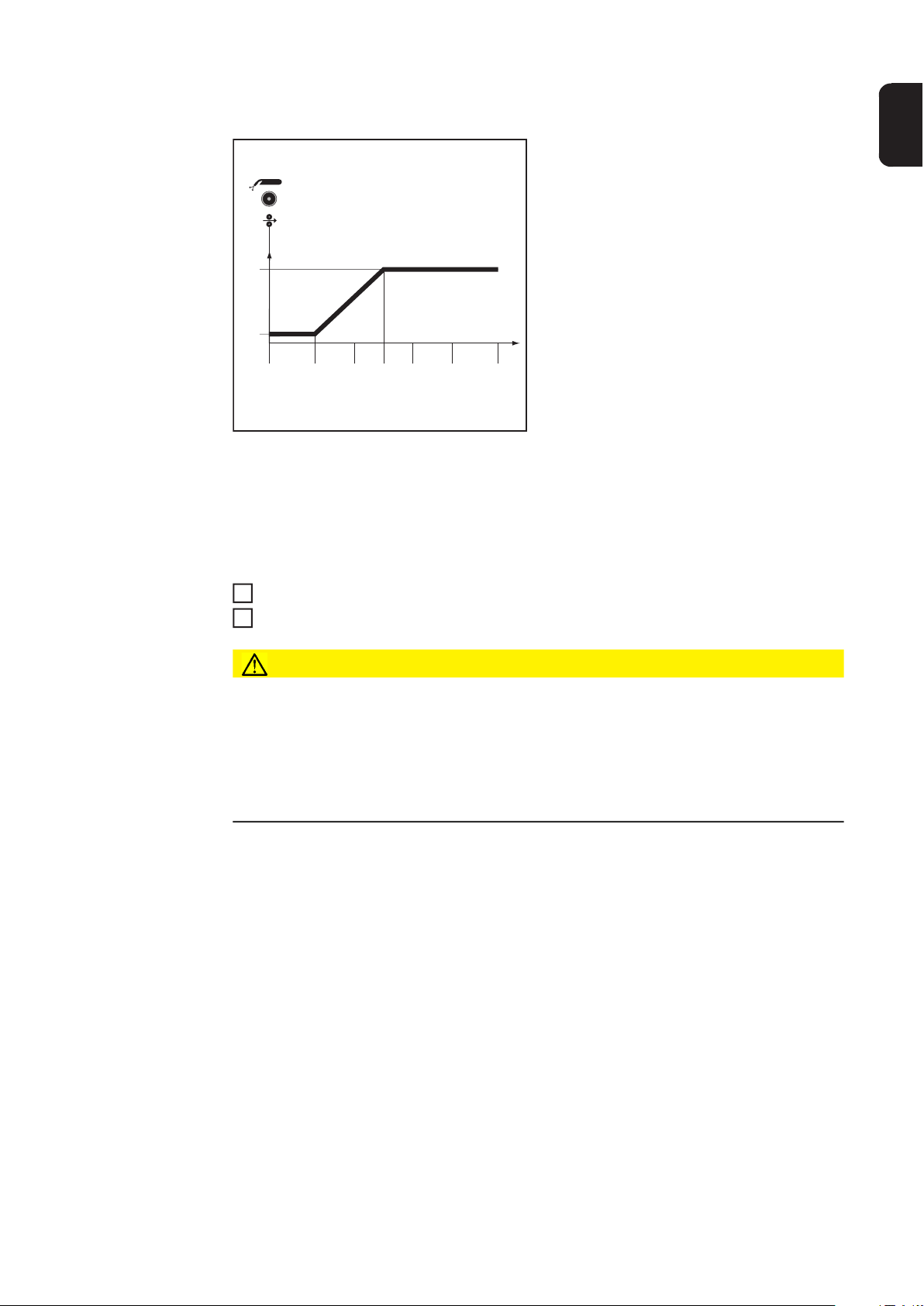
VIKTIGT! För att underlätta en exakt positionering av trådelektroden ska följande utföras
Fdi
1
234
5
2,51
t (s)
(m/min, ipm)
när du håller knappen Tråditrädning nedtryckt.
- Håll knappen nedtryckt upp till en se-
kund ... trådhastigheten håller sig under den första sekunden till 1 m/min
eller 39,37 ipm.
- Håll knappen nedtryckt upp till 2,5 se-
kunder ... Efter en sekund ökar trådhastigheten jämnt under nästa 1,5
sekund.
- Håll knappen nedtryckt längre än 2,5
sekunder ... Efter totalt 2,5 sekunder
sker en konstant trådmatning motsvarande den trådhastighet som ställts in
för parametern Fdi.
Om knappen Tråditrädning släpps upp innan det gått en sekund, och sedan trycks ned
igen, startar förloppet om. Det gör att du vid behov kan positionera med en lägre trådhastighet på 1 m/min eller 39,37 ipm.
Om knappen Tråditrädning inte finns kan du använda avtryckaren på samma sätt. Följ
stegen nedan före tråditrädning med avtryckare:
SV
Välj manöverläget 2-taktsdrift med knappen Manöverläge
1
Sätt parametern "Ito" till "Off" i inställningsmenyn
2
SE UPP!
Risk för person- och sakskador på grund av elstötar och utstickande trådelektroder.
När du trycker på avtryckaren
► Rikta brännaren bort från ansikte och kropp
► Använd lämpliga skyddskläder
► Rikta inte brännaren mot andra personer
► Kontrollera att trådelektroden inte rör vid elektriskt ledande eller jordade delar (höljet
etc.)
VIKTIGT! Om du trycker på avtryckaren istället för knappen Tråditrädning löper svetstråden under de 3 första sekunderna med den krypstarthastighet som anges i svetsprogrammet. Efter de 3 sekunderna stoppas trådmatningen kort.
Svetssystemet registrerar att inget svetsarbete ska startas, utan att tråden ska matas in.
Samtidigt stängs magnetventilen för skyddsgasen och svetsspänningen för trådelektroden
stängs av.
Om du håller avtryckaren intryckt startar trådmatningen direkt igen, men utan skyddsgas
och svetsspänning och resten av förloppet utförs enligt ovan.
29

