

Page 1

/ Perfect Charging / Perfect Welding / Solar Energy
OPT/i Digitalanzeige VR 4000 Case
VR 4000 Case OPT/i digital display
Affichage numérique OPT/i VR 4000
Case
Einbauanleitung
DEENFR
Drahtvorschub
Installation instructions
Wire-feed unit
Instructions d'installation
Dévidoir
42,0410,2095 001-04062014
Page 2

0
Page 3

Allgemeines
Lieferumfang
DE
(1) Digitalanzeige VR 4000 Case
(1)
Erforderliches
Werkzeug
- Torx Schraubendreher TX 25
- Steckschlüssel SW8
1
Page 4

OPT/i Digitalanzeige VR 4000 Case
Allgemeines Die Digitalanzeige VR 4000 Case ermöglicht den Zugriff auf alle Einstellungen, die auch
mit dem Bedienpanel Comfort und dem Bedienpanel US der Stromquelle vorgenommen
werden können, außer:
- Verfahren WIG-Schweißen
- Verfahren Stabelektroden-Schweißen
- Anwahl Zusatzwerkstoff / Schutzgas
- Anwahl Drahtdurchmesser
- Gasprüfen
- Anzeige Übertemperatur
- Anzeige F3
- Betriebsart Mode
In Verbindung mit den Stromquellen TS 4000 / 5000 und TS 4000 / 5000 COMFORT ist
darüber hinaus kein Zugriff auf das Verfahren MIG/MAG-Puls-Synergic Schweißen möglich.
Systemvoraussetzungen
Bedienpanel
Die Funktion der Digitalanzeige VR 4000 Case wird erst ab Software-Version 2.50.25
(Stromquelle) sowie 1.30.1 (Drahtvorschub) unterstützt.
Der Einbau ist ab Seriennummer 09370001 möglich.
WARNUNG! Fehlbedienung kann schwerwiegende Personen- und Sachschäden verursachen. Alle beschriebenen Funktionen erst anwenden, wenn folgende
Dokumente vollständig gelesen und verstanden wurden:
- dieses Dokument
- Bedienungsanleitung des Drahtvorschubes, insbesondere Sicherheitsvorschriften
- sämtliche Dokumente der Systemkomponenten, insbesondere Sicherheitsvorschriften
2
Page 5

(1)
(3)(2)
DE
(16)
(15)
(14)
(13)
(12)
(4)
(5)
(6)
(7)
(8)
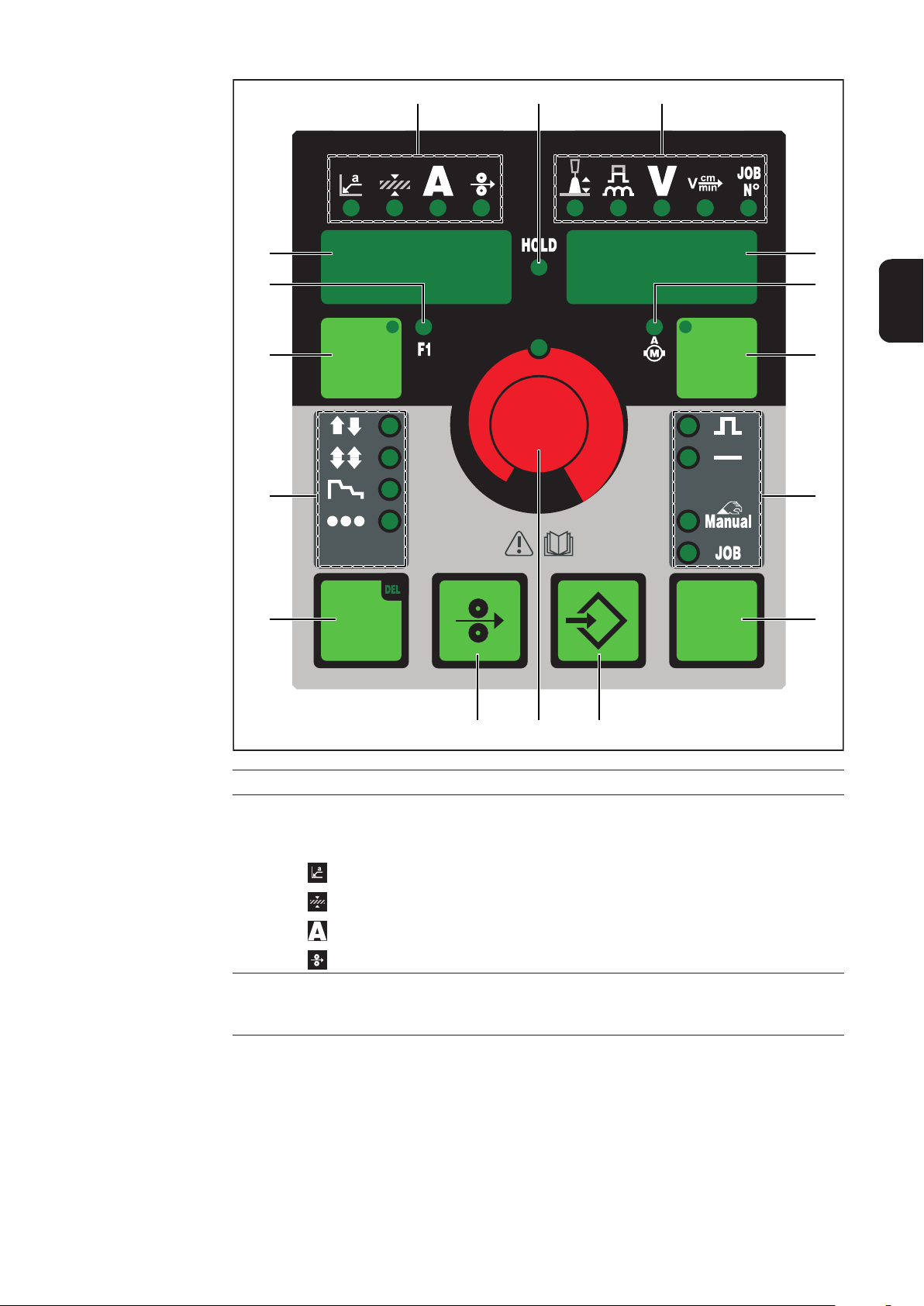
Nr. Funktion
(1) LED-Anzeigen Parameter
Bei angewähltem Parameter leuchtet die LED-Anzeige unter dem entsprechenden Symbol.
a-Maß
Blechdicke
Schweißstrom
Drahtgeschwindigkeit
(2) Anzeige HOLD
Bei jedem Schweißende werden die aktuellen Istwerte von Schweißstrom und
Schweißspannung gespeichert - die Anzeige HOLD leuchtet.
(10)(11)
(9)
3
Page 6

