

Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Perfect Charging / Perfect Welding / Solar Energy
TTWO 2000
TTGO 1000
Bedienungsanleitung
DEENFRITESPT-BRCS
WIG Roboter-Schweißbrenner
Operating Instructions
TIG robot welding torch
Instructions de service
Torche de soudage pour robot TIG
Istruzioni per l'uso
Torcia per saldatura TIG del robot
Manual de instrucciones
Antorcha de robot TIG
Manual de instruções
Tocha-robô TIG
Návod k obsluze
TIG robot welding torch
42,0410,2187 007-29062020

2

Sehr geehrter Leser
Einleitung Wir danken Ihnen für Ihr entgegengebrachtes Vertrauen und gratulieren Ihnen zu Ihrem
technisch hochwertigen Fronius Produkt. Die vorliegende Anleitung hilft Ihnen, sich mit
diesem vertraut zu machen. Indem Sie die Anleitung sorgfältig lesen, lernen Sie die vielfältigen Möglichkeiten Ihres Fronius Produktes kennen. Nur so können Sie seine Vorteile
bestmöglich nutzen.
Bitte beachten Sie auch die Sicherheitsvorschriften und sorgen Sie so für mehr Sicherheit
am Einsatzort des Produktes. Sorgfältiger Umgang mit Ihrem Produkt unterstützt dessen
langlebige Qualität und Zuverlässigkeit. Das sind wesentliche Voraussetzungen für hervorragende Ergebnisse.
DE
3

4

Inhaltsverzeichnis
Sicherheit ................................................................................................................................................... 7
Sicherheit.............................................................................................................................................. 7
Bestimmungsgemäße Verwendung...................................................................................................... 8
Wolframelektrode in Schweißbrenner einsetzen, Schweißbrenner anschließen....................................... 9
Wolframelektrode in Schweißbrenner einsetzen, Schweißbrenner anschließen.................................. 9
Pflege, Wartung und Entsorgung............................................................................................................... 10
Allgemeines .......................................................................................................................................... 10
TTWO 2000: Wartung bei jeder Inbetriebnahme.................................................................................. 10
TTGO 1000: Wartung bei jeder Inbetriebnahme................................................................................... 11
Entsorgung............................................................................................................................................ 12
Fehlerdiagnose, Fehlerbehebung .............................................................................................................. 13
Fehlerdiagnose, Fehlerbehebung......................................................................................................... 13
Technische Daten ...................................................................................................................................... 16
Allgemeines .......................................................................................................................................... 16
TTWO 2000 ......................................................................................................................................... 16
TTGO 1000.......................................................................................................................................... 16
DE
5

6
Sicherheit
DE
Sicherheit
WARNUNG!
Fehlbedienung und fehlerhaft durchgeführte Arbeiten können schwerwiegende Personen- und Sachschäden verursachen.
Alle in dieser Bedienungsanleitung angeführten Arbeiten dürfen nur von geschultem Fachpersonal durchgeführt werden. Alle in dieser Bedienungsanleitung beschriebenen Funktionen dürfen nur von geschultem Fachpersonal angewendet werden. Alle beschriebenen
Arbeiten erst durchführen und alle beschriebenen Funktionen erst anwenden wenn folgende Dokumente vollständig gelesen und verstanden wurden:
► diese Bedienungsanleitung
► das beiliegende Dokument „Sicherheitsvorschriften“
► sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere Sicher-
heitsvorschriften.
WARNUNG!
Ein elektrischer Schlag kann tödlich sein.
Gefahr durch:
► Netzspannung (alle spannungsführenden Bauteile)
► die Spannung der Hochfrequenz-Zündung (Brennerkörper)
► Schweißspannung (Brennerkörper)
Vor Beginn aller Arbeiten am Schweißbrenner:
► den Netzschalter der Stromquelle in Stellung - O - schalten
► Stromquelle vom Netz trennen
► sicherstellen, dass die Stromquelle bis zum Abschluss aller Arbeiten vom Netz ge-
trennt bleibt.
VORSICHT!
Verbrennungsgefahr durch infolge des Betriebes heiße Schweißbrenner-Komponenten und heißes Kühlmittel.
Vor Beginn aller in dieser Bedienungsanleitung beschriebenen Arbeiten sämtliche
Schweißbrenner-Komponenten und das Kühlmittel auf Zimmertemperatur (+25 °C, +77
°F) abkühlen lassen.
VORSICHT!
Gefahr von Personen- und Sachschäden durch unzureichende Verbindungen.
Sämtliche Kabel, Leitungen und Schlauchpakete müssen immer fest angeschlossen, unbeschädigt, korrekt isoliert und ausreichend dimensioniert sein.
HINWEIS!
Wassergekühlte Schweißbrenner nie ohne Kühlmittel in Betrieb nehmen.
Für hieraus entstandene Schäden haftet der Hersteller nicht, sämtliche Gewährleistungsansprüche erlöschen.
7
HINWEIS!
Die Kühlmittel-Schläuche der wassergekühlten Schweißbrenner immer mit dem darauf montierten Kunststoff-Verschluss verschließen, wenn diese vom Kühlgerät getrennt werden.
Bestimmungsgemäße Verwendung
Der Schweißbrenner ist ausschließlich zum WIG-Schweißen in Verbindung mit Systemkomponenten bestimmt, welche für den Betrieb mit dem Schweißbrenner zugelassen sind.
Der Schweißbrenner ist ausschließlich für den Einsatz im Sinne der bestimmungsgemäßen Verwendung zu benutzen.
Für alle infolge nicht bestimmungsgemäßer Verwendung entstandenen Schäden inklusive
Folgeschäden, Personenschäden, fehlerhafter Arbeitsergebnisse und dergleichen haftet
der Hersteller nicht.
Zur bestimmungsgemäßen Verwendung gehört auch
- das vollständige Lesen dieser Bedienungsanleitung
- das vollständige Lesen des beiliegenden Dokumentes „Sicherheitsvorschriften“
- das Befolgen aller Anweisungen und Sicherheitsvorschriften dieser Bedienungsanlei-
tung
- die Einhaltung der Inspektions- und Wartungsarbeiten
Der Schweißbrenner ist für den Betrieb in Industrie und Gewerbe ausgelegt. Für Schäden,
die auf den Einsatz im Wohnbereich zurückzuführen sind, haftet der Hersteller nicht.
8