1 2
2
4
5
3
1
4
1
3
Ställa in rulltryck
SE UPP!
Risk på grund av för högt rulltryck.
Detta kan leda till svåra sakskador och dåliga svetsegenskaper.
► Ställ in rulltrycket så att en optimal trådmatning säkerställs, utan att trådelektroden de-
formeras.
1
1
Riktvärden för rulltryck för U-spårsrullar:
Stål: 4 - 5
CrNi: 4 - 5
Rörelektroder: 2 - 3
Inställning av
broms
OBS!
Efter att du släppt knappen Tråditrädning får trådspolen inte fortsätta att löpa.
► Om den gör det ska bromsen efterjusteras.
30

1 2
4
6
7
1
2
STOP
3
5
2
2
4
STOP
OK
1
3
1
3
3
SV
2
1
Montering av
broms
VARNING!
Fara på grund av felaktig montering.
Detta kan leda till svåra person- och sakskador.
► Bromsarna får inte demonteras.
► Underhålls- och servicearbete på brom-
sar får endast utföras av utbildad fackpersonal.
Bromsarna finns endast som kompletta enheter.
Bilden bredvid är bara för information!
31

Förutsättningar
för idrifttagning
VARNING!
Felaktig hantering kan leda till allvarliga person- och sakskador.
Använd de beskrivna funktionerna först efter att du har läst och förstått följande dokument
i deras helhet:
► Den här bruksanvisningen
► Samtliga bruksanvisningar för systemkomponenterna, i synnerhet säkerhetsföreskrif-
terna
För idrifttagning av matarverket måste följande förutsättningar vara uppfyllda:
- Matarverket måste vara anslutet till strömkällan med mellanledarslangpaket
- Brännaren måste vara ansluten till matarverket
- Matarhjulen måste vara monterade i matarverket
- Trådspolen/korgspolen måste vara monterad i matarverket med korgspoleadaptern
- Trådelektroden måste vara inmatad
- Trycket för matarhjulen måste vara inställt
- Bromsen måste vara inställd
- Alla kåpor måste vara stängda, alla sidopaneler måste vara monterade, alla
skyddsanordningar måste vara intakta och monterade på rätt plats
Idrifttagningen av matarverket sker vid manuell användning genom att trycka på avtryckaren och vid automatiserad användning genom en aktiv signal för svetsstart.
32

Frontpanel Synergic (tillval)
Allmänt VIKTIGT! Frontpanelen Synergic kan endast användas tillsammans med följande ström-
källor:
- TransSteel 4000 Syn
- TransSteel 5000 Syn
Med frontpanelen Synergic beräknar strömkällan den optimala inställningen för svetsparametrar utifrån allmänna uppgifter som plåttjocklek, tillsatsmaterial, tråddiameter och
skyddsgas. Det gör att du alltid har tillgång till expertkunskap i form av lagrad information.
Manuella korrigeringar kan alltid utföras. Dessutom har frontpanelen Synergic stöd för manuell inställning av parametrar.
SV
Delad frontpanel
Frontpanel Synergic A
Frontpanelen Synergic är delad i två delar.
(9)
(10)
(8)
(1)
(2)
(7)
(3)
(4)
(6) (5)
33

Nr Funktion
(1) Knapp Parameterval höger
a) för val av följande parametrar
Båglängdskorrigering
För korrigering av ljusbågens längd
Svetsspänning i V
*)
Innan du börjar svetsa visas automatiskt ett riktvärde, som framgår av de programmerade parametrarna. Under svetsarbetet visas det aktuella ärvärdet.
Dynamik
För inverkan på kortslutningsdynamiken vid droppövergången
- ... hårdare och stabilare ljusbåge
0 ... neutral ljusbåge
+ ... mjukare ljusbåge med lite stänk
Real Energy Input
Visar energimängden som tillförts under svetsningen.
b) för att ändra parametrar i inställningsmenyn
(2) Knapp Parameterval vänster
a) för val av följande parametrar
**)
Plåttjocklek
Plåttjockleken i mm (eller in).
Svetsström
*)
Svetsström i A
Innan du börjar svetsa visas automatiskt ett riktvärde, som framgår av de program-
merade parametrarna. Under svetsarbetet visas det aktuella ärvärdet.
Trådhastighet
*)
Trådhastighet i m/min (eller ipm).
b) för att ändra parametrar i inställningsmenyn
(3) Inställningsratt höger
För att ändra parametern Båglängdskorrigering, Svetsspänning och Dynamik
För att ändra parametrar i inställningsmenyn
34