Nr. Funktion
(3) LED-Anzeigen Parameter
Bei angewähltem Parameter leuchtet die LED-Anzeige unter dem entsprechenden Symbol.
Lichtbogen-Längenkorrektur
Tropfenablöse-Korrektur / Dynamikkorrektur / Dynamik
Schweißspannung
Schweißgeschwindigkeit
o
Job N
(4) Digitalanzeige rechts
(5) LED Anzeige Stromaufnahme Drahtvorschub-Antrieb
leuchtet, wenn der Parameter Anzeige Stromaufnahme Drahtvorschub-Antrieb
ausgewählt ist
(6) Taste Parameteranwahl
zur Anwahl folgender Parameter:
Lichtbogen-Längenkorrektur
Tropfenablöse-Korrektur / Dynamikkorrektur / Dynamik
Schweißspannung
Schweißgeschwindigkeit
(nur bei Stromquellen mit Bedienpanel Comfort)
o
Job N
Anzeige Stromaufnahme Drahtvorschub-Antrieb
Zum Anzeigen der Stromaufnahme des Drahtvorschub-Antriebes
Detaillierte Informationen zu den Parametern befinden sich in dem folgenden Abschnitt „Erklärung zu den Parametern“.
(7) LED-Anzeigen Verfahren
Bei angewähltem Schweißverfahren leuchtet die LED-Anzeige neben dem entsprechenden Symbol.
MIG/MAG-Puls-Synergic Schweißen
MIG/MAG-Standard-Synergic Schweißen
MIG/MAG-Standard-Manuell Schweißen
Job Betrieb
(8) Taste Verfahren
Zur Anwahl des Schweißverfahrens
MIG/MAG-Puls-Synergic Schweißen
MIG/MAG-Standard-Synergic Schweißen
MIG/MAG-Standard-Manuell Schweißen
Job Betrieb
(9) Taste Store
zum Einstieg in das Setup-Menü oder zum Speichern der Parametereinstellungen im Job Betrieb
(10) Einstellrad
Zum Ändern von Parametern. Leuchtet die Anzeige am Einstellrad, kann der angewählte Parameter abgeändert werden.
4
Page 7

Nr. Funktion
(11) Taste Draht einfädeln
Zum gas- und stromlosen Einfädeln der Drahtelektrode in das Schweißbrenner-Schlauchpaket
Informationen zum Ablauf der Drahtförderung bei längerem Drücken der Taste
Draht einfädeln befinden sich in der Bedienungsanleitung der Stromquellen, Abschnitt „Parameter Verfahren“, Parameter „Fdi“.
Drahteinfädel-Geschwindigkeit ändern:
- Taste Store (9) und Taste Drahteinfädeln (11) gleichzeitig drücken
Die eingestellte Drahteinfädel-Geschwindigkeit wird angezeigt, z.B.: Fdi | 10
m/min oder Fdi | 393.7 ipm.
- Mit dem Einstellrad (10) die Drahteinfädel-Geschwindigkeit verändern
- Ausstieg durch Drücken der Taste Store (9)
(12) Taste Betriebsart
zur Anwahl der Betriebsart
2-Takt Betrieb
4-Takt Betrieb
Sonder 4-Takt Betrieb (Schweißstart Aluminium)
Betriebsart Punktieren
(13) LED Anzeige Betriebsarten
Bei angewählter Betriebsart leuchtet die LED-Anzeige neben dem entsprechenden Symbol.
2-Takt Betrieb
4-Takt Betrieb
Sonder 4-Takt Betrieb (Schweißstart Aluminium)
Betriebsart Punktieren
(14) Taste Parameteranwahl
zur Anwahl folgender Parameter:
a-Maß
(nur bei Stromquellen mit Bedienpanel Comfort)
Blechdicke
DE
Erklärung zu den
Parametern
Schweißstrom
Drahtgeschwindigkeit
Anzeige F1
Detaillierte Informationen zu den Parametern befinden sich in dem folgenden Abschnitt „Erklärung zu den Parametern“.
(15) LED Anzeige F1
zum Anzeigen definierter Parameter
(16) Digitalanzeige links
Das Ändern eines angewählten Parameters mittels Einstellrad (10) ist möglich, wenn folgende Bedingungen erfüllt sind:
- die LED-Anzeige an der Taste Parameteranwahl leuchtet
- die LED-Anzeige am Einstellrad leuchtet
5
Page 8
Parameter ändern:
- Entsprechenden Parameter mittels Taste Parameteranwahl (6) oder (14) anwählen:
Wert des Parameters wird an der Digitalanzeige angezeigt
- Wert des Parameters mittels Einstellrad verändern
Parameter in alphabetischer Reihenfolge
Blechdicke
Einstellen der Blechdicke in mm oder in. (nur beim MIG/MAG-Puls-Synergic Schweißen
und beim MIG/MAG-Standard-Synergic Schweißen)
Beim Einstellen der Blechdicke werden automatisch auch die Parameter Schweißstrom,
Blechdicke und Schweißspannung mit eingestellt.
Drahtgeschwindigkeit
Einstellen der Drahtgeschwindigkeit in m/min oder ipm.
Beim Einstellen der Drahtgeschwindigkeit werden im Synergic-Betrieb automatisch auch
die Parameter Schweißstrom, Blechdicke und Schweißspannung mit eingestellt.
Job Nr.
Abrufen von gespeicherten Parametersätzen / Job-Nummern
Lichtbogen-Längenkorrektur
Korrektur der Lichtbogen-Länge
- .... verringerte Lichtbogen-Länge
0 ... neutrale Lichtbogen-Länge
+ ... erhöhte Lichtbogen-Länge
a-Maß
Das Einstellen des a-Maßes ist nur bei Stromquellen mit Bedienpanel Comfort möglich.
Abhängig von der eingestellten Schweißgeschwindigkeit werden die Parameter Drahtgeschwindigkeit, Schweißstrom und Schweißspannung errechnet und mit eingestellt.
Vor dem Anwählen des a-Maßes muss der Parameter Schweißgeschwindigkeit eingestellt sein.
Schweißgeschwindigkeit
Einstellen der Schweißgeschwindigkeit, nur bei Stromquellen mit Bedienpanel Comfort.
Empfohlene Schweißgeschwindigkeit im Hand-Schweißbetrieb: ca. 35 cm/min (13.78
ipm)
Schweißspannung
Einstellen der Schweißspannung
Vor Schweißbeginn wird automatisch ein Richtwert angezeigt, der sich aus den programmierten Parametern ergibt. Während des Schweißvorganges wird der aktuelle Ist-Wert
angezeigt.
Beim Einstellen der Schweißspannung werden im Synergic-Betrieb automatisch auch die
Parameter Schweißstrom, Blechdicke und Drahtgeschwindigkeit mit eingestellt.
6
Page 9