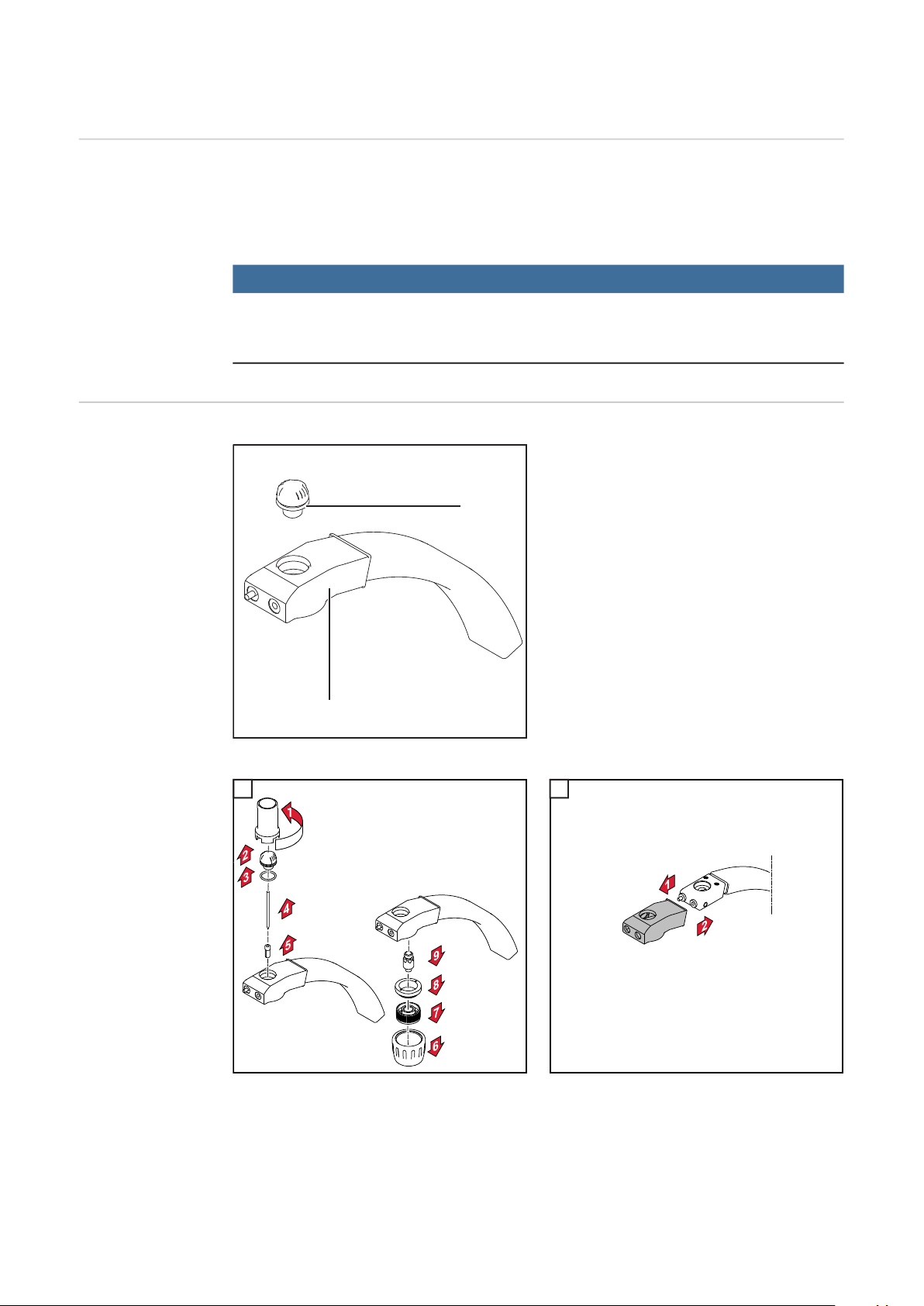
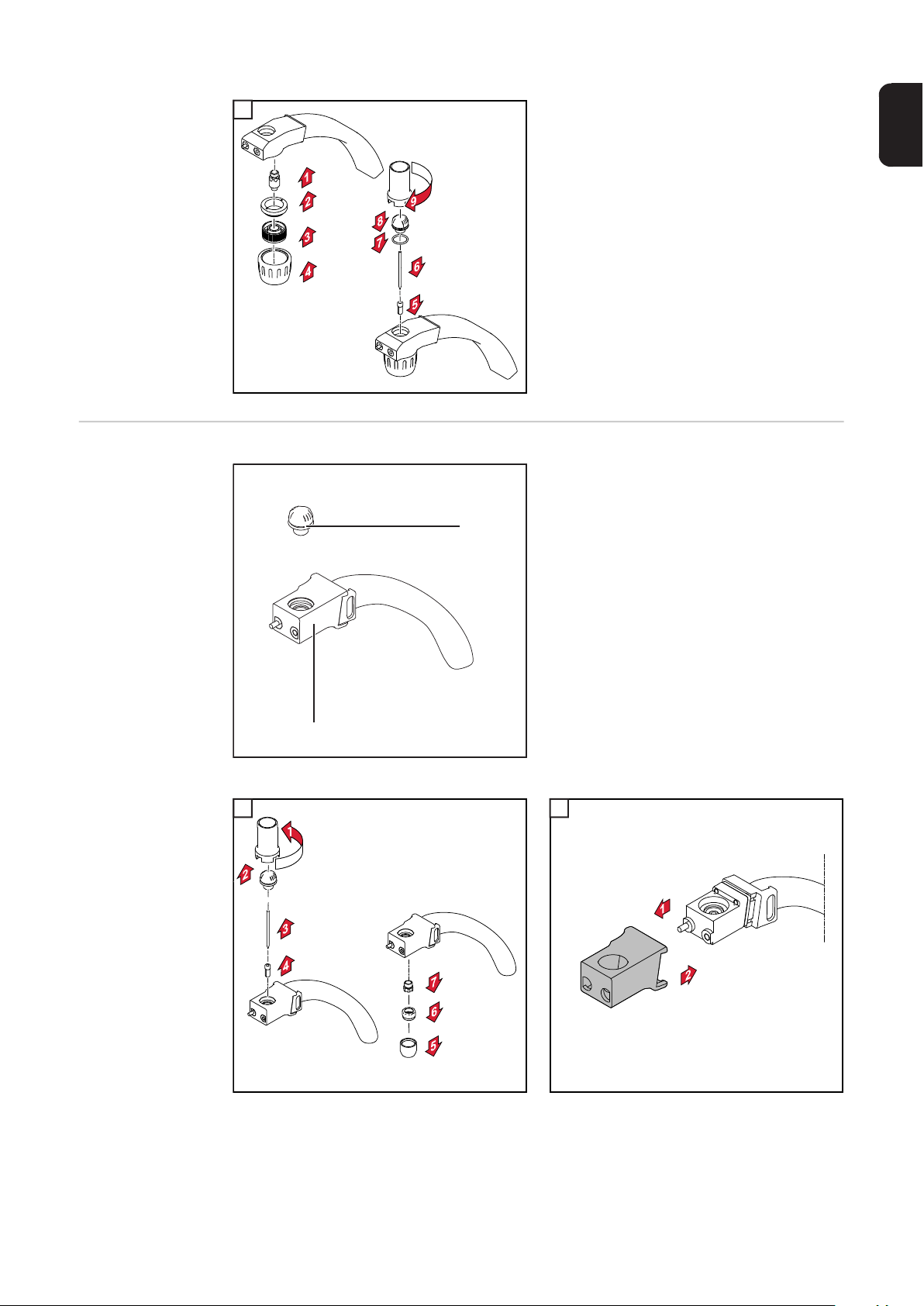
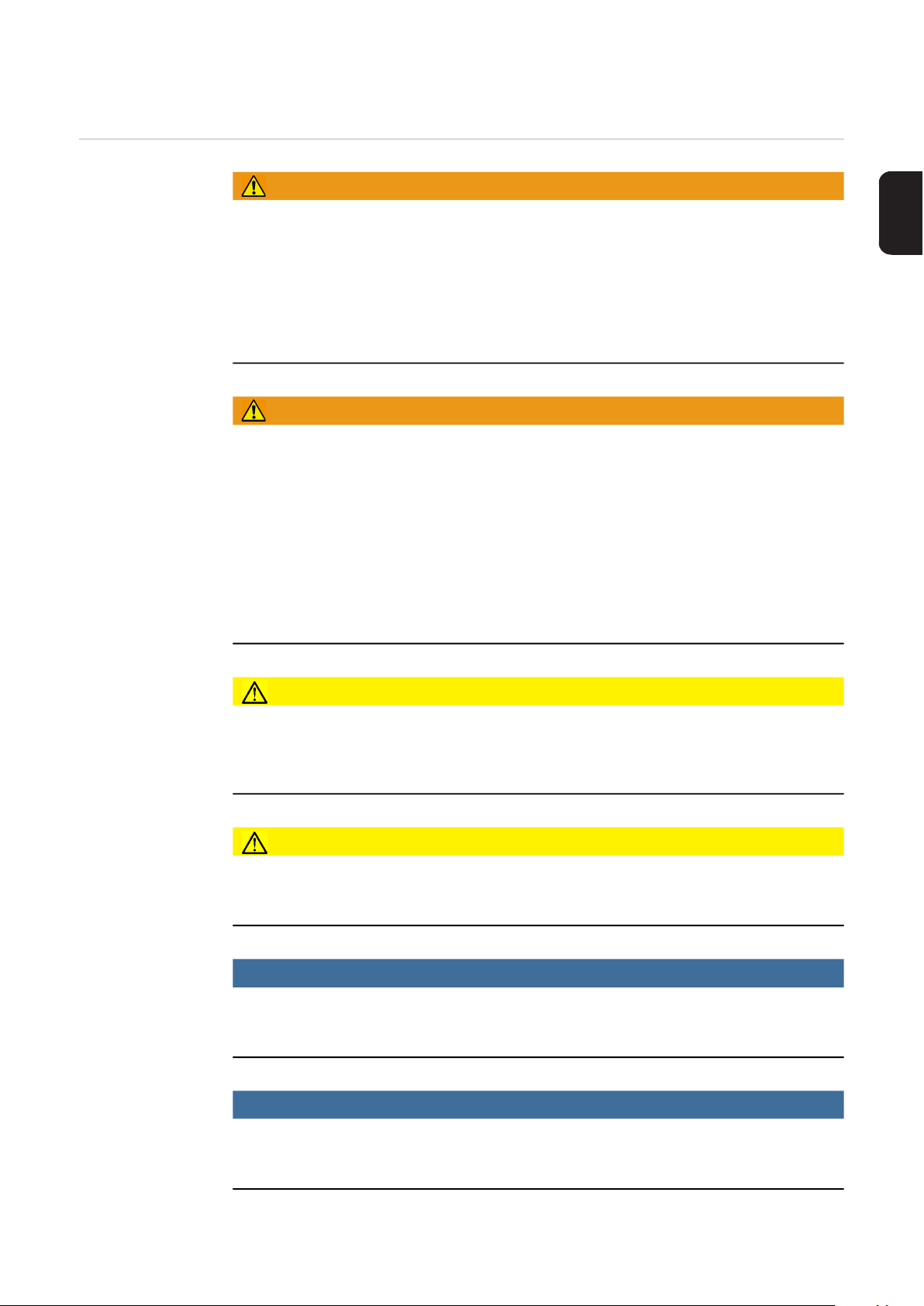
Wolframelektrode in Schweißbrenner einsetzen,
2
2
Schweißbrenner anschließen
Wolframelektrode in Schweißbrenner
einsetzen,
Schweißbrenner
anschließen
Lose oder nicht fachgerecht angebrachte Steckverbindungen können schwere
Sachschäden am Schweißbrenner und an der Stromquelle verursachen.
Vor jeder Inbetriebnahme manuell den festen Sitz und die korrekte Verriegelung des Bajonettsteckers in der Strombuchse überprüfen!
TTWO 2000:
1 2
1
VORSICHT!
DE
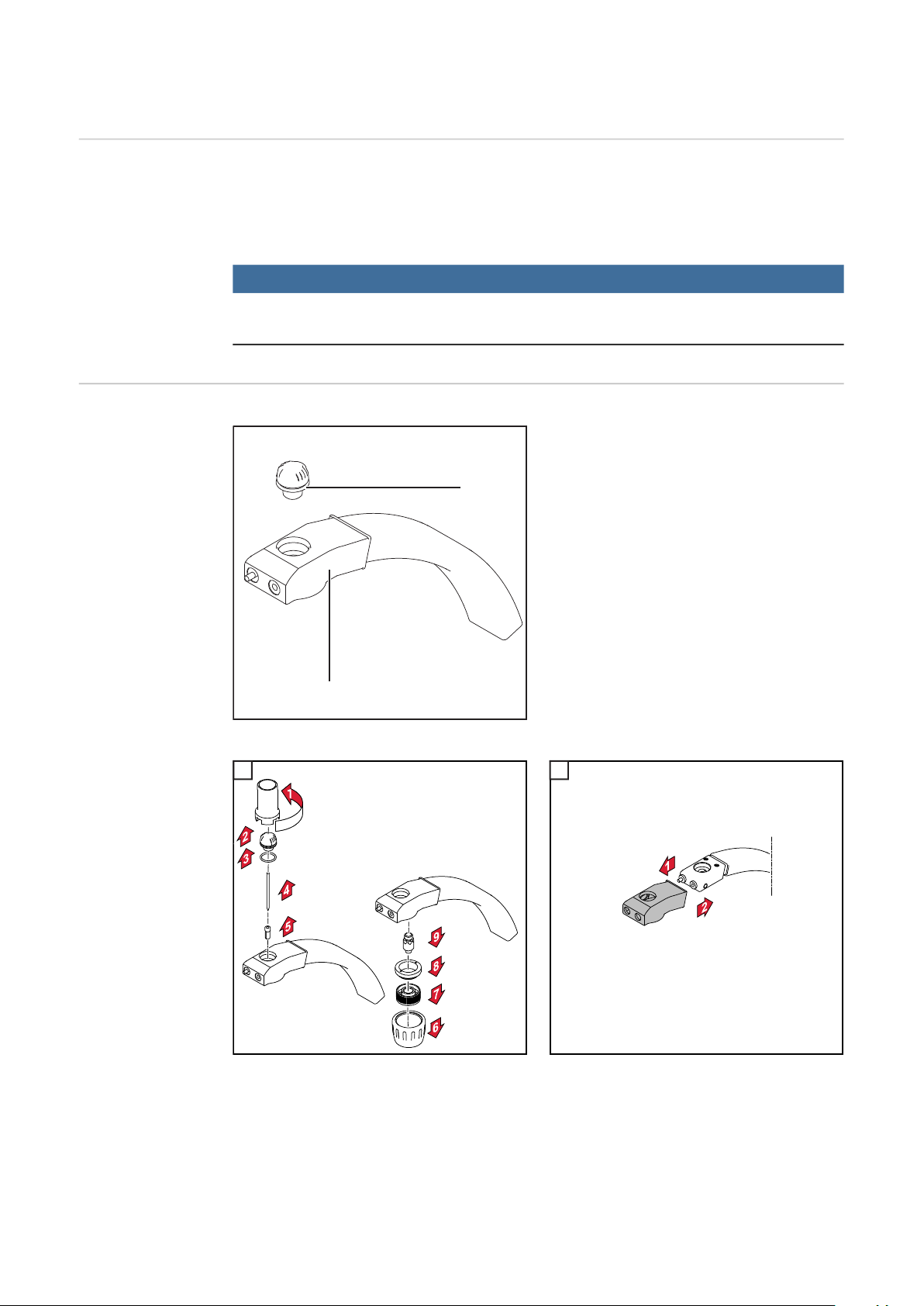
TTGO 1000:
3 4
1
9
Pflege, Wartung und Entsorgung
(2)
(1)
2
Allgemeines Regelmäßige und vorbeugende Wartung des Schweißbrenners sind wesentliche Faktoren
für einen störungsfreien Betrieb. Der Schweißbrenner ist hohen Temperaturen und starker
Verunreinigung ausgesetzt. Daher benötigt der Schweißbrenner eine häufigere Wartung
als andere Komponenten des Schweißsystems.
HINWEIS!
Riefen und Kratzer beim Entfernen von Schweißspritzern vermeiden.
Darin könnten sich im weiteren Betrieb entstehende Schweißspritzer nachhaltig festsetzen.
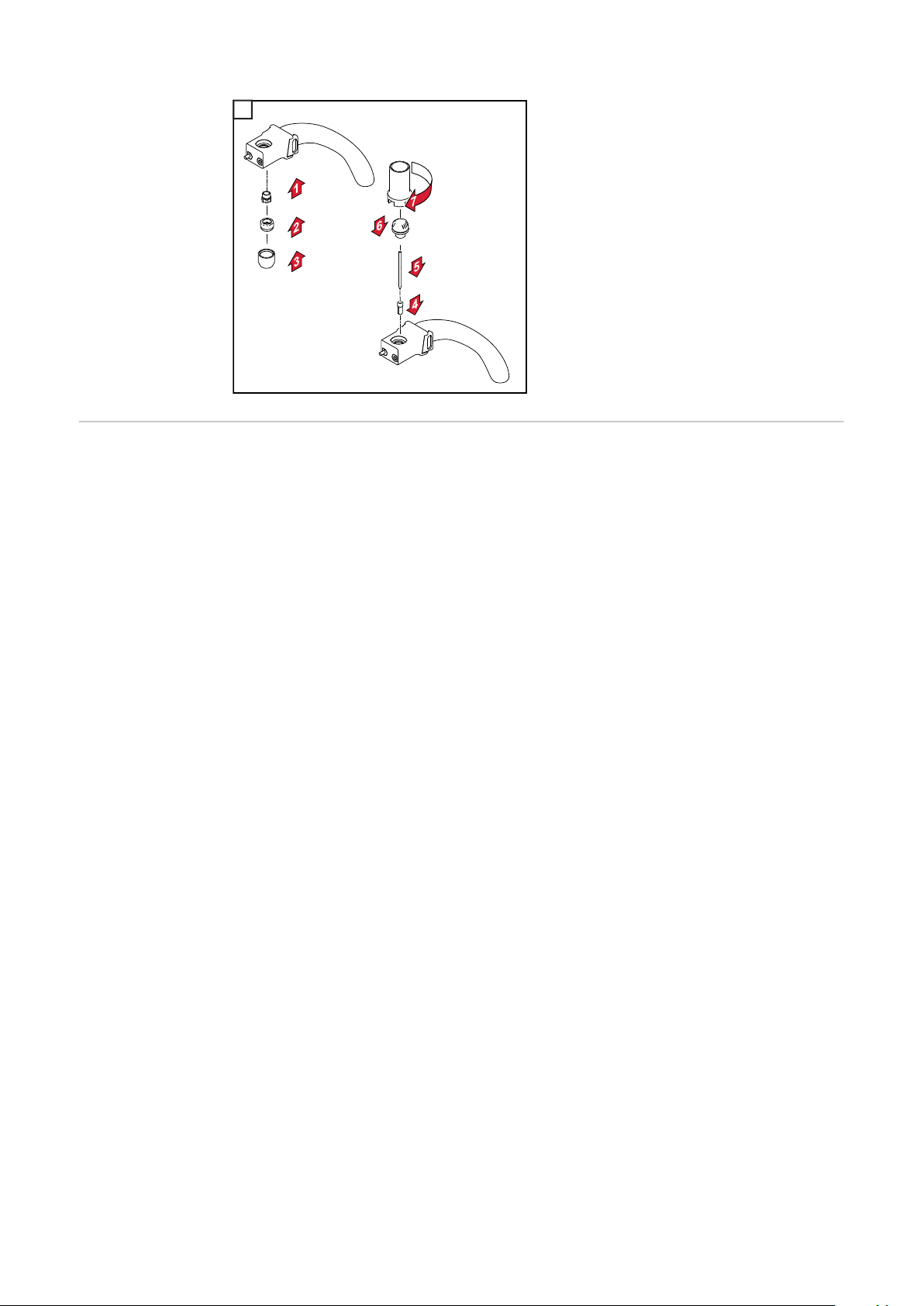
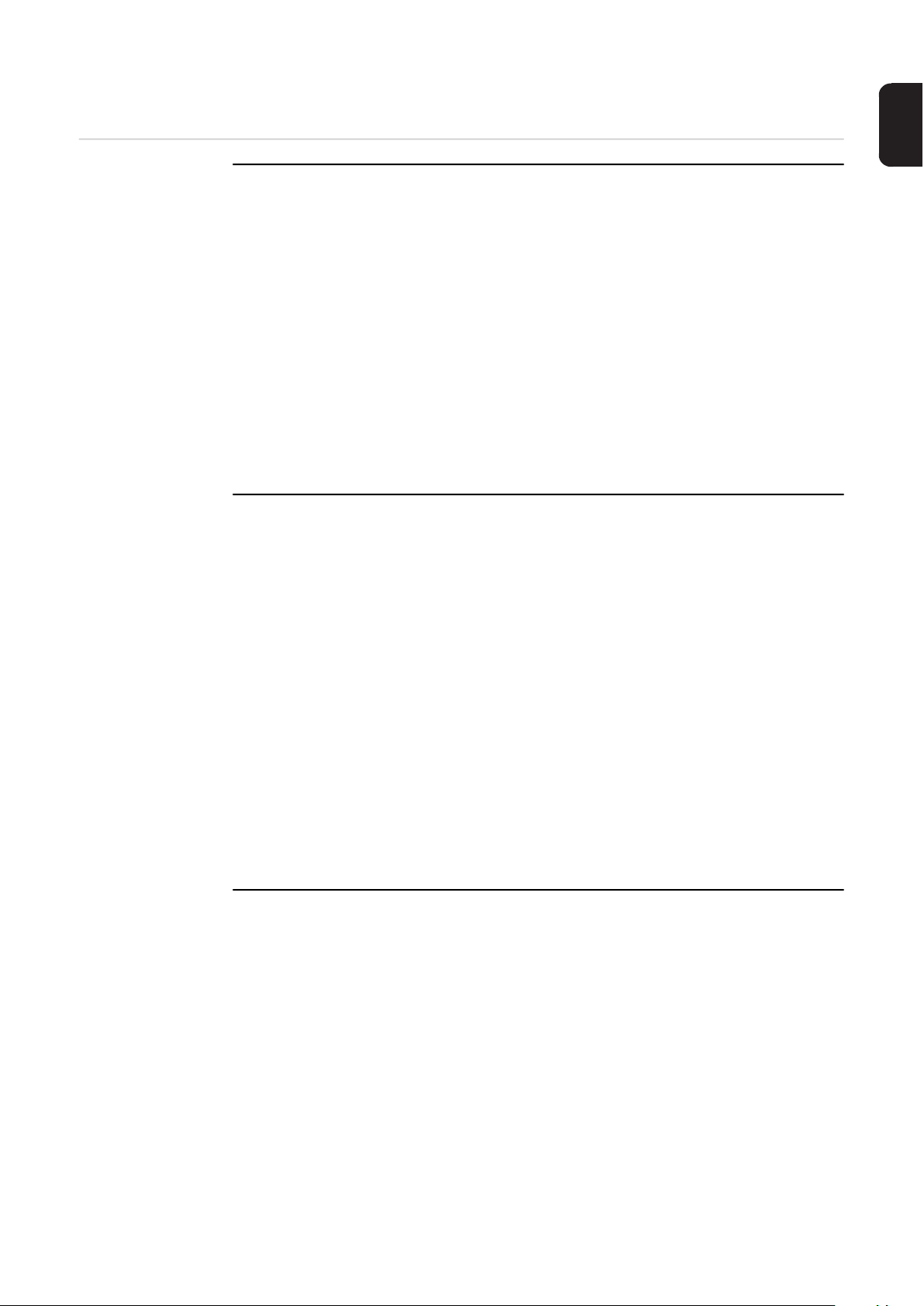
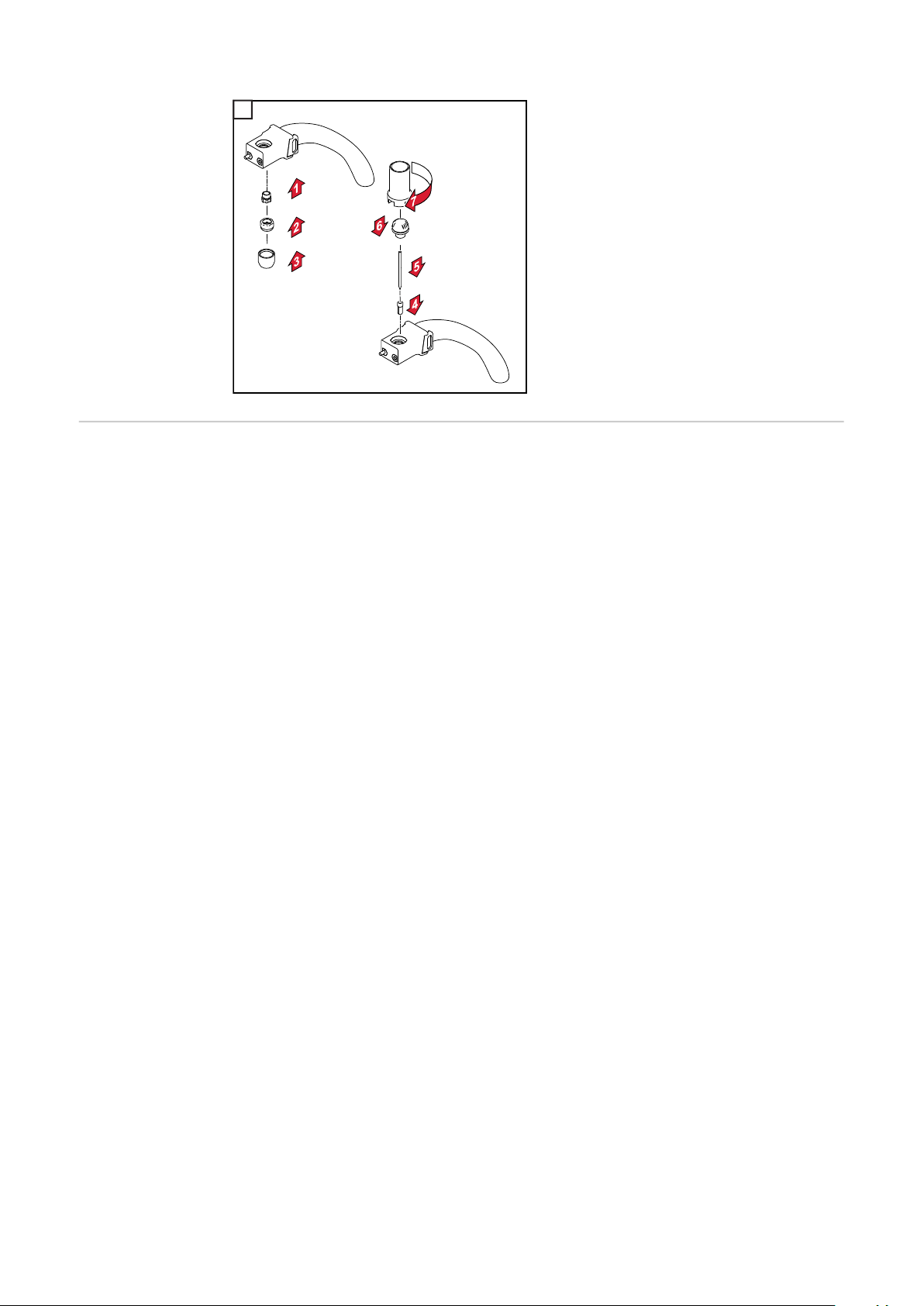
TTWO 2000: Wartung bei jeder Inbetriebnahme
Beschädigte Komponenten ersetzen:
5 6
1
- Sicherstellen, dass der Dichtring (1),
die Kunststoff-Ummantelung (2) und
die Verschleißteile unbeschädigt
sind. Beschädigte Komponenten ersetzen.
10
7
(1)
(2)
2
3
DE
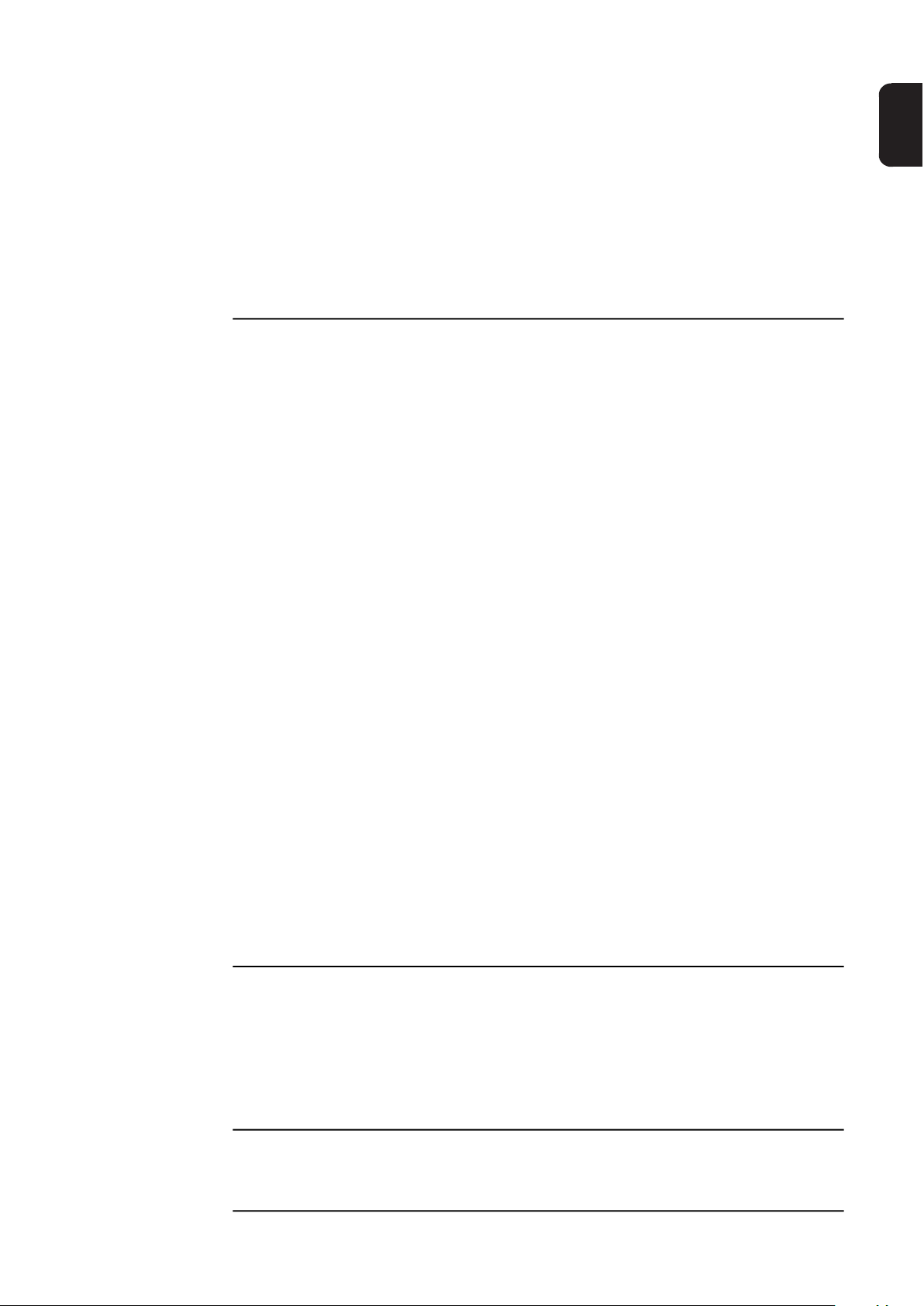
TTGO 1000: Wartung bei jeder Inbetriebnahme
Beschädigte Komponenten ersetzen:
8 9
1
- Sicherstellen, dass der Dichtring (1),
die Kunststoff-Ummantelung (2) und
die Verschleißteile unbeschädigt
sind. Beschädigte Komponenten ersetzen.
11
10
3
Entsorgung Die Entsorgung nur gemäß den geltenden nationalen und regionalen Bestimmungen
durchführen.
12
Fehlerdiagnose, Fehlerbehebung
DE
Fehlerdiagnose,
Fehlerbehebung
Kein Schweißstrom
Netzschalter der Stromquelle eingeschaltet, Anzeigen an der Stromquelle leuchten,
Schutzgas vorhanden
Ursache: Masseanschluss falsch
Behebung: Masseanschluss ordnungsgemäß herstellen
Ursache: Stromkabel im Schweißbrenner unterbrochen
Behebung: Schweißbrenner austauschen
Ursache: Wolframelektrode lose
Behebung: Wolframelektrode festschrauben
Ursache: Verschleißteile lose
Behebung: Verschleißteile festschrauben
Kein Schutzgas
alle anderen Funktionen vorhanden
Ursache: Gasflasche leer
Behebung: Gasflasche wechseln
Ursache: Gas-Druckminderer defekt
Behebung: Gas-Druckminderer austauschen
Ursache: Gasschlauch nicht montiert, geknickt oder schadhaft
Behebung: Gasschlauch montieren, gerade auslegen. Defekten Gasschlauch austau-
schen
Ursache: Schweißbrenner defekt
Behebung: Schweißbrenner austauschen
Ursache: Gas-Magnetventil defekt
Behebung: Service-Dienst verständigen (Gas-Magnetventil austauschen lassen)
13