(4) Inställningsratt vänster
För ändring av parametern Plåttjocklek, Svetsström och Trådhastighet
För att välja parametrar i inställningsmenyn
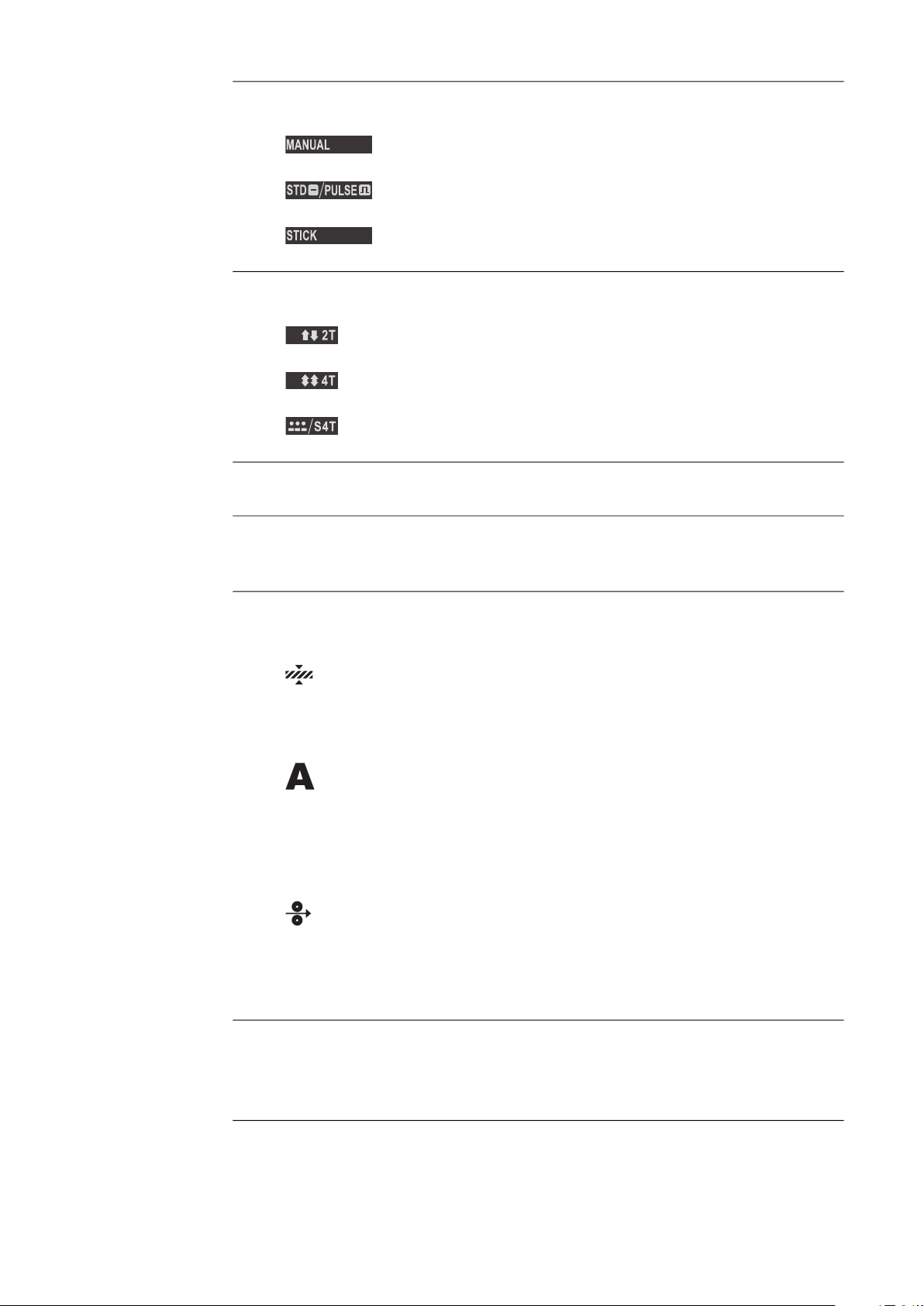
(5) Knapp Förfarande
***)
För val av förfarande
MANUAL - MIG/MAG manuell svetsning (standard)
SYNERGIC - MIG/MAG synergisvetsning (standard)
STICK - MMA-svetsning
(6) Knappen Manöverläge
För val av manöverläge
2 T - 2-taktsdrift
4 T - 4-taktsdrift
S 4 T - 4-stegsdrift (special)
SV
(7) Minnesknappar (Easy Job)
För lagring av upp till 5 arbetspunkter
(8) Indikering för blandbågsområdet
Mellan den korta ljusbågen och sprayljusbågen uppstår en blandbåge med stänk.
För att markera detta område, lyser indikeringen för blandbågsområdet.
(9) Indikering HOLD
Vid varje svetsslut sparas aktuella ärvärden för svetsström och svetsspänning - indikeringen Hold lyser.
(10) SF - indikeringen Punktning/Intervall
Lyser om inställningsparametern Punkteringstid/Intervallsvetstid (SPt) har getts ett
värde (manöverläge Punktering eller Intervallsvetsning har aktiverats)
*) Om en av dessa parametrar väljs, ställs vid MIG/MAG synergisvetsning (standard)
automatiskt även alla andra parametrar in, samt parametern Svetsspänning, på
grund av synergifunktionen.
**) Visningen av Real Energy Input måste aktiveras i inställningsmenyn nivå 2 (para-
meter EnE).
Under svetsning höjs värdet löpande, efter den ständigt ökande energitillförseln.
Det slutgiltiga värdet sparas efter svetsslut fram tills nästa svetsstart eller när
strömkällan startas igen, och indikeringen HOLD lyser.
***) I kombination med tillvalet VRD fungerar indikeringen för den för tillfället valda
svetsmetoden också som statusindikering:
- Indikeringen lyser permanent:
Spänningsreduceringen (VRD) är aktiv och begränsar utgångsspänningen så att
den understiger 35 V.
- Indikeringen blinkar så fort ett svetsarbete utförs, där utgångsspänningen kan
komma att överstiga 35 V.
35