Parameter in alphabetischer Reihenfolge
Schweißstrom
Einstellen des Schweißstromes
Vor Schweißbeginn wird automatisch ein Richtwert angezeigt, der sich aus den programmierten Parametern ergibt. Während des Schweißvorganges wird der aktuelle Ist-Wert
angezeigt.
Beim Einstellen des Schweißstromes werden im Synergic-Betrieb automatisch auch die
Parameter Drahtgeschwindigkeit, Blechdicke und Schweißspannung mit eingestellt.
Tropfenablöse-Korrektur / Dynamik
je nach Verfahren mit unterschiedlicher Funktion belegt:
MIG/MAG-Standard-Synergic Schweißen
Beeinflussung der Kurzschluss-Dynamik im Moment des Tropfenüberganges
- ... härterer und stabilerer Lichtbogen
0 ... neutraler Lichtbogen
+ ... weicher und spritzerarmer Lichtbogen
MIG/MAG-Puls-Synergic Schweißen
stufenlose Korrekturmöglichkeit der Tropfenablöse-Energie
- ... geringe Tropfen-Ablösekraft
0 ... neutrale Tropfen-Ablösekraft
+ ... erhöhte Tropfen-Ablösekraft
DE
MIG/MAG-Standard-Manuell Schweißen
Beeinflussung der Kurzschluss-Dynamik im Moment des Tropfenüberganges
0 ... härterer und stabilerer Lichtbogen
10.. weicher und spritzerarmer Lichtbogen
Stabelektroden-Schweißen
Beeinflussung der Kurzschluss-Stromstärke im Moment des Tropfenüberganges
0 ... weicher und spritzerarmer Lichtbogen
100 härterer und stabilerer Lichtbogen
7
Page 10