Schlechte Schweißeigenschaften
Ursache: Falsche Schweißparameter
Behebung: Einstellungen korrigieren
Ursache: Masseverbindung schlecht
Behebung: Guten Kontakt zum Werkstück herstellen
Ursache: Kein oder zu wenig Schutzgas
Behebung: Druckminderer, Gasschlauch, Gas-Magnetventil und Schweißbrenner-Gas-
anschluss überprüfen. Bei gasgekühlten Schweißbrennern Gasabdichtung
überprüfen, geeignete Draht-Führungsseele verwenden
Ursache: Schweißbrenner undicht
Behebung: Schweißbrenner austauschen
Ursache: Zu großes oder ausgeschliffenes Kontaktrohr
Behebung: Kontaktrohr wechseln
Ursache: Falsche Drahtlegierung oder falscher Drahtdurchmesser
Behebung: Eingelegte Draht- /Korbspule überprüfen
Ursache: Falsche Drahtlegierung oder falscher Drahtdurchmesser
Behebung: Verschweißbarkeit des Grund-Werkstoffes prüfen
Ursache: Schutzgas für Drahtlegierung nicht geeignet
Behebung: Korrektes Schutzgas verwenden
Ursache: Ungünstige Schweißbedingungen: Schutzgas verunreinigt (Feuchtigkeit,
Luft), mangelhafte Gas-Abschirmung (Schmelzbad „kocht“, Zugluft), Verunreinigungen im Werkstück (Rost, Lack, Fett)
Behebung: Schweißbedingungen optimieren
Ursache: Schweißspritzer in der Gasdüse
Behebung: Schweißspritzer entfernen
Ursache: Turbulenzen auf Grund zu hoher Schutzgas-Menge
Behebung: Schutzgas-Menge reduzieren, empfohlen:
Schutzgas-Menge (l/min) = Drahtdurchmesser (mm) x 10
(beispielsweise 16 l/min für 1,6 mm Drahtelektrode)
Gasdüse wird sehr heiß
Ursache: Keine Wärmeableitung auf Grund zu losen Sitzes der Gasdüse
Behebung: Gasdüse bis auf Anschlag festschrauben
14
Schweißbrenner wird sehr heiß
Ursache: Schweißbrenner wurde über dem maximalen Schweißstrom betrieben
Behebung: Schweißleistung herabsetzen oder leistungsfähigeren Schweißbrenner ver-
wenden
Ursache: Schweißbrenner zu schwach dimensioniert
Behebung: Einschaltdauer und Belastungsgrenzen beachten
Ursache: Nur bei wassergekühlten Anlagen: Kühlmittel-Durchfluss zu gering
Behebung: Kühlmittel-Stand, Kühlmittel-Durchflussmenge, Kühlmittel-Verschmutzung,
Verlegung des Schlauchpaketes etc. überprüfen
Porosität der Schweißnaht
Ursache: Spritzerbildung in der Gasdüse, dadurch unzureichender Gasschutz der
Schweißnaht
Behebung: Schweißspritzer entfernen
Ursache: Löcher im Gasschlauch oder ungenaue Anbindung des Gasschlauches
Behebung: Gasschlauch austauschen
Ursache: O-Ring am Zentralanschluss ist zerschnitten oder defekt
Behebung: O-Ring austauschen
DE
Ursache: Feuchtigkeit / Kondensat in der Gasleitung
Behebung: Gasleitung trocknen
Ursache: Zu starke oder zu geringe Gasströmung
Behebung: Gasströmung korrigieren
Ursache: Ungenügende Gasmenge zu Schweißbeginn oder Schweißende
Behebung: Gas-Vorströmung und Gas-Nachströmung erhöhen
Ursache: Rostige oder schlechte Qualität der Drahtelektrode
Behebung: Hochwertige Drahtelektrode ohne Verunreinigungen verwenden
Ursache: Gilt für gasgekühlte Schweißbrenner: Gasaustritt bei nicht isolierten Draht-
Führungsseelen
Behebung: Bei gasgekühlten Schweißbrennern nur isolierte Draht-Führungsseelen ver-
wenden
Ursache: Zu viel Trennmittel aufgetragen
Behebung: Überschüssiges Trennmittel entfernen / weniger Trennmittel auftragen
Schlechte Zündeigenschaften
Ursache: Ungeeignete Wolframelektrode (beispielsweise WP-Elektrode beim DC-
Schweißen)
Behebung: Geeignete Wolframelektrode verwenden
Ursache: Verschleißteile lose
Behebung: Verschleißteile festschrauben
Gasdüse bekommt Risse
Ursache: Wolframelektrode ragt nicht weit genug aus der Gasdüse
Behebung: Wolframelektrode weiter aus der Gasdüse ragen lassen
15