Frontpanel Syner-
(1) (2) (3)
1
2
+
3
gic B
(1) Knapp Materialtyp
För val av använt tillsatsmaterial.
Parametern SP är avsedd för extra
tillsatsmaterial.
Om tillsatsmaterial valts, lyser lysdioden bakom motsvarande tillsatsmaterial.
(2) Knapp Tråddiameter
För val av använd tråddiameter. Parametern SP är avsedd för extra tråddiameter.
Vid vald tråddiameter lyser lysdioden bakom motsvarande tråddiameter.
(3) Knapp Skyddsgas
För val av använd skyddsgas. Parametern SP är avsedd för extra skyddsgas.
Vid vald skyddsgas lyser lysdioden bakom motsvarande skyddsgas.
Knapplås För att förhindra att inställningarna ändras oavsiktligt på frontpanelen, finns ett knapplås.
Så länge knapplåset är aktivt
- kan inga inställningar göras på frontpanelen
- kan parameterinställningarna bara visas
- kan minnesknappar med inställningar väljas, förutsatt att en minnesknapp med en inställning var vald då knapplåset aktiverades
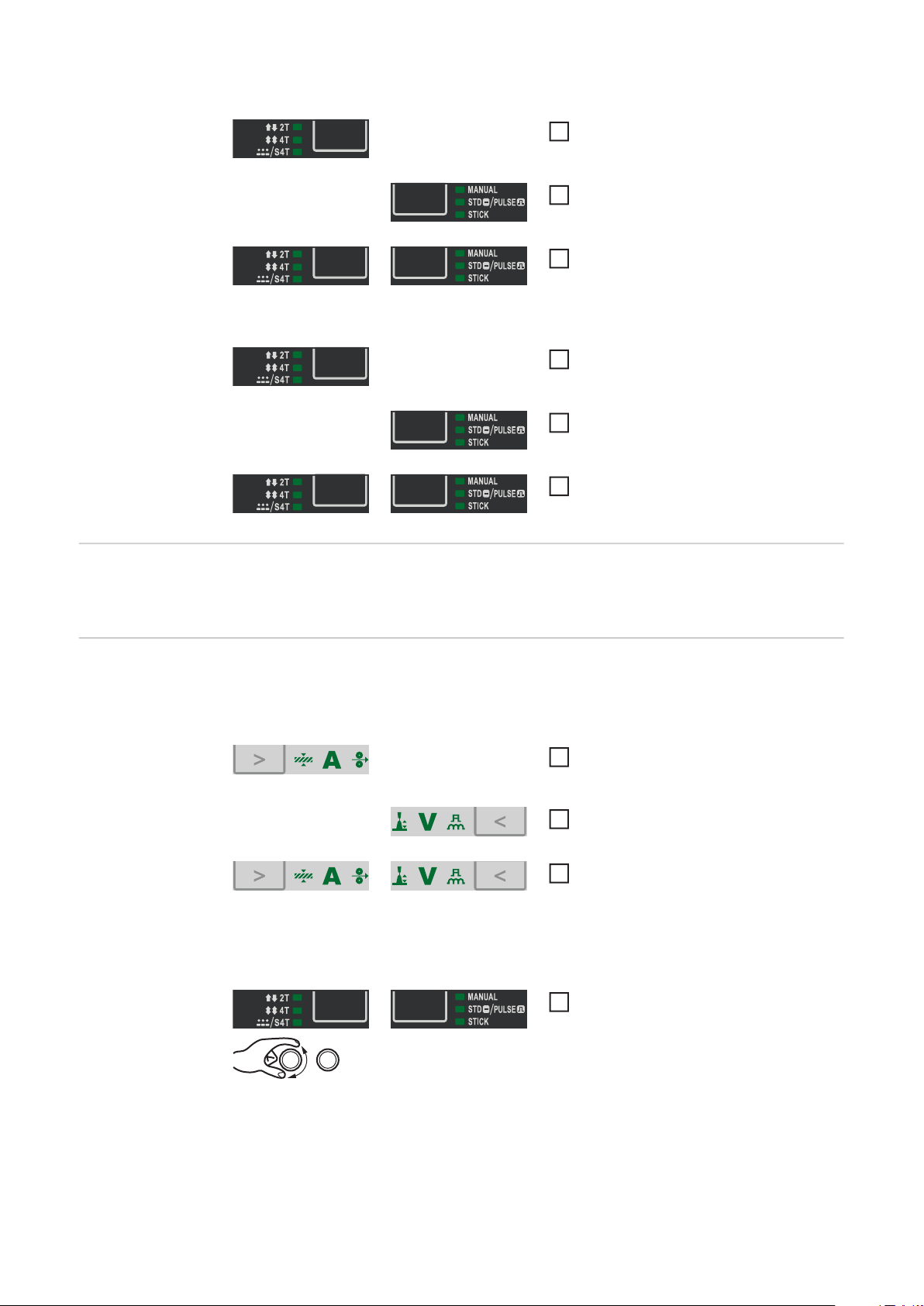
Gör så här för att aktivera/avaktivera knapplåset:
Håll knappen Manöverläge intryckt
Tryck på knappen Parameterval höger
Släpp knappen Manöverläge och Parameterval
Knapplås aktiverat:
På indikeringen visas meddelandet "CLO | SEd".
Knapplås avaktiverat:
På indikeringen visas meddelandet "OP | En".
36