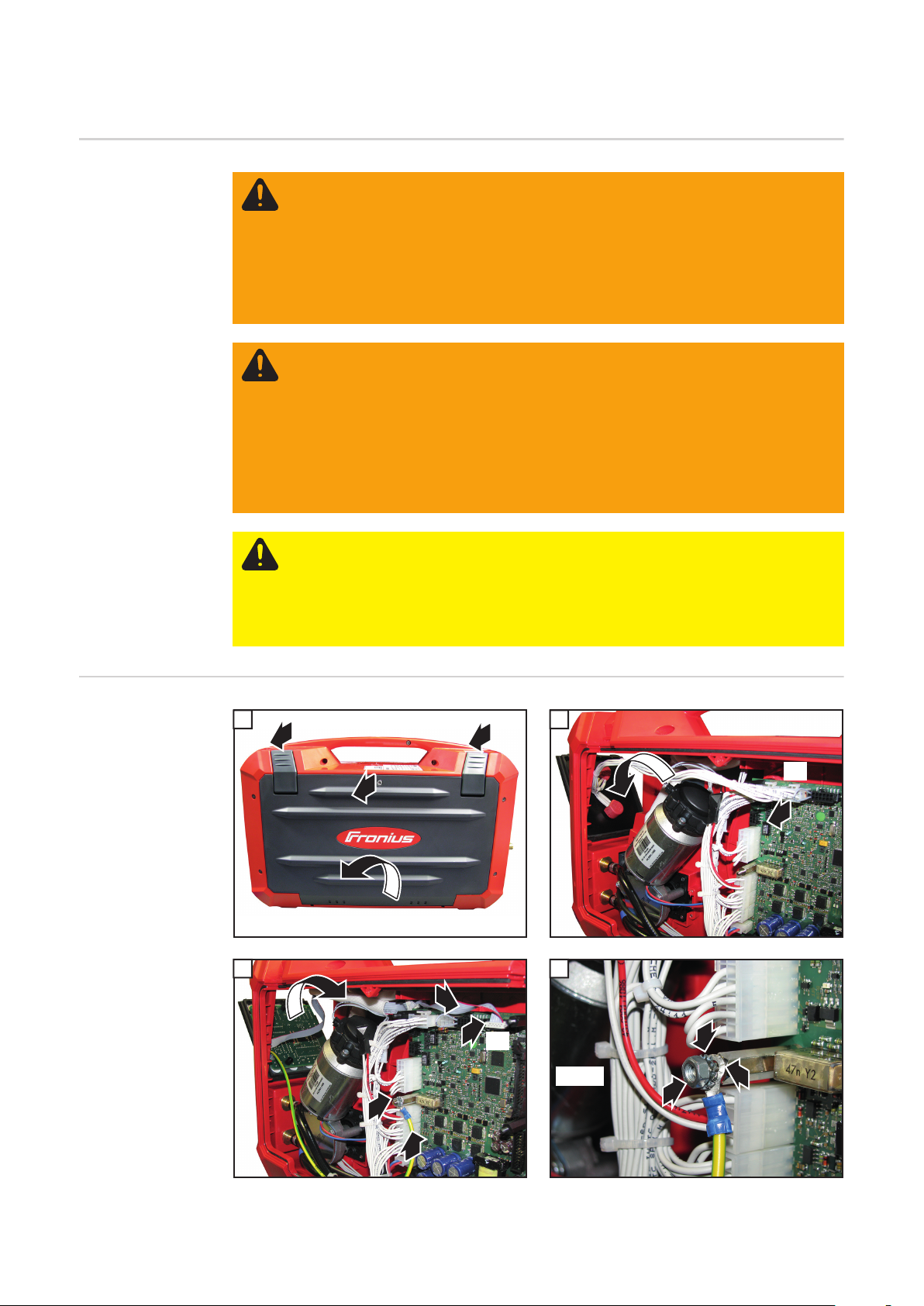
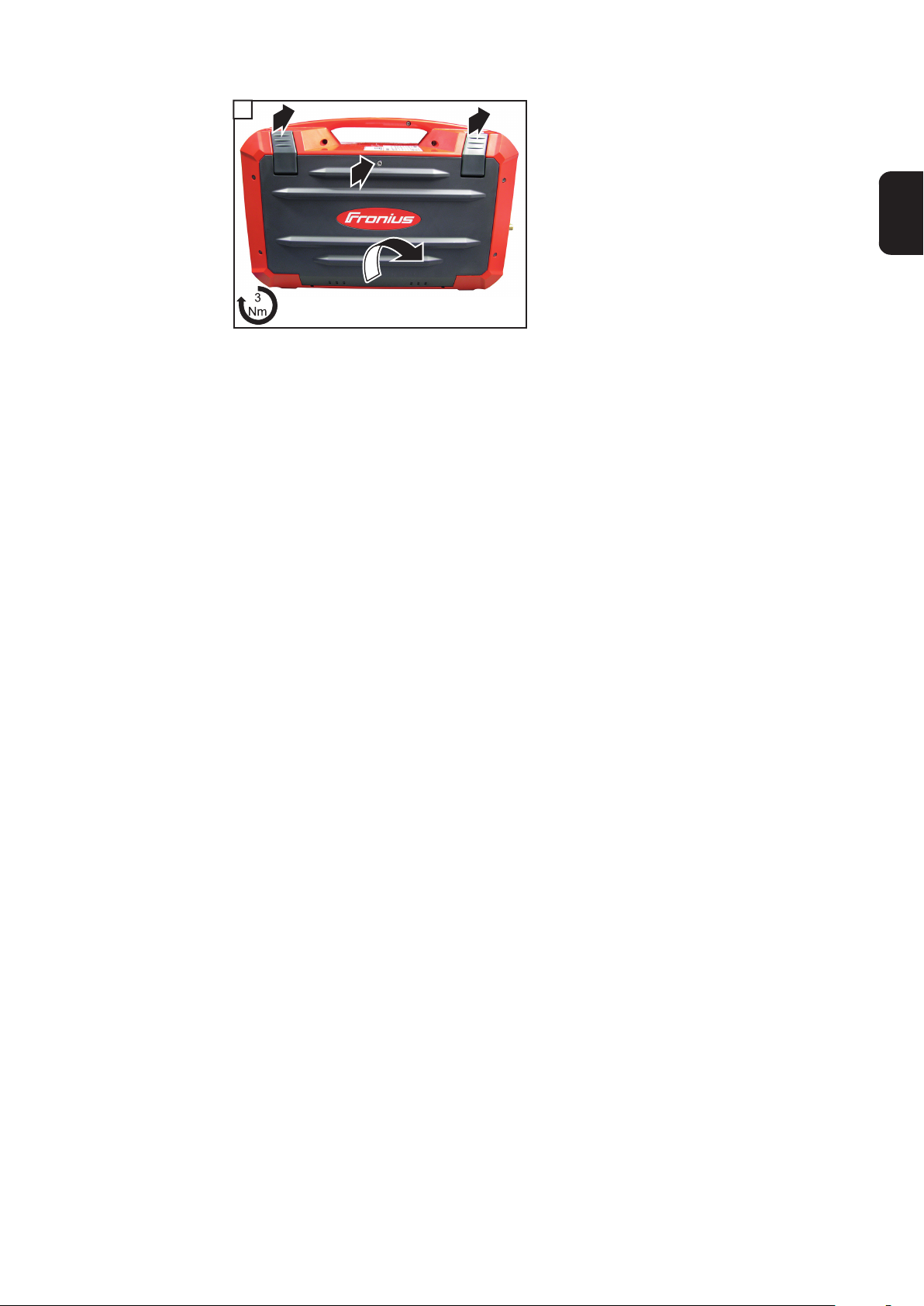
OPT/i Digitalanzeige VR 4000 Case einbauen
Sicherheit
WARNUNG! Fehlbedienung und fehlerhaft durchgeführte Arbeiten können
schwerwiegende Personen- und Sachschäden verursachen.
Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen nur von
geschultem Fachpersonal ausgeführt werden, wenn folgende Dokumente vollständig gelesen und verstanden wurden:
- dieses Dokument
- Bedienungsanleitung des Drahtvorschubes, insbesondere Sicherheitsvorschriften
- sämtliche Dokumente der Systemkomponenten, insbesondere Sicherheitsvorschriften
WARNUNG! Ein elektrischer Schlag kann tödlich sein. Vor Beginn der Arbeiten:
- Netzschalter der dem Drahtvorschub zugehörigen Stromquelle in Stellung O - schalten
- Stromquelle vom Netz trennen
- sicherstellen, dass die Stromquelle bis zum Abschluss aller Arbeiten vom
Netz getrennt bleibt
Nach dem Öffnen des Gerätes mit Hilfe eines geeigneten Messgerätes sicherstellen, dass elektrisch geladene Bauteile (z.B. Kondensatoren) entladen sind.
VORSICHT! Verletzungsgefahr durch heiße Systemkomponenten. Vor Beginn
der Arbeiten alle heißen Systemkomponenten auf Zimmertemperatur (+25 °C,
+77 °F) abkühlen lassen, beispielsweise:
- Kühlmittel
- wassergekühlte Systemkomponenten
- Antriebsmotor des Drahtvorschubes
Digitalanzeige VR
4000 Case einbauen
1 2
1
2
2
1
3
3 4
3
5
1
2
X2
4
3
2
4
Detail
2
X1
1
2
1
3
8
Page 11