Technische Daten
Allgemeines
TTWO 2000
Leerlauf-Spannung: 113 V
Zündspannung: 10 kV
Das Produkt entspricht den Anforderungen laut Norm IEC 60974-7.
I (Ampère) 10 min/40° C
DC (I1 EN 439)
I (Ampère) 10 min/40° C
AC (i! EN 439)
[mm (in.)] 2,4 - 3,2 (.094-.126)
100 % ED* 200
100 % ED* 140
Ø
[m (ft.)] 5 (16)
P
min
Q
min
p
min
[W]** 600
[l/min (gal./
min)]
[bar (psi)] 3 bar (43.51 psi.)
1 (0.26)
TTGO 1000
p
max
* ED = Einschaltdauer
** Geringste Kühlleistung laut Norm IEC 60974-2
I (Ampère) 10 min/40° C
DC (I1 EN 439)
I (Ampère) 10 min/40° C
DC (I1 EN 439)
I (Ampère) 10 min/40° C
DC (I1 EN 439)
[bar (psi)] 5,5 bar (77.77 psi.)
100 % ED* 60
60 % ED* 80
35 % ED* 100
[mm (in.)] 2,4 - 3,2 (.094-.126)
Ø
[m (ft.)] 5 (16)
* ED = Einschaltdauer
16

Dear reader,
Introduction Thank you for the trust you have placed in our company and congratulations on buying this
high-quality Fronius product. These instructions will help you familiarise yourself with the
product. Reading the instructions carefully will enable you to learn about the many different
features it has to offer. This will allow you to make full use of its advantages.
Please also note the safety rules to ensure greater safety when using the product. Careful
handling of the product will repay you with years of safe and reliable operation. These are
essential prerequisites for excellent results.
EN
17
18

Contents
Safety......................................................................................................................................................... 21
Safety.................................................................................................................................................... 21
Proper use ............................................................................................................................................ 22
Inserting the tungsten electrode into the welding torch, connecting the welding torch.............................. 23
Inserting the tungsten electrode into the welding torch, connecting the welding torch......................... 23
Care, maintenance and disposal ............................................................................................................... 24
General ................................................................................................................................................. 24
TTWO 2000: Maintenance at every start-up......................................................................................... 24
TTGO 1000: Maintenance at every start-up ......................................................................................... 25
Disposal ................................................................................................................................................ 26
Troubleshooting ......................................................................................................................................... 27
Troubleshooting .................................................................................................................................... 27
Technical data............................................................................................................................................ 30
General ................................................................................................................................................. 30
TTWO 2000 ......................................................................................................................................... 30
TTGO 1000.......................................................................................................................................... 30
EN
19

20
Safety
Safety
WARNING!
Incorrect operation or shoddy workmanship can cause serious injury or damage.
All activities described in these operating instructions may only be carried out by trained
and qualified personnel. All functions described in these operating instructions may only
be used by trained and qualified personnel. Do not carry out any of the work or use any of
the functions described until you have fully read and understood the following documents:
► these operating instructions
► the enclosed "Safety rules" document
► all the operating instructions for the system components, especially the safety rules.
WARNING!
An electric shock can be fatal.
A danger is presented by the:
► mains voltage (all live components)
► voltage of the high frequency ignition (torch body)
► welding voltage (torch body)
Before carrying out any work on the welding torch:
► turn the power source mains switch to the "O" position
► disconnect the power source from the mains
► ensure that the power source remains disconnected from the mains until all work has
been completed
EN
CAUTION!
Welding torch components and coolant that have become hot through use can
cause severe burns.
Before commencing any of the work described in these operating instructions, allow all
welding torch components and the coolant to cool to room temperature (+25°C, +77°F).
CAUTION!
Risk of injury and damage from loose connections.
All cables, lines and hosepacks must be properly secured, undamaged, insulated and adequately dimensioned at all times.
NOTE!
Never start welding with a water-cooled torch if there is no coolant in the system!
Fronius shall not be liable for any damage resulting from such action.
In addition, no warranty claims will be entertained.
NOTE!
Seal the coolant hoses on water-cooled welding torches with the plastic stoppers
fitted to them if the hoses are detached from the cooling unit.
21

Proper use The welding torch is intended solely for TIG welding in conjunction with system compo-
nents that are approved for use with the welding torch.
The welding torch is to be used exclusively for its intended purpose.
The manufacturer accepts no liability for any damage caused by use that is not in accordance with the intended purpose, including consequential damage, injury, incorrect results,
etc.
Proper use also includes
- carefully reading these operating instructions
- carefully reading the enclosed "Safety rules" document
- following all the instructions and safety rules in these operating instructions
- performing all stipulated inspection and servicing work
The welding torch is designed for use in industry and the workshop. The manufacturer shall
not be liable for any damage resulting from use of the welding torch in residential premises.
22

Inserting the tungsten electrode into the welding
2
2
torch, connecting the welding torch
Inserting the
tungsten electrode into the
welding torch,
connecting the
welding torch
CAUTION!
Loose or incorrectly attached plug connections can cause serious damage to the
welding torch and the power source.
Manually check the bayonet plug is secure and correctly locked in the current socket before each start-up.
TTWO 2000:
11 12
1
EN
TTGO 1000:
13 14
1
23
Care, maintenance and disposal
(2)
(1)
2
General Regular preventive maintenance of the welding torch is essential if troublefree operation is
to be ensured. The welding torch is subjected to high temperatures and heavy soiling. The
welding torch therefore requires more frequent maintenance than other components in the
welding system.
NOTE!
When removing welding spatter, avoid scoring or scratching the torch.
Future welding spatter may become firmly lodged in score or scratch marks.
TTWO 2000:
Maintenance at
every start-up
Replacing damaged components:
15 16
1
- Ensure that the sealing ring (1), plastic casing (2) and the wearing parts
are not damaged. Replace any damaged components.
24

17
(1)
(2)
2
3
EN
TTGO 1000: Maintenance at every
start-up
Replacing damaged components:
18 19
1
- Ensure that the sealing ring (1), plastic casing (2) and the wearing parts
are not damaged. Replace any damaged components.
25
20
3
Disposal Dispose of in accordance with the applicable national and local regulations.
26
Troubleshooting
Troubleshooting No welding current
Power source mains switch is on, indicators on the power source are lit up, shielding gas
available
Cause: Grounding (earthing) connection is incorrect
Remedy: Establish a proper grounding (earthing) connection
Cause: There is a break in the power cable in the welding torch
Remedy: Replace welding torch
Cause: Loose tungsten electrode
Remedy: Tighten tungsten electrode
Cause: Loose wearing parts
Remedy: Tighten the wearing parts
No shielding gas
All other functions are OK
EN
Cause: Gas cylinder is empty
Remedy: Change the gas cylinder
Cause: Gas pressure regulator is faulty
Remedy: Replace gas pressure regulator
Cause: The gas hose is not connected, or is damaged or kinked
Remedy: Fit gas hose, lay out straight Replace faulty gas hose
Cause: Welding torch is faulty
Remedy: Replace welding torch
Cause: Gas solenoid valve is faulty
Remedy: Contact After-Sales Service (arrange for gas solenoid valve to be replaced)
27
Poor weld properties
Cause: Incorrect welding parameters
Remedy: Correct settings
Cause: Poor grounding (earthing) connection
Remedy: Ensure good contact to workpiece
Cause: Inadequate or no protective gas shield
Remedy: Check the pressure regulator, gas hose, gas solenoid valve and welding torch
shielding gas connection. On gas-cooled welding torches, inspect the gas
seals, use a suitable inner liner
Cause: Welding torch is leaking
Remedy: Replace welding torch
Cause: Contact tip is too large or worn out
Remedy: Replace the contact tip
Cause: Wrong wire alloy or wrong wire diameter
Remedy: Check wirespool/basket-type spool in use
Cause: Wrong wire alloy or wrong wire diameter
Remedy: Check weldability of the base material
Cause: The shielding gas is not suitable for this wire alloy
Remedy: Use the correct shielding gas
Cause: Unfavourable welding conditions: shielding gas is contaminated (by moisture,
air), inadequate gas shield (weld pool "boiling", draughts), contaminants in
the workpiece (rust, paint, grease)
Remedy: Optimise the welding conditions
Cause: Welding spatter in the gas nozzle
Remedy: Remove welding spatter
Cause: Turbulence caused by too high a rate of shielding gas flow
Remedy: Reduce shielding gas flow rate, recommended:
shielding gas flow rate (l/min) = wire diameter (mm) x 10
(e.g. 16 l/min for 1.6 mm wire electrode)
The gas nozzle becomes very hot
Cause: No thermal dissipation as the gas nozzle is too loose
Remedy: Screw on the gas nozzle as far as it will go
Welding torch becomes very hot
Cause: Welding torch operated above the maximum welding current
Remedy: Reduce welding power or use a more powerful welding torch
28
Cause: The design dimensions of the welding torch are not sufficient for this task
Remedy: Observe the duty cycle and loading limits
Cause: Only on water-cooled systems: inadequate coolant flow
Remedy: Check coolant level, coolant flow rate, coolant contamination, the routing of
the hosepack, etc.
Weld seam porosity
Cause: Spatter build-up in the gas nozzle causing inadequate gas shield for weld
seam
Remedy: Remove welding spatter
Cause: Holes in gas hose or hose is not connected properly
Remedy: Replace gas hose
Cause: O-ring on central connector has been cut or is faulty
Remedy: Replace O-ring
Cause: Moisture/condensation in the gas line
Remedy: Dry gas line
Cause: Gas flow is either too high or too low
Remedy: Correct gas flow
Cause: Insufficient gas flow at start or end of welding
Remedy: Increase gas pre-flow and gas post-flow
Cause: Rusty or poor quality wire electrode
Remedy: Use high-quality wire electrode with no impurities
EN
Cause: For gas-cooled welding torches: gas is escaping through a non-insulated in-
ner liner
Remedy: Use only insulated inner liners with gas-cooled welding torches
Cause: Too much parting agent applied
Remedy: Remove excess parting agent/apply less parting agent
Poor ignition properties
Cause: Unsuitable tungsten electrode (e.g. WP electrode during DC welding)
Remedy: Use suitable tungsten electrode
Cause: Loose wearing parts
Remedy: Tighten the wearing parts
Cracks in gas nozzle
Cause: Tungsten electrode does not protrude far enough out of gas nozzle
Remedy: Allow tungsten electrode to protrude further out of gas nozzle
29
Technical data
General
TTWO 2000
Open circuit voltage: 113 V
Striking voltage: 10 kV
The product conforms to the requirements of the IEC 60974-7 standard.
I (ampere) 10 min/40° C
DC (I1 EN 439)
I (ampere) 10 min/40° C
AC (i! EN 439)
[mm (in.)] 2.4 - 3.2 (0.094-0.126)
100 % D.C.* 200
100 % D.C.* 140
Ø
[m (ft.)] 5 (16)
P
min
Q
min
p
min
[W]** 600
[l/min (gal./
min)]
[bar (psi)] 3 bar (43.51 psi.)
1 (0.26)
TTGO 1000
p
max
* D.C. = Duty cycle
** Lowest cooling power according to IEC 60974-2
I (ampere) 10 min/40° C
DC (I1 EN 439)
I (ampere) 10 min/40° C
DC (I1 EN 439)
I (ampere) 10 min/40° C
DC (I1 EN 439)
[bar (psi)] 5.5 bar (77.77 psi.)
100 % D.C.* 60
60 % D.C.* 80
35 % D.C.* 100
[mm (in.)] 2.4 - 3.2 (0.094-0.126)
Ø
[m (ft.)] 5 (16)
* D.C. = Duty cycle
30

Cher lecteur
Introduction Nous vous remercions de la confiance que vous nous témoignez et vous félicitons d'avoir
acquis ce produit Fronius de haute qualité technique. Les présentes Instructions de service
doivent vous permettre de vous familiariser avec ce produit. Par une lecture attentive de
ces instructions, vous apprendrez à connaître les diverses possibilités de votre produit Fronius. C'est ainsi seulement que vous pourrez en exploiter au mieux tous les avantages.
Respectez les consignes de sécurité et veillez par ce biais à garantir davantage de sécurité sur le lieu d'utilisation du produit. Une manipulation appropriée de ce produit garantit
sa qualité et sa fiabilité à long terme. Ces deux critères sont des conditions essentielles
pour un résultat optimal.
FR
31

32

Sommaire
Sécurité...................................................................................................................................................... 35
Sécurité................................................................................................................................................. 35
Utilisation conforme à l'emploi .............................................................................................................. 36
Insérer l'électrode en tungstène dans la torche de soudage puis connecter la torche de soudage. ........ 37
Placer l'électrode en tungstène dans la torche de soudage, raccorder la torche de soudage ............. 37
Maintenance, entretien et élimination ........................................................................................................ 38
Généralités............................................................................................................................................ 38
TTWO 2000 : Maintenance à chaque mise en service......................................................................... 38
TTGO 1000 : Maintenance à chaque mise en service.......................................................................... 39
Élimination des déchets........................................................................................................................ 40
Diagnostic d’erreur, élimination de l'erreur................................................................................................. 41
Diagnostic d’erreur, élimination de l'erreur ........................................................................................... 41
Caractéristiques techniques....................................................................................................................... 45
Généralités............................................................................................................................................ 45
TTWO 2000 ......................................................................................................................................... 45
TTGO 1000.......................................................................................................................................... 45
FR
33

34

Sécurité
Sécurité
AVERTISSEMENT !
Les erreurs de manipulation et les erreurs en cours d'opération peuvent entraîner
des dommages corporels et matériels graves.
Tous les travaux décrits dans les présentes Instructions de service ne doivent être effectués que par un personnel qualifié. Toutes les fonctions décrites dans les présentes Instructions de service ne doivent être mises en œuvre que par un personnel qualifié.
Exécuter les travaux décrits et mettre en œuvre les fonctions décrites uniquement lorsque
tous les documents suivants ont été entièrement lus et compris :
► les présentes Instructions de service,
► le document « Consignes de sécurité » en annexe,
► toutes les Instructions de service des composants périphériques, en particulier les
consignes de sécurité.
AVERTISSEMENT !
Une décharge électrique peut être mortelle.
Danger au niveau de :
► la tension de réseau (tous les éléments conducteurs)
► la tension de l'amorçage haute fréquence (corps de torche)
► la tension de soudage (corps de torche)
Avant toute intervention sur la torche de soudage :
► commuter l'interrupteur d'alimentation de la source de courant sur - O -,
► débrancher la source de courant du secteur,
► s'assurer que la source de courant reste déconnectée du secteur pendant toute la du-
rée des travaux.
FR
ATTENTION !
Risque de brûlure en raison de l'échauffement des composants de la torche de soudage et du réfrigérant.
Avant de commencer toute opération décrite dans les présentes Instructions de service,
laisser la torche de soudage et le réfrigérant refroidir à température ambiante (+25 °C,
+77 °F).
ATTENTION !
Risque de dommages corporels et matériels en cas de raccords non appropriés.
Tous les câbles, conduites et faisceaux de liaison doivent toujours être solidement raccordés, intacts, correctement isolés et de capacité suffisante.
REMARQUE!
Ne jamais mettre en service la torche de soudage refroidie par eau sans réfrigérant.
Le fabricant décline toute responsabilité pour les dommages consécutifs et tous les droits
à garantie sont annulés.
35