Gå till inställ-
1
2
3
4
5
6
7
8
9
10
ningsmenyn
Gå till inställningsmenyn
SV
Välj önskat förfarande med knappen
Förfarande
Håll knappen Manöverläge intryckt
Tryck ned knappen Förfarande
Släpp knappen Manöverläge och Förfarande
Frontpanelen befinner sig nu i inställningsmenyn för det valda förfarandet - den senast valda inställningsparametern visas.
Gå till inställningsmenyn Nivå 2
Välj inställningsparametern "2nd" med
knappen Manöverläge och Förfarande
eller inställningsratten till vänster
Ändra parametrar
Håll knappen Manöverläge intryckt
Tryck ned knappen Förfarande
Släpp knappen Manöverläge och Förfarande
Välj önskad inställningsparameter med
knappen Manöverläge och Förfarande
eller inställningsratten till vänster
Ändra värdet för inställningsparametern med knappen Parameterval eller
Förfarande eller inställningsratten till
höger
37

Stäng inställningsmenyn Nivå 2
11
12
13
14
15
16
1
2
3
1
Lämna inställningsmenyn
Håll knappen Manöverläge intryckt
Tryck ned knappen Förfarande
Släpp knappen Manöverläge och Förfarande
Håll knappen Manöverläge intryckt
Tryck ned knappen Förfarande
Släpp knappen Manöverläge och Förfarande
Inställning parameter
Serviceparameter Genom att trycka samtidigt på knappen parameterval kan olika serviceparametrar väljas.
Se bruksanvisningen för TransSteel 3500-5000 Syn (42,0426,0258,XX)
Öppna indikering
Håll knappen Parameterval vänster intryckt
Tryck på knappen Parameterval höger
Släpp knappen Parameterval
Den första parametern, version av fast programvara, visas, t.ex. "1.00 | 4.21"
Välj parameter
Välj önskad inställningsparameter med
knappen Manöverläge och Förfarande
eller inställningsratten till vänster
38

Tillgängliga parametrar
Förklaring
Exempel:
1.00 | 4.21
Exempel:
2 | 491
Exempel:
r 2 | 290
Exempel:
iFd | 0.0
Exempel:
654 | 32.1
= 65 432,1 h
= 65 432 h 6 min
2nd Andra menynivån för servicetekniker
Version av fast programvara
Konfiguration av svetsprogram
Numret för det aktuellt valda svetsprogrammet
Motorström för tråddrivning i A
Värdet ändras så fort motorn arbetar.
Visning av den verkliga bågtiden sedan första idrifttagandet
Anmärkning: Visningen av ljusbågens
bränntid är inte lämplig att använda för fastställande av hyreskostnad, garantier eller
liknande.
SV
39

Frontpanel Pulse (tillval)
Pulse B
Pulse A
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(11)
(8)
(10)
(9)
(12)
Allmänt VIKTIGT! Frontpanelen Pulse kan endast användas tillsammans med följande strömkällor:
- TransSteel 4000 Pulse
- TransSteel 5000 Pulse
Med frontpanelen Pulse beräknar strömkällan den optimala inställningen för svetsparametrar utifrån allmänna uppgifter som plåttjocklek, tillsatsmaterial, tråddiameter och skyddsgas. Det gör att du alltid har tillgång till expertkunskap i form av lagrad information.
Manuella korrigeringar kan alltid utföras. Dessutom har frontpanelen Pulse stöd för manuell inställning av parametrar.
Delad frontpanel
Frontpanel Pulse
A
Frontpanelen Pulse är delad i två delar.
40
Nr Funktion
(1) Indikering HOLD
Vid varje svetsslut sparas aktuella ärvärden för svetsström och svetsspänning - indikeringen Hold lyser.

(2) Real Energy Input
Visar energin som tillförts under svetsningen.
Visningen av Real Energy Input måste aktiveras i inställningsmenyn nivå 2 (parameter EnE). Under svetsning höjs värdet löpande, efter den ständigt ökande energitillförseln. Det slutgiltiga värdet sparas efter svetsslut fram tills nästa svetsstart
eller när strömkällan startas igen, och indikeringen HOLD lyser.
(3) Indikering för blandljusbåge
Mellan kortljusbågen och sprayljusbågen uppstår en blandljusbåge med stänk. Indikeringen för Blandljusbåge lyser för att markera detta kritiska område.
(4) Knapp Parameterval höger
a) för val av följande parametrar
Båglängdskorrigering
För korrigering av båglängden
Svetsspänning i V *)
Innan du börjar svetsa visas automatiskt ett riktvärde, som framgår av de programmerade parametrarna. Under svetsarbetet visas det aktuella ärvärdet.
SV
Korrigering av puls/dynamik
För steglös korrigering av energin för droppavsnörning vid MIG/MAG synergisvetsning (puls)
- ... lägre droppavsnörningskraft
0 ... neutral droppavsnörningskraft
+ ... högre droppavsnörningskraft
För inverkan på kortslutningsdynamiken vid droppövergången vid svetsmetod
MIG/MAG synergisvetsning (standard) och MIG/MAG manuell svetsning (standard)
- ... hårdare och stabilare ljusbåge
0 ... neutral ljusbåge
+ ... mjukare ljusbåge med lite stänk
b) för att ändra parametrar i inställningsmenyn
(5) Indikering Puls
Lyser om svetsmetod MIG/MAG synergisvetsning (puls) har valts
(6) Inställningsratt höger
För att ändra parametern Bågängdskorrigering, Svetsspänning och Dynamik
För att ändra parametrar i inställningsmenyn
41
(7) Knapp Förfarande
***)
För val av förfarande
Svetsmetod MIG/MAG manuell svetsning (standard)
MIG/MAG synergisvetsning (standard)/MIG/MAG synergisvetsning (puls)
MMA-svetsning
(8) Knappen Manöverläge
För val av manöverläge
2-taktsdrift
4-taktsdrift
Punkt-/intervallsvetsning/ 4-stegsdrift (special)
(9) Minnesknappar (Easy Job)
För lagring av upp till 5 arbetspunkter
(10) Inställningsratt vänster
För ändring av parametern Plåttjocklek, Svetsström och Trådhastighet
För att välja parametrar i inställningsmenyn
(11) Knapp Parameterval vänster
a) för val av följande parametrar
Plåttjocklek
Plåttjockleken i mm (eller in).
Svetsström
*)
Svetsström i A
Innan du börjar svetsa visas automatiskt ett riktvärde, som framgår av de program-
merade parametrarna. Under svetsarbetet visas det aktuella ärvärdet.
Trådhastighet
*)
Trådhastighet i m/min (eller ipm).
b) för att ändra parametrar i inställningsmenyn
(12) SF - indikering Punktning/Intervall/SynchroPuls
- Lyser vid aktiverat manöverläge Punkt- eller Intervallsvetsning om ett värde har
ställts in för inställningsparametern Punkteringstid/Intervallsvetstid (SPt)
- Lyser om ett värde har ställts in för inställningsparametern Frekvens (F) vid akti-
verat MIG/MAG synergiförfarande.
42