5
*
5
2
3
*
2
DE
1
*
9
Page 12

10
Page 13

General
Scope of supply
(1)
Tools required - Torx screwdriver, TX 25
- Socket wrench, size 8
(1) VR 4000 Case digital display
EN
11
Page 14

VR 4000 Case OPT/i digital display
General The VR 4000 Case digital display allows access to all settings that can also be entered us-
ing the Comfort control panel and the US control panel on the power source, except:
- TIG welding process
- Manual metal arc welding process
- Selection of filler metal/shielding gas
- Selection of wire diameter
- Gas testing
- Overtemperature indicator
- F3 indicator
- Operating mode
When connected to the TS 4000/5000 and TS 4000/5000 COMFORT power sources, access to the MIG/MAG pulse synergic welding process is not possible.
System requirements
Control panel
The VR 4000 Case digital display function is first supported from software version 2.50.25
(power source) and 1.30.1 (wire-feed unit).
Installation is possible from serial number 09370001 onwards.
WARNING! Operating the equipment incorrectly can cause serious injury and
damage. Do not use any of the functions described until you have thoroughly read
and understood the following documents:
- this document
- the operating instructions of the wire-feed unit, especially the safety rules
- all documents relating to the system components, especially the safety rules
12
Page 15

(1)
(3)(2)
EN
(16)
(15)
(14)
(13)
(12)
(4)
(5)
(6)
(7)
(8)
No. Function
(1) Parameter LED indicator
when a parameter is selected, the LED indicator under the relevant symbol lights
up.
a-dimension
Sheet thickness
Welding current
Wire feed speed
(2) HOLD indicator
every time a welding operation finishes, the actual values for welding current and
welding voltage are stored, and the HOLD indicator lights up.
(10)(11)
(9)
13
Page 16

No. Function
(3) Parameter LED indicator
when a parameter is selected, the LED indicator under the relevant symbol lights
up.
Arc length correction
Droplet detachment correction/arc force dynamic correction/arc
force dynamic
Welding voltage
Welding speed
o
Job N
(4) Digital display (right)
(5) Wire-feed unit drive current-input LED indicator
lights up when the wire-feed unit drive current-input indicator parameter is selected
(6) Parameter selection button
for selecting the following parameters:
Arc length correction
Droplet detachment correction/arc force dynamic correction/arc
force dynamic
Welding voltage
Welding speed
(only on power sources with Comfort control panel)
o
Job N
Wire-feed unit drive current-input indicator
indicates that the wire-feed unit drive is consuming current
More detailed information on the parameters can be found in the "Explanation of
parameters" section below.
(7) Welding process LED indicators
when a welding process is selected, the LED indicator under the relevant symbol
lights up.
MIG/MAG pulse synergic welding
MIG/MAG standard synergic welding
MIG/MAG standard manual welding
Job Mode
(8) Welding process button
for selecting the welding process
MIG/MAG pulse synergic welding
MIG/MAG standard synergic welding
MIG/MAG standard manual welding
14
Job Mode
(9) Store button
for accessing the Setup menu or for saving parameter settings in Job Mode
(10) Adjusting dial
for altering parameters. If the indicator on the adjusting dial is lit up, then the selected parameter is one that can be altered.
Page 17