REMARQUE!
Toujours raccorder les tuyaux de réfrigérant des torches de soudage refroidies par
eau avec le dispositif de fermeture en plastique monté dessus lorsque ceux-ci sont
séparés du refroidisseur.
Utilisation
conforme à l'emploi
La torche de soudage est exclusivement destinée au soudage TIG, associé aux composants périphériques dont l'utilisation avec la torche de soudage est autorisée.
Cette torche de soudage est exclusivement destinée à une utilisation dans le cadre d'un
emploi conforme aux règles en vigueur.
Le fabricant n'est pas responsable pour les dommages survenus à la suite d'une utilisation
non conforme, les dommages consécutifs, les dommages corporels, les travaux se révélant défectueux ou tout autre dommage similaire.
Font également partie de l'utilisation conforme :
- la lecture intégrale des présentes Instructions de service,
- la lecture intégrale du document « Consignes de sécurité » en annexe,
- le respect des prescriptions et consignes de sécurité des présentes Instructions de
service,
- le respect des travaux d'inspection et de maintenance.
Cette torche de soudage est configurée pour une utilisation dans le secteur industriel et
professionnel. Le fabricant ne saurait être tenu pour responsable des dommages dus à
une utilisation domestique.
36

Insérer l'électrode en tungstène dans la torche de
2
2
soudage puis connecter la torche de soudage.
Placer l'électrode
en tungstène
dans la torche de
soudage, raccorder la torche de
soudage
ATTENTION !
Des connexions lâches ou réalisées de façon non conforme peuvent provoquer des
dommages matériels graves sur la torche de soudage et la source de courant.
Avant toute mise en service, contrôler manuellement que la prise de courant à baïonnette
est bien vissée dans le connecteur et ne bouge plus !
TTWO 2000 :
21 22
1
FR
TTGO 1000 :
23 24
1
37

Maintenance, entretien et élimination
(2)
(1)
2
Généralités Un entretien régulier et préventif de la torche de soudage constitue un facteur important
permettant d'en garantir le bon fonctionnement. La torche de soudage est soumise à des
températures élevées et à un degré de salissure très important. Elle nécessite donc une
maintenance plus fréquente que les autres composants du système de soudage.
REMARQUE!
En enlevant les projections de soudure, prendre soin d'éviter de faire des stries ou
des rayures.
D'autres projections de soudure pourraient par la suite rester collées dessus.
TTWO 2000 :
Maintenance à
chaque mise en
service
Remplacer les composants endommagés :
25 26
1
- S'assurer que la bague d'étanchéité
(1), l'enrobage en plastique (2) et les
pièces d'usure ne sont pas endommagées. Remplacer les composants
endommagés.
38

27
(1)
(2)
2
3
FR
TTGO 1000 :
Maintenance à
chaque mise en
service
Remplacer les composants endommagés :
28 29
1
- S'assurer que la bague d'étanchéité
(1), l'enrobage en plastique (2) et les
pièces d'usure ne sont pas endommagées. Remplacer les composants
endommagés.
39

30
3
Élimination des
déchets
L'élimination doit être réalisée conformément aux prescriptions nationales et régionales en
vigueur.
40

Diagnostic d’erreur, élimination de l'erreur
Diagnostic d’erreur, élimination
de l'erreur
Pas de courant de soudage
Interrupteur d'alimentation de la source de courant activé, voyants allumés sur la source
de courant, gaz de protection disponible
Cause : Connexion à la masse incorrecte
Solution : Établir le raccordement à la masse de manière conforme
FR
Cause : Câble de courant interrompu dans la torche de soudage
Solution : Remplacer la torche de soudage
Cause : Électrode en tungstène lâche
Solution : Visser l'électrode en tungstène
Cause : Pièces d'usure lâches
Solution : Visser les pièces d'usure
Pas de gaz de protection
Toutes les autres fonctions sont disponibles
Cause : Bouteille de gaz vide
Solution : Remplacer la bouteille de gaz
Cause : Robinet détendeur défectueux
Solution : Remplacer le robinet détendeur
Cause : Le tuyau de gaz n'est pas monté, est plié ou est endommagé
Solution : Monter, poser de manière plus rectiligne le tuyau de gaz. Remplacer le tuyau
de gaz défectueux
Cause : Torche de soudage défectueuse
Solution : Remplacer la torche de soudage
Cause : Électrovanne de gaz défectueuse
Solution : Contacter le service après-vente (faire remplacer l'électrovanne de gaz)
41

Mauvaises caractéristiques de soudage
Cause : Paramètres incorrects
Solution : Corriger les paramètres
Cause : Connexion de mise à la masse incorrecte
Solution : Établir un bon contact avec la pièce à souder
Cause : Pas ou pas assez de gaz de protection
Solution : Vérifier le détendeur, le tuyau de gaz, l'électrovanne de gaz et le raccord de
gaz de la torche de soudage Dans le cas des torches AL, vérifier l'étanchéité
au gaz et utiliser une âme de guidage du fil adaptée
Cause : Fuite au niveau de la torche de soudage
Solution : Remplacer la torche de soudage
Cause : Tube de contact trop grand ou usé
Solution : Remplacer le tube de contact
Cause : Mauvais alliage ou mauvais diamètre du fil
Solution : Contrôler la bobine de fil/bobine type panier insérée
Cause : Mauvais alliage ou mauvais diamètre du fil
Solution : Vérifier la compatibilité du matériau de base avec le soudage
Cause : Gaz de protection inapproprié pour cet alliage de fil
Solution : Utiliser le bon gaz de protection
Cause : Conditions de soudage défavorables : gaz de protection contaminé (humidité,
air), blindage gaz défectueux (bain de fusion "en ébullition", courant d'air), impuretés dans la pièce à usiner (rouille, peinture, graisse)
Solution : Optimiser les conditions de soudage
Cause : Projections de soudure dans la buse gaz
Solution : Enlever les projections de soudure
Cause : Turbulences dues à une trop grande quantité de gaz de protection
Solution : Réduire la quantité de gaz de protection, recommandation :
quantité de gaz de protection (l/min) = diamètre du fil (mm) x 10
(par ex. 16 l/min pour un fil-électrode de 1,6 mm)
La buse de gaz devient très chaude
Cause: Pas de dissipation thermique en raison d’une fixation trop lâche de la buse de
gaz
Remède: Visser la buse de gaz jusqu’à la butée
42

La torche de soudage devient très chaude
Cause : La torche de soudage a été utilisée au-delà de l'intensité de soudage maxi-
male
Solution : Baisser la puissance de soudage ou utiliser une torche de soudage plus puis-
sante
Cause : Torche de soudage insuffisamment dimensionnée
Solution : Respecter le facteur de marche et les limites de charge
Cause : Uniquement pour les installations refroidies par eau : débit de réfrigérant trop
faible
Solution : Contrôler le niveau de réfrigérant, le volume du débit de réfrigérant, l'encras-
sement du réfrigérant, la pose du faisceau de liaison, etc.
Porosité de la soudure
Cause : Formation de projections dans la buse gaz, d'où une protection gazeuse in-
suffisante de la soudure
Solution : Enlever les projections de soudure
Cause : Présence de trous dans le tuyau de gaz ou raccordement incorrect du tuyau
de gaz
Solution : Remplacer le tuyau de gaz
FR
Cause : Le joint torique du raccord central est entaillé ou défectueux
Solution : Remplacer le joint torique
Cause : Humidité / condensation dans la conduite de gaz
Solution : Sécher la conduite de gaz
Cause : Débit de gaz trop fort ou trop faible
Solution : Corriger le débit de gaz
Cause : Quantité de gaz insuffisante au début ou à la fin du soudage
Solution : Augmenter le prédébit de gaz et le postdébit de gaz
Cause : Fil-électrode rouillé ou de mauvaise qualité
Solution : Utiliser un fil-électrode de plus grande qualité, sans impureté
Cause : S'applique aux torches de soudage refroidies par gaz : Sortie de gaz sur des
âmes de guidage du fil non isolées
Solution : Pour les torches refroidies au gaz, n'utilisez que des âmes de guidage du fil
isolées
Cause : Agent de séparation en quantité excessive
Solution : Enlever l'agent de séparation en excès / Appliquer moins d'agent de sépara-
tion
Mauvaises caractéristiques d'amorçage
Cause : Électrode en tungstène inadaptée (p.ex. électrode en tungstène pour le sou-
dage DC)
Solution : Utiliser une électrode en tungstène adaptée
Cause : Pièces d'usure lâches
Solution : Visser les pièces d'usure
43

La buse de gaz se fissure
Cause : L'électrode en tungstène ne sort pas suffisamment de la buse de gaz
Solution : Faire davantage sortir l'électrode en tungstène de la buse de gaz
44

Caractéristiques techniques
Généralités
TTWO 2000
Tension à vide : 113 V
Tension d'amorçage : 10 kV
Ce produit satisfait aux exigences de la norme IEC 60974-7.
I (Ampère) 10 min/40 °C
DC (I1 EN 439)
I (Ampère) 10 min/40 °C
AC (i! EN 439)
[mm (in.)] 2,4 à 3,2 (.094-.126)
100 % f.m.* 200
100 % f.m.* 140
Ø
[m (ft.)] 5 (16)
P
min
Q
min
P
min
[W]** 600
[l/min (gal./
min)]
[bar (psi)] 3 bar (43.51 psi.)
1 (0.26)
FR
TTGO 1000
P
max
* f.m. = facteur de marche
** Puissance de refroidissement minimale conformément à la norme IEC 60974-2
I (Ampère) 10 min/40 °C
DC (I1 EN 439)
I (Ampère) 10 min/40 °C
DC (I1 EN 439)
I (Ampère) 10 min/40 °C
DC (I1 EN 439)
[bar (psi)] 5,5 bar (77.77 psi.)
100 % f.m.* 60
60 % f.m.* 80
35 % f.m.* 100
[mm (in.)] 2,4 à 3,2 (.094-.126)
Ø
[m (ft.)] 5 (16)
* f.m. = facteur de marche
45

46

Gentile Lettore,
Introduzione Grazie per la fiducia accordataci e per aver scelto questo prodotto Fronius di elevata qua-
lità tecnica. Le presenti istruzioni aiutano ad acquisire dimestichezza con esso. Un'attenta
lettura delle istruzioni consente di conoscere le svariate opzioni offerte dal prodotto Fronius. Solo in questo modo è possibile trarne il massimo.
È di fondamentale importanza, inoltre, osservare le norme di sicurezza e mettere in sicurezza il luogo d'impiego del prodotto. Un accurato trattamento del prodotto ne favorisce la
qualità e l'affidabilità nel corso del tempo, presupposti fondamentali per ottenere risultati
eccellenti.
IT
47

48

Indice
Sicurezza ................................................................................................................................................... 51
Sicurezza .............................................................................................................................................. 51
Uso prescritto........................................................................................................................................ 52
Inserimento dell'elettrodo al tungsteno, collegamento della torcia per saldatura....................................... 53
Inserimento dell'elettrodo al tungsteno nella torcia per saldatura e collegamento della torcia per sal-
datura....................................................................................................................................................
Cura, manutenzione e smaltimento ........................................................................................................... 54
In generale............................................................................................................................................ 54
TTWO 2000: Manutenzione a ogni messa in funzione......................................................................... 54
TTGO 1000: Manutenzione a ogni messa in funzione.......................................................................... 55
Smaltimento.......................................................................................................................................... 56
Diagnosi e risoluzione degli errori.............................................................................................................. 57
Diagnosi e risoluzione degli errori......................................................................................................... 57
Dati tecnici ................................................................................................................................................. 60
In generale............................................................................................................................................ 60
TTWO 2000 ......................................................................................................................................... 60
TTGO 1000.......................................................................................................................................... 60
53
IT
49

50

Sicurezza
Sicurezza
AVVISO!
Il cattivo uso dell'apparecchio e l'errata esecuzione dei lavori possono causare gravi
lesioni personali e danni materiali.
Tutti i lavori riportati nelle presenti istruzioni per l'uso devono essere eseguiti unicamente
da personale tecnico qualificato. Tutte le funzioni descritte nelle presenti istruzioni per l'uso
devono essere utilizzate soltanto da personale tecnico qualificato. Eseguire tutti i lavori descritti e utilizzare tutte le funzioni illustrate solo dopo aver letto integralmente e compreso
i seguenti documenti:
► le presenti istruzioni per l'uso
► il documento "Norme di sicurezza" allegato
► tutte le istruzioni per l'uso dei componenti del sistema, in particolare le norme di sicu-
rezza.
AVVISO!
Una scossa elettrica può risultare mortale.
Pericolo dovuto:
► alla tensione di rete (tutti i componenti conduttori di tensione)
► alla tensione dell'accensione ad alta frequenza (corpo della torcia)
► alla tensione di saldatura (corpo della torcia).
Prima di eseguire qualsiasi lavoro sulla torcia per saldatura:
► Posizionare l'interruttore di rete del generatore su "O".
► Scollegare il generatore dalla rete.
► Assicurarsi che il generatore resti scollegato dalla rete fino al completamento di tutti i
lavori.
IT
PRUDENZA!
Il surriscaldamento dei componenti della torcia per saldatura e del refrigerante dovuto all'uso può causare ustioni.
Prima di iniziare qualsiasi lavoro descritto nelle presenti istruzioni per l'uso, lasciare raffreddare tutti i componenti della torcia per saldatura e il refrigerante fino al raggiungimento
della temperatura ambiente (+25 °C, +77 °F).
PRUDENZA!
I collegamenti sottodimensionati possono causare lesioni personali e danni materiali.
Tutti i cavi, i conduttori e i pacchetti tubi flessibili devono sempre essere saldamente collegati, integri, correttamente isolati e sufficientemente dimensionati.
AVVERTENZA!
Non azionare mai le torce per saldatura raffreddate ad acqua senza refrigerante.
Il produttore non si assume alcuna responsabilità per i danni che potrebbero derivarne,
escludendo ogni diritto di garanzia.
51