*) Om en av dessa parametrar väljs, ställs vid förfarande MIG/MAG synergisvetsning
2
1
2
(standard) automatiskt även alla andra parametrar in, samt parametern Svetsspänning, på grund av synergifunktionen.
**) Visningen av Real Energy Input måste aktiveras i inställningsmenyn nivå 2 (para-
meter EnE).
Under svetsning höjs värdet löpande, efter den ständigt ökande energitillförseln.
Det slutgiltiga värdet sparas efter svetsslut fram tills nästa svetsstart eller när
strömkällan startas igen, och indikeringen HOLD lyser.
***) I kombination med tillvalet VRD fungerar indikeringen för den för tillfället valda
svetsmetoden också som statusindikering:
- Indikeringen lyser permanent:
Spänningsreduceringen (VRD) är aktiv och begränsar utgångsspänningen så att
den understiger 35 V.
- Indikeringen blinkar så fort ett svetsarbete utförs, där utgångsspänningen kan
komma att överstiga 35 V.
SV
Inställning av
MIG/MAG synergisvetsning (puls)
och Punkterings-/
Intervallsvetsning
Inställning av svetsmetod MIG/MAG synergisvetsning (puls):
Tryck på knappen Förfarande (7) så många gånger som behövs tills lysdioden lyser
1
vid:
På indikeringen visas under 1 sekund Stn | drd, svetsmetoden MIG/MAG synergisvetsning
(standard) har ställts in.
Tryck på knappen Förfarande (7) en gång till
Lysdioden lyser oförändrat. På indikeringen visas under 1 sekund "PUL | SE", indikatorn
Puls (5) lyser.
Svetsmetoden MIG/MAG synergisvetsning (puls) har ställts in.
Inställning av manöverläge Punkt-/Intervallsvetsning:
Tryck på knappen Manöverläge (8) så många gånger som behövs tills lysdioden lyser
vid:
På indikeringen visas "S4t" under 1 sekund, manöverläget 4-takt (special) har ställts in.
Tryck på knappen Manöverläge (8) en gång till
Lysdioden lyser oförändrat. På indikeringen visas under 1 sekund "SPt*" eller "Int*", indikeringen SF (12) lyser.
Manöverläget Punkt-/Intervallsvetsning har ställts in.
* Beroende av inställningen för inställningsparametern SPb och SPt
43

Frontpanel Pulse
(1) (2) (3)
1
2
3
B
(1) Knapp Materialtyp
För val av använt tillsatsmaterial.
Parametern SP är avsedd för extra
tillsatsmaterial.
Om tillsatsmaterial valts, lyser lysdioden bakom motsvarande tillsatsmaterial.
(2) Knapp Tråddiameter
För val av använd tråddiameter. Parametern SP är avsedd för extra tråddiameter.
Vid vald tråddiameter lyser lysdioden bakom motsvarande tråddiameter.
(3) Knapp Skyddsgas
För val av använd skyddsgas. Parametern SP är avsedd för extra skyddsgas.
Vid vald skyddsgas lyser lysdioden bakom motsvarande skyddsgas.
Knapplås För att förhindra att inställningarna ändras oavsiktligt på frontpanelen, finns ett knapplås.
Så länge knapplåset är aktivt
- kan inga inställningar göras på frontpanelen
- kan parameterinställningarna bara visas
- kan minnesknappar med inställningar väljas, förutsatt att en minnesknapp med en inställning var vald då knapplåset aktiverades
Gör så här för att aktivera/avaktivera knapplåset:
Håll knappen Manöverläge intryckt
Tryck på knappen Parameterval höger
Släpp knappen Manöverläge och Parameterval
Knapplås aktiverat:
På indikeringen visas meddelandet "CLO | SEd".
44
Knapplås avaktiverat:
På indikeringen visas meddelandet "OP | En".