No. Function
(11) Wire threading button
for feeding the wire electrode into the welding torch-hosepack without any flow of
gas or current
For information on the various wire threading sequences that are possible when
the welder presses and holds the "Wire threading" button, see the power sources
operating instructions, "Process parameters", "Fdi" parameter section.
To change the feeder inching speed:
- Press Store button (9) and "Wire threading" button (11) simultaneously
The set feeder inching speed is shown, e.g.: Fdi | 10 m/min or Fdi | 393.7 ipm.
- Adjust the feeder inching speed using the adjusting dial (10)
- To exit, press the Store button (9)
(12) Mode button
for selecting the mode
2-step mode
4-step mode
Special 4-step mode (aluminium welding start-up)
Spot welding mode
(13) Mode LED indicators
when an operating mode is selected, the LED indicator next to the relevant symbol lights up.
2-step mode
4-step mode
Special 4-step mode (aluminium welding start-up)
Spot welding mode
(14) Parameter selection button
for selecting the following parameters:
a-dimension
(only on power sources with Comfort control panel)
Sheet thickness
EN
Explanation of
parameters
Welding current
Wire feed speed
F1 indicator
More detailed information on the parameters can be found in the "Explanation of
parameters" section below.
(15) F1 LED indicator
for indicating a defined parameter
(16) Digital display (left)
The chosen parameter can be adjusted using the adjusting dial (10) if the following preconditions are met:
- the LED indicator on the "Parameter selection" button is lit up
- the LED indicator on the adjusting dial is lit up
15
Page 18

To change a parameter:
- Select the relevant parameter using the "Parameter selection" button (6) or (14):
the parameter value then appears on the digital display
- Change the welding parameter value using the adjusting dial
Parameters listed in alphabetical order
Sheet thickness
Setting the sheet thickness in mm or in. (only for MIG/MAG pulse synergic welding and
MIG/MAG standard synergic welding)
When setting the sheet thickness, the welding current, sheet thickness and welding voltage parameters are also automatically set.
Wire feed speed
Setting the wire feed speed in m/min or ipm.
When setting the wire feed speed during Synergic operation, the welding current, sheet
thickness and welding voltage parameters are also automatically set.
Job No.
Retrieval of saved parameter records/job numbers
Arc length correction
correction of the arc length
- .... reduced arc length
0 ... neutral arc length
+ ... increased arc length
a-dimension
Setting the a-dimension is only possible on power sources with the Comfort control panel.
The wire feed speed, welding current and welding voltage parameters are calculated and
set depending on the set welding speed.
Before selecting the a-dimension, the welding speed parameter must be set.
Welding speed
Setting the welding speed (only on power sources with Comfort control panel).
Recommended welding speed in manual welding mode: approx. 35 cm/min (13.78 ipm)
Welding voltage
Setting the welding voltage
Before the start of welding, the device automatically displays a standard value based on
the programmed parameters. During welding, the actual value is displayed.
When setting the welding voltage during Synergic operation, the welding current, sheet
thickness and wire feed speed parameters are also automatically set.
16
Page 19
Parameters listed in alphabetical order
Welding current
Setting the welding current
Before the start of welding, the device automatically displays a standard value based on
the programmed parameters. During welding, the actual value is displayed.
When setting the welding current during Synergic operation, the wire feed speed, sheet
thickness and welding voltage parameters are also automatically set.
Droplet detachment correction/arc force dynamic
has a different function assigned to it, depending on the process being used:
MIG/MAG standard synergic welding
For influencing the short-circuiting dynamic at the instant of droplet transfer
- ... harder and more stable arc
0 ... neutral arc
+ ... soft and low-spatter arc
MIG/MAG pulse synergic welding
Continuous correction facility for the droplet detachment force
- ... low droplet detachment force
0 ... neutral droplet detachment force
+ ... increased droplet detachment force
MIG/MAG standard manual welding
For influencing the short-circuiting dynamic at the instant of droplet transfer
0 ... harder and more stable arc
10 ... soft and low-spatter arc
EN
Manual metal arc welding
For influencing the short circuit current at the instant of droplet transfer
0 ... soft and low-spatter arc
100 harder and more stable arc
17
Page 20
Installing the VR 4000 Case OPT/i digital display
Safety
WARNING! Incorrect operation or shoddy workmanship can cause serious injury
or damage.
All functions described in this document may only be carried out by trained and
qualified personnel after they have fully read and understood the following documents:
- this document
- the operating instructions of the wire-feed unit, especially the safety rules
- all documents relating to the system components, especially the safety rules
WARNING! An electric shock can be fatal. Before starting work:
- on the power source connected to the wire-feed unit, turn the mains switch
to the "O" position
- disconnect the power source from the mains
- ensure that the power source remains disconnected from the mains until all
work has been completed
After opening the device, use a suitable measuring instrument to check that electrically charged components (e.g. capacitors) have been discharged.
CAUTION! Risk of scalding from hot system components. Before starting work,
allow all hot system components to cool down to room temperature (+25 °C, +77
°F). For example:
- Coolant
- Water-cooled system components
- Wire-feed unit drive motor
Installing the VR
4000 Case digital
display
1 2
1
2
2
1
3
3 4
3
5
1
2
X2
4
3
2
4
Detail
2
X1
1
2
1
3
18
Page 21
5
*
5
2
3
*
2
EN
1
*
19
Page 22