AVVERTENZA!
Quando vengono scollegati dal gruppo di raffreddamento, chiudere sempre i tubi
del refrigerante delle torce per saldatura raffreddate ad acqua con la chiusura in plastica montata su di essi.
Uso prescritto La torcia per saldatura è destinata esclusivamente alla saldatura TIG in combinazione con
i componenti del sistema omologati per l'utilizzo con la torcia per saldatura stessa.
Utilizzare la torcia per saldatura esclusivamente per le applicazioni conformi all'uso prescritto.
Il produttore non si assume alcuna responsabilità per i danni derivanti dall'utilizzo non conforme all'uso prescritto, compresi danni consequenziali, lesioni personali, risultati di lavoro
errati e similari.
L'uso prescritto comprende anche
- la lettura integrale delle presenti istruzioni per l'uso
- la lettura integrale del documento "Norme di sicurezza" allegato
- l'osservanza di tutte le istruzioni e norme di sicurezza contenute nelle presenti istru-
zioni per l'uso
- l'esecuzione dei controlli e dei lavori di manutenzione.
La torcia per saldatura è progettata per l'utilizzo nei settori dell'industria e dell'artigianato.
Il produttore non si assume alcuna responsabilità per i danni che potrebbero derivare
dall'impiego in ambienti domestici.
52

Inserimento dell'elettrodo al tungsteno, collegamen-
2
2
to della torcia per saldatura
Inserimento
dell'elettrodo al
tungsteno nella
torcia per saldatura e collegamento della torcia
per saldatura
PRUDENZA!
Collegamenti a spina allentati o non correttamente applicati possono causare gravi
danni materiali alla torcia per saldatura e al generatore.
Prima di ogni messa in funzione verificare manualmente che i connettori a baionetta siano
ben collegati e correttamente bloccati nella presa di corrente!
TTWO 2000:
31 32
1
IT
TTGO 1000:
33 34
1
53

Cura, manutenzione e smaltimento
(2)
(1)
2
In generale Una manutenzione regolare e preventiva della torcia per saldatura è fondamentale per ga-
rantirne il corretto funzionamento. La torcia per saldatura è esposta a temperature elevate
e accumuli di impurità. Per questo motivo richiede una manutenzione più frequente rispetto
ad altri componenti del sistema di saldatura.
AVVERTENZA!
Nel rimuovere gli spruzzi di saldatura evitare di provocare graffi e rigature, in cui potrebbero depositarsi stabilmente gli spruzzi di saldatura prodotti nel corso dei successivi impieghi.
TTWO 2000: Manutenzione a ogni
messa in funzione
Sostituzione dei componenti danneggiati:
35 36
1
- Assicurarsi che l'anello di tenuta (1), il
rivestimento in plastica (2) e i pezzi
soggetto ad usura siano integri. Sostituire i componenti danneggiati.
54

37
(1)
(2)
2
3
IT
TTGO 1000: Manutenzione a ogni
messa in funzione
Sostituzione dei componenti danneggiati:
38 39
1
- Assicurarsi che l'anello di tenuta (1), il
rivestimento in plastica (2) e i pezzi
soggetto ad usura siano integri. Sostituire i componenti danneggiati.
55

40
3
Smaltimento Lo smaltimento va eseguito unicamente nel rispetto delle disposizioni nazionali e regionali
vigenti.
56

Diagnosi e risoluzione degli errori
Diagnosi e risoluzione degli errori
Corrente di saldatura assente
Interruttore di rete del generatore inserito, spie sul generatore accese, gas inerte presente.
Causa: collegamento a massa errato.
Risoluzione: eseguire il collegamento a massa in modo regolare.
Causa: cavo della corrente della torcia per saldatura interrotto.
Risoluzione: sostituire la torcia per saldatura.
Causa: elettrodo al tungsteno allentato.
Risoluzione: serrare l'elettrodo al tungsteno.
Causa: pezzi soggetti a usura allentati.
Risoluzione: serrare i pezzi soggetti a usura.
Gas inerte assente
Tutte le altre funzioni sono disponibili.
Causa: bombola del gas vuota.
Risoluzione: sostituire la bombola del gas.
Causa: riduttore di pressione del gas difettoso.
Risoluzione: sostituire il riduttore di pressione del gas.
IT
Causa: tubo del gas smontato, piegato o danneggiato.
Risoluzione: montare il tubo del gas, disporlo diritto. Sostituire il tubo del gas difettoso.
Causa: torcia per saldatura difettosa.
Risoluzione: sostituire la torcia per saldatura.
Causa: valvola magnetica del gas difettosa.
Risoluzione: contattare il servizio di assistenza (per far sostituire la valvola magnetica del
gas).
57

Proprietà di saldatura scarse
Causa: parametri di saldatura errati.
Risoluzione: correggere le impostazioni.
Causa: cattivo collegamento a massa.
Risoluzione: creare un buon contatto con il pezzo da lavorare.
Causa: gas inerte assente o insufficiente.
Risoluzione: controllare il riduttore di pressione del gas, il tubo del gas, la valvola magne-
tica del gas e l'attacco del gas inerte della torcia per saldatura. Per le torce
per saldatura raffreddate a gas, controllare la guarnizione di tenuta del gas,
utilizzare una guaina guidafilo idonea.
Causa: torcia per saldatura non ermetica.
Risoluzione: sostituire la torcia per saldatura.
Causa: tubo di contatto troppo grande o usurato.
Risoluzione: sostituire il tubo di contatto.
Causa: lega del filo o diametro del filo errati.
Risoluzione: controllare la bobina filo/intrecciata inserita.
Causa: lega del filo o diametro del filo errati.
Risoluzione: verificare la saldabilità del materiale di base.
Causa: gas inerte non adatto alla lega del filo.
Risoluzione: utilizzare il gas inerte adatto.
Causa: condizioni di saldatura sfavorevoli: impurità nel gas inerte (umidità, aria),
schermatura del gas carente (il bagno di fusione "cuoce", aria di trazione), impurità sul pezzo da lavorare (ruggine, vernice, grasso).
Risoluzione: ottimizzare le condizioni di saldatura.
Causa: spruzzi di saldatura nell'ugello del gas.
Risoluzione: rimuovere gli spruzzi di saldatura.
Causa: turbolenze causate da un'eccessiva quantità di gas inerte.
Risoluzione: ridurre la quantità di gas inerte; si consiglia la seguente proporzione:
quantità di gas inerte (l/min) = diametro del filo (mm) x 10
(ad es. 16 l/min per elettrodo a filo da 1,6 mm).
L’ugello del gas si surriscalda
Causa: assenza di dissipazione del calore a causa dell’ugello del gas allentato.
Risoluzione: serrare completamente l’ugello del gas.
58

La torcia per saldatura si surriscalda
Causa: la torcia per saldatura è stata utilizzata con una corrente di saldatura superio-
re a quella massima.
Risoluzione: ridurre la potenza di saldatura o utilizzare una torcia per saldatura più potente.
Causa: torcia per saldatura sottodimensionata.
Risoluzione: rispettare il tempo di accensione e i limiti di carico.
Causa: solo per impianti raffreddati ad acqua: portata del refrigerante insufficiente.
Risoluzione: controllare il livello, la portata e il grado di impurità del refrigerante, la dispo-
sizione del pacchetto tubi flessibili, ecc.
Porosità del giunto saldato
Causa: accumulo di spruzzi nell'ugello del gas, da cui deriva una protezione antigas
insufficiente del giunto saldato.
Risoluzione: rimuovere gli spruzzi di saldatura.
Causa: tubo del gas forato o collegamento impreciso del tubo del gas.
Risoluzione: sostituire il tubo del gas.
Causa: guarnizione circolare sull'attacco centrale danneggiata o difettosa.
Risoluzione: sostituire la guarnizione circolare.
IT
Causa: umidità / condensa nel tubo del gas.
Risoluzione: asciugare il tubo del gas.
Causa: flusso del gas eccessivo o insufficiente.
Risoluzione: correggere il flusso del gas.
Causa: portata del gas insufficiente all'inizio o al termine della saldatura.
Risoluzione: aumentare la preapertura del gas e il ritardo di chiusura del gas.
Causa: elettrodo a filo arrugginito o di scarsa qualità.
Risoluzione: utilizzare elettrodi a filo di qualità superiore e privi di impurità.
Causa: per le torce per saldatura raffreddate a gas: fuoriuscita del gas con guaine
guidafilo non isolate.
Risoluzione: utilizzare solo guaine guidafilo isolate con le torce per saldatura raffreddate a
gas.
Causa: apporto eccessivo di agente di distacco.
Risoluzione: rimuovere l'agente di distacco in eccesso / apportare meno agente di distac-
co.
Proprietà d'accensione scarse
Causa: elettrodo al tungsteno inadatto (ad es. elettrodo WP per la saldatura DC).
Risoluzione: utilizzare un elettrodo al tungsteno adatto
Causa: pezzi soggetti a usura allentati.
Risoluzione: serrare i pezzi soggetti a usura.
L'ugello del gas si crepa
Causa: l'elettrodo al tungsteno non sporge abbastanza sull'ugello del gas.
Risoluzione: far sporgere maggiormente l'elettrodo al tungsteno sull'ugello del gas.
59

Dati tecnici
In generale
TTWO 2000
Tensione di funzionamento a
vuoto
Tensione di accensione: 10 kV
Questo prodotto è conforme ai requisiti della norma IEC 60974-7.
I (A) 10 min/40 °C
DC (I1 EN 439)
I (A) 10 min/40 °C
AC (I1 EN 439)
[mm (in.)] 2,4-3,2 (.094-.126)
113 V
100% TA* 200
100% TA* 140
Ø
[m (ft.)] 5 (16)
P
min
Q
min
[W]** 600
[l/min (gal./
min)]
1 (0.26)
TTGO 1000
p
min
p
max
* TA = tempo di accensione
** Potenza di raffreddamento minima secondo la norma IEC 60974-2
I (A) 10 min/40 °C
DC (I1 EN 439)
I (A) 10 min/40 °C
DC (I1 EN 439)
I (A) 10 min/40 °C
DC (I1 EN 439)
[bar (psi)] 3 bar (43.51 psi.)
[bar (psi)] 5,5 bar (77.77 psi.)
100% TA* 60
60% TA* 80
35% TA* 100
[mm (in.)] 2,4-3,2 (.094-.126)
Ø
[m (ft.)] 5 (16)
* TA = tempo di accensione
60

Estimado lector
Introducción Le agradecemos su confianza y queremos felicitarle por la adquisición de este producto
de Fronius de alta calidad técnica. El presente manual le ayudará a familiarizarse con el
producto. Si lee detenidamente este manual, aprenderá las numerosas posibilidades que
le ofrece su producto Fronius. Solo así podrá aprovechar todas sus ventajas.
Tenga en cuenta también las normas de seguridad para conseguir una mayor seguridad
en el lugar en el que emplee el producto. Un manejo cuidadoso de su producto ayuda a
conseguir una calidad y fiabilidad duraderas. Todo ello constituye la condición previa
esencial para lograr unos resultados excelentes.
ES
61

62

Tabla de contenido
Seguridad................................................................................................................................................... 65
Seguridad.............................................................................................................................................. 65
Utilización prevista................................................................................................................................ 66
Introducir el electrodo de tungsteno en la antorcha de soldadura, conectar la antorcha de soldadura..... 67
Introducir el electrodo de tungsteno en la antorcha de soldadura y conectar la antorcha de soldadura 67
Cuidado, mantenimiento y eliminación ...................................................................................................... 68
Generalidades....................................................................................................................................... 68
TTWO 2000: Mantenimiento con cada puesta en servicio ................................................................... 68
TTGO 1000: Mantenimiento con cada puesta en servicio.................................................................... 69
Eliminación............................................................................................................................................ 70
Diagnóstico de errores, solución de errores .............................................................................................. 71
Diagnóstico de errores, solución de errores ......................................................................................... 71
Datos técnicos ........................................................................................................................................... 75
Generalidades....................................................................................................................................... 75
TTWO 2000 ......................................................................................................................................... 75
TTGO 1000.......................................................................................................................................... 75
ES
63

64

Seguridad
Seguridad
¡ADVERTENCIA!
El manejo incorrecto y los trabajos realizados de forma defectuosa pueden causar
graves daños personales y materiales.
Todos los trabajos descritos en este manual de instrucciones deben ser realizados solo
por personal técnico formado. Todas las funciones descritas en este manual de instrucciones deben ser realizadas solo por personal técnico formado. Realizar los trabajos descritos y aplicar las funciones descritas solo después de haber leído y comprendido, en su
totalidad, los siguientes documentos:
► Este manual de instrucciones
► El documento adjunto "Normas de seguridad"
► Todos los manuales de instrucciones de los componentes del sistema, en particular
las normas de seguridad.
¡ADVERTENCIA!
ES
Las descargas eléctricas pueden ser mortales.
Peligro originado por:
► Tensión de red (todos los componentes bajo tensión)
► La tensión del cebado de alta frecuencia (cuello antorcha)
► Tensión de soldadura (cuello antorcha)
Antes de comenzar todos los trabajos en la antorcha de soldadura:
► Poner el interruptor de red de la fuente de corriente en la posición - O ► Separar la fuente de corriente de la red
► Asegurar que la fuente de corriente permanezca separada de la red hasta que se ha-
yan finalizado todos los trabajos.
¡PRECAUCIÓN!
Peligro de quemaduras debido a que durante el servicio se calientan mucho los
componentes de la antorcha de soldadura y el líquido de refrigeración.
Antes de comenzar los trabajos descritos en este manual de instrucciones, dejar que se
enfríen todos los componentes de la antorcha de soldadura y el líquido de refrigeración a
temperatura ambiente (+25 °C, +77 °F).
¡PRECAUCIÓN!
Peligro de daños personales y materiales originado por uniones inapropiadas.
Todos los cables, líneas y juegos de cables siempre deben estar bien conectados, intactos, correctamente aislados y tener una dimensión suficiente.
¡OBSERVACIÓN!
Jamás se deben poner en servicio antorchas refrigeradas por agua sin líquido de
refrigeración.
El fabricante declina cualquier responsabilidad frente a los daños que se pudieran originar,
se extinguirán todos los derechos de garantía.
65

¡OBSERVACIÓN!
Cerrar los tubos de refrigeración de las antorchas de soldadura refrigeradas por
agua siempre con el cierre de plástico montado cuando se separen las mismas de
la refrigeración.
Utilización previs-taLa antorcha de soldadura está pensada exclusivamente para la soldadura TIG en combi-
nación con componentes del sistema homologados para el servicio con la antorcha de soldadura.
La antorcha de soldadura se debe utilizar exclusivamente en el sentido de la utilización
prevista.
El fabricante no responderá por los daños ocurridos como consecuencia de una utilización
no prevista, incluyendo los daños secuenciales, daños personales, resultados de trabajo
defectuosos y similares.
También forman parte de la utilización prevista:
- La lectura completa de este manual de instrucciones.
- La lectura completa del documento adjunto "Normas de seguridad".
- El cumplimiento de todas las instrucciones y normas de seguridad de este manual de
instrucciones.
- El cumplimiento de los trabajos de inspección y mantenimiento.
La antorcha de soldadura ha sido construida para usos industriales. El fabricante declina
cualquier responsabilidad por daños originados por un empleo en el ámbito doméstico.
66