Gå till inställ-
1
2
3
4
5
6
7
8
9
10
ningsmenyn
Gå till inställningsmenyn
SV
Välj önskat förfarande med knappen
Förfarande
Håll knappen Manöverläge intryckt
Tryck ned knappen Förfarande
Släpp knappen Manöverläge och Förfarande
Frontpanelen befinner sig nu i inställningsmenyn för det valda förfarandet - den senast valda inställningsparametern visas.
Gå till inställningsmenyn Nivå 2
Välj inställningsparametern "2nd" med
knappen Manöverläge och Förfarande
eller inställningsratten till vänster
Ändra parametrar
Håll knappen Manöverläge intryckt
Tryck ned knappen Förfarande
Släpp knappen Manöverläge och Förfarande
Välj önskad inställningsparameter med
knappen Manöverläge och Förfarande
eller inställningsratten till vänster
Ändra värdet för inställningsparametern med knappen Parameterval eller
Förfarande eller inställningsratten till
höger
45
Stäng inställningsmenyn Nivå 2
11
12
13
14
15
16
1
2
3
1
Lämna inställningsmenyn
Håll knappen Manöverläge intryckt
Tryck ned knappen Förfarande
Släpp knappen Manöverläge och Förfarande
Håll knappen Manöverläge intryckt
Tryck ned knappen Förfarande
Släpp knappen Manöverläge och Förfarande
Inställning parameter
Serviceparameter Genom att trycka samtidigt på knappen parameterval kan olika serviceparametrar väljas.
Se bruksanvisningen för TransSteel 4000 / 5000 Pulse (42,0426,0353,XX)
Öppna indikering
Håll knappen Parameterval vänster intryckt
Tryck på knappen Parameterval höger
Släpp knappen Parameterval
Den första parametern, version av fast programvara, visas, t.ex. "1.00 | 4.21"
Välj parameter
Välj önskad inställningsparameter med
knappen Manöverläge och Förfarande
eller inställningsratten till vänster
46

Tillgängliga parametrar
Förklaring
Exempel:
1.00 | 4.21
Exempel:
2 | 491
Exempel:
r 2 | 290
Exempel:
iFd | 0.0
Exempel:
654 | 32.1
= 65 432,1 h
= 65 432 h 6 min
2nd Andra menynivån för servicetekniker
Version av fast programvara
Svetsprogramkonfiguration
Numret för det aktuellt valda svetsprogrammet
Motorström för tråddrivning i A
Värdet ändras så fort motorn arbetar.
Visning av den verkliga bågtiden sedan första idrifttagandet
Anmärkning: Visningen av ljusbågens
bränntid är inte lämplig att använda för fastställande av hyreskostnad, garantier eller
liknande.
SV
47

Feldiagnos, felavhjälpning
Allmänt Strömkällan är utrustad med ett säkerhetssystem. Det gör att den inte innehåller några
smältsäkringar som behöver bytas. Strömkällan kan tas i drift efter att du åtgärdat felet.
Säkerhet
VARNING!
Felaktigt utförda arbeten kan orsaka allvarliga person- och sakskador.
► Nedan beskrivna arbeten får endast utföras av utbildad personal.
► Beakta säkerhetsföreskrifterna i bruksanvisningen till strömkällan
VARNING!
En elektrisk stöt kan vara dödlig.
Utför följande steg innan apparaten öppnas
► Sätt nätströmbrytaren i läge ”O”
► Skilj utrustningen från elnätet
► Sätt upp en tydlig varningsskylt som säkrar mot återinkoppling
► Kontrollera med ett lämpligt mätinstrument att elektriskt laddade komponenter (till ex-
empel kondensatorer) är urladdade
VARNING!
Otillräcklig skyddsledarförbindelse kan orsaka svåra person- och sakskador.
Skruvarna i höljet utgör en fullgod skyddsledarförbindelse för jordning av höljet.
► Skruvarna i höljet får under inga omständigheter bytas ut mot andra skruvar som inte
ger en fullgod skyddsledarförbindelse.
Felsökning Anteckna serienumret och utrustningens konfiguration, och kontakta serviceavdelningen
med en detaljerad beskrivning av felet om:
- Fel uppstår som inte listas i det följande
- De listade åtgärderna inte löser problemet
Strömkällan fungerar inte
Nätströmbrytaren är tillslagen, men indikeringar lyser inte
Orsak: Nätkabeln är inte inkopplad, nätkontakten är utdragen
Åtgärd: Kontrollera nätkabeln, sätt i nätkontakten
Orsak: Fel på nätuttaget eller nätkontakten
Åtgärd: Byt ut defekta delar
Orsak: Nätsäkring
Åtgärd: Byt nätsäkring
48

Ingen funktion när du trycker på avtryckaren
Strömkällans nätströmbrytare tillslagen, indikeringar lyser
Orsak: Endast för brännare med extern styrkontakt: Styrkontakten inte ansluten
Åtgärd: Anslut styrkontakten
Orsak: Defekt brännare eller defekt manöverkabel för brännare
Åtgärd: Byt brännare
Ingen funktion när du trycker på avtryckaren
Strömkällans nätströmbrytare tillslagen, på strömkällan lyser indikeringen för Strömkälla
till, indikeringar på matarverket lyser inte
Orsak: Defekt eller felaktigt anslutet mellanledarslangpaket
Åtgärd: Kontrollera mellanledarslangpaket
Ingen svetsström
Nätströmbrytaren tillslagen, en av servicekoderna "to" visas. Du hittar detaljerad information om servicekoderna "to0" till "to6" i avsnittet "Visade servicekoder".
Orsak: Överbelastning
Åtgärd: Beakta intermittensfaktorn
SV
Orsak: Termosäkringen har kopplat från
Åtgärd: Invänta nedkylningsfasen, strömkällan kopplas till igen automatiskt efter en
kort tid
Orsak: Begränsad försörjning av kylluft
Åtgärd: Dra ut luftfiltret på baksidan av höljet och rengör det, kontrollera att kylluftska-
nalerna inte är igensatta
Orsak: Fel på fläkten i strömkällan
Åtgärd: Kontakta serviceavdelningen
Ingen svetsström
Strömkällans huvudströmbrytare är påslagen, indikeringarna lyser
Orsak: Jordanslutningen är felaktig
Åtgärd: Kontrollera jordanslutningens polaritet
Orsak: Brott i strömkabeln i svetsbrännaren
Åtgärd: Byt ut svetsbrännaren
49