20
Page 23
Généralités
Contenu de la livraison
(1)
Outillage requis - Tournevis Torx TX 25
- Clé à douille OC8
(1) Affichage numérique VR 4000
Case
FR
21
Page 24
Affichage numérique OPT/i VR 4000 Case
Généralités L'affichage numérique VR 4000 Case permet l'accès à tous les réglages qui peuvent éga-
lement être effectués avec le panneau de commande Comfort et le panneau de commande US de la source de courant, à l'exception des réglages suivants :
- Mode opératoire Soudage TIG
- Mode opératoire Soudage à l'électrode enrobée
- Sélection du matériau d'apport / gaz de protection
- Sélection du diamètre de fil
- Contrôle du gaz
- Voyant Surcharge thermique
- Voyant F3
- Mode de service Mode
De plus, en combinaison avec les sources de courant TS 4000 / 5000 et TS 4000 / 5000
COMFORT, il n'est pas possible d'accéder au mode opératoire Soudage MIG/MAG Synergic pulsé.
Configuration du
système
Panneau de commande
Le fonctionnement de l'affichage numérique VR 4000 Case n'est pris en charge qu'à partir
de la version logicielle 2.50.25 (source de courant) et 1.30.1 (dévidoir).
L'installation est possible à partir du numéro de série 09370001.
AVERTISSEMENT ! Les erreurs de manipulation peuvent entraîner des dommages corporels et matériels graves. N'utiliser les fonctions décrites qu'après
avoir lu et compris l'intégralité des documents suivants :
- le présent document,
- les Instructions de service du dévidoir, en particulier les consignes de sécurité,
- tous les documents relatifs aux composants périphériques, en particulier les
consignes de sécurité.
22
Page 25
(1)
(3)(2)
(16)
(15)
(14)
(13)
(12)
(4)
(5)
FR
(6)
(7)
(8)
N° Fonction
(1) Paramètres de voyant DEL
La DEL s'allume sous le symbole correspondant lorsqu'un paramètre est sélectionné.
Dimension a
Épaisseur de tôle
Intensité de soudage
Vitesse d'avance du fil
(2) Voyant HOLD
les valeurs réelles actuelles de l'intensité de soudage et de la tension de soudage
sont enregistrées à chaque arrêt de soudage – le voyant HOLD est allumé.
(10)(11)
(9)
23
Page 26

N° Fonction
(3) Paramètres de voyant DEL
La DEL s'allume sous le symbole correspondant lorsqu'un paramètre est sélectionné.
Correction de la longueur de l'arc électrique
Correction du détachement / Correction de la dynamique / Dynamique
Tension de soudage
Vitesse de soudage
o
N
de job
(4) Affichage numérique droite
(5) Voyant DEL Absorption de courant de l'entraînement du dévidoir
s'allume lorsque le paramètre Absorption de courant de l'entraînement du dévidoir est sélectionné
(6) Touche Sélection des paramètres
pour sélectionner les paramètres suivants :
Correction de la longueur de l'arc électrique
Correction du détachement / Correction de la dynamique / Dynamique
Tension de soudage
Vitesse de soudage
(uniquement pour les sources de courant avec le panneau de commande Comfort)
o
de job
N
Voyant Absorption de courant de l'entraînement du dévidoir
pour l'affichage de l'absorption de courant de l'entraînement du dévidoir
Vous trouverez des informations détaillées concernant les paramètres dans la
section suivante « Explication des paramètres ».
(7) Voyant DEL Mode opératoire
La DEL s'allume sous le symbole correspondant lorsqu'un mode opératoire de
soudage est sélectionné.
Soudage MIG/MAG Synergic pulsé
Soudage MIG/MAG Synergic standard
Soudage MIG/MAG manuel standard
Mode Job
(8) Touche Mode opératoire
pour sélectionner le mode opératoire de soudage
Soudage MIG/MAG Synergic pulsé
Soudage MIG/MAG Synergic standard
Soudage MIG/MAG manuel standard
24
Mode Job
(9) Touche Store
pour accéder au menu Setup ou enregistrer les réglages de paramètres en Mode
Job
(10) Molette de réglage
sert à la modification des paramètres. Le paramètre sélectionné peut être modifié
lorsque le voyant sur la molette est allumé.
Page 27

N° Fonction
(11) Touche Insertion du fil
pour insérer le fil-électrode dans le faisceau de liaison de la torche sans gaz ni
courant
Vous trouverez des informations sur le déroulement de l'avance du fil en appuyant plus longtemps sur la touche Insertion du fil dans les Instructions de service des sources de courant, section « Paramètres Mode opératoire », paramètre
« Fdi ».
Modifier la vitesse d'insertion du fil :
- Appuyer en même temps sur la touche Store (9) et la touche Insertion du fil
(11)
La vitesse d'insertion du fil réglée s'affiche, par ex. : Fdi | 10 m/min ou Fdi |
393,7 ipm.
- Modifier la vitesse d'insertion du fil avec la molette de réglage (10)
- Pour quitter, appuyer sur la touche Store (9)
(12) Touche Mode de service
sert à la sélection du mode de service
Mode 2 temps
Mode 4 temps
Mode spécial 4 temps (début du soudage aluminium)
Mode de service Soudage par points
(13) Voyant DEL Modes de service
La DEL s'allume sous le symbole correspondant lorsqu'un mode de service est
sélectionné.
Mode 2 temps
Mode 4 temps
Mode spécial 4 temps (début du soudage aluminium)
Mode de service Soudage par points
(14) Touche Sélection des paramètres
pour sélectionner les paramètres suivants :
Dimension a
(uniquement pour les sources de courant avec le panneau de commande Comfort)
Épaisseur de tôle
FR
Explication des
paramètres
Intensité de soudage
Vitesse d'avance du fil
Voyant F1
Vous trouverez des informations détaillées concernant les paramètres dans la
section suivante « Explication des paramètres ».
(15) Voyant DEL F1
pour afficher les paramètres définis
(16) Affichage numérique gauche
Il est possible de modifier un paramètre sélectionné au moyen de la molette de réglage
(10) lorsque les conditions suivantes sont remplies :
- le voyant DEL s'allume sur la touche Sélection de paramètres
- le voyant DEL s'allume sur la molette de réglage
25
Page 28