Introducir el electrodo de tungsteno en la antorcha
2
2
de soldadura, conectar la antorcha de soldadura
Introducir el electrodo de tungsteno en la antorcha
de soldadura y
conectar la antorcha de soldadura
¡PRECAUCIÓN!
Las conexiones no asignadas o no montadas correctamente pueden causar graves
daños materiales en la antorcha de soldadura y en la fuente de corriente.
¡Comprobar manualmente antes de cada puesta en servicio, el asiento forme y el bloqueo
correcto de la clavija de bayoneta en la borna de corriente!
TTWO 2000:
41 42
1
ES
TTGO 1000:
43 44
1
67

Cuidado, mantenimiento y eliminación
(2)
(1)
2
Generalidades El mantenimiento periódico y preventivo de la antorcha de soldadura es un factor relevante
para un servicio sin perturbaciones. La antorcha de soldadura está expuesta a altas temperaturas y a una intensa suciedad. Por este motivo, la antorcha de soldadura requiere un
mantenimiento más frecuente que los demás componentes del sistema de soldadura.
¡OBSERVACIÓN!
Al retirar las proyecciones de soldadura, evitar que se produzcan marcas y rasguños ya que las proyecciones de soldadura originadas durante un servicio posterior
podrían quedarse incrustadas.
TTWO 2000: Mantenimiento con
cada puesta en
servicio
Sustituir los componentes dañados:
45 46
1
- Asegurar que el anillo obturador (1),
la envoltura de plástico (2) y los consumibles estén intactos. Sustituir los
componentes dañados.
68

47
(1)
(2)
2
3
TTGO 1000: Mantenimiento con
cada puesta en
servicio
Sustituir los componentes dañados:
48 49
1
- Asegurar que el anillo obturador (1),
la envoltura de plástico (2) y los consumibles estén intactos. Sustituir los
componentes dañados.
ES
69

50
3
Eliminación Efectuar la eliminación observando las normas nacionales y regionales aplicables.
70

Diagnóstico de errores, solución de errores
Diagnóstico de
errores, solución
de errores
No hay corriente de soldadura
Interruptor de red de la fuente de corriente conectado, indicaciones en la fuente de corriente iluminadas, gas protector disponible.
Causa: Pinza de masa errónea.
Solución: Establecer correctamente la conexión de masa.
Causa: Cable de corriente interrumpido en la antorcha de soldadura.
Solución: Sustituir la antorcha de soldadura.
Causa: El electrodo de tungsteno está suelto.
Solución: Apretar el electrodo de tungsteno.
Causa: Los consumibles están sueltos.
Solución: Apretar los consumibles.
No hay gas protector
Todas las demás funciones están disponibles.
Causa: Bombona de gas vacía.
Solución: Cambiar la bombona de gas.
ES
Causa: Regulador de presión de gas defectuoso.
Solución: Sustituir el regulador de presión de gas.
Causa: Manguera de gas doblada, dañada o no montada.
Solución: Montar la manguera de gas, tenderla recta. Sustituir la manguera de gas de-
fectuosa.
Causa: Antorcha de soldadura defectuosa.
Solución: Sustituir la antorcha de soldadura.
Causa: Electroválvula de gas defectuosa.
Solución: Contactar con el Servicio Técnico (encomendar la sustitución de la electro-
válvula de gas).
71

Propiedades insuficientes de soldadura.
Causa: Parámetros de soldadura incorrectos.
Solución: Corregir los ajustes.
Causa: Conexión de masa incorrecta.
Solución: Establecer un buen contacto con la pieza de trabajo.
Causa: No hay gas protector o el gas es insuficiente.
Solución: Comprobar el regulador de presión, el tubo de gas, la electroválvula de gas y
la conexión de gas de la antorcha de soldadura. En caso de antorchas refrigeradas por gas, se debe comprobar la obturación de gas; utilizar una sirga
de guía de hilo adecuada.
Causa: Fuga en la antorcha de soldadura.
Solución: Sustituir la antorcha de soldadura.
Causa: Tubo de contacto excesivamente grande o desgastado.
Solución: Cambiar el tubo de contacto.
Causa: Aleación incorrecta del hilo o diámetro de hilo incorrecto.
Solución: Comprobar la bobina de hilo/porta bobina
Causa: Aleación incorrecta del hilo o diámetro de hilo incorrecto.
Solución: Comprobar la soldabilidad del material base.
Causa: El gas protector no es adecuado para la aleación del hilo.
Solución: Utilizar el gas protector correcto.
Causa: Condiciones de soldadura desfavorables: gas protector sucio (humedad, ai-
re), insuficiente blindado de gas (el baño de fusión está "hirviendo", corriente), impurezas en la pieza de trabajo (corrosión, pintura, grasa).
Solución: Optimizar las condiciones de soldadura.
Causa: Proyecciones de soldadura en la tobera de gas.
Solución: Quitar las proyecciones de soldadura.
Causa: Turbulencias originadas por una cantidad excesiva de gas protector.
Solución: Reducir la cantidad de gas protector, recomendación:
cantidad de gas protector (l/min) = diámetro del hilo (mm) x 10
(por ejemplo, 16 l/min para un electrodo de soldadura de 1,6 mm).
La tobera de gas se calienta mucho
Causa: No se produce ninguna pérdida de calor por estar demasiado flojo el asiento
de la tobera de gas.
Solución: Apretar la tobera de gas hasta el tope.
72

La antorcha de soldadura se calienta mucho.
Causa: La antorcha de soldadura se ha puesto en servicio por encima de la máxima
corriente de soldadura.
Solución: Reducir la potencia de soldadura o utilizar una antorcha de soldadura más
potente.
Causa: Dimensiones insuficientes de la antorcha de soldadura.
Solución: Observar la duración de ciclo de trabajo y los límites de carga.
Causa: Solo para equipos refrigerados por agua: caudal líquido de refrigeración in-
suficiente.
Solución: Comprobar el nivel líquido refrigerante, el caudal líquido de refrigeración, la
suciedad en el líquido de refrigeración, el tendido del juego de cables, etc.
Porosidad del cordón de soldadura
Causa: Formación de proyecciones en la tobera de gas, por lo que la protección de
gas del cordón de soldadura es insuficiente.
Solución: Quitar las proyecciones de soldadura.
Causa: Agujeros en la manguera de gas o conexión inexacta de la manguera de gas.
Solución: Sustituir la manguera de gas.
Causa: La junta tórica en la conexión central está cortada o defectuosa.
Solución: Sustituir la junta tórica.
Causa: Humedad/condensado en la tubería de gas.
Solución: Secar la tubería de gas.
Causa: Flujo de gas excesivo o insuficiente.
Solución: Corregir el flujo de gas.
Causa: Cantidad de gas insuficiente al comienzo o final de la soldadura.
Solución: Aumentar el flujo previo de gas y el postflujo de gas.
Causa: Electrodo de soldadura de mala calidad u oxidado.
Solución: Utilizar un electrodo de soldadura de alta calidad sin impurezas.
Causa: Aplicable a las antorchas de soldadura refrigeradas por gas: fuga de gas en
caso de sirgas de guía de hilo no aisladas.
Solución: En caso de antorchas de soldadura refrigeradas por gas solo se deben utili-
zar sirgas de guía de hilo aisladas.
ES
Causa: Aplicación en exceso del líquido antiproyecciones.
Solución: Eliminar el líquido antiproyecciones sobrante / aplicar menos líquido antipro-
yecciones.
Pobres propiedades de cebado.
Causa: Electrodo de tungsteno inadecuado (por ejemplo, electrodo WP para solda-
dura CC).
Solución: Utilizar un electrodo de tungsteno adecuado
Causa: Los consumibles están sueltos.
Solución: Apretar los consumibles.
73

La tobera de gas se está agrietando.
Causa: El electrodo de tungsteno no sobresale suficientemente de la tobera de gas.
Solución: Dejar que el electrodo de tungsteno sobresalga más de la tobera de gas.
74

Datos técnicos
Generalidades
TTWO 2000
Tensión de marcha sin carga: 113 V
Tensión de cebado: 10 kV
El producto cumple los requisitos de la norma IEC 60974-7.
I (amperios) 10 min/40° C
100 % DC* 200
DC (I1 EN 439)
I (amperios) 10 min/40° C
100 % DC* 140
AC (i! EN 439)
[mm (in.)] 2,4 - 3,2 (.094-.126)
Ø
[m (ft.)] 5 (16)
P
Q
.
p
mín.
mín
mín.
[W]** 600
[l/min (gal./
1 (0.26)
min)]
[bar (psi)] 3 bar (43.51 psi.)
ES
TTGO 1000
p
.
máx
[bar (psi)] 5,5 bar (77.77 psi.)
* DC = Duración de ciclo de trabajo
** Mínima potencia de refrigeración según la norma IEC 60974-2
I (amperios) 10 min/40° C
100 % DC* 60
DC (I1 EN 439)
I (amperios) 10 min/40° C
60 % DC* 80
DC (I1 EN 439)
I (amperios) 10 min/40° C
35 % DC* 100
DC (I1 EN 439)
[mm (in.)] 2,4 - 3,2 (.094-.126)
Ø
[m (ft.)] 5 (16)
* DC = Duración de ciclo de trabajo
75

76

Estimado leitor
Introdução Agradecemos pela confiança depositada e o parabenizamos por ter adquirido este produ-
to de alta tecnologia da Fronius. As instruções presentes o ajudarão a se familiarizar com
o produto. A partir da leitura atenta das instruções, você conhecerá as diversas possibilidades de utilização de seu produto Fronius. Somente assim você poderá aproveitar suas
vantagens da melhor forma.
Respeite também as normas de segurança e garanta assim mais segurança no local de
utilização do produto. O cuidado no manuseio de seu produto ajuda a prolongar sua qualidade e confiabilidade por mais tempo. Estes são pressupostos fundamentais para excelentes resultados.
PT-BR
77

78

Índice
Segurança.................................................................................................................................................. 81
Segurança............................................................................................................................................. 81
Utilização prevista................................................................................................................................. 82
Colocar o eletrodo de tungstênio na tocha de solda, conectar a tocha de solda ...................................... 83
Inserir o eletrodo de tungstênio na tocha de solda, conectar a tocha de solda.................................... 83
Conservação, Manutenção e Descarte...................................................................................................... 84
Geral ..................................................................................................................................................... 84
TTWO 2000: Manutenção a cada comissionamento............................................................................ 84
TTGO 1000: Manutenção a cada comissionamento ............................................................................ 85
Descarte................................................................................................................................................ 86
Diagnóstico de erro, eliminação de erro .................................................................................................... 87
Diagnóstico de erro, eliminação de erro ............................................................................................... 87
Dados técnicos .......................................................................................................................................... 90
Geral ..................................................................................................................................................... 90
TTWO 2000 ......................................................................................................................................... 90
TTGO 1000.......................................................................................................................................... 90
PT-BR
79

80

Segurança
Segurança
ALERTA!
A operação incorreta e os trabalhos executados de forma incorreta podem causar
lesões corporais e danos materiais graves.
Todas as atividades especificadas neste manual de instruções devem ser executadas somente por pessoal especializado e treinado. Todas as funções descritas neste manual de
instruções devem ser utilizadas somente por pessoal especializado e treinado. Realizar
todos os trabalhos e funções descritos somente quando os seguintes documentos forem
completamente lidos e compreendidos:
► este manual de instruções
► o documento anexo „Diretrizes de segurança“
► todos os manuais de instrução dos componentes do sistema, especialmente as dire-
trizes de segurança.
ALERTA!
Um choque elétrico pode ser fatal.
Perigo por:
► tensão da rede (todos componentes que conduzem eletricidade)
► a tensão da ignição de alta frequência (corpo da tocha de solda)
► tensão de solda (corpo da tocha de solda)
PT-BR
Antes de iniciar todos os trabalhos na tocha de solda:
► comutar o interruptor de rede elétrica da fonte de solda para a posição - O ► Desconectar a fonte de solda da rede elétrica
► garantir que a fonte de solda fique desconectada da rede até a conclusão de todos os
trabalhos.
CUIDADO!
Perigo de queimadura por componentes da tocha de solda e refrigerante muito
aquecidos devido à operação.
Antes de iniciar todos os trabalhos descritos neste manual de instruções, deixar todos os
componentes da tocha de solda e o agente refrigerante resfriarem à temperatura ambiente
(+25 °C, +77 °F).
CUIDADO!
Perigo de lesões corporais e danos materiais por conexões inadequadas.
Todos os cabos, tubagens e jogos de mangueira devem estar sempre conectados firmemente, intactos, isolados corretamente e ter dimensões adequadas.
AVISO!
Nunca colocar em operação tochas de solda refrigeradas à água sem agente refrigerante.
O fabricante não se responsabiliza por danos resultantes disso, quaisquer reivindicações
de garantia ficam anuladas.
81

AVISO!
Sempre conectar as mangueiras de refrigerante das tochas de solda refrigeradas a
água com o fechamento de plástico montado, quando esta for separada do dispositivo de refrigeração.
Utilização previs-taA tocha de solda somente é prevista para a soldagem TIG em combinação com os com-
ponentes do sistema que são aprovados para o uso com a tocha de solda.
A tocha de solda deve ser utilizada exclusivamente no âmbito do uso previsto.
O fabricante não se responsabiliza por nenhum dano resultante da utilização inadequada,
incluindo danos consequentes, danos pessoais, resultados incorretos e afins.
Também fazem parte da utilização prevista
- a leitura completa deste manual de instruções
- a leitura completa do documento anexo „Diretrizes de segurança“
- a conformidade com todas as instruções e diretrizes de seguranças deste manual de
instruções
- o cumprimento dos trabalhos de inspeção e manutenção
A tocha de solda foi desenvolvida para a utilização na indústria e no comércio. O fabricante
não assume a responsabilidade por danos que são causados por emprego em áreas residenciais.
82

Colocar o eletrodo de tungstênio na tocha de solda,
2
2
conectar a tocha de solda
Inserir o eletrodo
de tungstênio na
tocha de solda,
conectar a tocha
de solda
CUIDADO!
Conectores soltos ou não instalados profissionalmente podem causar danos materiais graves à tocha de solda e à fonte de solda.
Antes de cada comissionamento, verificar manualmente o aperto e o travamento adequado do conector baioneta no soquete de energia!
TTWO 2000:
51 52
1
PT-BR
TTGO 1000:
53 54
1
83