Ingen skyddsgas
Alla andra funktioner är tillgängliga
Orsak: Gasflaskan är tom
Åtgärd: Byt gasflaska
Orsak: Reducerventilen är defekt
Åtgärd: Byt reducerventilen
Orsak: Gasslangen är inte monterad eller så är den skadad
Åtgärd: Montera eller byt ut gasslangen
Orsak: Svetsbrännaren är defekt
Åtgärd: Byt svetsbrännaren
Orsak: Gasmagnetventilen är defekt
Åtgärd: Kontakta serviceavdelningen
Oregelbunden trådhastighet
Orsak: Bromsen för hårt inställd
Åtgärd: Lossa bromsen
Orsak: Kontaktröret för trångt
Åtgärd: Använd passande kontaktrör
Orsak: Brännarens trådledare defekt
Åtgärd: Kontrollera trådledaren med avseende på böjar etc., byt vid behov
Orsak: Matarhjulen passar inte för den trådelektrod som används
Åtgärd: Använd passade matarhjul
Orsak: Feinställt matarhjulstryck
Åtgärd: Justera trycket
Trådmatningsproblem
vid tillämpningar med långa slangpaket för svetsbrännare
Orsak: Felaktig dragning av slangpaketet för svetsbrännare
Åtgärd: Dra slangpaketet för svetsbrännare i en så rak linje som möjligt och undvik
små böjradier
Svetsbrännaren blir mycket varm
Orsak: Svetsbrännaren underdimensionerad
Åtgärd: Ta hänsyn till intermittensfaktorn och belastningsgränserna
50
Orsak: Endast för vattenkylda system: för lågt kylmedelsflöde
Åtgärd: Kontrollera kylmedelsnivån, kylmedelsflödet, smuts i kylmedlet osv. Läs mer
om detta i kylaggregatets bruksanvisning

Dåliga svetsegenskaper
Orsak: Fel svetsparametrar
Åtgärd: Kontrollera inställningarna
Orsak: Defekt återledaranslutning
Åtgärd: Säkerställ god kontakt till arbetsstycket
Orsak: Ingen eller för lite skyddsgas
Åtgärd: Kontrollera reducerventil, gasslang, gasmagnetventil, gasanslutning för brän-
nare etc.
Orsak: Otät brännare
Åtgärd: Byt brännare
Orsak: Fel eller utslitet kontaktrör
Åtgärd: Byt kontaktrör
Orsak: Fel trådlegering eller fel tråddiameter
Åtgärd: Kontrollera den isatta trådelektroden
Orsak: Fel trådlegering eller fel tråddiameter
Åtgärd: Kontrollera grundmaterialets svetsegenskaper
SV
Orsak: Fel skyddsgas för trådlegering
Åtgärd: Använd rätt skyddsgas
51

Skötsel, underhåll och skrotning
Allmänt Svetssystemet behöver normalt bara ett minimum av skötsel och underhåll. Det är emel-
lertid viktigt att beakta vissa punkter, för att svetssystemet ska fungera problemfritt under
många år.
Säkerhet
Vid varje idrifttagande
VARNING!
Elektriska stötar kan vara dödliga.
Utför följande steg innan apparaten öppnas
► Sätt nätströmbrytaren i läge ”O”
► Skilj apparaten från elnätet
► Se till att apparaten inte kan återanslutas
► Kontrollera med ett lämpligt mätinstrument att elektriskt laddade komponenter (till ex-
empel kondensatorer) är urladdade
VARNING!
Felaktigt utförda arbeten kan orsaka allvarliga person- och sakskador.
► Nedan beskrivna arbeten får endast utföras av utbildad personal.
► Följ anvisningarna i kapitlet ”Säkerhetsföreskrifter”!
- Kontrollera nätkontakt och nätkabel samt brännare, anslutningsslangar och återledaranslutning med avseende på skador
- Kontrollera att det finns ett fritt utrymme på 0,5 m (1 ft 8 in) runt apparaten, så att kylluften kan cirkulera fritt
OBS!
Luftinlopps- och luftutloppsöppningarna får aldrig täckas över, inte ens delvis.
Var sjätte månad - Demontera sidopanelerna och blås rent utrustningens inre med torr, reducerad tryck-
luft
SE UPP!
Risk för skador på elektroniska komponenter.
► Blås inte på elektroniska komponenter från nära håll.
Slutomhändertagande och återvinning
Följ gällande nationella och regionala föreskrifter.
52

Tekniska data
SV
VR 5000 Remote
Försörjningsspänning 24 V
Strömförbrukning styrning
Strömförbrukning motor
Svetsström vid 10 min / 40 °C (104 °F) 40 % ED* 500 A
60 % ED* 450 A
100 % ED* 360 A
Maximalt tryck skyddsgas 5 bar / 72,49 psi
Kylarvätska Original från Fronius
Maximalt tryck kylarvätska 5 bar / 72,49 psi
Utväxling 16 : 1
Trådmatningshastighet 1–25 m/min / 39,37–984,25 ipm
Tråddrivning 4-rullsdrivning
Tråddiameter 0,8–1,6 mm / 0,03–0,06 in
Trådspolediameter Max. 300 mm / max. 11,81 in
Trådspolevikt Max. 19 kg / max. 41,89 lb
Skyddsklass IP 23
Mått L x B x H 640 x 270 x 365 mm
25,20 x 10,63 x 14,37 in
Vikt 12,5 kg / 27,56 Ib
2 A
2,5 A
*ED = intermittensfaktor
53



FRONIUS INTERNATIONAL GMBH
Froniusstraße 1
A-4643 Pettenbach
AUSTRIA
contact@fronius.com
www.fronius.com
Under www.fronius.com/contact you will find the addresses
of all Fronius Sales & Service Partners and locations.
 Loading...
Loading...