Modifier les paramètres :
- Sélectionner le paramètre correspondant au moyen de la touche Sélection de paramètres (6) ou (14) : la valeur du paramètre s'affiche sur l'affichage numérique
- Modifier la valeur du paramètre au moyen de la molette de réglage
Paramètres présentés par ordre alphabétique
Épaisseur de tôle
réglage de l'épaisseur de tôle en mm ou en in. (uniquement pour le soudage MIG/MAG
Synergic pulsé et le soudage MIG/MAG Synergic standard)
Lors du réglage de l'épaisseur de tôle, les paramètres Intensité de soudage, Épaisseur
de tôle et Tension de soudage sont réglés automatiquement en même temps.
Vitesse d'avance du fil
réglage de la vitesse d'avance du fil en m/min ou en ipm.
Lors du réglage de la vitesse d'avance du fil, les paramètres Intensité de soudage, Épaisseur de tôle et Tension de soudage sont réglés automatiquement en même temps en
mode Synergic.
Numéro de job
appel des jeux de paramètres / numéros de jobs enregistré(e)s
Correction de la longueur de l'arc électrique
pour corriger la longueur de l'arc électrique
- .... longueur de l'arc réduite
0 ... longueur de l'arc neutre
+ ... longueur de l'arc élevée
Dimension a
le réglage de la dimension a est possible uniquement pour les sources de courant avec
le panneau de commande Comfort.
En fonction de la vitesse de soudage réglée, les paramètres Vitesse d'avance fil, Intensité
de soudage et Tension de soudage sont déterminés et réglés en même temps.
Avant de sélectionner la dimension a, le paramètre Vitesse de soudage doit être réglé.
Vitesse de soudage
réglage de la vitesse de soudage, uniquement pour les sources de courant avec le panneau de commande Comfort.
Vitesse de soudage recommandée en mode de soudage manuel : env. 35 cm/min
(13,78 ipm)
Tension de soudage
Réglage de la tension de soudage
Une valeur indicative calculée à partir des paramètres programmés est affichée automatiquement avant le début du soudage. La valeur réelle actuelle est ensuite affichée au
cours du processus de soudage.
26
Lors du réglage de la tension de soudage, les paramètres Intensité de soudage, Épaisseur de tôle et Vitesse d'avance du fil sont réglés automatiquement en même temps en
mode Synergic.
Page 29

Paramètres présentés par ordre alphabétique
Intensité de soudage
Réglage de l'intensité de soudage
Une valeur indicative calculée à partir des paramètres programmés est affichée automatiquement avant le début du soudage. La valeur réelle actuelle est ensuite affichée au
cours du processus de soudage.
Lors du réglage de l'intensité de soudage, les paramètres Vitesse d'avance du fil, Épaisseur de tôle et Tension de soudage sont réglés automatiquement en même temps en
mode Synergic.
Correction du détachement / Dynamique
a des fonctions différentes selon le mode opératoire de soudage utilisé.
Soudage MIG/MAG Synergic standard
influence la dynamique de court-circuit au moment du transfert de goutte
- ... arc électrique plus ferme et plus stable
0 ... arc électrique neutre
+ ... arc électrique plus doux et à plus faibles projections
Soudage MIG/MAG Synergic pulsé
possibilité de corriger progressivement la force d'égouttement
FR
- ... faible force d'égouttement
0 ... force d'égouttement neutre
+ ... force d'égouttement élevée
Soudage MIG/MAG manuel standard
influence la dynamique de court-circuit au moment du transfert de goutte
0 ... arc électrique plus ferme et plus stable
10 ... arc électrique plus doux et à plus faibles projections
Soudage à l'électrode enrobée
Influence l'intensité du courant de court-circuit au moment du transfert de goutte
0 ... arc électrique plus doux et à plus faibles projections
100 arc électrique plus ferme et plus stable
27
Page 30

Installer l'affichage numérique OPT/i VR 4000 Case
Sécurité
AVERTISSEMENT ! Les erreurs de manipulation ou les erreurs en cours d'opé-
ration peuvent entraîner des dommages corporels et matériels graves.
Tous les travaux et fonctions décrits dans le présent document ne doivent être
effectués que par un personnel qualifié ayant entièrement lu et compris les documents suivants :
- le présent document,
- les Instructions de service du dévidoir, en particulier les consignes de sécurité,
- tous les documents relatifs aux composants périphériques, en particulier les
consignes de sécurité.
AVERTISSEMENT ! Une décharge électrique peut être mortelle. Avant d'entamer les travaux :
- Commuter l'interrupteur secteur de la source de courant correspondant au
dévidoir en position - O -
- Débrancher la source de courant du secteur
- S'assurer que la source de courant reste déconnectée du secteur pendant
toute la durée des travaux.
Après ouverture de l'appareil, s'assurer, à l'aide d'un appareil de mesure approprié, que les composants à charge électrique (condensateurs, par ex.) sont déchargés.
ATTENTION ! Risque de blessure dû aux composants périphériques chauds.
Avant de commencer tout travail, laisser les composants périphériques refroidir à
température ambiante (+25 °C, +77 °F) notamment :
- le réfrigérant,
- les composants périphériques refroidis à l'eau,
- le moteur entraînant le dévidoir.
Installer l'affichage numérique
VR 4000 Case
1 2
1
2
2
1
3
2
2
X1
1
28
Page 31

3 4
*
3
4
5
1
2
X2
Detail
2
1
3
4
3
FR
5
5
2
3
*
2
1
*
29
Page 32

FRONIUS INTERNATIONAL GMBH
Froniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940
E-Mail: sales@fronius.com
www.fronius.com
www.fronius.com/addresses
Under http://www.fronius.com/addresses you will find all addresses
of our Sales & service partners and Locations
 Loading...
Loading...