Conservação, Manutenção e Descarte
(2)
(1)
2
Geral A manutenção regular e preventiva da tocha de solda é um fator importante para uma ope-
ração sem falhas. A tocha de solda é submetida a altas temperaturas e grande sujeira. Por
isso, a tocha de solda precisa de uma manutenção mais frequente que outros componentes do sistema de soldagem.
AVISO!
Evitar sulcos e arranhões ao retirar respingos de solda.
Em outras operações, respingos de solda podem se fixar de forma permanente.
TTWO 2000: Manutenção a cada
comissionamento
Substituir componentes danificados:
55 56
1
- Garantir que o anel de vedação (1), o
revestimento de plástico (2) e as peças de desgaste estejam sem danos.
Substituir componentes danificados.
84

57
(1)
(2)
2
3
TTGO 1000: Manutenção a cada
comissionamento
Substituir componentes danificados:
58 59
1
- Garantir que o anel de vedação (1), o
revestimento de plástico (2) e as peças de desgaste estejam sem danos.
Substituir componentes danificados.
PT-BR
85

60
3
Descarte O descarte pode ser executado somente de acordo com as determinações nacionais e re-
gionais em vigor.
86

Diagnóstico de erro, eliminação de erro
Diagnóstico de
erro, eliminação
de erro
Sem corrente de soldagem
Interruptor da rede da fonte de solda ligado, indicações acesas na fonte de solda, gás de
proteção disponível
Causa: Conexão de massa incorreta
Solução: Estabelecer a conexão de massa adequadamente
Causa: Cabo de corrente na tocha de solda interrompido
Solução: Substituir a tocha de solda
Causa: Eletrodo de tungstênio solto
Solução: Prender firmemente o eletrodo de tungstênio
Causa: Peças de desgaste soltas
Solução: Prender firmemente as peças de desgaste
Sem gás de proteção
todas as outras funções estão disponíveis
Causa: Cilindro de gás vazio
Solução: Substituir o cilindro de gás
PT-BR
Causa: Válvula redutora de pressão com defeito
Solução: Substituir válvula redutora de pressão/gás
Causa: Mangueira de gás não montada, dobrada ou danificada
Solução: Montar a mangueira de gás, colocar de forma reta. Substituir mangueira de
gás defeituosa
Causa: Tocha de solda com defeito
Solução: Substituir a tocha de solda
Causa: Válvula solenoide de gás com defeito
Solução: Entrar em contato com a assistência técnica (trocar válvula solenoide de gás)
87

Características de soldagem ruins
Causa: Parâmetros de soldagem incorretos
Solução: Corrigir configurações
Causa: Conexão à terra ruim
Solução: Estabelecer um bom contato para a peça de trabalho
Causa: Nenhum ou pouco gás de proteção
Solução: Verificar válvula redutora de pressão, mangueira de gás, válvula solenoide
de gás e conexão da tocha de solda e do gás. Em tochas com refrigeração a
gás, verificar a vedação de gás, utilizar o fio de revestimento interior apropriado
Causa: Tocha de solda com vazamento
Solução: Substituir a tocha de solda
Causa: Tubo de contato muito grande ou desgastado
Solução: Substituir o tubo de contato
Causa: Liga de arame ou diâmetro de arame incorreto
Solução: Verificar as bobinas de arame/de cesta colocadas
Causa: Liga de arame ou diâmetro de arame incorreto
Solução: Verificar a capacidade de soldagem da matéria prima básica
Causa: Gás de proteção inadequado para a liga de arame
Solução: Utilizar o gás de proteção correto
Causa: Condições de soldagem desfavoráveis: Gás de proteção com impurezas
(umidade, ar), proteção de gás com defeito (o banho de solda "ferve", ar circulante), impurezas na peça de trabalho (ferrugem, tinta, graxa)
Solução: Otimizar as condições de soldagem
Causa: Respingos de solda no bico de gás
Solução: Remover os respingos de solda
Causa: Turbulências por causa de quantidade alta demais de gás de proteção
Solução: Reduzir a quantidade de gás de proteção, recomendável:
quantidade de gás de proteção (l/min) = diâmetro do arame (mm) x 10
(por exemplo, 16 l/min para 1,6 mm de eletrodo de arame)
O bico de gás esquenta muito
Causa: Nenhum desvio de calor por causa do assento solto do bico de gás
Solução: Parafusar firmemente o bico de gás até o encosto
88

A tocha de solda esquenta muito
Causa: Tocha de solda foi operada acima da corrente de soldagem máxima
Solução: Reduzir a energia de soldagem ou utilizar a tocha de solda com a capacidade
correta
Causa: Tocha de solda dimensionada muito fraca
Solução: Observar o ciclo de trabalho e os limites de carga
Causa: Somente em instalações com refrigeração a água: Fluxo de agente refrige-
rante insuficiente
Solução: Verificar o nível de refrigerante, fluxo de refrigerante, impurezas do refrige-
rante, entupimento do jogo de mangueira, etc.
Porosidade na costura de soldagem
Causa: Formação de respingos no bico de gás, por isso a proteção de gás da costura
de soldagem é insuficiente
Solução: Remover os respingos de solda
Causa: Furos na mangueira de gás ou conexão inadequada da mangueira de gás
Solução: Substituir mangueira de gás
Causa: O-Ring na conexão central está cortado ou defeituoso
Solução: Substituir os O-Ring
Causa: Umidade / condensado na tubulação de gás
Solução: Secar tubulação de gás
Causa: Fornecimento de gás forte ou fraco demais
Solução: Corrigir o fornecimento de gás
Causa: Quantidade de gás insuficiente no início ou no fim de soldagem
Solução: Aumentar o pré e pós-fluxo de gás
Causa: Ferrugem ou má qualidade do eletrodo de arame
Solução: Utilizar eletrodo de arame de alta qualidade sem impurezas
Causa: Válido para as tochas de solda refrigeradas a gás: Saída de gás com fios de
revestimento interior não isolados
Solução: Em tochas de solda refrigeradas a gás, somente utilizar fios de revestimento
interior isolados
Causa: Aplicação do agente separador em excesso
Solução: Retirar o agente separador em excesso / aplicar menos agente separador
Péssimas características de ignição
Causa: Eletrodo de tungstênio inadequado (por exemplo, eletrodo WP na solda CC)
Solução: Utilizar o eletrodo de tungstênio adequado
PT-BR
Causa: Peças de desgaste soltas
Solução: Prender firmemente as peças de desgaste
Rachadura no bico de gás
Causa: O eletrodo de tungstênio não está longe o suficiente do bico de gás
Solução: Afastar o eletrodo de tungstênio do bico de gás
89

Dados técnicos
Geral
TTWO 2000
Tensão de funcionamento em
vazio:
Tensão de ignição: 10 kV
O produto está em conformidade com as exigências da norma IEC 60974-7.
I (Ampère) 10 min/40° C
CC (I1 EN 439)
I (ampère) 10 min/40° C
AC (i! EN 439)
[mm (in.)] 2,4 - 3,2 (.094-.126)
113 V
100 % CT* 200
100 % CT* 140
Ø
[m (ft.)] 5 (16)
P
min
Q
min
[W]** 600
[l/min (gal./
min)]
1 (0.26)
TTGO 1000
p
min
p
máx
*CT = Ciclo de trabalho
** Menor capacidade de refrigeração conforme norma IEC 60974-2
I (Ampère) 10 min/40° C
CC (I1 EN 439)
I (Ampère) 10 min/40° C
CC (I1 EN 439)
I (Ampère) 10 min/40° C
CC (I1 EN 439)
[bar (psi)] 3 bar (43.51 psi.)
[bar (psi)] 5,5 bar (77.77 psi.)
100 % CT* 60
60 % CT* 80
35 % CT* 100
[mm (in.)] 2,4 - 3,2 (.094-.126)
Ø
[m (ft.)] 5 (16)
*CT = Ciclo de trabalho
90

Vážený zákazníku,
Úvod děkujeme Vám za projevenou důvěru a gratulujeme k získání tohoto technicky vyspělého
výrobku společnosti Fronius. Předložený návod Vám pomůže seznámit se s výrobkem.
Proto jej pečlivě přečtěte, abyste poznali všechny mnohostranné možnosti, které vám tento výrobek naší firmy poskytuje. Jen tak budete moci všechny jeho přednosti co nejlépe
využít.
Dodržujte prosím bezpečnostní předpisy a zajistěte co nejvyšší míru bezpečnosti na pracovišti. Pečlivé zacházení s Vaším přístrojem přispěje k jeho dlouhodobé životnosti a provozní spolehlivosti, což jsou nezbytné předpoklady k dosažení perfektních pracovních
výsledků.
CS
91

92

Obsah
Bezpečnost ................................................................................................................................................ 95
Bezpečnost ........................................................................................................................................... 95
Předpisové použití ................................................................................................................................ 96
Nasazení wolframové elektrody do svařovacího hořáku, připojení svařovacího hořáku ........................... 97
Nasazení wolframové elektrody do svařovacího hořáku, připojení svařovacího hořáku ...................... 97
Péče, údržba a likvidace odpadu ............................................................................................................... 98
Všeobecné informace ........................................................................................................................... 98
TTWO 2000: Údržba při každém uvedení do provozu.......................................................................... 98
TTGO 1000: Údržba při každém uvedení do provozu .......................................................................... 99
Likvidace odpadu.................................................................................................................................. 100
Diagnostika a odstraňování závad............................................................................................................. 101
Diagnostika a odstraňování závad........................................................................................................ 101
Technické údaje......................................................................................................................................... 104
Všeobecné informace ........................................................................................................................... 104
TTWO 2000 ......................................................................................................................................... 104
TTGO 1000.......................................................................................................................................... 104
CS
93

94

Bezpečnost
Bezpečnost
VAROVÁNÍ!
Nesprávná obsluha a chybně provedená práce mohou zapříčinit závažná zranění a
materiální škody.
Veškeré práce uvedené v tomto návodu k obsluze smějí provádět jen odborně vyškolené
osoby. Veškeré funkce popsané v tomto návodu k obsluze smějí používat jen odborně vyškolené osoby. Všechny popsané práce provádějte a všechny popsané funkce používejte
teprve poté, co si podrobně přečtete následující dokumenty a porozumíte jejich obsahu:
► tento návod k obsluze
► přiložený dokument „Bezpečnostní předpisy“
► všechny návody k obsluze systémových komponent, zejména bezpečnostní předpisy
VAROVÁNÍ!
Úraz elektrickým proudem může být smrtelný.
Nebezpečí představuje:
► síťové napětí (všechny vodivé díly)
► napětí vysokofrekvenčního zapalování (tělo hořáku)
► svařovací napětí (tělo hořáku)
Před zahájením veškerých prací na svařovacím hořáku:
► přepněte síťový vypínač svařovacího zdroje do polohy - O ► odpojte svařovací zdroj od sítě
► zajistěte, aby svařovací zdroj zůstal odpojený od sítě až do skončení všech prací
POZOR!
Nebezpečí popálení horkými součástmi svařovacího hořáku a horkým chladicím
médiem, které se zahřívají v důsledku provozu.
Před zahájením všech prací popsaných v tomto návodu k obsluze nechte všechny součásti svařovacího hořáku a chladicí médium vychladnout na pokojovou teplotu (+25 °C, +77
°F).
POZOR!
Nebezpečí poranění osob a materiálních škod v důsledku nedostatečného propojení.
Veškeré kabely, vedení a hadicová vedení musí být vždy pevně připojené, nepoškozené,
správně izolované a dostatečně dimenzované.
UPOZORNĚNĺ!
Vodou chlazené svařovací hořáky nesmí být nikdy provozovány bez použití chladicího média.
Za škody vzniklé takovým používáním výrobce neručí a všechny ostatní záruční nároky zanikají.
CS
95

UPOZORNĚNĺ!
Hadice chladicího média u vodou chlazených svařovacích hořáků po jejich odpojení
od chladicího modulu vždy uzavřete pomocí namontovaného plastového uzávěru.
Předpisové použití
Svařovací hořák je určen výhradně pro svařování TIG v kombinaci se systémovými komponentami, které jsou pro provoz se svařovacím hořákem schválené.
Svařovací hořák je dovoleno používat pouze pro práce odpovídající jeho určení.
Výrobce neodpovídá za škody vzniklé v důsledku nepředpisového použití, a to ani za následné škody, zranění osob, nesprávné pracovní výsledky apod.
K předpisovému používání přístroje patří rovněž
- pečlivé přečtení tohoto návodu k obsluze
- pečlivé přečtení přiloženého dokumentu „Bezpečnostní předpisy“
- dodržování veškerých pokynů a bezpečnostních předpisů obsažených v tomto návodu k obsluze
- provádění inspekčních a údržbářských prací
Svařovací hořák je určen pro použití v průmyslu a v komerční oblasti. Výrobce nepřebírá
odpovědnost za škody vzniklé v důsledku používání přístroje v obytných oblastech.
96

Nasazení wolframové elektrody do svařovacího ho-
2
2
řáku, připojení svařovacího hořáku
Nasazení wolframové elektrody
do svařovacího
hořáku, připojení
svařovacího hořáku
POZOR!
Uvolněné nebo neodborně připevněné konektorové spoje mohou způsobit vážné
poškození svařovacího hořáku a svařovacího zdroje.
Před každým uvedením do provozu ručně zkontrolujte pevné usazení a správné zajištění
bajonetového konektoru v proudové zásuvce!
TTWO 2000:
61 62
1
TTGO 1000:
63 64
1
CS
97

Péče, údržba a likvidace odpadu
(2)
(1)
2
Všeobecné informace
TTWO 2000: Údržba při každém
uvedení do provozu
Pravidelná a preventivní údržba svařovacího hořáku jsou podstatné faktory pro zachování
bezchybného provozu. Svařovací hořák je vystaven vysokým teplotám a silnému znečištění. Proto svařovací hořák vyžaduje častější údržbu než jiné součásti svařovacího systému.
UPOZORNĚNĺ!
Při odstraňování svařovacích rozstřiků dbejte na to, abyste na hořáku nevznikly
rýhy nebo škrábance.
V těchto poškozeních se mohou při dalším provozu usazovat svařovací rozstřiky.
- Ujistěte se, že těsnicí kroužek (1),
plastový obal (2) a spotřební díly jsou
nepoškozené. Poškozené součásti
nahraďte.
Náhrada poškozených součástí:
65 66
1
98

67
(1)
(2)
2
3
TTGO 1000: Údržba při každém
uvedení do provozu
Náhrada poškozených součástí:
68 69
1
- Ujistěte se, že těsnicí kroužek (1),
plastový obal (2) a spotřební díly jsou
nepoškozené. Poškozené součásti
nahraďte.
CS
99

70
3
Likvidace odpadu Likvidace odpadu musí být provedena v souladu s platnými národními a místními předpisy.
100
 Loading...
Loading...